Embed Size (px)
Citation preview
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 1/39
CASTING PROCEDURE
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 2/39
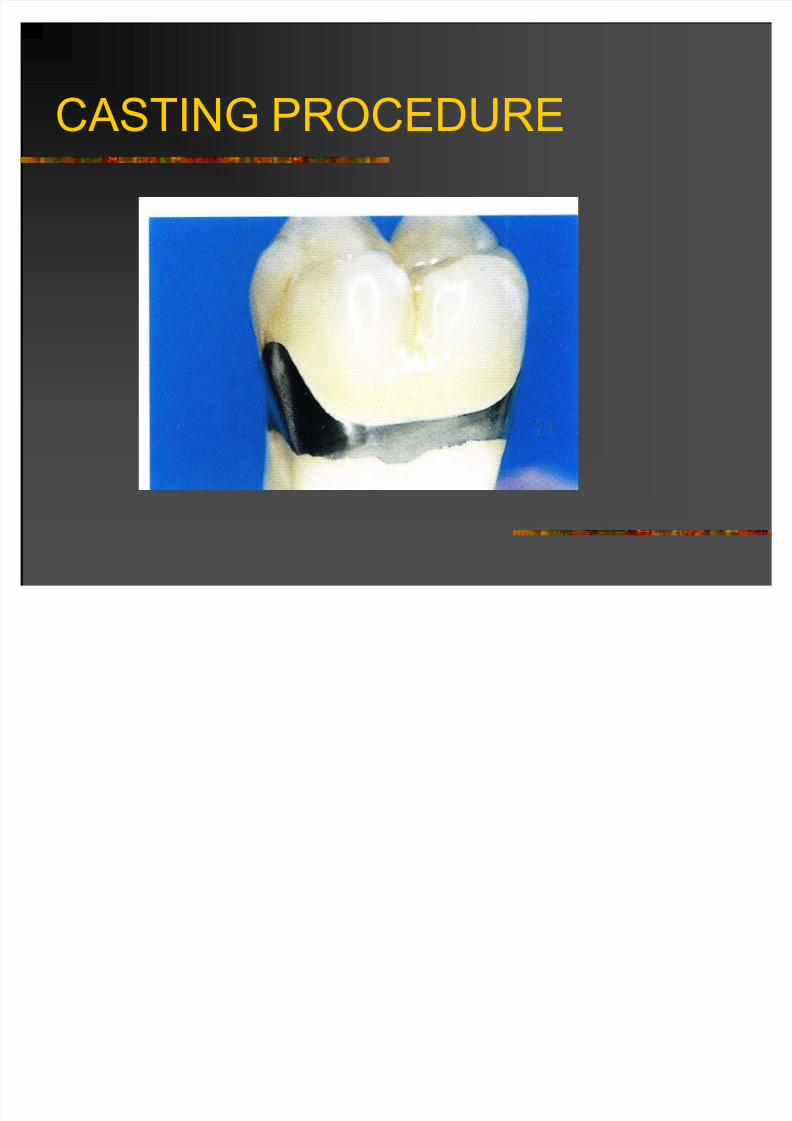
Intracoronal
restorations±
Inlays,onlays
Extracoronalrestorations± crowns ,
bridges
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 3/39
Phosphate bonded investments
Binder ± MgO and ammonium phos.
Refractory ± silica ±cristobalite , quartz
Liquid ± water or colloidal silica
Setting and thermal expansion
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 4/39
Ethyl silica bonded investments Binder ± silica gel or silicic acid gel,MgO
methods to produce silicic gel binders : -sod. Silicate -> silicic acid gel
-colloidal silica ->silica gel
-Ethyl silicate ± hydrolysis-> colloidal silicicacid ->silica gel
-Ethyl silicate ± hydrolysis and gelation
(amines)->silica gel
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 5/39
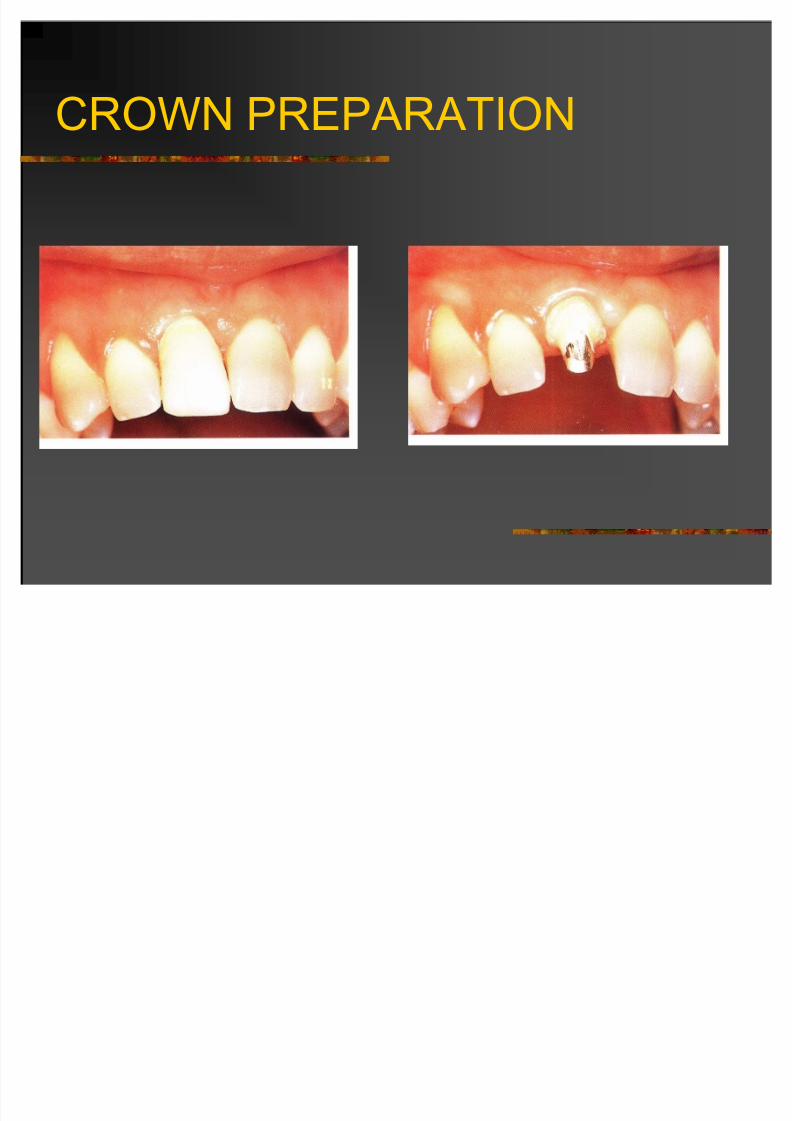
CROWN PREPARATION
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 6/39
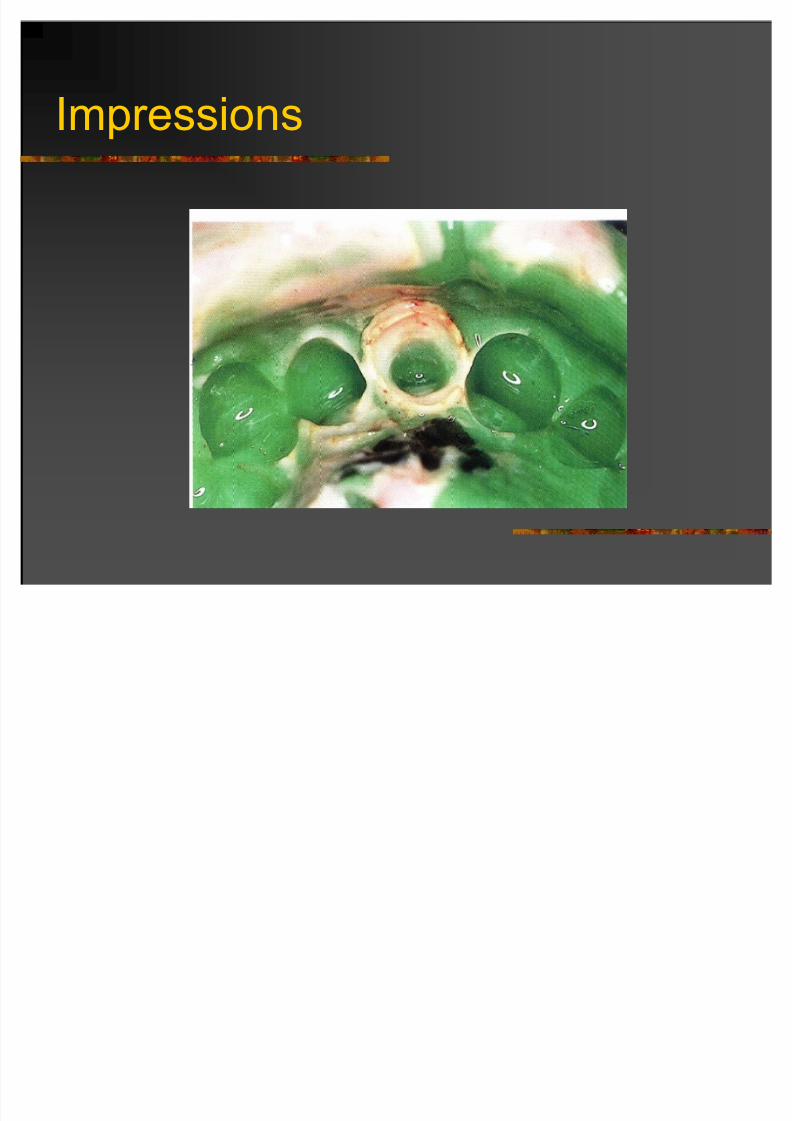
Impressions
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 7/39
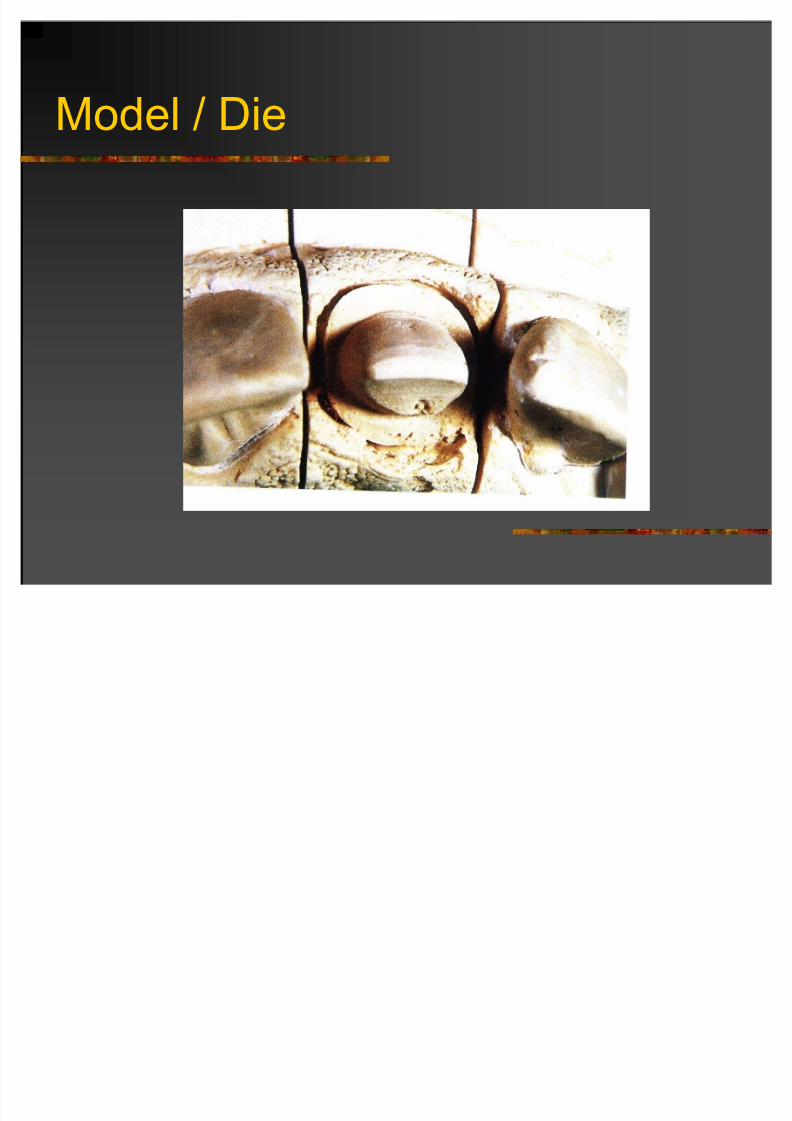
Model / Die
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 8/39
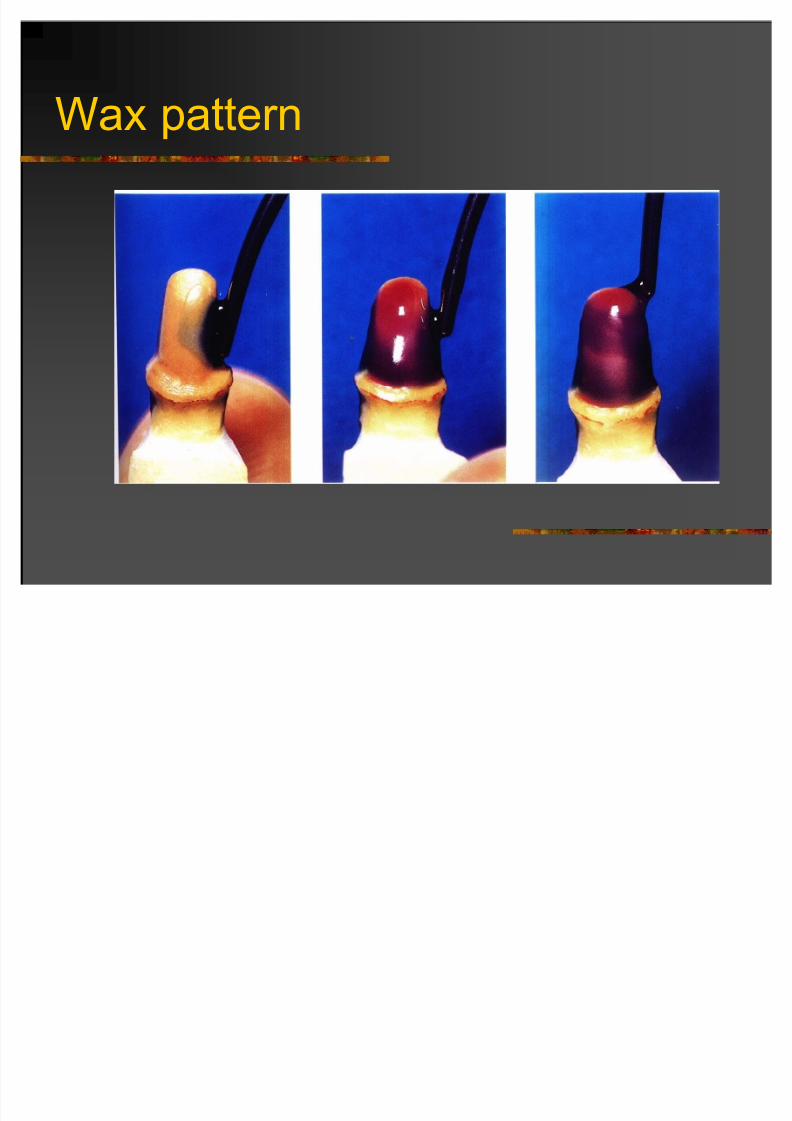
Wax pattern
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 9/39
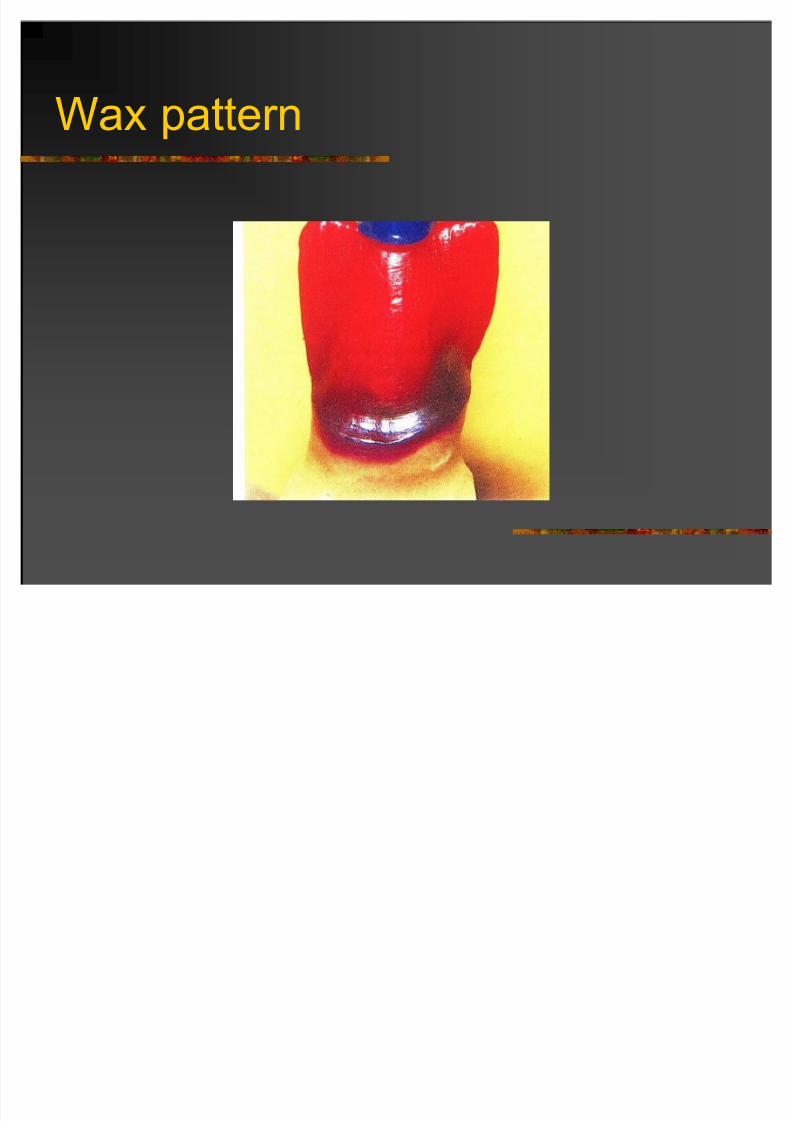
Wax pattern
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 10/39
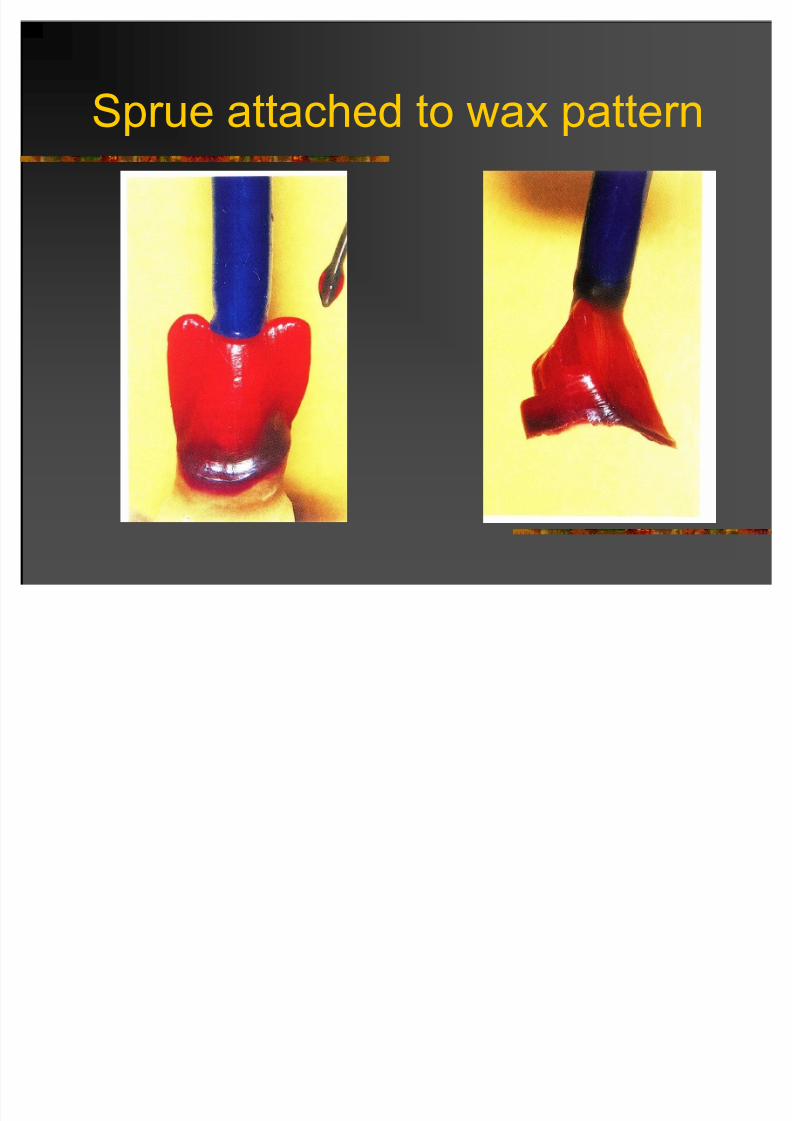
Sprue attached to wax pattern
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 11/39
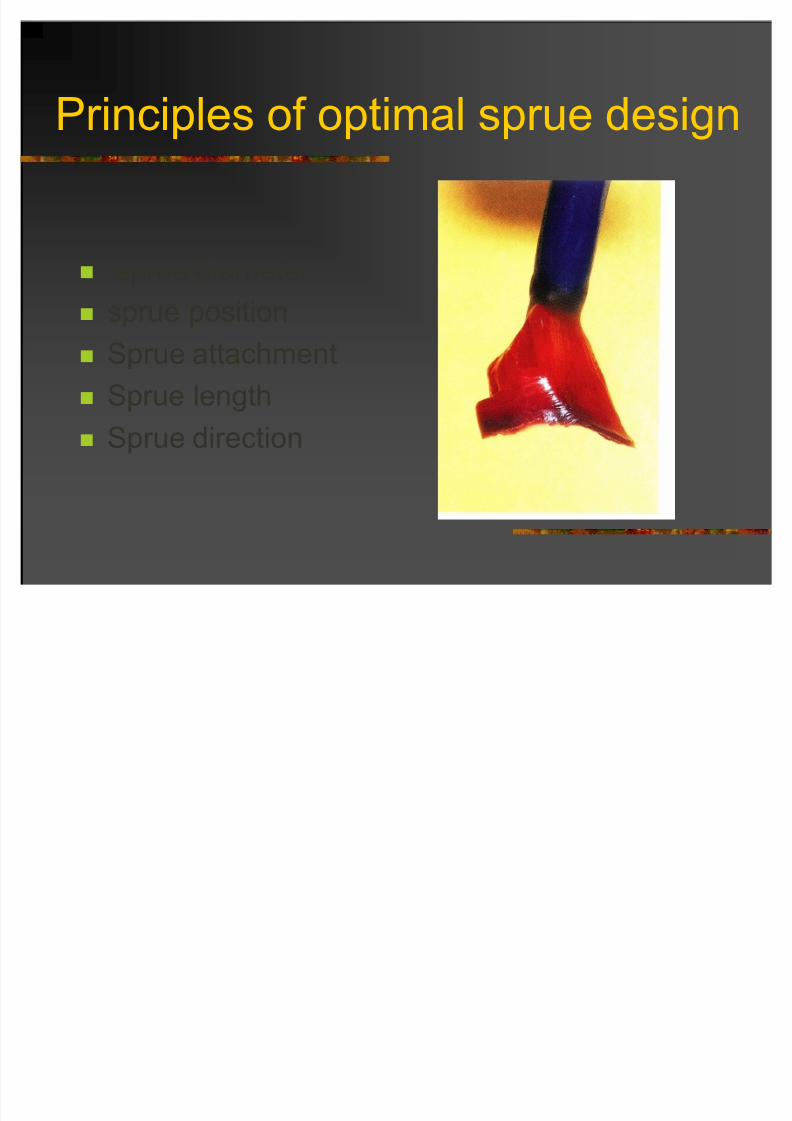
Principles of optimal sprue design
.sprue diameter sprue position
Sprue attachment
Sprue length
Sprue direction
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 12/39
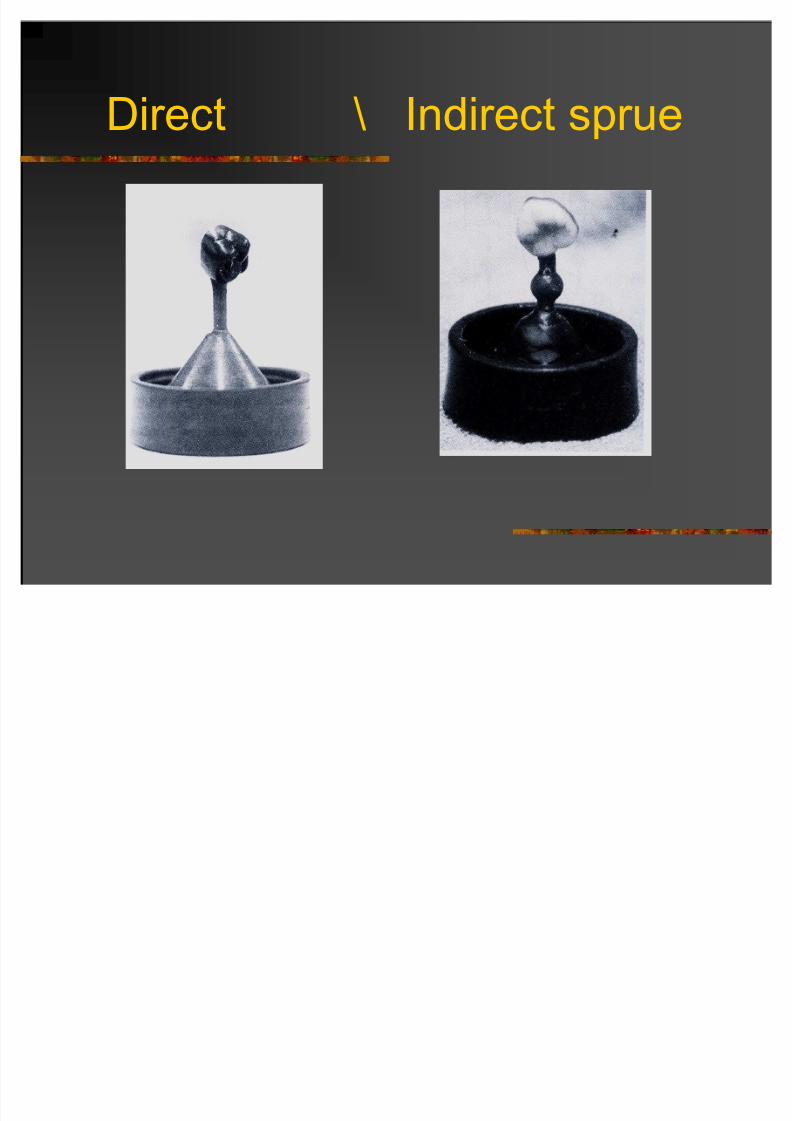
Direct \ Indirect sprue
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 13/39
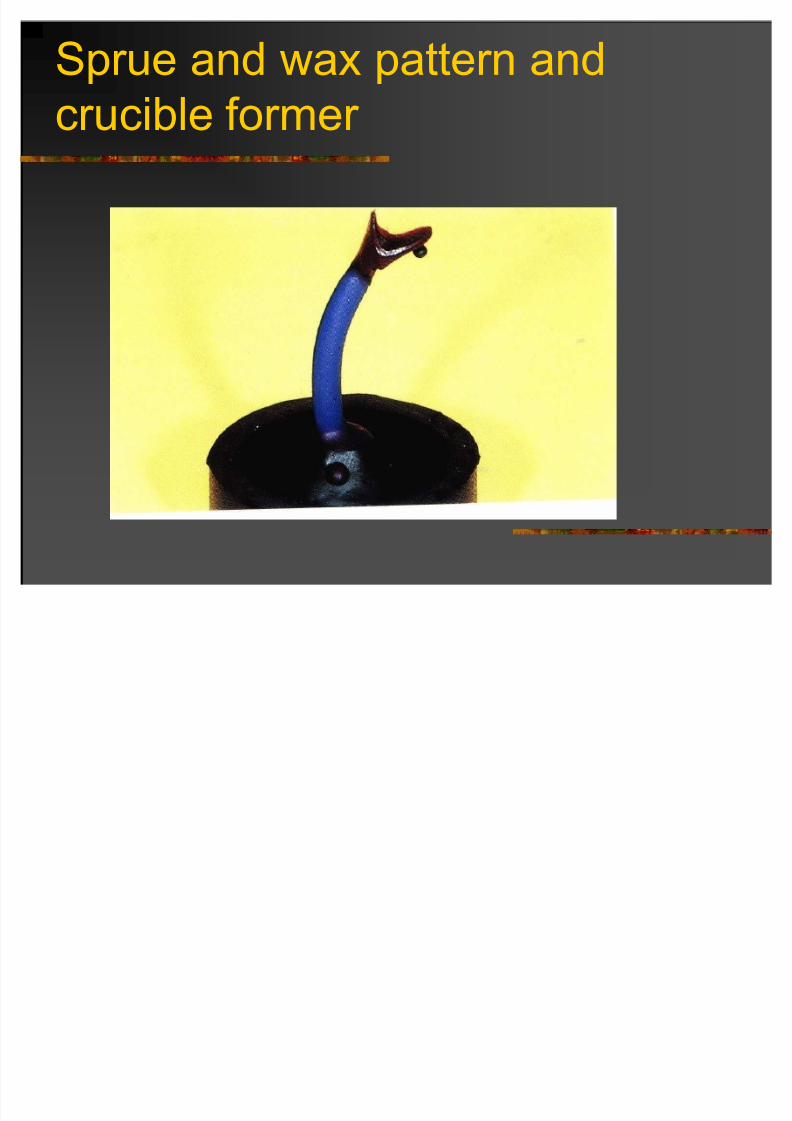
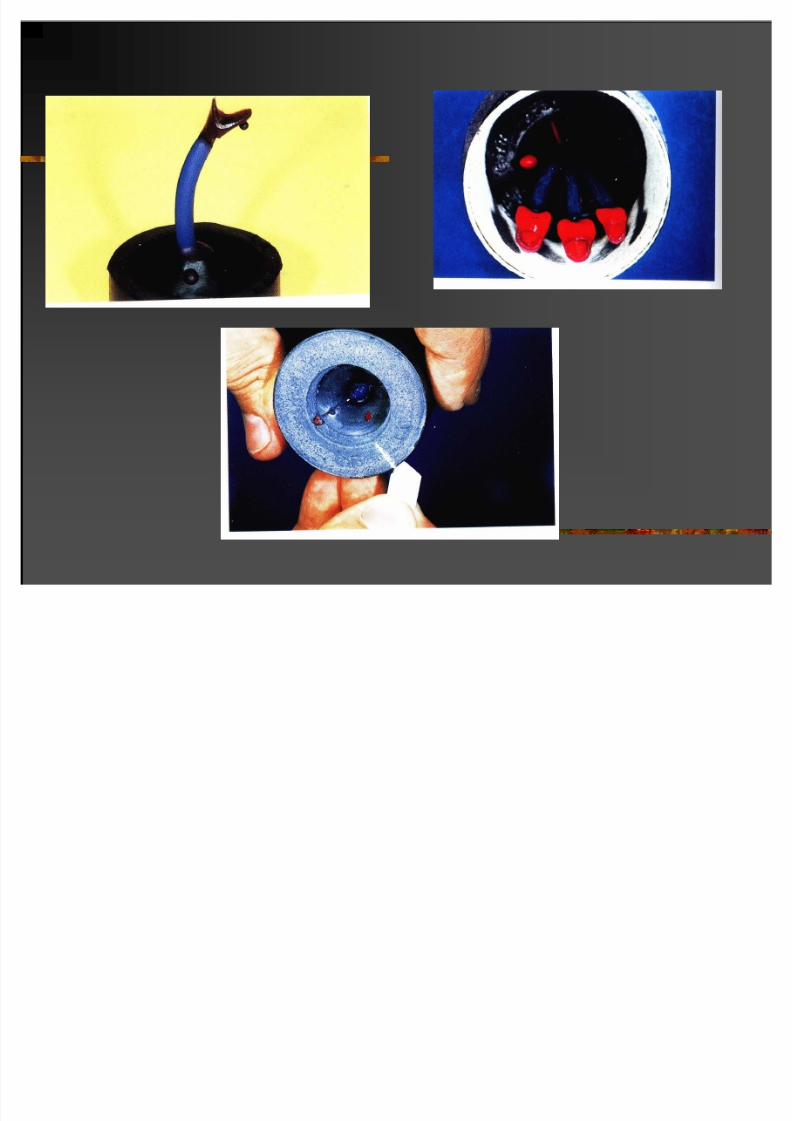
Sprue and wax pattern and
crucible former
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 14/39
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 15/39
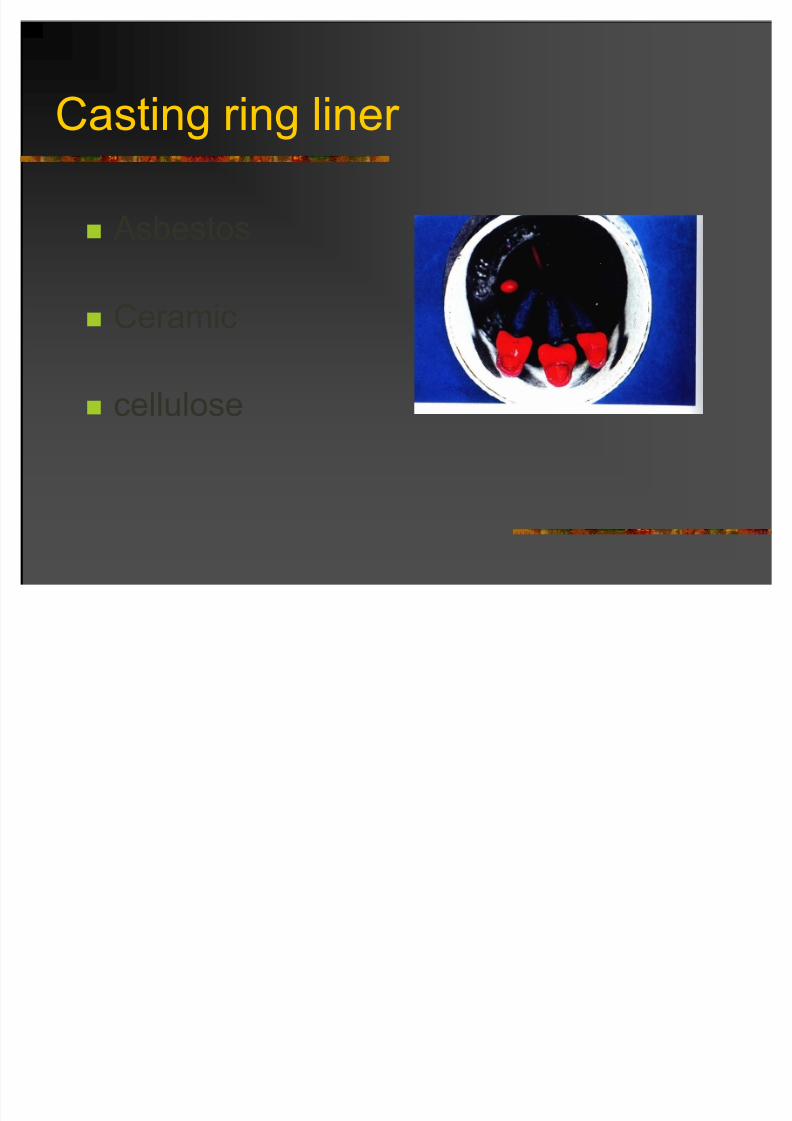
Casting ring liner
Asbestos
Ceramic
cellulose
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 16/39
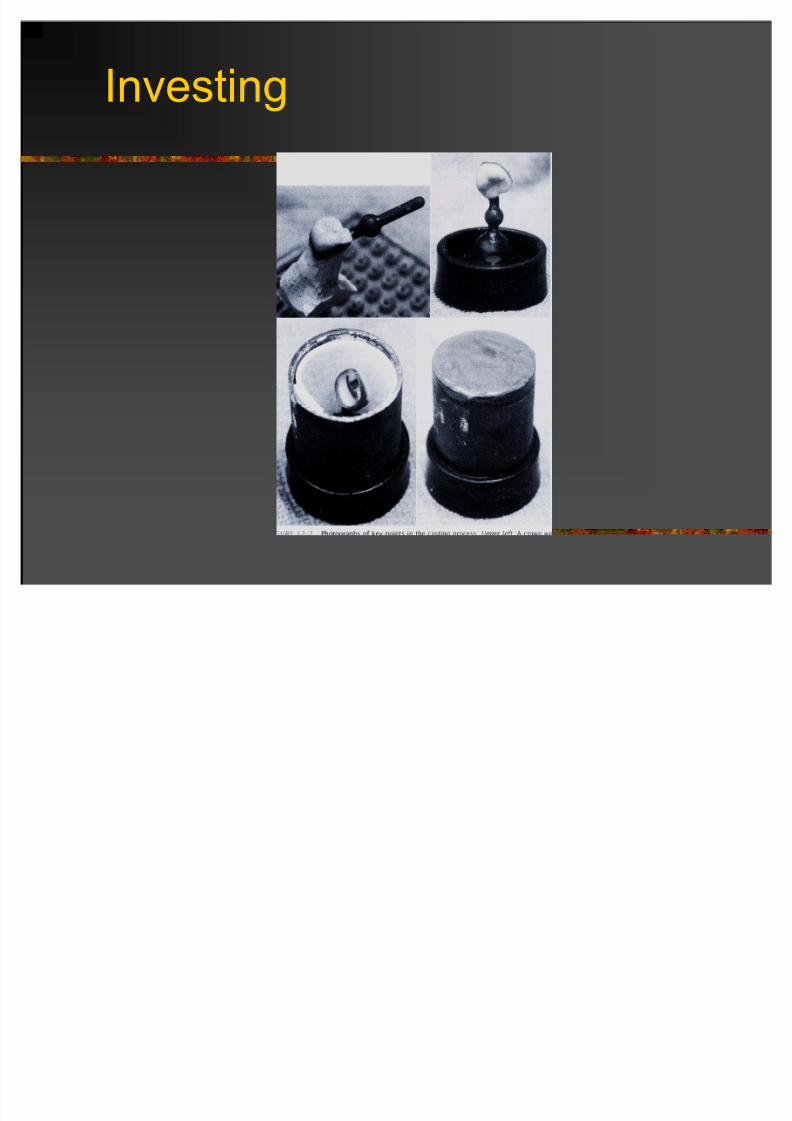
Investing

8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 17/39
Investing
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 18/39
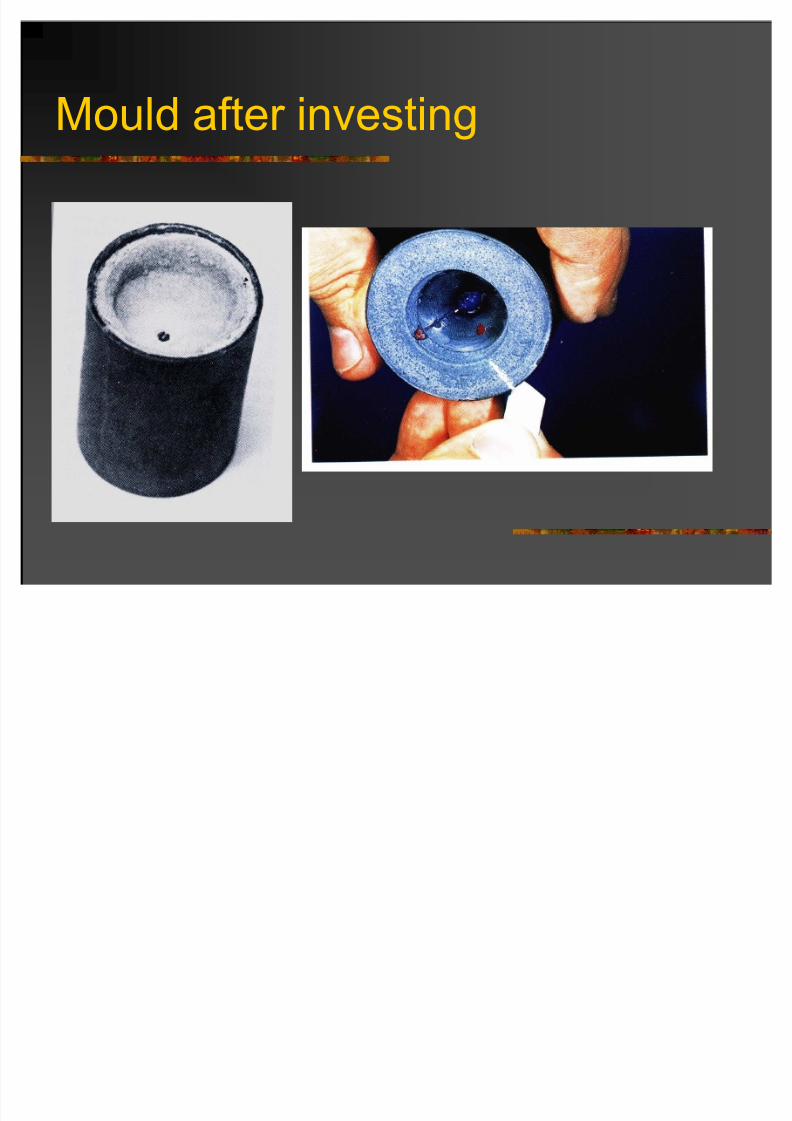
Mould after investing
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 19/39
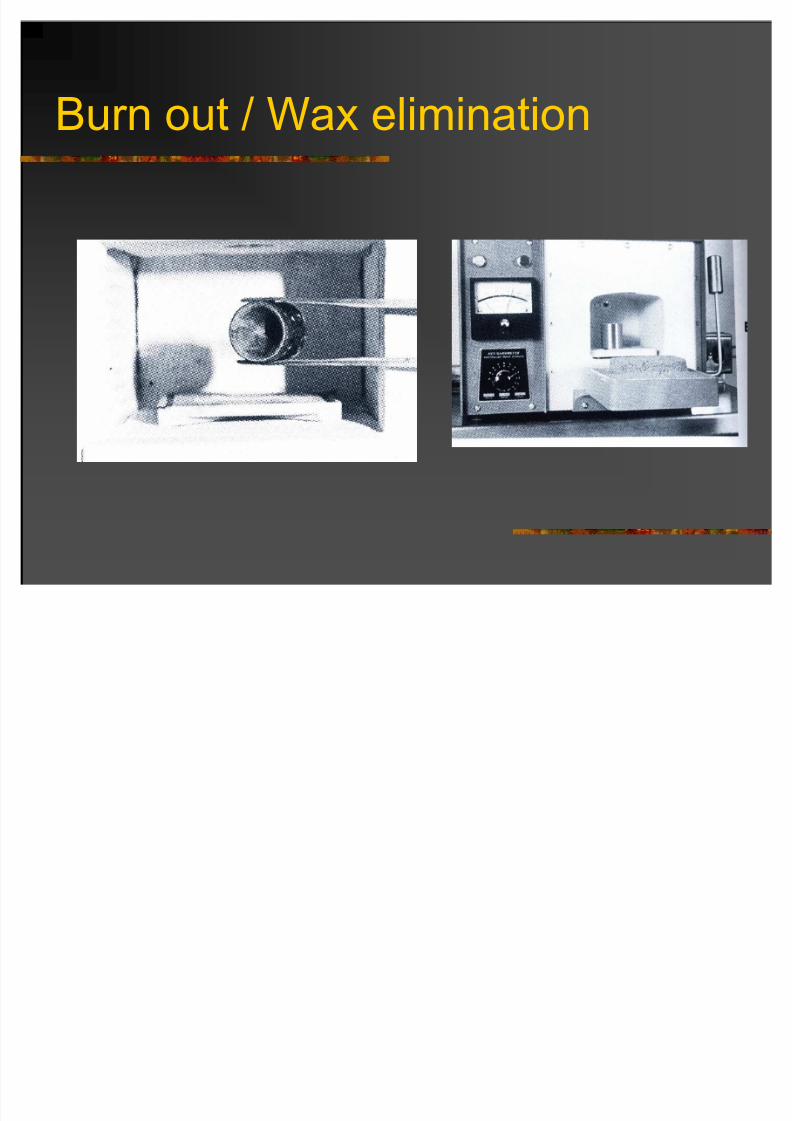
Burn out / Wax elimination
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 20/39
Burnout temperatures for diff
investments
Type-1 GBI- thermal expansion-650c
Type-2 GBI-hygroscopic expansion-500c
PBI-thermal expansion-750-1000c

8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 21/39
Crossection of mould after
burnout
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 22/39
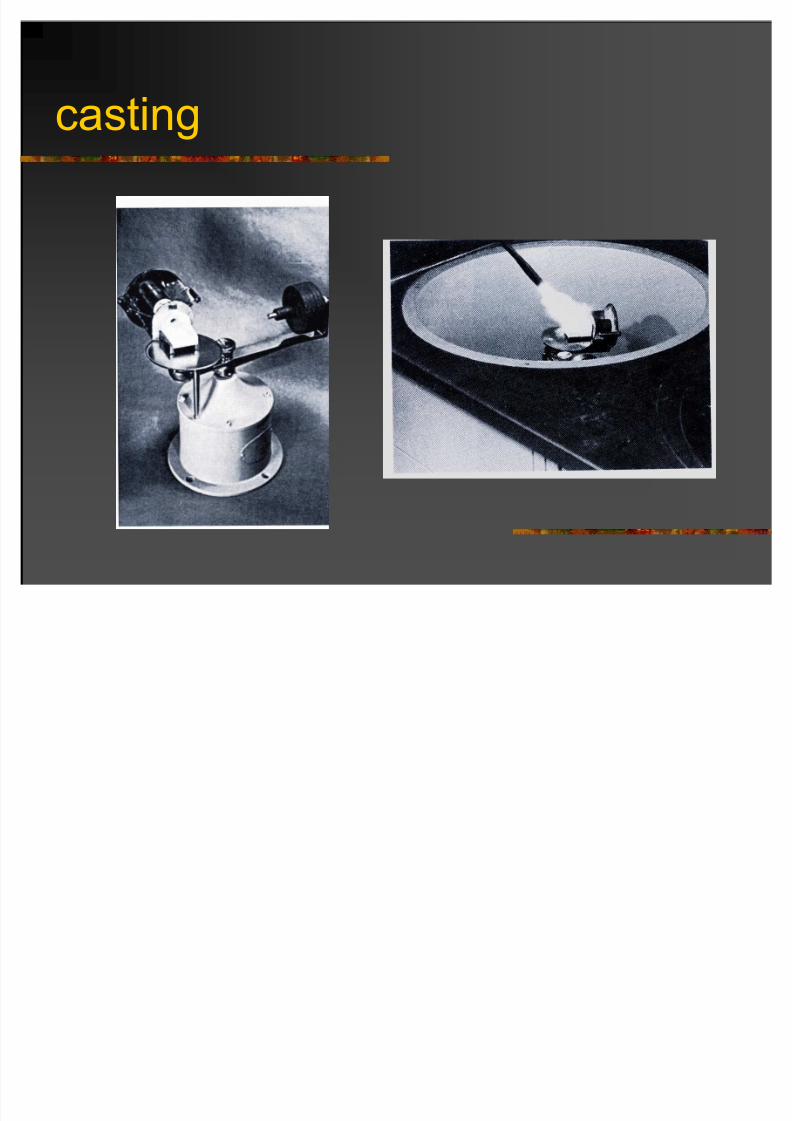
casting
Melting the metal/alloy
Different casting machines used
Cleaning the castings
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 23/39
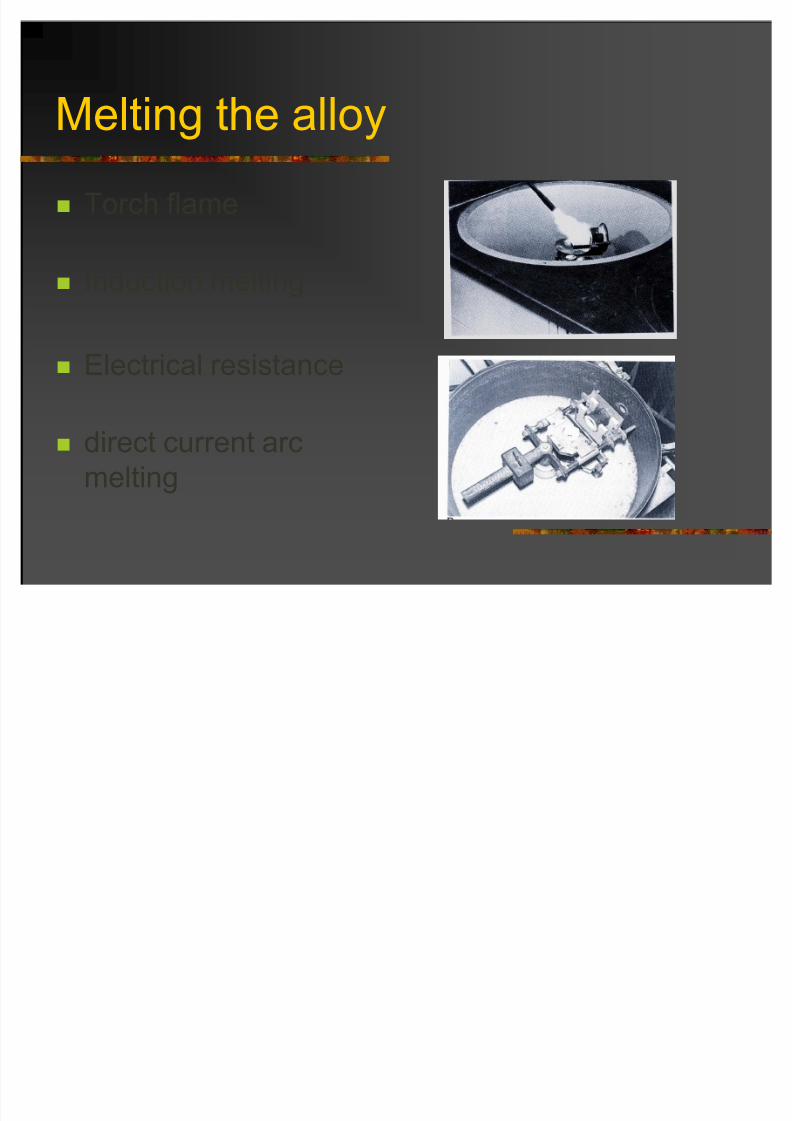
Melting the alloy
Torch flame
Induction melting
Electrical resistance
direct current arc
melting
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 24/39
Zones in the flame
Mixing zone ± black color
Combustion zone- green color
Reducing zone ± blue color
Oxidizing zone ± red color
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 25/39
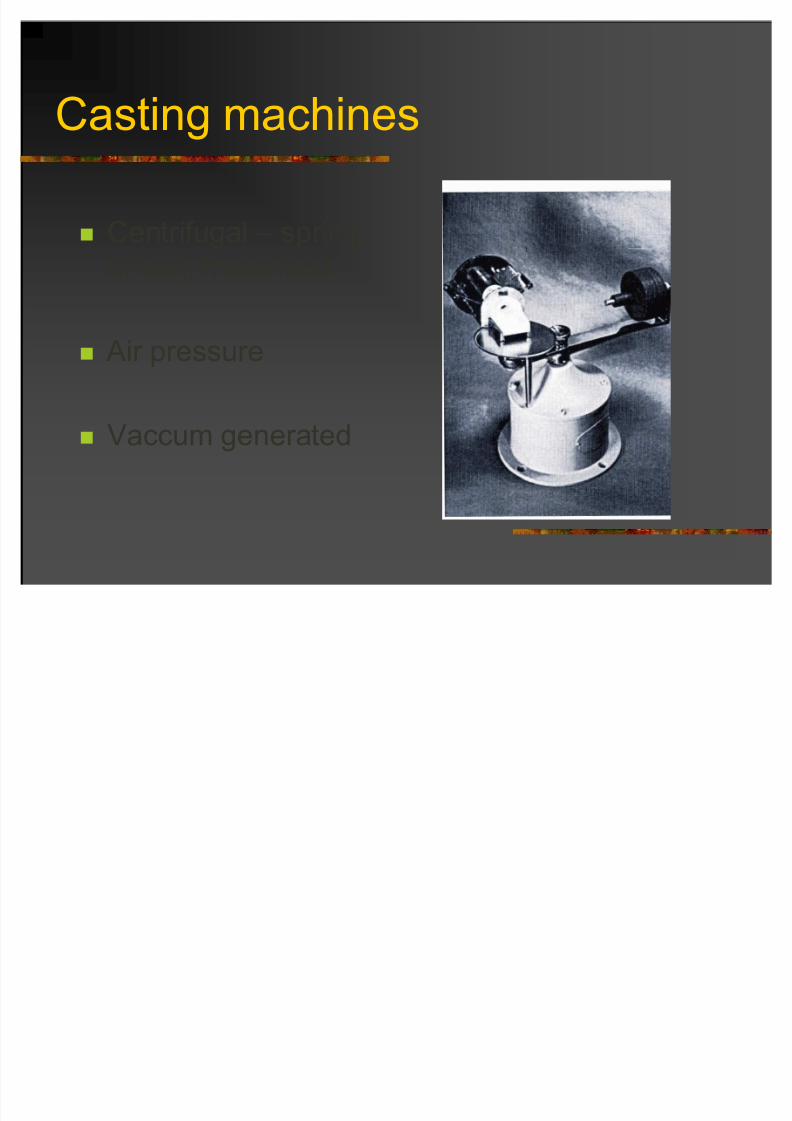
Casting machines
Centrifugal ± spring
driven, motorised
Air pressure
Vaccum generated
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 26/39
casting
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 27/39
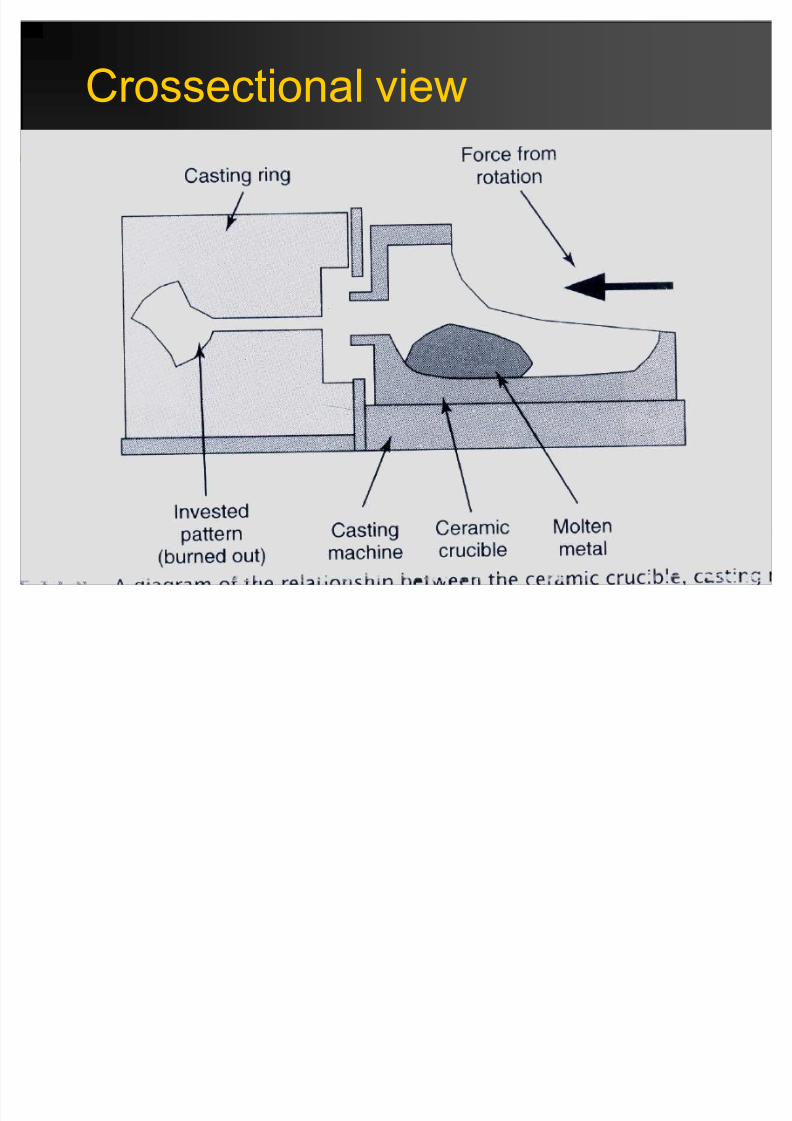
Crossectional view

8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 28/39
Cleaning the castings
QUENCHING for GBI
PICKLING for Gold alloys50% HCL
H2SO4
SAND BLASTING for PBI
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 29/39
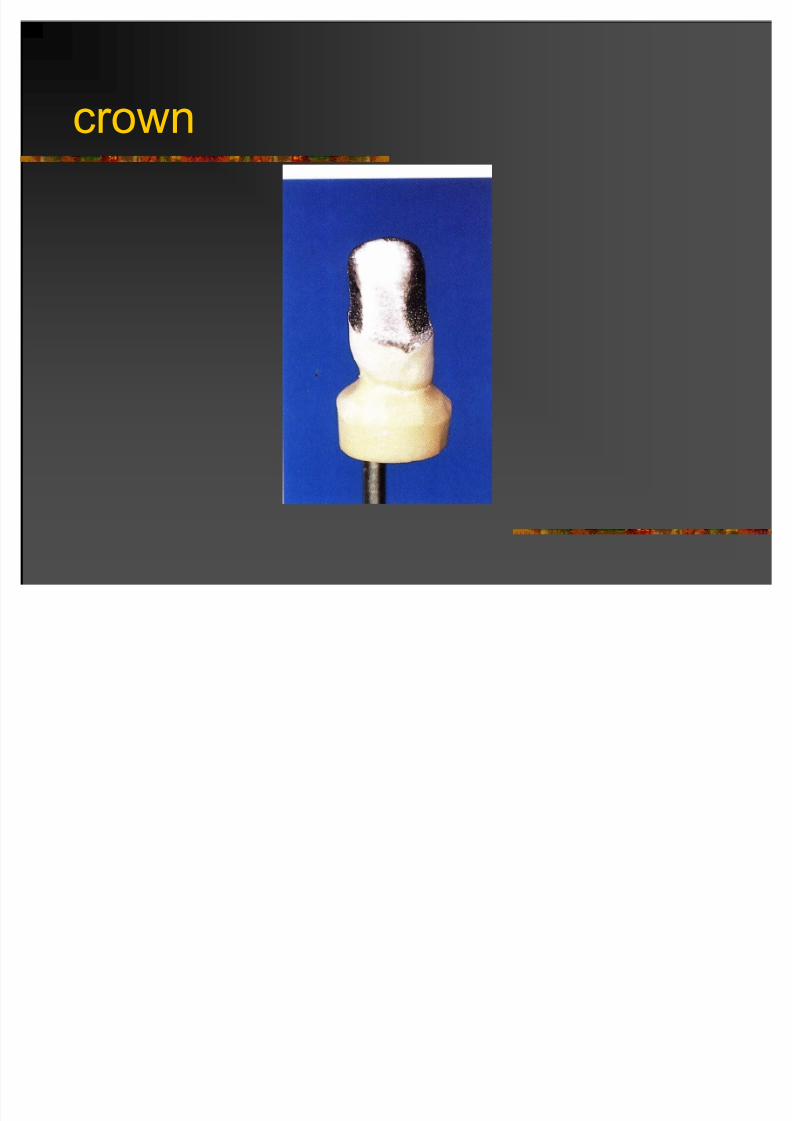
crown
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 30/39
Causes of defective castings
Distortion
Surfaceroughness,irregularities,discoloration
Porosity
Incomplete castings

8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 31/39
1.Distortion
Delay in investing
Using larger diameter sprues for small
patterns
Using soft waxes
Careless handling
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 32/39
2 a. Surface roughness
Increased L/P ratio
Prolonged heating of the mould
Temp. of the alloy
Greater casting pressures
comp. Of the investment
Foreign bodies
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 33/39
2 b.surface irregularities
Air bubbles
Water films Rapid heating of the mould
Many patterns in the same mould
Direction of the sprue
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 34/39
2 c.surface discoloration
Under heating
Prolonged heating
Carbon inclusions
Mixing diff. alloys
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 35/39
3.Porosity
Solidification defects
Trapped gases
Residual air
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 36/39
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 37/39
Trapped gases
Pin hole porosity
Gas inclusions
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 38/39
Residual air
Back pressure porosity or entrapped air
porosity ± seen as large concave
depressions in the castings
8/6/2019 Casting Procedure 1
http://slidepdf.com/reader/full/casting-procedure-1 39/39
Incomplete castings
Low casting pressures
Insufficient venting of the mould
Incomplete elimination of the wax
Greater viscosity of the alloy