Embed Size (px)
Citation preview
CASTING PROCEDURE
Casting procedure The lost wax
casting technique was introduced by TAGGART in 1907
Steps in casting
Preparing the wax pattern Spruing the wax pattern Attaching the sprue to crucible former Investing the pattern in the casting ring Burnout of the wax Casting Recovery Finishing and polishing
Preparing the wax patternPrior to casting
margin of the wax pattern should be readapted
pattern checked for smoothness, finish and contour
Sprue should be attached to the thickest portion of the wax pattern
wax pattern can be removed from the die using sprue
surfactant should be applied on the wax to obtain wetting of the investment
invested immediately to prevent distortion
spruing of wax pattern
Sprue is defined as “the channel or hole through which plastic or metal poured or cast into gate or reservoir and then into mold”

sprue design
it must allow the molten wax to escape from the mold
enable molten metal to flow into the mold with minimal turbulence
metal within the sprue must remain molten slightly longer than the alloy that has filled the mold this will act as a reservoir to compensate the shrinkage
material used for sprue
Wax plastic Metal
sprue
Wax: preferred for most casting because they melt at the same rate as the pattern and allow for easy escape for molten wax
Plastic: resist distortion rigid, may block the escape of wax, hollow plastics are availableMetal: non rusting metal should be used, removed before casting
diameter
should be larger than the thickest portion of the wax pattern
2.6 mm can be used for most patterns 2.0mm for premolar partial veneer
restoration narrow sprue are sufficient for casting to be
done on centrifugal machine
Positioning of the sprue Sprue should be attached to the point of
greatest bulk 45 angulation near the bulk of the
pattern axial wall should have obtuse angle 135 This prevents air entrapment during
investing and suck back porosity after casting
attachment should be flared to prevent turbulence during metal flow
venting
Small auxiliary sprues or vent should be placed to improve the casting
By allowing the gases to escape
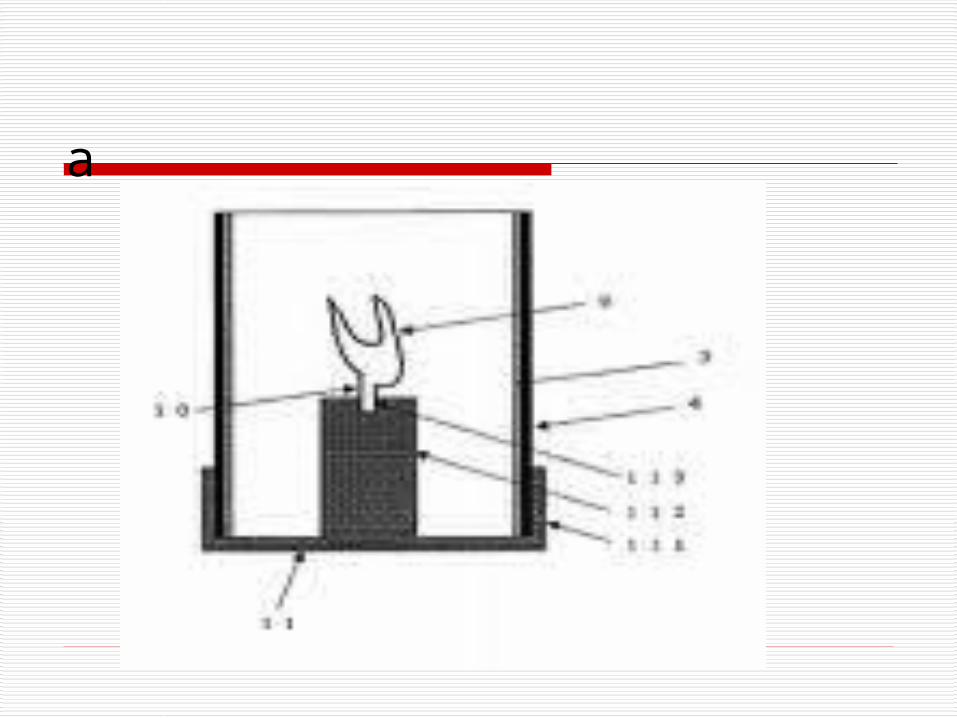
Attaching the sprue to crucible former
Crucible former is conical structure with a base placed at one end of the ring ,free end of the sprue attached to tip of crucible former
The sprue should be adjusted such that terminal end of wax pattern is six mm away from free end of the investment
a
Investing the pattern in the casting ringIdeal properties of investment material controllable expansion to compensate for shrinkage
of cast alloy during cooling Produce smooth castings without nodules Chemical stability at high casting temp Adequate strength to resist casting forces Sufficient porosity to allow gas escape Easy recovery of casting Investment material Gypsm bonded and phosphate bonded
Gypsum bonded Alfa hemi hydrate of Gypsum used as binder with crystobalite or
quartz as refracting material and modifiers (coloring matter and reducing agents)
satisfy most of the requirement for an ideal investment material Not suitable for casting metal ceramic alloys as it is unstable at
high temperature Three types of expansion Setting expansion Hygroscopic expansion Thermal expansion
Used for alloys that fuses below 1,975’F Mainly used with type I, II, III, gold alloys
Factors increasing the expansion
Use of full width ring liner Prolonged spatulation Storage at 100% humidity Lower water powder ratio use of dry liner Use of two ring liners
Phosphate bonded investment Composition: binder megnesium oxide
mono ammonium phosphatefiller silica ( quartz or crystabolite form)
They are stable at high temp Material of choice for metal ceramic They expand rapidly Due to heat from the setting reaction softens the wax and allow
freer setting expansion The increase strength of the material at high temp restrict
the shrinkage of the alloy as it cools The powder mixed with colloidal silica reduces the surface
roughness of casting and it also increases expansion thus expansion can be conveniently controlled by diluting the colloidal silica slightly with distilled water
High noble alloy -gypsum bonded investment (shows hygroscopic expansion)
Base metal alloy –phosphate bonded investment (shows thermal expansion)
Ring and ring liners Ring liners
Asbestos (due to health hazard ) Cellulose Used to aid in uniform expansion
of the moldWetting the liner increases the hygroscopic
expansionIt is coated on the casting ring
Bench set : min for one hour
Wax burnout
The removal of wax from the mould usually by heat Melted 200’c for 30 min It does not melt but sublimes directly to gases and
escapes through the pores of investment To burnout remaining traces of wax final burnout
650’c for 45 min Gypsum beyond 650’c disintegrate investment and
form sulfur dioxide and dis colour the casting

CASTING TECHNIQUE
FAZNA M. ALI 1st Batch
Casting techniqueCasting technique
Setting up the casting Setting up the casting machinemachine
Pre heating the Pre heating the cruciblecrucible
Weighing the alloyWeighing the alloy
Casting the alloyCasting the alloy

Casting machineCasting machine
Setting up the casting machineSetting up the casting machine
Three clock wise turns and locked in Three clock wise turns and locked in position using a pinposition using a pin
Oxy-acetylene gas is used ordinary alloysOxy-acetylene gas is used ordinary alloys
Oxygen gas is used for metal ceramic Oxygen gas is used for metal ceramic alloysalloys
Pre heating the cruciblePre heating the crucible
Freezing of the alloy – incomplete castingFreezing of the alloy – incomplete casting
Weighing the alloy
6 grams for pre-molar retainer castings 9 grams for molar retainer castings 12 grams pontic castings
Casting the alloy
Heated using open flame from torch Reducing part of flame is used to prevent
oxidation Flux should be added Melts If the alloy is ready to cast locking pin is
released and casting is completed
recoveryrecovery
Removal of residual investment Removal of residual investment Quenching with water gypsum Quenching with water gypsum
bonded disintegratesbonded disintegrates Using tooth brushes or Using tooth brushes or
ultrasonic cleanersultrasonic cleaners Phosphate bonded should be Phosphate bonded should be
removed using sand blasting removed using sand blasting (aluminium oxide)(aluminium oxide)
Casting deffects• Distortion• Surface roughness and
irregularities• Discoloration • Porosity • Incomplete casting
DistortionDistortion
Distortion of wax pattern during Distortion of wax pattern during fabrication fabrication
Increased with increase in ambient Increased with increase in ambient temperature and time lag between temperature and time lag between fabrication and investingfabrication and investing
Prevention Prevention
Proper manipulation of waxProper manipulation of wax
Avoid stress on pattern during removalAvoid stress on pattern during removal
Immediate investment after removal from Immediate investment after removal from diedie
Porosity
Can occur on internal or external surface Weakens the casting Types :A Solidification defects B Trapped gases C Residual air
Solidification deffects Solidification deffects
Localised shrinkage porosity –molten alloy Localised shrinkage porosity –molten alloy prematurely solidifies in sprue before solidifying in prematurely solidifies in sprue before solidifying in mold spacemold space
Cause:diameter of sprue is small ,lack of Cause:diameter of sprue is small ,lack of reservoir ,improper sprue attachment-suck back reservoir ,improper sprue attachment-suck back porosity porosity
Microporosity:too rapid solidification seen as small Microporosity:too rapid solidification seen as small irregular voids irregular voids
Avoided by increasing casting temperature,melting Avoided by increasing casting temperature,melting temperaturetemperature
TRAPPED GASES
Pin hole porosity-tiny spherical voids
Cause: release of entrapped gases while solidification
Gas inclusion porosity-larger spherical voids
Cause :gas inclusion during casting procedure
Subsurface porosity –due to entrapped gases in Subsurface porosity –due to entrapped gases in molten alloymolten alloy
Prevention : controlling the rate of molten alloy Prevention : controlling the rate of molten alloy entering the moldentering the mold
Residual airResidual air
• Back pressure porosity Back pressure porosity Cause:inability of air to escape through Cause:inability of air to escape through
pores in the investment ,improper pores in the investment ,improper wax elimination ,low casting wax elimination ,low casting temperature &pressuretemperature &pressure
Prevention :use of porous Prevention :use of porous investment,proper wax burn investment,proper wax burn out ,enough casting pressure& out ,enough casting pressure& temperature temperature
Surface roughness and irregularitesSurface roughness and irregularites
Surface roughness – Surface roughness – Cause :silica particle in investment Cause :silica particle in investment Inaccurate powder liquid ratio ,too rapid Inaccurate powder liquid ratio ,too rapid
heating heating Surface irregularities –nodules or fins Surface irregularities –nodules or fins
Cause :air bubble attached to pattern ,water Cause :air bubble attached to pattern ,water film on pattern ,careless removal of patternfilm on pattern ,careless removal of pattern
Prevention: correct powder liquid ratio,use of Prevention: correct powder liquid ratio,use of mechanical mixer , use of wetting agentmechanical mixer , use of wetting agent
Discoloration of castingDiscoloration of casting
Appears dark due to coating of oxides Appears dark due to coating of oxides
Cause : under heating ,prolonged heating Cause : under heating ,prolonged heating carbon inclusion, high sulfur content of carbon inclusion, high sulfur content of torch flame torch flame
Removed by pickling Removed by pickling
Incomplete casting Incomplete casting
Due to prevention of molten alloy from Due to prevention of molten alloy from filling the mold space completely filling the mold space completely
Cause :improper vending of air due to Cause :improper vending of air due to reduced casting pressure ,reduced casting pressure ,
Prevention:adequate casting Prevention:adequate casting pressure ,adequate alloy pressure ,adequate alloy
Thank YouThank You