Embed Size (px)
Citation preview
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 1/128
ngBy S K
Mondal
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 2/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 3/128
Welding DefnitionWelding is a process by which two materials,
usually metals, are permanently joined togetherby coalescence, which is induced by a
combination of temperature, pressure, andmetallurgical conditions.
The particular combination of these variables canrange from high temperature with no pressure to
high pressure with no increase in temperature.Welding positive process!
Machining negative process!
"orming, casting #ero process!
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 4/128
Requirement or a high quality welding
$. % source of satisfactory heat and&or pressure,
'. % means of protecting or cleaning the metal,
and
(. )aution to avoid, or compensate for, harmful
metallurgical e*ects.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 5/128
Classifcation o welding processes+y fuel gas welding +"W!
%rc welding %w!
-esistance welding
Solid state welding friction welding, ultrasonicwelding, forge welding etc.!
ni/ue process Thermit welding
0aser beam welding
1lectroslag welding
"lash welding
2nduction welding
1lectron beam welding
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 6/128
IES - 2!2
The advantage of the welding process isa! 2t relieves the joint from residual stresses
b! 2t helps in chec3ing of distortion of wor3 piece
c! 0arge number of metals and alloys, bothsimilar and&or dissimilar can be joined.
d! 4eat produced during the welding does notproduce metallurgical changes.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 7/128
Welda"ility # $a"rication %rocesses
The weldability of a material will depend on thespeci5c welding or joining process beingconsidered.
"or resistance welding of consistent /uality, it isusually necessary to remove the oideimmediately before welding.
"abrication weldability test is used to determine
mechanical properties re/uired for satisfactoryperformance of welded joint.
The correct se/uence of the given materials inascending order of their weldability is
&luminum ' copper ' cast iron ' (S)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 8/128
Case o &luminium The oide coating on aluminum alloys causes some
di7culty in relation to its weldability.
2t also has high thermal conductivity and a very shorttemperature range between li/uidus and solidus and
when li/uid its viscosity is very low.%luminium is poor absorber of laser light.
8uring fusion welding, the aluminum would oidi#eso readily that special 9ues or protective inert:gas
atmospheres must be employed.
"riction welding and T2; welding is good foraluminium.
"or aluminium %) current plus high fre/uency is
must.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 9/128
Case o Cast Iron)ast iron is more di7cult to weld because of its high
carbon content and brittleness poor ductility!
Massive carbon deposits have a tendency to form inthe areas adjacent to the weld, and high:carbonmartensite tends to form in the heat:a*ected #ones.
These microstructures are very brittle and maycrac3 spontaneously while welding is in progress orlater when load is applied to the wor3piece.
)ast iron can be joined by the oyacetylene bra#ingprocess and shielded metal:arc welding stic3!process.
Some cases preheating and&or post heating is
re/uired.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 10/128
Case o Stainless SteelStainless steel is a di7cult metal to weld
because it contains both nic3el and chromium.
The best method for welding stainless steel is
T2; welding. The electric arc is also preferred for welding
stainless steels. % heavily coated welding rod,which produce a shielded arc, is employed.
<ou must do a better job of pre:cleaning.sing a low arc current setting with faster
travel speeds is important when weldingstainless steel, because some stainless steelsare subject to carbide precipitation. )ontd6..
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 11/128
Case o Stainless Steel The ferritic stainless steels are generally less
weldable than the austenitic stainless steel andre/uire both preheating and postweld heattreatments.
Welds of ferritic stainless steel can be by
i! autogenously i.e. without the addition of 5llermetal!
ii! with an austenitic stainless steel
iii! using a high nic3el 5ller alloy.
iv! Type =>? 5ller low $$@ )r, low carbon and small>.'@ %l!
Welding processA T2;, M2;, Shielded:metal arcwelding and lasma arc welding
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 12/128
21S '>$>
&ssertion )&*+ It is generally di,cult toweld &luminum parts "y normal arcwelding process
Reason )R*+ .ard and "rittle &luminum-
o/ide flm is ormed at the welded 0oints
a! Both % and - are individually true and - isthe correct eplanation of %
b! Both % and - are individually true but - isC+T the correct eplanation of %
c! % is true but - is false
d! % is false but - is true
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 13/128
1&E-2!3 The major di7culty during welding of
aluminium is due to its
a! high tendency of oidation
b! high thermal conductivityc! low melting point
d! low density
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 14/128
IES 2!!)onsider the following statements.
)ast iron is di7cult to weld, because of
$. 0ow ductility
'. oor fusion(. Tendency to crac3 on cooling
Which of these statements are correct E
a! $, ' and (b! $ and ' only
c! ' and ( only
d! $ and ( only
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 15/128
IES - 2!2
Which of the following factors improve weldability of steelE
$. 0ow carbon content
'. 4igh carbon content(. ;ood a7nity content
=. oor a7nity to oygen
a! $ and ( b! ' and (
c! $ and = d! ' and =
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 16/128
21S:'>$(
Welda"ility depends on
$. Thermal conductivity
'. Surface condition
(. )hange in microstructure
a! $ and ' only b! $ and ( only
c! ' and ( only d! $, ' and (
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 17/128
1as $lame %rocesses+
Welding4 Cutting and Straightening5/y-uel gas Welding +"W!A 4eat source is
the 9ame produced by the combustion of a
fuel gas and oygen.
+"W has largely been replaced by otherprocesses but it is still popular because of its
portability and the low capital investment.
%cetylene is the principal fuel gas employed.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 18/128
)ombustion of oygen and acetylene )'4'! in
a welding torch produces a temp. in a twostage reaction.
2n the 5rst stage
F 4eat This reaction occurs near the tip of the torch.
2n the second stage combustion of the )+ and4' and occurs just beyond the 5rst combustion
#one.
')+ F +' → ')+' F 4eat
4' F +' → 4'+ F 4eat
+ygen for secondary reactions is obtained
C H O CO H+ → +2 2 2 2
2
1
2
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 19/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 20/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 21/128
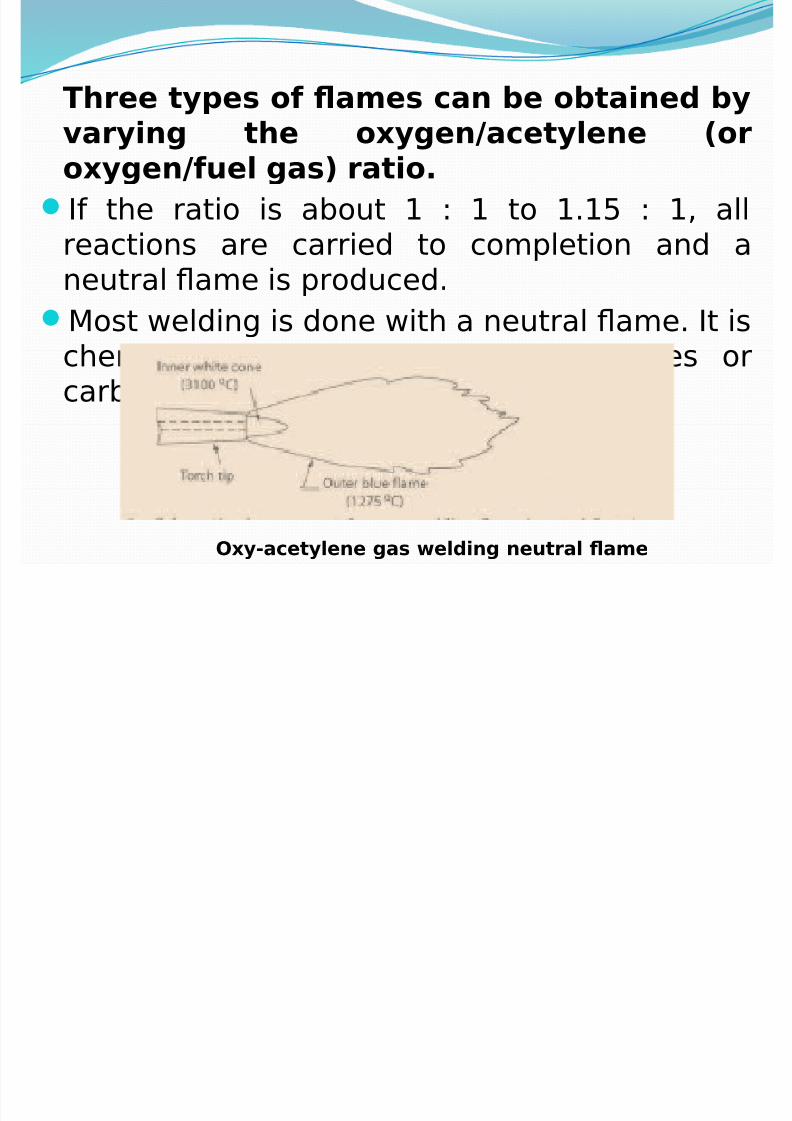
hree types o 6ames can "e o"tained "y
7arying the o/ygen#acetylene )oro/ygen#uel gas* ratio
2f the ratio is about $ A $ to $.$? A $, allreactions are carried to completion and aneutral 9ame is produced.
Most welding is done with a neutral 9ame. 2t ischemically neutral and neither oidi#es or
carburi#es the metal being welded.
5/y-acetylene gas welding neutral 6ame
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 22/128
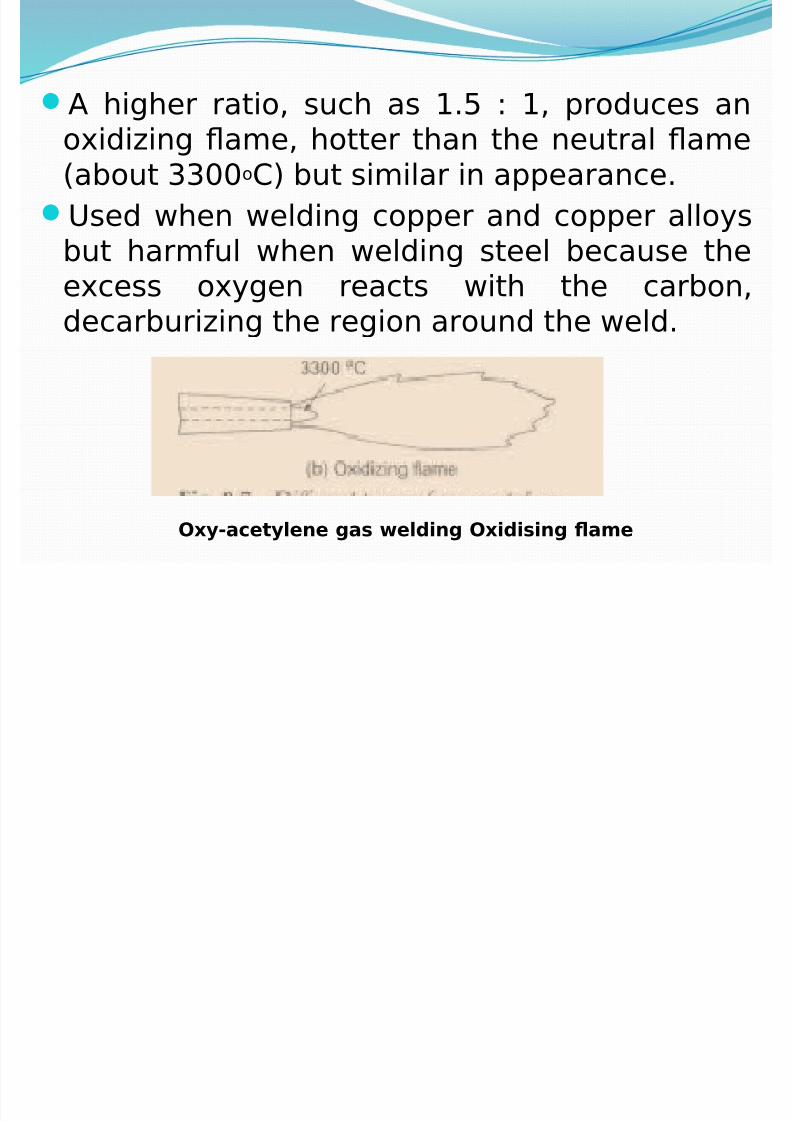
% higher ratio, such as $.? A $, produces an
oidi#ing 9ame, hotter than the neutral 9ameabout ((>>o)! but similar in appearance.
sed when welding copper and copper alloysbut harmful when welding steel because theecess oygen reacts with the carbon,decarburi#ing the region around the weld.
5/y-acetylene gas welding 5/idising 6ame
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 23/128
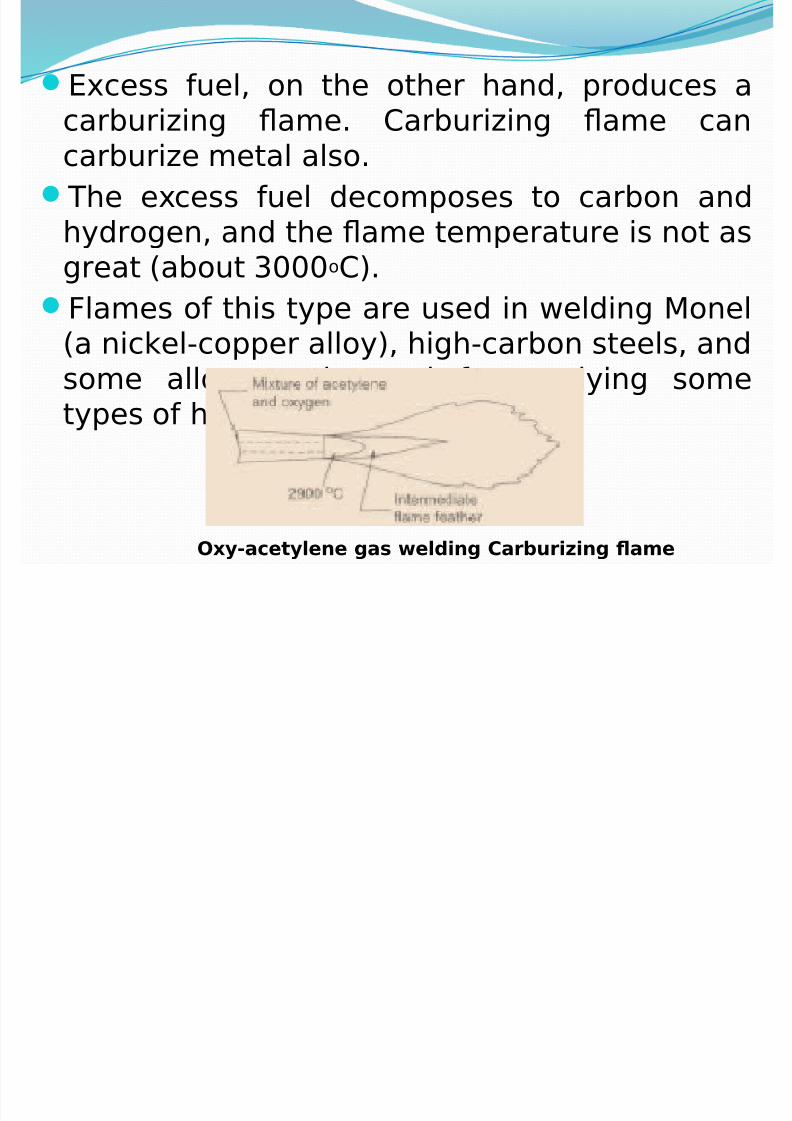
1cess fuel, on the other hand, produces a
carburi#ing 9ame. )arburi#ing 9ame cancarburi#e metal also.
The ecess fuel decomposes to carbon andhydrogen, and the 9ame temperature is not as
great about (>>>o)!."lames of this type are used in welding Monel
a nic3el:copper alloy!, high:carbon steels, andsome alloy steels, and for applying sometypes of hard:facing material.
5/y-acetylene gas welding Car"uri8ing 6ame
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 24/128
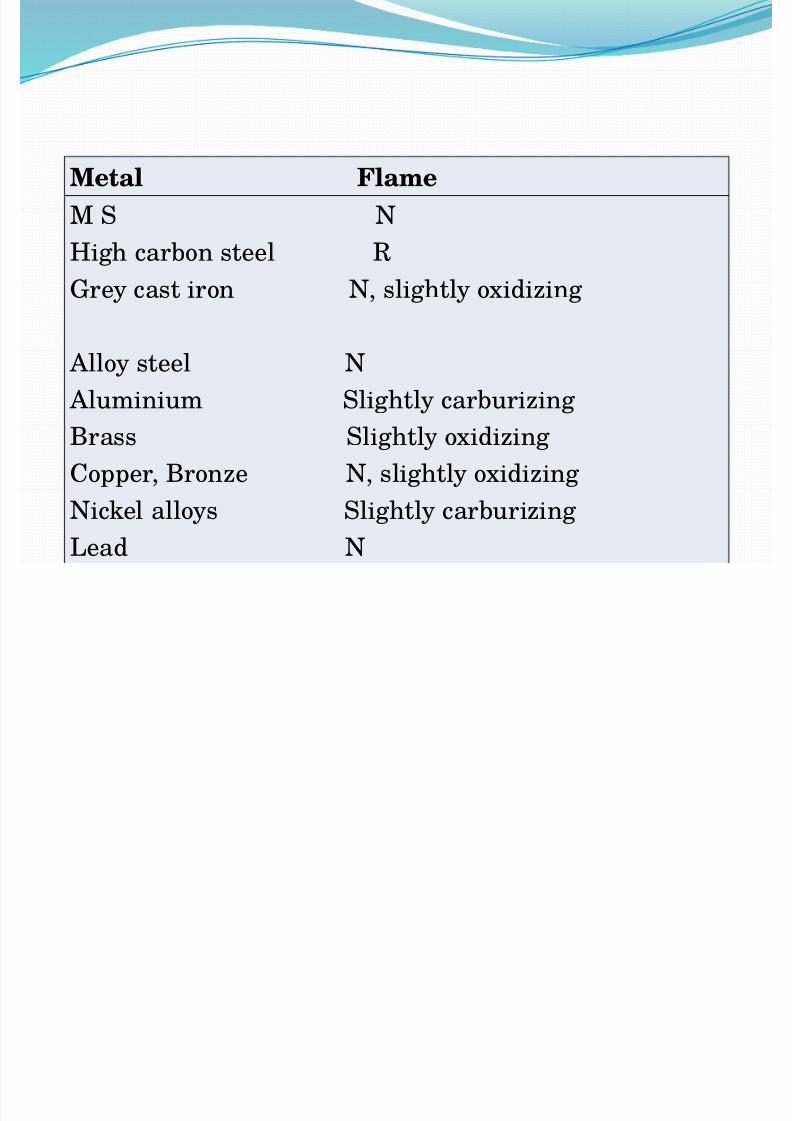
Metal Flame
M S N
High carbon steel R
Grey cast iron N, slightly oxidizing
Alloy steel N
Aluminium Slightly carburizingBrass Slightly oxidizing
Copper, Bronze N, slightly oxidizing
Nickel alloys Slightly carburizing
Lead N
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 25/128
IES 29 Con7entional1plain the three types of oy:acetylene
9ames. 2ndicate with the help of s3etches
the various #ones, respective temperature
ranges and applications of each type of
9ame.
G '> H Mar3sI
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 26/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 27/128
8iagram
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 28/128
:ses4 &d7antages4 and ;imitations
+"W is usion welding. <o pressure is in7ol7ed.
"iller metal can be added in the form of a wireor rod.
"lues may be used to clean the surfaces andremove contaminating oide. The gaseousshield produced by vapori#ing 9u can prevent
oidation during welding, and the slagproduced by solidifying 9u can protect theweld pool. "lu can be added as a powder, thewelding rod can be dipped in a 9u paste, or
the rods can be pre:coated. )ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 29/128
1poser of the heated and molten metal to the
various gases in the 9ame and atmosphere ma3es
it di7cult to prevent contamination.
4eat source is not concentrated, a large area of the
metal is heated and distortion is li3ely to occur.
"lame welding is still /uite common in 5eld wor3, in
maintenance and repairs, and in fabricating small/uantities of speciali#ed products.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 30/128
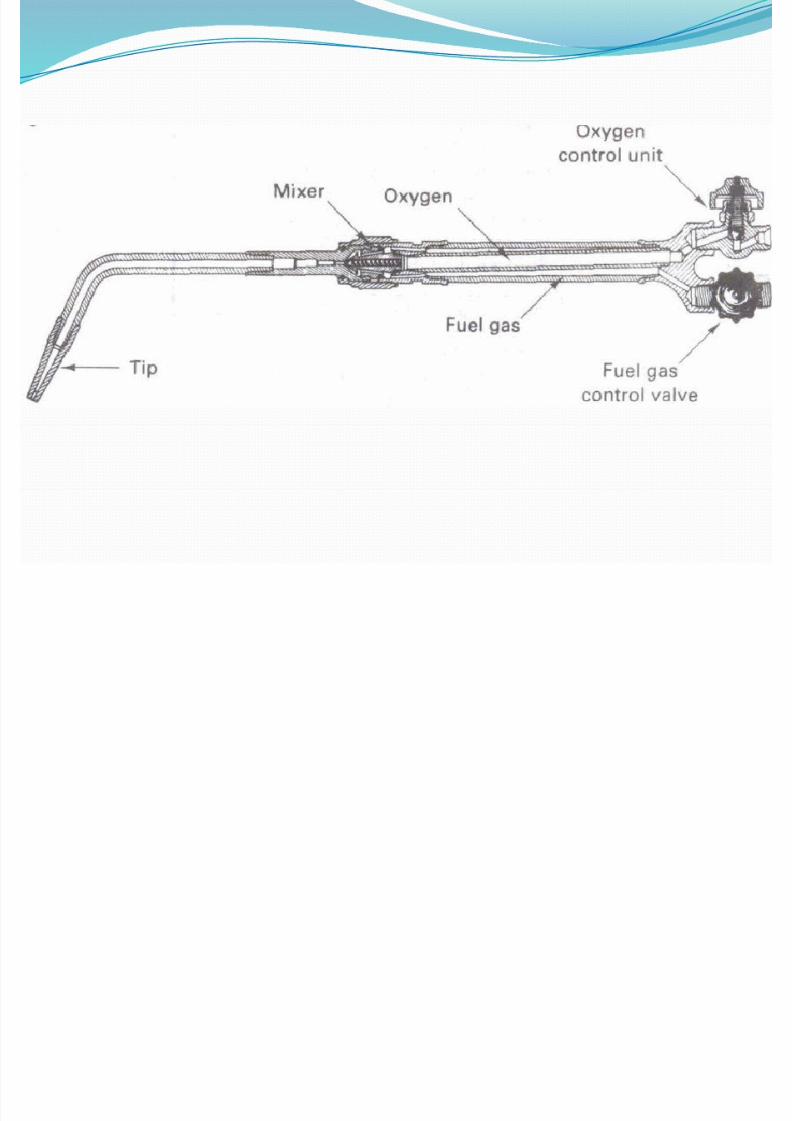
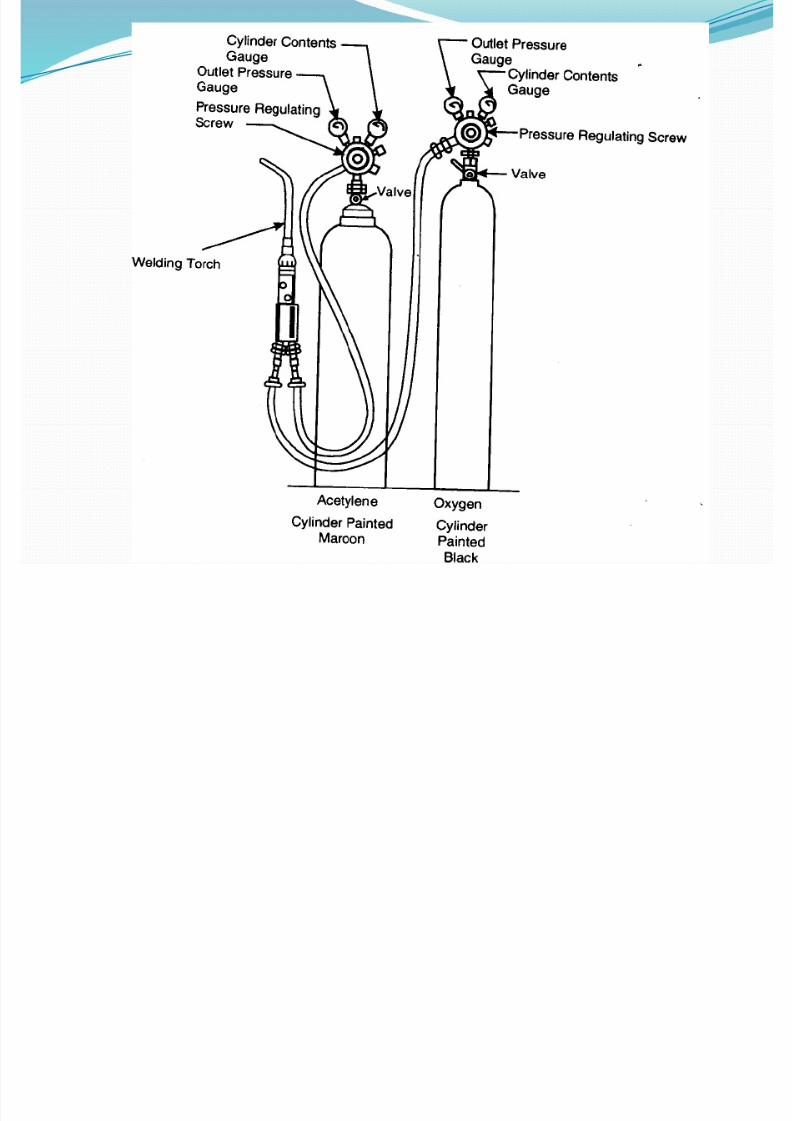
5/y acetylene welding equipment
+ygen is stored in a cylinder at a pressureranging from $(.J Ma to $J.' Ma .
8ue to high eplosiveness of free acetylene it
is stored in a cylinder with J>:J?@ porouscalcium silicate and then 5lled with acetonewhich absorb upto ='> times by its volume ata pressure $.? Ma .
%t the time of acetylene release if acetonecomes with acetylene the 9ame would give apurple colour.
%nother option is acetylene generator.2 2 2 2 2
2 ( )CaC H O C H Ca OH + → +
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 31/128
%ressure 1as Weldingressure gas welding ;W! or
+yacetylene ressure Welding is a processused to ma3e butt joints between the endsof objects such as pipe and:railroad rail.
The ends are heated with a gas 9ame to atemperature below the melting point, and
the soft metal is then forced together underconsiderable pressure.
This process, therefore, is actually a Lform ofsolid:state welding.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 32/128
21S '>$>
he ratio "etween 5/ygen and&cetylene gases or neutral 6ame ingas welding is
a! ' A $ b! $ A 'c! $ A $ d! = A $
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 33/128
IES-29
=y which one o the ollowing methodsgray cast iron is usually welded>
a! T2; welding b! M2; welding
c! ;as welding d! %rc welding
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 34/128
IES - 2!2
Statement 2!A 2n gas welding the metal to be joined gets oidi#ed or carburi#ed
Statement 22!A The neutral 9ame a*ects nochemical change on the molten metal.
a! Both Statement 2! and Statement 22! areindividually true and Statement 22! is the correcteplanation of Statement 2!
b! Both Statement 2! and Statement 22! areindividually true but Statement 22! is not thecorrect eplanation of Statement 2!
c! Statement 2! is true but Statement 22! is false
d! Statement 2! is false but Statement 22! is true
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 35/128
5/ygen orch Cutting )1as Cutting*
2ron and steel oidi#e burn! when heated to atemperature between J>>>) to $>>>>).
4igh:pressure oygen jet (>> Ka! is directed
against a heated steel plate, the oygen jetburns the metal and blows it away causing thecut 3erf!.
"or cutting metallic plates shears are used.
These are useful for straight:line cuts and alsofor cuts up to => mm thic3ness.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 36/128
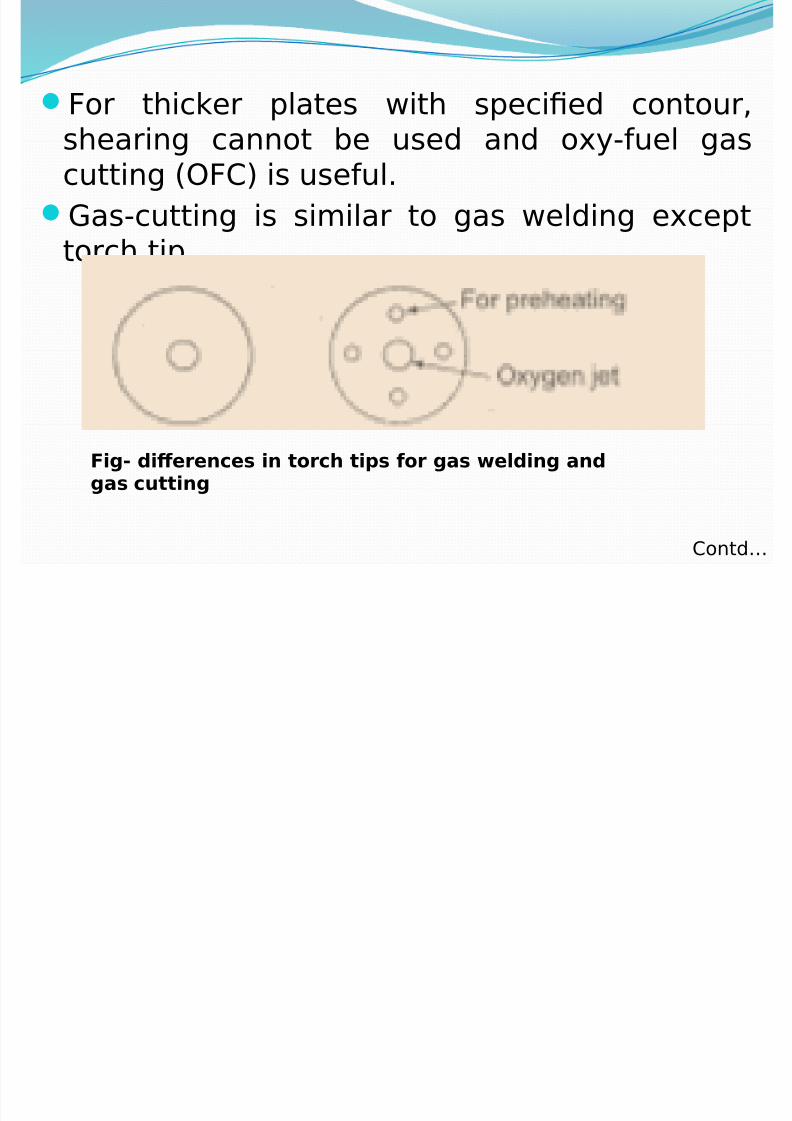
"or thic3er plates with speci5ed contour,
shearing cannot be used and oy:fuel gascutting +")! is useful.
;as:cutting is similar to gas welding ecepttorch tip.
$ig- di?erences in torch tips or gas welding andgas cutting
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 37/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 38/128
0arger si#e ori5ce produces 3erf width wider and
larger oygen consumed.%t 3indling temperature about J>o)!, iron form
iron oide.
-eactionA
("e F '+' → "e(+= F. MN&3g of iron
The other reactionsA
'"e F +' → '"e+ F (.$J MN&3g of iron
="e F (+' → '"e'+( F =.O MN&3g of iron%ll eothermic reactions preheat the steel.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 39/128
"or complete oidation >.'J m( oygen&3g ofiron is re/uired
8ue to unoidi#ed metal blown away theactual re/uirement is much less.
Torch tip held vertically or slightly inclined inthe direction of travel.
Torch position is about $.? to ( mm verticalfrom plate.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 40/128
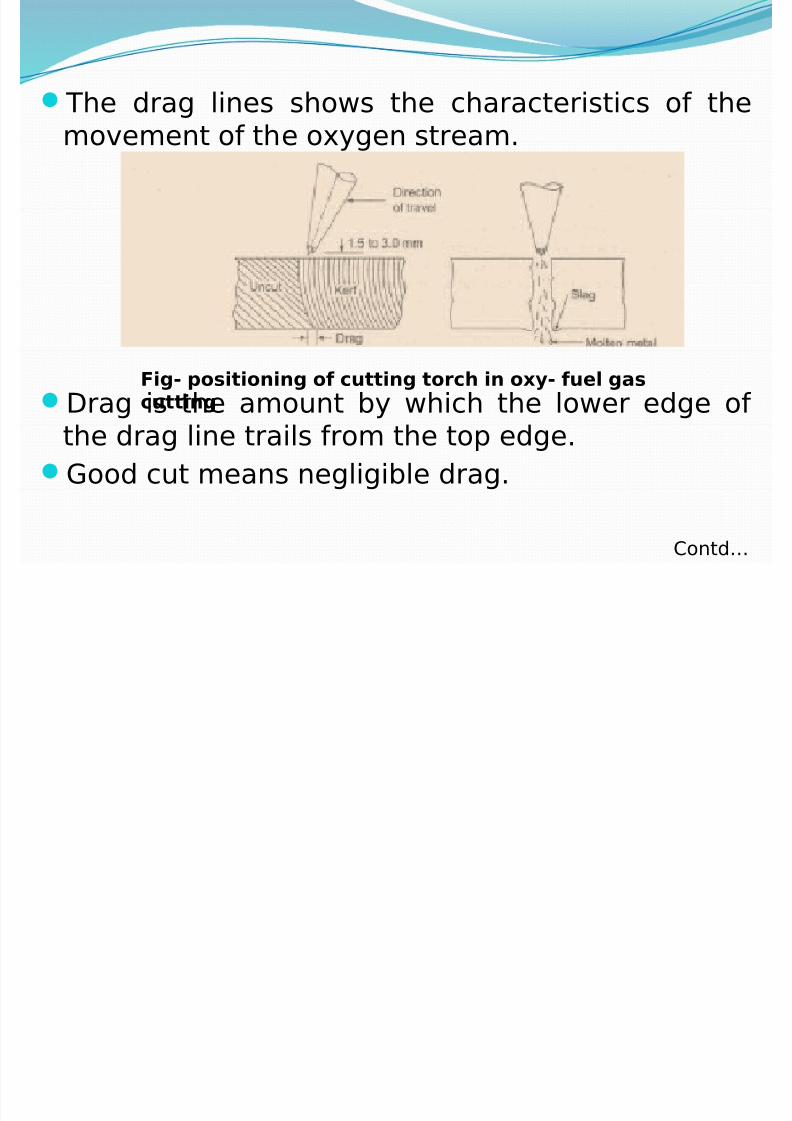
The drag lines shows the characteristics of the
movement of the oygen stream.
8rag is the amount by which the lower edge ofthe drag line trails from the top edge.
;ood cut means negligible drag.
$ig- positioning o cutting torch in o/y- uel gas
cutting
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 41/128
2f torch moved too rapidly, the bottom does
not get su7cient heat and produces largedrag so very rough and irregular:shaped:cutedges.
2f torch mo7ed slowly a large amount of slag
is generated and produces irregular cut.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 42/128
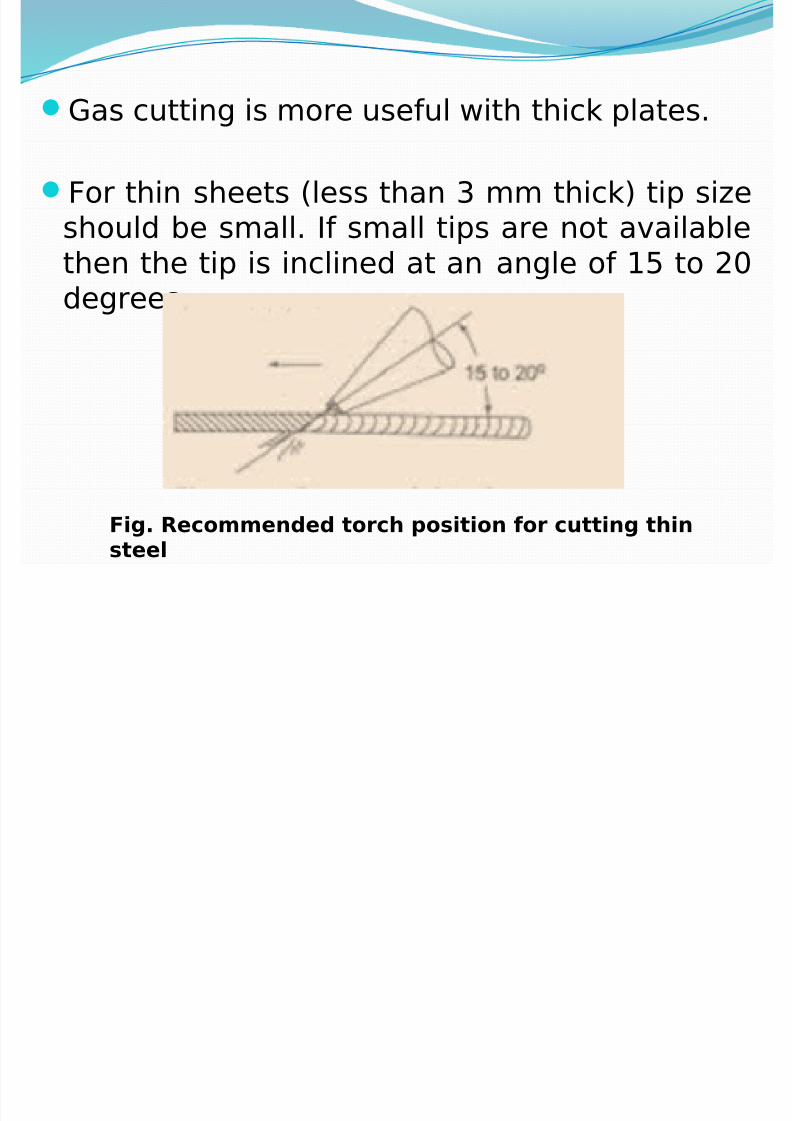
;as cutting is more useful with thic3 plates.
"or thin sheets less than ( mm thic3! tip si#eshould be small. 2f small tips are not available
then the tip is inclined at an angle of $? to '>degrees.
$ig Recommended torch position or cutting thinsteel
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 43/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 44/128
&pplicationseful only for materials which readily get
oidi#ed and the oides have lower melting
points than the metals.Widely used for ferrous materials.
)annot be used for aluminum, bron#e,
stainless steel and li3e metals since they resist
oidation.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 45/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 46/128
"or high carbon steel material around the cut
should be preheated about '?> to (>>o)! and
may post heat also necessary.
)utting )2 is di7cult, since its melting temp. islower than iron oide.
2f chromium and nic3el etc are present in
ferrous alloys oidation and cutting is di7cult.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 47/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 48/128
IES 2@Consider the ollowing statements in respect o o/y-acetylene welding+
$. The joint is not heated to a state of fusion.
'. Co pressure is used.
(. +ygen is stored in steel cylinder at a pressure of $=Ma.
=. When there is an ecess of acetylene used, there is adecided change in the appearance
of 9ame. Which of the statements given above are correctE
a! $, ' and ( b! ', ( and =
c! $, ( and =d! $, ' and =
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 49/128
IES-2A
Consider the ollowing statements+
$. 2n gas welding, the torch should be held at an
angle of (>P to =?P from the hori#ontal plane.
'. 2n gas welding, the Si#e of the torch dependsupon the thic3ness of metal to be formed.
(. 8rag in gas cutting is the time di*erence
between heating of the plate and starting the
oygen gas for cutting. Which of the statements given above are correctE
a! $, ' and (b! $ and '
c! ' and (d! $ and (
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 50/128
%owder Cutting
)ast iron, stainless steel, and others high alloysteels are di7cult to cut by oy:fuel cutting andwe can use powder cutting.
By injecting a 5nely divided '>>:mesh iron powder
into the 9ame, a lower melting point eutecticoide is formed at the cutting interface, whereadditional iron:oygen reaction is generated andcutting proceeds in a similar way of oy:fuel
cutting. The heat and the 9uing action of the burning iron
powder enable the cutting oygen stream tooidi#e the base metal continuously, just as in
cutting carbon steel.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 51/128
%lasma Cutting
ses ioni#ed gas jet plasma! to cut materialsresistant to oy:fuel cutting,
4igh velocity electrons generated by the arc impactgas molecules, and ioni#e them.
The ioni#ed gas is forced through no##le upto ?>>m&s!, and the jet heats the metal, and blasts themolten metal away.
More economical, more versatile and much faster
? to J times! than oyfuel cutting, produces narrow3erfs and smooth surfaces.
4%Q is $&( to R th than oyfuel cutting.
Maimum plate thic3ness '>> mm
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 52/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 53/128
Electric &rc Welding
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 54/128
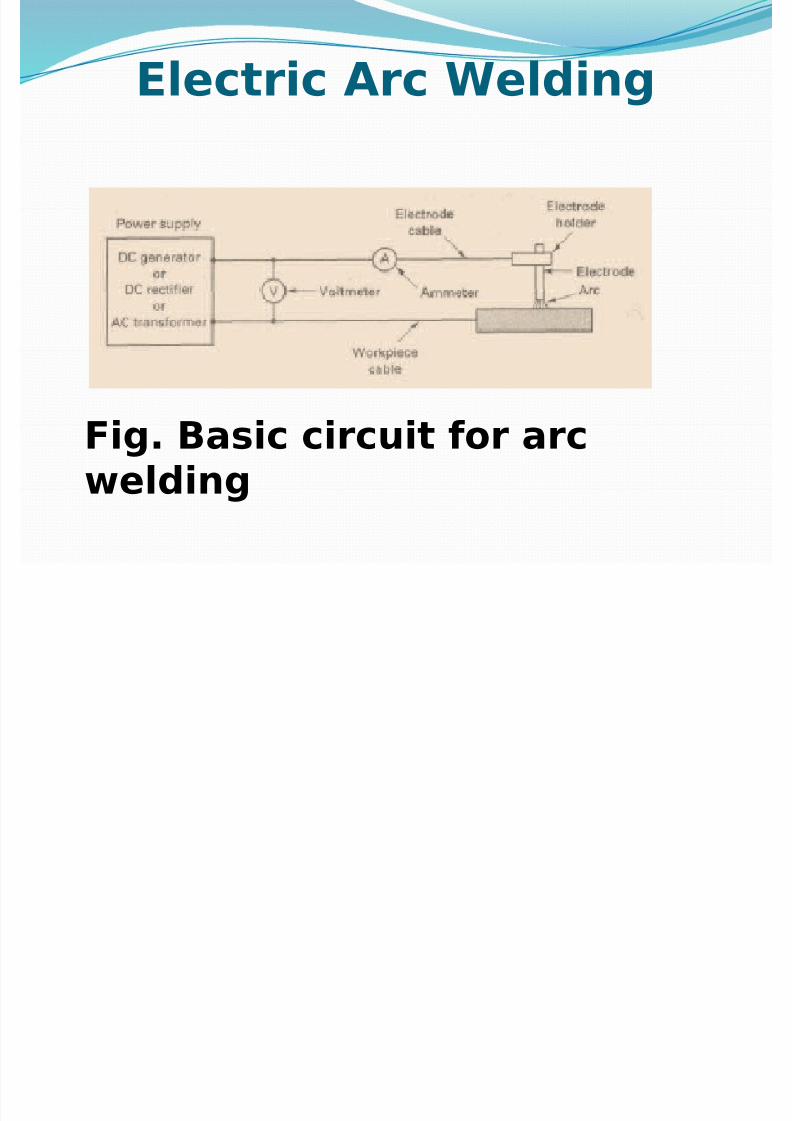
Electric &rc Welding
$ig =asic circuit or arcwelding
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 55/128
%rinciple o &rc%n arc is generated between cathode and
anode when they are touched to establish the
9ow of current and then separated by a smalldistance.
?@ to ?@ heat is generated at the anode.
2f 8) is used and the wor3 is positive the
anode of the circuit!, the condition is 3nown as
straight polarity S8)!. )ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 56/128
Wor3 is negative and electrode is positive is
reverse polarity -8)!.
S8) conditions are preferred.
8) arc:welding maintain a stable arc and
preferred for di7cult tas3s such as overhead
welding.
"or a stable arc, the gap should be
maintained.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 57/128
Manual arc welding is done with shielded
covered! electrodesBare:metal wire used in automatic or
semiautomatic machines.
Con consumable electrodes e.g tungsten! isnot consumed by the arc and a separate metalwire is used as 5ller.
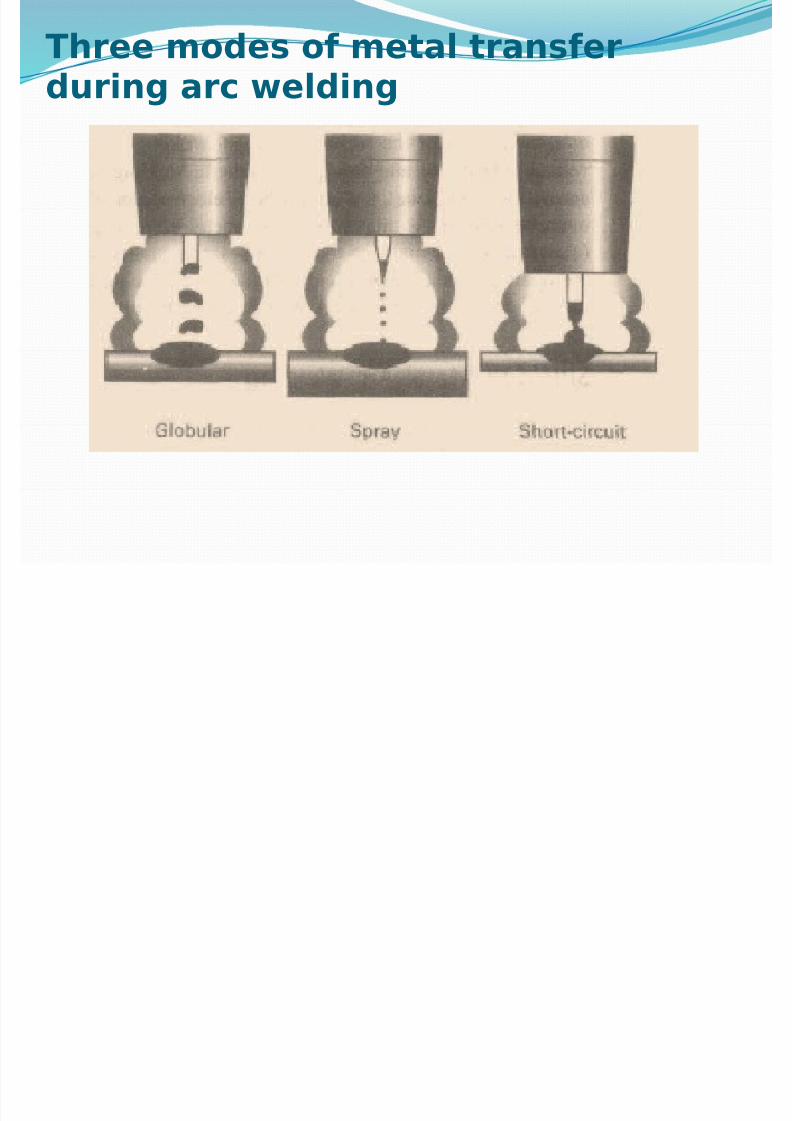
There are three modes of metal transfer
globular, spray and short:circuit!.
h d t l t
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 58/128
hree modes o metal transerduring arc welding
(a0or $orces taBe part in (etal
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 59/128
(a0or $orces taBe part in (etalranser
i! gravity force
ii! Surface tension
iii! electromagnetic interaction
iv! hydrodynamic action of plasma
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 60/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 61/128
W( 2!
&ssertion )&* + =ead is the metal addedduring single pass o welding
Reason )R* + =ead material is same as "ase
metala! Both % and - are individually true and - isthe correct eplanation of %
b! Both % and - are individually true but - is
C+T the correct eplanation of %c! % is true but - is false
d! % is false but - is true
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 62/128
&rc welding equipments$. 8roopersA )onstant current welding
machines
;ood for manual welding
'. )onstant voltage machines ;ood for automatic welding
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 63/128
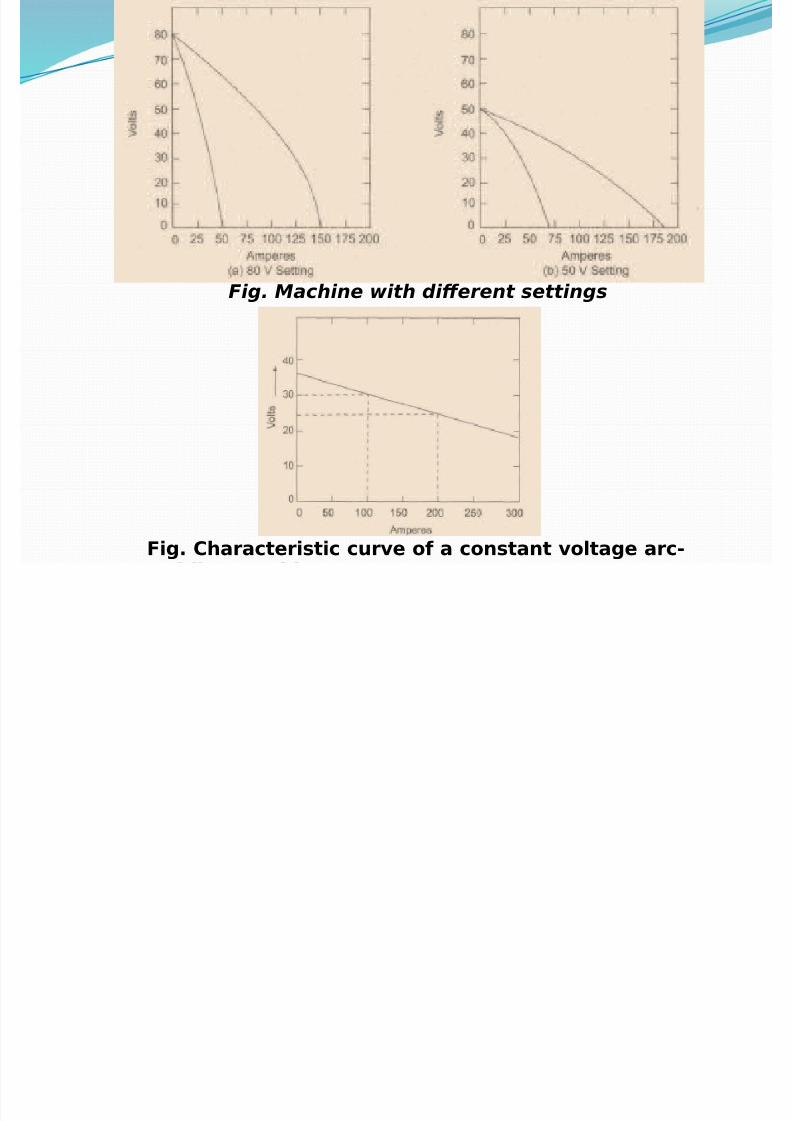
Fig. Machine with diferent settings
$ig Characteristic cur7e o a constant 7oltage arc-
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 64/128
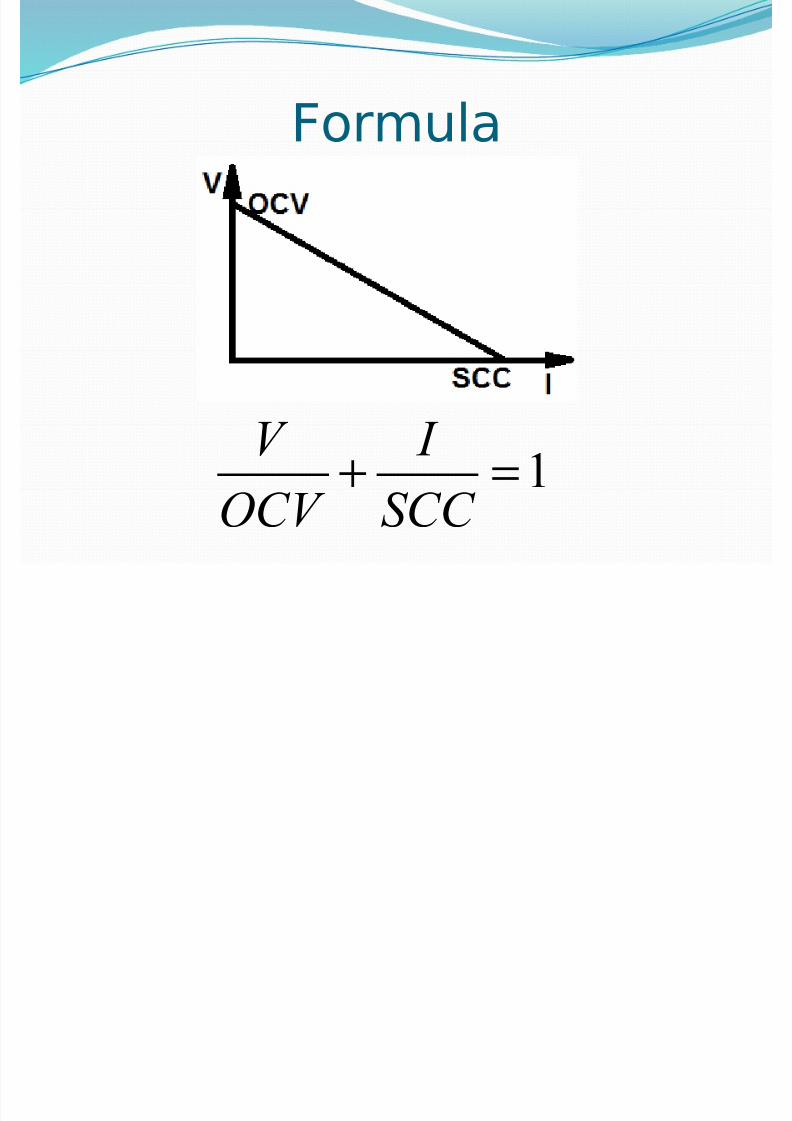
"ormula
1V I
OCV SCC + =
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 65/128
-e/uires a large current $?> to ! %!,
voltage is between (> and => , actual
voltage across the arc varying from $' to (> .
To initiate a weld, the operator stri3e the
electrode and start arc.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 66/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 67/128
21S '>$>
In arc welding4 the arc length should "eequal to
a! =.? times the rod diameter
b! ( times the rod diameter
c! $.? times the rod diameter
d! -od diameter
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 68/128
IES-2AConsider the ollowing statements+
$. 2n arc welding, ?@ to ?@ heat isgenerated at the anode.
'. 8uty cycle in case of arc welding is the
cycle of complete welding of wor3 piecefrom the beginning.
(. %rc blow is more common with 8) welding.
Which of the statements given aboveare correctE
a! $, ' and ( b! $ and '
c! ' and ( d! $ and (
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 69/128
1&E -2!2 Same in 1&E -2!2 )%I*
In a DC arc welding operation4 the 7oltage-arc length characteristic was o"tained asarc F 2 G A; where the arc length ; was
7aried "etween A mm and @ mm .ere arc
denotes the arc 7oltage in olts he arccurrent was 7aried rom 3 & to A &&ssuming linear power source
characteristic4 the open circuit 7oltage andthe short circuit current or the weldingoperation are
a! =? , =?> % b! ? , ?> %
c! O? , O?> % d! $?> , $?>> %
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 70/128
1&E-!992% low carbon steel plate is to be welded by themanual metal arc welding process using a linear : 2 characteristic 8) ower source. The
following data are available A+) of ower source '
Short circuit current $(> %
%rc length, 0 = mm
Traverse speed of welding $? cm/s
17ciency of heat input J?@
oltage is given as '> F $.? 0
)alculate the heat input into the wor3price
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 71/128
1&E-2!3 )%I*In an arc welding operation4 carried out with a
power source maintained at 3 7olts and 3
amperes4 the consuma"le electrode melts and
0ust flls the gap "etween the metal plates to
"e "utt-welded he heat transer e,ciency
or the process is H4 melting e,ciency is
and the heat required to melt the electrode is2 #mm I the tra7el speed o the electrode
is 3 mm#s4 the cross-sectional area4 in mm24 o
the weld 0oint is JJJJJJJ
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 72/128
Duty Cycle The percentage of time in a ? min period that
a welding machine can be used at its ratedoutput without overloading.
Time is spent in setting up, metal chipping,cleaning and inspection.
"or manual welding a >@ duty cycle issuggested and for automatic welding $>>@
duty cycle.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 73/128
-e/uired duty cycle,
Where ,T rated duty cycle
2 rated current at the rated duty cycle
2o Maimum current at the rated dutycycle
= ÷
2
a
a
IT T
I
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 74/128
Electrode$. Con:consumable 1lectrodes
'. )onsumable 1lectrodes
<on-consuma"le ElectrodesMade of carbon, ;raphite or Tungsten.
)arbon and ;raphite are used for 8.).
1lectrode is not consumed, the arc lengthremains constant, arc is stable and easy tomaintain.
)ontd
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 75/128
Consuma"le Electrodes
rovides 5ller materials.Same composition.
This re/uires that the electrode be moved
toward or away from the wor3 to maintainthe arc and satisfactory welding conditions.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 76/128
Consuma"le electrodes are three Binds+
a! Bare
b! "lued or lightly coated
c! )oated or etruded & shielded
"or automatic welding, bare electrode is in theform of continuous wire coil!.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 77/128
Electrode coating characteristic
$. rovide a protective atmosphere.
'. Stabili#e the arc.
(. rovide a protective slag coating to
accumulate impurities, prevent oidation,and slow the cooling of the weld metal.
=. -educe spatter.
?. %dd alloying elements.
. %*ect arc penetration
. 2n9uence the shape of the weld bead.
J. %dd additional 5ller metal.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 78/128
Electrode coatingsl Slag $orming Ingredients. asbestos, mica,
silica, 9uorspar, titanium dioide, 2ron oide,magnesium carbonate, )alcium carbonate andaluminium oide.
2 &rc Sta"ili8ing Ingredients or ioni#ingagentsA potassium silicate, Ti+' F Qr+'
-utile!, Mica, )alcium oide, sodium oide,magnesium oide, feldspar K%2 Si( +J!
)ontd6

8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 79/128
Deo/idi8ing Ingredients )ellulose, )alcium
carbonate, dolo: mite, starch, detrin, wood 9our,graphite, aluminium, ferromanganese.
3 =inding (aterials Sodium silicate, potassiumsilicate, asbestos.
A &lloying Constituents to Impro7e Strength oWeld
L Ti+' and potassium compounds increase the melting
rate of the base metal for better penetration.
@2ron powder provides higher deposition rate.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 80/128
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 81/128
The slag is then easily chipped.
)oatings are designed to melt more slowlythan the 5ller wire.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 82/128
Binders
%) arc welding used potassium silicate binders.
8) arc welding used sodium silicate binders.
otassium has a lower ioni#ation potential as
compared with sodium.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 83/128
IES-!99@&ssertion )&*+ he electrodes o ac arc welding arecoated with sodium silicate4 whereas electrodesused or dc arc welding are coated with potassiumsilicate "inders
Reason )R*+ %otassium has a lower ioni8ationpotential than sodium
a! Both % and - are individually true and - is thecorrect eplanation of %
b! Both % and - are individually true but - is not thecorrect eplanation of %
c! % is true but - is false
d! % is false but - is true
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 84/128
Welding $lu/
%vailable in three forms
;ranular
1lectrode wire coating
1lectrode core
;ow .ydrogen
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 85/128
;ow .ydrogen
Electrode The basic coatings contain large amount ofcalcium carbonate limestone! and calcium9uoride 9uorspar! and produce low
hydrogen.But it can absorb moisture therefore
coated low hydrogen electrodes are bac3ed
before use to a temperature of '>>o
) to(>>>) and stored in an oven at $$>o) to$?>o)
+ther types of electrode release large
amount of hydrogen, which can dissolve in
W ldi % iti
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 86/128
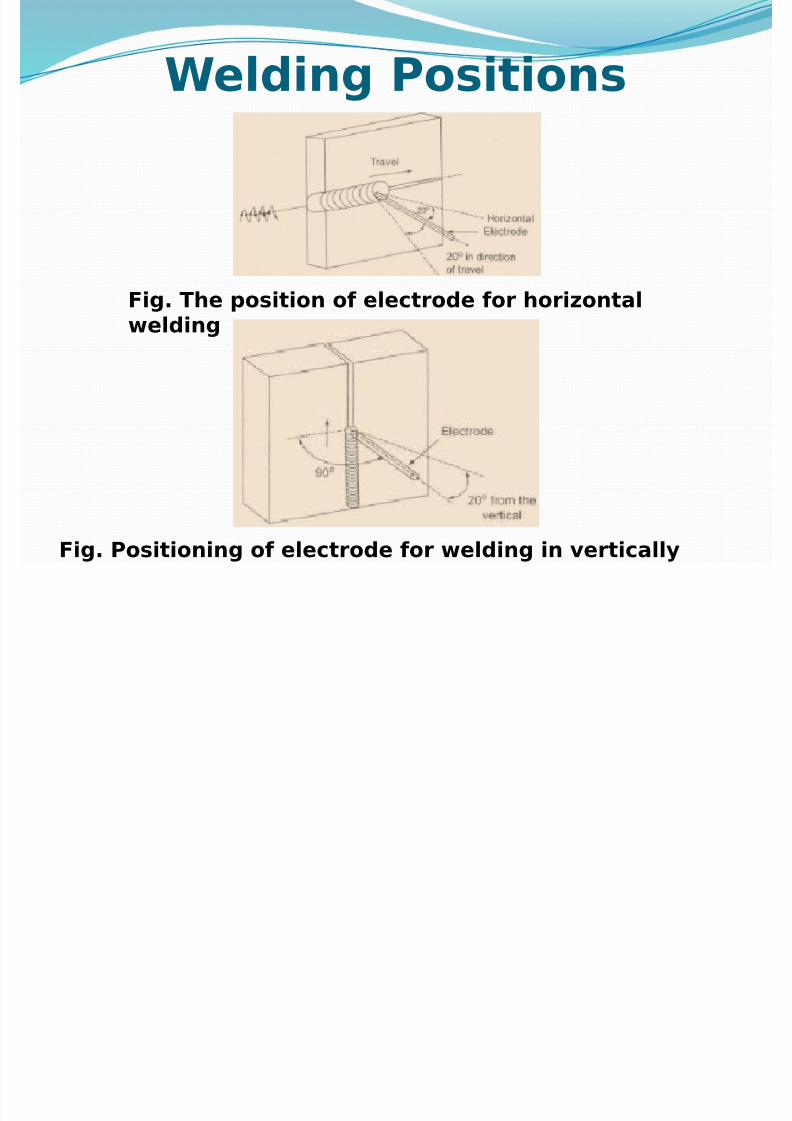
Welding %ositions
$ig he position o electrode or hori8ontalwelding
$ig %ositioning o electrode or welding in 7ertically
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 87/128
Welding Current
Welding current depends uponA the thic3nessof the welded metal, type of joint, weldingspeed, position of the weld, the thic3ness andtype of the coating on the electrode and itswor3ing length.
Welding current, 2 3. d, amperesU d isdia. mm!
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 88/128
Welding oltage The arc voltage depends only upon the arc length
3$ F 3'l olts
Where l is the arc length in mm and 3$ and 3' are
constants,
3$ $> to $'U and 3' ' to (
The minimum %rc voltage is given by
min '> F >.>= l! olt
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 89/128
&rc ;ength"or good welds, a short arc length is
necessary, becauseA
$. 4eat is concentrated.
'. More stable (. More protective atmosphere.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 90/128
& long arc results in
0arge heat loss into atmosphere.nstable arc.
Weld pool is not protected.
Weld has low strength, less ductility, poorfusion and ecessive spatter.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 91/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 92/128
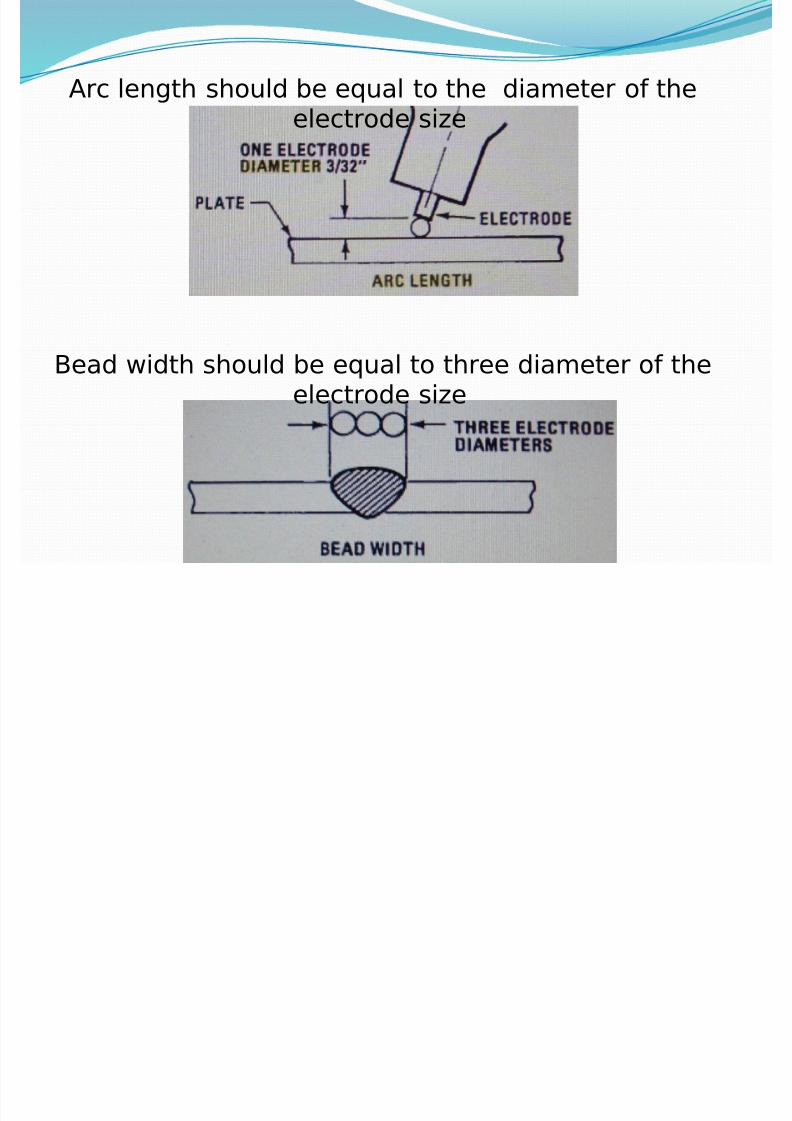
%rc length should be e/ual to the diameter of theelectrode si#e
Bead width should be e/ual to three diameter of theelectrode si#e
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 93/128
;%T1:'>>', )onventional
The arc length:voltage characteristic of a 8) arc
is given by the e/uationA '= F =0, where
is voltage in volts and 0 is arc length in mm. The
static volt:ampere characteristic of the power
source is approimated by a straight line with a
no load voltage of J> and a short circuitcurrent of 600A. Determine the optimum arc
length for maximum power.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 94/128
1&E-2! )%I*
8uring a steady gas metal arc welding with directcurrent electrode positive polarity, the weldingcurrent, voltage and weld speed are $?> %, (> and m&min, respectively. % metallic wire electrode ofdiameter $.' mm is being fed at a constant rate of $'m&min. The density, speci5c heat and meltingtemperature of the wire electrode are >>> 3g&m(,?>> N&3go) and $?(>o), respectively. %ssume theambient temperature to be (>o) and neglect the
latent heat of melting. "urther, consider that two:thirdof the total electrical power is available for melting ofthe wire electrode. The melting e7ciency inpercentage! of the wire electrode is
a! (O.?J b! =?.'? c! =O.(J d! ?=.OJ
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 95/128
1&E-2HIn arc welding o a "utt 0oint4 the weldingspeed is to "e selected such that highestcooling rate is achie7ed (eltinge,ciency and heat transer e,ciency areA and @4 respecti7ely he area o theweld cross section is A mm2 and the unitenergy required to melt the metal is !
#mmI
I the welding power is 2 BW4 thewelding speed in mm#s is closest to
a! = b! $=c! '=d! (=
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 96/128
&rc "low in DC arc welding
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 97/128
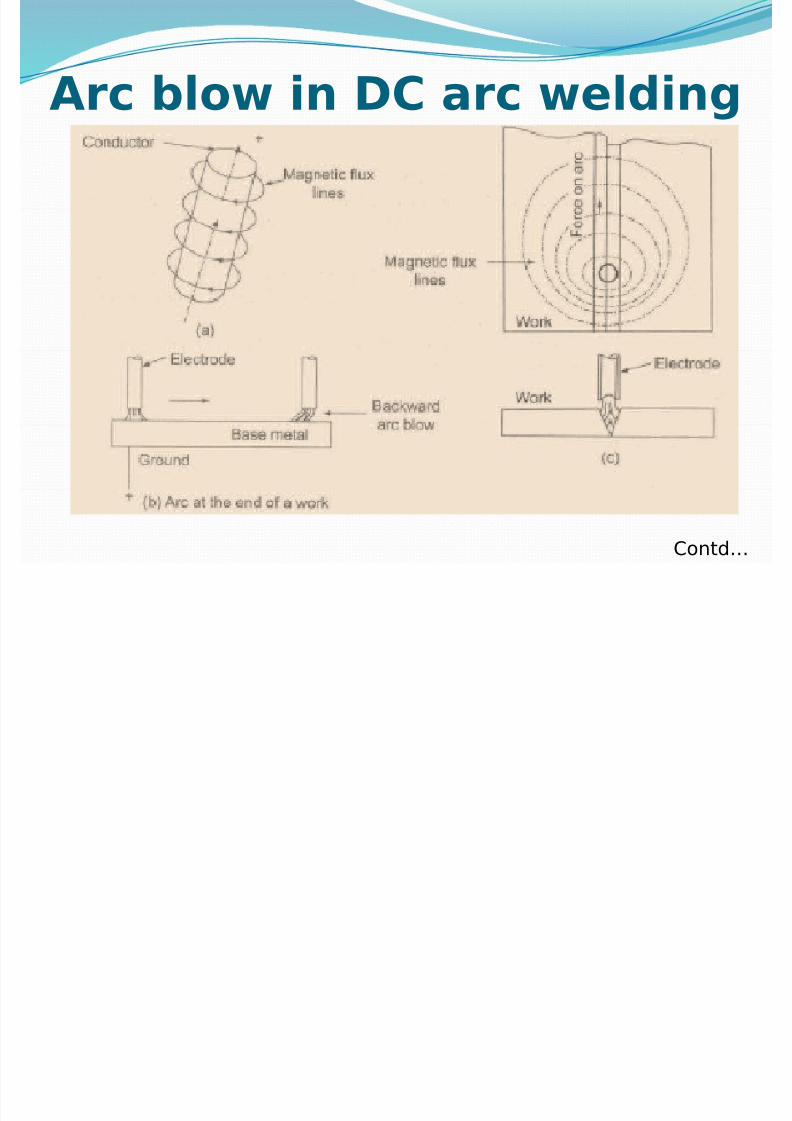
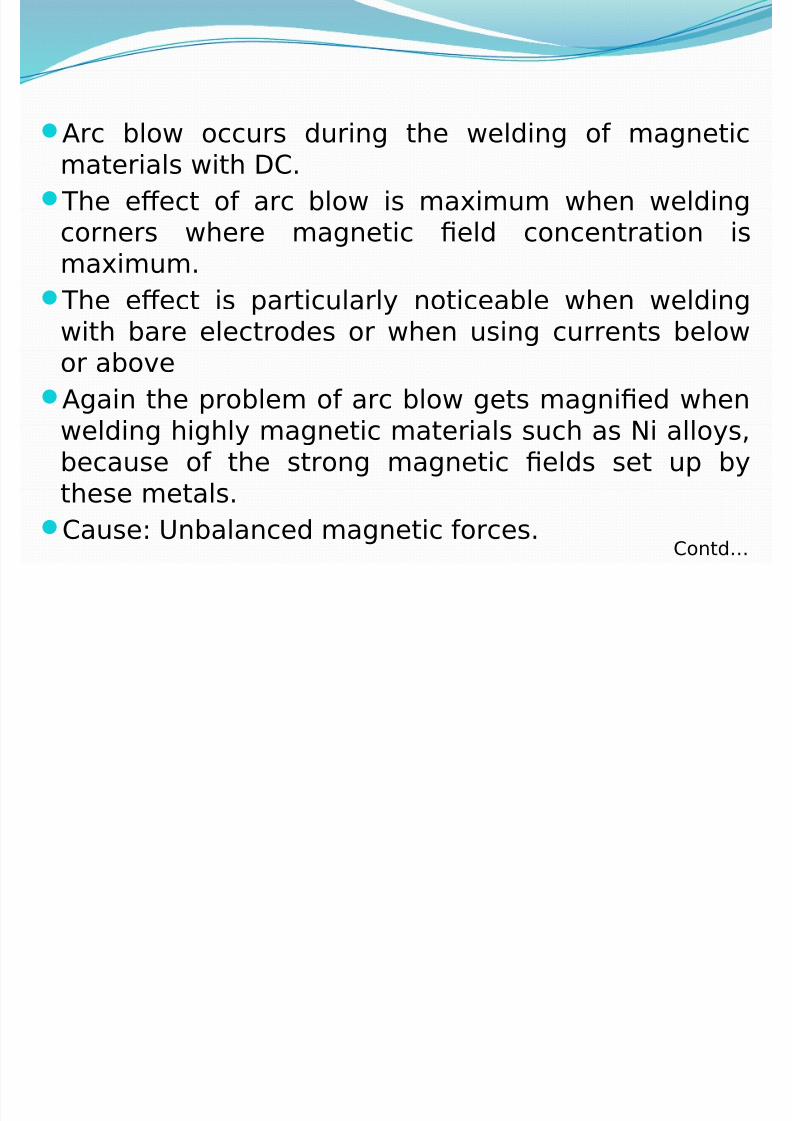
%rc blow occurs during the welding of magneticmaterials with 8).
The e*ect of arc blow is maimum when weldingcorners where magnetic 5eld concentration ismaimum.
The e*ect is particularly noticeable when weldingwith bare electrodes or when using currents belowor above
%gain the problem of arc blow gets magni5ed whenwelding highly magnetic materials such as Ci alloys,because of the strong magnetic 5elds set up bythese metals.
)auseA nbalanced magnetic forces. )ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 98/128
E?ect o arc "low
0ow heat penetration.1cessive weld spatter.
inch e*ect in welding is the result of
electromagnetic forcesWeld spatter occurs due to
4igh welding current
Too small an electrode arc
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 99/128
he e?ects o arc "low can "e minimi8ed
with DC welding "yShortening the arc.
-educe current
-educing weld speed.
Balance magnetic 5eld by placing one groundlead at each end of the wor3 piece.
Wrapping the electrode cable a few turns
around the wor3 piece.
21S '>$(
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 100/128
21S:'>$(Statement )I*+ The de9ection of %rc from its
intended path is called V%rc blow.Statement )II*+ The chances of %rc blow iscommon in %.). %rc welding.
a! Both Statement 2! and Statement 22! areindividually true and Statement 22! is the correcteplanation of Statement 2!
b! Both Statement 2! and Statement 22! are
individually true but Statement 22! is not thecorrect eplanation of Statement 2!
c! Statement 2! is true but Statement 22! is false
d! Statement 2! is false but Statement 22! is true
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 101/128
1as shields
%n inert gas is blown into the weld #one to
drive away other atmospheric gases.
;ases are argon, helium, nitrogen, carbondioide and a miture of the above gases.
%rgon ioni#es easily re/uiring smaller arc
voltages.2t is good for welding thin sheets.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 102/128
4elium, most epensive, has a better thermal
conductivity, is useful for thic3er sheets,
copper and aluminium welding, higher
deposition rate.
The arc in carbon dioide shielding gas is
unstable, least epensive, deoidi#ers needed.
2t is a heavy gas and therefore covers the
weld #one very well.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 103/128
Car"on &rc welding
%rc is produced between a carbon electrode
and the wor3.
Shielding is not used.Co pressure
With or without 5ller metal
May be used in Xtwin arc methodX, that is,
between two carbon graphite! electrodes.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 104/128
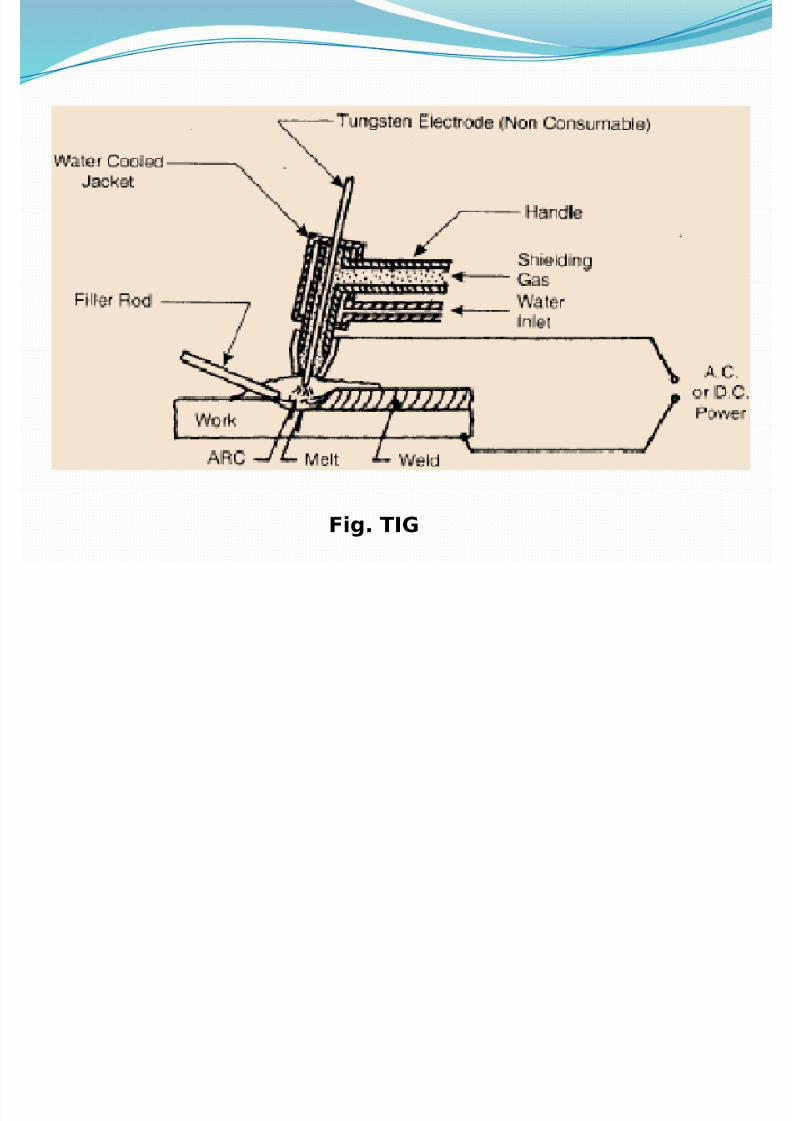
ungsten Inert 1as welding )I1*
%rc is established between a non:consumabletungsten electrode and the wor3piece.
Tungsten is alloyed with thorium or #irconium
for better current:carrying and electron:emission characteristics.
%rc length is constant, arc is stable and easyto maintain.
With or without 5ller.
)ontd6
ery clean welds
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 105/128
ery clean welds.
%ll metals and alloys can be welded. %l, Mg
also!
Straight polarity is used.
Weld voltage '> to => and weld current $'?
% for -8) to $>>> % for S8).
Shielded ;asA %rgon
Torch is water or air cooled.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 106/128
$ig I1
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 107/128
21S:'>$(Statement )I*+ Con consumable electrodes,
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 108/128
used in arc welding are made of high meltingpoint temperature materials, even then thelength of electrode goes on decreasing withpassage of time.
Statement )II*+ The electrode material gets
oidi#ed and melts on the weld material to forma strong 9u.
a! Both Statement 2! and Statement 22! areindividually true and Statement 22! is the correct
eplanation of Statement 2!
b! Both Statement 2! and Statement 22! areindividually true but Statement 22! is not the
correct eplanation of Statement 2!
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 109/128
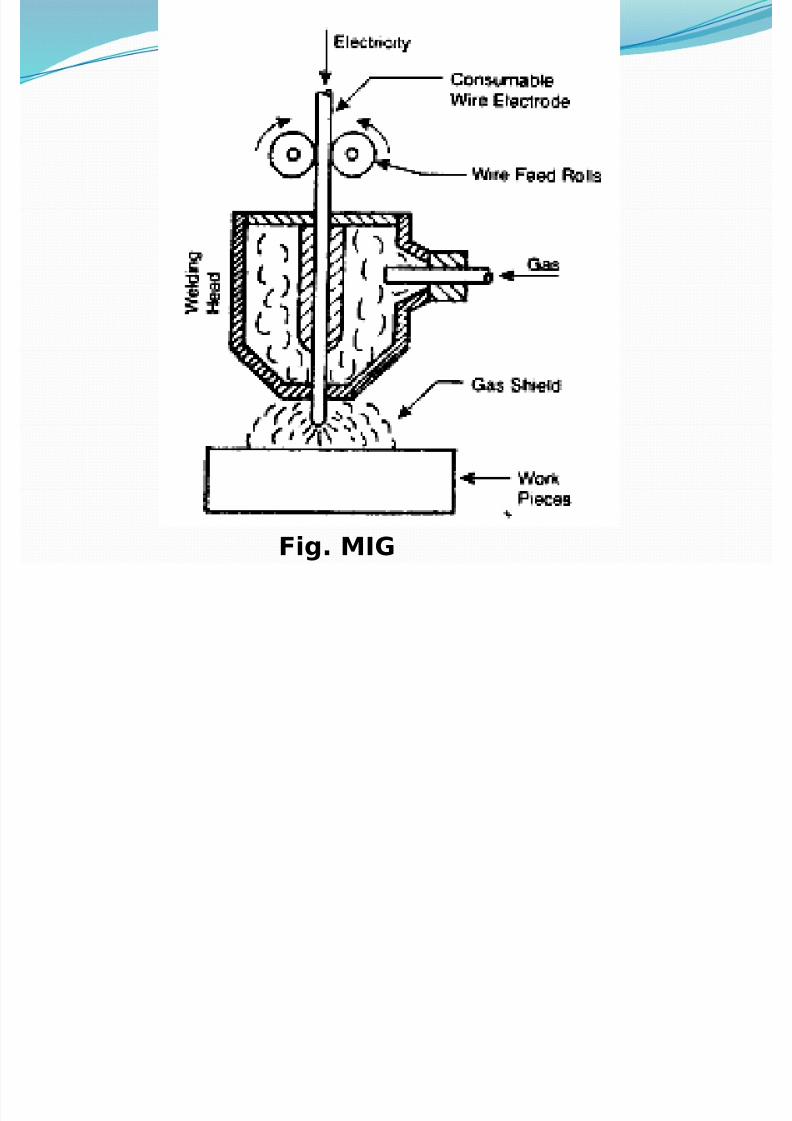
1as (etal &rc Welding )1(&W* or (I1
% consuma"le electrode in a gas shield.%rc is between wor3piece and an
automatically fed bare:wire electrode.
%rgon, helium, and mitures of the two can beused.
%ny metal can be welded but are usedprimarily with the non:ferrous metals.
When welding steel, some +' or )+' is usuallyadded to improve the arc stability and reduceweld spatter.
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 110/128
"ast and economical.
% reverse:polarity dc arc is generally usedbecause of its deep penetration, spray
transfer, and ability to produce smoothwelds with good pro5le.
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 111/128
$ig (I1
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 112/128
21S '>$(
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 113/128
21S:'>$( Consider the ollowing statements+
In metal are welding
$. tili#es a consumable electrode
'. % welding torch used is connected to
acetylene gas supply(. The electrode and wor3:piece are connectedto the welding power supply
Which of these statements are correctEa! $, ' and ( b! $ and ' only
c! $ and ( only d! ' and ( only
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 114/128
IES 2!2
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 115/128
IES - 2!2Statement 2!A 8) with reverse polarity is used inM2; welding
Statement 22!Ase of 8) with reverse polarityenables deeper penetration and a clean Surface
a! Both Statement 2! and Statement 22! areindividually true and Statement 22! is the correcteplanation of Statement 2!
b! Both Statement 2! and Statement 22! are
individually true but Statement 22! is not thecorrect eplanation of Statement 2!
c! Statement 2! is true but Statement 22! is false
d! Statement 2! is false but Statement 22! is true
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 116/128
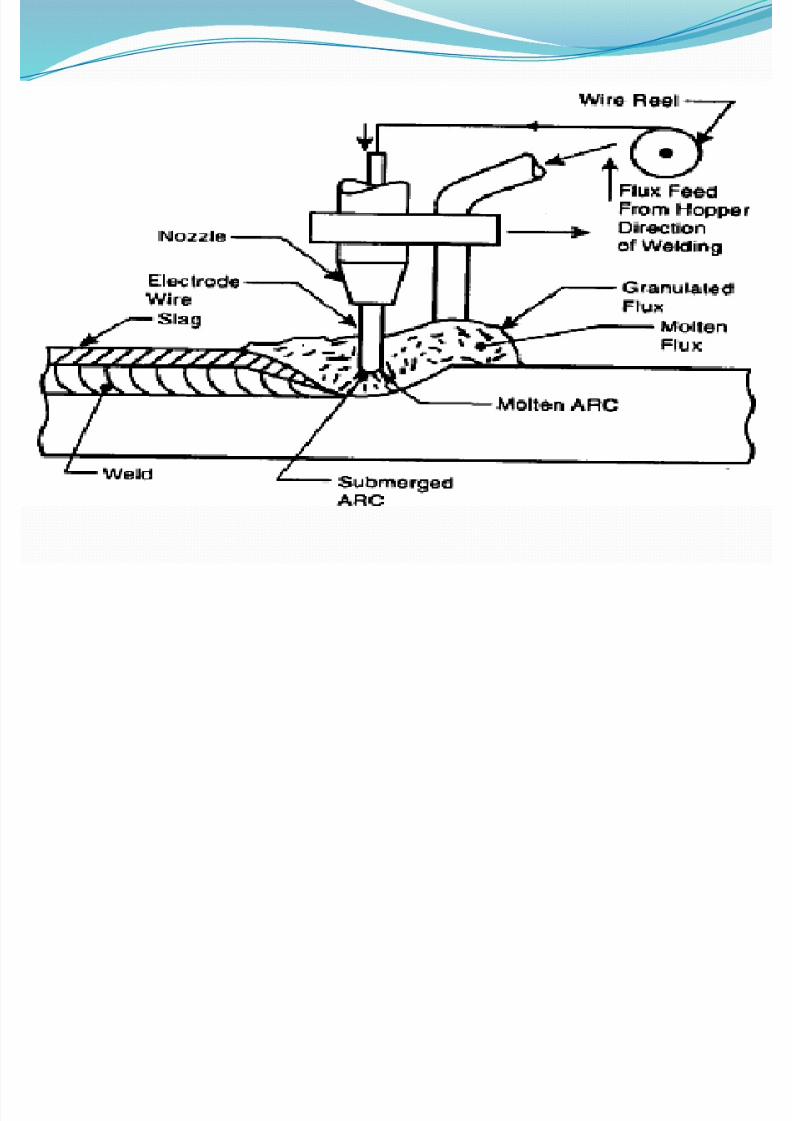
Su"merged &rc welding )S&W*
% thic3 layer of granular 9u is deposited just
ahead of a bare wire consumable electrode,
and an arc is maintained beneath the blan3et
of 9u with only a few small 9ames being
visible.
% portion of the 9u melts. Molten 9u and
9u provides thermal insulation, slows cooling
rate and produce soft, ductile welds.)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 117/128
(ost suita"le or 6at "utt or fllet weldsin low car"on steel )' M car"on*
he process is not recommended or
high-car"on steels4 tool steels4
aluminum4 magnesium4 titanium4 lead4 or
8inc
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 118/128

8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 119/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 120/128
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 121/128
Characteristic o su"merged arc welding
4igh speeds,
4igh deposition rates,
8eep penetration,4igh cleanliness due to the 9u action!.
&d7antages
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 122/128
&d7antages
Wire electrodes are inepensive.
Co weld spatter.
Cearly $>>@ deposition e7ciency.0esser electrode consumption.
;imitations
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 123/128
;imitations
1tensive 9u handling,
)ontamination of the 9u by moisture.
0arge:grain:si#e structures.Welding is restricted to the hori#ontal position.
)hemical control is important
IES 2!!
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 124/128
IES 2!! The welding process in which bare wire is usedas electrode, granular 9u is used and theprocess is characteri#ed by its high speedwelding, is 3nown asA
a! Shielded arc weldingb! lasma arc welding
c! Submerged arc welding
d! ;as metal arc welding
&t i . d ldi )&.W*
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 125/128
&tomic .ydrogen welding )&.W*
%n a.c. arc is formed between two tungstenelectrodes along which streams of hydrogen are fedto the welding #one. The molecules of hydrogen aredissociated by the high heat of the arc in the gap
between the electrodes. The formation of atomichydrogen proceeds with the absorption of heatA
4' '4 : ='$.' 3 N / mol
This atomic hydrogen recombines to form molecular
hydrogen outside the arc, particularly on therelatively cold surface of the wor3 being welded,releasing the heat gained previouslyA
'4 F ='$.' 3 N / mol.
H2
)ontd6
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 126/128
Temperature of about (>>o).
4ydrogen acts as shielding also.
sed for very thin sheets or small diameter
wires.
0ower thermal e7ciency than %rc welding.
)eramics may be arc welded.%) used.
IES 2A
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 127/128
IES-2A
In atomic hydrogen welding4 hydrogenacts as
a! % heating agent
b! +ne of the gases to generate the 9amec! %n e*ective shielding gas protecting theweld
d! % lubricant to increase the 9owcharacteristics of weld metal
8/9/2019 Ch-19 Gas Welding, Gas Cutting & Arc Welding.pptx
http://slidepdf.com/reader/full/ch-19-gas-welding-gas-cutting-arc-weldingpptx 128/128





























