-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
1/17
ubmarine Main Propulsion Diesels - Chapter 11
11
JOURNALS, BEARINGS, AND ALIGNMENT
A. GENERAL
11A1. General. The operator of any piece of
machinery should thoroughly understand the
various adjustments that are necessary for
perfect operation. It is not enough for him toknow merely which
valve to open and close
or the position of maneuvering levers in
order to start, stop, and reverse his machine.
He must possess knowledge of the
functioning of each of its systems when he
manipulates this gear. He should be alert to
note the difference between efficient and
poor performance by the sound, smell, and
touch of the machinery. Instruments, such as
gages, thermometers, and tachometers,
however, should be the guides that the
operator uses in detecting the approach of
trouble so as to take corrective measures
before anything serious occurs.
The modern diesel engine demands greater
skill on the part of the designer and builder
than any other kind of engine. Likewise in
its operation it is far from being foolproof
and requires intelligent attention. The
adjustments are precise and to narrow limits.Overhaul and
fitting of the pistons, rings,
bearings, valves and fuel pumps are beyond
the capacity of the ordinary machinist and
demand the efforts of a skilled mechanic. If
it is properly adjusted, a diesel engine, once
started, will run until it is stopped. The
extent of its reliability over a long period of
operation depends upon the intelligence and
skill of its operator.
sixty-fourths and thirty-seconds of an inch are
not recognized in diesel engine work; the
increment of measure for everything is
thousandths of an inch.
There should be a regular routine for checking
the different systems of the engine and
performing upkeep functions. At this time all
indications of wear, parts renewed, and
adjustments made should be recorded in a
systematic log book to be used as a history
from which information may be obtained at
future overhaul periods. This is always done
during submarine refit periods and at any othertime when it is
found necessary.
11A2. Construction of bearings. The method
used in construction of a bearing depends
upon the type, the bearing metals to be used,
and the type of use required. In the case of
precision type bearings, it is necessary that the
two halves form a true circle when finished.
This requires rather ingenious practice, and
shop procedures will vary.
Other than the shop procedure, there are only a
few items concerning the construction of
bearings that are worthy of mention. The first
of these is the question of oil grooves. Bearing
lubrication in the 2-stroke cycle engine is
more difficult than in the 4-stroke cycle
engine, since in the latter, the point of contact
between bearing and journals of both main and
crankpin journals rotates around the bearing
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (1 of
17)4/27/2009 9:48:03 PM
Calendar: What to Visit: How to Visit: Maritime Store: About
Us:
http://www.maritime.org/index.htmhttp://www.maritime.org/index.htmhttp://www.maritime.org/pamphome.htmhttp://www.nps.gov/safr/index.htmhttp://www.maritime.org/nmmaedu.htm
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
2/17
ubmarine Main Propulsion Diesels - Chapter 11
Care must be used when operating oil
engines of any make, regardless of whether
the engine is of the 2- or 4-stroke cycle,
vertical or horizontal, air or mechanical
injection. The working principles are the
same, and the same care must be exerted to
have everything properly adjusted before
starting or operating the engine. Otherwise,
there may be trouble. Every bearing should
be adjusted as tightly as possible. This is a
task for the real mechanic and should not be
entrusted to unskilled personnel. The upkeep
of the engine is an important duty, and one
in which the real engineer shows his value. It
should be kept in mind that measurements of
and assists in the distribution of the oil. In the
2-stroke cycle engine, the point of contact
swings back and forth across the lower bearing
shell and hence, in this engine, it is usually
necessary to provide oil grooves on the
unloaded side to carry sufficient oil to the
loaded half of the bearing. Where bronze or
other flat bearings are used as wrist pins,
ample grooving must be provided. Groovesmay be cut axially,
circumferentially,
diagonally, or helically across the face of the
bearing, but should never extend to the edge
since this would allow the oil to spill from the
bearing. All grooves should have rounded
216
edges, as the sharp edge of a groove has atendency to act as a
scraper and may impair
the oil film.
In order that the flow of oil between the
bearing halves may not be restricted,
bearings are beveled for an arc of about 20
degrees at the joints where the bearing
halves come together, except for a narrow
strip at the ends, where the full thickness of
the metal must be retained to prevent the
loss of oil. The spaces formed by beveling
are called oil cellars.
11A3. Bearing loads. The only bearings in a
diesel engine that require careful
consideration due to the heavy loads placed
upon them are the main, crankpin, and wrist
pin bearings. Other bearings are not so
limited in size, and little attention need be
given them in so far as their ability to carry
the load is concerned. The followingdiscussion pertains
principally to the above
three heavily loaded bearings that are
usually limited in size by the space
available.
The study of bearing loading brings two
things to mind: 1) the temperature at which
the bearing must operate, and 2) the
maximum pressure per unit area that will be
surfaces may make physical contact andrupture the oil film.
From the above, it is obvious that an oil film
must be maintained at all times in order to
carry the load. This condition is called stable
lubrication. When the oil film is destroyed and
lubrication of the bearing depends entirely
upon the oiliness of the lubricant, we have
what is known as unstable lubrication. This
latter condition exists when the bearing shaft
is running at too low a speed to build up an oil
film or when the bearing is overloaded.
11A4. Bearing metals. Compared with the
journal, the bearing metal should be
sufficiently soft so that any solid matter
passing through in the oil stream will wear the
bearing instead of the journal.
Roller and ball bearings are frequently used in
diesel engines for smaller shafts, such ascamshafts, and in
governors, because they
greatly reduce the bearing friction and because
their smaller clearances keep the shaft more
rigid. In at least one opposed piston type of
diesel engine of medium power, ball bearings
are used as main bearings. For wrist pins,
roller bearings of the needle type are used
extensively in other types of large engines.
With these bearings, lubrication is made
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (2 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
3/17
ubmarine Main Propulsion Diesels - Chapter 11
exerted upon the bearing. Too much pressure
will squeeze out the oil film and ruin the
bearing, and too much heat will reduce the
viscosity of the oil until the film can no
longer be maintained. Both of these are
factors of loading, although the latter is a
product of loading and speed of rotation.
In a diesel engine operating at variableloads, the successful
bearing design is
generally the result of experimentation
directed toward the discovery of a
satisfactory bearing for all loads. The loads
that a bearing can withstand are based upon
the assumption that the surfaces of the
journal and bearing are smooth and parallel,
that proper clearances are provided, and that
sufficient lubrication is provided. Too much
oil clearance at the ends of a bearing will
cause excessive oil leakage and subsequent
reduction in load-carrying ability. If the
bearing were closed at the ends, the pressure
would be uniform over its entire length, and
much greater loads could be carried. If the
shafting is of in alignment, or vibrates
severely, as when running at a critical speed,
the faces of the journal and bearing will not
be parallel, and the metallic
simpler, and the amount of freedom of motion
and friction is reduced.
Wood is used in the tail shaft bearings of naval
vessels that are submerged in water and
constantly lubricated and cooled. Lignum vitae
is the wood commonly used for this purpose
since it is of a greasy character and extremely
hard and dense. Other types of materials usedfor this purpose
include hard rubber strips and
phenolic resinous materials.
Bronze bearings are used where the pressures
are very high such as at the wrist pin. Here the
load on the bearing is the total gas pressure
less the inertia of the piston. In most modern
diesel engines, bronze is used as the bearing
metal for the wrist pin bearing.
There is no material known that is suitable for
all types of bearings. There are four general
types of alloys used today but each has its own
particular uses determined by the maximum
unit pressure and temperature at which the
217
bearing will operate, and by the hardness of
the journal.
Bearing metals should be of such
composition that the coefficient of friction is
low. They should be sufficiently hard and
strong to carry the load, but must not be
brittle. If they are too soft, they will wipe or
be pounded out, destroying the clearance and
reducing the bearing area. In grooved
bearings the grooves will become filled with
wiped metal. When this trouble arises the oil
film is squeezed out, the metal is burned,
and failure results.
The four commonly used types of bearing
linings are: high-lead babbitts, tin-base
babbitts, cadmium alloys, and copper-lead
mixtures.
shells are either forged or cast, and the linings
are made of lead-base babbitt metal.
In the naval service the most frequently
encountered bearing metal used in precision
bearings is that known by the trade name of
Satco. The composition of this metal is as
follows:
Percent
Calcium .30- .70
Mercury .40- .90
Tin 1.00-2.00
Aluminum .15- .17
Magnesium 0.00- .05
Lead Remainder
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (3 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
4/17
ubmarine Main Propulsion Diesels - Chapter 11
The backs for bearings are made either of
steel or bronze in the case of the babbitts,
while only steel backs are used for cadmium
alloy and copper-lead bearings. In some
bearings, an intermediate layer of metal is
used between the backs and the bearing
metals.
The hardness of the above bearing metals
naturally varies with the percentage of
alloying employed. In general, however, the
copper-lead and cadmium alloys are the
hardest, while the high-lead and tin-base
babbitts are the softest. The temperature at
which the bearing metals melt is a rough
measure of their degree of hardness, the
softer metals melting at the lower
temperatures. The softness of the bearing
metal is also a measure of the maximum
allowable unit pressure. The harder the
bearing metal, the greater is the load that a
given size bearing will carry without failure.
Where two metallic surfaces are moving in
contact with each other, such as a journal
rotating within a bearing, wear will
inevitably take place. Since it is easier and
cheaper to renew the bearing, the journal
should "be harder than the bearing.Therefore, when using
relatively hard
bearing metals, such as cadmium alloy and
copper-lead, it is necessary to use a hard
alloy steel journal or else to harden the
surface of the journal.
The precision type of bearing is rapidly
coming into universal use for crankpin and
main bearings. There is an increasing use of
very thin bearing linings on steel shells. The
11A5. Bearing installation and adjustment.
In order to insure its successful operation, the
bearing must fit the journal perfectly; the
bearing and journal surfaces must be smooth
and parallel, and the bearing clearance must be
correct. Too great a clearance will allow the
oil to spill out at the ends of the bearing, while
too small a clearance will cause the bearing to
run hot. In general, the least clearance that willallow the
successful operation of the bearing is
desirable.
In the modern high-speed engine the precision
type of bearing is generally used. No scraping-
in is done, and no shims are used between the
faces of the two halves. The bearing is
accurately machined to the correct diameter
and the only fitting necessary is an occasional
filing down of the faces of the two halves in
order to obtain a close and even fit when the
bearing caps are brought together. In
connection with the fitting of precision type
bearings, too much emphasis cannot be placed
upon the importance of having the backs of the
bearing shells fit evenly against the bearing
support. Recent experience with bearing
failures due to this improper fitting has shown
its importance. The areas not in contact fill
with oil or air, both of which are relatively
poor conductors of heat, and the transfer ofheat from the
bearing is reduced, causing the
bearing temperature to increase. In addition, if
an even fit is not obtained, a flexing of the
bearing shell may result, causing the bearing
metal to crack and flake off.
218
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (4 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
5/17
ubmarine Main Propulsion Diesels - Chapter 11
To assure an even fit the backs of bearings
should be fitted to their supports in the same
manner that the bearings are fitted to the
journal. Since the back usually is made of
steel, it is necessary to file down the high
spots rather than scrape them down as is
possible with softer bearing metals.
11A6. Bearing failures. When an enginebearing fails in service
it can generally be
attributed to one or more of the following
causes:
1. Poor operating conditions and improper
maintenance such as:
a. Improper or insufficient lubrication.
b. Insufficient cooling water.
c. Grit or dirt in oil.
d. Water in oil.
e. Bearings out of alignment.
f. Installing the bearing with improper
clearances or uneven bearing surface.
g. Excessive load on the bearing.
2. Faulty design of the bearing or of the
engine itself.
a. Improper dimensions of length and
diameter.
b. Improper bearing material.
c. Improper lubrication. The lubricant, free
from all foreign matter, must be supplied in
ample amounts.
d. Improperly cooled.
e. Improperly grooved.
f. Improperly baffled. Proper baffles must be
the bearing should be examined at once. Also
the lubricating oil gage pressure to the system
and the passage of cooling water through the
oil cooler should be checked. Sometimes the
overheating may be due to foreign matter in
the lubricating oil. The oil should be rubbed
between the fingers to detect the presence of
grit or dirt. An inspection of the filters will
also reveal any abnormal amount of foreignmatter deposited
there. Since used oil
generally is slightly acid, the presence of salt
water may be detected by inserting a strip of
red litmus paper in a sample of the oil. If salt
is present to any degree, the litmus paper will
turn blue. If salt water is detected in the oil,
the crankcase and sump tank should be drained
and refilled with new oil after flushing the
system thoroughly. If possible, the cause of
the salt water in the system should be
determined. At the first opportunity the systemshould be well
cleaned to remove any particles
of salt that may have been deposited there.
As a rule, hot bearings may be traced to one or
more of the following causes:
1. Improper or insufficient lubrication.
2. Grit or dirt in the oil.
3. Bearings out of line.
4. Bearings set up too tightly.
5. Uneven surface of bearing or journal.
6. Bearing overloaded.
If the temperature of the bearing continues to
rise after the oil supply has been increased, thecondition known
as a hot bearing arises. The
danger of a hot bearing lies in the fact that the
babbitt expands until it grips the journal, thus
causing a constant increase in friction and
heat. When the temperature reaches the
melting point of the bearing metal, the metal
will run or wipe.
The treatment of heated bearings involves two
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (5 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
6/17
ubmarine Main Propulsion Diesels - Chapter 11
fitted to prevent loss of oil, or its passage to
adjacent parts of machinery, such as
generator armature, where damage would
result to the commutator. Also in some cases
baffles are used to prevent the mixing of
water with the lubricating oil.
3. The use of inferior lubricants, or the use
of a good lubricant which does not meet therequirements of the
piece of machinery.
a. Corrosion of bearings.
4. Inferior workmanship and material in the
manufacture of the bearings and engine
parts.
A bearing that is not operating properly will
overheat. When this occurs, and the reason isnot immediately
known, the oil supply to
main items: the removal of the cause, and the
restoration of the bearing to its normal
condition. If the trouble is due to improper or
insufficient lubrication and is discovered
before the metal has wiped, an abundant
supply of oil usually will be sufficient to
control the situation and gradually bring the
bearing back to its normal temperature. Should
the trouble be caused by an accumulation ofdirt on the bearing,
the abundant supply of oil
will generally flush out
219
the impurities sufficiently to permit
operation.
If the trouble is caused by foreign matter in
the oil, the oil will have to be renovated or
renewed. If the bearings are out of
alignment, if they are set up too tightly, or if
they have been improperly fitted, the fault
cannot be fully remedied until the improper
adjustments have been rectified. This usually
involves stopping the engine.
In all cases the temperature of the bearing
can be lowered by slowing down and thus
decreasing the amount of load on the
bearing. If the trouble has reached an
advanced stage, it may be found necessary tostop the engine.
When stopped, the bearing
cap can be eased up a slight amount, thus
increasing the clearance between the bearing
and journal. However, the greatest care must
be exercised in easing up on the bearing cap,
for if too great a clearance is given, trouble
will be experienced from pounding.
When the trouble is inherent in the bearing -
condition can become serious enough to cause
bearing failures, and the only remedy is to
machine or grind down the journal until it is
again cylindrical. This, of course, will reduce
the diameter and necessitate using a bearing of
a different bore in order to effect the proper
bearing clearances.
Journals should be kept smooth, even, and free
of rust at all times. To remove spots of rust or
ridges, the journal should be dressed with a
fine file and then lapped with an oilstone or
with an oilstone powder. Carborundum may
also be used. If Carborundum is used, great
care must be taken to remove all particles, as
these, if allowed to remain, will cause cutting
and grinding of bearings.
When bearings have been removed for long
periods, such as during a major overhaul, it is
customary to wrap the journals with canvas in
order to protect them from accidental damage.
When this is done, only new canvas should be
used. There have been cases where journals
were wrapped with old rags or burlap that
contained some acid. The action of this acid
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (6 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
7/17
ubmarine Main Propulsion Diesels - Chapter 11
as for example, if the machinery is not
properly lined up, or the bearings are of
insufficient area, or not in proper condition-
only temporary relief can be secured from
using the various means suggested above.
The most effective treatment of a hot bearing
is probably the operation of the machinery at
a low or moderate power until such time as
the needed readjustments, changes, orrepairs can be
effected.
To summarize the treatment for a hot
bearing, the measures to be taken may be
selected according to the special
circumstances, from the following:
1. Lubrication.
2. Slowing down, and consequent reduction
of load, or stopping.
3. Cooling water to oil cooler.
4. Easing up bearing caps.
Even though relief is obtained by the above
measures, it should be borne in mind that
once a precision bearing has wiped, it is
necessary to renew the bearing as soon as
possible.
The wear on journals rotating in bearings is
seldom, if ever, evenly distributed over the
entire surface. Consequently the journal
wears until it becomes eccentric or egg-
shaped. This
corroded and pitted the journals and it was
found necessary to renew the entire shaft.
Each time a bearing is removed for any reason
the journal should be carefully inspected. Any
evidence of pitting or general corrosion
indicates the presence of acid or water, and the
lubricating oil should be analyzed
immediately. When a bearing clearanceexceeds the allowable
tolerance, or when the
bearing fails due to scoring, wiping, spalling,
or cracking, looseness of the bearing metal, or
for any other reason, it must be renewed.
To renew a precision type bearing it is first
necessary to have available a spare bearing.
These are manufactured to size and are
available from the manufacturer. They are
bored to correct dimensions, so that only a
slight amount of scraping in and filing of the
edges of the shell faces is required to produce
an accurate fit. There seems to be a tendency
to renew Satco bearings before it is necessary.
A slight amount of spalling is not necessarily
an indication that the bearing properties of the
metal are destroyed.
220
B. COUPLINGS
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (7 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
8/17
ubmarine Main Propulsion Diesels - Chapter 11
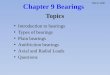
11B1. GM elastic coupling. The crankshaft
of the GM 16-278A engine is connected to
the generator shaft by means of an elastic
coupling. The elastic coupling connects the
engine to the generator flexibly by means of
radial spring packs. The power from the
engine is transmitted from the inner ring, or
spring holder of the coupling, through a
number of spring packs to the outer springholder, or driven
member. A large driving
disk connects the outer spring holder to
Figure 11-1. Elastic coupling cross section,
GM.
the flange on the driven shaft. The pilot on
the end of the crankshaft fits into a bronze
bushed bearing on the outer driving disk to
center the driven shaft. The turning gear ring
gear is pressed onto the rim of the outer
spring holder.
The inner driving disk through which the
camshaft gear is driven is fastened to the
outer spring holder. A splined ring gear is
bolted to
the inner driving disk. This helical internal
gear fits on the outer part of the crankshaft
gear and forms an elastic drive through the
crankshaft gear which rides on the crankshaft.
The splined ring gear is split and the two parts
bolted together with a spacer block at each
split joint. This makes it possible to engage
separately the two parts of the splined ring
with the crankshaft gear teeth, and to slidethem into position
with the idler gear in place.
The parts of the elastic coupling are lubricated
with oil flowing from the bearing bore of the
crankshaft gear through the pilot bearing.
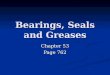
11B2. F-M flexible coupling. The crankshaft
coupling on an F-M installation consists of
three parts: the engine coupling driving half,
the laminated rings, and the generator
coupling driven half. The coupling driving
half is fastened to the lower crankshaft with
fitted bolts, and the coupling driven half is
likewise fastened to the generator shaft. Power
from the engine is transmitted through the
laminated rings by means of a third set of
fitted bolts held in place by ring bolt spacers.
Pilot rings between the ends of the generator
shaft and the crankshaft form a safety guide in
the event of failure of other parts. Tappedholes for jackscrews
and drilled holes for body
fitted bolts are provided in the lower flanges of
the cylinder blocks. To permit fitting of the
coupling bolts to the generator shaft, it is
necessary to remove the lower and upper
halves of the end cover back of the coupling
driver half, the lower bearing cap, and the
lower crankcase side cover at the vertical drive
compartment.
Guards and two jackscrews of different
lengths are furnished with the tools by the
engine manufacturer for use in removing and
installing the coupling bolts. The guards
protect the bolt threads and are tapered to
facilitate entry of the bolts when fitting.
When installing coupling bolts in either set,
the shorter jackscrew should be used for
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (8 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
9/17
ubmarine Main Propulsion Diesels - Chapter 11
starting the installation and the longer
jackscrew for completing it.
221
Figure 11-2. Crankshaft coupling, F-M.
C. ALIGNMENT
11C1. General. Good engine and generator
performance can be obtained only if the
original coupling installation is made with
the components in correct alignment andwith correct clearances.
The problem of
originally aligning a generator set and
subsequent checking arise quite frequently
during submarine wartime operations. The
original alignment, of course, is extremely
important as it greatly influences future
operation and adjustment of the engine.
During navy yard overhauls it is common
practice to take motors and generators out of
the ship for overhaul, and the young
engineer officer or new leading chief motormachinist's mate is
frequently called upon to
check an alignment job being done by naval
shipyard personnel. It as also become routine
to check crankshaft alignment to some
degree after an engine overhaul in which
many of the engine parts have been renewed.
This may be only a checking of the crank
cheek deflections with the use of a strain
gage, but even this will give the operating
good idea as to the status of the alignment of
the equipment. The most important and most
difficult job of alignment is the complete
installation, of a generator set. The salientpoints of these
installations will be covered in
the following paragraphs. When the principles
involved in a complete alignment job are
understood, smaller alignment problems
become relatively simple.
NOTE. Alignment tests and corrective
measures should never be undertaken when a
vessel is in drydock because the alignment of
the shafting is not the same when the vessel is
waterborne as when it is in dock.
11C2. Strain gage readings. The strain gage
is basically a micrometer for measuring the
differences in distance between the two webs
or cheeks of a crankshaft during a revolution
of the shaft. As previously stated, one of the
basic alignment procedures is the taking of
strain gage readings. This is a relatively simple
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (9 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
10/17
ubmarine Main Propulsion Diesels - Chapter 11
personnel a
222
Figure 11-3. Position of crankshaft for strain gage
readings.
Figure 11-4. Measuring crank check deflection with a strain
gage.
223
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (10 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
11/17
ubmarine Main Propulsion Diesels - Chapter 11
undertaking but it is important that the
procedure be followed exactly for best
results. A series of strain gage readings of a
crankshaft gives a measurement of the crank
cheek deflection for various angular
positions of the shaft. The measurement is
accomplished by placing the gage between
the engine crankshaft cheeks. The gage
should be installed with its two endpoints inthe crankshaft
prick-punch marks. The
crankshaft should be turned to its initial
position so that the gage will be as close to
the top position as possible without touching
the connecting rod. The dial of the strain
gage is then set on zero, and the crankshaft
is slowly jacked over to subsequent positions
as shown in Figure 11-3 and the readings
taken. When taking the readings, the gage
should not be allowed to rotate about its end-
points.
After the readings have been taken for one
revolution of the crankshaft, they should be
compared, and the maximum crank
deflection obtained. Large variations in the
individual readings indicate some type of
misalignment in the installation.
11C3. Alignment of engine crankshaft
with one bearing generator. This type ofinstallation is that
normally found on F-M
generator sets. There are many recognized
methods of accomplishing alignment of
engine and generator. The following
procedure is one method and is discussed
more from the standpoint of alignment
principles than of a standardized alignment
procedure.
Generators and crankshafts that are beingcoupled together must
be in alignment. This
condition is attained by moving the shaft
bearing supports vertically and horizontally
until the two halves of the coupling are true
to each other or until the axes of the two
shafts coincide at the point where they are
coupled. The operation usually involves
movement of the entire generator casing.
In the following alignment it is assumed that
Figure 11-5. Using hydraulic jack to adjust
height of generator body for proper verticalalignment.
In all modern submarines the engines are
attached to a generator rather than directly to
propeller shafts. When a generator is being
installed, it should be originally placed as
nearly as possible in final alignment.
Subsequent procedure is as follows:
1. Attach the driven half of the crankshaft
coupling to the driver half by installing the
outer row of bolts around the coupling.
Tighten the bolts evenly.
2. Secure the generator shaft to the flexible
coupling by installing coupling bolts through
the flange on the end of the generator shaft
into the driven flange of the coupling.
3. Check the strain gage measurements to
determine whether or not the couplingoperation has affected the
original reading. If a
large change is noted at a particular position of
the crankshft, it indicates that the coupling has
placed a strain on the crankshaft.
4. Check the thickness of the flexible coupling
with a micrometer. The measurements should
be made at the top and bottom, inboard and
outboard. Compare the measurements with
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (11 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
12/17
ubmarine Main Propulsion Diesels - Chapter 11
the engine is already located. Before starting
alignment, the amount of crankshaft cheek
deflection should be known and recorded in
order to be able to make a comparative
check during and after the alignment has
been completed. The crankshaft cheek
deflection readings should agree within
approximately 0.002 inches.
224
Figure 11-6. Using portable block and jack
screw to adjust generator body for proper
lateral alignment.
Figure 11-8. Using portable block and jack
screw to adjust generator for proper thrust
clearance.
Figure 11-7. Measuring generator thrust
bearing clearances.
Figure 11-9. Measuring crankshaft thrust
bearing clearance toward control end of F-M
engine.
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (12 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
13/17
ubmarine Main Propulsion Diesels - Chapter 11
225
the established dimension stamped on the
flange by the manufacturer. For example, the
manufacturer's dimension is 5.225 inches.
The outboard measurement as made with the
micrometer is 5.250 inches. The inboard
measurement is 5.200 inches. This indicatesthat the generator
shaft is placing a strain on
the inboard side of the coupling and is
probably also affecting the strain gage
reading on the crankshaft. Therefore, the
generator casing and shaft must be moved
outboard 0.025 inches to balance the
readings on the coupling and to remove the
strain from the crankshaft. Normally, this
should bring the strain gage readings back to
the original readings.
If a difference in the measurement of the
coupling, against the stamped dimension,
occurs at the top or bottom of the coupling,
the generator casing and shaft will
necessarily have to be raised or lowered to
effect a balanced condition. The height of
the generator casing and shaft may be
adjusted by means of hydraulic jacks placed
under the casing as shown in Figure 11-5.
When the proper height is attained, block upthe casing, remove
the jacks, and install
shims between the feet and the permanent
pedestals on the deck.
The generator shaft and casing may be
moved inboard or outboard by installing a
portable block and jack screw against the
edge of the side foot mountings of the casing
as shown in Figure 11-6. To check the
distance of the movement, attach a dial
indicator on the opposite pedestal with the
indicator pointer touching the edge of the
opposite foot of the casing.
5. Remove the generator thrust bearing cap
and measure the generator shaft thrust
bearing clearances (Figure 11-7). The
clearances should measure 0.0075 inch
(approximately) at each end and on each side
of the bearing in an F-M installation. If it is
Figure 11-10. Measuring crankshaft thrust
bearing clearance toward generator end of F-
M engine.
and generator thrust bearing clearances.
6. Measure the crankshaft thrust bearing
clearances by inserting a feeler gage between
the crank cheek and the face of the bearing
(Figure 11-9), and between the vertical drive
gear and the generator end of the bearing face
(Figure 11-10). The total clearance should
measure between 0.004 and 0.010 inch evenly
distributed on both sides. If the clearance on
one side is greater than on the other, it will be
necessary to move the generator shaft in one
direction or the other to balance the
measurements.
Any movement of the shaft will affect theclearances at the
generator thrust bearing. It
may also affect the strain gage readings and
the setting of the flexible coupling. Additional
movement, therefore, of the shaft, or the
casing may be necessary to bring about a
balanced condition. A check should be made
after every move and steps taken to correct
any offset condition which may have been
brought about by a previous move.
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (13 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
14/17
ubmarine Main Propulsion Diesels - Chapter 11
found, for example, that there is no clearance
at the thrust face away from the engine, the
generator casing must be moved toward the
engine 0.0075 inch with a portable block and
jack screw (Figure 11-8). This operation,
however, should not be accomplished until
the crankshaft thrust bearing clearances have
been measured, since it is possible that only
one movement of the casing will be neededto correct both
crankshaft
7. Movement of the generator casing, or
226
the shaft, will probably have some effect on
the generator air gap (the space between the
armature windings and the pole pieces). The
air gap must be uniform around the diameter
of the armature. The clearance should be
kept within the limits specified by the
manufacturer of the generator. Air gapmeasurements are taken
with long thickness
gages furnished for this purpose. The gages
are inserted between the armature winding
and each pole. When the air gap is found to
be greater at the top than on the bottom, the
generator casing will have to be lowered by
loosening the jacking screws located on the
side feet of the casing. If the gap is greater at
the bottom, the casing must be raised with
the jacking screws, and shims insertedbetween the side feet and
the pedestals.
Assuming that the shaft alignment has been
completed and is true, it will be necessary to
secure the rear foot of the generator casing
to the rear pedestal with a C-clamp. This will
hold the alignment of the shaft while the
casing is moved for adjustment of the air
gap.
After attaining a balanced air gap, correct
shims should be installed. A complete
recheck of all clearances should be made to
verify the alignment installation. This check
must include another set of strain gage
readings. Before this final check, the
generator casing should be rigidly secured in
position with a C-clamp to prevent any
possible movement of the casing.
than on the other, the crankshaft must be
moved in whichever direction will balance the
clearances. This may be accomplished with a
pinch bar placed between the crank cheeks and
the engine framework. After clearances have
been balanced, the crankshaft must be blocked
with hardwood wedges placed between thecrank cheeks and the
framework, to prevent
movement of the crankshaft during the
coupling operation.
3. Determine the amount of fore-and-aft
movement of the elastic coupling. This
measurement is made by placing the pointer of
a dial indicator against the face of the outer
driving disk of the coupling. The indicator
may be secured to the upper half of thecoupling housing and the
pointer should touch
the driving disk near the center. The coupling
is then forced as far forward or aft as possible,
with a pinch bar, and the dial indicator is set
on zero. Make a prick-punch mark on the face
of the outer spring holder in line with the
jacking gear pointer. Then force the coupling
as far as possible in the opposite direction and
make another mark. The dial indicator reading
denotes the full fore-and-aft movement of the
coupling, which normally is about 0.0125
inch. In order to divide the coupling thrust
evenly between the engine and the generator,
the coupling must now be moved to the center
of its thrust or 0.0625 inch using the dial
indicator as a guide. Make a third prick-punch
mark between the two previously made. This
mark is the reference mark used to check the
center of the coupling thrust after alignment
has been completed.
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (14 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
15/17
ubmarine Main Propulsion Diesels - Chapter 11
11C4. Alignment of engine crankshaft
with two-bearing generator. This type of
installation is typified by the GM generator
set. The GM engine is connected to the
generator by means of an elastic coupling. A
procedure to follow in aligning a generator
to the coupling is as follows:
1. Take strain gage readings to determine theamount of crank
cheek deflection. The
maximum permissible deflection in a GM
engine is 0.0035 inch. The measurement
should be re-recorded for reference after
completing the alignment.
2. Check the engine crankshaft thrust
bearing clearances with feeler gages.
Clearance should total approximately 0.030
inch, equally divided on both sides of the
bearing. If the clearance is greater on one
side of the bearing
4. Remove the outer driving disk from the
coupling and bolt it to the flange on the
generator shaft. Check the amount of
deflection of the face of the disk with a dial
indicator by turning the generator armature
one complete revolution. The deflection
should not exceed 0.001 inch. Next, place the
indicator pointer against the rim of the disk,
rotate the shaft one revolution, and check the
amount of deflection. This measurement
should also be within 0.001 inch. If the
amount of deflection, on either the face or the
rim of the disk, is greater than 0.001 inch, the
condition may be corrected by loosening the
bolts and recentering the disk or by cleaning
the inner surfaces of both disks.
227
Figure 11-11. Elastic coupling, outer driving
disk removed, GM.Figure 11-12. Elastic coupling, inner
spring
holder removed, GM.
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (15 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
16/17
ubmarine Main Propulsion Diesels - Chapter 11
Figure 11-13. Mastic coupling, outer driving
disk mounted, GM.
Figure 11-14. Elastic coupling, outer driving
disk mounted on generator, GM
228
After obtaining deflection readings within
0.001 inch, the bolts, the driving disk, and
the generator shaft flanges must be marked
so that they may be replaced in their
respective positions when the generator is
coupled to the elastic coupling. Before
removing the flange, the dowel holes must
be reamed for the body-bound dowels.Dowels and dowel holes must
also be
marked so that they will be replaced in their
respective positions.
5. Remove the driving disk from the
generator shaft and reinstall it on the elastic
coupling.
6. Install the upper half of the elastic
coupling housing. Move the generatortoward the engine.
Approximate axial
alignment may be attained with the jacking
screws on the generator feet. Inboard and
outboard alignment may be attained by use
of portable blocks and jack screws working
against the edges of the generator feet. When
an alignment as nearly perfect as possible
has been attained, the generator is moved
farther toward the engine and the generator
shaft carefully inserted into the bore of the
with feeler gages. The thrust should be evenly
divided between the two sides. If the thrust
clearance is greater on one side than on the
other, the generator housing must be moved
until a balanced condition is attained.
8. Remove the hardwood blocks securing the
crankshaft. Recheck the engine crankshaftthrust bearing
clearances and the setting of the
elastic coupling in relation to the center
prickpunch mark. If either the bearing or the
coupling has moved, the condition must be
corrected by moving the crankshaft, the
coupling, or the generator. If any move is
made, it will be necessary to recheck the
engine crankshaft thrust, the coupling, and the
generator thrust bearing.
When all clearances are correct, a strain gage
reading must be taken and checked against the
recorded original reading. A change in the
strain gage reading indicates misalignment, a
condition which, at this point, can be corrected
only by moving the generator.
After perfect alignment has been attained,
measure the space between the generator feet
ttp://www.maritime.org/fleetsub/diesel/chap11.htm (16 of
17)4/27/2009 9:48:03 PM
-
7/28/2019 Chapter 11 - Jounals Bearings and Aligment
17/17