-
7/27/2019 Chapter 4 - Supply Chain Operations
1/75
-
7/27/2019 Chapter 4 - Supply Chain Operations
2/75
1. Plan: This refers to all the operations needed to planand
organize the operations in the other threecategories
2. Source:Operations included to acquire the inputs tocreate
goods and services to meet planned or actualdemand.
3. Make: transforming goods and services to a finishedstate to
meet demand.
4. Deliver:managing orders, transportation, and
distribution to provide the goods and services.
-
7/27/2019 Chapter 4 - Supply Chain Operations
3/75
-
7/27/2019 Chapter 4 - Supply Chain Operations
4/75
Role of Forecasting
in a Supply Chain The basis for all strategic and planning
decisions in a supply
chain
Used for both push and pull processes
Examples:
Production: scheduling, inventory, aggregate planning
Marketing: sales force allocation, promotions, newproduction
introduction
Finance: plant/equipment investment, budgetaryplanning
Personnel: workforce planning, hiring, layoffs
All of these decisions are interrelated
-
7/27/2019 Chapter 4 - Supply Chain Operations
5/75
All forecasts deal with four major variables that combine
todetermine what market conditions will be like. These
variables are:
1. Demand : refers to the overall market demand for agroup of
relatedproducts or services in aparticular time.Impact of Market
growth rate on demand?Demand patterns-- Seasonal demand
-
7/27/2019 Chapter 4 - Supply Chain Operations
6/75
2. Supply : Supply is determined by the number ofproducers of a
product and by the lead timesthat areassociated with a
productSupply chain forecasts must cover a time period that
encompasses the combined lead times of all thecomponents that go
into the creation of a final product
3. Product Characteristics: include the features of a
product
that influence customer demand for the product
4. Competitive Environment: refers to the actions of acompany
and its competitors
-
7/27/2019 Chapter 4 - Supply Chain Operations
7/75
Chase Strategy Production rate is synchronized with demand by
varying
machine capacity or hiring and laying off workers as thedemand
rate varies
However, in practice, it is often difficult to vary capacityand
workforce on short notice
Expensive if cost of varying capacity is high
Negative effect on workforce morale
Results in low levels of inventory Should be used when inventory
holding costs are high
and costs of changing capacity are low
Works well for make-to-order firms
-
7/27/2019 Chapter 4 - Supply Chain Operations
8/75
Level Strategy Maintain stable machine capacity and workforce
levels with a
constant output rate
Shortages and surpluses result in fluctuations in
inventorylevels over time
Inventories that are built up in anticipation of future demandor
backlogs are carried over from high to low demand periods
Better for worker morale
Large inventories and backlogs may accumulate
Should be used when inventory holding and backlog costs
arerelatively low
Works well for make-to-stockmanufacturing firms
-
7/27/2019 Chapter 4 - Supply Chain Operations
9/75
Time Flexibility Strategy Can be used if there is excess machine
capacity
Workforce is kept stable, but the number of hoursworked is
varied over time to synchronize production anddemand
Can use overtime or a flexible work schedule
Requires flexible workforce, but avoids morale problemsof the
chase strategy
Low levels of inventory, lower utilization
Should be used when inventory holding costs are highand capacity
is relatively inexpensive
-
7/27/2019 Chapter 4 - Supply Chain Operations
10/75
The Extremes
Level
Strategy
Chase
Strategy
Production
equals
demand
Production rate
is constant
-
7/27/2019 Chapter 4 - Supply Chain Operations
11/75
Time-phased plan specifyinghow manyand whenthe firm plans to
build each end item
Aggregate Plan(product groups)
MPS(specific items)
-
7/27/2019 Chapter 4 - Supply Chain Operations
12/75
What is Master Production
Scheduling?
Start with Aggregate plan
Disaggregates Converts into specific schedule for each end
item
-
7/27/2019 Chapter 4 - Supply Chain Operations
13/75
Furniture Mfg Co Ltd.
Produces 3-types of woodenchairs
Ladder-back chair
Kitchen chair
Desk chair
-
7/27/2019 Chapter 4 - Supply Chain Operations
14/75
Master Production Schedule
200
Ladder-back chair
Kitchen chair
Desk chair
1 2
April May
670
3 4 5 6 7 8
200
150
120
200
150
200
120
Aggregateproduction planfor chair family
670
-
7/27/2019 Chapter 4 - Supply Chain Operations
15/75
Master Production Scheduling
-
7/27/2019 Chapter 4 - Supply Chain Operations
16/75
1 2 3 4 5 6 7 8 9 10 11 12Forecast 10 10 10 10 10 10 10 10 10 10
10 10
Available (End) 5 5 5 5 5 5 5 5 5 5 5 5
MPS 10 10 10 10 10 10 10 10 10 10 10 10
On hand (start) 5 5 5 5 5 5 5 5 5 5 5 5
level production plan
Kitchen Chairs MPS
-
7/27/2019 Chapter 4 - Supply Chain Operations
17/75
1 2 3 4 5 6 7 8 9 10 11 12Forecast 5 5 5 5 5 5 15 15 15 15 15
15
Available (End) 25 30 35 40 45 50 45 40 35 30 25 25
MPS 10 10 10 10 10 10 10 10 10 10 10 10
On hand (start) 20 25 30 35 40 45 50 45 40 35 30 25
Different sales forecast Same total: 120 units, starts lower,
goes higher
Level production plan
Kitchen Chairs MPS
-
7/27/2019 Chapter 4 - Supply Chain Operations
18/75
1 2 3 4 5 6 7 8 9 10 11 12Forecast 5 5 5 5 5 5 15 15 15 15 15
15
Available (End) 0 0 0 0 0 0 0 0 0 0 0 0
MPS 5 5 5 5 5 5 15 15 15 15 15 15
On hand (start) 0 0 0 0 0 0 0 0 0 0 0 0
Same demand as Fig 2Production adjusts to meet demandChase
production strategy
Kitchen Chairs MPS
-
7/27/2019 Chapter 4 - Supply Chain Operations
19/75
1 2 3 4 5 6 7 8 9 10 11 12Forecast 5 5 5 5 5 5 15 15 15 15 15
5
Available (End) 15 10 5 30 25 20 5 20 5 20 5 15
MPS 0 0 0 30 0 0 0 30 0 30 0 0
On hand (start) 20 15 10 5 30 25 20 5 20 5 20 5
Lot size of 30 units
Produce if projected balance falls below 5 unitsExtra on-hand
inventory is cycle stock5 unit trigger is safety stock
Kitchen Chairs MPS
-
7/27/2019 Chapter 4 - Supply Chain Operations
20/75
24
Materials Requirement Planning
MRP-A computer-based materials management system. Thematerials
requirement plan calculates the exact quantities, needdates, &
planned order releases for components & raw materialsrequired
to manufacture the final products listed on MPS.
MRP requires:
The independent demand information. Parent-component
relationships from the bill of
materials.
Inventory status of the final product & all of
thecomponents.
Planned order releases (output of the MRP system)
-
7/27/2019 Chapter 4 - Supply Chain Operations
21/75
What operations Manager should know in the MRP
model?
Effective use of MRP requires that the operations managerknow
:
1. Master Production Schedule (what is to be made and when)
2. Specifications or bill-of-material (how to make the
product)
3. Inventory availability (what is in stock)
4. Purchase orders outstanding (what is on order), and
5. Lead times (how long it takes to make or get various
components)
-
7/27/2019 Chapter 4 - Supply Chain Operations
22/75
Bill of Materials
List of components & quantities needed
to make product
Provides product structure (tree)
Parents: Items above given levelChildren: Items below given
level
-
7/27/2019 Chapter 4 - Supply Chain Operations
23/75
Bill of Materials
Seat cushion
Seat-frame
boards
Front
legs ALadder-back
chair
Back
legs
Leg supports
Back slats
-
7/27/2019 Chapter 4 - Supply Chain Operations
24/75
Bill of Materials
Back slats Seat cushion
Seat-frame
boards
Leg supports
FrontlegsBacklegs A
Ladder-back
chairJ (4)Seat-frame
boards
C (1)
Seat
subassembly
D (2)
Front
legs
B (1)
Ladder-back
subassembly
E (4)
Leg
supports
ALadder-back
chair
I (1)
Seat
cushion
H (1)
Seat
frame
G (4)
Back
slats
F (2)
Back
legs
-
7/27/2019 Chapter 4 - Supply Chain Operations
25/75
Dependent vs. Independent Demand
Demand for chairs
A finished product
Demand for front legs (Independent)
A component or subassembly
Dependson the demand for chairs (parent)
-
7/27/2019 Chapter 4 - Supply Chain Operations
26/75
Materials WithIndependent Demand
Materials WithDependent Demand
DemandSource
Company Customers Parent Items
MaterialType
Finished Goods WIP & Raw Materials
Method ofEstimatingDemand
Forecast & BookedCustomer Orders
Calculated
Planning
Method
EOQ & POQ MRP
R i f Eff i U f D d
-
7/27/2019 Chapter 4 - Supply Chain Operations
27/75
Requirements for Effective Use of Dependent
Demand Inventory Models-MRP
master production schedule
specifications or bills-of-material
inventory availability
purchase orders outstanding
lead times
You might add to this list that the operations manager must
know
that inventory records, bill-of-materials, etc., are
accurate.
-
7/27/2019 Chapter 4 - Supply Chain Operations
28/75
Lead-Time Elements
Queue
time waiting before operation begins
Setup
time getting ready for operation Run
time performing operation
Wait
time waiting after operation ends Move
time physically moving between operations
-
7/27/2019 Chapter 4 - Supply Chain Operations
29/75
Cooperstown Cars, Inc.
Produces toy cars
Body
Wheel Assembly (2)
Axles (2)
Wheels (4)
Toy Car
WheelAssembly(2)
Body
Axle (1) Wheels (2)
Bill of Materials for Toy Car
-
7/27/2019 Chapter 4 - Supply Chain Operations
30/75
Cooperstown Cars, Inc.
- Each componenthas a known
lead time
Toy Car
LT = 1
WheelAssembly(2)
LT = 1
Body
LT = 2
Axle (1)
LT = 2
Wheels (2)
LT = 1
Bill of Materials for Toy Car
-
7/27/2019 Chapter 4 - Supply Chain Operations
31/75
Cooperstown Cars, Inc.
Demand for Toy Car in June 8 is 100
Schedule production for: Toy car assembly
Wheel assembly
Body
Axle Wheels
-
7/27/2019 Chapter 4 - Supply Chain Operations
32/75
1 2 3 4 5 6 7
Wheel assembly Gross requirements 160
Scheduled receiptsProjected on-hand |10 10 10 10 10 10 10 10
Planned order receipts 150
Planned order releases 150
Wheels Gross requirements 300
Scheduled receiptsProjected on-hand | 30 30 30 30 30 30 30
Planned order receipts 270
Planned order releases 270
Net Requirements Plan
DAY+A9
-
7/27/2019 Chapter 4 - Supply Chain Operations
33/75
MRP Matrix
-
7/27/2019 Chapter 4 - Supply Chain Operations
34/75
Materials Requirement Planning- Cont.
Terms used in Materials Requirement Planning
1. Parent: Item generating the demand for lower-level
components.2. Components: parts demanded by a parent.
3. Gross requirement:A time-phased requirement prior to netting
outon-hand inventory & the lead-time consideration.
4. Net requirement: The unsatisfied item requirement for a
specific timeperiod. Gross requirement for that period minus the
current on-handinventory.
5. Scheduled receipt: A committed order awaiting delivery for a
specific
period.6. Projected on-hand inventory: Projected closing
inventory at the end
of the period. Beginning inventory minus the gross requirement,
plusthe scheduled receipt & planned receipt & planned
receipt fromplanned order releases.
7. Planned order release: Specific order to be released to the
shop or to the supplier.
-
7/27/2019 Chapter 4 - Supply Chain Operations
35/75
39
Materials Requirement Planning- Cont.
Terms used in Materials Requirement Planning- Cont.
8. Time bucket: Time period used on the MRP. Days or weeks.9.
Explosion:The process of converting a parent items planned
order releases into component gross requirements.
10. Planning factor: Number of components needed to produce
a
unit of the parent item.11. Pegging: Relates gross requirements
for a part to the planned
order releases the reverse of the explosion process.
12. Low-level coding: assigns the lowest level on the bill
of
materials to all common components to avoid duplicate
MRPcomputations.
13. Lot size:The order size for MRP logic
14. Safety Stock: Protects against uncertainties in demand
supply,quality, & lead time.
-
7/27/2019 Chapter 4 - Supply Chain Operations
36/75
Planning
ReportsPerformance
Reports
Changes to
Planned Orders
Planned Order
Schedule
Orders /
Forecast of
Service
Parts
Master
Production
Schedule
Bills of
Material File
MRP System
Inputs MRP Computer Program Outputs
Inventory
Status File
Inventory
TransactionsData
Exception
Reports
Primary
Outputs
Secondary
Outputs
ELEMENTS OF MRP
-
7/27/2019 Chapter 4 - Supply Chain Operations
37/75
BENEFITS AND COSTS OF MRP
Potential Benefits:
Lower inventories. The ability to plan ahead and the
flexibilityto reschedule rather than maintain large safety stocks
allowssignificant reduction in inventory levels.
Improved customer service. Late orders and stock-outs is
reduced. Reduced overtime and idle timethe result of smoother
and
better planned production.
Improved response to market demands.
Ability to modify the master schedule and respond
tounanticipated changes in demand.
Reduced subcontracting and purchasing cost.
The largest cost of any MRP system is the cost of installing
the MRP system (computer system)
-
7/27/2019 Chapter 4 - Supply Chain Operations
38/75
Capacity Requirement
Planning
-
7/27/2019 Chapter 4 - Supply Chain Operations
39/75
Capacity Requirements
Planning (CRP) Capacity requirements planning is a computerized
tool
that is used to determine the available and requiredcapacity to
help alleviate bottlenecks and to helpidentify potential problems
before they occur
Creates a load profile Identifies under-loads and over-loads
Inputs
Planned order releases Routing file Open orders file
-
7/27/2019 Chapter 4 - Supply Chain Operations
40/75
Defining Capacity
Capacity is the amount of work that can be done in aperiod of
time
Capacity = Available time x Utilization x Efficiency
Actual Hours ChargedUtilization =
Scheduled Available Hours
-
7/27/2019 Chapter 4 - Supply Chain Operations
41/75
CRP
MRP plannedorder
releases
Routingfile
Capacityrequirements
planning
Openorders
file
Load profile foreach machine center
-
7/27/2019 Chapter 4 - Supply Chain Operations
42/75
What is a load?
Load refers to the standard hours of workassigned to a
facility.
A load is identified as the standard hours of work assigned to
afacility. The load needs to be determined to calculate a
loadpercent.
-
7/27/2019 Chapter 4 - Supply Chain Operations
43/75
What Is Load Percent?
Load percent is the ratio of load to capacity.
LoadLoad percent = x 100
Capacity Russell and Taylor
When you know the load and capacity, you can find the load
percent bydividing the load by the capacity and multiplying by 100.
A load percentof 100 or less can be accomplished by the work
center. If the loadpercent is greater than 100, adjustments would
need to be made.
Load % Example
-
7/27/2019 Chapter 4 - Supply Chain Operations
44/75
Load % Example
A local road construction company needs to develop
engineeringspecifications prior to doing any pre-surfacing
preparation. The
company has been awarded the bid on four projects. They have
oneengineer. It takes 4 hours per mile to develop the
engineeringspecifications. The first project is 30 miles long and
must be startedby March 15th to complete on schedule. The second
project is 20miles long and must be started by April 1st. The third
project is 5
miles long and must be started by May 1st. The fourth project is
15miles long and must be started by May 23rd. It is now February
15th.
The engineer works a 40 hours week and is very experienced so
heoperates at 100% efficiency. Assume one project can not be
starteduntil the previous project is completed. Does the engineer
haveenough time to accomplish the specifications on time?
This is an example of how CRP would be used in a road
construction company todetermine if it is cost effective to bid on
four projects. By using CRP a company cancalculate the load percent
and therefore will be able to plan the amount of work they
canproduce.
-
7/27/2019 Chapter 4 - Supply Chain Operations
45/75
Engineering Calculations (Capacity)
Numbers of hours = 40
Shifts = 1
Efficiency = 100%
Utilization = 80%
Capacity = 40 x 1 x 0.8 x 1.00 = 32 hours
Project 1 capacity = 4 (weeks) x 32 = 128
Project 2 capacity = 2 (weeks) x 32 = 64
Project 3 capacity = 4 (weeks) x 32 = 128
Project 4 capacity = 3 (weeks) x 32 = 96
Engineering Calculations (Load)
-
7/27/2019 Chapter 4 - Supply Chain Operations
46/75
Engineering Calculations (Load)
Project 1 = 30 x 4 hours per mile = 120 hours
(start by February 15thmust be completed by March 15th)
Project 2 = 20 x 4 hours per mile = 80 hours
(start March 16thmust be completed by April 1st)
Project 3 = 5 x 4 hours per mile = 20 hours (start April 2ndmust
be completed by May 1st)
Project 4 = 15 x 4 hours per mile = 60 hours (start by May
2ndmust be completed by May 23rd)
To calculate the load we take the miles of the project times the
hours it
takes per mile. Project 1 is 30 miles long and it takes 4 hours
per mile so the load is calculated at 120 hours.
Project 2 is 20 miles long times the 4 hours per mile so the
load for project 2 is 80 hours.
Project 3 is 5 miles long times the 4 hours per mile so the load
for project 3 is 20 hours.
Project 4 is 15 miles long times the 4 hours per mile so the
load for project 4 is 60 hours.
-
7/27/2019 Chapter 4 - Supply Chain Operations
47/75
Road Construction Bidding
In analyzing the engineering calculations, the company must
decide if it
cost effective to accept the bid on project 2. Based on the
currentcapacity, the engineer is not able to complete the
engineeringspecifications as needed. If the company accepts the
bid, one of thefollowing adjustments will need to be made:
Add extra shift (weekend or evening)
Schedule overtime
Add personnel temporarily
There are several adjustments the company could calculate to
determine if is cost effective to
bid on project 2. The adjustments include adding extra shifts,
which would require havingthe engineer work overtime by working
evenings or weekends. Another alternative wouldbe adding a
temporary engineer to assist the current staff. All of the costs on
theseadjustments will be calculated by the company prior to
submitting a bid on the project or if abid is submitted the
additional costs involved with these adjustments will be added onto
thebid when submitted. By using Capacity Requirements Planning the
company will take allcosts into consideration when submitting a
bid. Without a method of calculating the costs,the company could
submit the bid only to find that the actual cost of the project is
more
than the bid submitted and they will lose money on the
project.
-
7/27/2019 Chapter 4 - Supply Chain Operations
48/75
Load Sources
Open Orders
MRP - Planned Order Releases
Other Sources
Rework
Quality problems
-
7/27/2019 Chapter 4 - Supply Chain Operations
49/75
Routing Data
Operation identification code
Operation description
Planned work center
Standard setup time
Standard run time per unit
Tooling requirements
-
7/27/2019 Chapter 4 - Supply Chain Operations
50/75
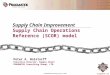
Initial Load Profile
Hoursofcapacity
1 2 3 4 5 6
Time (Weeks)
Normalcapacity
120
110
100
90
80
70
60
50
40
30
2010
0
-
7/27/2019 Chapter 4 - Supply Chain Operations
51/75
Reducing Over-load Conditions
1. Eliminating unnecessary requirements2. Rerouting jobs to
alternative machines, workers, or
work centers3. Splitting lots between two or more machines4.
Increasing normal capacity5. Subcontracting6. Increasing efficiency
of the operation7. Pushing work back to later time periods8.
Revising master schedule
-
7/27/2019 Chapter 4 - Supply Chain Operations
52/75
Test Exercise of Load %
A local hospital prides themselves in top quality patient
care.They have 5 registered nurses on each of the 3 shifts and
eachnurse cares for 5 patients. Each patient requires 1.5 hours
ofRNs time. For week one they have projected the patient load
to
be 200 patients, week two the patient load will be 225
patients,week three the patient load will be 180 patients and week
fourthe patient load will be 195 patients. The staff consists of
about30% student graduate RNs; therefore the efficiency is 70%.
Each nurse works 36 hours per week. Unitization factor to
beconsidered is 80 %. Does the hospital have sufficient staff
toprovide care for the patients?
-
7/27/2019 Chapter 4 - Supply Chain Operations
53/75
Calculations
Registered Nurse Calculations (Capacity) Number of hours = 36
Shifts = 5 x 3 = 15 Utilization = 4/5 = 80% Efficiency = 70%
Capacity = 36 x 15 x 0.80 x 0.70 = 302.40 hours
Week 1 = 200 x 1.5 = 300 Week 2 = 225 x 1.5 = 337.5 Week 3 = 180
x 1.5 = 270 Week 4 = 195 x 1.5 = 292.5
Week 1 = 300 / 302.4 = 99% = Can be accomplished Week 2 = 337.5
/ 302.4 = 111.6% = Can not be accomplished Week 3 = 270 / 302.4 =
89% = Can be accomplished Week 4 = 292.5 / 302.4 = 97% = Can be
accomplished
-
7/27/2019 Chapter 4 - Supply Chain Operations
54/75
Inventory Definition
A stock of items held to meet
future demand
INVENTORY MANAGEMENT
-
7/27/2019 Chapter 4 - Supply Chain Operations
55/75
Types of Inventory
Inputs Raw Materials
Purchased parts
Maintenance andRepair Materials
Outputs Finished Goods
Scrap and WasteProcess
In Process Partially Completed
Products and
Subassemblies
(in warehouses, or
in transit)
(often on the
factory floor)
-
7/27/2019 Chapter 4 - Supply Chain Operations
56/75
Types of Inventory
Work in
process
Work in
process
Work in
process
Finished
goods
RawMaterials
Vendors Customer
-
7/27/2019 Chapter 4 - Supply Chain Operations
57/75
Water Tank Analogy for Inventory
Supply Rate
Inventory Level
Demand Rate
Inventory Level
Buffers Demand
Rate from Supply
Rate
Independent and Dependent Demand
-
7/27/2019 Chapter 4 - Supply Chain Operations
58/75
Independent and Dependent DemandInventory
Independent demand items demanded by external customers
(Kitchen
Tables)
Dependent demand items used to produce final products (table
top, legs,
hardware, paint, etc.)
Demand determined once we know the type andnumber of final
products
Independent and Dependent Demand
-
7/27/2019 Chapter 4 - Supply Chain Operations
59/75
Independent and Dependent DemandInventory Management
Independent demand Uncertain / forecasted
Continuous Review / Periodic Review
Dependent demand Requirements / planned
Materials Requirements Planning / Just in Time
R T H ld I t
-
7/27/2019 Chapter 4 - Supply Chain Operations
60/75
Reasons To Hold Inventory
Meet variations in customer demand: Meet unexpected demand
Smooth seasonal or cyclical demand
Pricing related: Temporary price discounts
Hedge against price increases
Take advantage of quantity discounts
Transit Time
R T NOT H ld I t
-
7/27/2019 Chapter 4 - Supply Chain Operations
61/75
Reasons To NOT Hold Inventory
Carrying cost Financially calculable
Takes up valuable factory space Especially for in-process
inventory
I C S
-
7/27/2019 Chapter 4 - Supply Chain Operations
62/75
Inventory Cost Structures
Ordering costThe costs of placing and receiving an order.
Examples: Clerical costs, documents etc
Carrying (or holding) cost: Cost of capital
Cost of storage
Cost of obsolescence, deterioration, and loss
Stock out cost
Cost Of acquisition: , shipping costs , labor cost, taxes,duties
paid etc
I t M t S t
-
7/27/2019 Chapter 4 - Supply Chain Operations
63/75
Inventory Management Systems
Functions of Inventory Management
Track inventory
How much to order
When to order
Prioritization
Inventory Management Approach EOQ
Continuous / Periodic
-
7/27/2019 Chapter 4 - Supply Chain Operations
64/75
ABC Prioritization
Classification of items as A, B, or C often
based on $ volume.
Purpose: set priorities for management
attention.
-
7/27/2019 Chapter 4 - Supply Chain Operations
65/75
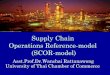
Annual Usage of Items by Dollar Value
Item
Annual Usage in
Units Unit Cost Dollar Usage
Percentage ofTotal Dollar
Usage
1 5,000 1.50$ 7,500$ 2.9%
2 1,500 8.00 12,000 4.7%
3 10,000 10.50 105,000 41.2%4 6,000 2.00 12,000 4.7%
5 7,500 0.50 3,750 1.5%
6 6,000 13.60 81,600 32.0%
7 5,000 0.75 3,750 1.5%
8 4,500 1.25 5,625 2.2%9 7,000 2.50 17,500 6.9%
10 3,000 2.00 6,000 2.4%
Total 254,725$ 100.0%
-
7/27/2019 Chapter 4 - Supply Chain Operations
66/75
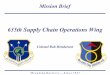
ABC Chart For Previous Slide
0.0%
5.0%
10.0%
15.0%
20.0%
25.0%
30.0%
35.0%
40.0%
45.0%
3 6 9 2 4 1 10 8 5 7
Item No.
Perce
ntUsage
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
Cumulative%
Usage
Percentage of Total Dollar Usage Cumulative Percentage
A B C
-
7/27/2019 Chapter 4 - Supply Chain Operations
67/75
ABC Prioritization
A items: 20% of SKUs, 80% of dollars
B items: 30 % of SKUs, 15% of dollars
C items: 50 % of SKUs, 5% of dollars
Three classes is arbitrary; could be any number.
Percents are approximate.
Danger: dollar use may not reflect importance ofany given
SKU!
-
7/27/2019 Chapter 4 - Supply Chain Operations
68/75
Economic Order Quantity
Given the cost structure of a company, there isan order quantity
that is the most cost effectiveamount to purchase at a time. This
is called the
economic order quantity (EOQ)
-
7/27/2019 Chapter 4 - Supply Chain Operations
69/75
EOQ Lot Size Choice
There is a trade-off between lot size andinventory level.
Frequent orders (small lot size): higher ordering
cost and lower holding cost. Fewer orders (large lot size):
lower ordering cost
and higher holding cost.
-
7/27/2019 Chapter 4 - Supply Chain Operations
70/75
EOQ
EOQ = (square root of 2UO / hC)
where:
U = annual usage rate
O = ordering cost
C = cost per unit
h = holding cost per year as a percentage of unitcost
Economic Order Quantity (EOQ)
-
7/27/2019 Chapter 4 - Supply Chain Operations
71/75
Economic Order Quantity (EOQ)
Model
Annual Demand rate U is constant, recurring, andknown
Amount in inventory is known at all times
Ordering cost O per order is fixed Lead time L is constant and
known.
Unit cost C is constant (no quantity discounts)
Annual carrying cost / Holding Cost His known No stockouts
allowed.
Material is ordered or produced in a lot or batch and
the lot is received all at once
Answer to Inventory Management Questions
-
7/27/2019 Chapter 4 - Supply Chain Operations
72/75
for EOQ Model
For instance, lets say that Item Z has an annual
usage rate (U) of 240,000 / year a fixed cost perorder (O) of
$5.00, a unit cost (C) of $7.00, and
an annual holding cost (h) of 30 percent per unit.If we do the
math, it works out as:
EOQ = 1069.044 and rounded to the nearestwhole unit, it is
1070
-
7/27/2019 Chapter 4 - Supply Chain Operations
73/75
Re-order Point Example
Demand = 240,000 units/year
Lead time = L = 10 days
When inventory falls to R, we order so as not to runout before
the new order comes in.
R = ?
-
7/27/2019 Chapter 4 - Supply Chain Operations
74/75
Re-order Point Example
Demand = 240,000 units/year
Daily demand = 240,000 / 365 = 657.553 units/day
Lead time = L = 10 days
R = D*L = (657.553)(10) = 6575.34 units or 6576 Units
(usually can neglect issues of working days vs weekends,
etc.)
Dont forget to convert to consistent time units!
-
7/27/2019 Chapter 4 - Supply Chain Operations
75/75
EOQ Question
Why Re-order Point quantity is larger thanEOQ lot size?