Embed Size (px)
Citation preview

Chemical Engineering Science 101 (2013) 315–328
Contents lists available at SciVerse ScienceDirect
Chemical Engineering Science
0009-25http://d
n CorrE-m
journal homepage: www.elsevier.com/locate/ces
Effect of silica nanoparticles on the bulk flow propertiesof fine cohesive powders
Takehiro Kojima, James A. Elliott n
Department of Materials Science and Metallurgy, University of Cambridge, Pembroke Street, Cambridge CB2 3QZ, UK
H I G H L I G H T S
G R A P H I C A L A� Flow properties of micrometre-sizedpowders with nano-additives wereinvestigated.
� Bulk cohesion was decreased by dis-ruption of larger powder particles bythe nanoparticles.
� Smaller nanoparticles reducedfriction of the larger particles moreeffectively.
� Internal friction increased when thedirect contact of additives becamedominant.
� Adding nanoparticles has a smallereffect on friction than shape of largerparticles.
09/$ - see front matter & 2013 Elsevier Ltd. Ax.doi.org/10.1016/j.ces.2013.06.056
esponding author. Tel.: +44 1223 335987; faxail address: [email protected] (J.A. Elliott).
B S T R A C T
a r t i c l e i n f o
Article history:Received 1 May 2013Received in revised form21 June 2013Accepted 26 June 2013Available online 9 July 2013
Keywords:Granular materialsParticleParticle processingPowder technologyCohesionInternal fiction
a b s t r a c t
Silica nanoparticles are often used as flow regulators applied to the surface of fine industrial powderparticles, such as toners for electrophotographic (EP) printing devices. In this paper, we have investigatedtheir effect on the cohesion and internal friction of model polymer powders (poly (styrene-co-divinylbenzene) (PS-DVB), d50¼7.84 μm), whose flow properties are systematically controlled byapplying various different types (e.g. size and hydrophilicity) and amounts of silica nanoparticles undera normal consolidation stress of 2 kPa using a ring shear tester (RST). The ability of the nanoparticles toreduce the bulk powder cohesion has been confirmed to be dependent on how efficiently they candisrupt the direct contacts between the PS-DVB particles, resulting in a significant reduction of theinterparticle adhesion. However, the cohesion increases when the agglomerates of the silica nanopar-ticles form a flat film structure which causes an increase of the effective contact area. On the other hand,the nanoparticles were found to work better as lubricants when the size of their agglomerates is smaller.Also, the internal friction becomes higher when the silica–silica contacts become dominant, e.g. at higheractual surface coverages, but not as high as that for irregularly-shaped particles. The variation inbehaviour between nanoparticles of differing hydrophilicity can be attributed to the ease of breakingdown agglomerates on mixing; the cohesion of the PS-DVB powders coated with hydrophobic silicananoparticles is smaller due to their higher actual surface coverage whilst the internal friction becomeshigher.
& 2013 Elsevier Ltd. All rights reserved.
ll rights reserved.
: +44 1223 334567.
1. Introduction
Dry powder materials composed of micrometre-sized particlesare used in a large range of industries, with various applicationssuch as foods, ceramics (Schulze, 2008), pharmaceuticals (Aulton,
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328316
2009), and colouring powders (e.g. powder coatings and toners)(Misev, 1991; Schein, 1992). In industrial dry powder materials,appropriate handling is crucial for maximising product efficiencyas well as quality assurance (Rhodes, 2008). Normally, fine powdermaterials are highly cohesive, mainly due to the strong van derWaals interparticle attractive force. In order to improve their bulkflow behaviour, dry submicrometre- or nanometre-sized materialscalled ‘flow regulators’ or ‘surface additives’, playing a role ofreducing the van der Waals interparticle attractive force betweenthe particles, are applied to the surface of the powder particles(Aulton, 2009; Misev, 1991; Schein, 1992).
Various academic studies concerning how flow regulators act onthe flow properties of dry cohesive powders have been carried out inthe last few decades in order to obtain a deeper understanding ofthe fundamental mechanisms as well as more efficient control of thepowder flowability. In many cases, the term ‘flowability’ representsthe cohesive property of bulk powder materials, and it is oftendiscussed in relation to the adhesion between the constituentparticles (Kurfeß et al., 2005; Mei et al., 1997; Meyer, 2003; Meyerand Zimmermann, 2004; Müller et al., 2008; Odeku et al., 2011;Quintanilla et al., 2001; Schweiger and Zimmermann, 1999; Tomasand Kleinschmidt, 2009; Valverde et al., 1998; Veregin and Bartha,2001; Yang et al., 2005; Zimmermann et al., 2004).
For instance, Zimmermann and colleagues evaluated the tensilestrength of pharmaceutical-grade cornstarch powders in whichsurfaces were modified with various types of inorganic nanopar-ticles (e.g. silicon dioxide, titanium oxide and aluminium oxide) bymeasuring the attractive force required to separate a plateattached to the surface of bulk powder (e.g. Meyer, 2003; Meyerand Zimmermann, 2004; Müller et al., 2008; Odeku et al., 2011;Schweiger and Zimmermann, 1999; Zimmermann et al., 2004).They explained the effect of nanoparticles on the tensile strengthby their ability to spread on the surface of the host particles andprevent the cornstarch particles from contacting directly, applyingseveral theoretical models that will be discussed in more detailbelow. Yang et al. (2005) also characterised the flowability of thecornstarch powders, whose surfaces were modified using differenttypes of silica nanoparticles, by evaluating the angle of repose(AOR) as a measure of powder flowability. They attributed differ-ences in AOR to the changing adhesive properties of the powderparticles.
Several experimental studies concerning the effect of surfaceadditives on the flowability of toner particles in printing industryhave been reported by Castellanos and colleagues (e.g. Quintanillaet al., 2001; Valverde et al., 1998; Veregin and Bartha, 2001).Valverde et al. (1998) measured the tensile strength of varioustoner powders with a range of concentrations of surface additivesunder very low stress conditions (o1 kPa) by applying a fluidisedbed technique, in which the tensile strength of the material can bequantified by investigating the relationship between the flow rateof the gas supplied to the powder bed and the pressure drop
R1R 2
r fD D
h
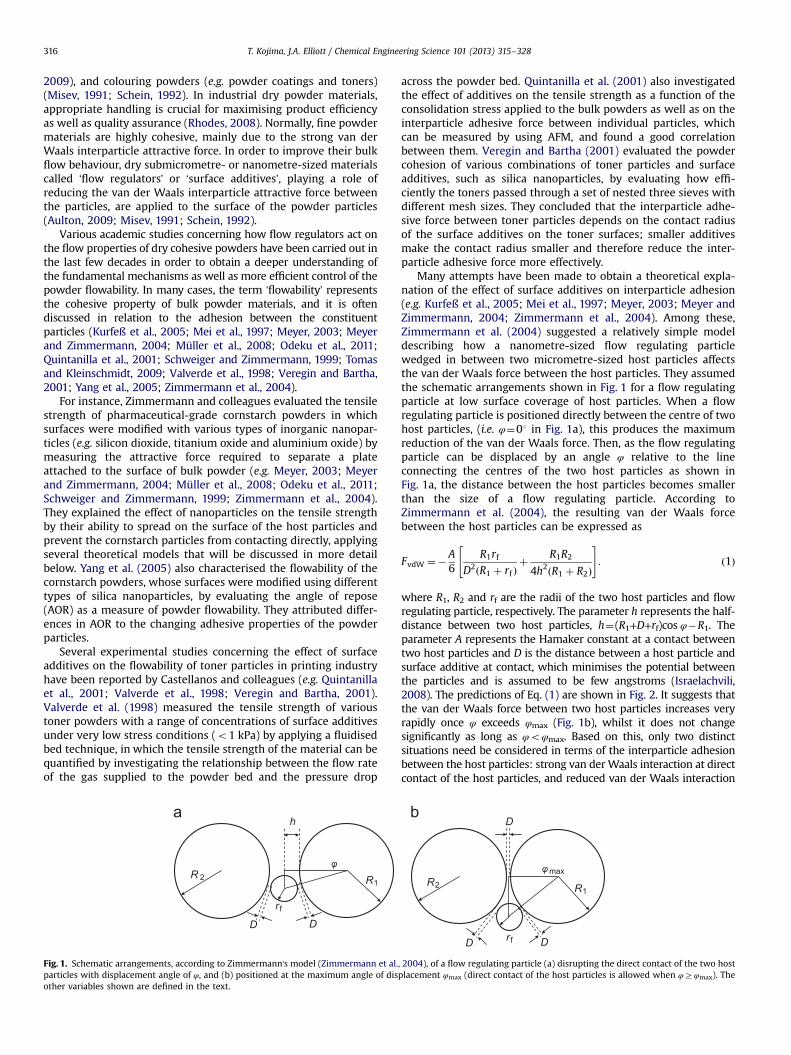
Fig. 1. Schematic arrangements, according to Zimmermann's model (Zimmermann et al.particles with displacement angle of φ, and (b) positioned at the maximum angle of disother variables shown are defined in the text.
across the powder bed. Quintanilla et al. (2001) also investigatedthe effect of additives on the tensile strength as a function of theconsolidation stress applied to the bulk powders as well as on theinterparticle adhesive force between individual particles, whichcan be measured by using AFM, and found a good correlationbetween them. Veregin and Bartha (2001) evaluated the powdercohesion of various combinations of toner particles and surfaceadditives, such as silica nanoparticles, by evaluating how effi-ciently the toners passed through a set of nested three sieves withdifferent mesh sizes. They concluded that the interparticle adhe-sive force between toner particles depends on the contact radiusof the surface additives on the toner surfaces; smaller additivesmake the contact radius smaller and therefore reduce the inter-particle adhesive force more effectively.
Many attempts have been made to obtain a theoretical expla-nation of the effect of surface additives on interparticle adhesion(e.g. Kurfeß et al., 2005; Mei et al., 1997; Meyer, 2003; Meyer andZimmermann, 2004; Zimmermann et al., 2004). Among these,Zimmermann et al. (2004) suggested a relatively simple modeldescribing how a nanometre-sized flow regulating particlewedged in between two micrometre-sized host particles affectsthe van der Waals force between the host particles. They assumedthe schematic arrangements shown in Fig. 1 for a flow regulatingparticle at low surface coverage of host particles. When a flowregulating particle is positioned directly between the centre of twohost particles, (i.e. φ¼01 in Fig. 1a), this produces the maximumreduction of the van der Waals force. Then, as the flow regulatingparticle can be displaced by an angle φ relative to the lineconnecting the centres of the two host particles as shown inFig. 1a, the distance between the host particles becomes smallerthan the size of a flow regulating particle. According toZimmermann et al. (2004), the resulting van der Waals forcebetween the host particles can be expressed as
FvdW ¼�A6
R1rfD2ðR1 þ rf Þ
þ R1R2
4h2ðR1 þ R2Þ
" #: ð1Þ
where R1, R2 and rf are the radii of the two host particles and flowregulating particle, respectively. The parameter h represents the half-distance between two host particles, h¼(R1+D+rf)cos φ�R1. Theparameter A represents the Hamaker constant at a contact betweentwo host particles and D is the distance between a host particle andsurface additive at contact, which minimises the potential betweenthe particles and is assumed to be few angstroms (Israelachvili,2008). The predictions of Eq. (1) are shown in Fig. 2. It suggests thatthe van der Waals force between two host particles increases veryrapidly once φ exceeds φmax (Fig. 1b), whilst it does not changesignificantly as long as φoφmax. Based on this, only two distinctsituations need be considered in terms of the interparticle adhesionbetween the host particles: strong van derWaals interaction at directcontact of the host particles, and reduced van der Waals interaction
R1R2
r f
D
max
DD
, 2004), of a flow regulating particle (a) disrupting the direct contact of the two hostplacement φmax (direct contact of the host particles is allowed when φZφmax). The
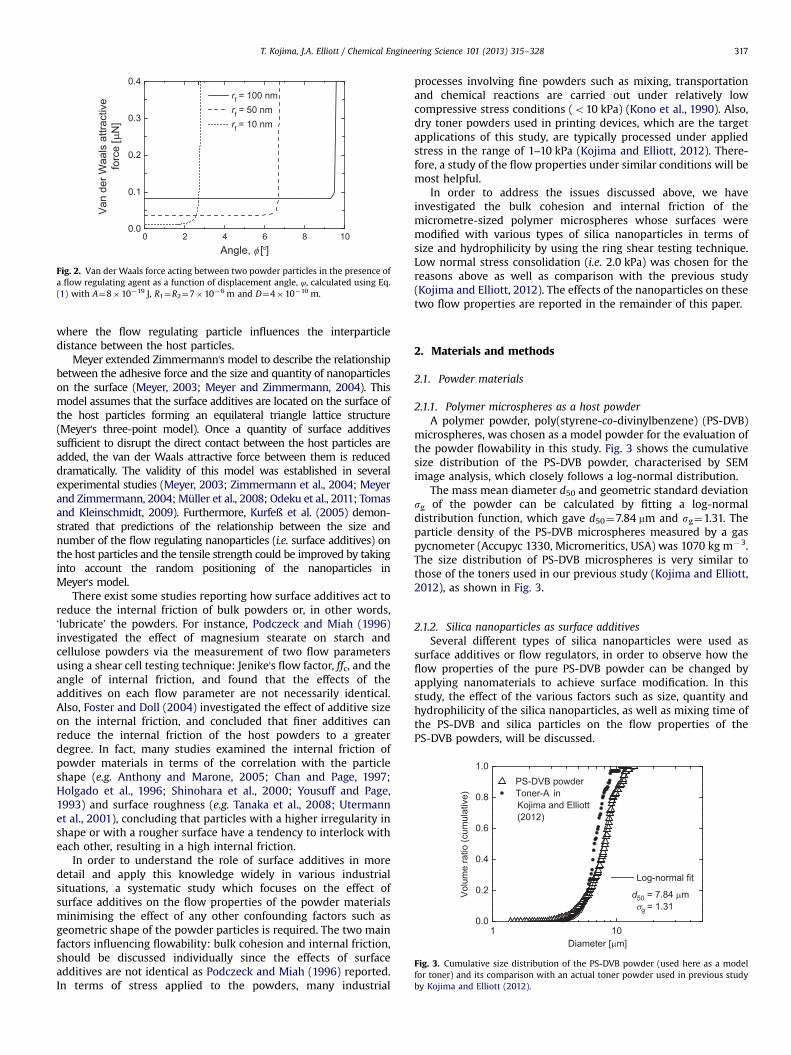
0 2 4 6 8 100.0
0.1
0.2
0.3
0.4
Van
der
Waa
ls a
ttrac
tive
forc
e [
N]
Angle, [ ]
rf = 100 nmrf = 50 nmrf = 10 nm
Fig. 2. Van der Waals force acting between two powder particles in the presence ofa flow regulating agent as a function of displacement angle, φ, calculated using Eq.(1) with A¼8�10�19 J, R1¼R2¼7�10�6 m and D¼4�10�10 m.
1 100.0
0.2
0.4
0.6
0.8
1.0
σg = 1.31
Log-normal fit
PS-DVB powderToner-A in
Kojima and Elliott (2012)
Vol
ume
ratio
(cum
ulat
ive)
Diameter [μm]
d50 = 7.84 μm
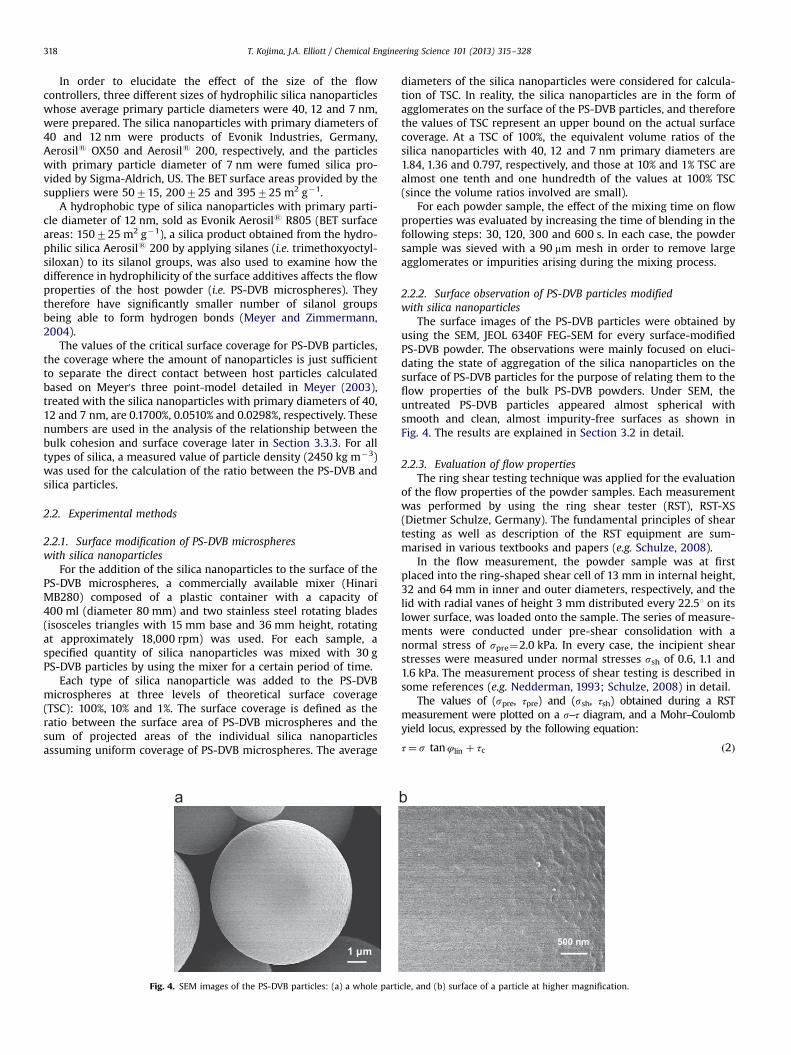
Fig. 3. Cumulative size distribution of the PS-DVB powder (used here as a modelfor toner) and its comparison with an actual toner powder used in previous studyby Kojima and Elliott (2012).
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328 317
where the flow regulating particle influences the interparticledistance between the host particles.
Meyer extended Zimmermann's model to describe the relationshipbetween the adhesive force and the size and quantity of nanoparticleson the surface (Meyer, 2003; Meyer and Zimmermann, 2004). Thismodel assumes that the surface additives are located on the surface ofthe host particles forming an equilateral triangle lattice structure(Meyer's three-point model). Once a quantity of surface additivessufficient to disrupt the direct contact between the host particles areadded, the van der Waals attractive force between them is reduceddramatically. The validity of this model was established in severalexperimental studies (Meyer, 2003; Zimmermann et al., 2004; Meyerand Zimmermann, 2004; Müller et al., 2008; Odeku et al., 2011; Tomasand Kleinschmidt, 2009). Furthermore, Kurfeß et al. (2005) demon-strated that predictions of the relationship between the size andnumber of the flow regulating nanoparticles (i.e. surface additives) onthe host particles and the tensile strength could be improved by takinginto account the random positioning of the nanoparticles inMeyer's model.
There exist some studies reporting how surface additives act toreduce the internal friction of bulk powders or, in other words,‘lubricate’ the powders. For instance, Podczeck and Miah (1996)investigated the effect of magnesium stearate on starch andcellulose powders via the measurement of two flow parametersusing a shear cell testing technique: Jenike's flow factor, ffc, and theangle of internal friction, and found that the effects of theadditives on each flow parameter are not necessarily identical.Also, Foster and Doll (2004) investigated the effect of additive sizeon the internal friction, and concluded that finer additives canreduce the internal friction of the host powders to a greaterdegree. In fact, many studies examined the internal friction ofpowder materials in terms of the correlation with the particleshape (e.g. Anthony and Marone, 2005; Chan and Page, 1997;Holgado et al., 1996; Shinohara et al., 2000; Yousuff and Page,1993) and surface roughness (e.g. Tanaka et al., 2008; Utermannet al., 2001), concluding that particles with a higher irregularity inshape or with a rougher surface have a tendency to interlock witheach other, resulting in a high internal friction.
In order to understand the role of surface additives in moredetail and apply this knowledge widely in various industrialsituations, a systematic study which focuses on the effect ofsurface additives on the flow properties of the powder materialsminimising the effect of any other confounding factors such asgeometric shape of the powder particles is required. The two mainfactors influencing flowability: bulk cohesion and internal friction,should be discussed individually since the effects of surfaceadditives are not identical as Podczeck and Miah (1996) reported.In terms of stress applied to the powders, many industrial
processes involving fine powders such as mixing, transportationand chemical reactions are carried out under relatively lowcompressive stress conditions (o10 kPa) (Kono et al., 1990). Also,dry toner powders used in printing devices, which are the targetapplications of this study, are typically processed under appliedstress in the range of 1–10 kPa (Kojima and Elliott, 2012). There-fore, a study of the flow properties under similar conditions will bemost helpful.
In order to address the issues discussed above, we haveinvestigated the bulk cohesion and internal friction of themicrometre-sized polymer microspheres whose surfaces weremodified with various types of silica nanoparticles in terms ofsize and hydrophilicity by using the ring shear testing technique.Low normal stress consolidation (i.e. 2.0 kPa) was chosen for thereasons above as well as comparison with the previous study(Kojima and Elliott, 2012). The effects of the nanoparticles on thesetwo flow properties are reported in the remainder of this paper.
2. Materials and methods
2.1. Powder materials
2.1.1. Polymer microspheres as a host powderA polymer powder, poly(styrene-co-divinylbenzene) (PS-DVB)
microspheres, was chosen as a model powder for the evaluation ofthe powder flowability in this study. Fig. 3 shows the cumulativesize distribution of the PS-DVB powder, characterised by SEMimage analysis, which closely follows a log-normal distribution.
The mass mean diameter d50 and geometric standard deviationsg of the powder can be calculated by fitting a log-normaldistribution function, which gave d50¼7.84 mm and sg¼1.31. Theparticle density of the PS-DVB microspheres measured by a gaspycnometer (Accupyc 1330, Micromeritics, USA) was 1070 kg m�3.The size distribution of PS-DVB microspheres is very similar tothose of the toners used in our previous study (Kojima and Elliott,2012), as shown in Fig. 3.
2.1.2. Silica nanoparticles as surface additivesSeveral different types of silica nanoparticles were used as
surface additives or flow regulators, in order to observe how theflow properties of the pure PS-DVB powder can be changed byapplying nanomaterials to achieve surface modification. In thisstudy, the effect of the various factors such as size, quantity andhydrophilicity of the silica nanoparticles, as well as mixing time ofthe PS-DVB and silica particles on the flow properties of thePS-DVB powders, will be discussed.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328318
In order to elucidate the effect of the size of the flowcontrollers, three different sizes of hydrophilic silica nanoparticleswhose average primary particle diameters were 40, 12 and 7 nm,were prepared. The silica nanoparticles with primary diameters of40 and 12 nm were products of Evonik Industries, Germany,Aerosils OX50 and Aerosils 200, respectively, and the particleswith primary particle diameter of 7 nm were fumed silica pro-vided by Sigma-Aldrich, US. The BET surface areas provided by thesuppliers were 50715, 200725 and 395725 m2 g�1.
A hydrophobic type of silica nanoparticles with primary parti-cle diameter of 12 nm, sold as Evonik Aerosils R805 (BET surfaceareas: 150725 m2 g�1), a silica product obtained from the hydro-philic silica Aerosils 200 by applying silanes (i.e. trimethoxyoctyl-siloxan) to its silanol groups, was also used to examine how thedifference in hydrophilicity of the surface additives affects the flowproperties of the host powder (i.e. PS-DVB microspheres). Theytherefore have significantly smaller number of silanol groupsbeing able to form hydrogen bonds (Meyer and Zimmermann,2004).
The values of the critical surface coverage for PS-DVB particles,the coverage where the amount of nanoparticles is just sufficientto separate the direct contact between host particles calculatedbased on Meyer's three point-model detailed in Meyer (2003),treated with the silica nanoparticles with primary diameters of 40,12 and 7 nm, are 0.1700%, 0.0510% and 0.0298%, respectively. Thesenumbers are used in the analysis of the relationship between thebulk cohesion and surface coverage later in Section 3.3.3. For alltypes of silica, a measured value of particle density (2450 kg m�3)was used for the calculation of the ratio between the PS-DVB andsilica particles.
2.2. Experimental methods
2.2.1. Surface modification of PS-DVB microsphereswith silica nanoparticles
For the addition of the silica nanoparticles to the surface of thePS-DVB microspheres, a commercially available mixer (HinariMB280) composed of a plastic container with a capacity of400 ml (diameter 80 mm) and two stainless steel rotating blades(isosceles triangles with 15 mm base and 36 mm height, rotatingat approximately 18,000 rpm) was used. For each sample, aspecified quantity of silica nanoparticles was mixed with 30 gPS-DVB particles by using the mixer for a certain period of time.
Each type of silica nanoparticle was added to the PS-DVBmicrospheres at three levels of theoretical surface coverage(TSC): 100%, 10% and 1%. The surface coverage is defined as theratio between the surface area of PS-DVB microspheres and thesum of projected areas of the individual silica nanoparticlesassuming uniform coverage of PS-DVB microspheres. The average
Fig. 4. SEM images of the PS-DVB particles: (a) a whole parti
diameters of the silica nanoparticles were considered for calcula-tion of TSC. In reality, the silica nanoparticles are in the form ofagglomerates on the surface of the PS-DVB particles, and thereforethe values of TSC represent an upper bound on the actual surfacecoverage. At a TSC of 100%, the equivalent volume ratios of thesilica nanoparticles with 40, 12 and 7 nm primary diameters are1.84, 1.36 and 0.797, respectively, and those at 10% and 1% TSC arealmost one tenth and one hundredth of the values at 100% TSC(since the volume ratios involved are small).
For each powder sample, the effect of the mixing time on flowproperties was evaluated by increasing the time of blending in thefollowing steps: 30, 120, 300 and 600 s. In each case, the powdersample was sieved with a 90 mm mesh in order to remove largeagglomerates or impurities arising during the mixing process.
2.2.2. Surface observation of PS-DVB particles modifiedwith silica nanoparticles
The surface images of the PS-DVB particles were obtained byusing the SEM, JEOL 6340F FEG-SEM for every surface-modifiedPS-DVB powder. The observations were mainly focused on eluci-dating the state of aggregation of the silica nanoparticles on thesurface of PS-DVB particles for the purpose of relating them to theflow properties of the bulk PS-DVB powders. Under SEM, theuntreated PS-DVB particles appeared almost spherical withsmooth and clean, almost impurity-free surfaces as shown inFig. 4. The results are explained in Section 3.2 in detail.
2.2.3. Evaluation of flow propertiesThe ring shear testing technique was applied for the evaluation
of the flow properties of the powder samples. Each measurementwas performed by using the ring shear tester (RST), RST-XS(Dietmer Schulze, Germany). The fundamental principles of sheartesting as well as description of the RST equipment are sum-marised in various textbooks and papers (e.g. Schulze, 2008).
In the flow measurement, the powder sample was at firstplaced into the ring-shaped shear cell of 13 mm in internal height,32 and 64 mm in inner and outer diameters, respectively, and thelid with radial vanes of height 3 mm distributed every 22.51 on itslower surface, was loaded onto the sample. The series of measure-ments were conducted under pre-shear consolidation with anormal stress of spre¼2.0 kPa. In every case, the incipient shearstresses were measured under normal stresses ssh of 0.6, 1.1 and1.6 kPa. The measurement process of shear testing is described insome references (e.g. Nedderman, 1993; Schulze, 2008) in detail.
The values of (spre, τpre) and (ssh, τsh) obtained during a RSTmeasurement were plotted on a s–τ diagram, and a Mohr–Coulombyield locus, expressed by the following equation:
τ¼ s tanφlin þ τc ð2Þ
500 nm
cle, and (b) surface of a particle at higher magnification.

Table 2Flow properties and voidage of the silica nanoparticles.
Size[nm]
Hydrophilicity Flowability,ffc
Bulk cohesion, τc[kPa]
LFA, φlin
[1]Voidage,ε
40 Hydrophilic 1.35 0.827 32.7 0.95112 Hydrophilic 4.16 0.223 32.1 0.97812 Hydrophobic 4.27 0.224 31.7 0.9667 Hydrophilic 5.41 0.181 34.0 0.975
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328 319
was obtained by fitting a line to three (ssh, τsh) points. In Eq. (2), τc, theordinate-intercept of the yield locus, represents the bulk cohesion.Also, the angle of the slope of the yield locus, φlin, is a measure of theinternal friction of the powder sample and is termed ‘linearisedfriction angle (LFA)’.
Two failure Mohr's circles, one intersecting the origin and theother including the point (spre, τpre), were also drawn from whichthe unconfined yield stress sc and consolidation stress s1 wereobtained respectively. The ratio of s1 to sc defines the flow index,ffc, expressed as follows:
f f c ¼s1sc
: ð3Þ
The flow index ffc is a measure of how well a bulk powder flowsunder a certain applied stress, and the larger the value of ffc, themore easy-flowing is the powder (Jenike, 1964; Schulze, 2008;Tomas, 2004).
The structure of every powder sample was also evaluated bymeasuring the voidage, ε, which represents the volume ratio ofvoids to the bulk volume of the powder system. The value of ε wascalculated from the bulk density of the powder ρb obtained in theRST measurement and the particle density of the PS-DVB (i.e.ρp¼1070 kg m�3).
Each measurement was carried out under standard conditionsof 2172 1C and 38–55% relative humidity (RH). The fluctuations ofroom temperature and RH did not affect the results.
3. Results and discussion
3.1. Flow properties of pure PS-DVB microspheresand silica nanoparticles
Before the evaluation of the flow properties of the surface-modified PS-DVB powders, those of pure PS-DVB and each type ofsilica nanoparticle were tested individually under the samemeasurement conditions described in Section 2.2.3.
The flow properties of the PS-DVB microspheres without anysurface modification are listed in Table 1, together with those ofthe toners reported in the previous study (Kojima and Elliott,2012).
When the values of bulk cohesion or flow index, which oftenreflects the cohesive property of powders when they are in anearly identical packing condition (e.g. Kojima and Elliott, 2012),are compared, the pure PS-DVB powder is much more cohesive (i.e. the bulk cohesion is around 3–6 times larger) and therefore hasa lower flow index. The linearised friction angle (LFA) of the PS-DVB, on the other hand, is 3–81 smaller than those of the tonersalthough its ‘flowability’ is lower, which clearly indicates thathaving lower internal friction does not necessarily mean that thebulk powders can flow better. This seems to support the literaturediscussed in Section 1 showing that the action of the surfaceadditives on the bulk cohesion and internal friction must beunderstood separately. Further comparisons of the PS-DVB micro-spheres including surface-modified ones and toners are providedlater in Section 3.6.
The results of the RST measurement of each type of silicananoparticles are listed in Table 2.
Table 1Flow properties and voidage of the pure PS-DVB powder and toners.
Powder Flowability, ffc Bulk cohesion, τc [kPa] LFA, φlin [1] Voidage, ε
PS-DVB 1.58 0.614 22.4 0.521Tonersn 5.10–10.67 0.092–0.202 25.5–30.4 0.492
n Data taken from Kojima and Elliott (2012).
The bulk cohesion τc became larger with increase of theprimary particle size, and therefore the flow index ffc becamesmaller. These results are discrepant with the general idea thatlarger particles are less adhesive to each other due to the greaterinfluence of gravity relative to the interparticle adhesive force. Infact, the smaller silica nanoparticles tend to stick together andform larger agglomerates due to larger specific surface areas.Therefore, the bulk cohesion of the silica nanoparticles seems toreflect the cohesive property of the nanoparticle agglomeratesrather than that of the primary particles themselves.
Each type of silica nanoparticle has a slightly different LFA φlin;they range from 31.71 to 34.01, but more importantly, they are41–52% larger than the LFA of pure PS-DVB powder. This suggeststhat the internal friction in the slip surface between silica particlesis higher than that formed by direct contacts of the PS-DVBparticles.
The high values of the voidage ε, 0.951–0.975, represent theporous structure of the bulk silica powders. In fact, the bulkdensity of the 12 nm hydrophobic silica powder is 55% larger thanthat of 12 nm hydrophilic silica whilst their difference in voidage isonly 0.012, which seems to show their difference in terms ofchance of making hydrogen bonds, although this difference is notreflected in their bulk flow properties as shown in Table 2.
3.2. Surface characterisation of PS-DVB particles modifiedwith silica nanoparticles
SEM images of the PS-DVB particles surface-modified by thesilica nanoparticles are presented in Figs. 5–7 in decreasing orderof theoretical surface coverage (TSC): 100% in Fig. 5, 10% in Fig. 6and 1% in Fig. 7, and displayed as a function of mixing time andnanoparticle size. As a general trend, the silica nanoparticles existas agglomerates on surface of PS-DVB particles when the mixingtime is short (e.g. 30 s), but these agglomerates break down withincreasing mixing time, regardless of the size or quantity, althoughthey do not disperse uniformly on the surface of PS-DVB particles.
Also, particularly when the quantity of the silica nanoparticlesis large (100% TSC in this study, Fig. 5), the agglomerates of silicananoparticles gradually form ‘film-like’ structures on the surface ofthe PS-DVB particles with the mixing time as seen in Fig. 5. Thischange of the silica nanoparticles from large agglomerates to thinfilms via small agglomerates (illustration in Fig. 8) corresponds tothe phase change of the condition of nanoparticles suggested byMeyer (2003), and this can be seen more clearly when the primarysize of the silica nanoparticles is smaller, which is confirmed bycomparing Fig. 5a, b and d.
The 12 nm hydrophobic silica nanoparticles spread evenly onthe surface of the PS-DVB particles at a shorter mixing time thanthe hydrophilic ones as confirmed from the comparison of Fig. 5b1and c1. Since the hydrophobic type of silica has significantlysmaller number of silanol groups being able to form hydrogenbonds than hydrophilic type of silica as mentioned in Section 2.1.2,the agglomerates of the hydrophobic silica nanoparticles tend tobreak more easily compared with the hydrophilic silica.
Despite the high theoretical level of surface coverage, thehydrophilic silica nanoparticles, in particular those of sizes 12
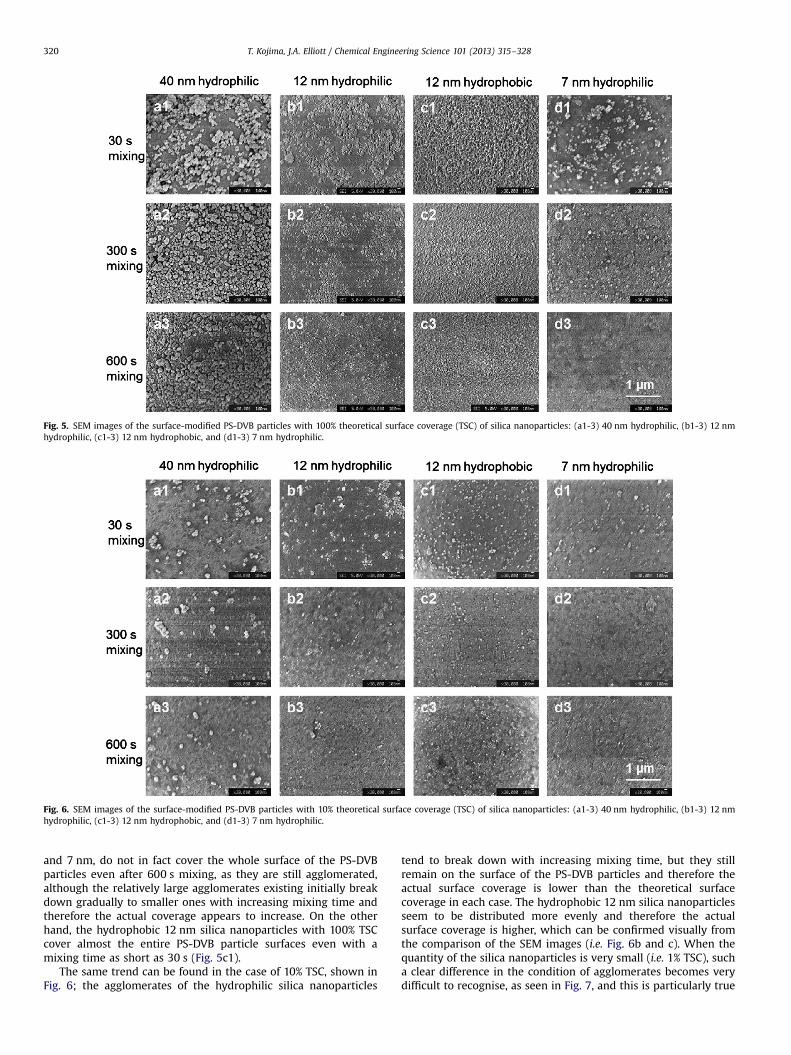
Fig. 5. SEM images of the surface-modified PS-DVB particles with 100% theoretical surface coverage (TSC) of silica nanoparticles: (a1-3) 40 nm hydrophilic, (b1-3) 12 nmhydrophilic, (c1-3) 12 nm hydrophobic, and (d1-3) 7 nm hydrophilic.
Fig. 6. SEM images of the surface-modified PS-DVB particles with 10% theoretical surface coverage (TSC) of silica nanoparticles: (a1-3) 40 nm hydrophilic, (b1-3) 12 nmhydrophilic, (c1-3) 12 nm hydrophobic, and (d1-3) 7 nm hydrophilic.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328320
and 7 nm, do not in fact cover the whole surface of the PS-DVBparticles even after 600 s mixing, as they are still agglomerated,although the relatively large agglomerates existing initially breakdown gradually to smaller ones with increasing mixing time andtherefore the actual coverage appears to increase. On the otherhand, the hydrophobic 12 nm silica nanoparticles with 100% TSCcover almost the entire PS-DVB particle surfaces even with amixing time as short as 30 s (Fig. 5c1).
The same trend can be found in the case of 10% TSC, shown inFig. 6; the agglomerates of the hydrophilic silica nanoparticles
tend to break down with increasing mixing time, but they stillremain on the surface of the PS-DVB particles and therefore theactual surface coverage is lower than the theoretical surfacecoverage in each case. The hydrophobic 12 nm silica nanoparticlesseem to be distributed more evenly and therefore the actualsurface coverage is higher, which can be confirmed visually fromthe comparison of the SEM images (i.e. Fig. 6b and c). When thequantity of the silica nanoparticles is very small (i.e. 1% TSC), sucha clear difference in the condition of agglomerates becomes verydifficult to recognise, as seen in Fig. 7, and this is particularly true
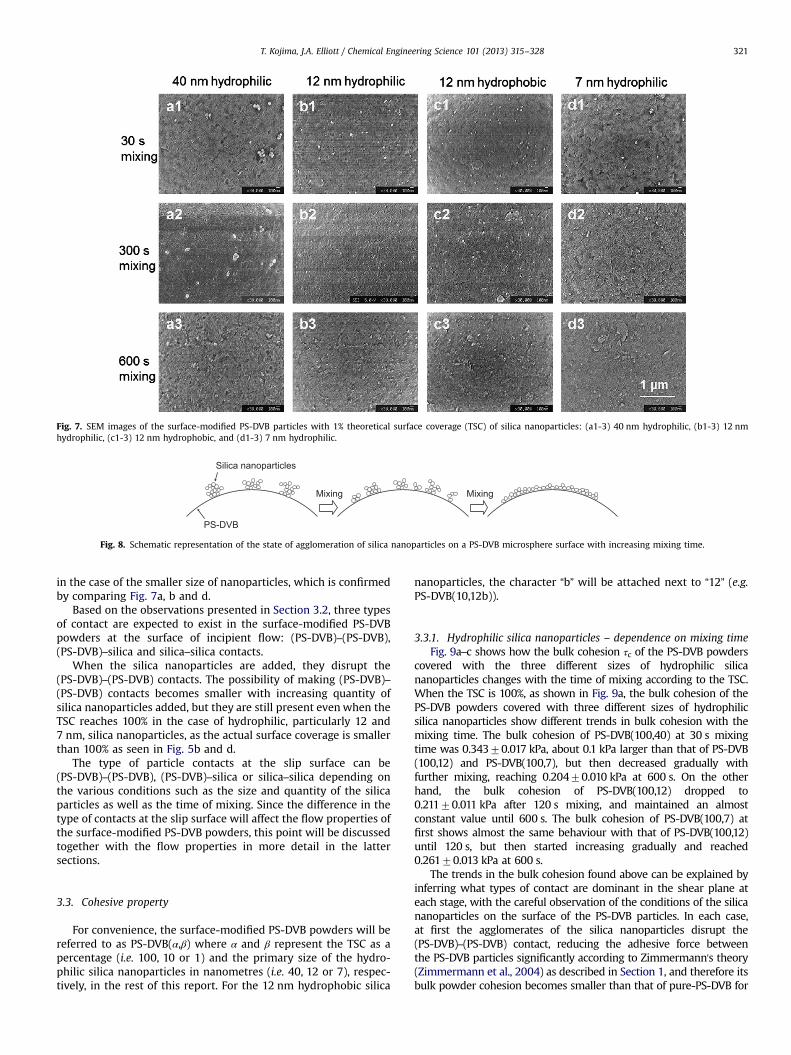
Fig. 7. SEM images of the surface-modified PS-DVB particles with 1% theoretical surface coverage (TSC) of silica nanoparticles: (a1-3) 40 nm hydrophilic, (b1-3) 12 nmhydrophilic, (c1-3) 12 nm hydrophobic, and (d1-3) 7 nm hydrophilic.
PS-DVB
Silica nanoparticles
Mixing Mixing
Fig. 8. Schematic representation of the state of agglomeration of silica nanoparticles on a PS-DVB microsphere surface with increasing mixing time.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328 321
in the case of the smaller size of nanoparticles, which is confirmedby comparing Fig. 7a, b and d.
Based on the observations presented in Section 3.2, three typesof contact are expected to exist in the surface-modified PS-DVBpowders at the surface of incipient flow: (PS-DVB)–(PS-DVB),(PS-DVB)–silica and silica–silica contacts.
When the silica nanoparticles are added, they disrupt the(PS-DVB)–(PS-DVB) contacts. The possibility of making (PS-DVB)–(PS-DVB) contacts becomes smaller with increasing quantity ofsilica nanoparticles added, but they are still present evenwhen theTSC reaches 100% in the case of hydrophilic, particularly 12 and7 nm, silica nanoparticles, as the actual surface coverage is smallerthan 100% as seen in Fig. 5b and d.
The type of particle contacts at the slip surface can be(PS-DVB)–(PS-DVB), (PS-DVB)–silica or silica–silica depending onthe various conditions such as the size and quantity of the silicaparticles as well as the time of mixing. Since the difference in thetype of contacts at the slip surface will affect the flow properties ofthe surface-modified PS-DVB powders, this point will be discussedtogether with the flow properties in more detail in the lattersections.
3.3. Cohesive property
For convenience, the surface-modified PS-DVB powders will bereferred to as PS-DVB(α,β) where α and β represent the TSC as apercentage (i.e. 100, 10 or 1) and the primary size of the hydro-philic silica nanoparticles in nanometres (i.e. 40, 12 or 7), respec-tively, in the rest of this report. For the 12 nm hydrophobic silica
nanoparticles, the character “b” will be attached next to “12” (e.g.PS-DVB(10,12b)).
3.3.1. Hydrophilic silica nanoparticles – dependence on mixing timeFig. 9a–c shows how the bulk cohesion τc of the PS-DVB powders
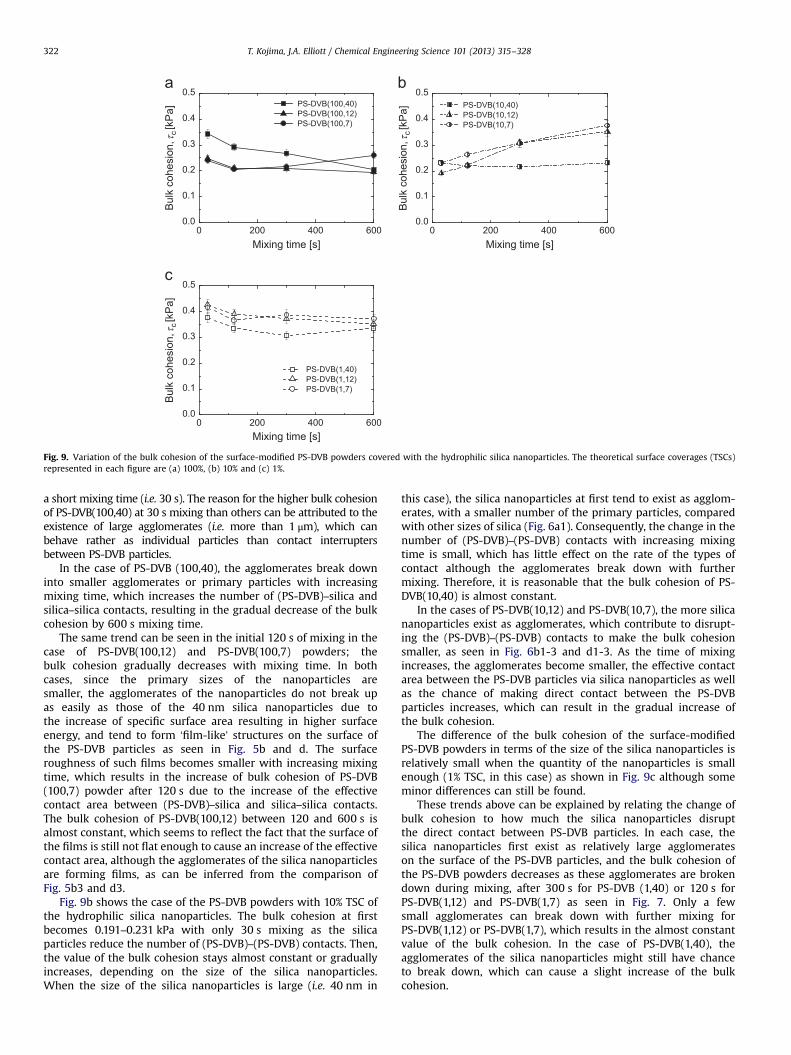
covered with the three different sizes of hydrophilic silicananoparticles changes with the time of mixing according to the TSC.When the TSC is 100%, as shown in Fig. 9a, the bulk cohesion of thePS-DVB powders covered with three different sizes of hydrophilicsilica nanoparticles show different trends in bulk cohesion with themixing time. The bulk cohesion of PS-DVB(100,40) at 30 s mixingtime was 0.34370.017 kPa, about 0.1 kPa larger than that of PS-DVB(100,12) and PS-DVB(100,7), but then decreased gradually withfurther mixing, reaching 0.20470.010 kPa at 600 s. On the otherhand, the bulk cohesion of PS-DVB(100,12) dropped to0.21170.011 kPa after 120 s mixing, and maintained an almostconstant value until 600 s. The bulk cohesion of PS-DVB(100,7) atfirst shows almost the same behaviour with that of PS-DVB(100,12)until 120 s, but then started increasing gradually and reached0.26170.013 kPa at 600 s.
The trends in the bulk cohesion found above can be explained byinferring what types of contact are dominant in the shear plane ateach stage, with the careful observation of the conditions of the silicananoparticles on the surface of the PS-DVB particles. In each case,at first the agglomerates of the silica nanoparticles disrupt the(PS-DVB)–(PS-DVB) contact, reducing the adhesive force betweenthe PS-DVB particles significantly according to Zimmermann's theory(Zimmermann et al., 2004) as described in Section 1, and therefore itsbulk powder cohesion becomes smaller than that of pure-PS-DVB for
0 200 400 6000.0
0.1
0.2
0.3
0.4
0.5
Bul
k co
hesi
on,
c [kP
a]
Mixing time [s]
PS-DVB(100,40) PS-DVB(100,12) PS-DVB(100,7)
0 200 400 6000.0
0.1
0.2
0.3
0.4
0.5 PS-DVB(10,40) PS-DVB(10,12) PS-DVB(10,7)
Mixing time [s]
0 200 400 6000.0
0.1
0.2
0.3
0.4
0.5
PS-DVB(1,40) PS-DVB(1,12) PS-DVB(1,7)
Mixing time [s]
Bul
k co
hesi
on,
c [kP
a]
Bul
k co
hesi
on,
c [kP
a]
Fig. 9. Variation of the bulk cohesion of the surface-modified PS-DVB powders covered with the hydrophilic silica nanoparticles. The theoretical surface coverages (TSCs)represented in each figure are (a) 100%, (b) 10% and (c) 1%.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328322
a short mixing time (i.e. 30 s). The reason for the higher bulk cohesionof PS-DVB(100,40) at 30 s mixing than others can be attributed to theexistence of large agglomerates (i.e. more than 1 μm), which canbehave rather as individual particles than contact interruptersbetween PS-DVB particles.
In the case of PS-DVB (100,40), the agglomerates break downinto smaller agglomerates or primary particles with increasingmixing time, which increases the number of (PS-DVB)–silica andsilica–silica contacts, resulting in the gradual decrease of the bulkcohesion by 600 s mixing time.
The same trend can be seen in the initial 120 s of mixing in thecase of PS-DVB(100,12) and PS-DVB(100,7) powders; thebulk cohesion gradually decreases with mixing time. In bothcases, since the primary sizes of the nanoparticles aresmaller, the agglomerates of the nanoparticles do not break upas easily as those of the 40 nm silica nanoparticles due tothe increase of specific surface area resulting in higher surfaceenergy, and tend to form ‘film-like’ structures on the surface ofthe PS-DVB particles as seen in Fig. 5b and d. The surfaceroughness of such films becomes smaller with increasing mixingtime, which results in the increase of bulk cohesion of PS-DVB(100,7) powder after 120 s due to the increase of the effectivecontact area between (PS-DVB)–silica and silica–silica contacts.The bulk cohesion of PS-DVB(100,12) between 120 and 600 s isalmost constant, which seems to reflect the fact that the surface ofthe films is still not flat enough to cause an increase of the effectivecontact area, although the agglomerates of the silica nanoparticlesare forming films, as can be inferred from the comparison ofFig. 5b3 and d3.
Fig. 9b shows the case of the PS-DVB powders with 10% TSC ofthe hydrophilic silica nanoparticles. The bulk cohesion at firstbecomes 0.191–0.231 kPa with only 30 s mixing as the silicaparticles reduce the number of (PS-DVB)–(PS-DVB) contacts. Then,the value of the bulk cohesion stays almost constant or graduallyincreases, depending on the size of the silica nanoparticles.When the size of the silica nanoparticles is large (i.e. 40 nm in
this case), the silica nanoparticles at first tend to exist as agglom-erates, with a smaller number of the primary particles, comparedwith other sizes of silica (Fig. 6a1). Consequently, the change in thenumber of (PS-DVB)–(PS-DVB) contacts with increasing mixingtime is small, which has little effect on the rate of the types ofcontact although the agglomerates break down with furthermixing. Therefore, it is reasonable that the bulk cohesion of PS-DVB(10,40) is almost constant.
In the cases of PS-DVB(10,12) and PS-DVB(10,7), the more silicananoparticles exist as agglomerates, which contribute to disrupt-ing the (PS-DVB)–(PS-DVB) contacts to make the bulk cohesionsmaller, as seen in Fig. 6b1-3 and d1-3. As the time of mixingincreases, the agglomerates become smaller, the effective contactarea between the PS-DVB particles via silica nanoparticles as wellas the chance of making direct contact between the PS-DVBparticles increases, which can result in the gradual increase ofthe bulk cohesion.
The difference of the bulk cohesion of the surface-modifiedPS-DVB powders in terms of the size of the silica nanoparticles isrelatively small when the quantity of the nanoparticles is smallenough (1% TSC, in this case) as shown in Fig. 9c although someminor differences can still be found.
These trends above can be explained by relating the change ofbulk cohesion to how much the silica nanoparticles disruptthe direct contact between PS-DVB particles. In each case, thesilica nanoparticles first exist as relatively large agglomerateson the surface of the PS-DVB particles, and the bulk cohesion ofthe PS-DVB powders decreases as these agglomerates are brokendown during mixing, after 300 s for PS-DVB (1,40) or 120 s forPS-DVB(1,12) and PS-DVB(1,7) as seen in Fig. 7. Only a fewsmall agglomerates can break down with further mixing forPS-DVB(1,12) or PS-DVB(1,7), which results in the almost constantvalue of the bulk cohesion. In the case of PS-DVB(1,40), theagglomerates of the silica nanoparticles might still have chanceto break down, which can cause a slight increase of the bulkcohesion.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328 323
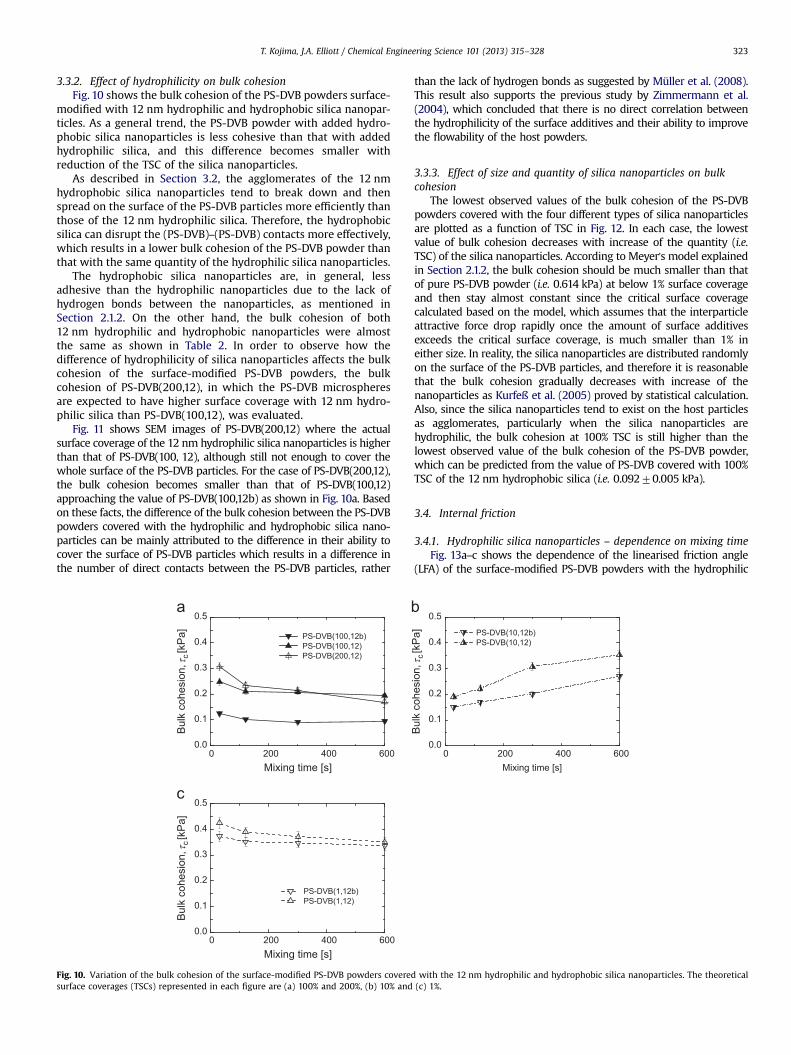
3.3.2. Effect of hydrophilicity on bulk cohesionFig. 10 shows the bulk cohesion of the PS-DVB powders surface-
modified with 12 nm hydrophilic and hydrophobic silica nanopar-ticles. As a general trend, the PS-DVB powder with added hydro-phobic silica nanoparticles is less cohesive than that with addedhydrophilic silica, and this difference becomes smaller withreduction of the TSC of the silica nanoparticles.
As described in Section 3.2, the agglomerates of the 12 nmhydrophobic silica nanoparticles tend to break down and thenspread on the surface of the PS-DVB particles more efficiently thanthose of the 12 nm hydrophilic silica. Therefore, the hydrophobicsilica can disrupt the (PS-DVB)–(PS-DVB) contacts more effectively,which results in a lower bulk cohesion of the PS-DVB powder thanthat with the same quantity of the hydrophilic silica nanoparticles.
The hydrophobic silica nanoparticles are, in general, lessadhesive than the hydrophilic nanoparticles due to the lack ofhydrogen bonds between the nanoparticles, as mentioned inSection 2.1.2. On the other hand, the bulk cohesion of both12 nm hydrophilic and hydrophobic nanoparticles were almostthe same as shown in Table 2. In order to observe how thedifference of hydrophilicity of silica nanoparticles affects the bulkcohesion of the surface-modified PS-DVB powders, the bulkcohesion of PS-DVB(200,12), in which the PS-DVB microspheresare expected to have higher surface coverage with 12 nm hydro-philic silica than PS-DVB(100,12), was evaluated.
Fig. 11 shows SEM images of PS-DVB(200,12) where the actualsurface coverage of the 12 nm hydrophilic silica nanoparticles is higherthan that of PS-DVB(100, 12), although still not enough to cover thewhole surface of the PS-DVB particles. For the case of PS-DVB(200,12),the bulk cohesion becomes smaller than that of PS-DVB(100,12)approaching the value of PS-DVB(100,12b) as shown in Fig. 10a. Basedon these facts, the difference of the bulk cohesion between the PS-DVBpowders covered with the hydrophilic and hydrophobic silica nano-particles can be mainly attributed to the difference in their ability tocover the surface of PS-DVB particles which results in a difference inthe number of direct contacts between the PS-DVB particles, rather
0 200 400 6000.0
0.1
0.2
0.3
0.4
0.5
PS-DVB(100,12b) PS-DVB(100,12) PS-DVB(200,12)
Mixing time [s]
0 200 400 6000.0
0.1
0.2
0.3
0.4
0.5
PS-DVB(1,12b) PS-DVB(1,12)
Mixing time [s]
Bul
k co
hesi
on,
c [kP
a]B
ulk
cohe
sion
, c [
kPa]
Fig. 10. Variation of the bulk cohesion of the surface-modified PS-DVB powders coveredsurface coverages (TSCs) represented in each figure are (a) 100% and 200%, (b) 10% and
than the lack of hydrogen bonds as suggested by Müller et al. (2008).This result also supports the previous study by Zimmermann et al.(2004), which concluded that there is no direct correlation betweenthe hydrophilicity of the surface additives and their ability to improvethe flowability of the host powders.
3.3.3. Effect of size and quantity of silica nanoparticles on bulkcohesion
The lowest observed values of the bulk cohesion of the PS-DVBpowders covered with the four different types of silica nanoparticlesare plotted as a function of TSC in Fig. 12. In each case, the lowestvalue of bulk cohesion decreases with increase of the quantity (i.e.TSC) of the silica nanoparticles. According to Meyer's model explainedin Section 2.1.2, the bulk cohesion should be much smaller than thatof pure PS-DVB powder (i.e. 0.614 kPa) at below 1% surface coverageand then stay almost constant since the critical surface coveragecalculated based on the model, which assumes that the interparticleattractive force drop rapidly once the amount of surface additivesexceeds the critical surface coverage, is much smaller than 1% ineither size. In reality, the silica nanoparticles are distributed randomlyon the surface of the PS-DVB particles, and therefore it is reasonablethat the bulk cohesion gradually decreases with increase of thenanoparticles as Kurfeß et al. (2005) proved by statistical calculation.Also, since the silica nanoparticles tend to exist on the host particlesas agglomerates, particularly when the silica nanoparticles arehydrophilic, the bulk cohesion at 100% TSC is still higher than thelowest observed value of the bulk cohesion of the PS-DVB powder,which can be predicted from the value of PS-DVB covered with 100%TSC of the 12 nm hydrophobic silica (i.e. 0.09270.005 kPa).
3.4. Internal friction
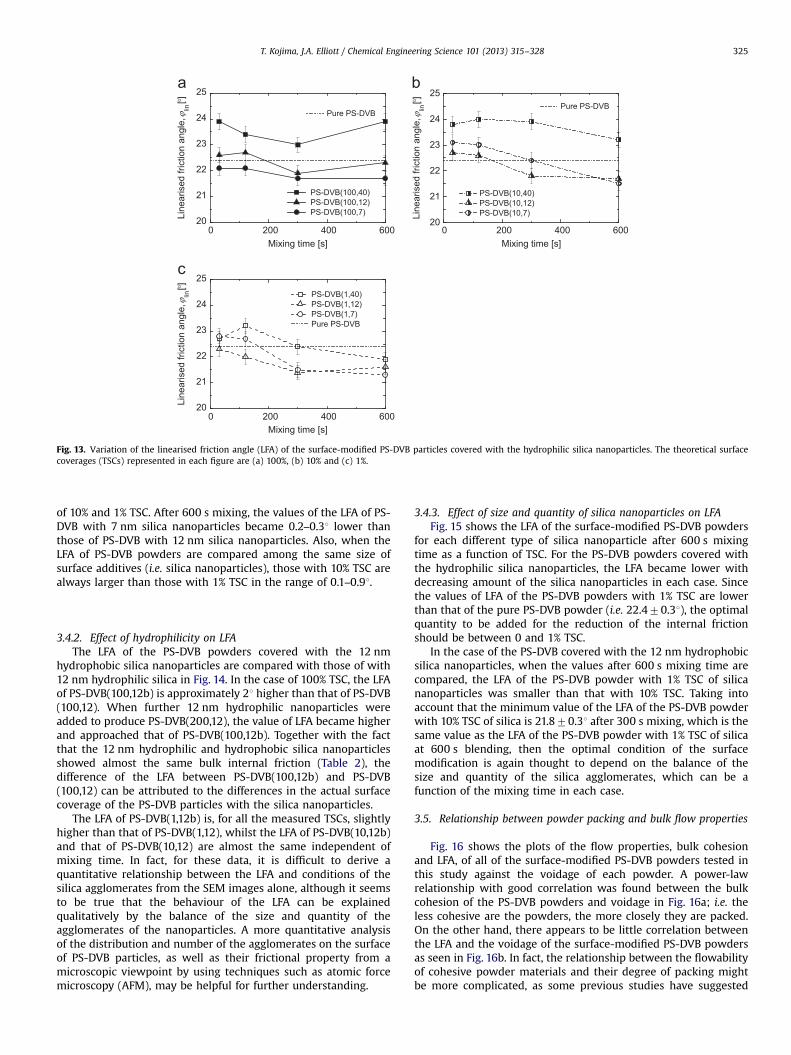
3.4.1. Hydrophilic silica nanoparticles – dependence on mixing timeFig. 13a–c shows the dependence of the linearised friction angle
(LFA) of the surface-modified PS-DVB powders with the hydrophilic
0 200 400 6000.0
0.1
0.2
0.3
0.4
0.5
PS-DVB(10,12b) PS-DVB(10,12)
Mixing time [s]
Bul
k co
hesi
on,
c [kP
a]
with the 12 nm hydrophilic and hydrophobic silica nanoparticles. The theoretical(c) 1%.
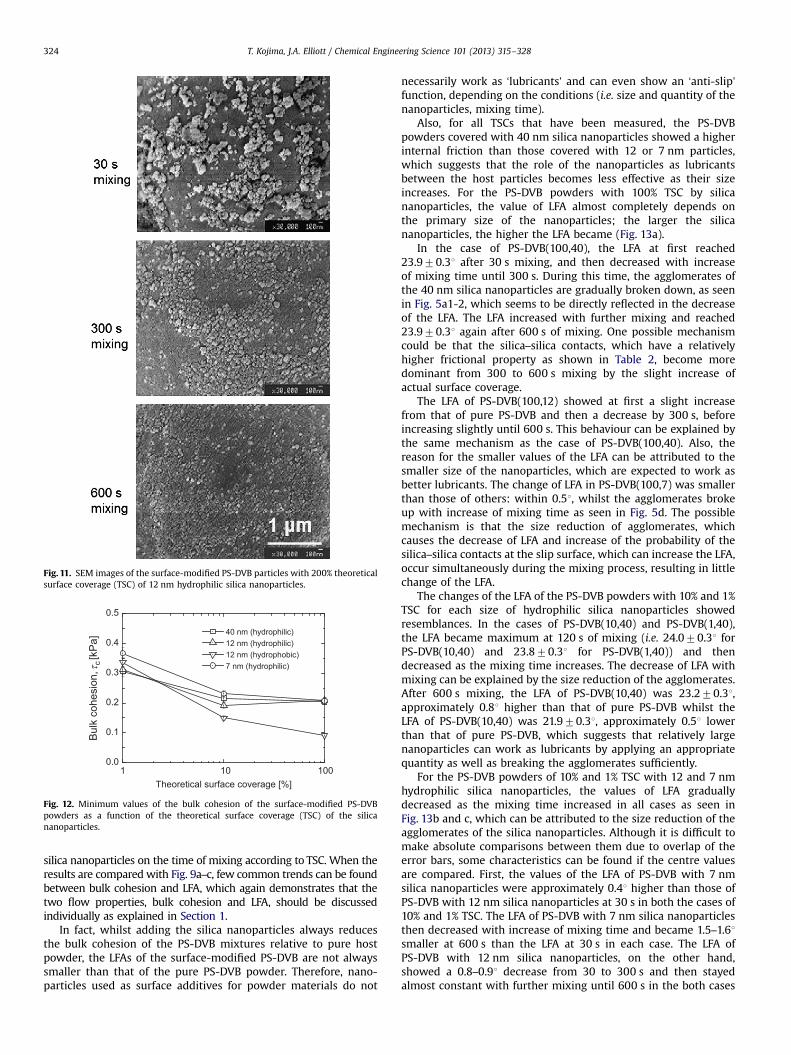
Fig. 11. SEM images of the surface-modified PS-DVB particles with 200% theoreticalsurface coverage (TSC) of 12 nm hydrophilic silica nanoparticles.
1001010.0
0.1
0.2
0.3
0.4
0.5
40 nm (hydrophilic)12 nm (hydrophilic)12 nm (hydrophobic)7 nm (hydrophilic)
Theoretical surface coverage [%]
Bul
k co
hesi
on,
c [kP
a]
Fig. 12. Minimum values of the bulk cohesion of the surface-modified PS-DVBpowders as a function of the theoretical surface coverage (TSC) of the silicananoparticles.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328324
silica nanoparticles on the time of mixing according to TSC. When theresults are compared with Fig. 9a–c, few common trends can be foundbetween bulk cohesion and LFA, which again demonstrates that thetwo flow properties, bulk cohesion and LFA, should be discussedindividually as explained in Section 1.
In fact, whilst adding the silica nanoparticles always reducesthe bulk cohesion of the PS-DVB mixtures relative to pure hostpowder, the LFAs of the surface-modified PS-DVB are not alwayssmaller than that of the pure PS-DVB powder. Therefore, nano-particles used as surface additives for powder materials do not
necessarily work as ‘lubricants’ and can even show an ‘anti-slip’function, depending on the conditions (i.e. size and quantity of thenanoparticles, mixing time).
Also, for all TSCs that have been measured, the PS-DVBpowders covered with 40 nm silica nanoparticles showed a higherinternal friction than those covered with 12 or 7 nm particles,which suggests that the role of the nanoparticles as lubricantsbetween the host particles becomes less effective as their sizeincreases. For the PS-DVB powders with 100% TSC by silicananoparticles, the value of LFA almost completely depends onthe primary size of the nanoparticles; the larger the silicananoparticles, the higher the LFA became (Fig. 13a).
In the case of PS-DVB(100,40), the LFA at first reached23.970.31 after 30 s mixing, and then decreased with increaseof mixing time until 300 s. During this time, the agglomerates ofthe 40 nm silica nanoparticles are gradually broken down, as seenin Fig. 5a1-2, which seems to be directly reflected in the decreaseof the LFA. The LFA increased with further mixing and reached23.970.31 again after 600 s of mixing. One possible mechanismcould be that the silica–silica contacts, which have a relativelyhigher frictional property as shown in Table 2, become moredominant from 300 to 600 s mixing by the slight increase ofactual surface coverage.
The LFA of PS-DVB(100,12) showed at first a slight increasefrom that of pure PS-DVB and then a decrease by 300 s, beforeincreasing slightly until 600 s. This behaviour can be explained bythe same mechanism as the case of PS-DVB(100,40). Also, thereason for the smaller values of the LFA can be attributed to thesmaller size of the nanoparticles, which are expected to work asbetter lubricants. The change of LFA in PS-DVB(100,7) was smallerthan those of others: within 0.51, whilst the agglomerates brokeup with increase of mixing time as seen in Fig. 5d. The possiblemechanism is that the size reduction of agglomerates, whichcauses the decrease of LFA and increase of the probability of thesilica–silica contacts at the slip surface, which can increase the LFA,occur simultaneously during the mixing process, resulting in littlechange of the LFA.
The changes of the LFA of the PS-DVB powders with 10% and 1%TSC for each size of hydrophilic silica nanoparticles showedresemblances. In the cases of PS-DVB(10,40) and PS-DVB(1,40),the LFA became maximum at 120 s of mixing (i.e. 24.070.31 forPS-DVB(10,40) and 23.870.31 for PS-DVB(1,40)) and thendecreased as the mixing time increases. The decrease of LFA withmixing can be explained by the size reduction of the agglomerates.After 600 s mixing, the LFA of PS-DVB(10,40) was 23.270.31,approximately 0.81 higher than that of pure PS-DVB whilst theLFA of PS-DVB(10,40) was 21.970.31, approximately 0.51 lowerthan that of pure PS-DVB, which suggests that relatively largenanoparticles can work as lubricants by applying an appropriatequantity as well as breaking the agglomerates sufficiently.
For the PS-DVB powders of 10% and 1% TSC with 12 and 7 nmhydrophilic silica nanoparticles, the values of LFA graduallydecreased as the mixing time increased in all cases as seen inFig. 13b and c, which can be attributed to the size reduction of theagglomerates of the silica nanoparticles. Although it is difficult tomake absolute comparisons between them due to overlap of theerror bars, some characteristics can be found if the centre valuesare compared. First, the values of the LFA of PS-DVB with 7 nmsilica nanoparticles were approximately 0.41 higher than those ofPS-DVB with 12 nm silica nanoparticles at 30 s in both the cases of10% and 1% TSC. The LFA of PS-DVB with 7 nm silica nanoparticlesthen decreased with increase of mixing time and became 1.5–1.61smaller at 600 s than the LFA at 30 s in each case. The LFA ofPS-DVB with 12 nm silica nanoparticles, on the other hand,showed a 0.8–0.91 decrease from 30 to 300 s and then stayedalmost constant with further mixing until 600 s in the both cases
0 200 400 60020
21
22
23
24
25
Pure PS-DVB
PS-DVB(100,40) PS-DVB(100,12) PS-DVB(100,7)Li
near
ised
fric
tion
angl
e,
lin [
]
Mixing time [s]0 200 400 600
20
21
22
23
24
25Pure PS-DVB
PS-DVB(10,40) PS-DVB(10,12) PS-DVB(10,7)
Mixing time [s]
0 200 400 60020
21
22
23
24
25
PS-DVB(1,40) PS-DVB(1,12) PS-DVB(1,7)Pure PS-DVB
Mixing time [s]
Line
aris
ed fr
ictio
n an
gle,
lin [
]
Line
aris
ed fr
ictio
n an
gle,
lin [
]
Fig. 13. Variation of the linearised friction angle (LFA) of the surface-modified PS-DVB particles covered with the hydrophilic silica nanoparticles. The theoretical surfacecoverages (TSCs) represented in each figure are (a) 100%, (b) 10% and (c) 1%.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328 325
of 10% and 1% TSC. After 600 s mixing, the values of the LFA of PS-DVB with 7 nm silica nanoparticles became 0.2–0.31 lower thanthose of PS-DVB with 12 nm silica nanoparticles. Also, when theLFA of PS-DVB powders are compared among the same size ofsurface additives (i.e. silica nanoparticles), those with 10% TSC arealways larger than those with 1% TSC in the range of 0.1–0.91.
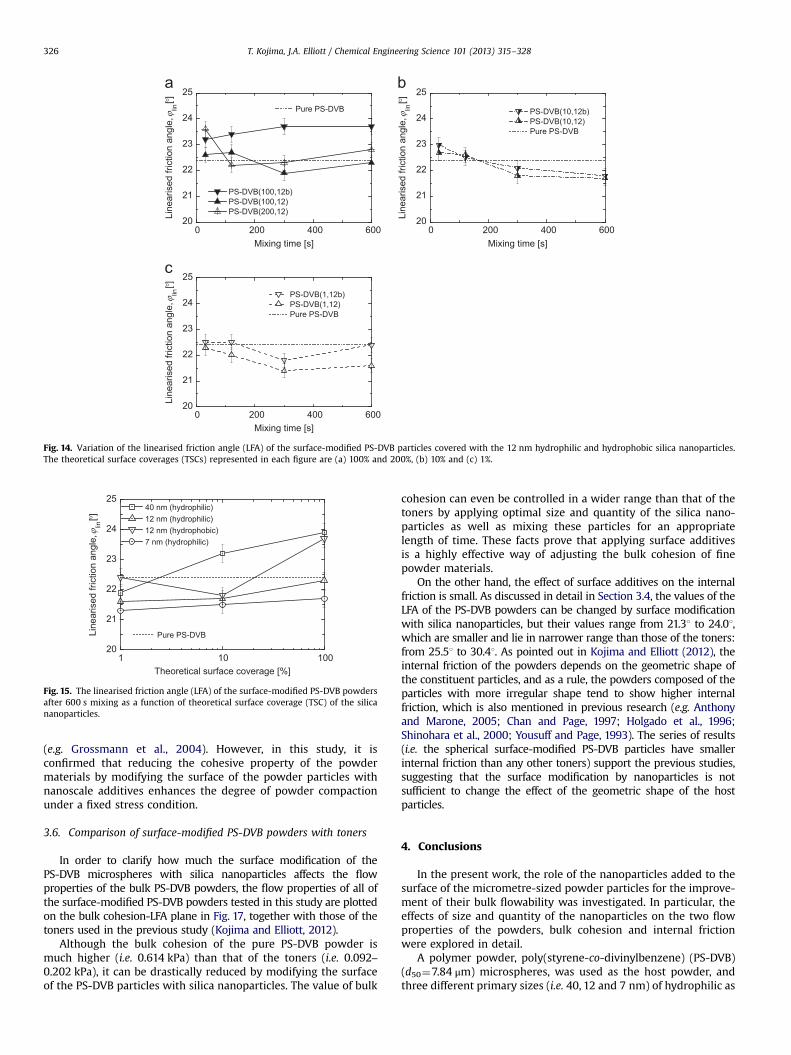
3.4.2. Effect of hydrophilicity on LFAThe LFA of the PS-DVB powders covered with the 12 nm
hydrophobic silica nanoparticles are compared with those of with12 nm hydrophilic silica in Fig. 14. In the case of 100% TSC, the LFAof PS-DVB(100,12b) is approximately 21 higher than that of PS-DVB(100,12). When further 12 nm hydrophilic nanoparticles wereadded to produce PS-DVB(200,12), the value of LFA became higherand approached that of PS-DVB(100,12b). Together with the factthat the 12 nm hydrophilic and hydrophobic silica nanoparticlesshowed almost the same bulk internal friction (Table 2), thedifference of the LFA between PS-DVB(100,12b) and PS-DVB(100,12) can be attributed to the differences in the actual surfacecoverage of the PS-DVB particles with the silica nanoparticles.
The LFA of PS-DVB(1,12b) is, for all the measured TSCs, slightlyhigher than that of PS-DVB(1,12), whilst the LFA of PS-DVB(10,12b)and that of PS-DVB(10,12) are almost the same independent ofmixing time. In fact, for these data, it is difficult to derive aquantitative relationship between the LFA and conditions of thesilica agglomerates from the SEM images alone, although it seemsto be true that the behaviour of the LFA can be explainedqualitatively by the balance of the size and quantity of theagglomerates of the nanoparticles. A more quantitative analysisof the distribution and number of the agglomerates on the surfaceof PS-DVB particles, as well as their frictional property from amicroscopic viewpoint by using techniques such as atomic forcemicroscopy (AFM), may be helpful for further understanding.
3.4.3. Effect of size and quantity of silica nanoparticles on LFAFig. 15 shows the LFA of the surface-modified PS-DVB powders
for each different type of silica nanoparticle after 600 s mixingtime as a function of TSC. For the PS-DVB powders covered withthe hydrophilic silica nanoparticles, the LFA became lower withdecreasing amount of the silica nanoparticles in each case. Sincethe values of LFA of the PS-DVB powders with 1% TSC are lowerthan that of the pure PS-DVB powder (i.e. 22.470.31), the optimalquantity to be added for the reduction of the internal frictionshould be between 0 and 1% TSC.
In the case of the PS-DVB covered with the 12 nm hydrophobicsilica nanoparticles, when the values after 600 s mixing time arecompared, the LFA of the PS-DVB powder with 1% TSC of silicananoparticles was smaller than that with 10% TSC. Taking intoaccount that the minimum value of the LFA of the PS-DVB powderwith 10% TSC of silica is 21.870.31 after 300 s mixing, which is thesame value as the LFA of the PS-DVB powder with 1% TSC of silicaat 600 s blending, then the optimal condition of the surfacemodification is again thought to depend on the balance of thesize and quantity of the silica agglomerates, which can be afunction of the mixing time in each case.
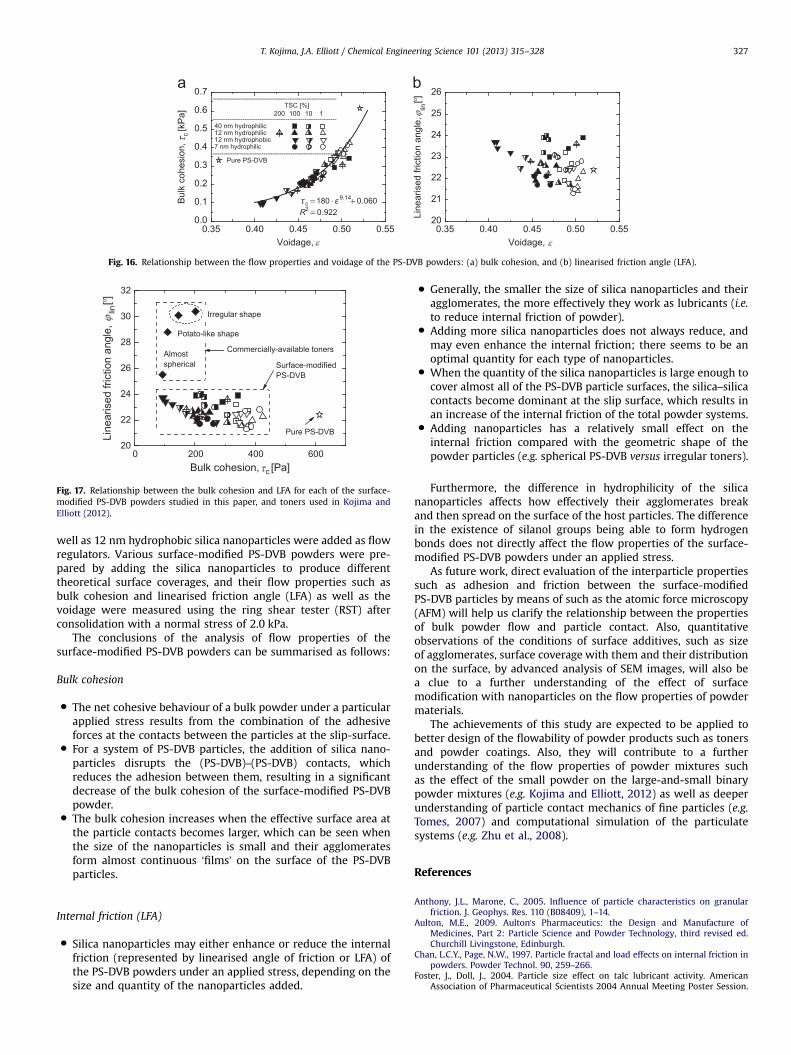
3.5. Relationship between powder packing and bulk flow properties
Fig. 16 shows the plots of the flow properties, bulk cohesionand LFA, of all of the surface-modified PS-DVB powders tested inthis study against the voidage of each powder. A power-lawrelationship with good correlation was found between the bulkcohesion of the PS-DVB powders and voidage in Fig. 16a; i.e. theless cohesive are the powders, the more closely they are packed.On the other hand, there appears to be little correlation betweenthe LFA and the voidage of the surface-modified PS-DVB powdersas seen in Fig. 16b. In fact, the relationship between the flowabilityof cohesive powder materials and their degree of packing mightbe more complicated, as some previous studies have suggested
0 200 400 60020
21
22
23
24
25
Pure PS-DVB
PS-DVB(100,12b) PS-DVB(100,12) PS-DVB(200,12)
Mixing time [s]0 200 400 600
20
21
22
23
24
25
PS-DVB(10,12b) PS-DVB(10,12)Pure PS-DVB
Mixing time [s]
0 200 400 60020
21
22
23
24
25
PS-DVB(1,12b) PS-DVB(1,12)Pure PS-DVB
Mixing time [s]
Line
aris
ed fr
ictio
n an
gle,
lin [
]Li
near
ised
fric
tion
angl
e,
lin [
]
Line
aris
ed fr
ictio
n an
gle,
lin [
]
Fig. 14. Variation of the linearised friction angle (LFA) of the surface-modified PS-DVB particles covered with the 12 nm hydrophilic and hydrophobic silica nanoparticles.The theoretical surface coverages (TSCs) represented in each figure are (a) 100% and 200%, (b) 10% and (c) 1%.
10010120
21
22
23
24
2540 nm (hydrophilic)12 nm (hydrophilic)12 nm (hydrophobic)7 nm (hydrophilic)
Pure PS-DVB
Theoretical surface coverage [%]
Line
aris
ed fr
ictio
n an
gle,
lin [
]
Fig. 15. The linearised friction angle (LFA) of the surface-modified PS-DVB powdersafter 600 s mixing as a function of theoretical surface coverage (TSC) of the silicananoparticles.
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328326
(e.g. Grossmann et al., 2004). However, in this study, it isconfirmed that reducing the cohesive property of the powdermaterials by modifying the surface of the powder particles withnanoscale additives enhances the degree of powder compactionunder a fixed stress condition.
3.6. Comparison of surface-modified PS-DVB powders with toners
In order to clarify how much the surface modification of thePS-DVB microspheres with silica nanoparticles affects the flowproperties of the bulk PS-DVB powders, the flow properties of all ofthe surface-modified PS-DVB powders tested in this study are plottedon the bulk cohesion-LFA plane in Fig. 17, together with those of thetoners used in the previous study (Kojima and Elliott, 2012).
Although the bulk cohesion of the pure PS-DVB powder ismuch higher (i.e. 0.614 kPa) than that of the toners (i.e. 0.092–0.202 kPa), it can be drastically reduced by modifying the surfaceof the PS-DVB particles with silica nanoparticles. The value of bulk
cohesion can even be controlled in a wider range than that of thetoners by applying optimal size and quantity of the silica nano-particles as well as mixing these particles for an appropriatelength of time. These facts prove that applying surface additivesis a highly effective way of adjusting the bulk cohesion of finepowder materials.
On the other hand, the effect of surface additives on the internalfriction is small. As discussed in detail in Section 3.4, the values of theLFA of the PS-DVB powders can be changed by surface modificationwith silica nanoparticles, but their values range from 21.31 to 24.01,which are smaller and lie in narrower range than those of the toners:from 25.51 to 30.41. As pointed out in Kojima and Elliott (2012), theinternal friction of the powders depends on the geometric shape ofthe constituent particles, and as a rule, the powders composed of theparticles with more irregular shape tend to show higher internalfriction, which is also mentioned in previous research (e.g. Anthonyand Marone, 2005; Chan and Page, 1997; Holgado et al., 1996;Shinohara et al., 2000; Yousuff and Page, 1993). The series of results(i.e. the spherical surface-modified PS-DVB particles have smallerinternal friction than any other toners) support the previous studies,suggesting that the surface modification by nanoparticles is notsufficient to change the effect of the geometric shape of the hostparticles.
4. Conclusions
In the present work, the role of the nanoparticles added to thesurface of the micrometre-sized powder particles for the improve-ment of their bulk flowability was investigated. In particular, theeffects of size and quantity of the nanoparticles on the two flowproperties of the powders, bulk cohesion and internal frictionwere explored in detail.
A polymer powder, poly(styrene-co-divinylbenzene) (PS-DVB)(d50¼7.84 μm) microspheres, was used as the host powder, andthree different primary sizes (i.e. 40, 12 and 7 nm) of hydrophilic as
0 200 400 60020
22
24
26
28
30
32
Commercially-available toners
Surface-modified PS-DVB
Line
aris
ed fr
ictio
n an
gle,
lin [
]
Pure PS-DVB
Potato-like shape
Almost spherical
Irregular shape
Bulk cohesion, c [Pa]
Fig. 17. Relationship between the bulk cohesion and LFA for each of the surface-modified PS-DVB powders studied in this paper, and toners used in Kojima andElliott (2012).
0.35 0.40 0.45 0.50 0.5520
21
22
23
24
25
26
Voidage,0.35 0.40 0.45 0.50 0.55
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
060.0180 9.14c
----------------------------------------------------------TSC [%]
200 100 10 1---------------------------------------------------------- 40 nm hydrophilic 12 nm hydrophilic 12 nm hydrophobic 7 nm hydrophilic ----------------------------------------------------------
Pure PS-DVB
Voidage,
922.02R
Bul
k co
hesi
on,
c [kP
a]
Line
aris
ed fr
ictio
n an
gle,
lin [
]
Fig. 16. Relationship between the flow properties and voidage of the PS-DVB powders: (a) bulk cohesion, and (b) linearised friction angle (LFA).
T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328 327
well as 12 nm hydrophobic silica nanoparticles were added as flowregulators. Various surface-modified PS-DVB powders were pre-pared by adding the silica nanoparticles to produce differenttheoretical surface coverages, and their flow properties such asbulk cohesion and linearised friction angle (LFA) as well as thevoidage were measured using the ring shear tester (RST) afterconsolidation with a normal stress of 2.0 kPa.
The conclusions of the analysis of flow properties of thesurface-modified PS-DVB powders can be summarised as follows:
Bulk cohesion
�
The net cohesive behaviour of a bulk powder under a particularapplied stress results from the combination of the adhesiveforces at the contacts between the particles at the slip-surface.�
For a system of PS-DVB particles, the addition of silica nano-particles disrupts the (PS-DVB)–(PS-DVB) contacts, whichreduces the adhesion between them, resulting in a significantdecrease of the bulk cohesion of the surface-modified PS-DVBpowder.�
The bulk cohesion increases when the effective surface area atthe particle contacts becomes larger, which can be seen whenthe size of the nanoparticles is small and their agglomeratesform almost continuous ‘films’ on the surface of the PS-DVBparticles.Internal friction (LFA)
�
Silica nanoparticles may either enhance or reduce the internalfriction (represented by linearised angle of friction or LFA) ofthe PS-DVB powders under an applied stress, depending on thesize and quantity of the nanoparticles added.�
Generally, the smaller the size of silica nanoparticles and theiragglomerates, the more effectively they work as lubricants (i.e.to reduce internal friction of powder).�
Adding more silica nanoparticles does not always reduce, andmay even enhance the internal friction; there seems to be anoptimal quantity for each type of nanoparticles.�
When the quantity of the silica nanoparticles is large enough tocover almost all of the PS-DVB particle surfaces, the silica–silicacontacts become dominant at the slip surface, which results inan increase of the internal friction of the total powder systems.�
Adding nanoparticles has a relatively small effect on theinternal friction compared with the geometric shape of thepowder particles (e.g. spherical PS-DVB versus irregular toners).Furthermore, the difference in hydrophilicity of the silicananoparticles affects how effectively their agglomerates breakand then spread on the surface of the host particles. The differencein the existence of silanol groups being able to form hydrogenbonds does not directly affect the flow properties of the surface-modified PS-DVB powders under an applied stress.
As future work, direct evaluation of the interparticle propertiessuch as adhesion and friction between the surface-modifiedPS-DVB particles by means of such as the atomic force microscopy(AFM) will help us clarify the relationship between the propertiesof bulk powder flow and particle contact. Also, quantitativeobservations of the conditions of surface additives, such as sizeof agglomerates, surface coverage with them and their distributionon the surface, by advanced analysis of SEM images, will also bea clue to a further understanding of the effect of surfacemodification with nanoparticles on the flow properties of powdermaterials.
The achievements of this study are expected to be applied tobetter design of the flowability of powder products such as tonersand powder coatings. Also, they will contribute to a furtherunderstanding of the flow properties of powder mixtures suchas the effect of the small powder on the large-and-small binarypowder mixtures (e.g. Kojima and Elliott, 2012) as well as deeperunderstanding of particle contact mechanics of fine particles (e.g.Tomes, 2007) and computational simulation of the particulatesystems (e.g. Zhu et al., 2008).
References
Anthony, J.L., Marone, C., 2005. Influence of particle characteristics on granularfriction. J. Geophys. Res. 110 (B08409), 1–14.
Aulton, M.E., 2009. Aulton's Pharmaceutics: the Design and Manufacture ofMedicines, Part 2: Particle Science and Powder Technology, third revised ed.Churchill Livingstone, Edinburgh.
Chan, L.C.Y., Page, N.W., 1997. Particle fractal and load effects on internal friction inpowders. Powder Technol. 90, 259–266.
Foster, J., Doll, J., 2004. Particle size effect on talc lubricant activity. AmericanAssociation of Pharmaceutical Scientists 2004 Annual Meeting Poster Session.

T. Kojima, J.A. Elliott / Chemical Engineering Science 101 (2013) 315–328328
Available from: ⟨http://www.mineralstech.com/fileadmin/user_upload/smi/Publications/S-HO-AT-PB-52.pdf⟩ (accessed 01.03.13.).
Grossmann, L., Tomas, J., Csőke, B., 2004. Compressibility and flow properties of acohesive limestone powder in a medium pressure range. Granular Matter 6,103–109.
Holgado, M.A., Fernández-Mervás, M.J., Alvarez-Fuentes, J., Vela, M.T., Rabesco, A.M.,Fini, A., 1996. Characterization of modified paracetamol by means of SEM andfractal analysis. Int. J. Pharm. 142, 143–151.
Israelachvili, J., 2008. Intermolecular and Surface Forces, third ed. Academic Press,London, New York.
Jenike, A.W., 1964. Storage and flow of solids. Bulletin No. 123, EngineeringExperiment Station. University of Utah, Salt Lake City.
Kojima, T., Elliott, J.A., 2012. Incipient flow properties of two-component finepowder systems and their relationships with bulk density and particle contacts.Powder Technol. 228, 359–370.
Kono, H.O., Huang, C.C., Xi, M., 1990. Function and mechanism of flow conditionersunder various loading pressure conditions in bulk powders. Powder Technol.63, 81–86.
Kurfeß, D., Hinrichsen, H., Zimmermann, I., 2005. Statistical model of the powderflow regulation by nanomaterials. Powder Technol. 159, 63–70.
Mei, R., Shang, H., Klausner, J.F., Kallman, E., 1997. A contact model for the effect ofparticle coating on improving the flowability of cohesive powders. KONAPowder Part. J. 15, 132–141.
Meyer, K., 2003. Nanomaterialien als Fließregulierungsmittel (Ph.D. thesis). Julius-Maximilians-Universität Würzburg.
Meyer, K., Zimmermann, I., 2004. Effect of glidants in binary powder mixtures.Powder Technol. 139, 40–54.
Misev, T.A., 1991. Powder Coatings: Chemistry and Technology. John Wiley & Sons,Chichester.
Müller, A.-K., Ruppel, J., Drexel, C.-P., Zimmermann, I., 2008. Precipitated silica asflow regulator. Eur. J. Pharm. Sci. 34, 303–308.
Nedderman, R.M., 1993. Statics and Kinematics of Granular Materials. CambridgeUniversity Press, Cambridge.
Odeku, O.A., Weber, S., Zimmermann, I., 2011. Efficiency of nanoscaled flowregulators. Chem. Eng. Technol. 34, 69–74.
Podczeck, F., Miah, Y., 1996. The influence of particle size and shape on the angle ofinternal friction and flow factor of unlubricated and lubricated powders. Int. J.Pharm. 144, 187–194.
Quintanilla, M.A.S., Castellanos, A., Valverde, J.M., 2001. Correlation between bulkstresses and interparticle contact forces in fine powders. Phys. Rev. E 64(031301), 1–9.
Rhodes, M., 2008. Introduction to Particle Technology, second ed. John Wiley &Sons Ltd, West Sussex.
Schein, L.B., 1992. Electrophotography and Development Physics, second revised ed.Springer, New York.
Schulze, D., 2008. Powder and Bulk Solids: Behavior, Characterization, Storage andFlow. Spring-Verlag, Heidelberg.
Schweiger, A., Zimmermann, I., 1999. A new approach for the measurement of thetensile strength of powders. Powder Technol. 101, 7–15.
Shinohara, K., Oida, M., Goldman, B., 2000. Effect of particle shape on angle ofinternal friction by triaxial compression test. Powder Technol. 107, 131–136.
Tanaka, M., Komagata, M., Tsukada, M., Kamiya, H., 2008. Fractal analysis of theinfluence of surface roughness of toner particles on their flow properties andadhesion behaviour. Powder Technol. 186, 1–8.
Tomas, J., 2007. Adhesion of ultrafine particles – a micromechanical approach.Chem. Eng. Sci. 62, 1997–2010.
Tomas, J., 2004. Product design of cohesive powders – mechanical properties,compression and flow behaviour. Chem. Eng. Technol. 27, 605–618.
Tomas, J., Kleinschmidt, S., 2009. Improvement of flowability of fine cohesivepowders by flow additives. Chem. Eng. Technol. 32, 1470–1483.
Utermann, S., Aurin, P., Benderoth, M., Fischer, C., Schröter, M., 2001. Tailoring thefrictional properties of granular media. Phys. Rev. E 84 (031306), 1–9.
Valverde, J.M., Ramos, A., Castellanos, A., Watson, P.K., 1998. The tensile strength ofcohesive powders and its relationship to consolidation, free volume andcohesivity. Powder Technol. 97, 237–245.
Veregin, R.P.N., Bartha, R., 2001. A quantitative cohesive force mechanism forpowder flow: the role of metal oxide surface additives in xerographic toner. J.Imaging Sci. Technol. 45, 571–578.
Yang, J., Silva, A., Banerjee, A., Dave, R.N., Pfeffer, R., 2005. Dry particle coating forimproving the flowability of cohesive powders. Powder Technol. 158, 21–33.
Yousuff, M., Page, N.W., 1993. Particle material, morphology and load effects oninternal friction in powders. Powder Technol. 76, 155–164.
Zimmermann, I., Eber, M., Meyer, K., 2004. Nanomaterials as flow regulators in drypowders. Z. Phys. Chem. 218, 51–102.
Zhu, H.P., Zhou, R.Y., Yu, A.B., 2008. Discrete particle simulation of particulatesystems: a review of major applications and findings. Chem. Eng. Sci. 63,5728–5770.





























