Embed Size (px)
Citation preview

Fuel 90 (2011) 941–950
Contents lists available at ScienceDirect
Fuel
journal homepage: www.elsevier .com/locate / fuel
Chemical – Looping with oxygen uncoupling using Mn/Mg-based oxygen carriers– Oxygen release and reactivity with methane
Alexander Shulman a,⇑, Erik Cleverstam a, Tobias Mattisson b, Anders Lyngfelt b
a Chalmers University of Technology, Department of Chemical and Biological Engineering, Inorganic Environmental Chemistry, 412 96 Göteborg, Swedenb Department of Energy and Environment, Chalmers University of Technology, SE-412 96 Göteborg, Sweden
a r t i c l e i n f o
Article history:Received 28 May 2009Received in revised form 9 November 2010Accepted 30 November 2010Available online 14 December 2010
Keywords:Chemical-looping with oxygen uncouplingCO2 captureManganese oxideMethaneOxygen carriers
0016-2361/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.fuel.2010.11.044
⇑ Corresponding author. Tel.: +46 31 7722887; fax:E-mail address: [email protected] (A. Shulman
a b s t r a c t
Chemical-looping combustion with oxygen uncoupling (CLOU) is a method for combustion of solid andgaseous fossil fuels, which enables easy separation of carbon dioxide from the gaseous product mixture.In contrast to the related chemical-looping combustion (CLC) technology where gaseous or gasified fuelsreact directly with oxygen carriers, CLOU processes require oxygen carrier materials to be able to releaseoxygen in the fuel reactor and to regenerate by re-oxidation in oxygen-rich atmosphere in the air reactorat elevated temperature. Oxygen uncoupling properties and reactivities for methane combustion of 12oxygen carrier particles, produced from mixtures of manganese and magnesium oxides with optionaladdition of titanium dioxide or calcium hydroxide, are investigated in a quartz batch reactor at 810 �C,850 �C, 900 �C and 950 �C. All investigated oxygen carriers have oxygen release characteristics. The addi-tion of calcium hydroxide facilitates oxygen release and combustion of methane, whereas addition oftitanium dioxide does not have a pronounced effect on either oxygen uncoupling or reactivity of theoxygen carrier. In general, particles with greater extent of oxygen release have superior methane com-bustion properties.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
1.1. Chemical-looping combustion (CLC) and chemical-looping withoxygen uncoupling (CLOU)
Chemical-looping originated in 1950s when Lewis and Gillilandhave patented a technology intended for production of carbondioxide [1]. However, with an ever rising awareness of globalwarming the chemical-looping technologies appear nowadays tobe one of the most promising methods of CO2 capture in the pro-cess of heat and power production from fossil fuels. Chemical-looping combustion processes (CLC) have in recent years provento be efficient for CO2 capture during combustion of gaseous aswell as solid fossil fuels [2–12]. In CLC oxygen is transferred fromthe combustion air to the fuel via oxygen carrier materials withno direct contact between air and fuel [13–15]. Presented inFig. 1 is the schematic view of the chemical-looping combustionprocess.
The process is carried out in a circulating system composed oftwo fluidized bed reactors; an air and a fuel reactor. The fuel,typically natural gas, syngas, refinery gas or gasified solid fuel, isintroduced to the fuel reactor where it is oxidized by the oxygencarrier producing CO2 and H2O, according to
ll rights reserved.
+46 31 7722853.).
ð2nþmÞMeyOx þ CnH2m ! ð2nþmÞMeyOx�1 þmH2O
þ nCO2: ð1Þ
The reduced oxygen carrier particles are thereafter transferredto the air reactor where they are regenerated to their original formby reacting with oxygen from the air, as shown in the followingequation:
ð2nþmÞMeyOx�1 þ ðnþ 1=2mÞO2 ! ð2nþmÞMeyOx: ð2Þ
The overall reaction for the process is presented in the Eq. (3).Water can easily be removed from the gaseous product mixtureby condensation, allowing for convenient recovery of essentiallypure CO2.
CnH2m þ ðnþ 1=2mÞO2 ! mH2Oþ nCO2: ð3Þ
In 2005, an alternative to chemical-looping combustion wasproposed by Lyngfelt and Mattisson in a patent application [16].The novel technology was coined chemical-looping with oxygenuncoupling (CLOU). CLOU uses a much similar reactor design com-pared to CLC. However, in contrast to CLC, the CLOU process re-quires an oxygen carrier that releases gaseous O2 in the fuelreactor, as shown in the following equation:
2MexOy ! 2MexOy�1 þ O2: ð4Þ
Fuel combustion occurs thereafter according to reaction (3) inhomogenous gaseous environment in the fuel reactor.

Fig. 1. Schematic view of chemical-looping combustion (CLC).
Table 1Oxygen carrier particles investigated in this paper.
Raw materials wt.% Sinteringtemperature (�C)
Denotation
MnO2/MgO 68.3/31.7 1100 M7M11001125 M7M11251150 M7M11501200 M7M12001300 M7M1300
MnO2/MgO/Ca(OH)2 66.7/28.2/5.1 1100 M7MC11001150 M7MC11501200 M7MC1200
Mn3O4/MgO 65.4/34.6 1100 M65M11001200 M65M12001300 M65M1300
MnO2/MgO/TiO2 60.2/31.9/7.9 1100 M6MT1100
942 A. Shulman et al. / Fuel 90 (2011) 941–950
The reduced oxygen carrier is then re-circulated to the air reac-tor where it is re-oxidized:
2MexOy�1 þ O2 ! 2MexOy: ð5Þ
The overall reaction for the CLOU process is identical to the onefor the CLC process, and encompasses oxidation of hydrocarbons,as shown in Eq. (3). In addition, separation of CO2 from the gaseousproduct mixture obtained during the CLOU process appears as fac-ile as in chemical-looping combustion.
1.2. Oxygen carriers
In order to be regarded as a suitable oxygen carrier for chemi-cal-looping operations the material is required to be highly reac-tive with fuel, easily re-oxidized, be thermodynamically feasiblefor complete combustion of the fuel (conversion of the fuel toCO2 and H2O), mechanically durable, cheap and environmentalreliable. The choice of oxygen carriers applicable for CLOU pro-cesses is additionally dictated by the ability of the materials to re-act reversibly with oxygen at elevated temperatures, i.e. to releasegaseous O2 in the fuel reactor and to regenerate by oxidation in O2
in the air reactor. Mattisson et al. proposed three possible metaloxide systems based on oxides of copper, manganese and cobalt,which all have suitable equilibrium pressures of gaseous oxygenat temperature interval applied in CLOU, i.e. 800–1200 �C [17].However, though pure manganese oxides, e.g., in case of Mn3O4/Mn2O3, are expected to release oxygen in this temperature region,there are thermodynamic limitations for oxidation of these materi-als at low oxygen concentration levels and at elevated tempera-tures. For instance, at temperatures above 900 �C, air containing20.8 vol.% oxygen would not suffice for oxidation of Mn3O4, sincethe equilibrium partial pressure of O2 over Mn2O3 at 900 �Camounts to 21.4% [17]. These thermodynamic restraints are ex-pected to be overcome by combining active manganese oxideswith other active and/or inert materials, thus producing manga-nese containing spinels with thermodynamic properties dissimilarto pure oxides. In this work several oxygen carriers based on man-ganese oxide combined with magnesium oxide and with and with-out titanium dioxide and calcium hydroxide additives wereevaluated for their feasibility for CLOU processes in terms of theiroxygen release and uptake capabilities and their activity towardsconversion of methane in a quartz batch reactor.
2. Material and methods
The oxygen carriers investigated in this paper were produced byfreeze granulation from powdered manganese oxides (MnO2 orMn3O4), magnesium oxide (MgO) with optional addition of
Ca(OH)2 or TiO2. Modifications of the oxygen carriers, i.e. additionsof inert and semi-active Ca(OH)2 or TiO2 were aimed at enhancingreactivity of the oxygen carriers along with maintaining oxygenuncoupling properties. Ti is known as stabilizer against irreversibledecompositions of manganese based spinel materials [18,19].Addition of calcium hydroxide was justified by the fact thatcalcium catalysts are used in gasification of solid carbon [20,21].Calcium containing oxygen carriers are thus interesting for solidfuel CLOU applications. Calcium manganates were also shownto have interesting properties for CLOU [19]. The addition of cal-cium hydroxide aimed at producing manganese based spinel-likematerials with calcium contents and evaluation of their CLOUcharacteristics.
The oxygen carrier particles are summarized in Table 1.
2.1. Laboratory fluidized experiments
2.1.1. Oxygen uncoupling behaviorThe degree of oxygen release and the reactivity of the particles
were analyzed in a laboratory batch fluidized bed reactor. The re-lease of oxygen induced by the change in oxygen partial pressurewas monitored by introduction of 15 d of oxygen carrier with thediameter of 125–180 lm into a quartz reactor. The reactor had alength of 820 mm with a porous quartz plate of 30 mm in diameterplaced 370 mm from the bottom. The particles were thereafter ex-posed to several consecutive cycles of oxidizing and inert periodsat temperatures of 810 �C, 850 �C, 900 �C and 950 �C. The experi-ments at different temperatures were performed continuouslywith the same batch, starting at lower temperatures and proceed-ing further to higher temperatures. After each reduction/oxygenrelease period the particles have been re-oxidized. By checkingconsistency of oxygen uncoupling and reactivity data for each con-secutive cycle at each temperature, it was assured that no irrevers-ible phase changes have occurred and hence the results of theexperiments at higher temperature are unaffected by previous cy-cles. The particles were heated to the temperature of interest in aflow of 1000 mln/min 10% O2 in N2 (600 mln/min in case ofM6MT1100) in order to prevent uncontrolled release of oxygenand to ensure that the oxygen carriers are fully oxidized prior tothe experiments. As the required thermal conditions were reachedthe particles were subjected to 450 mln/min of pure N2, and theoutlet oxygen concentration was measured during the inert period.The oxidation and the inert periods typically lasted for 600 s and360 s, respectively. Re-oxidation of oxygen carriers was accom-plished during the following oxidation period by subjecting theparticles to a 1000 mln/min flow of 10% O2 in N2 (600 mln/min incase of M6MT1100). For reactivity evaluation the reduction ofthe oxygen carriers was accomplished by subjecting the particlesto the flow of 450 mln/min pure CH4 for 20 s. Purging of the reactor

Table 2Chemical compositions and crushing strength values for the oxygen carrier materialsanalyzed in the paper.
Oxygen carrier Identified phases Crushing strength (N)
M7M1100 Mg2MnO4 0.5M7M1125 0.77M7M1150 1.05M7M1200 2.6M7M1300 3.9
M7MC1100 Mg2MnO4, CaMn2O4,Ca3Mn2O7
0.2
M7MC1150 0.3M7MC1200 0.5
M65M1100 Mg2MnO4 0.6M65M1200 1.7M65M1300 4.3
M6MT1100 Mg1.2Ti0.2Mn1.6O4 0.4
10 20 30 40 50 60 70
A. Shulman et al. / Fuel 90 (2011) 941–950 943
from reactive gases and gaseous products of the reaction wasachieved by introduction of 450 mln/min N2 for 180 s, thus separat-ing the oxidation and the reduction steps by an inert step. After re-moval of water vapor from the gaseous product mixture bycondensation, the outgoing dry gas concentration was recordedusing a Rosemount NGA 2000 Multi-Component Gas analyzer.The outlet H2 concentration was not measured online but insteadwas assumed to be related to the outlet partial pressures of COand CO2, as previously described in literature [22,23]. The pressuredrop over the bed was recorded using a Honeywell pressure trans-ducer at a frequency of 20 Hz.
2.1.2. Reactivity evaluationThe degree of conversion, X, describes the extent to which the
oxygen carriers are oxidized and is defined as:
X ¼ m�mred
mox �mred; ð6Þ
where m is the actual mass of the sample, mox is mass of the fullyoxidized sample and mred is the mass of the sample in its fully re-duced metallic form. The degree of oxidation of oxygen carriers dur-ing the reduction period as a function of time is calculated from theoutlet gas concentrations using:
Xi ¼ Xi�1 �Z t1
t0
1M0Ptot
_noutð4pCO2 ;out þ 3pCO;out � pH2 ;outÞdt: ð7Þ
Correspondingly, the degree of conversion for the oxidation per-iod is determined using the relationship.
Xi ¼ Xi�1 þZ t1
t0
1M0Ptot
ð _ninpO2 ;in � _noutpO2 ;outÞdt; ð8Þ
and the degree of conversion for the decomposition period due tooxygen uncoupling is described by
Xi ¼ Xi�1 �Z t1
t0
1M0Ptot
ð _noutpO2 ;outÞdt; ð9Þ
where Xi is the conversion as a function of time for a period i, Xi�1 isthe degree of conversion after the foregoing period; t0 and t1 are thetimes for the start and the finish of the period, respectively; M0 isthe number of moles of active oxygen in the unreacted oxygen car-rier; nin and nout are the molar flows of dry gas entering and exitingthe reactor, respectively; Ptot is the total pressure; pCO2 ,out, pH2 ,out
and pCO,out are the outlet partial pressures of CO2, H2 and CO afterremoval of water vapor, respectively; and pO2 ,in and pO2 ,out are thepartial pressures of incoming and exiting oxygen.
In order to be able to compare oxygen carrier materials with dif-ferent fractions of inert support materials a mass-based conver-sion, x, is defined as:
x ¼ mmox¼ 1þ R0ðX � 1Þ; ð10Þ
where R0 is the oxygen ratio.
R0 ¼mox �mred
mox: ð11Þ
For analysis of fuel conversion, the fraction of CO2 in the outletgas flow was calculated on dry basis as follows:
cred ¼ cCO2¼
pCO2
pCH4þ pCO2
þ pCO: ð12Þ
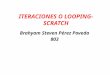
Fig. 2. X-ray powder diffractograms of fresh samples of (a) M7M1100; (b)M65M1100; (c) M7M1125; (d) M7MC1100 and (e) M6MT1100. Peaks marked by‘‘�’’ represent Mg2MnO4 phase; peaks marked by ‘‘+’’ represent CaMn2O4 phase;peaks marked by ‘‘#’’ represent Ca3Mn2O7 phase; peaks marked by ‘‘¤’’ representMg1.2Ti0.2Mn1.6O4 phase.
2.2. Characterization of oxygen carriers
The analysis of the phase compositions of the oxygen carrierparticles was performed on a Siemens D5000 powder X-ray
diffractometer (Cu Ka1, k = 1.54056 Å). Crushing strength of theoxygen carriers, that is the force needed to fracture the particles,was investigated using a Shimpo FGN-5 crushing strength appara-tus. Each sample is represented by 30 different particles with sizesin the range 180–250 lm, collected from the sample and the rep-resentative value for the crushing strength is obtained by calculat-ing the mean value of the 30 collected values.
3. Results
3.1. Characterization of oxygen carriers
Table 2 summarizes the chemical compositions and the crush-ing strength (CS) values of the oxygen carrier particles. As seenfrom Table 2, there is a clear correlation between the sinteringtemperatures of the materials and their crushing strength values.As previously discussed in literature, the crushing strength of oxy-gen carriers typically increases with the sintering temperature[24–27].
In Fig. 2, powder X-ray diffractograms collected for fresh oxygencarrier samples are presented. Interestingly, the type of manganeseoxide used for synthesizing the particles does not influence thechemical composition of the final product. Both M65M materials,

944 A. Shulman et al. / Fuel 90 (2011) 941–950
produced from Mn3O4, and M7M materials, produced from MnO2,have identical crystalline structures featuring Mg2MnO4 spinel.Formation of Mg2MnO4 is attributed to the high sintering temper-ature and to the weight percentage of MnO2 and MgO used in theproduction.
Addition of Ca(OH)2 in the process of freeze granulation resultsin formation of detectable amounts of CaMn2O4 and Ca3Mn2O7,present in M7MC samples. Although the powder XRD diffracto-gram for M6MT1100 looks very similar to the diffractograms ofM65M and M7M materials, a closer inspection reveals that the for-mer is shifted approximately 0.15� to lower 2h side and corre-sponds to Mg1.2Ti0.2Mn1.6O4. Sintering temperature had no effecton the chemical composition of the samples, e.g. the X-ray powderdiffractogram of M7M1300 oxygen carrier features diffractionpeaks identical to the ones of M7M1100.
3.2. Oxygen uncoupling behavior
Fig. 3 demonstrates the outlet oxygen concentration from a se-quence of an oxidation and an inert period obtained for theM7MC1100 oxygen carrier at 810 �C, 850 �C, 900 �C and 950 �C.The oxygen release is clearly a function of temperature-inducedchange in oxygen partial pressure of the materials.
Fig. 4 shows the temperature based dependence of the outletoxygen concentration upon the mass-based conversion for the sec-ond oxygen release cycle. The steep gradients at x values nearunity characteristic for some oxygen carriers arise due to back-mixing of oxygen supplied to the reactor in the preceding oxida-tion period. Integration of oxygen concentration begins at theend of transients arising from back-mixing of oxygen in the reac-tor. Oxygen uncoupling is clearly a subject to change with temper-ature. Concentration of released O2 for oxygen carriers M65M1200,M7M1125, M7MC1150 and M7MC1200 at 950 �C is the highestamong all the materials examined in this paper, reaching 3% after360 s of inert period.
Fig. 5a shows the oxygen concentration profile as a function ofmass-based conversion collected for M7MC1150 oxygen carrier at950 �C during a 5000 s long inert period with a preceding 5% O2
oxidation phase. The figure shows that despite being among thetop three oxygen carriers analyzed in this paper with respect tooxygen uncoupling properties at 950 �C, M7MC1150 loses merely0.8% of its total mass due to oxygen release. A corresponding oxy-gen concentration profile for a 2000 s oxidation period that followsthe 5000 s long inert phase is shown in Fig. 5b. The plot appearsnearly to be a mirror image of the O2 concentration profile in
0
2
4
6
8
10
12
0 100 200 300 400 500
O2 conc. / %
time / s
810C850C900C950C
Fig. 3. Oxygen concentration profile as a function of time for the M7MC1100oxygen carrier particles at various temperatures. The double line marks the start ofthe inert period.
Fig. 5a, which implies that there is no stable equilibrium pressureof oxygen in this concentration range. The fact that oxygen equilib-rium concentration drops with solid oxidation conversion is mostprobably a consequence of phase transition, and in a real CLOU sys-tem it would imply that oxygen carriers transform to other phaseswith other thermodynamic and mechanical properties, which willhave to be taken into account. Availability of uncoupled oxygenwill depend on the degree of conversion, and at lower conversionsa CLC process will dominate. High oxygen release at high conver-sion is, however, followed by high oxygen uptake during followingoxidation, which also means that particles can be fully re-oxidized.
3.3. Reactivity investigation
Fig. 6 shows the outlet dry gas profiles for a typical redox pro-cess during one cycle conducted with M7MC1100 oxygen carrierat 950 �C. The reduction phase features characteristic release ofCO2, CO and unreacted CH4. This is accompanied with the drop inoxygen concentration due to complete utilization of O2 in combus-tion. Low CO concentration indicates that there is a nearly com-plete combustion of methane into CO2 and water. The oxidationperiod is characterized by a gradual oxidation of oxygen carrier.Noticeably both oxidation and reduction are exothermic. Exother-mic reduction implies that in an industrial CLOU operation a tem-perature increase will occur in the fuel reactor. This will enableequilibrium oxygen partial pressure in the fuel reactor to be high,which will eventually lead to higher solid fuel conversion. Addi-tionally, since the oxygen consumption in the fuel reactor is fast,the actual operational partial pressure of O2 will be much belowthe equilibrium pressure, which will assist in more oxygen release.Furthermore, since reduction is exothermic there is no need totransfer heat from air reactor to fuel reactor, and the air reactorcan be operated at lower temperatures. This will not only bebeneficial for overcoming thermodynamic limitations of appliedoxygen carriers but also will enable lower outlet oxygen concen-tration from the air reactor and hence, higher power plantefficiency.
Fig. 7 summarizes the reactivity of the oxygen carrier particlesas a function of mass-based conversion and temperature for sec-ond reduction period. The graphs generally demonstrate that con-version of oxygen carriers during reduction is much greatercompared to conversion due to oxygen uncoupling in inert atmo-sphere. This implies that reduction is dominated by a heteroge-neous reaction of methane gas with solid oxygen carriers. Sincethe oxidation and the reduction periods are separated with an inertperiod lasting for 180 s, oxygen release is expected to take placeduring this inert period. However, the change in x due to oxygenrelease at 950 �C amounts to 0.1–0.2% or less during this period,as shown in Fig. 4, which is much smaller compared to the Dx dur-ing the reduction period. Hence it was decided not to include thisminute Dx in the figures.
Apparently the majority of the oxygen carriers analyzed in thiswork demonstrate an increase in methane conversion with tem-perature. Oxygen carrier particles demonstrating the highest reac-tivity with the gas yield, cred, of 0.9 and above virtually in the entirex interval at 950 �C are M65M1100, M7M1125, M7MC1100 andM7MC1150. Interestingly, M65M1100 and M7MC1100 oxygen car-riers show better methane conversion despite lower extent of oxy-gen release at 950 �C compared to the related materialsM65M1200 and M7MC1200, respectively. Hence the effect of oxy-gen uncoupling on methane conversion is not unequivocal.
No carbon formation on the surface of the particles has been de-tected at any employed thermal conditions since no CO2/CO wasobserved during the oxidation periods. This is in line with the factthat Mn4+ is highly oxidative and is a very active species for sootcombustion [28].

0
0,2
0,4
0,6
0,8
1
1,2
1,4
0,99950,99970,9999
O2 conc. / %
0
0,5
1
1,5
2
2,5
3
0,9990,99951
O2 conc. / %
0
1
2
3
4
5
6
7
0,9980,99850,9990,99951
O2 conc. / %
0
1
2
3
4
5
6
7
8
9
0,9970,9980,9991
O2 conc. / %
(a) (b)
(c) (d)
Fig. 4. Oxygen concentration as a function of mass-based conversion, x, for the oxygen carrier particles at (a) 810 �C; (b) 850 �C; (c) 900 �C and (d) 950 �C, respectively.
A. Shulman et al. / Fuel 90 (2011) 941–950 945
Addition of Ca(OH)2 to the sintering slurry improved the reac-tivity of the oxygen carriers. M7MC1100, M7MC11150 andM7MC1200, all produced with 5.1 wt.% Ca(OH)2, show superiorreactivity to oxygen carriers produced without calcium hydroxideadditive, i.e., M7M1125, M7M1150 and M7M1200, respectively.This occurs at all temperatures under investigation. Addition ofTiO2, however, does not affect the reactivity of M6MT1100 oxygencarrier in the same manner, perhaps, due to lower oxygen releasecapabilities and reactivity of Mg1.2Ti0.2Mn1.6O4.
There is clearly no influence of the type of manganese oxideused in oxygen carrier synthesis since M65M and M7M materials
have comparably similar reactivity at all temperatures underinvestigation. This is most likely due to the previously mentionedfact that MgMn2O4 spinel is formed in the process of freeze granu-lation with both MnO2 and Mn3O4 as a raw material.
A clear dependence of the particles’ reactivity on both thecrushing strength and the sintering temperature, previously dis-cussed in literature [24–27] is observed (see Fig. 8). Materials withcrushing strength values above 1.7 N show inferior methane con-version. Additionally, sintering temperatures above 1200 �C alsoresult in formation of particles with poor reactivity. For instance,oxygen carriers M7M1300 and M65M1300 exhibit much lower

0
1
2
3
4
5
6
0,9920,9940,9960,9981
O2 conc. / %
0
1
2
3
4
5
6
0,992 0,994 0,996 0,998 1
O2 conc. / %
(a) (b)
Fig. 5. Oxygen concentration as a function of mass-based conversion, x, for M7MC1100 oxygen carrier particles during (a) a 5000 s inert period; (b) the following 2000 soxidation period with 5% O2 at 950 �C.
940
945
950
955
960
0
20
40
60
80
100
0 50 100 150 200
T / oCGas conc. /
%
940
945
950
955
960
0
2
4
6
8
10
12
14
0 200 400 600 800
T / oC O2 conc. / %
time / s time / s
(b)(a)
Fig. 6. Outlet gas concentration on dry basis and temperature profiles for (a) reduction and (b) oxidation periods for fluidized bed experiments with M7MC1100 oxygencarrier particles at 950 �C. The double line marks the start of the reduction period and the inert period, respectively.
946 A. Shulman et al. / Fuel 90 (2011) 941–950
methane conversion compared to M7M1100 and M65M1100 oxy-gen carriers, respectively. This is likely a consequence of fluidiza-tion problems, observed in the course of reactivity evaluation ofthe particles with high crushing strength values, and also due topoor mass transport in particles with lesser porosity produced athigher sintering temperature.
The reactivity of the oxygen carriers is not constant but varieswith the number of redox cycles. Some oxygen carrier materialsanalyzed here show deteriorating methane conversion propertieswith increasing number of cycles. Fig. 9 demonstrates the gas yieldas a function of mass-based conversion obtained for 10 consecutivecycles during reactivity evaluation of M7M1100 oxygen carrierparticles at 950 �C. Clearly the gas yield at x = 0.985 decreasesslightly with the cycle number, as shown in Fig. 8b. The average de-crease in cred for M7M1100 per cycle at x = 0.985 and 950 �C wascalculated to be 0.0076.
Table 3 summarized the effect of the cycle number on the gasyield of the oxygen carriers at 950 �C and certain x values. Appar-ently the reactivity deteriorates with the cycle number for some
oxygen carriers and improves for others. The nature of thesechanges is yet unexplained although there is evidence that parti-cles with decreasing reactivity undergo phase transitions and losetheir crystallinity, showing increasingly amorphous character.Deactivation of oxygen carriers may also be attributed to disinte-gration of the pore structure and/or to the sintering effect.
4. Discussion
The investigations of the oxygen release and the reactivity withmethane of 12 different oxygen carrier materials based on manga-nese oxides on magnesium oxide support with and without tita-nium dioxide and calcium hydroxide additives have beenperformed. All investigated oxygen carriers show oxygen releaseat conditions relevant for CLOU and the particles denotedM65M1200, M7M1125, M7MC1150 and M7MC1200 have thegreatest oxygen uncoupling properties at 950 �C. Not surprisingly,two out of four materials mentioned above, i.e. M7M1125 and

0
0,05
0,1
0,15
0,2
0,25
0,3
0,9970,9980,9991
red
0
0,1
0,2
0,3
0,4
0,5
0,6
0,9940,9960,996 0,9981
red
0
0,2
0,4
0,6
0,8
1
0,980,991
red
0
0,2
0,4
0,6
0,8
1
0,960,970,980,991
red
0,97
0,992
(b)
(d)
(a)
(c)
Fig. 7. The gas yield during reduction, cred, as a function of the mass-based conversion, x, for the oxygen carriers at (a) 810 �C; (b) 850 �C; (c) 900 �C and (d) 950 �C,respectively.
A. Shulman et al. / Fuel 90 (2011) 941–950 947
M7MC1150, have demonstrated high methane conversion at950 �C with the gas yield of 0.9 and above, and low CO formationat the same temperature, which confirms the significance ofoxygen uncoupling for chemical-looping applications. The effectoxygen uncoupling has on the reactivities of oxygen carriers is,however, not entirely straightforward. Materials such asM65M1100 and M7M1100 also demonstrate high methaneconversion at 950 �C despite their relatively mediocre oxygenuncoupling properties.
Addition of titanium dioxide has substantially decreased oxy-gen carrier performance of the M6MT1100 particles. Apparently
oxygen uncoupling capability, reactivity and mechanical strengthof the quaternary material Mg1.2Ti0.2Mn1.6O4, which composesM6MT1100 oxygen carrier particles, are by far inferior comparedto tertiary titanium-free spinels. Addition of calcium hydroxidehas resulted in formation of CaMn2O4 and Ca3Mn2O7 tertiary com-bined oxides in addition to Mg2MnO4. M7MC oxygen carriers dem-onstrate good oxygen uncoupling properties and high reactivitywith methane. However, the mechanical strength of these oxygencarriers deteriorates significantly compared to pure M7M andM65 M materials, which makes them less interesting for industrialCLOU applications. In general, crushing strength values for oxygen

0
0,2
0,4
0,6
0,8
1
0
1
2
3
4
0 1 2 3 4 5
redO2 conc. / %
Crushing strength / N
0
0,2
0,4
0,6
0,8
1
0
1
2
3
4
1050 1150 1250 1350
redO2 conc.
/ %
Sintering temperature / oC
(a)
(b)
Fig. 8. Concentration of released oxygen at x = 0.999 and cred at x = 0.99 as afunction of (a) crushing strength of the material (CS values for different particles arepresented in Table 2) and (b) sintering temperatures for particles that were shownto be capable of reaching these particular degrees of mass-based conversion at950 �C.
948 A. Shulman et al. / Fuel 90 (2011) 941–950
carriers examined in this paper are lower than ideally would besuitable for industrial scale applications. Long-term testing,1000 h, of particles with crushing strength of 2 N has shown verylow loss of fines [29]. Although the relation between crushingstrength and lifetime is not well clarified, it is believed that parti-cles with crushing strength below 1 N could be too soft for largescale operation. However, a consideration should be made thathigh reactivity and high mechanical durability are often mutuallyexclusive, since the former requires high porosity of the particles,whereas the latter requires low porosity. Particles with highmechanical strength tend to have low reactivity and a tendencyfor defluidization and agglomeration of the OCs. The influence of
CS on the survival time in the fluidized bed reactor is not clearlyestablished, but low CS values would most probably imply highattrition by defragmentation, lower lifetime of the particles and in-creased consumption of OCs.
The experimental results show that Mg2MnO4 is capable of pro-viding 3–4 wt.% oxygen at 950 �C, achieving nearly full conversionof fuel. The assumed oxygen transport capacity value is ca 9%, andthe exact experimental oxygen capacity values at different temper-atures are yet to be determined. The oxygen release rate is cer-tainly slower than would be expected of pure manganese oxidesystems, which is compensated by easy re-oxidation. All the mate-rials were found to be re-oxidized at 950 �C in a flow of 10% O2 inN2, which would be impossible for pure manganese oxide system.Moreover, particles were re-oxidized in 5% oxygen in one test. Thisconfirms the fact that spinels based on manganese and magnesiumoxides have different thermodynamic properties compared toMn2O3/Mn3O4 oxygen carriers.
The reaction mechanism when using these materials withmethane is not fully clarified by these tests. It can be argued thatif the oxygen uncoupling is slow compared to the direct reactionof methane with the combined oxide, then the oxygen uncouplingmechanism would be negligible and thus irrelevant with methane.This would be in contrast to the case where the fuel is char whichgasifies more slowly than oxygen is released.
During the oxygen release tests, the release rate of oxygen islargely limited by equilibrium restrictions, which makes a compar-ison of the rates difficult. Thus, the present tests do not allow for aclear determination of the role of oxygen uncoupling vs. directreaction with methane. Moreover, the direct reaction will affectthe oxygen carrier and may also have an effect on the oxygen re-lease. Nevertheless, based on the low equilibrium concentrationsin combination with the limited total oxygen released, it is highlylikely that the direct reaction with methane is highly dominating inthe present tests. However, this does not mean that the uncouplingmechanism would not make an important contribution in realoperation.
The present tests are made in a small bubbling bed, which doesnot have the complexity of a full-scale fuel reactor which can be as-sumed to be designed as a circulated fluidized bed. Such a bedwould be characterized by a dense bottom bed with gas partlyby-passing the bed in bubbles, a splash-zone and more dilute zonewith particles falling down along the walls, and finally a cyclonewhere particles are separated at the walls. It should be noted thatthe dilute zone constitutes by far the major volume of the system.Moreover, the oxidized particles coming from the air reactor can beassumed to be fed to the top of the bed, and enter via a loop-sealfluidized with inert gas, e.g. steam. In order to reach full conver-sion, the real operation of the process would use significantly lar-ger solids inventories per flow of fuel as compared to thelaboratory tests. The combination of large solids inventory, withlow fuel concentrations in parts of the reactor system is likely togive regions where the oxygen uncoupling would be important rel-ative to direct reaction. Moreover, the mixing of gases should alsobe considered. Thus, the release of oxygen in particle dense re-gions, and mixing of this oxygen containing gas with gas not com-pletely converted in the upper parts of the reactor system couldhave major importance for the ability of the reactor system toreach high or complete conversion. Consequently, oxygen uncou-pling when burning methane-rich fuels, could play a vital role evenassuming that the direct gas reaction is very much faster and over-all the dominant reaction mechanism.
In general, the oxygen carrier materials investigated in this pa-per have not shown extraordinary oxygen uncoupling properties asthe total mass loss due to oxygen release does not exceed 0.3% after360 s of inert period even for particles most benign to release oxy-gen. However, the release would be faster in an environment

0,4
0,6
0,8
1
0,940,960,980,7
0,75
0,8
0,85
0,9
0,980,9850,99
red(a) (b)
red
1
Fig. 9. The gas yield during reduction, cred, as a function of the mass-based conversion, x, for 10 consecutive cycles obtained during reactivity evaluation experiments onM7M1100 oxygen carrier particles at 950 �C in the (a) x interval 1–0.94; (b) x interval 0.99–0.98.
Table 3Average change in gas yield, cred, per cycle at a defined x values (see column 3) foroxygen carrier particles at 950 �C.
Particle Numberof cycles
x cred Average Dcred
per cycleFirst cycle Last cycle
M7M1100 10 0.985 0.838 0.769 �0.0076M7M1125 4 0.985 0.851 0.844 �0.0023M7M1150 4 0.985 0.731 0.743 0.004M7M1200 4 0.999 0.562 0.557 �0.0019M7M1300 8 0.995 0.348 0.225 �0.017M65M1100 4 0.985 0.876 0.902 0.0087M65M1200 4 0.985 0.823 0.763 �0.02M65M1300 4 0.995 0.487 0.363 �0.041M7MC1100 2 0.985 0.884 0.884 0M7MC1150 3 0.985 0.781 0.790 0.0045M7MC1200 4 0.985 0.805 0.805 0
A. Shulman et al. / Fuel 90 (2011) 941–950 949
where the oxygen released is removed by a fuel. This is clearlyshown in testing of CLOU materials with solid fuels [30]. Neverthe-less the maximum release should be around 0.8% as suggested bythe long term test in Fig. 5. Moreover, it is highly likely that theparallel direct reaction of fuel with the oxygen carrier would‘‘steal’’ a part of the oxygen that could otherwise have been re-leased. Clearly, these numbers are small in comparison to the max-imum potential release of the system CuO/Cu2O which is 10%,assuming the CuO is diluted with 40% inert material.
In order to better understand the potential advantages of such arelease of oxygen, a comparison to the most studied CLC systemusing NiO as oxygen carrier can be made. For such a system thereaction in the fuel reactor is endothermic, meaning that a certaincirculation of oxygen carrier is needed to maintain sufficiently high
temperature in the fuel reactor. From a heat and mass balance, it isobvious that this minimum circulation needed also corresponds toa maximum possible Dx. For example, minimizing the tempera-ture drop in the fuel reactor, relative to the air reactor, to 50 K, cor-responds to maximum Dx of approximately 1.6% for methane,depending e.g. incoming fuel temperature. Values of similar orderare also obtained for oxygen carriers based on iron and manganese.
Also looking at the conversions attained in the testing withmethane, Figs. 7 and 9, it does appear to be advisable to design aprocess for these oxygen carriers with higher Dx than for nickel,albeit it would be possible from a heat balance point of view. Thus,assuming similar circulation as for typical CLC oxygen carriers, i.e.Dx of around 1.6%, it can be seen that the amount of oxygen re-leased from the materials in this study, would be expected to beclearly smaller as compared to the oxygen transferred through di-rect reaction. However, it should be pointed out that even if theoxygen release is a moderate or even minor fraction of the totaloxygen transferred, it may still have very large impact on the pos-sibility to attain high or complete conversion of the gas, as dis-cussed above. In the case of a fluidized bed CLC reactor system,as in many chemical-reactors, it may be reasonably easy to reachhigh conversion, whereas large efforts are needed to get near tocomplete conversion. In such a system, the release of even minoramounts of oxygen could help to make gas conversion essentiallycomplete.
As can be seen the methane conversion for some of the particlesis high, considering that the tests are made with a bed mass corre-sponding to 57 kg/MW. Using larger bed masses in combinationwith the ability to release oxygen these materials clearly have a po-tential for reaching high gas conversion. However, to be a viableoxygen carrier the materials would also need to be durable, andthis still remains to be investigated.

950 A. Shulman et al. / Fuel 90 (2011) 941–950
5. Conclusion
Several Mn/Mg-based oxygen carriers have been investigatedwith respect to use in chemical-looping with oxygen uncoupling(CLOU). Oxygen uncoupling properties and reactivity of the oxygencarriers have been investigated in a fluidized bed reactor usingmethane as a fuel. The main results of the study are summarizedas follows:
� Based on the low oxygen equilibrium concentration and on thelimited total amount of released oxygen, the reduction mechanismis expected to be dominated by a direct heterogeneous reaction ofoxygen carrier materials with methane.� Complete combustion of methane is achieved since C/CO are
not detected.� Both reduction and oxidation reactions are exothermic, which is
beneficial from the point of view of thermodynamics as well asplant efficiency.� Though the oxygen carriers investigated in this study do not
show extraordinary oxygen uncoupling properties, some of thematerials demonstrate high reactivity with methane, achievingnear to complete conversion of the fuel at high temperatures. Oxy-gen uncoupling in real operations is believed to facilitate high orcomplete conversion of methane-rich fuels.
Acknowledgement
This research was sponsored by the EU-6FP CACHET project(Contract No. 019972).
References
[1] Lewis WK, Gilliland ER. Production of pure carbon dioxide; 1954.[2] Lyngfelt A, Kronberger B, Adánez J, Morin J-X, Hrust P. The GRACE project.
Development of oxygen carrier particles for chemical-looping combustion.
Design and operation of a 10 kW chemical-looping combustor. In: Proceedingsof the 7th international conference on greenhouse gas control technologies.London: Pergamon Press; 2004.
[3] Abad A, Mattisson T, Lyngfelt A, Rydén M. Fuel 2006;85:1174–85.[4] Ryu H-J, Jin G-T, Bae D-H, Yi C-K. Continuous operation of a 50 kWth chemical-
looping combustor: long-term operation with Ni- and Co-based oxygen carrierparticles. In: Proceedings for the 5th China–Korea joint workshop on cleanenergy technology, October 25–28, Qingdao University, China; 2004. p. 221–30.
[5] Adanez J, Gayan P, Celaya J, de Diego LF, Garcia-Labiano F, Abad A. Ind EngChem Res 2006;45:6075–80.
[6] de Diego LF, Garcia-Labiano F, Gayan P, Celaya J, Palacios JM, Adanez J. Fuel2007;86:1036–45.
[7] Johansson E, Mattisson T, Lyngfelt A, Thunman H. Fuel 2006;85:1428–38.[8] Johansson E, Mattisson T, Lyngfelt A, Thunman H. Chem Eng Res Des
2006;84:819–27.[9] Berguerand N, Lyngfelt A. Fuel 2008;87:2713–26.
[10] Berguerand N, Lyngfelt A. Int J Greenhouse Gas Control 2008;2:169–79.[11] Linderholm C, Abad A, Mattisson T, Lyngfelt A. Int J Greenhouse Gas Control
2008;2:21–36.[12] Lyngfelt A, Thunman H. Construction and 100 h operational experience of a
10-kW chemical looping combustor. In: Thomas D, Benson S, editors. Carbondioxide capture for storage in deep geologic formations – results from the CO2
capture project, vol. 1. Oxford: Elsevier Science; 2005. p. 625–45 [chapter 36].[13] Ishida M, Zheng D, Akehata T. Energy 1987;12:147–54.[14] Lyngfelt A, Leckner B, Mattisson T. Chem Eng Sci 2001;56:3101–13.[15] Anheden M, Svedberg G. Energy Convers Manage 1998;39:1967–80.[16] Lyngfelt A, Mattisson T. Trestegsförbränning för avskiljning av koldioxid;
2005.[17] Mattisson T, Lyngfelt A, Leion H. Int J Greenhouse Gas Control 2009;3:11–9.[18] Bakken E, Norby T, Stoelen S. Solid State Ionics 2004;176:217–23.[19] Leion H, Larring Y, Bakken E, Bredesen R, Mattisson T, Lyngfelt A. Energy Fuels
2009;23:5276–83.[20] Hippo EJ, Jenkins RG, Walker Jr PL. Fuel 1979;58:338–44.[21] Radovic LR, Walker PL, Jenkins Jr RG. J Catal 1983;82:382–94.[22] Mattisson T, Johansson M, Lyngfelt A. Fuel 2006;85:736–47.[23] Mattisson T, Johansson M, Jerndal E, Lyngfelt A. Can J Chem Eng
2008;86:756–67.[24] Johansson M, Mattisson T, Lyngfelt A. Therm Sci 2006;10:93–107.[25] Mattisson T, Johansson M, Lyngfelt A. Energy Fuels 2004;18:628–37.[26] Johansson M, Mattisson T, Lyngfelt A. Chem Eng Res Des 2006;84:807–18.[27] Johansson M, Mattisson T, Lyngfelt A. Ind Eng Chem Res 2004;43:6978–87.[28] Qian L, Ming M, Hui X, Noritatsu T, Xingang L, Yaning X, et al. Environ Sci
Technol 2010;44:4747–52.[29] Linderholm C, Mattisson T, Lyngfelt A. Fuel 2009;88:2083–96.[30] Mattisson T, Leion H, Lyngfelt A. Fuel 2009;88:683–90.