Embed Size (px)
Citation preview
1
UNCLASSIFIED – Cleared for Public Release
Certification of Additive Manufactured and Repaired Aircraft Structures and Components
Presenter : Kevin Walker, DST Group Australia
Co-authors: Qianchu Liu, DST Group Australia
Milan Brandt, Centre for Advanced Manufacturing, RMIT University Australia
ADF Aircraft Structural Integrity Symposium
16-18 November 2016
2
UNCLASSIFIED – Cleared for Public Release
Presentation Outline
Introduction
Additive Manufacture (Ti-6Al-4V)
Laser Cladding Repairs (Geometry Restoration)
Laser Cladding Repair (Structural)
Certification and Acceptance Strategy
Conclusions
3
UNCLASSIFIED – Cleared for Public Release
Introduction
Additive manufacturing offers significant potential benefits including:
– Rapid prototype and manufacture
– Complex geometry, including shapes not possible with conventional subtractive manufacturing
– Minimal waste
– Eliminates need for tools, moulds, dies
– Improved logistics
– Can be used for both manufacture itself, but also for repair
4
UNCLASSIFIED – Cleared for Public Release
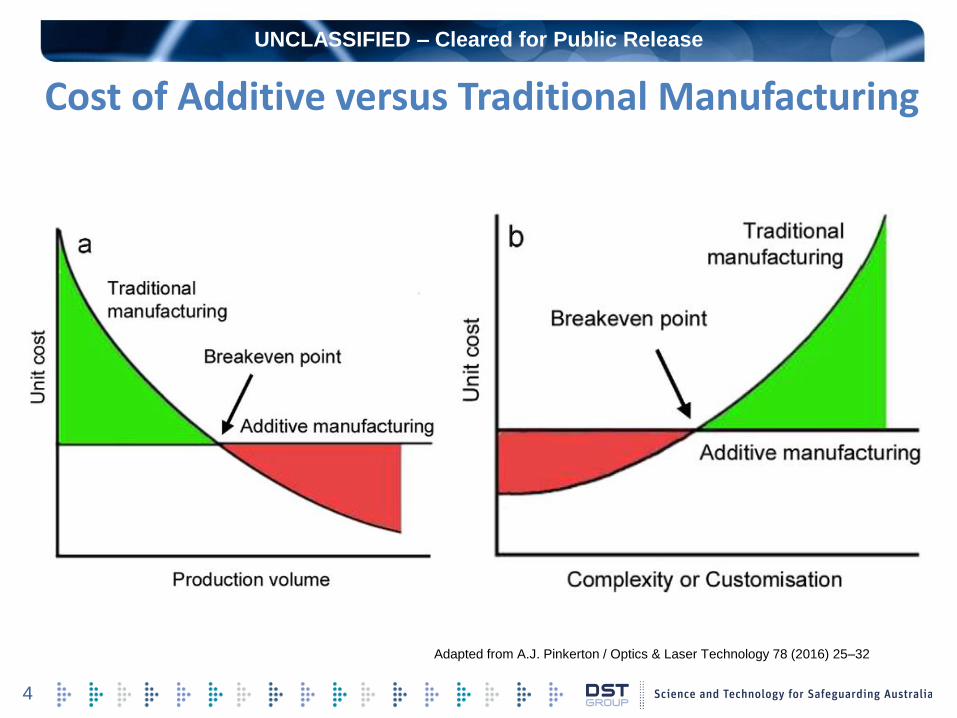
Cost of Additive versus Traditional Manufacturing
Adapted from A.J. Pinkerton / Optics & Laser Technology 78 (2016) 25–32
5
UNCLASSIFIED – Cleared for Public Release
AM for Manufacture and Repair
Manufacture
– Powder Bed Selective Laser Melting (SLM)
Repair
– Powder Blown Laser Melting Direct Metal Deposition
– Two important categories • Geometry restoration (laser cladding, SPD/Cold Spray)
• Structural repair (laser cladding)
6
UNCLASSIFIED – Cleared for Public Release
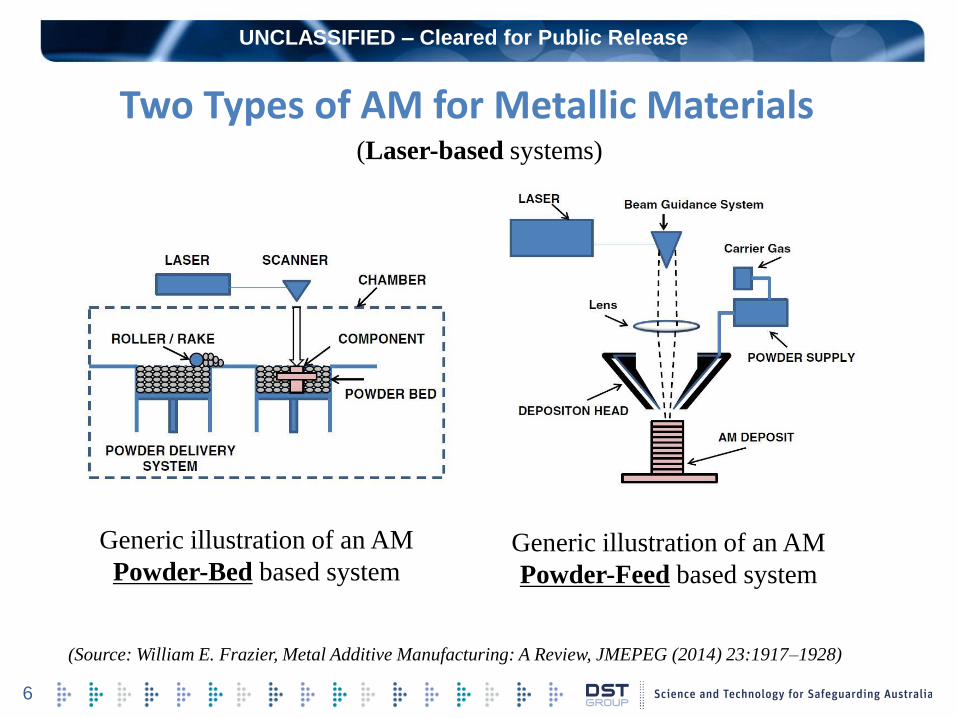
Two Types of AM for Metallic Materials
Generic illustration of an AM
Powder-Bed based system
(Source: William E. Frazier, Metal Additive Manufacturing: A Review, JMEPEG (2014) 23:1917–1928)
Generic illustration of an AM
Powder-Feed based system
(Laser-based systems)
7
UNCLASSIFIED – Cleared for Public Release
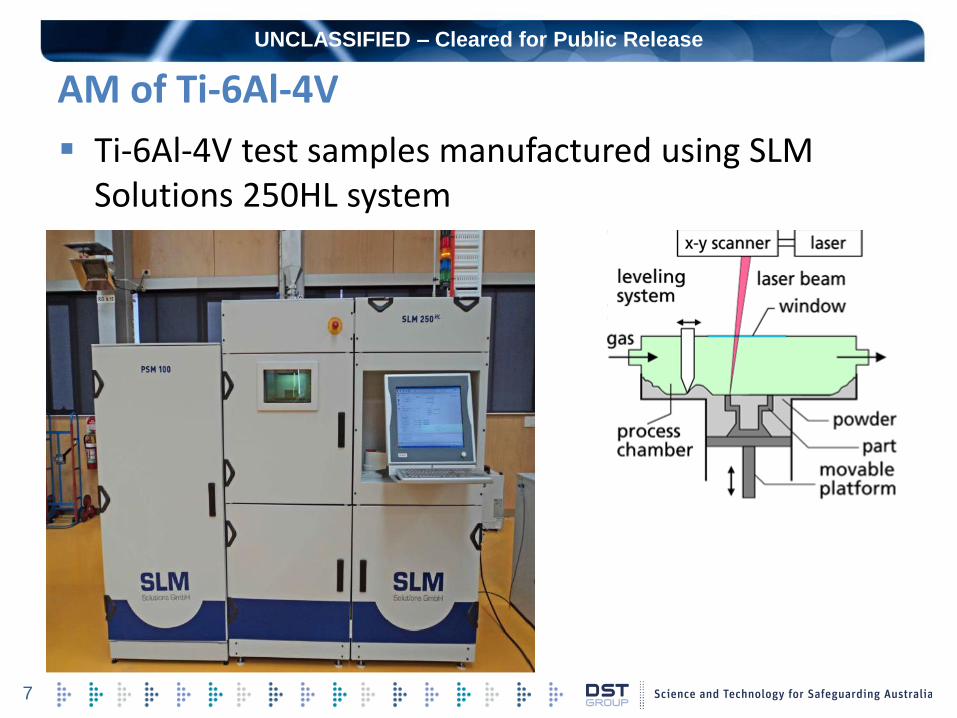
AM of Ti-6Al-4V
Ti-6Al-4V test samples manufactured using SLM Solutions 250HL system

8
UNCLASSIFIED – Cleared for Public Release
Laser Cladding Process
(Source: http://en.wikipedia.org/wiki/Laser_cladding)

9
UNCLASSIFIED – Cleared for Public Release
Laser Cladding Set-Up
Laser cladding facility at RMIT University, Australia

10
UNCLASSIFIED – Cleared for Public Release
Additive Manufacture of Ti-6Al-4V
11
UNCLASSIFIED – Cleared for Public Release
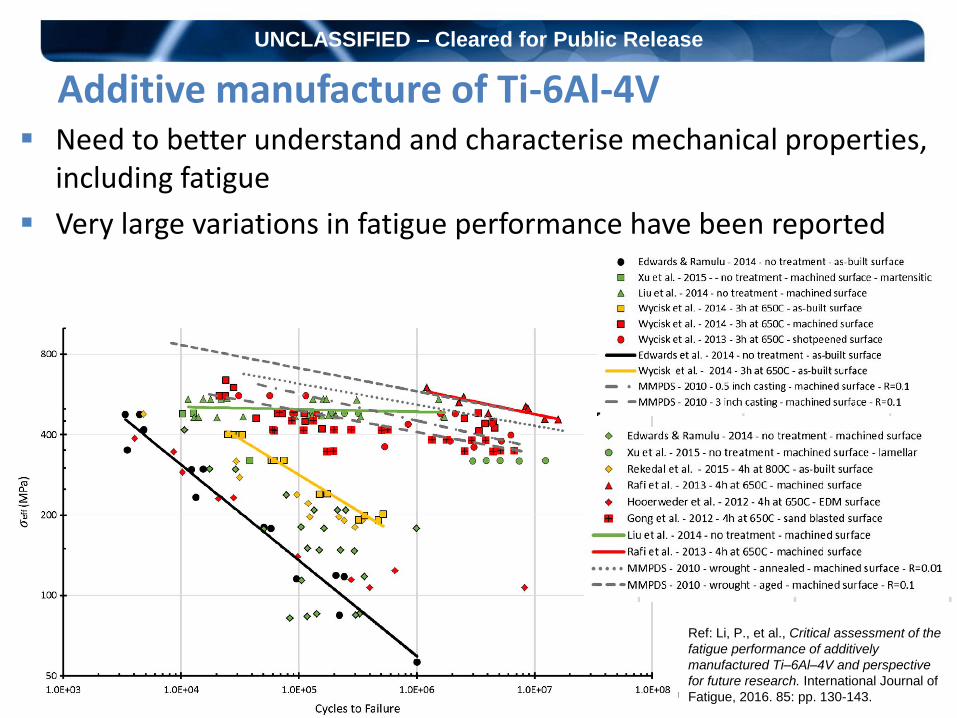
Additive manufacture of Ti-6Al-4V Need to better understand and characterise mechanical properties,
including fatigue
Very large variations in fatigue performance have been reported
Ref: Li, P., et al., Critical assessment of the
fatigue performance of additively
manufactured Ti–6Al–4V and perspective
for future research. International Journal of
Fatigue, 2016. 85: pp. 130-143.
12
UNCLASSIFIED – Cleared for Public Release
Sources of Variability
Variability in fatigue may be due to a very large number of parameters including:
– Layer thickness
– Laser power
– Beam profile
– Power density
– Focal distance
– Build direction
– Hatch spacing
– Scan speed
– Scan pattern
– Many more
13
UNCLASSIFIED – Cleared for Public Release
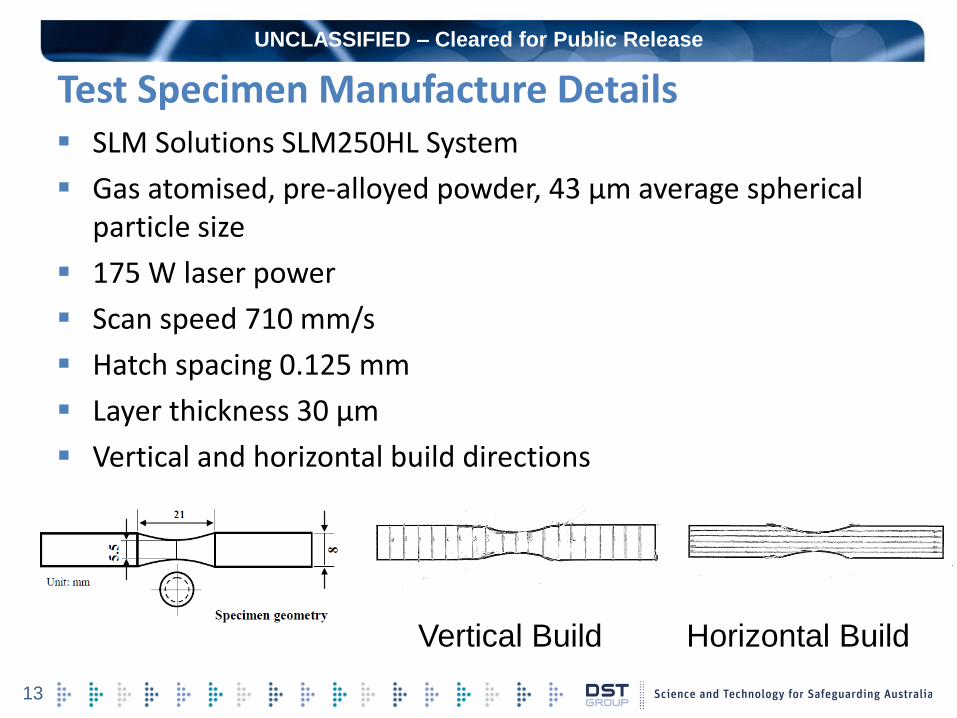
Test Specimen Manufacture Details SLM Solutions SLM250HL System
Gas atomised, pre-alloyed powder, 43 µm average spherical particle size
175 W laser power
Scan speed 710 mm/s
Hatch spacing 0.125 mm
Layer thickness 30 µm
Vertical and horizontal build directions
Vertical Build Horizontal Build

14
UNCLASSIFIED – Cleared for Public Release
Results – Traditional S-N Plot
15
UNCLASSIFIED – Cleared for Public Release
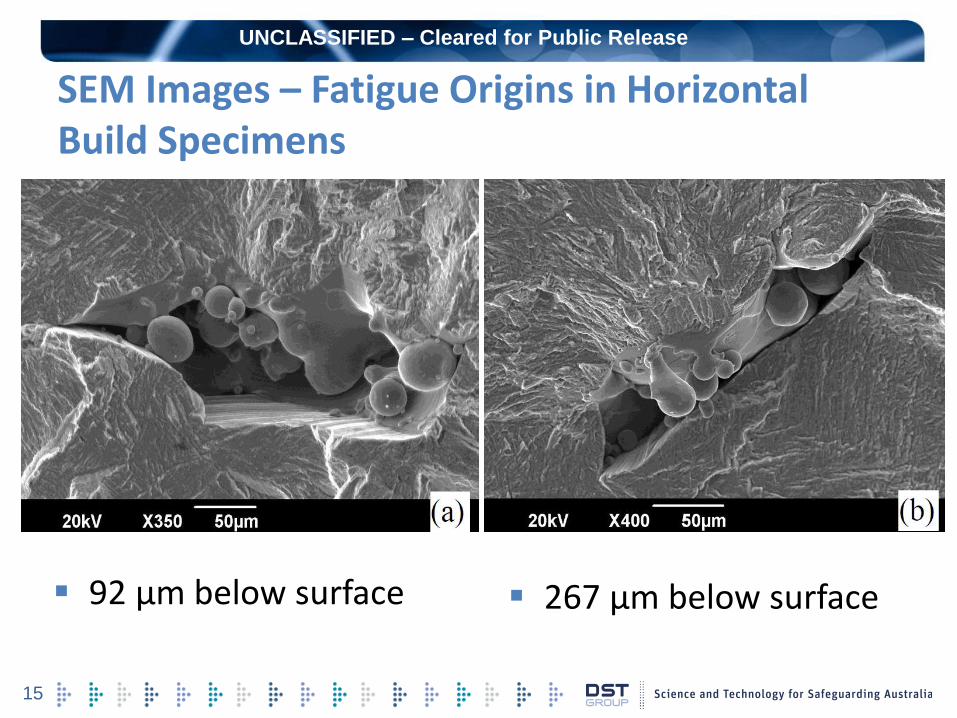
92 µm below surface
SEM Images – Fatigue Origins in Horizontal Build Specimens
267 µm below surface
16
UNCLASSIFIED – Cleared for Public Release
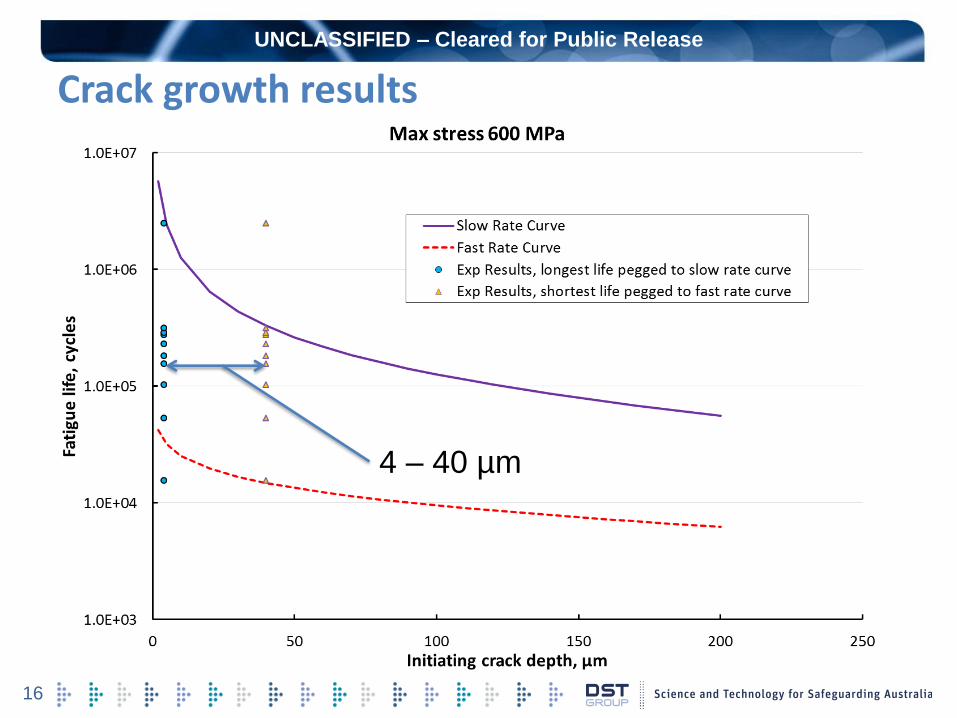
Crack growth results
4 – 40 µm
17
UNCLASSIFIED – Cleared for Public Release
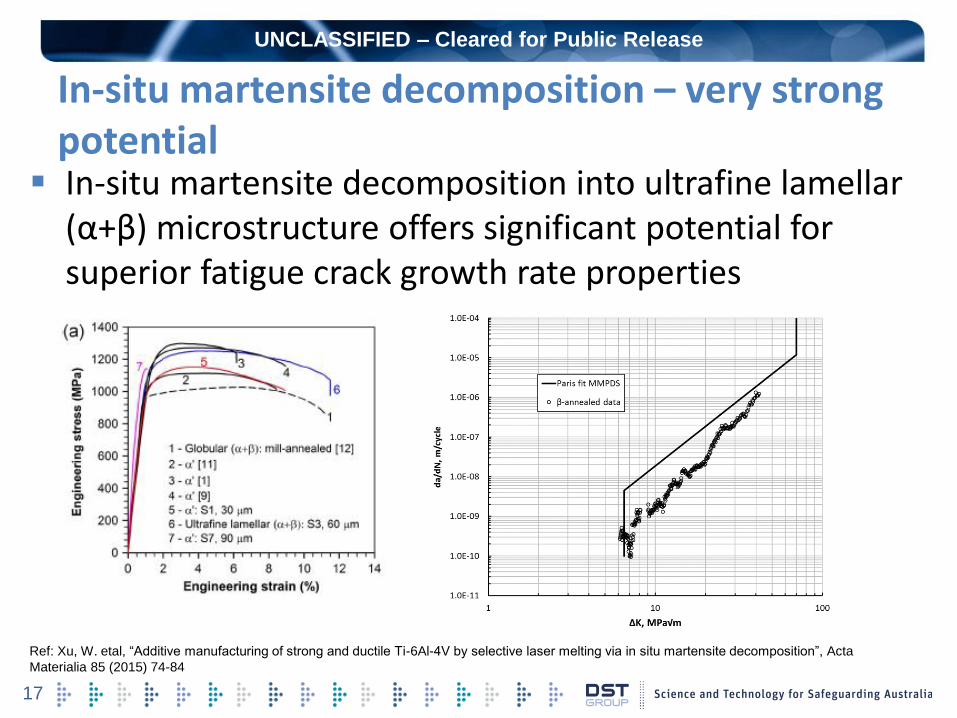
In-situ martensite decomposition – very strong potential
In-situ martensite decomposition into ultrafine lamellar (α+β) microstructure offers significant potential for superior fatigue crack growth rate properties
Ref: Xu, W. etal, “Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition”, Acta
Materialia 85 (2015) 74-84
18
UNCLASSIFIED – Cleared for Public Release
Laser Cladding Repairs – Geometry Restoration
19
UNCLASSIFIED – Cleared for Public Release
Repair Objectives
Repairs required to achieve the following
– Good metallurgical bond
– Low porosity
– No micro-cracking
– Match the hardness of the substrate
– Improve the corrosion resistance
– Recover the full geometrical features of the original item including surface finish
20
UNCLASSIFIED – Cleared for Public Release
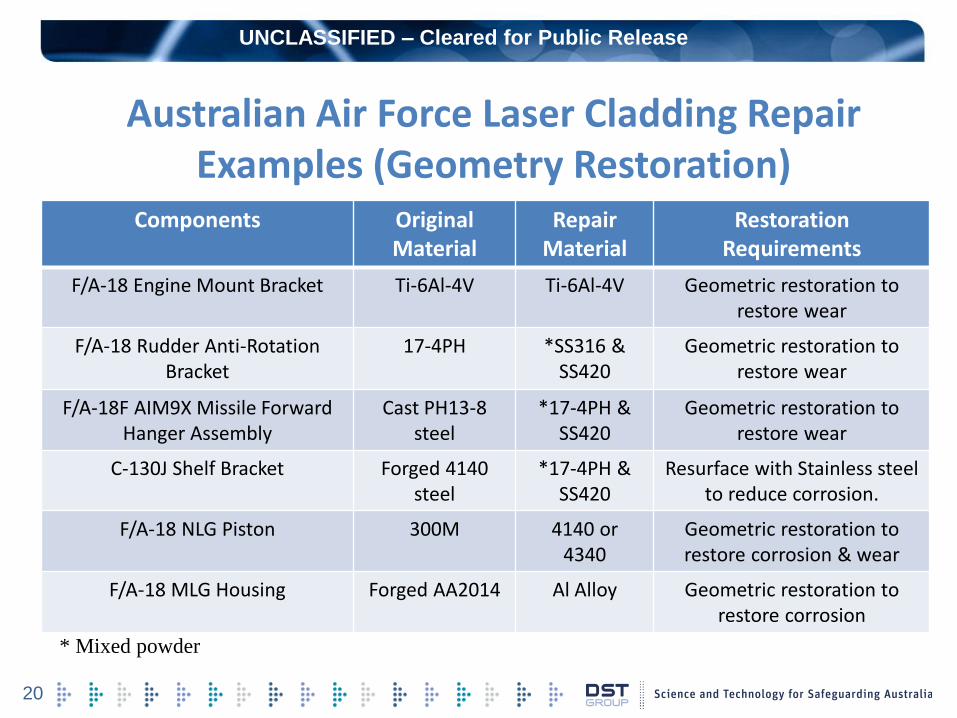
Australian Air Force Laser Cladding Repair Examples (Geometry Restoration)
High strength aluminium alloys-7000 series
(7075-T7 & T6 series alloys
Titanium Alloys - Ti-6Al-4V
Low carbon steels > 260 ksi. The specific
materials in this category are :
- M300/AISI4140/AISI4340 Steels
- AerMet 100 replacement of AISI4340
Stainless steels – 17-4 PH etc
Components Original Material
Repair Material
Restoration Requirements
F/A-18 Engine Mount Bracket
Ti-6Al-4V Ti-6Al-4V
Geometric restoration to restore wear
F/A-18 Rudder Anti-Rotation Bracket
17-4PH *SS316 & SS420
Geometric restoration to restore wear
F/A-18F AIM9X Missile Forward Hanger Assembly
Cast PH13-8 steel
*17-4PH & SS420
Geometric restoration to restore wear
C-130J Shelf Bracket Forged 4140 steel
*17-4PH & SS420
Resurface with Stainless steel to reduce corrosion.
F/A-18 NLG Piston 300M 4140 or 4340
Geometric restoration to restore corrosion & wear
F/A-18 MLG Housing Forged AA2014 Al Alloy Geometric restoration to restore corrosion
* Mixed powder
21
UNCLASSIFIED – Cleared for Public Release
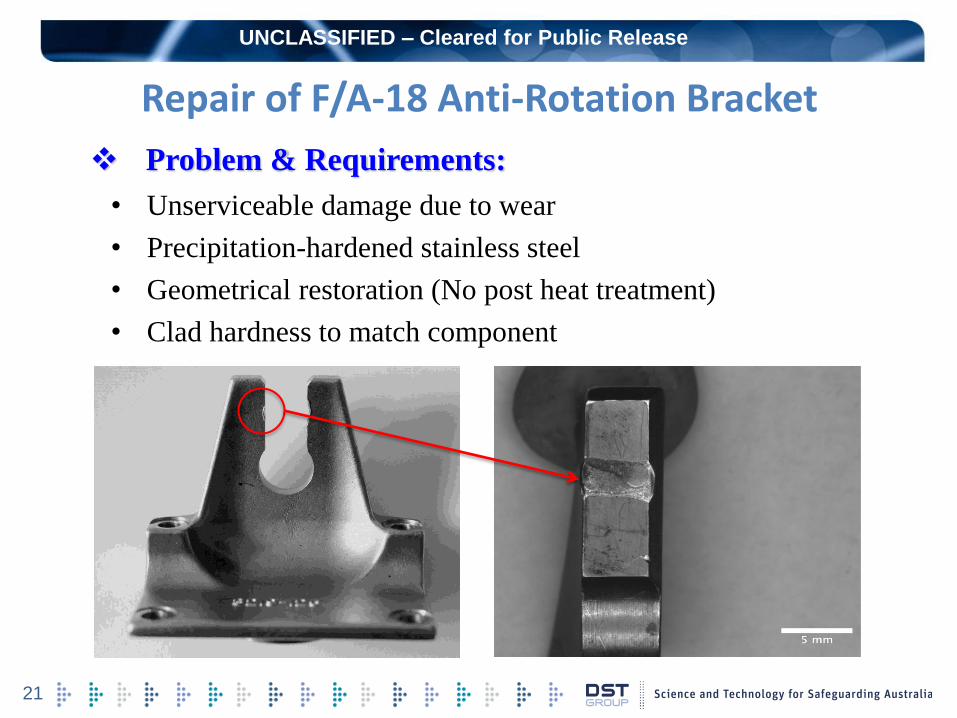
Repair of F/A-18 Anti-Rotation Bracket
• Unserviceable damage due to wear
• Precipitation-hardened stainless steel
• Geometrical restoration (No post heat treatment)
• Clad hardness to match component
Problem & Requirements:
22
UNCLASSIFIED – Cleared for Public Release
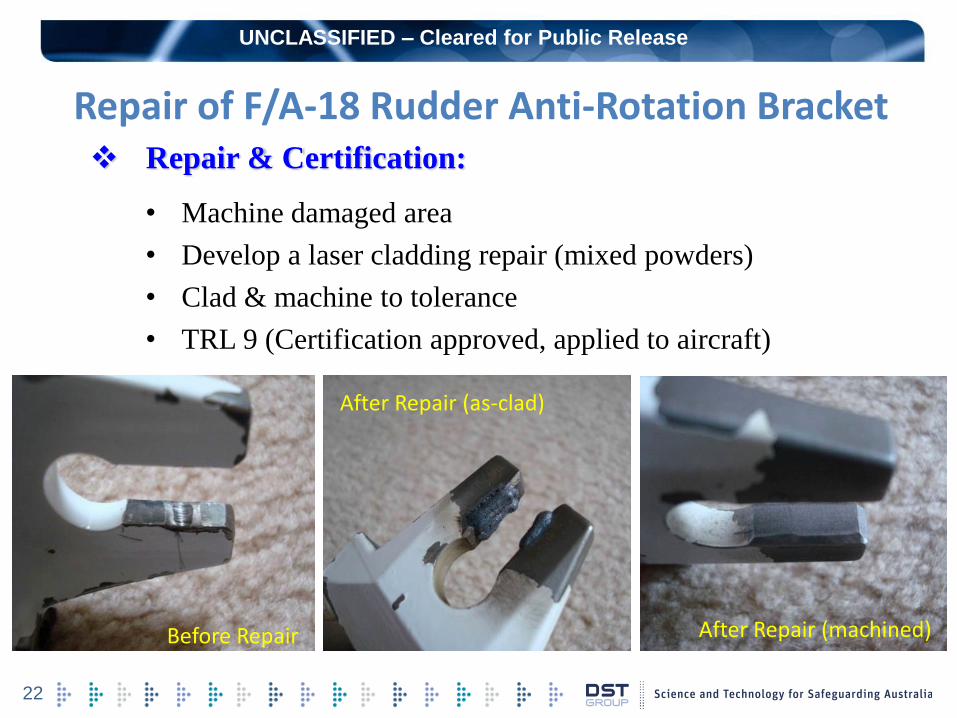
Repair of F/A-18 Rudder Anti-Rotation Bracket
Before Repair
After Repair (as-clad)
After Repair (machined)
Repair & Certification:
• Machine damaged area
• Develop a laser cladding repair (mixed powders)
• Clad & machine to tolerance
• TRL 9 (Certification approved, applied to aircraft)
23
UNCLASSIFIED – Cleared for Public Release
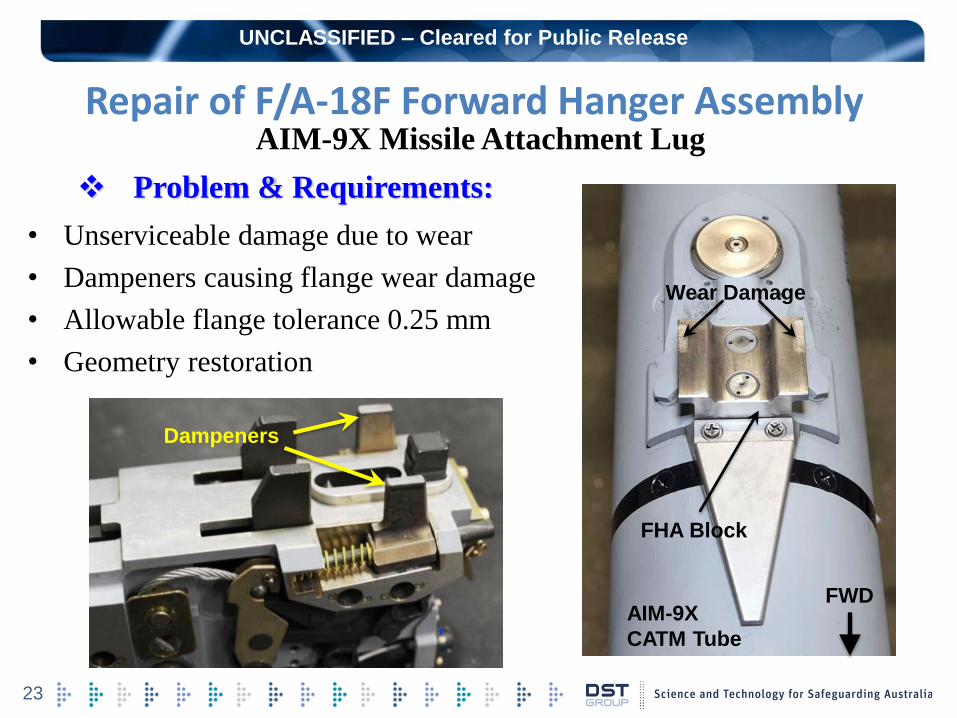
Repair of F/A-18F Forward Hanger Assembly AIM-9X Missile Attachment Lug
Problem & Requirements:
• Unserviceable damage due to wear
• Dampeners causing flange wear damage
• Allowable flange tolerance 0.25 mm
• Geometry restoration
Dampeners
Wear Damage
FHA Block
AIM-9X
CATM Tube
FWD
24
UNCLASSIFIED – Cleared for Public Release
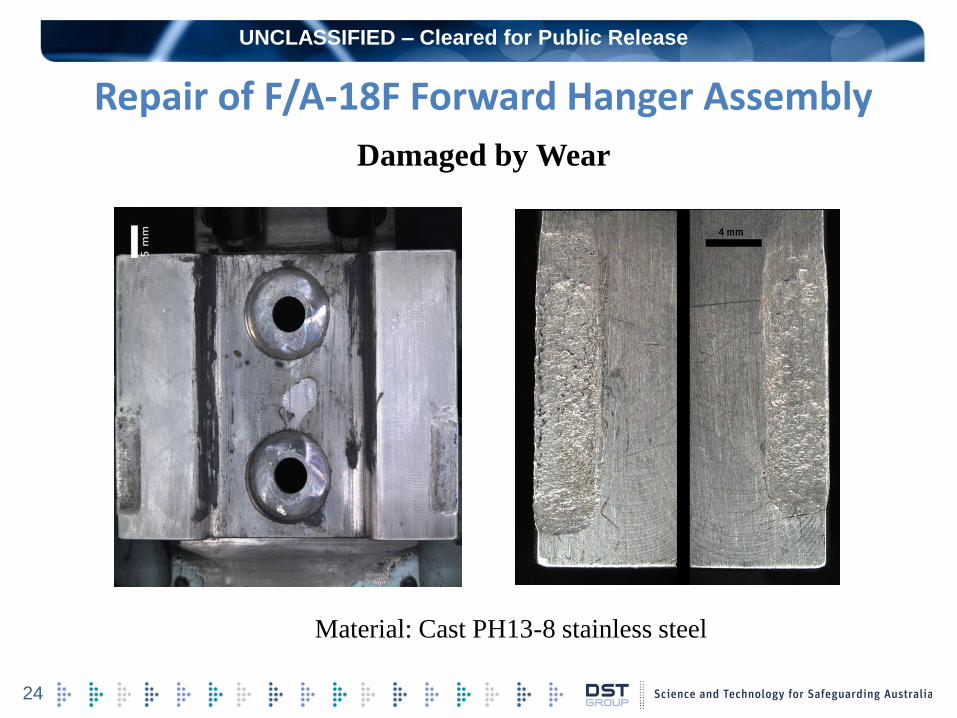
Repair of F/A-18F Forward Hanger Assembly
Damaged by Wear
Material: Cast PH13-8 stainless steel
25
UNCLASSIFIED – Cleared for Public Release
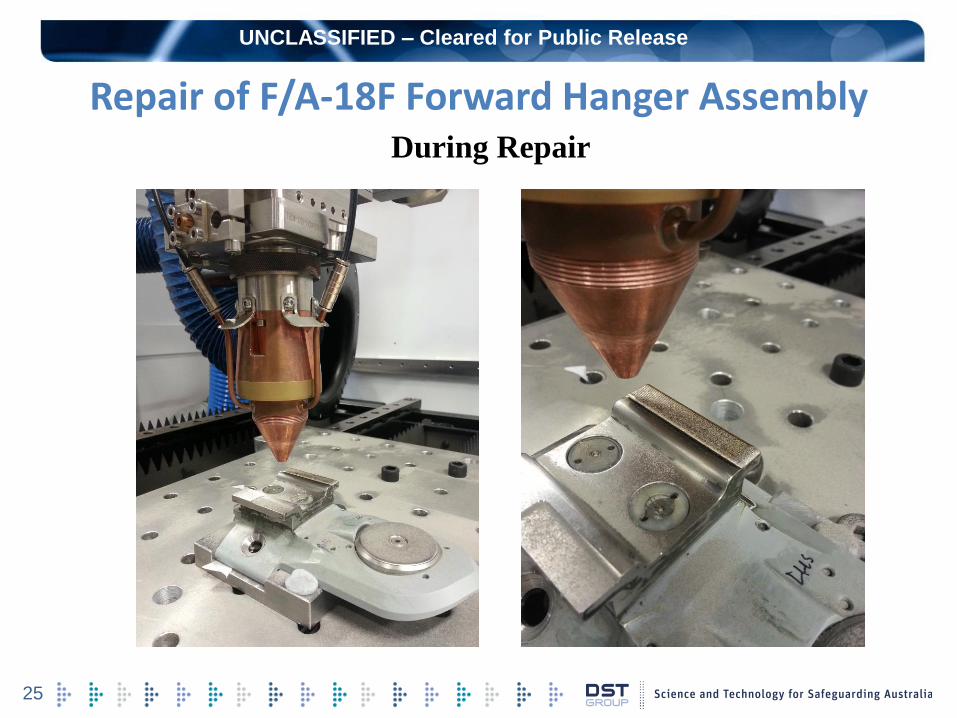
Repair of F/A-18F Forward Hanger Assembly During Repair
26
UNCLASSIFIED – Cleared for Public Release
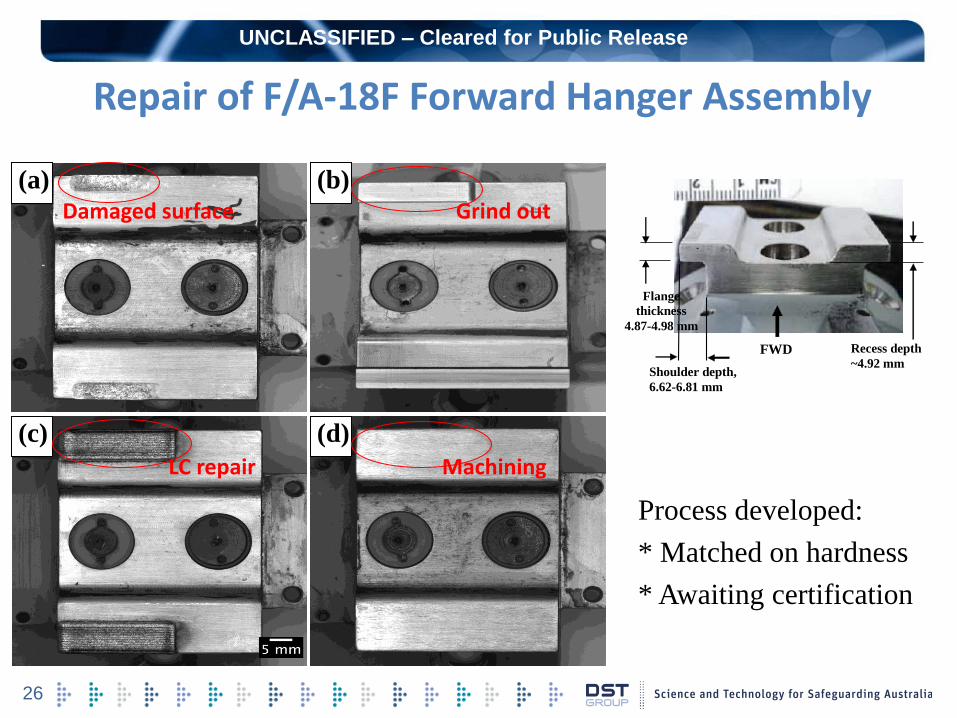
Repair of F/A-18F Forward Hanger Assembly
(a)
(d) (c)
(b)
Damaged surface Grind out
LC repair Machining
Process developed:
* Matched on hardness
* Awaiting certification
Shoulder depth,
6.62-6.81 mm
Recess depth
~4.92 mm FWD
Flange
thickness
4.87-4.98 mm
27
UNCLASSIFIED – Cleared for Public Release
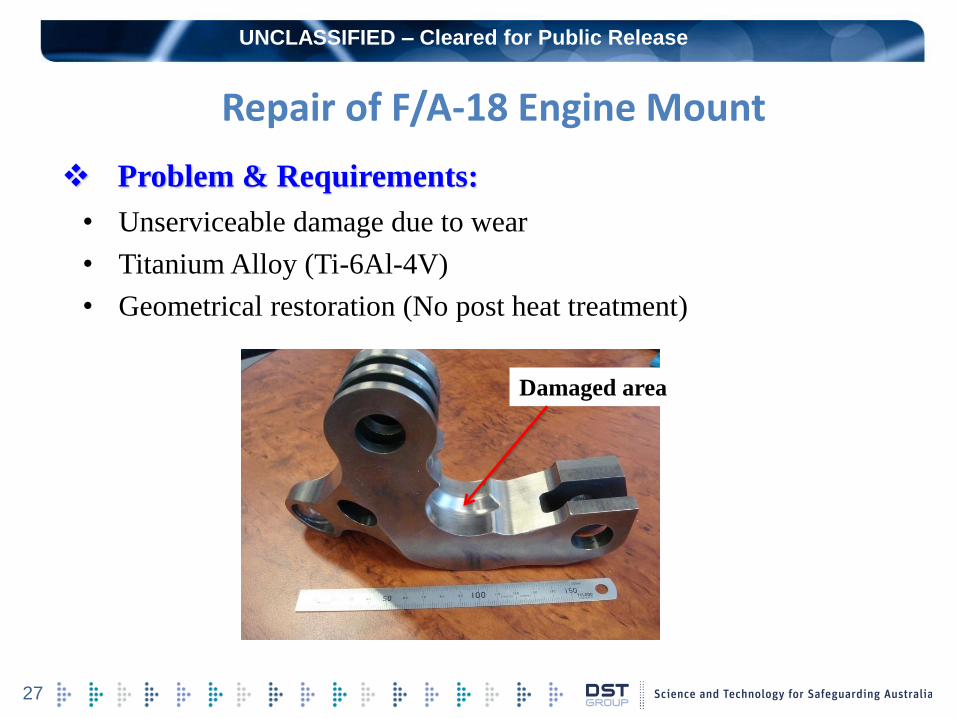
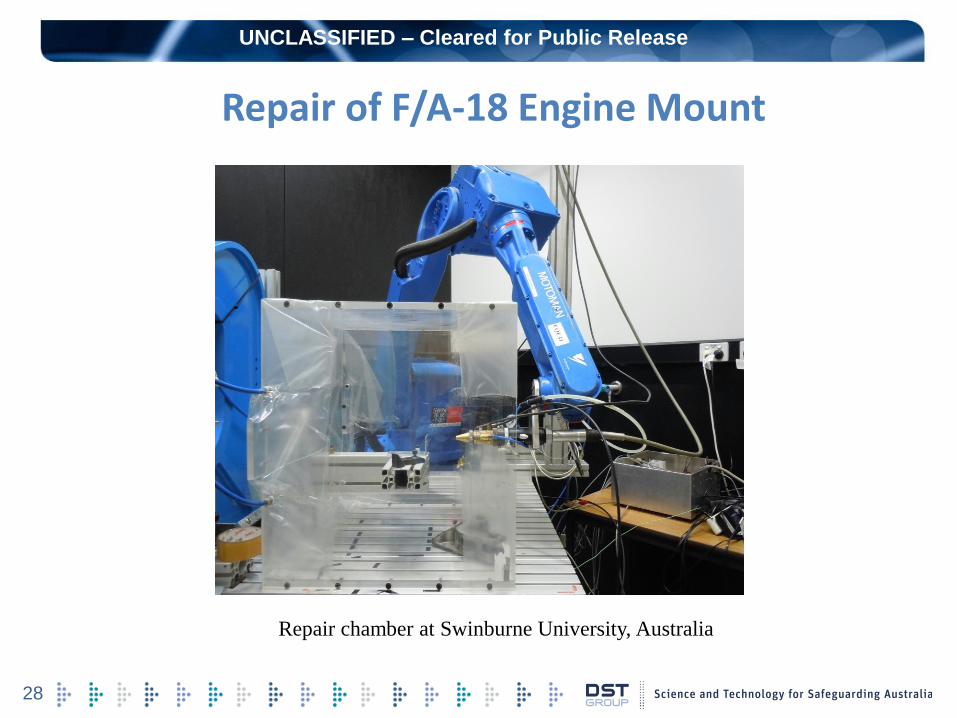
Repair of F/A-18 Engine Mount
• Unserviceable damage due to wear
• Titanium Alloy (Ti-6Al-4V)
• Geometrical restoration (No post heat treatment)
Problem & Requirements:
Damaged area
28
UNCLASSIFIED – Cleared for Public Release
Repair of F/A-18 Engine Mount
Repair chamber at Swinburne University, Australia
29
UNCLASSIFIED – Cleared for Public Release
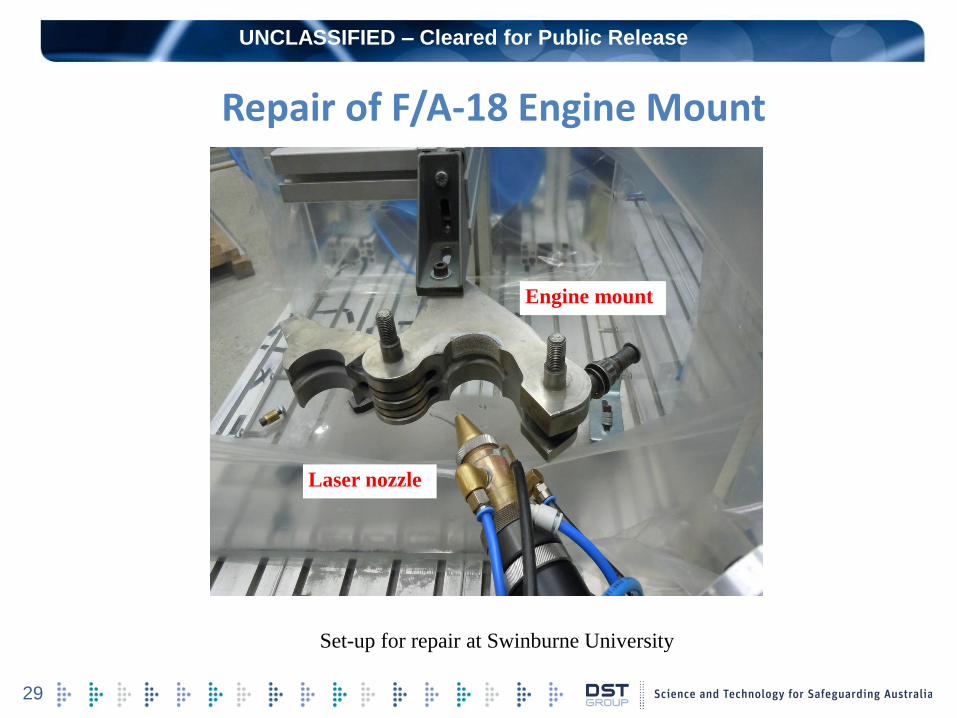
Repair of F/A-18 Engine Mount
Set-up for repair at Swinburne University
Laser nozzle
Engine mount
30
UNCLASSIFIED – Cleared for Public Release
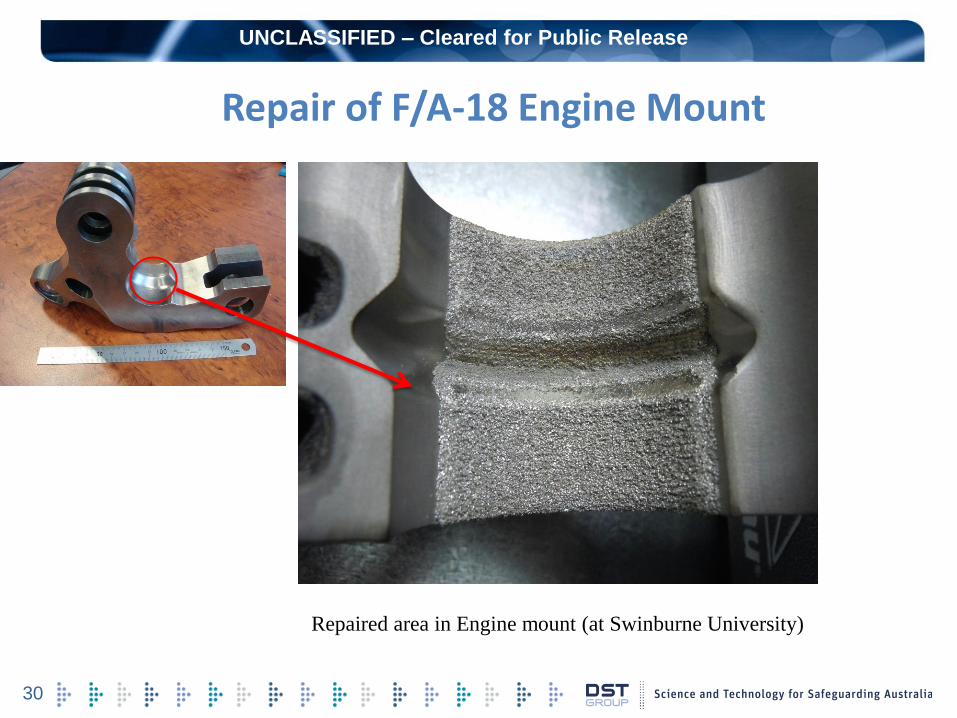
Repair of F/A-18 Engine Mount
Repaired area in Engine mount (at Swinburne University)
31
UNCLASSIFIED – Cleared for Public Release
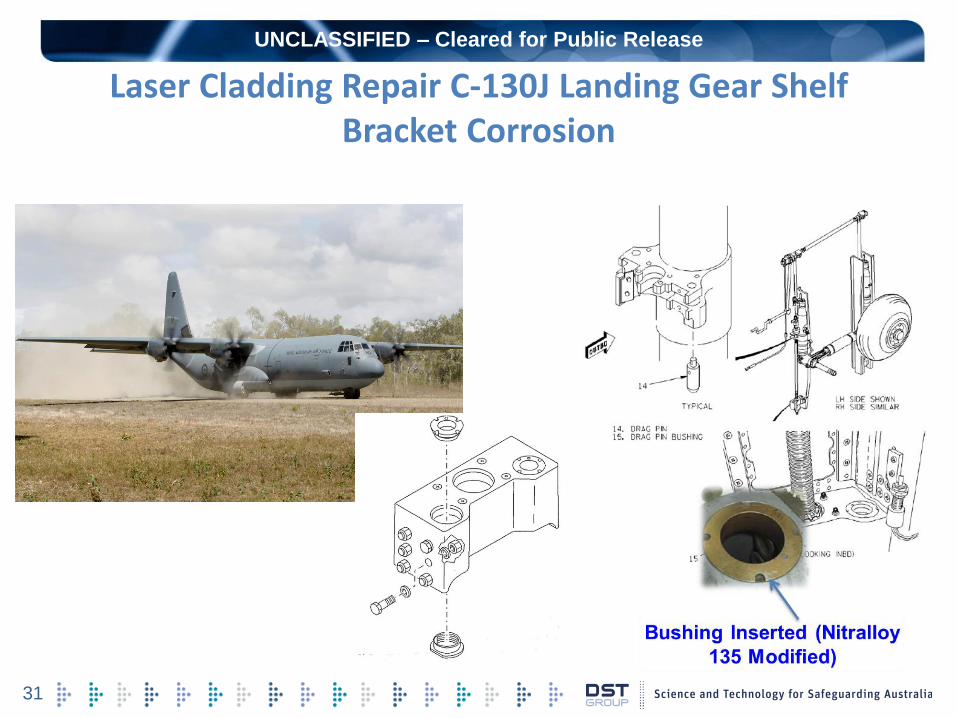
Laser Cladding Repair C-130J Landing Gear Shelf Bracket Corrosion
32
UNCLASSIFIED – Cleared for Public Release
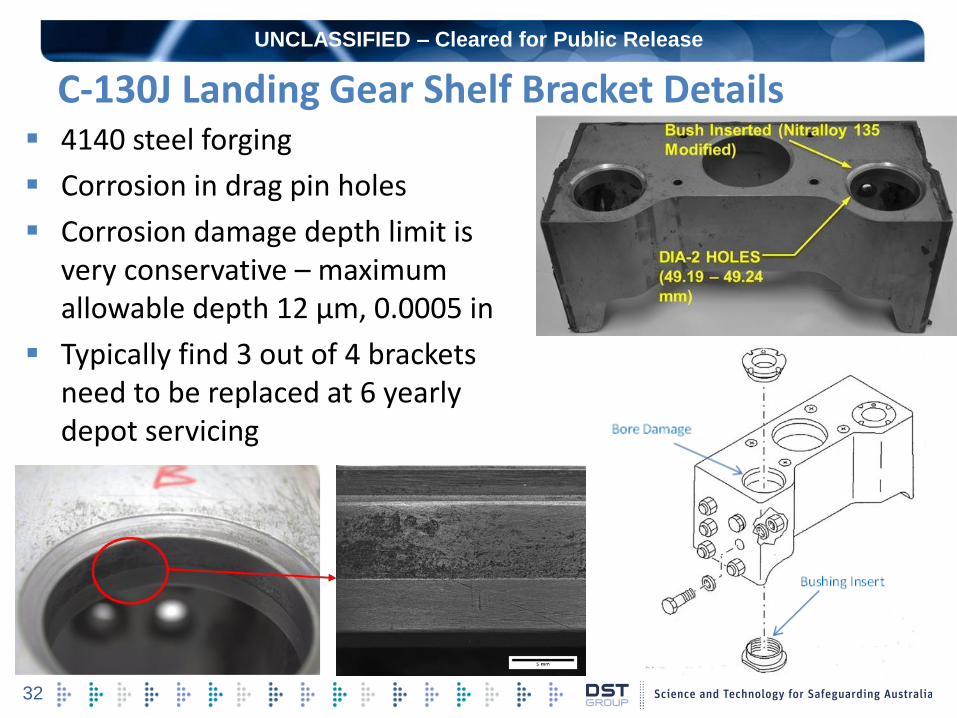
C-130J Landing Gear Shelf Bracket Details 4140 steel forging
Corrosion in drag pin holes
Corrosion damage depth limit is very conservative – maximum allowable depth 12 µm, 0.0005 in
Typically find 3 out of 4 brackets need to be replaced at 6 yearly depot servicing

33
UNCLASSIFIED – Cleared for Public Release
Shelf Bracket Function (1 of 2)

34
UNCLASSIFIED – Cleared for Public Release
Shelf Bracket Function (2 of 2)
35
UNCLASSIFIED – Cleared for Public Release
C-130 Landing Gear Shelf Bracket Repair Development Strategy
Develop system to clad internally
Match hardness using a mixture of stainless steel powders – also provides improved corrosion resistance
Conduct trials on steel tube specimens
Conduct trials on scrapped shelf brackets
Cut sections from trial repairs and evaluate microstructure, hardness, adhesion
36
UNCLASSIFIED – Cleared for Public Release
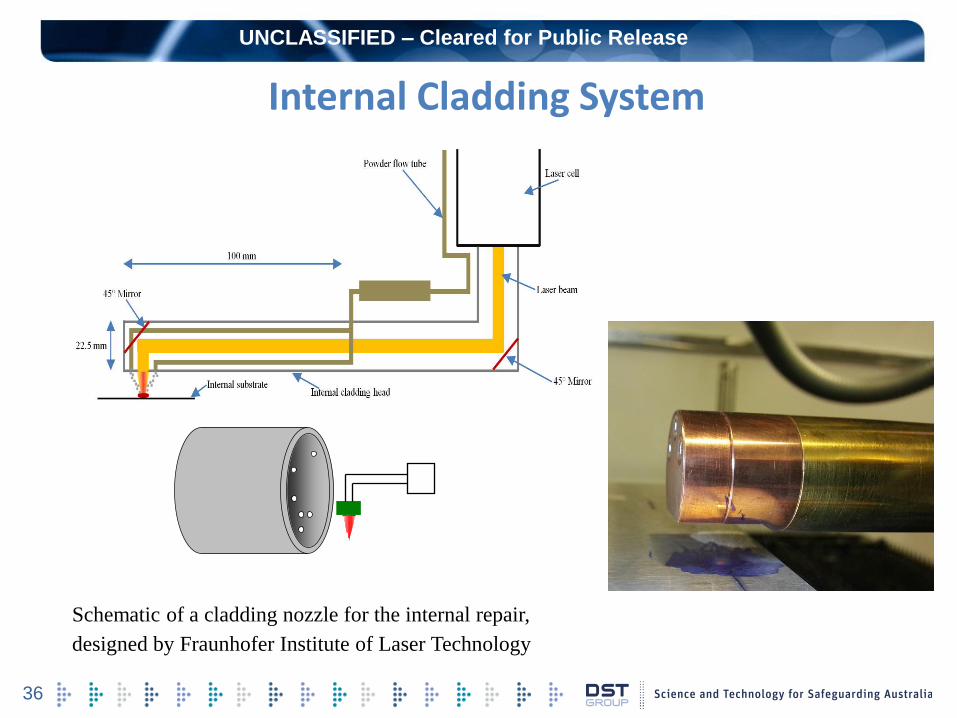
Internal Cladding System
Schematic of a cladding nozzle for the internal repair,
designed by Fraunhofer Institute of Laser Technology
37
UNCLASSIFIED – Cleared for Public Release
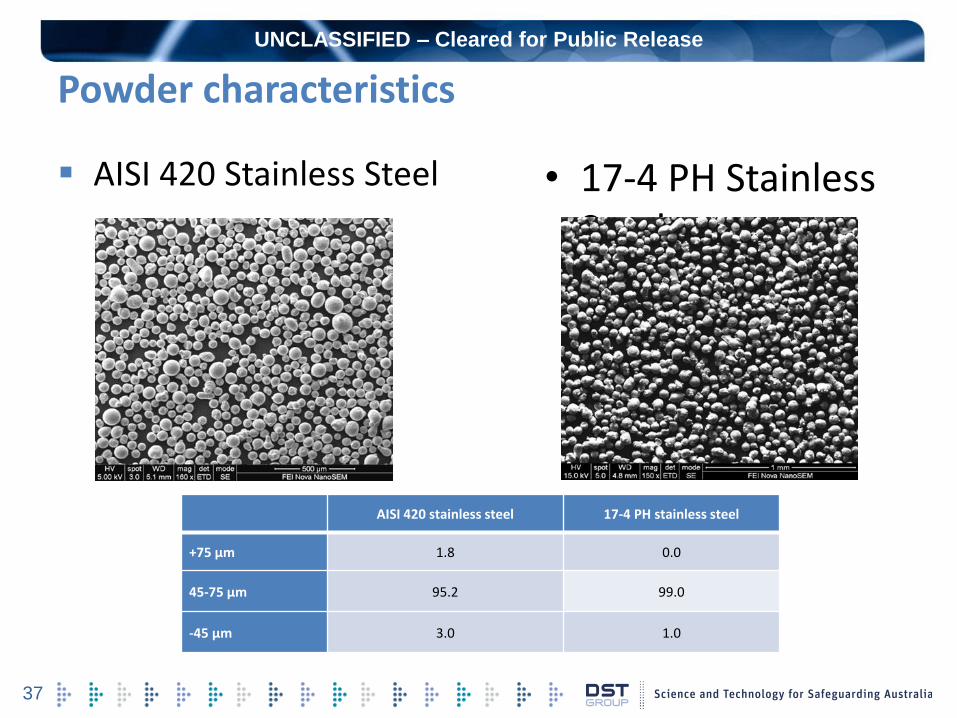
Powder characteristics
AISI 420 Stainless Steel • 17-4 PH Stainless Steel
AISI 420 stainless steel 17-4 PH stainless steel
+75 µm 1.8 0.0
45-75 µm 95.2 99.0
-45 µm 3.0 1.0
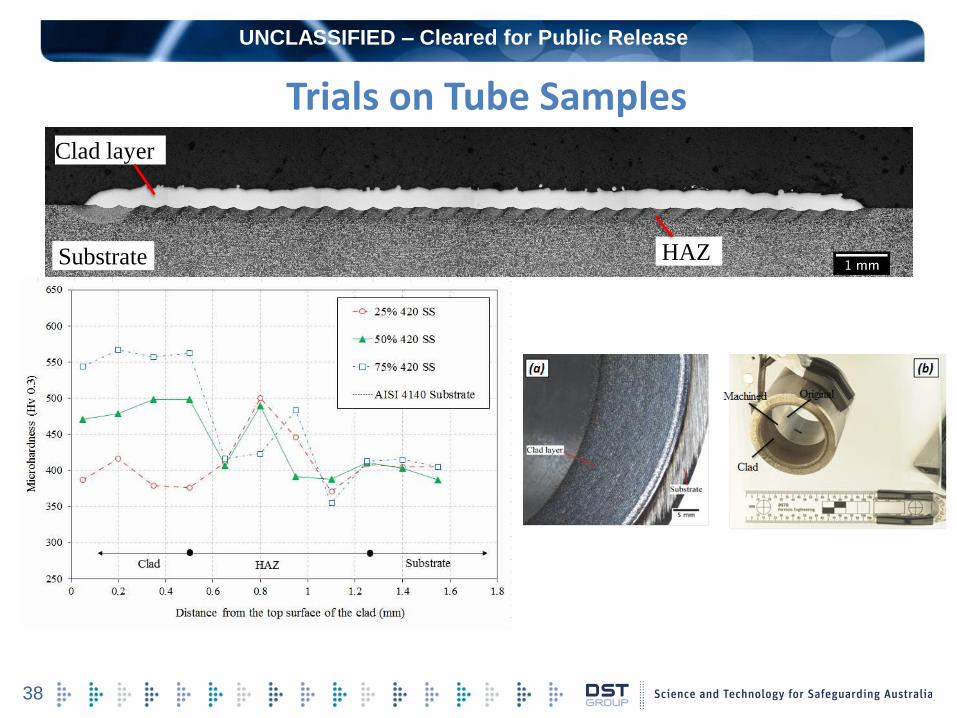
38
UNCLASSIFIED – Cleared for Public Release
Trials on Tube Samples Clad layer
HAZ Substrate
39
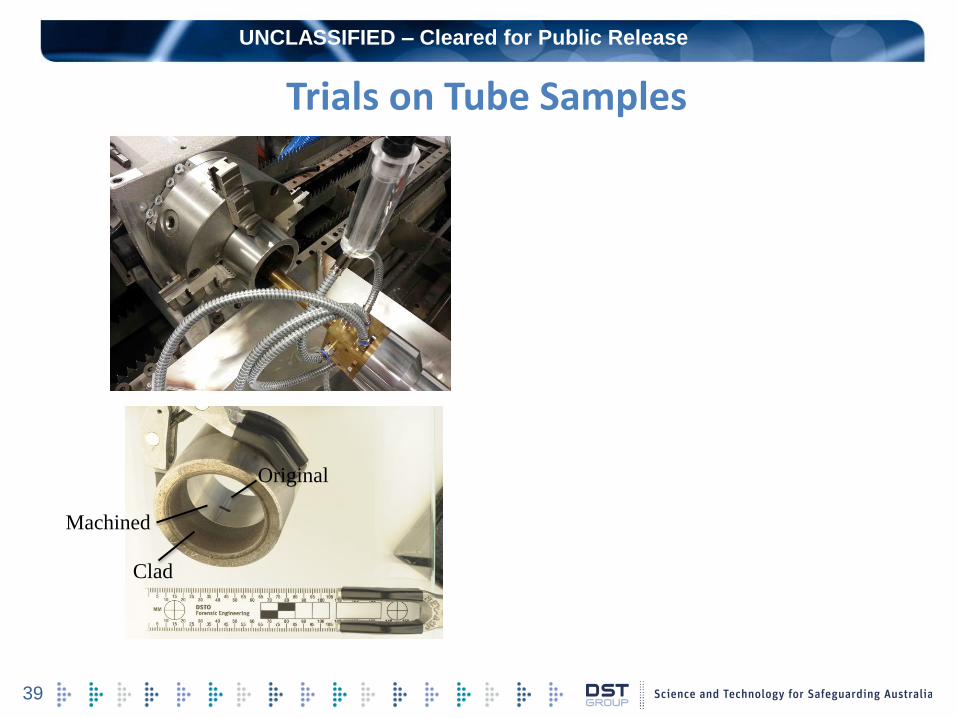
UNCLASSIFIED – Cleared for Public Release
Trials on Tube Samples
Clad
Machined
Original
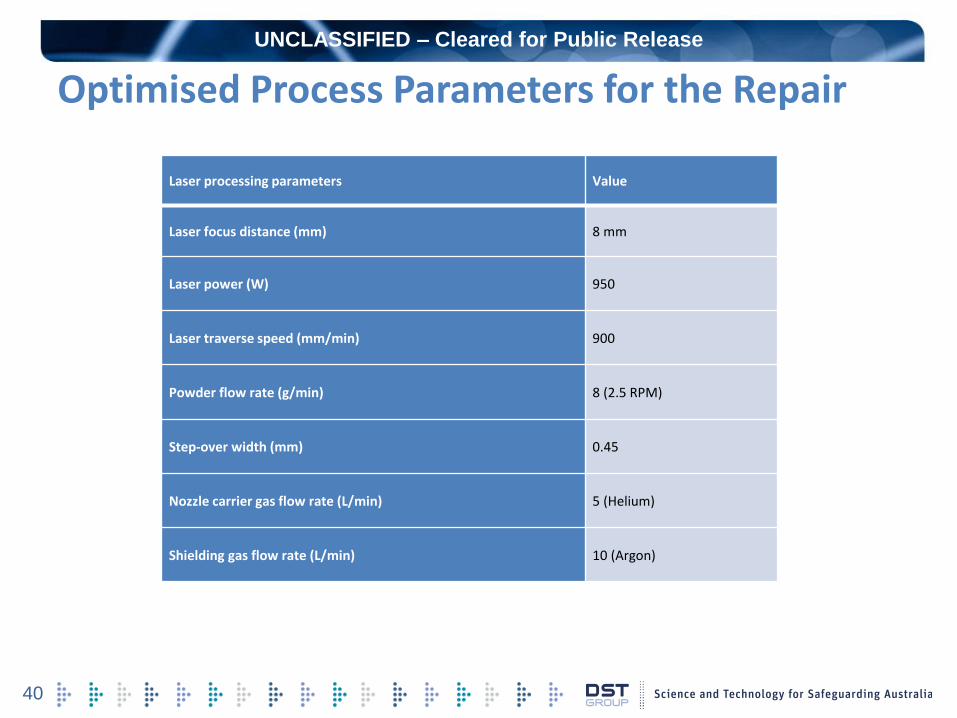
40
UNCLASSIFIED – Cleared for Public Release
Optimised Process Parameters for the Repair
Laser processing parameters Value
Laser focus distance (mm) 8 mm
Laser power (W) 950
Laser traverse speed (mm/min) 900
Powder flow rate (g/min) 8 (2.5 RPM)
Step-over width (mm) 0.45
Nozzle carrier gas flow rate (L/min) 5 (Helium)
Shielding gas flow rate (L/min) 10 (Argon)
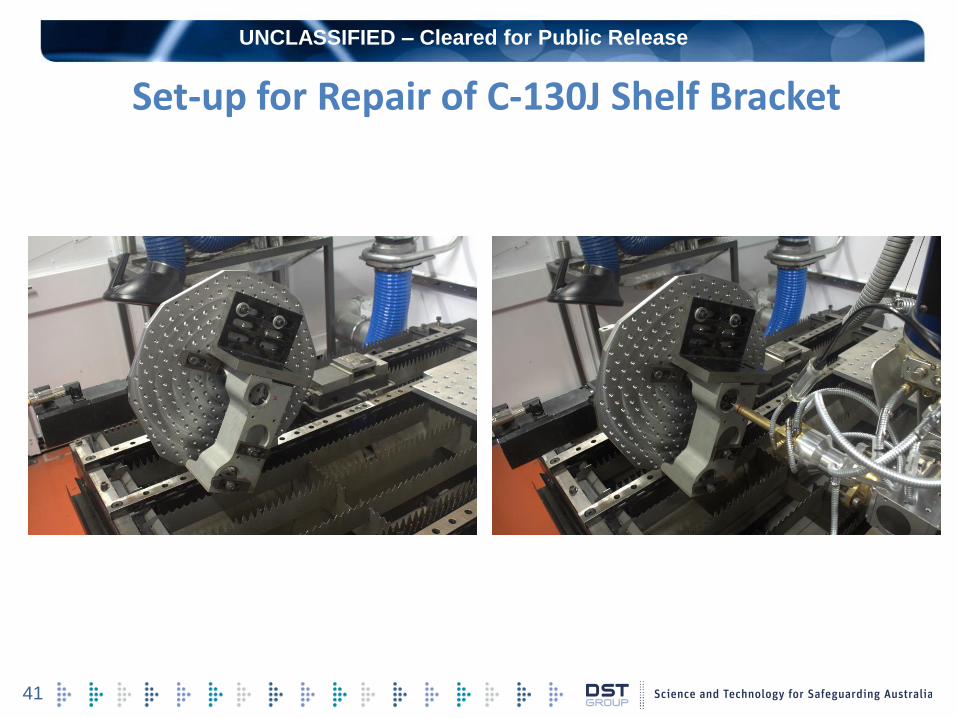
41
UNCLASSIFIED – Cleared for Public Release
Set-up for Repair of C-130J Shelf Bracket

42
UNCLASSIFIED – Cleared for Public Release
Assessment on Repaired Shelf Bracket
As-built (clad) As machined
200
µm
Transition
Cross-section
Cutting
Clad
Substrate
Clad Clad
Substrate Substrate

43
UNCLASSIFIED – Cleared for Public Release
Laser Cladding Repairs – Structural
44
UNCLASSIFIED – Cleared for Public Release
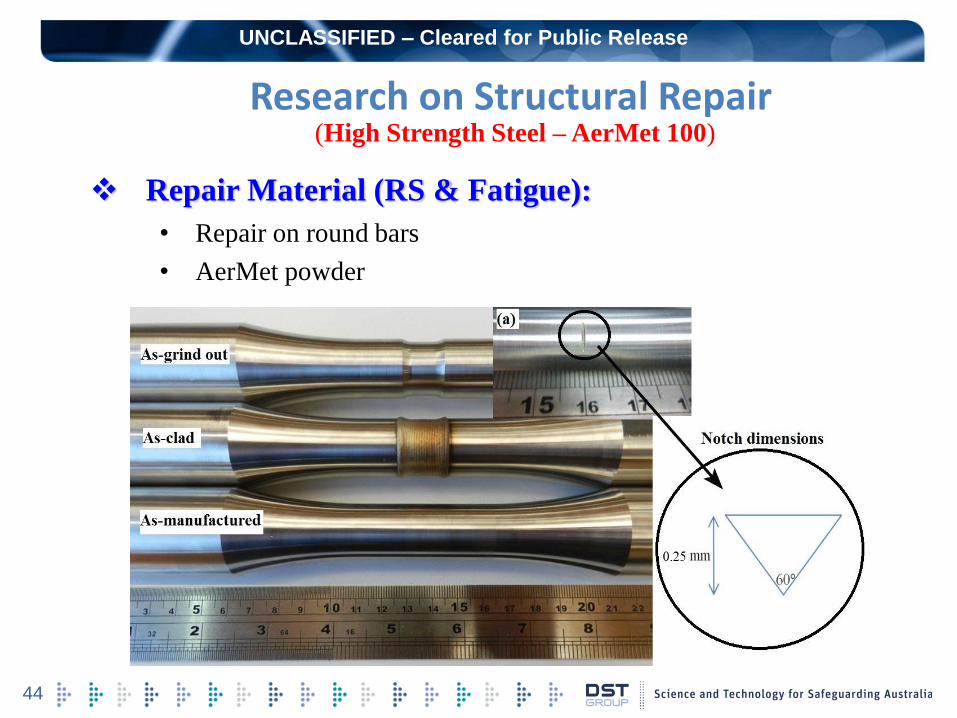
Repair Material (RS & Fatigue):
Research on Structural Repair
• Repair on round bars
• AerMet powder
(High Strength Steel – AerMet 100)
45
UNCLASSIFIED – Cleared for Public Release
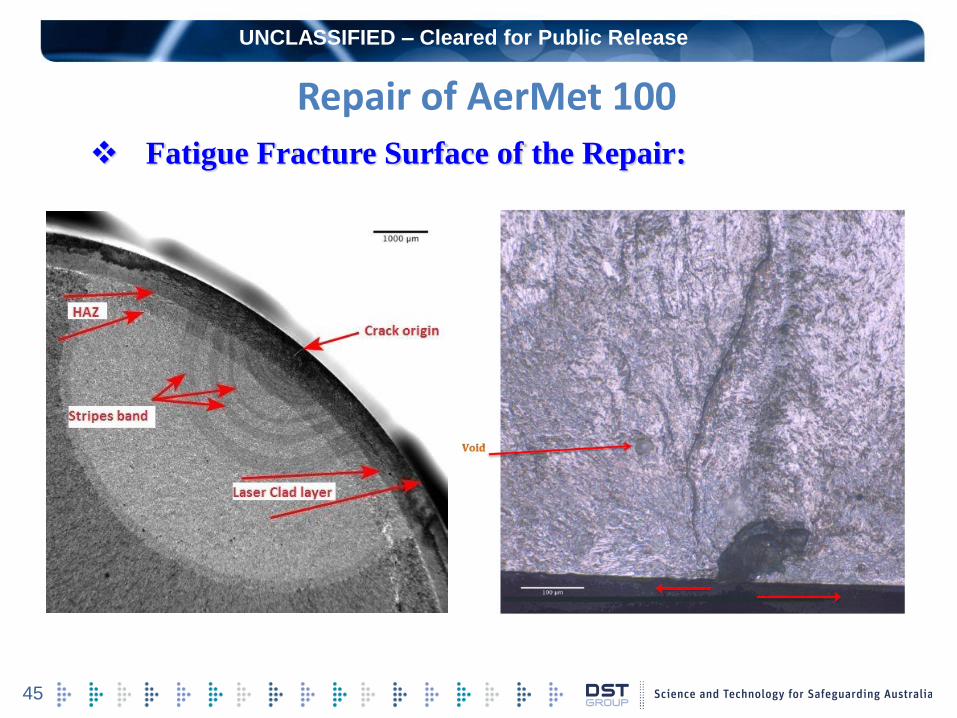
Fatigue Fracture Surface of the Repair:
Repair of AerMet 100
46
UNCLASSIFIED – Cleared for Public Release
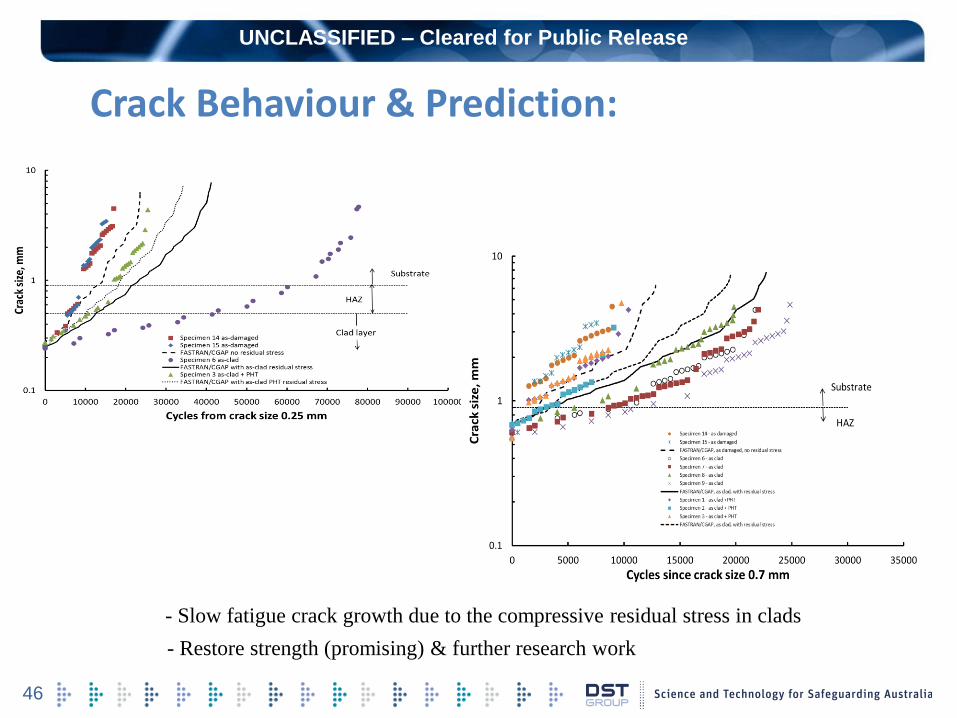
Crack Behaviour & Prediction:
- Slow fatigue crack growth due to the compressive residual stress in clads
- Restore strength (promising) & further research work

47
UNCLASSIFIED – Cleared for Public Release
Certification and Acceptance

48
UNCLASSIFIED – Cleared for Public Release
Judgement of
Significance
Hazard
Analysis
Design
Analysis
Design
Certification Deviation Acceptance
*Acceptance strategy for Structural repair is being developed
Certification and Acceptance Strategy
49
UNCLASSIFIED – Cleared for Public Release
Judgement of Significance
Addresses the consequence and risk of incorporating the proposed repair.
The scope of the proposed laser cladding repair is determined to be geometrical only.
The effect of the design change in terms of form, fit or function is also assessed and possible failure of the component is considered.
50
UNCLASSIFIED – Cleared for Public Release
Hazard Analysis
Investigates the risk associated with laser cladding repairs as opposed to replacing the component. Any hazard description, effects, risk and risk mitigation are addressed.
For example, dimensional tolerance is restored, structural integrity is not compromised, material hardness remains the same, quality control of the process and powder used is established and the consequence of failure is no worse than leaving the component in its current worn stage.
51
UNCLASSIFIED – Cleared for Public Release
Design Analysis
Investigates the in-service loading conditions acting on the repaired region and its structural integrity due to material loss.
Repair criteria are established in which the maximum allowable or acceptable damage is identified.
52
UNCLASSIFIED – Cleared for Public Release
Design Certification
Formal approval or acceptance of the repair is established based on the three preceding criteria.
53
UNCLASSIFIED – Cleared for Public Release
Deviation
The repair method or standard operating procedure documentation is established for conducting future repairs.
54
UNCLASSIFIED – Cleared for Public Release
Conclusions Additive manufacturing offers significant potential benefits, but
significant issues including variability in properties needs to be addressed
Laser cladding has been demonstrated to be a very effective repair method for geometrical restoration
Further work is needed to extend the range of materials and geometries for laser cladding repairs
Further work is needed to extend laser cladding repairs to structural cases

55
UNCLASSIFIED – Cleared for Public Release
QUESTIONS?








![Laser Polishing of Additive Manufactured 316L Stainless ...doras.dcu.ie/23212/1/Laser Polishing of Additive Manufactured 316L... · [1–8]. Compared with conventional subtractive](https://img.pdfslide.us/doc/110x75/5f57752d2f5d1e000425cf82/laser-polishing-of-additive-manufactured-316l-stainless-dorasdcuie232121laser.jpg)