Embed Size (px)
Citation preview

‘-
1
Chemical Engineering Plant Design
Lecture 16 Pressure Relief Devices
Instructor: David Courtemanche
CE 408

‘-
2
The Need for Pressure Relief Devices
• It is not practical to design all equipment to handle the highest and lowest
pressures to which they might be exposed
• ASME Pressure Code is written into US law and must be followed
• Pressure Relief Devices protect against many causes of overpressure,
including:
• Runaway Reactions
• Some reactions are too energetic to properly relieve
• Blocked in Positive Displacement Pumps, compressors, turbines
• Blocked in piping with heat input
• Vapor in tank condensing
• Emptying or Filling Tanks (breathing vents)
• Exposure to External Fire
• Combustion of gases or dusts
Pressure Relief

‘-
3
Relief Systems Vent Energy
• Looking at a PRD (pressure relief device) in action, it would appear
that it is venting mass (liquid or vapor or 2-phase)
• Obviously, it is…but
• The real purpose, though, is to vent the build up of energy in the form
of pressure
• Exposure to fire vaporizes liquid and causes pressure to build in
a vessel
• That pressure is energy that can damage the vessel
• Venting off vapor removes the energy that was manifesting itself
as pressure. The high pressure vapor contained the energy.
• Energy started with the exothermic combustion reaction outside
the vessel
Pressure Relief

‘-
4
Definitions
• Set pressure – the pressure at which the relief device begins to open
• Maximum Allowable Working Pressure (MAWP)
• Maximum design pressure at the top of a vessel
• Set for a designated temperature
• Material will lose strength at higher temperatures
• Material will be brittle at lower temperatures
• Vessel failure typically occurs at 4 to 5 times MAWP
Pressure Relief

‘-
5
Definitions
• MAWT – Maximum Allowable Working Temperature
• Temperature associated with the MAWP
• Operating Pressure
• the gauge pressure in a device during normal operations
• Design basis
• All of the information related to the relief device
• Scenario for which it is providing protection
• Physical properties of fluids
• Reaction kinetics
• Equipment configuration
• Materials of construction
• MAWP, etc
Pressure Relief

‘-
6
Definitions
• Overpressure
• Pressure increase over the set pressure that the system
achieves during relieving. Expressed as a % of the set pressure.
Must be specified prior to relief design. Typically 10%.
• Accumulation
• Pressure increase over the MAWP that the system achieves
during relieving. Expressed as a % MAWP.
Pressure Relief

‘-
7
Pressure Relief
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
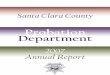
Figure 9-2 Difference between overpressure and accumulation. The overpressure is defined with respect to the set pressure, while the accumulation
is defined with respect to the vessel MAWP.

‘-
8
Definitions
• Backpressure
• The pressure on the discharge of the relief device during
relieving
• Superimposed Backpressure
• Comes from the pressure of the location to which the relief
discharge piping is connected
• Built Up Backpressure
• Comes from the frictional pressure drop caused by flow in the
discharge piping
• Total Backpressure is Superimposed + Built Up Backpressure
Pressure Relief

‘-
9
Pressure Relief
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
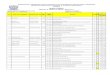
Figure 9-3 Guidelines for relief pressures. (Source: Adapted from API RP 521, Guide for Pressure–Relieving and Depressurizing Systems
(Washington, DC: American Petroleum Institute, 2014), p. 24.)

‘-
10
Pressure Relief
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 9-5 Opening and reseat pressures for a spring-operated relief are different due to the valve seat design.

‘-
11
Spring Loaded Relief Valves: Conventional
• The valve plug will open when the Inlet Pressure minus the Outlet
Pressure = the Set Pressure
• The Outlet Pressure is the Backpressure
• Higher Backpressure means higher Upstream (Inlet) Pressure
• Higher Backpressure means lower flow through the valve
Pressure Relief

‘-
12
Pressure Relief

‘-
13
Spring Loaded Relief Valves: Balanced
Bellows
• The valve plug will open when the Inlet
Pressure minus the ambient pressure = the
Set Pressure
• Higher Backpressure leads to lower flow
• Upstream (Inlet) Pressure not affected by
Backpressure
Pressure Relief

‘-
14
Advantages and Disadvantages
Pressure Relief
Valve Pros Cons
Conventional • Reliable
• Versatile
• Relieving pressure affected by
back pressure
• High backpressure can cause
chatter
Balanced Bellows • Relieving pressure not affected by
backpressure
• Spring protected from corrosion
• Bellows can fatique and rupture
• Flow is still affected by
backpressure

‘-
15
Chatter
• Rapid opening and closing of the Pressure Relief Valve
• Valve opens and pressure rapidly drops causing valve to close
• Can be caused by high backpressure
• Can be caused by undersized inlet piping
• Can be caused by oversized valve
• The resulting vibration can lead to damage and failure of the valve
• Can occur in liquid or vapor service
Pressure Relief

‘-
16
Rupture Discs
• Thin diaphragm designed to rupture at a specified
pressure
• Can be used as primary device
• Can be used to protect PRV from process
chemicals
Pressure Relief

‘-
17
Rupture Disc
• Advantages
• No fugitive emissions (valves can “leak”)
• More rapid response than PRV
• Less likely to foul
• Less expensive
• Disadvantages
• Stays open after bursting
• Burst pressure sensitive to temperature
• Individual disc cannot be tested
• Prone to installation damage
Pressure Relief

‘-
18
Pilot Operated Valve
• Pilot Line
• Connects to larger surface area on top of
piston – hydraulic force helps spring to
seat plug – smaller springs can be used
• Advantages
• Relieving pressure not affected by
backpressure
• Can operate at 98% of set pressure
• Disadvantages
• Pilot line can plug
• Potential for backflow
Pressure Relief
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved

‘-
19
Rupture Pins
• Pin bends at a set pressure to open
valve
• Initial installation is expensive
• Replacing pin is cheap and
relatively easy after activation
• Not subject to fatique or temperature
dependence
• Stays open
Pressure Relief
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved

‘-
20
Code Requirements
• Normal operating can NEVER exceed MAWP
• Can exceed MAWP during relief event
• For single relief maximum set pressure is MAWP
• During the relieving process, the overpressure cannot exceed the MAWP by more than the
following percentages:
• 110% for vessels equipped with a single pressure relief device.
• 116% for vessels equipped with supplemental pressure relief devices.
• 121% for fire exposures.
• For supplemental relief devices, the max. set pressure is 105% of the MAWP.
• For supplemental relief devices, the max. set pressure for fire exposure is 110% of the MAWP
Pressure Relief

‘-
21
Discharge
• Piping must not be designed in a way that cannot withstand the forces
generated by the relief flow
• Discharge must be to a safe location
• Two-phase flow requires special considerations
Pressure Relief

‘-
22
Relief Sizing
• Obviously, the vent must be large enough to pass a flow rate that is
sufficient to prevent pressure build up.
• Match volumetric flow rate of pump
• Match rate of vapor generation
• Boiling from exposure to fire
• Boiling from exothermic reaction
• Vapor phase products of reaction
• Unfortunately you have to be cautious to not oversize the relief device
• Chatter
Relief Sizing

‘-
23
Overpressure
• You may wonder why we allow design to have pressures exceed the MAWP during relief
• Allowing overpressure helps to avoid need for excessively large relief area
• This is an accepted part of ASME code
• The percentage overpressure is specified as part of the design criteria
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-1 Required vent area as a function of overpressure for two-phase flow. The vent area is decreased appreciably as the
overpressure increases. Data from J. C. Leung. “Simplified Vent Sizing Equations for Emergency Relief Requirements in Reactors and
Storage Vessels.” AICHE Journal 32, no. 10 (1986): 1622.

‘-
24
Liquid Service
• Flow though spring loaded relief device is approximated as flow through an orifice
• Area required is:
𝑨 =𝒊𝒏𝟐 𝒑𝒔𝒊 Τ𝟏 𝟐
𝟑𝟖.𝟎𝒈𝒑𝒎
𝑸𝑽
𝑪𝟎𝑲𝒃𝑲𝒄𝑲𝑽𝑲𝑷
Τ𝝆 𝝆𝒓𝒆𝒇
𝑷𝟏 −𝑷𝟐
• 𝑨 is required relief area, 𝒊𝒏𝟐
• 𝑸𝑽 is volumetric flow through the relief, 𝒈𝒑𝒎
• 𝑪𝟎 is the discharge coefficient, unitless (provided by valve manufacturer) – typical value is 0.65
• Τ𝝆 𝝆𝒓𝒆𝒇 is th specific gravity of the liquid
• 𝑷𝟏 is the gauge upstream relieving pressure (inlet pressure), Τ𝒍𝒃𝒇 𝒊𝒏𝟐, which is the set pressure
plus the allowable overpressure
• 𝑷𝟐 is the total gauge backpressure (discharge pressure), Τ𝒍𝒃𝒇 𝒊𝒏𝟐
• What are all these 𝑲 factors?
Relief Sizing

‘-
25
𝑲𝒃, Backpressure Correction
• For conventional and pilot-operated valves 𝑲𝒃 = 𝟏.𝟎(unitless)
• If backpressure is atmospheric, 𝑲𝒃 = 𝟏.𝟎
• For balanced bellows valves use this graph:
• Note graph is calculated at 25% overpressure
• This is to assure that valve is fully open
• For other overpressures there is another correction
factor, 𝑲𝑷
• ASME now requires valves to be fully open at 10%
overpressure so the 𝑲𝑷 factor is not needed
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-2 Backpressure correction Kb for 25% overpressure on balanced bellows reliefs in liquid service. For metric units, barg can be used for psig. This is drawn using the equation Kb = 1.165 − 0.01PG,
derived from data from API RP 520, Recommended Practice for the Sizing, Selection, and Installation of Pressure-Relieving Systems in Refineries, 9th ed. (Washington, DC: American Petroleum Institute,
2014).

‘-
26
𝑲𝑷, Overpressure Correction
• For a non-certified valve (not tested to prove that valve is fully open at 10% overpressure) this factor is
also required
• For certified valve 𝑲𝑷=1.0
• For 25% overpressure, 𝑲𝑷 = 𝟏.𝟎
• Unitless
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-4 Overpressure correction Kp for spring-operated reliefs (conventional and balanced bellows) in uncertified liquid service. This is drawn using the equations shown, derived from data from API RP
520, Recommended Practice for the Sizing, Selection, and Installation of Pressure-Relieving Systems in Refineries, 9th ed. (Washington, DC: American Petroleum Institute, 2014).

‘-
27
𝑲𝒄, Combination Correction
• Corrects for installations with a rupture disc upstream of a PRV
• 𝑲𝑪 = 𝟏.𝟎 if a rupture disc is not installed
• 𝑲𝑪 = 𝟎.𝟗 if a rupture disc is installed with a PRV
• 𝑲𝑪 is unitless
Relief Sizing

‘-
28
𝑲𝑽, Viscosity Correction Factor
• Corrects for additional frictional losses resulting from flow of higher-
viscosity material through the valve
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-3 Viscosity correction factor Kv for conventional and balanced bellows reliefs in liquid service. This is drawn using the equation In Kv = 0.08547 − 0.9541/ln R − 35.571/R using data from API RP
520, Recommended Practice for the Sizing, Selection, and Installation of Pressure-Relieving Systems in Refineries, 9th ed. (Washington, DC: American Petroleum Institute, 2014).

‘-
29
Liquid Service Metric Units
𝑨 =𝒃𝒂𝒓 Τ𝟏 𝟐 𝒔
𝟏𝟒. 𝟏𝟔𝒎
𝑸𝑽
𝑪𝟎𝑲𝒃𝑲𝒄𝑲𝑽𝑲𝑷
Τ𝝆 𝝆𝒓𝒆𝒇
𝟏.𝟐𝟓 ∗ 𝑷𝟏 −𝑷𝟐
• 𝑨 is required relief area, 𝒎𝟐
• 𝑸𝑽 is volumetric flow through the relief, Τ𝒎𝟑𝒔
• 𝑪𝟎 is the discharge coefficient, unitless (provided by valve manufacturer) – typical
value is 0.65
• Τ𝝆 𝝆𝒓𝒆𝒇 is th specific gravity of the liquid
• 𝑷𝟏 is the gauge upstream relieving pressure (inlet pressure), 𝒃𝒂𝒓, which is the set
pressure plus the allowable overpressure
• 𝑷𝟐 is the total gauge backpressure (discharge pressure), 𝒃𝒂𝒓
• 𝑲values are unitless
Relief Sizing

‘-
30
Vapor / Gas Service
• This analysis assumes choked flow
𝑃𝑐ℎ𝑜𝑘𝑒𝑑𝑃0
=2
𝛾 + 1
Τ𝛾 𝛾−1
• If the discharge pressure is less than 𝑃𝑐ℎ𝑜𝑘𝑒𝑑 then we have choked flow
• For a relief situation this is to be expected
• 𝑃0 is the upstream pressure
• 𝛾 is the ratio ൗ𝐶𝑝
𝐶𝑣
• For ideal gases:
Relief Sizing
Gas 𝛾 𝑃𝑐ℎ𝑜𝑘𝑒𝑑
Monatomic ≅ 1.67 0.487 𝑃0
Diatomic ≅ 1.40 0.528 𝑃0
Triatomic ≅ 1.32 0.542 𝑃0

‘-
31
Vapor / Gas Service
𝑨 =𝑸𝒎
𝝌𝑪𝟎𝑲𝒃𝑲𝒄𝑷
𝑻𝒛
𝑴
• Note that downstream pressure is NOT included due to choked flow!
• 𝐴 𝑖𝑠 𝑡ℎ𝑒 𝑎𝑟𝑒𝑎 𝑜𝑓 𝑡ℎ𝑒 𝑟𝑒𝑙𝑖𝑒𝑓 𝑣𝑒𝑛𝑡,𝑚2𝑜𝑟 𝑖𝑛2
• 𝑄𝑚 𝑖𝑠 𝑡ℎ𝑒 𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒𝑚𝑎𝑠𝑠 𝑓𝑙𝑜𝑤,𝑘𝑔
𝑠𝑜𝑟
𝑙𝑏𝑚
ℎ𝑟
• 𝐶0 𝑖𝑠 𝑒𝑓𝑓𝑒𝑐𝑡𝑖𝑣𝑒 𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒 𝑐𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡, 𝑢𝑛𝑖𝑡𝑙𝑒𝑠𝑠 – consult manufacturer. Typically 0.975
• 𝐾𝑏 𝑖𝑠 𝑡ℎ𝑒 𝑏𝑎𝑐𝑘𝑝𝑟𝑒𝑠𝑠𝑢𝑟𝑒 𝑐𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡, 𝑢𝑛𝑖𝑡𝑙𝑒𝑠𝑠. 𝐾𝑏 = 1.0 for conventional valves and pilot operated valves
• 𝐾𝑐 𝑖𝑠 𝑡ℎ𝑒 𝑐𝑜𝑚𝑏𝑖𝑛𝑎𝑡𝑖𝑜𝑛 𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑖𝑜𝑛 𝑓𝑎𝑐𝑡𝑜𝑟, 𝑢𝑛𝑖𝑡𝑙𝑒𝑠𝑠. 1.0, if no upstream rupture disc.With rupture disc = 0.9
• 𝑃 𝑖𝑠 𝑡ℎ𝑒 𝑢𝑝𝑠𝑡𝑟𝑒𝑎𝑚 𝑟𝑒𝑙𝑖𝑒𝑣𝑖𝑛𝑔 𝑝𝑟𝑒𝑠𝑠𝑢𝑟𝑒, 𝑒𝑞𝑢𝑎𝑙 𝑡𝑜 𝑡ℎ𝑒 𝑠𝑒𝑡 𝑝𝑟𝑒𝑠𝑠𝑢𝑟𝑒 𝑝𝑙𝑢𝑠 𝑡ℎ𝑒 𝑎𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝑜𝑣𝑒𝑟𝑝𝑟𝑒𝑠𝑠𝑢𝑟𝑒, bar absolute or psia
• 𝑇 𝑖𝑠 𝑡ℎ𝑒 𝑎𝑏𝑠𝑜𝑙𝑢𝑡𝑒 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑒,𝐾 𝑜𝑟 °𝑅
• 𝑧 𝑖𝑠 𝑡ℎ𝑒 𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠𝑖𝑏𝑖𝑙𝑖𝑡𝑦 𝑓𝑎𝑐𝑡𝑜𝑟, 𝑢𝑛𝑖𝑡𝑙𝑒𝑠𝑠
• 𝑀 𝑖𝑠 𝑡ℎ𝑒 𝑎𝑣𝑒𝑟𝑎𝑔𝑒𝑚𝑜𝑙𝑒𝑐𝑢𝑙𝑎𝑟𝑤𝑒𝑖𝑔ℎ𝑡 𝑜𝑓 𝑡ℎ𝑒 𝑑𝑖𝑠𝑐ℎ𝑎𝑟𝑔𝑒𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙,𝑘𝑔
𝑚𝑜𝑙𝑜𝑟
𝑙𝑏𝑚
𝑙𝑏−𝑚𝑜𝑙𝑒
Relief Sizing

‘-
32
𝝌
𝝌 = 𝟑.𝟒𝟔𝟖 ∗ 𝟏𝟎𝟒𝒎𝒐𝒍 𝒌𝒈𝑲 𝟐
𝒃𝒂𝒓 𝒔𝒎𝟐𝜸
𝟐
𝜸 + 𝟏
൘𝜸+𝟏
𝜸−𝟏
• or
𝝌 = 𝟓𝟏𝟗.𝟓𝒍𝒃 −𝒎𝒐𝒍𝒆 𝒍𝒃𝒎 °𝑹 𝟐
𝒍𝒃𝒇 𝒉𝒓𝜸
𝟐
𝜸 + 𝟏
൘𝜸+𝟏
𝜸−𝟏
Relief Sizing

‘-
33
𝑲𝒃 for Balanced Bellows Valves in Vapor / Gas Service
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-5 Backpressure correction Kb for balanced-bellows reliefs in vapor or gas service. For metric units, barg can be used for psig. This is drawn using the equations provided. Data from API RP 520,
Recommended Practice for the Sizing, Selection, and Installation of Pressure-Relieving Systems in Refineries, 9th ed. (Washington, DC: American Petroleum Institute, 2014).

‘-
34
Rupture Disc Sizing
• Typically done using calculations of pressure drop throughout the relief piping
and including a velocity head for the burst rupture disc (i.e. treating it as a
fitting, similar to an elbow in the piping)
• Manufacturer supplies the fitting factor
• Calculated relieving rate then multiplied by 0.90 as a safety factor
• Can alternately use the equations presented for PRVs if the following are
met:
• Rupture disc discharges directly to atmosphere
• Is installed within 8 pipe diameters from vessel entry nozzle
• Discharge piping is less than 5 pipe diameters long
• Inlet and outlet discharge piping is equal to or greater than diameter of
rupture disc
Relief Sizing

‘-
35
Two-Phase Flow
• Normally expected during a runaway reaction
• Very, very complicated to model
• Best left to experts…
• But let’s look at one model
• Yeung Model
• Detailed calorimetry data needed
• Tempered Reactor
• As reaction generates heat it
vaporizes material. The energy loss due
to heat of vaporization tempers the rate of temperature rise.
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-6 A tempered reaction system showing the important energy terms.

‘-
36
Two-Phase Flow• Assumes choked two-phase flow through a hole
• 𝑨 =𝒎𝟎𝒒
𝑮𝑻𝑽
𝒎𝟎𝑻𝒔
∆𝑯𝑽𝒗𝒇𝒈
+ 𝑪𝑽∆𝑻
𝟐
• 𝑨 is required relief area
• 𝒎𝟎 is the mass contained within reactor prior to relief
• 𝒒 is exothermic heat release per unit mass
• 𝑮𝑻 is mass flux of relief (mass per area per time)
• 𝑽 is volume of vessel
• 𝑻𝒔 is the absolute saturation temperature at the set pressure
• ∆𝑯𝑽 is the heat of vaporization of the fluid (energy per mass)
• 𝒗𝒇𝒈 is change of specific volume of the flashing liquid (volume per mass)
• 𝑪𝑽 is the constant volume heat capacity
• ∆𝑻 is the temperature rise due to overpressure
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-6 A tempered reaction system showing the important energy terms.

‘-
37
Deflagration Vents for Dust and Vapor
Explosions
• We will not discuss sizing…
• Blow out panels design to have less
strength than the walls of the structure
• Panels must be secured to avoid creating
of flying debris
• Damage to main structure is minimized
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-8 Deflagration vents for structures and process vessels.

‘-
38
Venting for Fires External to Process
• If there is significant head space in the vessel, vapor-only flow can be assumed
• First, determine the Area absorbing heat, 𝑨
• For spheres: 55% of total surface area
• For horizontal tanks: 75% of total exposed area
• For Vertical tanks: 100% of the total exposed area
• Up to 30 ft of height
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-9 Heating of a process vessel as a result of an external fire. Venting is required to prevent vessel rupture. For most fires, only a fraction of the external vessel is exposed to fire.

‘-
39
Venting for Fires External to Process
• Second, determine the heat input, 𝑸
• 𝑸 = 𝟐𝟎,𝟎𝟎𝟎𝑨 for 𝟐𝟎 < 𝑨 < 𝟐𝟎𝟎
• 𝑸 = 𝟏𝟗𝟗,𝟑𝟎𝟎𝑨𝟎.𝟓𝟔𝟔 for 𝟐𝟎𝟎 < 𝑨 < 𝟏𝟎𝟎𝟎
• 𝑸 = 𝟗𝟑𝟔,𝟒𝟎𝟎𝑨𝟎.𝟑𝟑𝟖 for 𝟏𝟎𝟎𝟎 < 𝑨 < 𝟐𝟖𝟎𝟎
• 𝑸 = 𝟐𝟏,𝟎𝟎𝟎𝑨𝟎.𝟖𝟐 for 𝟐𝟖𝟎𝟎 < 𝑨
• 𝑨 is area in 𝒇𝒕𝟐
• 𝑸 is heat input in Τ𝑩𝑻𝑼𝒉𝒓
Relief Sizing
From Chemical Process Safety: Fundamentals with Applications, 4/e by Daniel A. Crowl and Joseph F. Louvar (9780135726792) Copyright © 2019 Pearson Education, Inc. All rights reserved
Figure 10-9 Heating of a process vessel as a result of an external fire. Venting is required to prevent vessel rupture. For most fires, only a fraction of the external vessel is exposed to fire.

‘-
40
Venting for Fires External to Process
• Third, determine the mass flow rate of venting
𝑸𝒎 =𝑸
𝒉𝒇𝒈
• 𝑸𝒎 is the required mass flow rate of relief
• 𝒉𝒇𝒈 is the heat of vaporization of the liquid at the relieving pressure
• Finally determine the size of relief needed
Relief Sizing

‘-
41
Relief for Thermal Expansion of Liquids
• Blocked in liquid that is rising in temperature will expand, generating
significant force
𝑸𝑽 =𝜷
𝝆𝑪𝒑𝑼𝑨 𝑻− 𝑻𝒂
• 𝑸𝑽 is the volumetric expansion rate (which is the required relief rate)
• 𝜷 is thermal coefficient of expansion for the liquid
• 𝝆 is the density of the liquid
• 𝑪𝒑 is the heat capacity of the liquid
• 𝑼𝑨 is the overall heat transfer coefficient
• 𝑻 is the temperature of the blocked in liquid
• 𝑻𝒂 is the ambient temperature
Relief Sizing