Embed Size (px)
Citation preview

1
Chapter 9A. Process Capability & Statistical Quality Control
Outline:Basic StatisticsProcess VariationProcess Capability Process Control Procedures
Variable data X-bar chart and R-chart
Attribute data p-chart
Acceptance Sampling Operating Characteristic Curve

2
Focus This technical note on statistical quality control (SQC)
covers the quantitative aspects of quality management SQC is a number of different techniques designed to
evaluate quality from a conformance view How are we doing in meeting specifications?
SQC can be applied to both manufacturing and service processes
SQC techniques usually involve periodic sampling of the process and analysis of data Sample size Number of samples
SQC techniques are looking for variance Most processes produce variance variance in output
we need to monitor the variance (and the mean also) and correct processes when they get out of range

Dr. Saydam, Lecture 1 3
Mean
Basic Statistics
Normal Distributions have a mean (μ) and a standard deviation (σ)
For a sample of N observations:
N
ii NxX
1
N
XxN
ii
1
2
where:xi = Observed valueN = Total number of observed values
Standard Deviation
99.7%
μ

4
Statistics and Probability
SQC relies on central limit theorem and normal dist. We establish the Upper Control Limits (UCL) and the
Lower Control Limits (LCL) with plus or minus 3 standard deviations. Based on this we can expect 99.7% of our sample observations to fall within these limits.
Acceptance sampling relies on Binomial and Hyper geometric probability concepts
99.7%
LCL UCL
/2 /2
Prob. ofType I error

Dr. Saydam, Lecture 1 5
Using SQC, samples of a process output are taken, and sample statistics are calculated
The purpose of sampling is to find when the process has changed in some nonrandom way The reason for the change can then be quickly
determined and corrected
This allows us to detect changesdetect changes in the actual distribution process
Basic Stats

6
Variation
Random (common) variation is inherent in the production process.
Assignable variation is caused by factors that can be clearly identified and possibly managed
Using a saw to cut 2.1 meter long boards as a sample process Discuss random vs. assignable variation
Generally, when variation is reduced, quality improves. It is impossible to have zero variability. T or F ?

Dr. Saydam, Lecture 1 7
IncrementalCost of Variability
High
Zero
LowerSpec
TargetSpec
UpperSpec
Traditional View
IncrementalCost of Variability
High
Zero
LowerSpec
TargetSpec
UpperSpec
Taguchi’s ViewExhibits TN8.1 & TN8.2
Exhibits TN8.1 & TN8.2
Taguchi’s View of VariationTraditional view is that quality within the LS and US is good and that the cost of quality outside this range is constant, where Taguchi views costs as increasing as variability increases, so seek to achieve zero defects and that will truly minimize quality costs.

Dr. Saydam, Lecture 1 8
Process Capability
Tolerance (specification, design) Limits Bearing diameter 1.250 +- 0.005 inches LTL = 1.245 inches UTL = 1.255 inches
Process Limits The actual distribution from the process Run the process to make 100 bearings, compute the
mean and std. dev. (and plot/graph the complete results)
Suppose, mean = 1.250, std. dev = 0.002
How do they relate to one another?

9
Tolerance Limits vs. Process Capability
Actual Process Width
Specification Width
Specification Width
Actual Process Width

10
Process Capability Example Design Specs: Bearing diameter 1.250 +- 0.005 inches
LTL = 1.245 inches UTL = 1.255 inches The actual distribution from the process mean = 1.250, s
= 0.002 +- 3s limits 1.250 +- 3(0.002) [1.244, 1.256]
Anew process, std. dev. = 0.00083

11
Process Capability Index, Cpk
Capability Index shows how well parts being produced fit into design limit specifications
Compute the Cpk for the bearing example. Old process, mean = 1.250, s = 0.002
What is the probability of producing defective bearings?
New process, mean = 1.250, s= 0.00083, re-compute the Cpk
When the computed (sample) mean = design (target) mean, what does that imply?
3
X-UTLor
3
LTLXmin=C pk

12
The Cereal Box Example
Recall the cereal example. Consumer Reports has just published an article that shows that we frequently have less than 15 ounces of cereal in a box.
Let’s assume that the government says that we must be within ± 5 percent of the weight advertised on the box.
Upper Tolerance Limit = 16 + 0.05(16) = 16.8 ounces Lower Tolerance Limit = 16 – 0.05(16) = 15.2 ounces
We go out and buy 1,000 boxes of cereal and find that they weight an average of 15.875 ounces with a standard deviation of 0.529 ounces.

13
Cereal Box Process Capability
Specification or Tolerance Limits Upper Spec = 16.8 oz, Lower Spec = 15.2 oz
Observed Weight Mean = 15.875 oz, Std Dev = 0.529 oz
What does a Cpk of 0.4253 mean?
Many companies look for a Cpk of 1.3 or better… 6-Sigma company wants 2.0!
3
;3
XUTLLTLXMinC pk

14
Types of Statistical Sampling
1. Sampling to accept or reject the immediate lot of product at hand (Acceptance Sampling).
Attribute (Binary; Yes/No; Go/No-go information) Defectives refers to the acceptability of product
across a range of characteristics. Defects refers to the number of defects per unit
which may be higher than the number of defectives.
p-chart application
2. Sampling to determine if the process is within acceptable limits (Statistical Process Control)
Variable (Continuous) Usually measured by the mean and the standard
deviation. X-bar and R chart applications

15
Evidence for Investigation…

16
Control Limits
If we establish control limits at +/- 3 standard deviations, then we would expect 99.7% of our observations to fall within these limits
xLCL UCL
UCL
LCL
UCL
LCL

17
Attribute Measurements (p-Chart)
Item is “good” or “bad”Collect data, compute average fraction bad
(defective) and std. dev. using:
The, UCL, LCL using:
Excel time!
ns
)p-(1 p =
nsObservatio ofNumber Total
Defectives ofNumber Total=p
p
p
p
Z- p = LCL
Z p = UCL
s
s

18
Variable Measurements (x-Bar and R Charts)A variable of the item is measured (e.g., weight, length, salt content in a bag of chips) Note that the item (sample) is not declared good or bad
Since the actual the standard deviation of the process is not known (and it may indeed fluctuate also) we use the sample data to compute the UCL & LCL
For 3-sigma limits, factors A2 , D3 , and D4 and are given in Exhibit 9A.6, p. 341
Excel time!
RA - x = LCL
RA + x = UCL
Limits ControlChart x
2
2
RD = LCL
RD = UCL
Limits ControlChart R
3
4

Dr. Saydam, Lecture 1 1
9
3
Acceptance Sampling vs. SPC
Sampling to accept or reject the immediate lot of product at hand (Acceptance Sampling). Determine quality level Ensure quality is within predetermined (agreed) level
Sampling to determine if the process is within acceptable limits - Statistical Process Control (SPC)

20
Acceptance Sampling
Advantages Economy Less handling damage Fewer inspectors Upgrading of the
inspection job Applicability to
destructive testing Entire lot rejection
(motivation for improvement)
Disadvantages Risks of accepting “bad”
lots and rejecting “good” lots
Added planning and documentation
Sample provides less information than 100-percent inspection

21
A Single Sampling Plan
A Single Sampling PlanSingle Sampling Plan simply requires two parameters to be determined:
1.n the sample size (how many units to sample from a lot)
2.c the maximum number of defective items that can be found in the sample before the lot is rejected.

22
RISK
RISKS for the producer and consumer in sampling plans:
Acceptable Quality Level (AQL) Max. acceptable percentage of defectives defined by
producer.
(Producer’s risk) The probability of rejecting a good lot.
Lot Tolerance Percent Defective (LTPD) Percentage of defectives that defines consumer’s
rejection point.
(Consumer’s risk) The probability of accepting a bad lot.

Dr. Saydam, Lecture 1 2
3
9
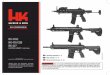
Operating Characteristic Curve
n = 99c = 4
AQL LTPD
00.10.20.30.40.50.60.70.80.9
1
1 2 3 4 5 6 7 8 9 10 11 12
Percent defective
Pro
bab
ilit
y of
acc
epta
nce
=.10(consumer’s risk)
= .05 (producer’s risk)
The OCC brings the concepts of producer’s risk, consumer’s risk, sample size, and maximum defects allowed together
The OCC brings the concepts of producer’s risk, consumer’s risk, sample size, and maximum defects allowed together
The shape or slope of the curve is dependent on a particular combination of the four parameters
The shape or slope of the curve is dependent on a particular combination of the four parameters

Dr. Saydam, Lecture 1 2
4
10
Example: Acceptance Sampling
Zypercom, a manufacturer of video interfaces, purchases printed wiring boards from an outside vender, Procard. Procard has set an acceptable quality level of 1% and accepts a 5% risk of rejecting lots at or below this level. Zypercom considers lots with 3% defectives to be unacceptable and will assume a 10% risk of accepting a defective lot.
Develop a sampling plan for Zypercom and determine a rule to be followed by the receiving inspection personnel.

25
Developing A Single Sampling Plan
Determine: AQL? ? LTPD? ?
Divide LTPD by AQL 0.03/0.01 = 3 Then find the value for “c” by selecting the value in the TN8.10
“n(AQL)”column that is equal to or just greater than the ratio above (3).
Thus, c = 6 From the row with c=6, get nAQL = 3.286 and divide it by
AQL 3.286/0.01 = 328.6, round up to 329, n = 329
c LTPD/AQL n AQL c LTPD/AQL n AQL
0 44.890 0.052 5 3.549 2.6131 10.946 0.355 6 3.206 3.2862 6.509 0.818 7 2.957 3.9813 4.890 1.366 8 2.768 4.6954 4.057 1.970 9 2.618 5.426
Sampling Plan:Take a random sample of 329 units from a lot. Reject the lot if more than 6 units are defective.
Sampling Plan:Take a random sample of 329 units from a lot. Reject the lot if more than 6 units are defective.