-
8/22/2019 Case Study 10 - Centrifuge
1/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
Case Study 10
CENTRIFUGE DECANTER
Contents
CASE STUDY 10 CENTRIFUGE DECANTER
.......................................... 10-1
10.1
Description of the
System.......................................................................
10-3
10.2 Manufacturers /
Distributors..................................................................
10-5
10.3 Information
Sources.................................................................................
10-6
10.4 Performance Data
.....................................................................................
10-610.4.1 Industry data on the dual gear
centrifuge.......................................... 10-610.4.2
Payne (1990) - On-farm piggery trial Western Australia
................. 10-710.4.3 Abery (1994) - Piggery wastewater
separation, Corowa, NSW ......10-810.4.4 Piccinini and Cortellini
(1987) - Separation of animal wastewaters. 10-1010.4.5 Moller et
al. (2000) - Separation of animal wastewaters.................
10-13
10.4.6
Sneath et al. (1988), Sneath (1988a&b) - Piggery
wastewater......... 10-14
10.4.7 Miner et al. (1983) - Separating anaerobic lagoon
sludge............... 10-15
10.5 Running Costs and Maintenance
........................................................10-16
10.6 Practical Operating
Issues.....................................................................
10-17
10.7 Piggery Case
Studies..............................................................................
10-17
10.8 Summary Selection
Criteria...............................................................10-1810.8.1
Solids
removed.....................................................................................10-1810.8.2
Capital cost
...........................................................................................
10-1910.8.3 Operating costs and returns
...............................................................
10-19
10.8.4
Ease of
operation..................................................................................10-1910.8.5
Solids management options
...............................................................10-20
10.9 References
................................................................................................
10-20
List of Figures
Figure 10-1 Schematic diagram of centrifuge
decanter............................................. 10-3Figure
10-2 - Relationship between influent TS concentration and removal
efficiency -
Piccinini and Cortellini
(1987)................................................................................
10-11
List of Photographs
Photograph 10-1 Centrifuge Decanter (side
view)..................................................... 10-3
April 2002 FSA Environmental Page No.10-1
-
8/22/2019 Case Study 10 - Centrifuge
2/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
Photograph 10-2 Centrifuge Decanter (end view)
.....................................................10-4
List of Tables
Table 10-1 - Industry data provided by Westfalia
Separators..................................... 10-7
Table 10-2 - On-Farm piggery trial - Payne (1990): data for
liquor ............................ 10-8Table 10-3 - On-farm
piggery trial Payne (1990): data for solids
................................ 10-8
Table 10-4 - Piggery wastewater separation trial - Abery
(1994)................................ 10-9Table 10-5 Solid removal
efficiency of piggery wastewater...................................
10-11Table 10-6 - Solid removal efficiency of anaerobically
digested pig wastewater... 10-12Table 10-7 - Separated solids
chemistry for raw piggery wastewater and
anaerobically treated piggery wastewater
...........................................................10-12Table
10-8 - Livestock wastewater trial - Moller et al.
(2000)..................................... 10-13Table 10-9 Capital
and operating costs of Centrifuge case
study.......................... 10-18
April 2002 FSA Environmental Page No.10-2
-
8/22/2019 Case Study 10 - Centrifuge
3/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
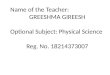
FIGURE 10-1 SCHEMATIC DIAGRAM OF CENTRIFUGE DECANTER
A is wastewater inlet, B the bowl, C the screw, D the conical
section, E the beach, F the solids outlet, Gthe level regulating
discs, r1, r2 and r3 are the inside radius, the radius of settled
solids, and the liquidradius respectively (Sneath et al., 1988)
PHOTOGRAPH 10-1 CENTRIFUGE DECANTER (SIDE VIEW)
10.1 Description of the System
Solid bowl centrifuges use the force developed under fast
rotation to separate theliquid from the solid fraction. Decanter or
scroll centrifuges differ from the earlierbasket centrifuges in
adding a helical screw conveyor, capable of continuouslydischarging
the separated solids from the bowl (Albertson et al., 1991). The
conveyorrotates at a slightly higher or lower speed than the bowl,
conveying the solids from
the stationary zone where the wastewater enters, to the
dewatering beach where thesolids are discharged. The scroll pushes
the collected solids along the bowl wall and
April 2002 FSA Environmental Page No.10-3
-
8/22/2019 Case Study 10 - Centrifuge
4/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
up the dewatering beach, located at the tapered end of the bowl.
The liquid flowsaround and through the conveyor, over an adjustable
weir towards the liquiddischarge end. Decanter centrifuge models
can rotate in counter-current, orcontinuous concurrent mode. Those
with a concurrent design typically operate atlower speeds,
depending on the machine size and separated solids properties.
PHOTOGRAPH 10-2 CENTRIFUGE DECANTER (END VIEW)
The solids content of the separated solids are determined by the
length of thedewatering beach, and the differential between the
speed of the bowl and conveyor(Albertson et al., 1991). By
controlling the differential speed, optimum solidsresidence time in
the centrifuge and the desired water content of the separated
solidscan be obtained. Newer models control the speed of the bowl
as a function of theconveyor torque, with eddy current brakes also
used. The best performance isachieved when the flow rate and solids
concentration of the influent arestandardised.
A recent dual-gear drive development provides for the automatic
adjustment of therotation of the scroll relative to the bowl, to
account for minor fluctuations in theflow rate and solids
concentration of the wastewater (Westfalia Australia). Thispatented
2-gear drive system reduces the degree of supervision required,
andreduces the likelihood of equipment failure due to torque
overloading (machinechoking). Increased throughput is also possible
since the automatic torque-relatedscroll speed adjustment can allow
for the feed rate to be increased without thedanger of
plugging.
Sludges with a high proportion of fine and hydrous particles are
more difficult to
separate. Sludges prone to flowing will resist being conveyed up
the slope (beach) tothe solids discharge point. Hence most sludges
are preconditioned prior to
April 2002 FSA Environmental Page No.10-4
-
8/22/2019 Case Study 10 - Centrifuge
5/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
centrifugation using gravity-thickening and the addition of
organic polyelectrolytesto produce heavier particles for
capture.
The key features of the Westfalia Australia centrifuge decanter
are listed below. Themanufacturer presets many of the components
although the operator can control
some:
Bowl diameter
Bowl length
Bowl rotational speed
Beach angle
Beach length
Pool depth
Scroll rotational speed
Scroll pitch
Feed point of the sludge
Feed point of the chemicals Condition of the scroll blades
10.2 Manufacturers / Distributors
Dual-gear system Westfalia Separators42-47 Northgate
DriveThomastown Victoria, 3074
Phone: 03 9463 1999Facsimile: 03 9464 5455Email:
[email protected] site:
http://www.westfalia-separator.com
Alfa Laval Australia Pty. Ltd.Locked Bag 40Blacktown Business
CentreBlacktown, NSW, 2148
Phone: 02 8822 2700Facsimile: 02 8822 2799Email:
[email protected] site: http://www.alfalaval.com
TEMA Engineers Pty. Ltd.PO Box 4335Milperra DC NSW, 1891
Phone: 02 9792 3555
Facsimile: 02 9792 3134Email: [email protected]
April 2002 FSA Environmental Page No.10-5
http://www.westfalia-separator.com/http://www.alfalaval.com/http://www.alfalaval.com/http://www.westfalia-separator.com/
-
8/22/2019 Case Study 10 - Centrifuge
6/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
10.3 Information Sources
The information presented in this case study is derived from the
following sources:
Manufacturers product information (including performance test
data).
Site inspection of units at Weston Bioproducts Moorooka (Feb
2001).
Payne (1990) - On-farm performance of piggery wastewater
treatmentsystems in Western Australia.
Abery (1994) Trial of various separator devices at Bunge Meat
Industries,Corowa, Australia.
Piccinini and Cortellini (1987) - Livestock wastewater trial,
Italy.
Moller et al. (2000) - Livestock wastewater trial, Denmark.
Sneath et al. (1988) - Piggery wastewater trial, Britain.
Miner et al. (1983) - Anaerobic lagoon wastewater dewatering,
Singapore.
10.4 Performance Data
10.4.1 Industry data on the dual gear centrifuge
Solids recovery data provided by Westfalia Australia for
digested municipal sludge(Table 10-1) indicates that performance
increases as the feed concentration increases.The polymer dose
remained relatively constant at around 4.34 g/kg. Recovery of
the
solid fraction was highest (98.3%) at the highest TS
concentration of the feed (4.6%).However, to accommodate the higher
TS concentration of the feed the flow rate andtherefore the
capacity of the centrifuge was reduced from 35 m3/hr to 30.2
m3/hr.The dual gear function patented by Westfalia automatically
adjusts the flow rate tomaintain the TS concentration of the
separated solids relative to the feed TSconcentration. A high TS
concentration of separated solids from municipal sewagetreatment
plants is desirable, as landfill is the common disposal option with
chargesbased on weight.
Polymer dosing was not used for the separation of solids from
piggery and cattlewastewaters. Raw primary wastewaters are the most
readily thickened, with
activated sludge waste considered the most difficult (Albertson
et al., 1991). Therelatively high TS concentration of the feed
indicates that the piggery wastewaterwould have been
gravity-thickened prior to solids separation (Table 10-1). No
solidsrecovery calculation was provided, but the TS content of the
separated solids wasvery high (30-35%), rendering it readily
stackable. The wetter solids produced fromthe cattle wastewater may
indicate the poorer thickening properties of ruminantwastewaters,
but the solids content of the separated solids was still
sufficiently highto render it stackable (25-30%). In the absence of
solids recovery data for the piggerywastewater, further
interpretation of the results is difficult.
April 2002 FSA Environmental Page No.10-6
-
8/22/2019 Case Study 10 - Centrifuge
7/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
TABLE 10-1- INDUSTRY DATA PROVIDED BYWESTFALIA SEPARATORS
Capacitym3/h
Feed% TS
Polymerdose g/kg
TS %Separated
solids
Solidsrecovery %
Digestedmunicipalsewagesludge
35.035.140.030.330.330.2
2.62.72.73.03.04.6
4.54.43.64.34.34.5
36.734.937.938.538.537.8
96.797.396.697.597.598.3
PiggerywastewaterCattle
manure
L/hr/m23-4
3-4
3-6
6-9
Not used
Not used
30-35
23-30
n.a.
n.a.
10.4.2 Payne (1990) - On-farm piggery trial Western
Australia
The aim of this trial was to compare the performance of a number
of mechanicalsolid separation devices installed in commercial
Western Australian piggeries.Performance characteristics of the
different systems could then be compared toindicate their
effectiveness in reducing the pollutant loading of piggery
waste.Separator systems evaluated included stationary and
centrifugal screens, and one
decanter type centrifuge. The decanter used (manufactured by
Bird) was not dualgeared. Adjustment of the inflow rate to match
the influent TS concentration withthe required TS concentration of
the separated solids was under operator control.The decanter
centrifuge achieved the highest solids removal percentage,
andproduced the driest solids fraction.
However, the TS removal of 37% (Table 10-2) is substantially
lower than thatachieved for the municipal digested sludge of
97%(Table 10-1). The separated solidsfraction had a similar TS
content, averaging 35.4% (Table 10-3). The low TSconcentration of
the wastewater feed would in part account for the poorer
solidsrecovery, as would the selection of a higher separated solids
TS concentration.
Gravity-thickening prior to solids separation and adjusting the
flow rate to produce aslightly wetter solids would improve the TS
removal efficiency. The TS content ofthe separated solids could be
reduced to 25% without unduly altering the handlingcharacteristics.
At this TS content, the material would still be stackable.
The low recovery values for nitrogen (TKN) and ammonia are as
expected, given thata high proportion of the nitrogen is excreted
in the urine (soluble). The relativelyhigh total phosphorus (TP)
recovery reflects the efficiency of the decanter inremoving the
very fine organic particles, which contain the phytate P fraction
notreadily metabolised by pigs (Giusquiani et al. 1998). The
recovery of the volatilesolids (VS) fraction (42% based on wet
weight) indicates that a substantial reduction
in the odour generation potential of the liquid fraction has
been achieved. However,
April 2002 FSA Environmental Page No.10-7
-
8/22/2019 Case Study 10 - Centrifuge
8/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
on a volumetric basis, the reduction as indicated by the
Biochemical Oxygen Demand(BOD) is much less, at only 25% (Table
10-2).
TABLE 10-2- ON-FARM PIGGERY TRIAL - PAYNE (1990): DATA FOR
LIQUOR
Fraction type andunits of measure
TS SS VS TKN NH4+ TP BOD
Concentration(% wet wt. or mg/L)Incoming InfluentOutgoing
effluent
% wetwt
1.71.1
% wetwt
1.20.7
% wetwt
1.40.8
mg/L
1,8011,590
mg/L
850782
mg/L
335238
mg/L
76955867
Mass (kg/hra)Incoming influentOutgoing effluentbSolids
25311093
18310380
20211983
27.023.63.4
12.811.61.2
50.335.41.5
115.487.228.2
% Removed fromliquid influentb 37 44 42 13 9 30 25
a an estimated average throughput of 15 m3/hrb based on solids
stream mass at 1.48% of incoming wastewater streams
TABLE 10-3- ON-FARM PIGGERY TRIAL PAYNE (1990): DATA FOR
SOLIDS
TS% wet
wt
SS% wet
wt
VS% wet
wt
TKNmg/L
NH4+
mg/LTP
Mg/LBODmg/L
Concentrationwet wt basis% dry wt basis
35.4(100)
31.789
29.483
4,7321.34
8480.24
2,9650.84
17,9015.05
10.4.3 Abery (1994) - Piggery wastewater separation, Corowa,
NSW
The aim of this study was to compare the efficacy of vibrating
screens, sedimentation(gravity thickening), centrifugation and
dissolved air flotation in series and/or inparallel in reducing the
solids loading on anaerobic ponds. The trials wereconducted at a
commercial piggery, but no details of the age-class or diet of the
pigswas given. Piggery wastewater was pumped into a sedimentation
tank (capacity120,000 litres) prior to testing the separation
equipment. The sedimentation tank was
square in cross-section, 6 m wide and 3 m deep, with one corner
sloping to 4 m tofacilitate the flow of solids to the pump. A steel
mesh cage was used to remove largeobjects prior to solids
separation. The centrifuge was a Sharples P2000 Decanter,with four
options on the adjustment of the plate dam (weir) for selection of
solidswater content. For this trial the second driest solids
setting was selected. Operatorcontrol was required to match the
influent TS content with the flow rate to achievethe required TS
content of the separated solids.
A polyacrylamide cationic flocculant (10% MW 15-20 million
powder costing $6 perkg) was tested prior to centrifugation. SNF
Australia Pty. Ltd. conducted on-sitetests for the selection of the
polymer. The flocculant was added at the sedimentationstage prior
to centrifugation. The residence time of the wastewater in
thesedimentation tank was 2 hours. A MEX-P portable sludge level
detector was used
April 2002 FSA Environmental Page No.10-8
-
8/22/2019 Case Study 10 - Centrifuge
9/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
to locate the interface between the settled particles and the
clarified liquid prior togravity thickening. No details have been
provided on the agitation system used toresuspend the solids, or on
the pump used to feed the solid separators.
Assuming that the raw wastewater had a TS concentration of 0.8%
(quoted in the
vibrating screens trial with no pre-treatment), the
sedimentation step alone thickenedthe wastewater to 2.05 and 3.10%
(Table 10-4). Results for gravity thickening withincreasing rates
of polymer dosing are inconsistent. The lowest polymerconcentration
of 7.2 mg/L achieved a TS concentration of 5.4%, whereas the
secondhighest rate of 19.4 mg/L achieved a concentration of
1.7%.
Flocculation involves the formation of a series of molecular
bridges between particles(Rushton et al., 2000). The polymer chain
is adsorbed onto one particle, and whenanother comes into close
proximity the extended polymer chain is adsorbed onto it.The
flocculation reaction is irreversible, and high rates of shear
force easily break themolecular bridges. Polymer concentration is
critical, as is low shear rate mixing to
increase the collision rate of particles. Overdosing can lead to
the formation of anadsorbed polymer layer, stabilising the
suspension and making it difficult toseparate. The results in Table
10-4 for polymer concentrations of 8.5 mg/L andabove suggest that
the combination of insufficient mixing during the
sedimentationstep, excessive shear force applied to resuspend the
solids in the wastewater and/oroverdosing, has interfered with the
formation of large flocs.
TABLE 10-4- PIGGERY WASTEWATER SEPARATION TRIAL - ABERY
(1994)
Flocculant Sedimentation tank CentrifugeConc
mg/L
Cost
$/ML
Solids%
Over
Flow
red.%
Solids
red.%
Solids%
out
Solid
% TS
Liquid
% TS
Flow
red.%
Solids
red.%
007.28.513.614.619.420.9
0.000.0043.450.881.387.5116.3125.7
0.530.300.470.200.280.390.280.34
15.219.417.614.415.716.315.115.5
42.153.264.747.857.164.144.261.8
3.102.055.371.472.674.651.723.89
38.726.730.732.831.231.031.533.6
1.971.302.070.691.201.900.851.25
3.33.011.52.34.99.52.88.2
39.736.661.552.255.059.250.867.8
However, the data does show that gravity thickening alone
(settling), to produce aTS concentration of above 2 %, can achieve
a solids reduction of 40% (Table 10-4).Increasing the flow rate
into the decanter at this TS concentration would improve
therecovery percentage, producing wetter solids that would still be
stackable. The TScontent of the separated solids was 39%, the
driest achieved during the trial.Increasing the concentration of
polymer improved the solids reduction percentage,despite the less
than optimal management of the flocculation process. Improving
themanagement of the flocculation step and matching the flow rate
into the decanterwith the TS concentration of the feed would
improve the performance of the system.Overall solids reductions
were approximately 20% without the polymer and
increased to about 40% with the use of a polymer. Until the
management of the
April 2002 FSA Environmental Page No.10-9
-
8/22/2019 Case Study 10 - Centrifuge
10/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
flocculation step is improved, conclusions on the
cost-effectiveness of polymeraddition should not be drawn.
10.4.4 Piccinini and Cortellini (1987) - Separation of animal
wastewaters
The aim of this study was twofold:
To compare the performance of a range of mechanical solid
separationsystems commonly used in Italian rural industries,
and
To investigate how the TS concentration and wastewater type
affects theperformance of each device
The devices compared included stationary, rotating and vibrating
screens, andhorizontal type centrifuges. Data from the horizontal
centrifuges has been included
here, to indicate the effect of gravity thickening and polymer
addition onperformance. The wastewaters tested were raw piggery,
raw cattle andanaerobically digested piggery wastewater. Data for
the raw and anaerobicallydigested piggery wastewaters are included
in Table 10-5 and Table 10-6 respectively.
Two mobile horizontal centrifuge units were tested, Alfa Laval
model AVNX 414 Brated at 31 G and Pieralisi model FP 600-RS. The
volume of influent and effluent wasmeasured using metal tanks with
a capacity of 2.2 m3. The separated solids werecollected and
weighed. Cationic polyelectrolyte was added to the feed for
eachcentrifuge in accordance with the manufacturers
recommendations, decreasingconcentrations as the TS concentration
of the wastewaters increased. For the raw
piggery wastewater, TS concentrations were 1.0, 2.3, 4.7 and 7.3
%. The respectivepolymer concentrations were 35.1, 4.4, 3.9 and 1.1
kg/t of TS. For the digestedpiggery sludge TS concentrations were
1.4, 4.5, 5.6, and 6.2 %. The respectivepolymer concentrations were
8.5, 2.4, 4.5 and 1.6 kg/t of TS.
The data presented in each of the tables lists the maximum and
minimum values,and the arithmetic mean. Averaging the results does
not adequately describe therelationship between the influent and
centrifuge performance. However, referenceto the maximum and
minimum values in the table and to the figure depicting TSremoval
percentage against feed TS concentration provides more
meaningfulinsights (Figure 10-2).
The figure indicates that the relationship between the TS
concentration (g/kg) of thefeed with and without polymer and the
removal efficiency of the centrifuges is notlinear. Without polymer
a TS concentration of 4.5% (45 g/kg) produces the bestsolids
recovery of 60.5% (Table 10-5). The addition of polymer
substantiallyenhances the recovery of the feed at the lower TS
concentrations, but gravitythickening alone to 4.5% produces a
better solids recovery than the combination ofgravity thickening to
2.3% and adding 4.4 kg/t TS of polymer. The results for
theanaerobically digested wastewater show a similar trend, but the
addition of polymeris not as effective in improving solids removal.
This is as expected, given thatdigested wastewaters do not
flocculate as well as raw wastewaters (Albertson et al.,1991).
April 2002 FSA Environmental Page No.10-10
-
8/22/2019 Case Study 10 - Centrifuge
11/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
TABLE 10-5 SOLID REMOVAL EFFICIENCY OF PIGGERY WASTEWATER
Wastewater characteristicsg/kg, mg/L or mg/kg
Removal %Without flocculant
Removal %With flocculant
mina(1.0%)
maxa(4.5%)
meana min max meana min max
TS (g/kg)VS (g/kg)TSS (g/kg)VSS (g/kg)COD (mg/L)TKN (mg/L)NH4+
(mg/L)
TP(mg/kg)
9.75.64.23.2
13,91016401268249
75.963.469.960.770,080347315162178
44.647.557.251.131.216.710.764.7
15.017.837.235.27.83.45.4
57.9
60.565.271.762.844.032.414.668.4
59.365.173.369.257.532.420.868.6
38.149.863.162.144.525.012.750.9
81.686.990.773.280.257.435.080.5
a 4 pig wastewaters used in trial had % TS concentrations of
1.0%, 2.5%, 4.5% and 7.5%
Piccinini and Cortellini (1987)
FIGURE 10-2- RELATIONSHIP BETWEEN INFLUENT TS CONCENTRATION
ANDREMOVAL EFFICIENCY - PICCININI AND CORTELLINI (1987)
Centrifugation was effective in removing TSS (Table 10-5: 72%
removal withoutpolymer and 91% for the 4.5% TS concentration feed).
This is also reflected in thehigh recovery of phosphorus, bound as
phytate in the finer wastewater particles, andin the reduction in
the COD. The removal percentage maxima were 44% withoutpolymer and
80% with for the raw wastewater, and 60% without and 70%
withpolymer for the digested wastewater.
April 2002 FSA Environmental Page No.10-11
-
8/22/2019 Case Study 10 - Centrifuge
12/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
TABLE 10-6- SOLID REMOVAL EFFICIENCY OF ANAEROBICALLY DIGESTED
PIGWASTEWATER
Wastewater Removal %Without flocculant
Removal %With flocculant
mina
(1.4%) maxa
(5.5%) meana
min max meana
min Max
TS (g/kg)VS (g/kg)TSS (g/kg)VSS (g/kg)COD (mg/L)TKN (mg/L)NH4+
(mg/L)
TP(mg/)
14.17.15.43.8
13,7001,5301,158
238
62.443.155.439.5
61,5802,9701,351
998
43.445.553.7
41.325.47.9
32.3
6.33.6
11.2
5.31.73.7
14.8
67.071.080.0
59.639.312.0
49.9
58.462.270.9
61.533.717.1
33.1
14.513.131.8
52.58.1
10.7
16.0
80.285.891.0
70.049.023.5
50.2a 4 digested pig wastewaters used in trial had % TS
concentrations of 1.4%, 4.5%, 5.5% and 6.2%
- Piccinini and Cortellini (1987)-
According to the authors, the addition of polymer to the
wastewaters did notsignificantly affect the chemical composition of
the separated solids. Hence, the datawere combined and presented in
the one table (Table 10-7). For both the raw andanaerobically
digested separated solids, the TS concentration is very high (range
of22.4 - 27.3% for the raw wastewater and 21.2 - 25.2% for the
anaerobically digestedwastewater). At these concentrations the
solids would be stackable, readily storedand composted. The
difference between the minimum and maximum values for the
recovery of solids from both the raw wastewater and the
anaerobically digestedwastewater emphasises the need to adjust the
TS concentration of the feed and theflow rate for cost-effective
centrifugation (Table 10-7). The solids recovery valuesvaried from
12 to 244 kg of solids per cubic metre of raw wastewater, and from
12 to264 kg of solids per cubic metre of anaerobically digested
wastewater.
TABLE 10-7- SEPARATED SOLIDS CHEMISTRY FOR RAW PIGGERY
WASTEWATERAND ANAEROBICALLY TREATED PIGGERY WASTEWATER
Raw pig wastewater a Digested pig wastewater a
mean min Max mean min max
TS %VS (%TS)TKN (%TS)Total P (%TS)
Quantity(kg solids /m3 of waste)
22.480.3
3.42.4
119.0
16.369.9
2.30.9
12.0
27.383.9
5.13.5
244.0
21.272.93.11.4
147.0
17.369.1
2.60.8
12.0
25.278.0
4.21.6
264.0
a Data with and without polymer addition were combined by the
authors
April 2002 FSA Environmental Page No.10-12
-
8/22/2019 Case Study 10 - Centrifuge
13/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
10.4.5 Moller et al. (2000) - Separation of animal
wastewaters
The paper compared the efficiency of different solids separators
in removing asmuch as possible of the nutrient content of livestock
wastewaters in the solidfraction. The aim was to produce a
sufficiently dry solid for ease of transportation to
regions with low animal densities. The mechanical devices tested
included astationary screen, three different screw presses, a
2-stage separator, a belt press andtwo different decanter type
centrifuges. The conventional mass balance calculationused to
measure separation efficiency was adjusted to provide a reduced
efficiencyindex. The equation developed gave a value of 1 for
complete TS removal, and 0 forno removal. Capital costs, the
interest rate, the period of depreciation, maintenanceand repair
costs, as well as electrical usage were also used to calculate the
economicaspects of solids separation for each of the systems
tested.
Both pig and cattle wastewaters were tested. However, the data
used for thedecanter calculations were from two different studies,
with no information provided
on the characteristics of the wastewaters (Table 10-8). The
authors based theeconomics of separation on a pig farm with an
annual production of 4,000 tons ofanimal wastewater, corresponding
to the annual production of 8,000 pigs. Theyconcluded that the cost
of wastewater treatment with a decanter centrifuge was fivetimes
more expensive than treatment with a stationary screen. However, if
theremoval efficiency for total phosphorus is set as a key factor,
then the cost is only25% higher. The decanters are more effective
in removing the fine particles, andproduce a drier solids fraction.
As expected, none of the equipment could transferdissolved nitrogen
(ammonium nitrogen) from the liquid to the solid fraction,
butdecanters were the most effective in transferring the organic
nitrogen fraction.
The authors concluded that mechanical screening systems were not
effective inremoving total phosphorus and organic nitrogen from
wastewaters. On this basisthey favoured screw press and decanter
systems, despite their higher capital costs.The cost of manure
treatment with a screw press and a decanter centrifuge were$1.25
and $6.30 per tonne respectively, for a farm producing 4,000 tons
of wastewaterannually. They concluded that farms with a larger
livestock production, or contractmanure separator operators
servicing several farms would reduce the cost oftreatment
substantially.
TABLE 10-8- LIVESTOCK WASTEWATER TRIAL - MOLLERET AL. (2000)
Reduced separation efficiency indexDecantertype
Wastewatertype
Energy kWhtonne-1 TS TN TP
SKSNh450 CattlePig
4.02.9
0.360.64
0.110.19
0.400.43
Pieralisi Anaerobicallydigested
2.2 0.74 0.14 0.82
Data for the centrifuges only are presented (Table 10-8).
Although not indicated bythe authors, we assume that the sludge was
gravity thickened and that polymer wasnot added prior to solids
separation. The efficiency of solids separation, both for TS,and
total phosphorus (TP) is very high. Given that 1 represents 100%
removal, thevalues of 0.64 and 0.40 respectively for the pig
wastewater indicate that a highproportion of the finer particle
fraction of the wastewater was removed. The low
April 2002 FSA Environmental Page No.10-13
-
8/22/2019 Case Study 10 - Centrifuge
14/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
total nitrogen (TN) value is to be expected, given that a high
proportion of thenitrogen is in the soluble phase as ammonium
nitrogen. Only the organic nitrogenfraction, locked up as protein
in the finer particles of the wastewater, would havebeen removed
(Giusquianii 1998).
10.4.6 Sneath et al. (1988), Sneath (1988a&b) - Piggery
wastewater
The authors of these papers found that whilst the potential of
decanters tosubstantially reduce the solids content of wastewaters
was well documented, theperformance of the machines over the range
of TS contents characteristic of pigwastewaters was not. Neither
did the literature adequately document how changesin the operating
settings of the centrifuge affected the properties of the
separatedliquid and solid fractions. In a series of three papers
the authors examined theperformance of a decanting centrifuge
(Sneath et al., 1988), the economic impacts of
centrifugation on wastewater storage (Sneath, 1988a), and the
economic effects onaerobic methods of odour control (Sneath,
1988b).
The decanting centrifuge used in this study was an Alfa Laval NX
314. The beachand weir configurations of the centrifuge could be
adjusted through 8 positions.During this study three positions were
compared, regulating the volume of liquidretained in the bowl at
8.8, 12.5 and 18.9 litres respectively. No details on the pigtype
or production system producing the wastewater was given, except
that the rawwastewater had a flow rate of 8.75 t/h and a TS content
of 7%. For the trials, thewastewater was diluted to provide a thick
raw wastewater (about 4.5% TS) anddilute (about 2% TS) feed for
centrifugation. Three flow rates (10, 6.5 and 4 t/h) were
also used, but the rotational speed of the bowl was not
adjusted.
The authors found that neither the liquid level in the
centrifuge nor the rawwastewater flow rate had any significant
effect on the TS content of the separatedsolids. However, as the TS
content of the wastewater decreased, the TS of theseparated solids
increased (P= 0.001). In this paper removal or separation
efficiencywas calculated as the ratio of mass of TS or of suspended
solids (SS) in the separatedsolids to the mass of TS or SS in the
raw wastewater. In general, the amount of TSremoved in the
separated solids was directly proportional to the TS concentration
inthe wastewater. Within the range of wastewater TS concentrations
and flow ratestested, no evidence of the reduction in solids
removal percentage described byPiccinini and Cortellini (Section
10.4.4 and Figure 10-2) for high TS concentrations offeed were
observed. Similarly, the reduction in the liquid mass after
centrifugationwas directly proportional to the TS content of the
raw wastewater.
The effect of centrifugation was to remove particles that were
smaller than 0.15 mm.The results of wet sieving indicated that 53%
of the raw wastewater particles werelarger than 0.15 mm (the pore
diameter of the sieve used). Indeed, in the centrifugedliquid
fraction (centrate) only 2% of the particles were larger than 0.02
mm. Removalof particles as small as this explains the improved
removal of organic nitrogen andtotal phosphorus as presented in
Table 10-5, Table 10-6 and Table 10-7.
April 2002 FSA Environmental Page No.10-14
-
8/22/2019 Case Study 10 - Centrifuge
15/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
In summary, the decanter was able to remove 61% of the TS with
an influentwastewater TS concentration of 8%. This produced solids
of with a TS content of27%. Reducing the influent concentration
down to 2% TS reduced the separationefficiency down to 43%. The TS
content of the separated solids was 30%. Thedecanter was also able
to remove up to 73% of the SS contained in the raw
wastewater diluted to 1.9% TS and up to 65% of the SS contained
in the rawwastewater at 8% TS. The corresponding TS content of the
solid fraction producedwas 30 and 27% respectively. Reducing the
raw wastewater flow rate to thecentrifuge from 10 to 4 t/h
increased the separated solids TS content by up to 3% andincreased
the solids removal efficiency. The decanter used did not have a
dual gearfacility, hence all adjustments to the flow rate for the
maintenance of the highersolids content of the separated solids
were under operator control.
With respect to the economics of operation, Sneath (1988a)
concluded that the costsof centrifugation could only be justified
for an 8000 head piggery if the solids couldbe sold for Aus$70 per
tonne. Installation and capital costs were Aus$106,000.
However, when odour became the key determinant centrifugation
was rated as moreeffective than aeration for a 30 day storage
requirement for an 8,000 head herd(Sneath 1988b). The centrifuge is
not considered cost-effective for herds of 2,000 head.In all cases,
except when wastewater from a small herd needs storing for only 5
days,the cost of treating and storing piggery wastewater reduces as
the TS content of thewastewater increases.
In the Australian context, wastewater is stored for much longer
than 30 days. Evenfor herds of less than 8,000 head, if odour
generation is a key impediment todevelopment, then the improved TS,
total phosphorus and total nitrogen removalefficiencies may justify
the higher capital costs.
10.4.7 Miner et al. (1983) - Separating anaerobic lagoon
sludge
The objective of this trial was to evaluate the performance of a
decanter centrifuge todewater and desludge an anaerobic pond. The
anaerobic pond was receiving solidsfrom a piggery, with the sludge
occupying over 90% of the pond volume. A two-stage variable speed
eccentric screw pump (Mono Pump model MD82 with a 3.7 kW5 hp
variable speed drive) and a pump suction PVC line of 6m in length
and 75 mmdiameter was used to extract the sludge. The pressure line
from the pump to thedecanter was a 100 mm diameter flexible hose.
For the polymer feed studies Zetag92 as a 0.1% aqueous solution was
fed directly into the inlet pipe of the decanterusing a variable
speed peristaltic pump from a 0.380 m diameter vertical
cylindricaltank. Flow rate, bowl speed, differential speed of the
bowl and scroll, and beachlength within the centrifuge were
varied.
The sludge pumped from the lagoon had a TS concentration of 7 to
10%. Theeccentric screw pump was able to handle this highly viscous
liquid, and was self-priming. Solids produced from the decanter
ranged from 14.7% to 30.5% TS. Therewas no relationship between
polymer dosage and solids dryness. Solids recovery
from the decanter ranged from less than 60% to over 99.5%
depending on theoperating conditions being evaluated. Without the
use of the polymer solids
April 2002 FSA Environmental Page No.10-15
-
8/22/2019 Case Study 10 - Centrifuge
16/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
recovery rates were greatly reduced unless the flow rate of the
feed was reduced toless than one third of the hydraulic capacity of
the decanter. Increasing the bowlspeed from 1150 RPM to 2200 RPM
whilst maintaining a differential speed of 3 or 3.5RPM and a beach
length of 80 mm at a flow rate of 0.8 to 1.8 m3/hr increased the
TScontent of the solids from 19 to 24%. Increasing the flow rate
from 1.9 to 3.7 m3/hr
increased the TS concentration of the solids from 23 to 28%. As
with the previousstudy, varying the beach length and the
differential speed did not affect the qualityof the separated
liquid (centrate). However, the quality of the liquid was
verysensitive to the use of polymer and the feed flow rate. The
best quality was achievedwith a flow rate of less than 1 m3/hr,
producing a suspended solids concentration ofbelow 10,000 mg/L.
In practice the solids produced were stackable, and sufficiently
stable to avoid odourgeneration and vermin attraction. The
decanter, pumps and supporting equipmentcost Aus$157,000, with an
hourly operating cost of Aus$30 based on 1800 operatinghours per
year. Power cost at a tariff rate of Aus$0.15/kWh was
Aus$2.10/hr.
Labour requirements were estimated at Aus$33.00 per hour. At a
flow rate of 1.0m3per hour, feed TS of 10% and with no polymer the
dewatering costs are Aus$392/tTS, equating to Aus$8.80 per pig
marketed (assuming each pig contributes 13.5 kgdry, digested lagoon
sludge. At a flow rate of 3.0 m3/hr, feed TS of 10%, polymerused at
2 kg/t the dewatering cost is Aus$290/t dry solids and $3.80 per
pigmarketed. The author concluded that desludging piggery ponds
with a decanter wasfeasible, but only economic where there is no
opportunity for local land applicationfor farming purposes. Where
land is limiting and odour generation is a key issue,decanters can
produce a readily handled, inoffensive solid and a relatively
odourless,clarified liquid.
10.5 Running Costs and Maintenance
Decanter type centrifuges do not function efficiently on feeds
with a low and widelyfluctuating TS concentration. The presence of
particles larger than 3-5cm, may alsoblock and damage the
equipment. Hence the use of a sump for gravity thickening,and a
coarse screen to remove particles larger than 5cm would improve
separationperformance and reliability. The sump should include an
agitation system, toresuspend the solids after gravity thickening.
Wastewaters thickened to 3-5% TSconcentration will still be
pumpable, once the sump is agitated to resuspend the
particles in solution.
For most piggeries, the decanters will not be operating
continuously. At the end ofeach operating cycle, flush water should
be used to reduce the solids build-up on thescroll and weir
mechanisms between cycles. Otherwise maintenance is restricted
tolubricating the main bearings every 100 hours of operation,
checking the gearbox oil,lubricating the conveyor bearings and
checking the v-belts and solids dischargebrushes for wear every
1,000 hours. Foundation bolts and vibration dampers shouldbe
checked every 4,000 hours. After about 5-6,000 operating hours the
scroll mayshow signs of wear. Westfalia Australia has a scroll
exchange program, where clientscan purchase a reconditioned
replacement and receive a credit on their old scroll.
Alfa Laval has service kits available for purchase, consisting
of those parts mostlikely to be replaced at intermediate or at
major equipment servicing.
April 2002 FSA Environmental Page No.10-16
-
8/22/2019 Case Study 10 - Centrifuge
17/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
10.6 Practical Operating Issues
Provided that the TS concentration is uniform and within the
preferred TSconcentration range, the flow rate into the decanter
and the weir plate can beadjusted during commissioning to set the
throughput for the required separated
solids TS content and solids recovery performance. Once set, if
the flow rate and TSconcentration of the feed remains uniform, very
little adjustment aftercommissioning will be required. A major
advantage of the patented dual gearsystem (Westfalia Australia) is
that the machine automatically adjusts the scroll ratefor minor
fluctuations in the flow and TS concentration of the feed, to
maintain thedesired separated solids output. Hence, the requirement
for uniform feed propertiesis not as exacting as for other decanter
makes. The weir mechanism is alsocomparatively simple, allowing a
relatively unskilled operator to adjust thethroughput and separated
solids properties of the decanter on-site.
In practice, the Westons Bioproducts factory undertakes an
annual major service onthe centrifuges (replacing bearings), and a
weekly lubrication schedule. Thecentrifuges remove starch using
only gravity thickening, removing 80% of the starch
particles having a diameter of 60-200 . The TS concentration of
the separated solidsis 52-54%. The settling tanks used for gravity
thickening have a capacity of 27,000 Lwith a maximum 2 hour
residence time (modified rainwater tanks). The dual gearcentrifuges
are the easiest to maintain (Westfalia Australia), given the
automaticadjustment for variations in the feed flow and TS
concentrations. For decanterswithout this feature the flow rates
and TS concentration of the feeds must bemonitored and adjusted by
the operator.
10.7 Piggery Case Studies
Four piggery case studies have been analysed. These are a
200-sow and a 2000-sowunit operated under low flushing (5
L/SPU/day) and high flushing (25 L/SPU/day)regimes. Capital and
operating costs were estimated using data supplied by
themanufacturer. It was assumed that power costs $0.13/kWhr and
labour costs are$25/hr. Table 10-9 provides summarised capital and
operating costs. A coarsescreen (5mm) is assumed to also be
installed to remove larger solids particles.
April 2002 FSA Environmental Page No.10-17
-
8/22/2019 Case Study 10 - Centrifuge
18/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
TABLE 10-9 CAPITAL AND OPERATING COSTS OF CENTRIFUGE CASE
STUDY
Item Units 200-sowlow-flush
200-sowhigh flush
2000-sowlow-flush
2000-sowhighflush
No of pigs SPU 2134 2134 21340 21340Flushing L/SPU/day 5 25 5
25Hosing L/SPU/day 1 2 1 2Total effluent a ML/yr 9 25 85
250Effluent flow (24hr)
L/s 0.27 0.79 2.7 7.9
Solids content ofeffluent
% TS 3.1% 1.2% 3.3% 1.2%
Solids t/yr 270 290 2800 2940Data ALDEC Centrifuge
DecanterFlowrate L/s 0.6 1.4 4.4 11.7Operation hrs/day 11.7 13.7
14.6 16.3
hrs/yr 4,270 5,000 5,340 5,950Solids Removal b % 30 20 30 20
t/yr 80 58 840 590Capital cost c $ 115,000 115,000 152,500
235,000
$/ML treated/yr
13,460 4,600 1,780 940
$/t solidsremoved /yr
1,430 1,980 180 400
Operating Cost kWhr/yr 70,500 94,920 98,820 110,030$/yr (power)
9,170 12,340 12,850 14.300Labour hr/day 0.5 0.5 1.0 1.0$ /yr
(labour) d 4,560 4,560 9,130 9,130
$/yr (main) e 2,000 2,000 4,000 5,000Total $/yr 15,730 18,900
25,970 28,430
$/ML treated 1,840 760 300 114$/ t solidsremoved
195 325 31 48
a Total effluent includes flushing water, hosing water, manure
and drinking water wastage.b While the manufacturer claims a higher
solids removal percentage, this figure is adopteduntil better data
is available.c Capital cost includes a shed to cover the centrifuge
and a manure collection sump withpumps and agitator. A coarse
screen is also installed to remove larger particles.d Labour for
monitoring and maintenance costed at $ 25/hre Routine maintenance
of pumps and agitators
10.8 Summary Selection Criteria
10.8.1 Solids removed
The solids removal efficiency of centrifuges improves
substantially if the feedwastewater has a high TS concentration.
Most researchers either gravity settled thewastewater or used a
polymer. The TS removal efficiency on a mass balance basismeasured
by Payne (1990) was only 37%. However, this was due to a lower
influentTS concentration of 1.7% (not pre-thickened) and the
separated solids had a high TSconcentration (35%). Abery (1994)
tested the performance of a centrifuge with and
April 2002 FSA Environmental Page No.10-18
-
8/22/2019 Case Study 10 - Centrifuge
19/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
without flocculant using gravity settling. He showed that
gravity settling alone,without flocculant reduced the TS by about
40%. The centrifuge only removed 35-40% of the settled solids,
giving an overall reduction in TS of about 20%. With theaddition of
a polymer during the gravity settling phase, overall solids
reductionsimproved to about 40%. Piccinini and Cortellini (1987)
showed removal efficiencies
(concentration basis) ranging from 15-60% and 38-82% with and
without the additionof a polymer respectively. These wide
variations were due to wide variations ininfluent concentration
(1-7.6%). Sneath et al. (1988) was able to remove 61% of the TSwith
an influent wastewater TS concentration of 8%. Reducing the
influentconcentration down to 2% TS reduced the separation
efficiency to 43%.
The removal efficiency used for these case studies is assumed to
be 20% for thewastewater with 1.4% TS concentration and 30% for the
wastewater with 3.1% TSconcentration. No gravity thickening was
factored into the case studies.
10.8.2 Capital cost
From Table 10-9, the capital cost could range from $115,000 for
a 200-sow piggeryand $152,500 to $235,000 for a 2000-sow piggery.
Capital costs include a centrifuge,coarse screen, shed, pumps,
sumps and agitators. Higher capital costs are associatedwith the
higher throughput of wastewater. The throughput could be lowered
bygravity thickening the wastewater to obtain a TS concentration of
5%. The removalefficiency is likely to increase to approximately
50%, thus reducing the capital costper tonne of solids removed.
10.8.3 Operating costs and returns
From Table 10-9, the operating costs could range from $760 to
$1,840 per ML ofeffluent treated for a 200-sow piggery to $115 to
$305 per ML of effluent treated for a2000-sow piggery. Operating
costs per tonne of dry solids removed range from $195to $325 for a
200-sow piggery and $31 to $48 for a 2000-sow piggery. The lower
costsreflect economies of scale with larger piggeries. Operating
costs include power,labour and routine maintenance of pumps and
agitators. Removal efficiencies couldbe increased if the wastewater
was firstly gravity thickened and a TS concentration of5% was fed
to the centrifuge. This would also reduce the throughput of
wastewaterand lower operating cost per tonne of solids removed.
With the TS removalefficiency increased to 50%, the operating cost
would be substantially reduced.
10.8.4 Ease of operation
Provided the centrifuge is feed is at a constant flow rate and
TS concentration, oncecommissioned centrifuges require very little
supervision and maintenance. The dualgeared decanters are even
easier to operate, with the differential between the bowland scroll
speeds automatically adjusted to compensate for minor fluctuations
in theflow rate and TS concentration of the feed. The solids could
be gravity fed into a
hopper for batch collection, or onto a conveyor with minimal
risk of odourgeneration or seepage.
April 2002 FSA Environmental Page No.10-19
-
8/22/2019 Case Study 10 - Centrifuge
20/20
Solid Separation Systems for the Pig Industry Case Study 10
Centrifuge
10.8.5 Solids management options
Decanter centrifuges produce the very dry solids, with the
potential of removing thegreatest proportion of total nitrogen and
total phosphorus. In practice provided thatthe solids content is
over about 20%, the solids will be stackable, readily handled
for
composting. In practice the production of very dry solids is at
the expense of therecovery of the finer particle fractions
containing most of the organic nitrogen andphosphorus. Producing
solids with a higher TS content (over 25%) would only
beadvantageous if long distance off-site transport was
required.
10.9 References
Abery R. 1994. An evaluation of methods of effluent treatment at
Module 5,Corowa. Bunge Meat Industries, Corowa, NSW.
Giusquiani P.L., Concezzi L., Businelli M. and Macchioni A.
1998. Fate of pig sludgeliquid fraction in calcareous soil:
Agricultural and environmentalimplications. Journal of
Environmental Quality 27:364-71.
Moller H.B. Lund I. and Sommer S.G. 2000. Solid-liquid
separation of livestockslurry: efficiency and cost. Bioresource
Technology. 73. 223-229.
Payne R.W. 1990. On-farm performance of pig effluent treatment
systems in use inWestern Australia. Final Report to the Research
Advisory Committee,Western Australia Pig Industry Compensation
Fund. Department ofAgriculture, Western Australia.
Piccinini S. and Cortellini L. 1987. Solid-liquid separation of
animal slurries. inAgricultural Waste Management and Environment
Protection. Vol(1).pp219-29. Proceedings of 4th International
Scientific Centre of FertilisersSymposium. Braunschweig, Federal
Republic of Germany 11-14 May 1987.
Rushton A., Ward A.S. and Holdich R.G. 2000. Solid-liquid
filtration and separationtechnology. Second edition, WILEY-VCH.
Sneath R.W., Shaw M. and Williams A.G. 1988. Centrifugation for
separatingpiggery slurry 1. The performance of a decanting
centrifuge. Journal of
Agricultural Engineering Research. 39, 181-190.
Sneath R.W. 1988a. Centrifugation for separating piggery slurry
2. Economic effectson slurry storage. Journal of Agricultural
Engineering Research. 39, 191-197.
Sneath R.W. 1988b. Centrifugation for separating piggery slurry
3. Economic effectson aerobic methods of odour control. Journal of
Agricultural EngineeringResearch. 39, 199-208.
A il 2002 FSA E i l P N 10 20