Embed Size (px)
Citation preview
Public
BU Masterbatches - RBL Europe
Product Management Additives
01.06.2013
Chemical Foaming AgentsHydrocerol®
BASICS

BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Table of Contents
2
What are chemical foaming agents? 3
Hydrocerol® in Extrusion 13
Hydrocerol® in Injection Molding 21
Direct Gassing = Physical Foaming 26
Tools 33
Contact 36

Public
BU Masterbatches - RBL Europe
Product Management Additives
01.06.2013
What are chemicalfoaming agents?
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Why foaming?
– Cost reduction
– Weight reduction
– Material savings
– Reducing Carbon Footprint
– Better thermal insulation properties
– Higher stiffness-to-weight ratio
– Processing aid in injection molding
- Decreasing cooling times
- Higher Injection Speed
Public4
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
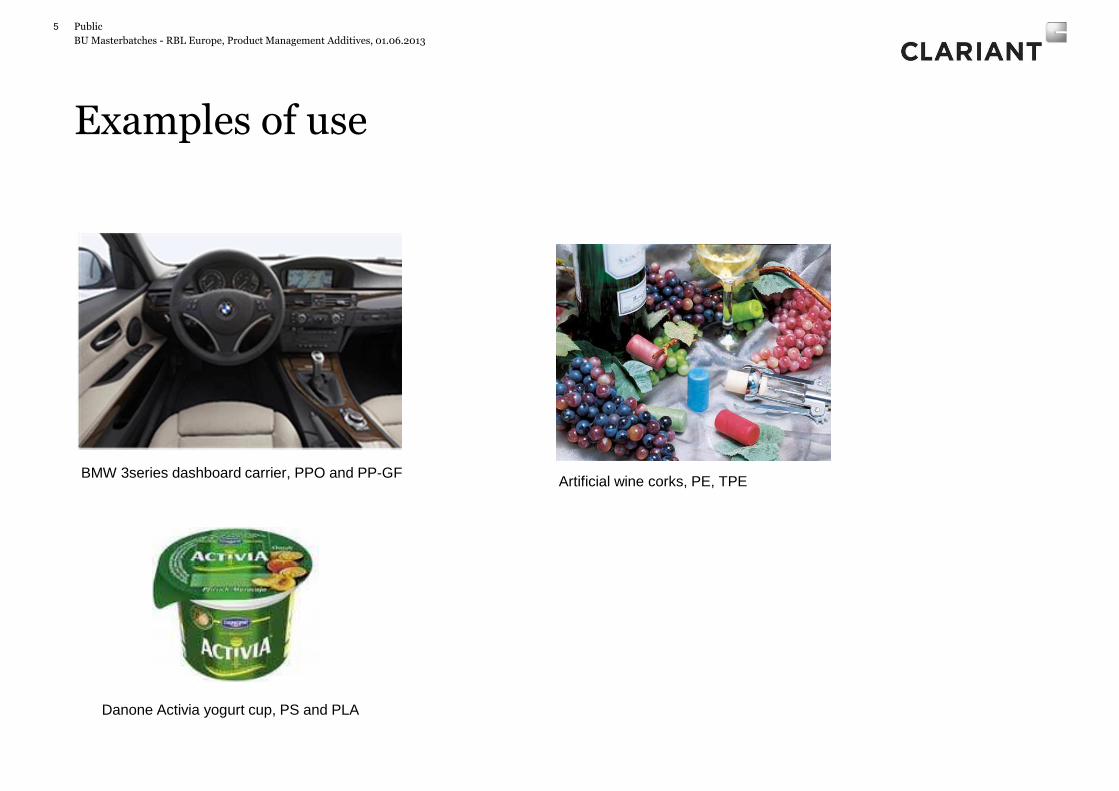
Examples of use
5
BMW 3series dashboard carrier, PPO and PP-GF
Danone Activia yogurt cup, PS and PLA
Artificial wine corks, PE, TPE
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
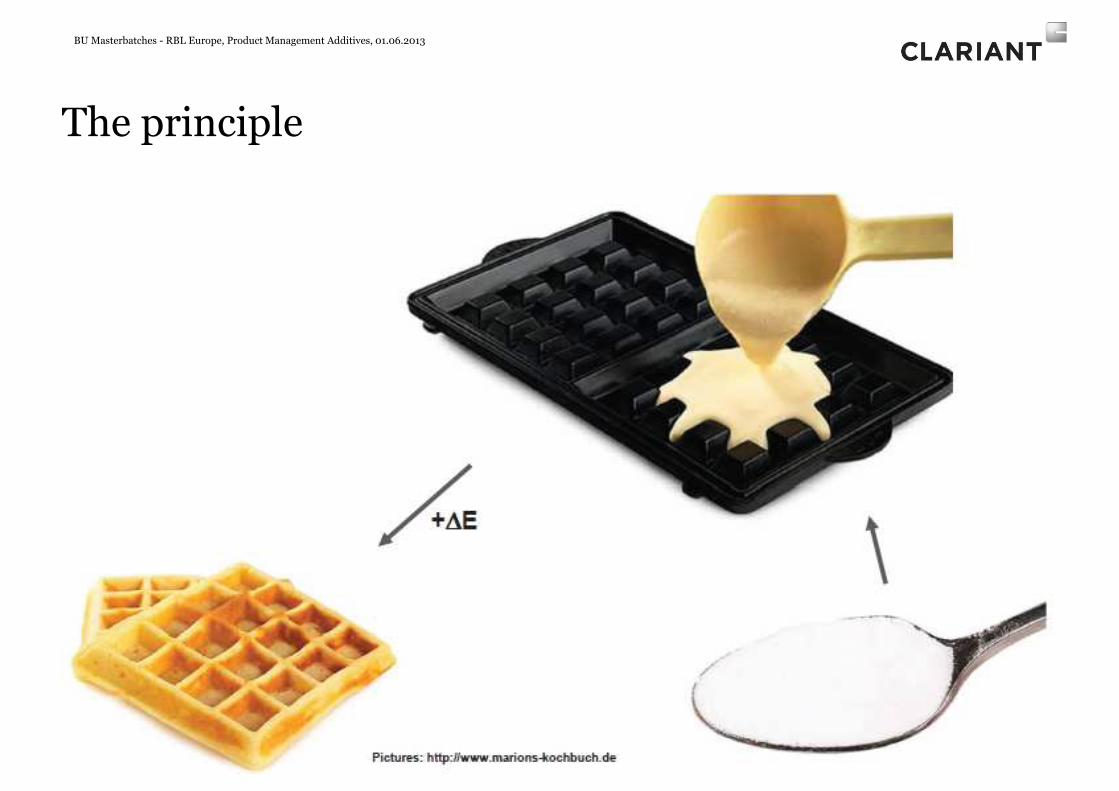
The principle

BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Exothermic and Endothermic chemical foaming agents
Exothermic
Exothermic CFA’s like
• azodicarbonamide
• sulfonylhydrazide
• 5-phenyltetrazole etc.
generate heat
Endothermic
Endothermic CFA´s like
• sodium bicarbonate
• citric acid and its salts
absorb heat
Public7
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
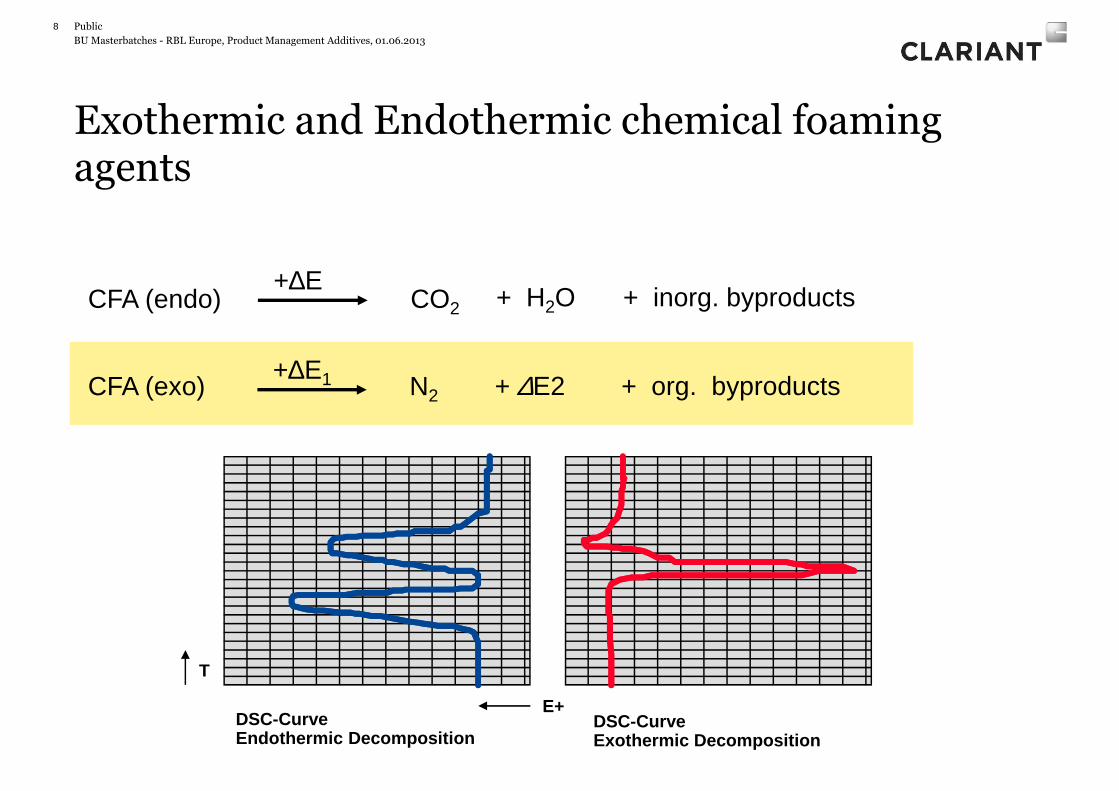
Exothermic and Endothermic chemical foaming agents
8
CFA (exo) + org. byproductsN2 + ∆E2+∆E1
CFA (endo) + inorg. byproductsCO2 + H2O+∆E
DSC-CurveEndothermic Decomposition
DSC-CurveExothermic Decomposition
T
E+
Public

BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Exothermic chemical foaming agentsChemistry
9
Foaming Agent Chemical StructureDecomp.range [°C]
Gas yield[ml/g]
Maingases
Azodicarbonamide ADC 205 – 215 280 – 320N2, CO,
CO2, (NH3)
Modified ADC155 - 220 150 – 300
Oxybis( benzene-sulfonylhydrazide)
OBSH 140 – 165 120 – 150 N2, H2O
5-Phenyltetrazole 5 - PT 240 – 250 190 –210 N2
p-Toluylensulfonyl-semicarbazid
TSS 215 - 235 120 – 140 N2, CO2
p-Toluylensulfonyl-hydrazid
TSH 110 – 140 120 –140 N2, H2O
H3C SO2 NH NH CONH2
O SO2 NH NH2SO2NHH2N
C
NN
N
NH
H3C SO2 NH NH2
N N CO NH2COH2N
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
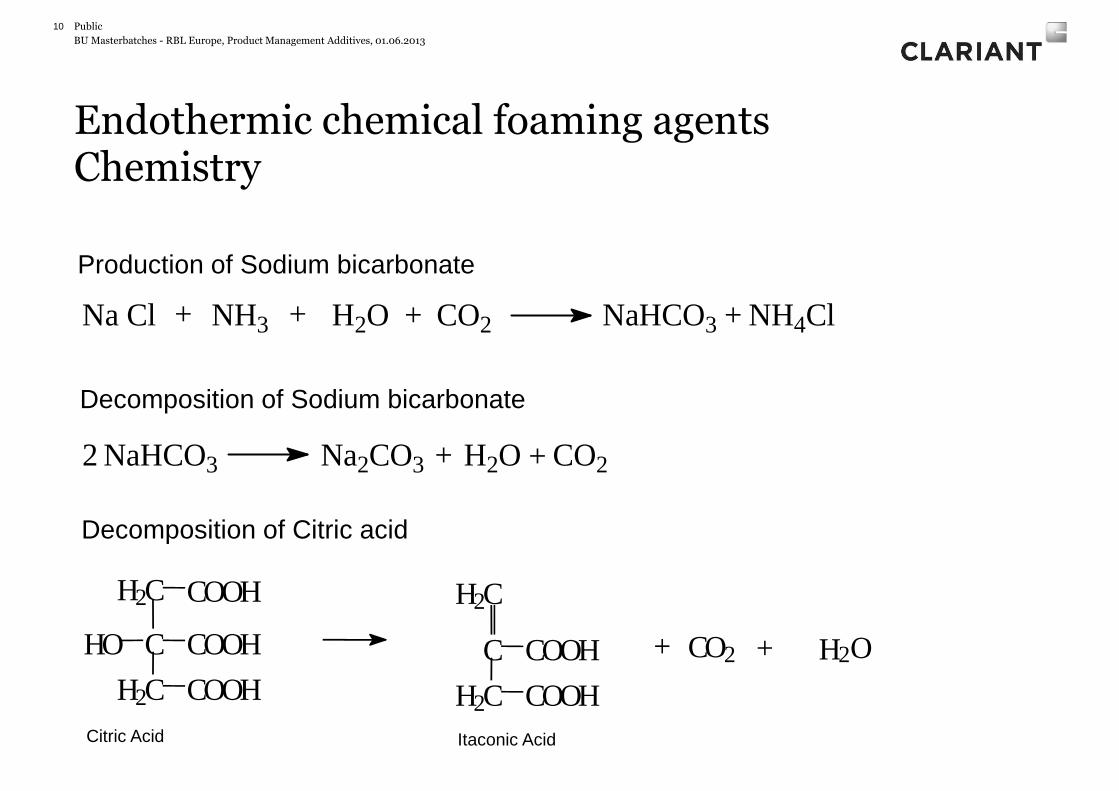
Endothermic chemical foaming agentsChemistry
10
+Na Cl NH3 H2O CO2 NaHCO3 NH4Cl+++
+NaHCO3 Na2CO3 H2O CO22 +
Production of Sodium bicarbonate
Decomposition of Sodium bicarbonate
Public
Decomposition of Citric acid
Citric Acid
H2C
C
H2C
COOH
COOHHO
COOHCO2 H2O+ +
H2C
C
H2C
COOH
COOHItaconic Acid
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
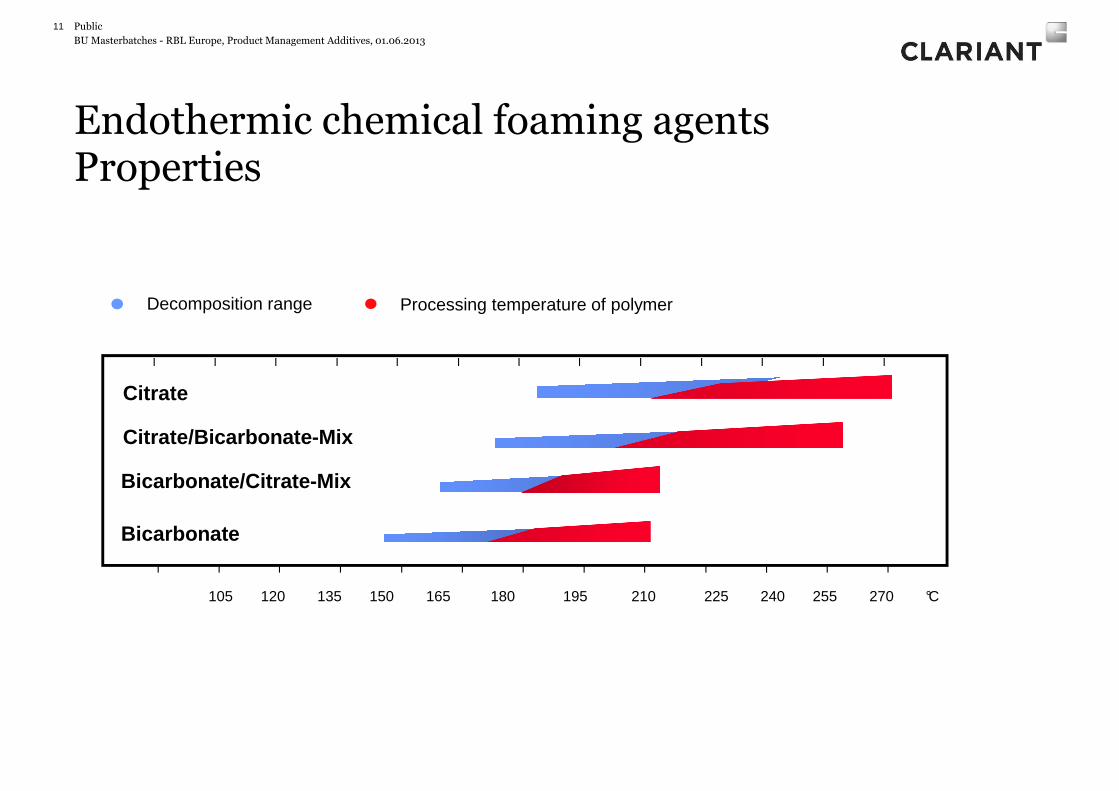
Endothermic chemical foaming agentsProperties
11
I I I I I I I I I I I I I
I I I I I I I I I I I I I
Decomposition range Processing temperature of polymer
105 120 135 150 165 180 195 210 225 240 255 270 °C
Citrate
Citrate/Bicarbonate-Mix
Bicarbonate/Citrate-Mix
Bicarbonate
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
What about Universal Chemical Foaming Agents?
– Melt temperature would have to be high enough to ensure a complete decomposition
– Carrier Polymer would have to fit into the matrix of the target resin
– Pressure of the polymer melt would have to be kept high enough to keep the gas dissolved
AND
– The different gasses (N2 , CO2) have differences in gas solubility in the polymer melt
– Incompatible gas / polymer combinations can cause problems
A tailor-made solution is needed for every process
Public12
Public
BU Masterbatches - RBL Europe
Product Management Additives
01.06.2013
Hydrocerol® in Extrusion

BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Scope of use and applications
– Weight reduction: 10 - 50%
– Thermoforming of extruded sheets
– Co-Extrusion in all common layer structures
– Lower heat transfer
– Food contact approved grades
– Films, sheets, profiles and pipes, etc.
– PE, PP, PS, PET, PVC, PLA etc.
– Hydrocerol PEX standard range
Public14
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
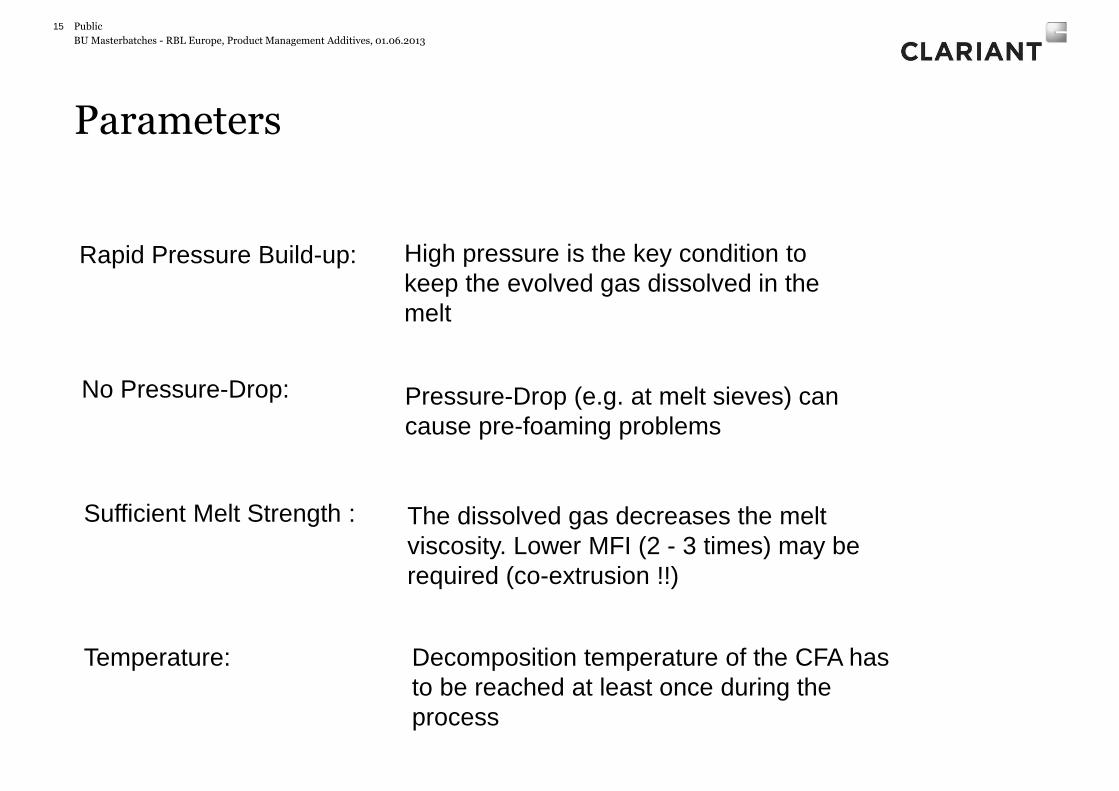
Parameters
15
Rapid Pressure Build-up: High pressure is the key condition to keep the evolved gas dissolved in the melt
No Pressure-Drop: Pressure-Drop (e.g. at melt sieves) can cause pre-foaming problems
Sufficient Melt Strength : The dissolved gas decreases the melt viscosity. Lower MFI (2 - 3 times) may be required (co-extrusion !!)
Decomposition temperature of the CFA has to be reached at least once during the process
Temperature:
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
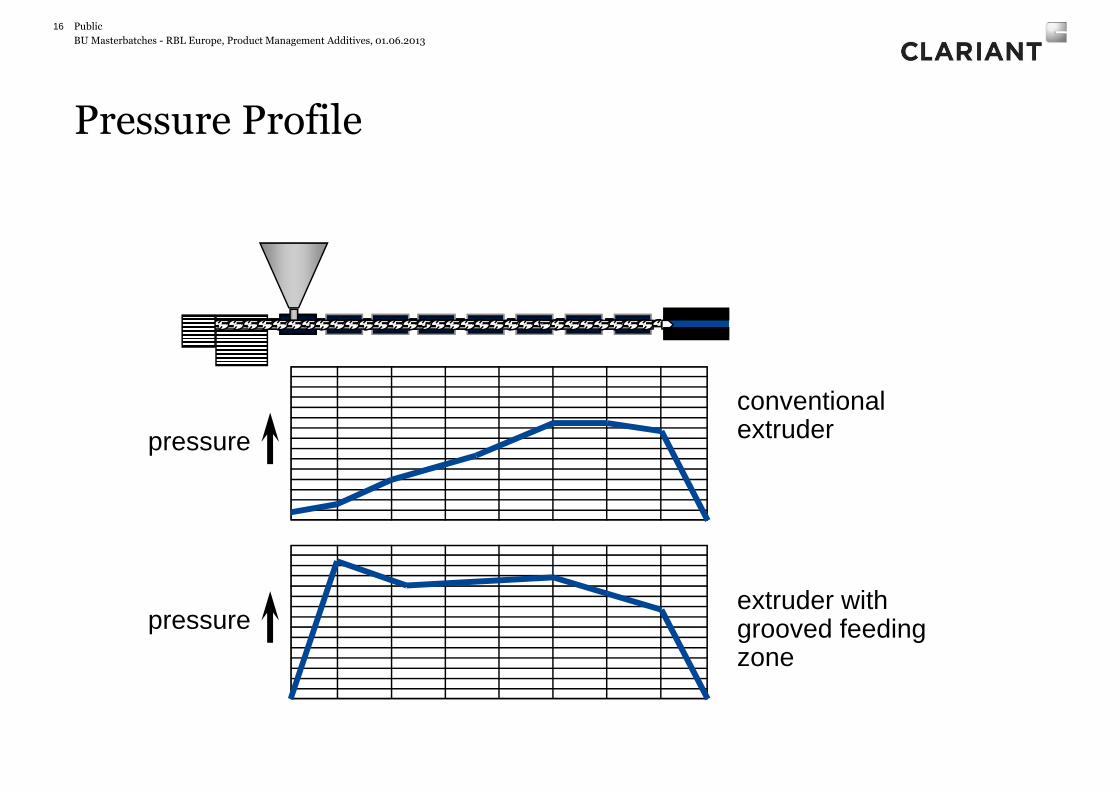
Pressure Profile
16
conventionalextruder
extruder withgrooved feedingzone
pressure
pressure
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
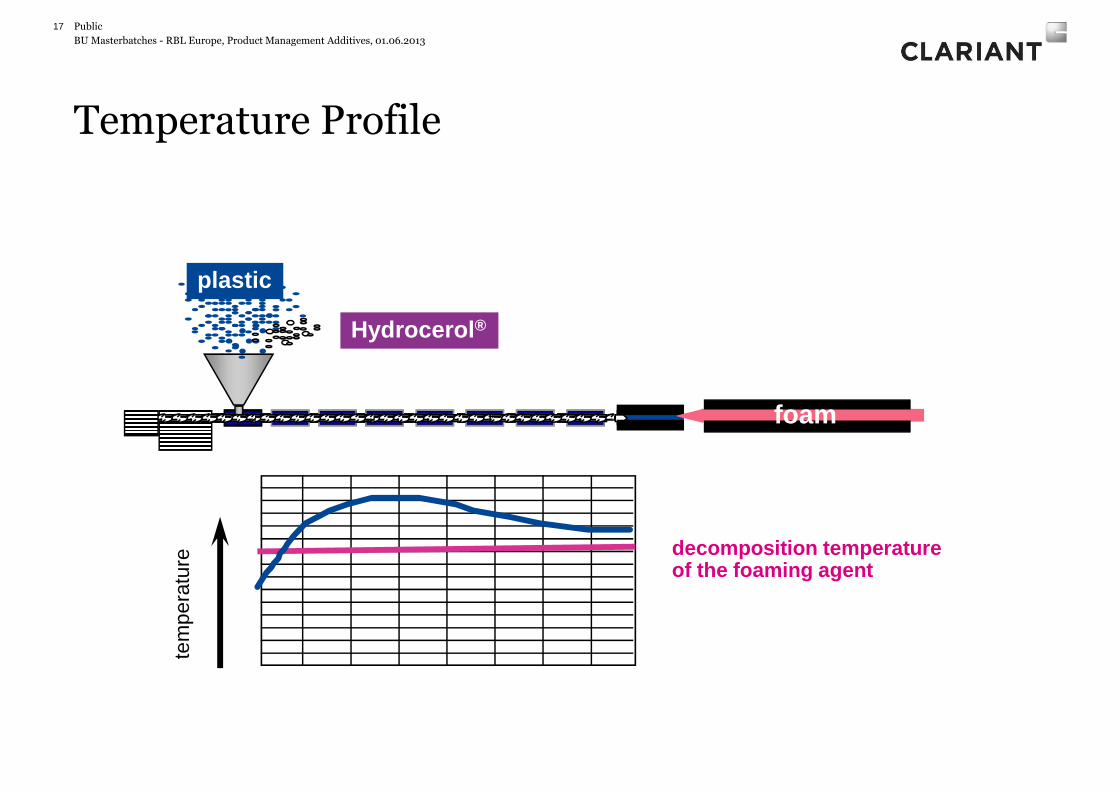
Temperature Profile
17
foam
plastic
Hydrocerol ®
tem
pera
ture
decomposition temperatureof the foaming agent
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
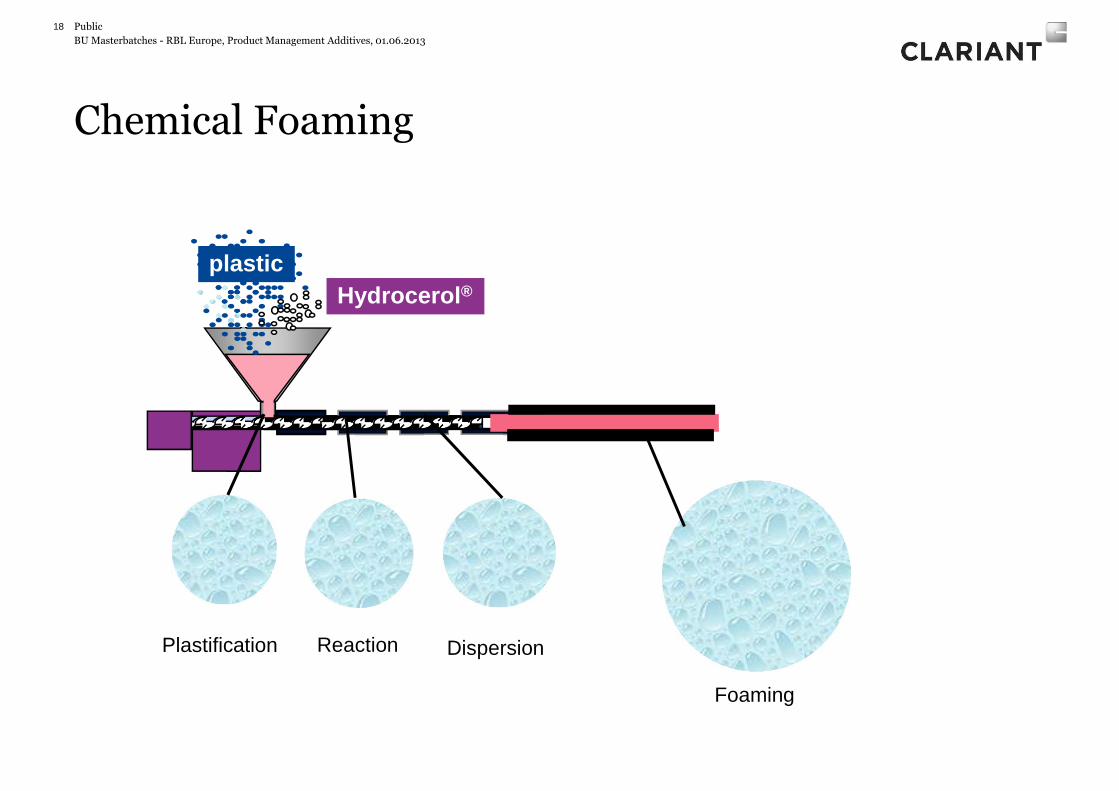
Chemical Foaming
18
Plastification
Foaming
DispersionReaction
Public
plasticHydrocerol ®

BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Example of use:PS sheets and trays
– Mono or co-ex films
– Slot die for chemical foaming, 10-30% weight reduction
Suitable Formulation:
– GPPS 50%
– HIPS 50%
– SBS copolymers as modifiers
– Nucleation: e.g. talc
Public19
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
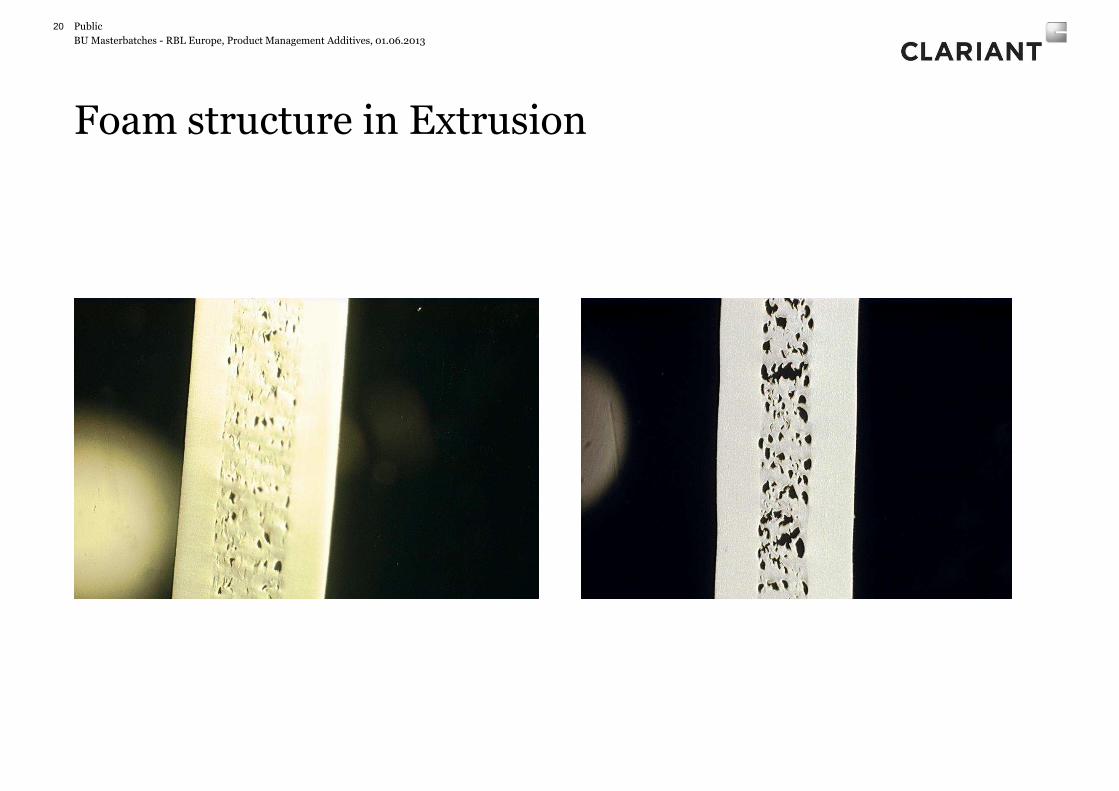
Foam structure in Extrusion
20 Public
Public
BU Masterbatches - RBL Europe
Product Management Additives
01.06.2013
Hydrocerol® in Injection Molding
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
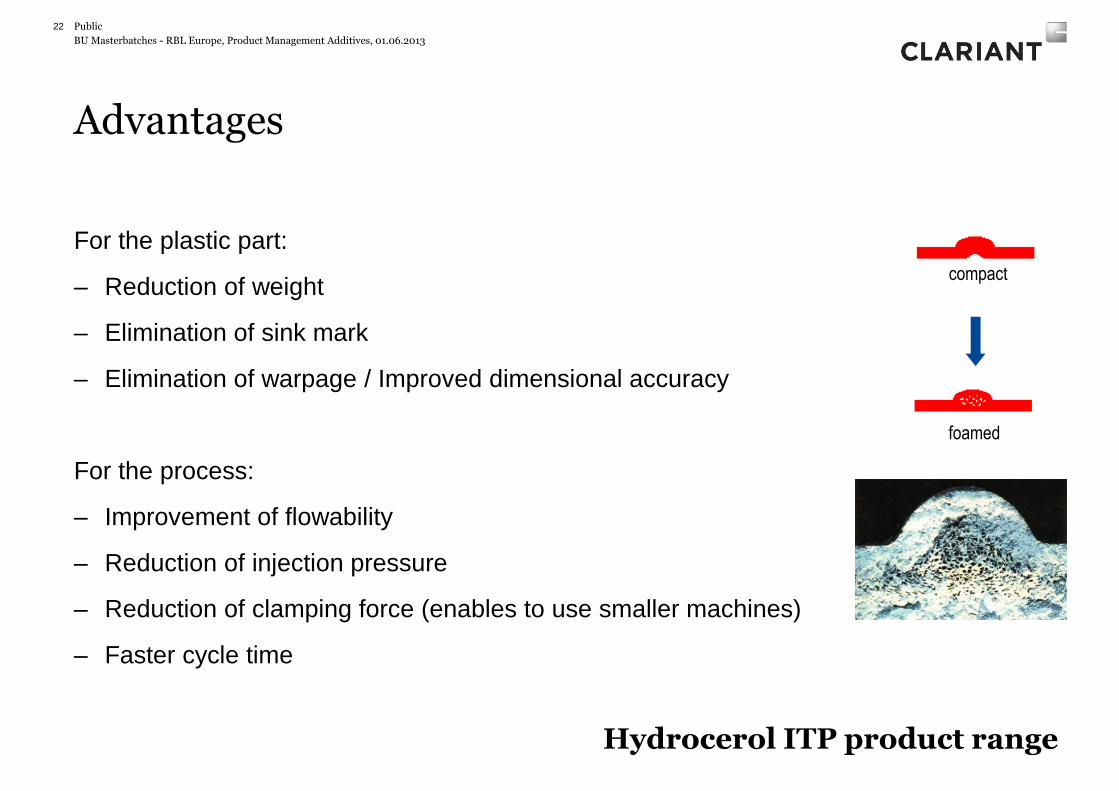
Advantages
For the plastic part:
– Reduction of weight
– Elimination of sink mark
– Elimination of warpage / Improved dimensional accuracy
For the process:
– Improvement of flowability
– Reduction of injection pressure
– Reduction of clamping force (enables to use smaller machines)
– Faster cycle time
Public22
compact
foamed
Hydrocerol ITP product range
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
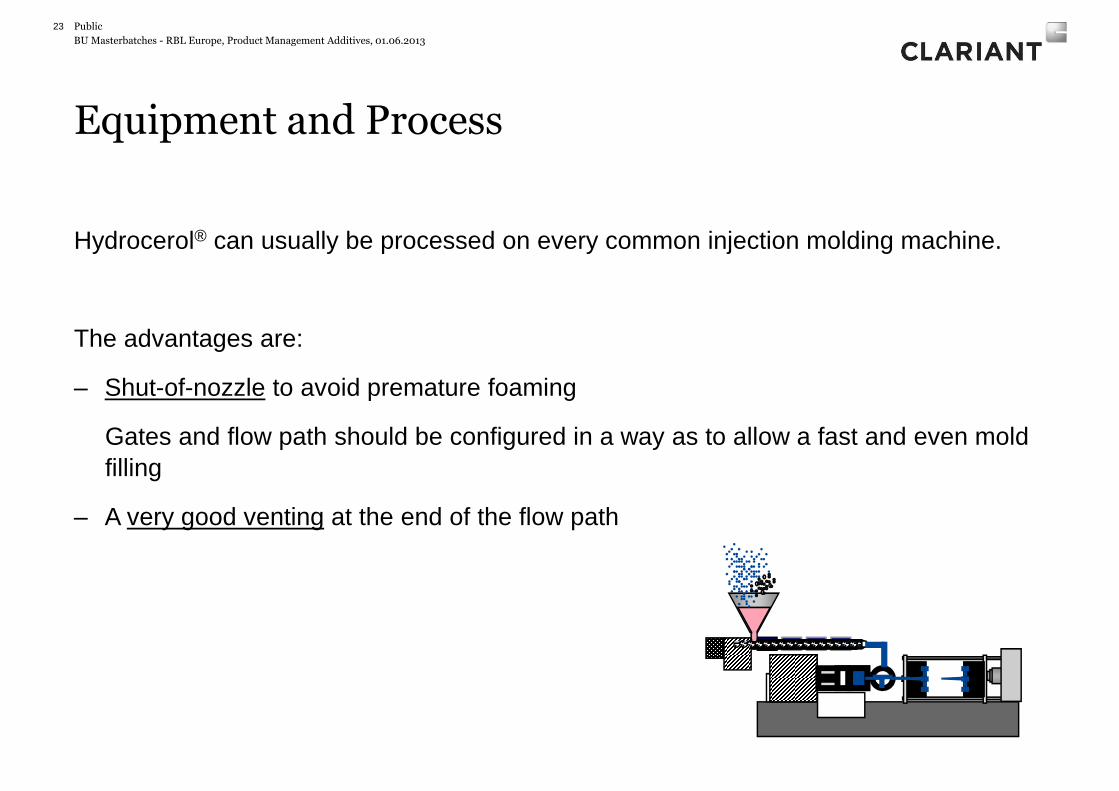
Equipment and Process
23
Hydrocerol® can usually be processed on every common injection molding machine.
The advantages are:
– Shut-of-nozzle to avoid premature foaming
Gates and flow path should be configured in a way as to allow a fast and even mold filling
– A very good venting at the end of the flow path
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
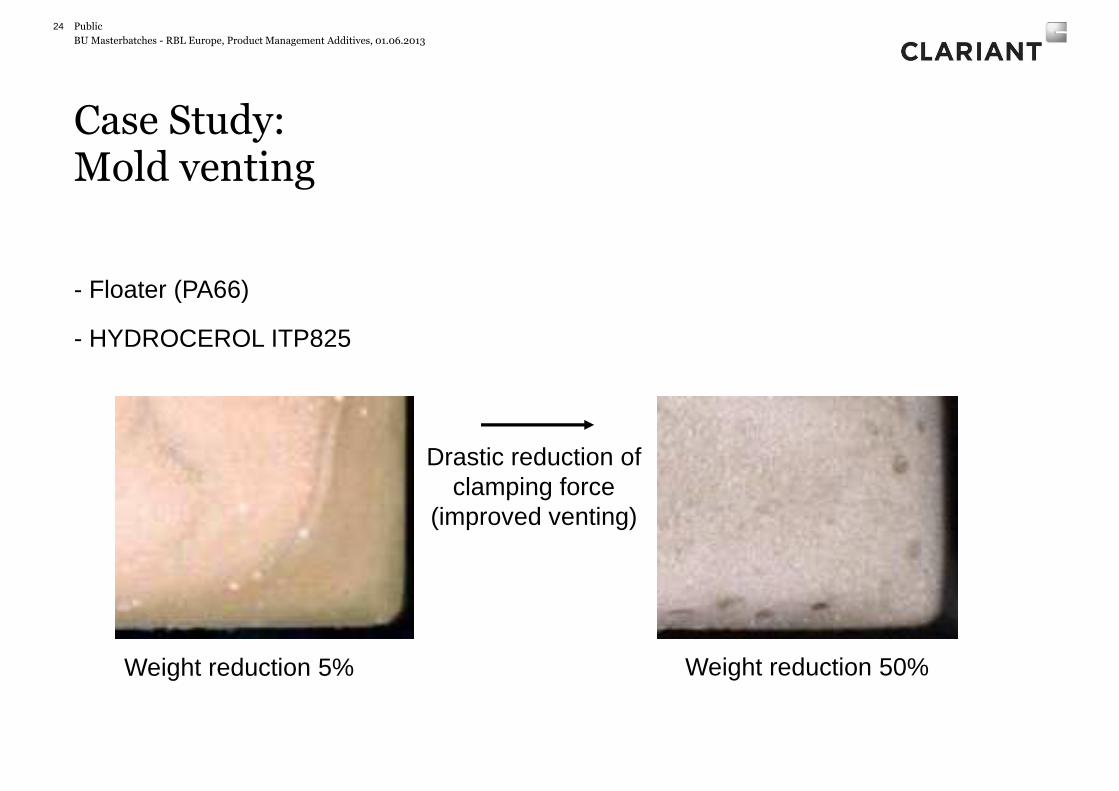
Case Study:Mold venting
24
- Floater (PA66)
- HYDROCEROL ITP825
Weight reduction 5%
Drastic reduction ofclamping force
(improved venting)
Weight reduction 50%
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Important parameters
– Back Pressure
- A specific pressure of 40bar should be applied to avoid premature foaming
- Recommendation: use of shut-off nozzle/position control of the screw
– Holding Pressure
- Should be as low as possible (ideally zero) to allow nucleation and expansion of the dissolved gas
– Shot weight
- Reduced, to give room for the gas to expand (needed if weight reduction is required)
– Injection Speed
- As high as possible, to prevent premature expansion of the gas and forming of silver streaks
– Temperature profile
- Dependent on HYDROCEROL® grade - information can be extracted from technical datasheet
Public25
Public
BU Masterbatches - RBL Europe
Product Management Additives
01.06.2013
Direct Gassing =Physical Foaming
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Scope of use
– Extremely light foam (15 kg / m³)
– Special machinery
– Gas dosing unit
Public27

BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Applications
– Food trays (PS)
– Pipe insulation (PE)
– Cable insulation (PE, PVC)
– XPS-boards
– Seals
– Profiles
– Food-trays
– Insulation boards
– CFA as a nucleant
– Hydrocerol NUC series
Public28
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
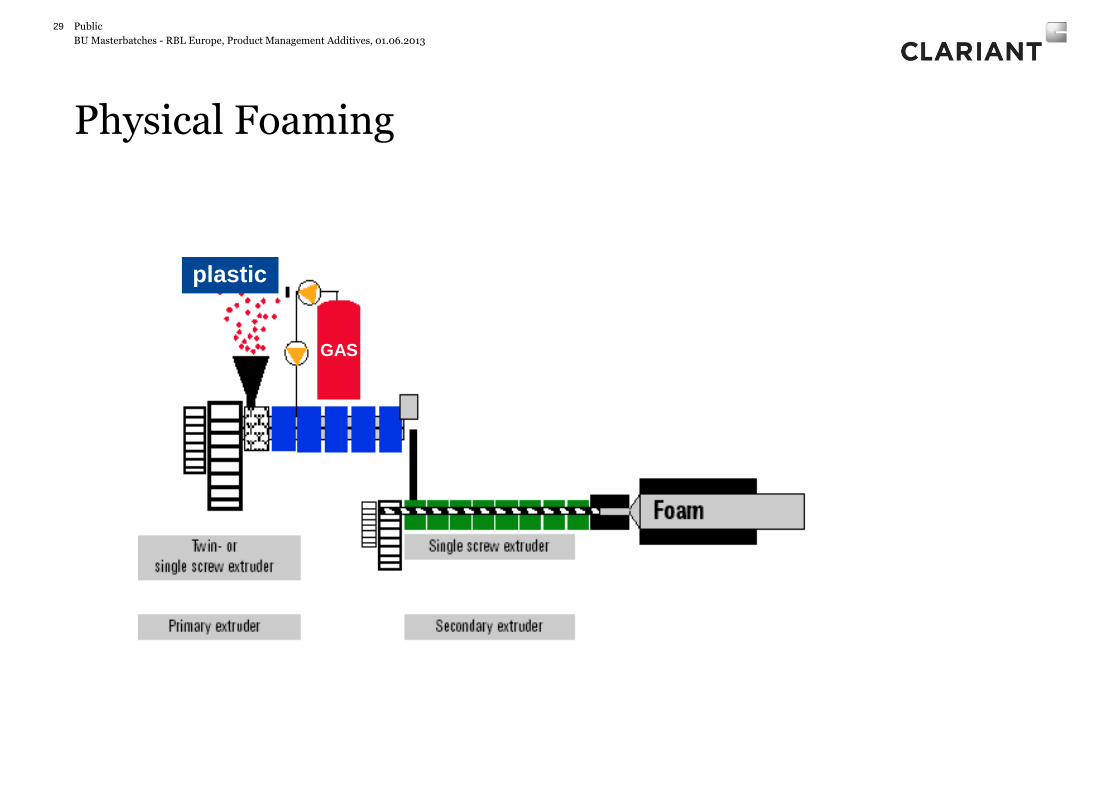
Physical Foaming
29 Public
GAS
plastic
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
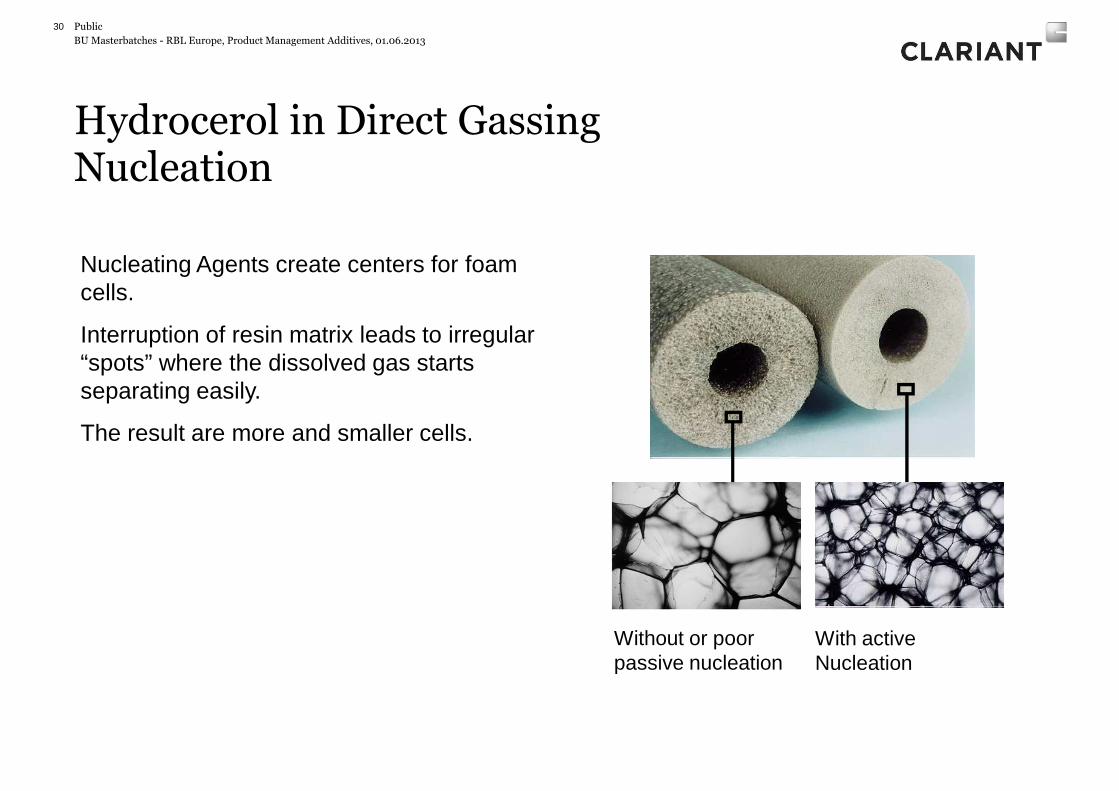
Hydrocerol in Direct Gassing Nucleation
30
Without or poor passive nucleation
With active Nucleation
Nucleating Agents create centers for foam cells.
Interruption of resin matrix leads to irregular “spots” where the dissolved gas starts separating easily.
The result are more and smaller cells.
Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
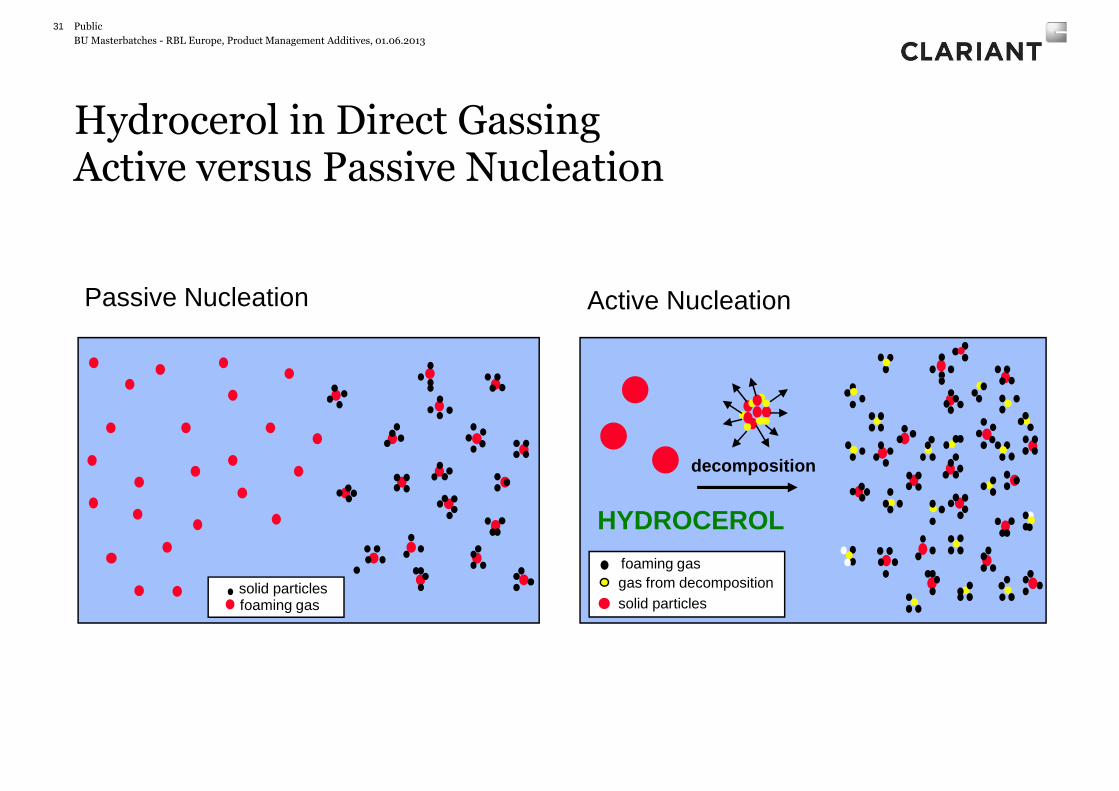
Hydrocerol in Direct Gassing Active versus Passive Nucleation
31
foaming gasgas from decompositionsolid particles
Passive Nucleation Active Nucleation
Public
foaming gassolid particles
HYDROCEROL
decomposition
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
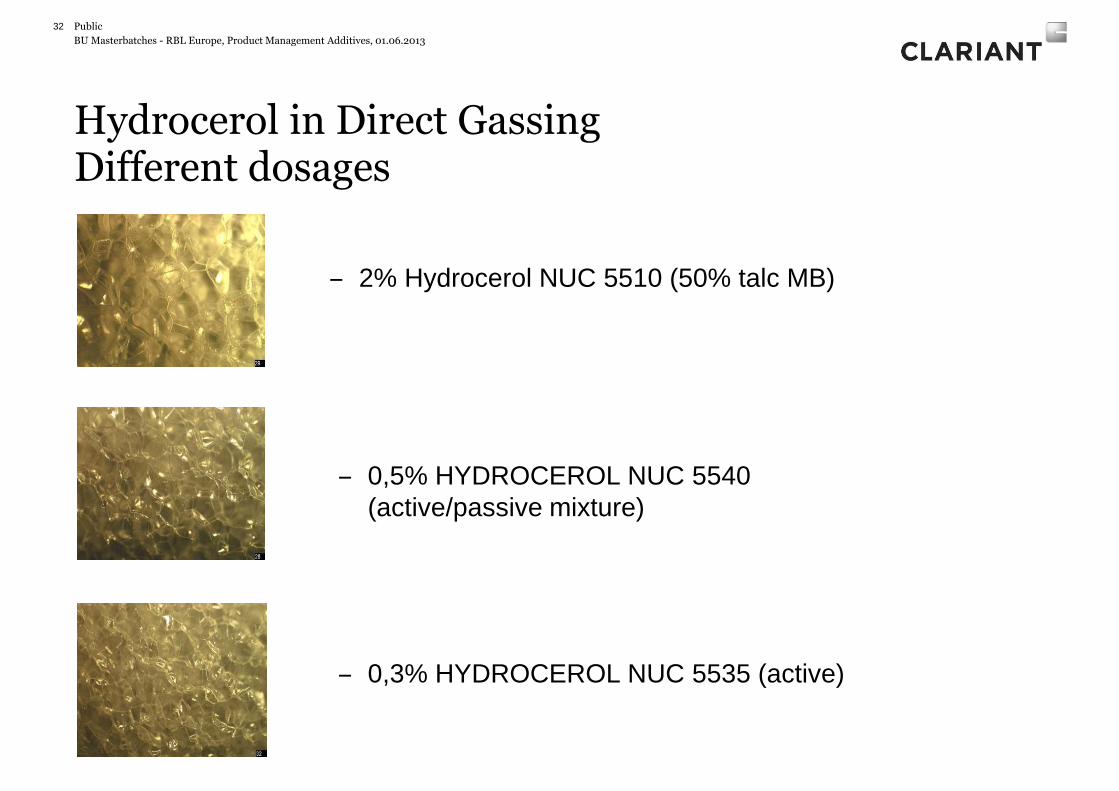
Hydrocerol in Direct Gassing Different dosages
32
– 2% Hydrocerol NUC 5510 (50% talc MB)
– 0,5% HYDROCEROL NUC 5540 (active/passive mixture)
– 0,3% HYDROCEROL NUC 5535 (active)
Public
Public
BU Masterbatches - RBL Europe
Product Management Additives
01.06.2013
Tools
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
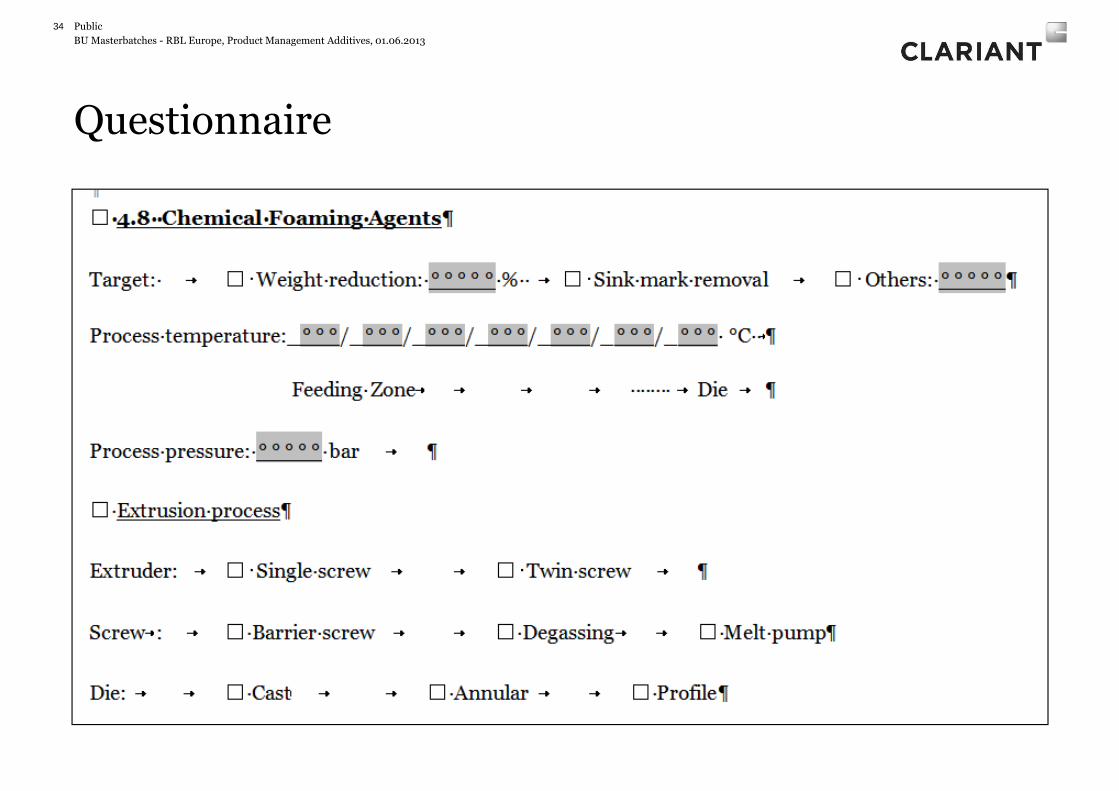
Questionnaire
34 Public
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
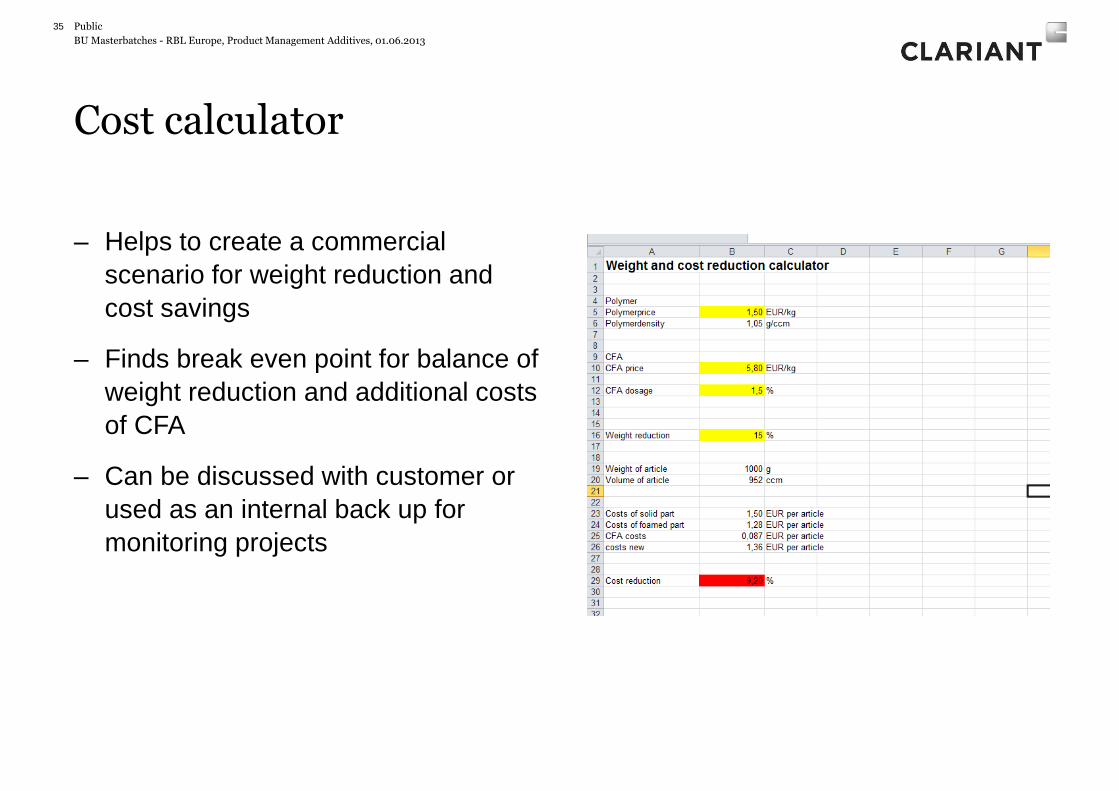
Cost calculator
– Helps to create a commercial scenario for weight reduction and cost savings
– Finds break even point for balance of weight reduction and additional costs of CFA
– Can be discussed with customer or used as an internal back up for monitoring projects
Public35

Public
BU Masterbatches - RBL Europe
Product Management Additives
01.06.2013
Contact

BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Contact
Public37
CLARIANT MASTERBATCHESRBL EUROPE
Clariant SE
BU Masterbatches
Am Unisys-Park 1
D-65843 Sulzbach am Taunus
Tel: +49 6196 757 6276 / +49 6196 757 60
Fax: +49 6196 757 6113
WWW.CLARIANT.MASTERBATCHES.COM
BU Masterbatches - RBL Europe, Product Management Additives, 01.06.2013
Disclaimer
Public38
This presentation contains certain statements that are neither reported financial results nor other historical information. This presentation also includes forward-looking statements.
Because these forward-looking statements are subject to risks and uncertainties, actual future results may differ materially from those expressed in or implied by the statements. Many of these risks and uncertainties relate to factors that are beyond Clariant’s ability to control or estimate precisely, such as future market conditions, currency fluctuations, the behavior of other market participants, the actions of governmental regulators and other risk factors such as: the timing and strength of new product offerings; pricing strategies of competitors; the Company's ability to continue to receive adequate products
from its vendors on acceptable terms, or at all, and to continue to obtain sufficient financing to meet its liquidity needs; and changes in the political, social and regulatory framework in which the Company operates or in economic or technological trends or conditions, including currency fluctuations, inflation and consumer confidence, on a global, regional or national basis.
Readers are cautioned not to place undue reliance on these forward-looking statements, which speak only as of the date of this document. Clariant does not undertake any obligation to publicly release any revisions to these forward-looking statements to reflect events or circumstances after the date of these materials.





























