Embed Size (px)
Citation preview

|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BRITISH STANDARD BS EN10083-1 : 1991
ImplementingAmendment No. 1 andincorporatingAmendment No. 2,Corrigendum Nos. 1, 2and 3
The European Standard EN 10083-1 : 1991, together with its amendmentA1 : 1996, has the status of a British Standard
ICS 77.140.10
NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW
Specification for
Quenched and temperedsteels
Part 1. Technical delivery conditions forspecial steels

This British Standard, havingbeen prepared under thedirection of the EngineeringSector Board, was publishedunder the authority of theStandards Board and comes intoeffect on 29 November 1991
BSI 11-1999
The following BSI referencesrelate to the work on thisstandard:Committee reference ISE/31Draft for comment 88/37697 DC
ISBN 0 580 20006 X
BS EN 10083-1 : 1991
Amendments issued since publication
Amd. No. Date Comments
9379 March 1997
9644 June 1997
10413Corrigendum No. 1
February1999
10670Corrigendum No. 2
September1999
10780Corrigendum No. 3
November1999
Typographical error corrected in Table 9
Cooperating organizations
The European Committee for Standardization, CEN under whose supervision thisEuropean Standard was prepared, comprises the national standards organizations ofthe following Western European countries.
Austria Oesterreichisches Normungsinstitut
Belgium Institut belge de normalisation
Denmark Dansk Standardiseringsraad
Finland Suomen Standardisoimisliito, r.y.
France Association franõaise de normalisation
Germany Deutsches Institut fuÈ r Normung e.V.
Greece Hellenic Organization for Standardization
Iceland Technological Institute of Iceland
Ireland National Standards Authority of Ireland
Italy Ente Nazionale Italiano di Unificazione
Luxembourg Inspection du Travail et des Mines
Netherlands Nederlands Normalisatie-institut
Norway Norges Standardiseringsforbund
Portugal Instituto PortugueÁs da Qualidade
Spain AsociacioÂn EspanÄola de NormalizacioÂn y CertificacioÂn
Sweden Standardiseringskommissionen i Sverige
Switzerland Association suisse de normalisation
United Kingdom British Standards Institution

BS EN 10083-1 : 1991
BSI 11-1999 i
Contents
Page
Committees responsible Inside front cover
National foreword ii
Foreword 2
Text of EN 10083-1 3
National appendix NA (informative) 41
National appendix NB (informative) Inside back cover
National appendix NC (informative) Inside back cover
ii BSI 11-1999
BS EN 10083-1 : 1991
National foreword
This British Standard has been prepared by Technical Committee ISE/31 (formerlyISM/31). It is the English language version of EN 10083-1, Quenched and temperedsteels Ð Part 1: Technical delivery conditions for special steels, together with itsamendment A1, published by the European Committee for Standardization (CEN). Itsupersedes certain clauses of BS 970 : Part 1 : 1983 which is withdrawn. The clauses ofBS 970 : Part 1 : 1983 not affected by EN 10083-1 are published simultaneously withthis standard as a new edition of BS 970 : Part 1.
National annex NA describes steels used in the United Kingdom but not included inthe European Standard.
At the time of publication of this standard not all of the referenced Euronorms (EU) inclause 2 had been transformed into mandatory European Standards (EN). Until eachof the Euronorms is transformed into a European Standard, EN 10083-1 permits eitherimplementation of the requirements of the Euronorm or the requirements of thecorresponding British Standard (see footnote 1 to clause 2).
It should be noted that as each Euronorm is transformed into a European Standard therequirements become mandatory. This reprint of BS EN 10083-1 incorporatesamendment A1 which introduces the steel designations in accordance withBS EN 10027 and removes references to cold rolled strip.
Cross-references. Details of international standards quoted in this British Standardfor which there is an identical or technically equivalent British Standard are given innational annex NC.
A British Standard does not purport to include all the necessary provisions of acontract. Users of British Standards are responsible for their correct application.
Compliance with a British Standard does not of itself confer immunityfrom legal obligations.
This document comprises a front cover, an inside front cover, pages i and ii, pages 1 to44, an inside back cover and a back cover.
The BSI copyright notice displayed in this document indicates when the document waslast issued.
Sidelining in this document indicates the most recent changes by amendment.

CENEuropean Committee for Standardization
Comite EuropeÂen de Normalisation
EuropaÈisches Komitee fuÈ r Normung
Central Secretariat: rue de Stassart 36, B-1050 Brussels
1996 Copyright reserved to CEN membersRef. No. EN 10083-1 : 1991 + A1 : 1996
EUROPEAN STANDARD EN 10083-1
NORME EUROPEÂ ENNE February 1991
EUROPAÈ ISCHE NORM + A1August 1996
ICS 77.140.10
Descriptors: Iron and steel products, steels, heat treatable steels, quenching (cooling), tempering, delivery condition, specifications,designation, marking
English version
Quenched and tempered steels Ð
Part 1: Technical delivery conditions for special steels(includes amendment A1 : 1996)
Aciers pour trempe et revenu ÐPartie 1. Conditions techniques de livraison desaciers speÂciaux(inclut l'amendement A1 : 1996)
VerguÈtungsstaÈhle ÐTeil 1. Technische Lieferbedingungen fuÈr EdelstaÈhle(enthaÈlt AÈ nderung A1 : 1996)
This European Standard including amendment A1 was approved by CEN on1995-07-01. CEN members are bound to comply with the CEN/CENELEC InternalRegulations which stipulate the conditions for giving this European Standard thestatus of a national standard without any alteration.
Up-to-date lists and bibliographical references concerning such national standardsmay be obtained on application to the Central Secretariat or to any CEN member.
This European Standard exists in three official versions (English, French, German).A version in any other language made by translation under the responsibility of aCEN member into its own language and notified to the Central Secretariat has thesame status as the official versions.
CEN members are the national standards bodies of Austria, Belgium, Denmark,Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Netherlands,Norway, Portugal, Spain, Sweden, Switzerland and United Kingdom.

Page 2EN 10083-1 : 1991
BSI 11-1999
ForewordThis European Standard has been prepared byECISS/TC23, Steels for heat treatment, alloy steels andfree-cutting steels Ð Qualities, the Secretariat of whichis held by DIN.
When the European Committee for Iron and SteelStandardization (ECISS) was formed and itsprogramme of work was drawn up, TechnicalCommittee TC23 was requested to replaceEURONORM 83-70 Quenched and tempered steels;Quality specifications by a European Standard.
The discussions within ECISS/TC23 were based on theInternational Standard ISO/683-1 : 1987 Heat treatablesteels, alloy steels and free-cutting steels Ð Part 1:Direct hardening unalloyed and low-alloyed wroughtsteel in form of different black products.
The amendment to European Standard EN 10083-1 :1991 shall be given the status of a national standard,either by publication of an identical text or byendorsement, at the latest by February 1997, andconflicting national standards shall be withdrawn atthe latest by February 1997.
According to the CEN/CENELEC Internal Regulations,the national standards organizations of the followingcountries are bound to implement this amendment:Austria, Belgium, Denmark, Finland, France, Germany,Greece, Iceland, Ireland, Italy, Luxembourg,Netherlands, Norway, Portugal, Spain, Sweden,Switzerland and United Kingdom.
Contents
Page
Foreword 2
1 Scope 3
2 Normative references 3
3 Definitions 4
3.1 Quenched and tempered steels 4
3.2 Product form 4
3.3 Types of heat treatment 4
3.4 Unalloyed and alloyed steel 4
3.5 Ruling section for heat treatment 4
4 Designation and ordering 4
5 Requirements 4
5.1 Manufacturing process 4
5.2 Chemical composition, hardenabilityand mechanical properties 5
5.3 Technological properties 5
5.4 Structure 5
5.5 Internal soundness 5
5.6 Surface quality 5
5.7 Dimensions, tolerances on dimensionsand shape tolerances 5
5.8 Cast separation 6
6 Testing and conformity of productswith the requirements 6
6.1 Testing procedures and types ofdocuments 6
6.2 Specific inspection and testing 6
7 Marking 6
Annexes
A (normative) Ruling sections formechanical properties 33
B (normative) Supplementary or specialrequirements 35
C (informative) Other relevant standards 36
D (informative) Dimensional standardsapplicable to products complying withthis European Standard 36
E (informative) Comparison of steelgrades specified in this EuropeanStandard and ISO 683-1 and othersteel grades previously standardizednationally 37
F (normative) Determining thenon-metallic inclusion content 39
Page 3EN 10083-1 : 1991
BSI 11-1999
1) It may be agreed at the time of ordering, until this has been adopted as a European Standard, that either this EURONORM or acorresponding national standard should be applied.
1 Scope
1.1 This European Standard gives the technicaldelivery requirements for:
± semi-finished products, hot formed, for exampleblooms, billets, slabs (see notes 3 and 4);
± bars (see note 3)
± rod;
± wide flats;
± hot rolled sheet/plate and strip;
± hammer and drop forgings (see note 3)
manufactured from the direct hardening unalloyed oralloyed steels (see note 5) listed in table 3 andsupplied in one of the heat treatment conditions givenfor the different types of products in table 1, lines 2to 7, and in one of the surface conditions given intable 2.
The steels are in general intended for the fabricationof quenched and tempered or austempered (seenote 2) machine parts, but are partly (see table 10)also used in the normalized condition.
The requirements for mechanical properties given inthis European Standard are restricted to the sizesgiven in tables 9 and 10.
NOTE 1. EURONORMS and European Standards relating to steelscomplying with the requirements for the chemical composition intable 3 but which are supplied in other product forms ortreatment conditions than given above or are intended for specialapplications, and EURONORMS for similar steel grades are listedin annex C.
NOTE 2. For the purpose of simplification the term `quenchedand tempered' is, unless otherwise indicated, also used for theaustempered condition.
NOTE 3. Hammer-forged semi-finished products (blooms, billets,slabs, etc.) and hammer forged bars are included undersemi-finished products or bars and not under the term `hammerand drop forgings'.
NOTE 4. Special agreements shall be made when orderingunworked continuously cast semi-finished products.
NOTE 5. In accordance with EN 10020, the steels covered by thisEuropean Standard are special steels. Unalloyed quality steels arestandardized in EN 10083-2. The differences between specialsteels and quality steels are:
± the minimum impact values in the quenched and temperedcondition (for unalloyed special steels only in the case ofmean percentages by mass of carbon < 0,50 %);
± limiting hardenability values in the Jominy test (for unalloyedspecial steels only in the case of percentages by mass ofcarbon > 0,30 %);
± limited oxide inclusion content;
± lower maximum contents for phosphorus and sulfur cast.
NOTE 6. Boron steels for quenching and tempering arestandardized in EN 10083-3.
1.2 In special cases, variations in these technicaldelivery requirements or additions to them may formthe subject of an agreement at the time of enquiry andorder (see annex B).
1.3 In addition to the specifications of this EuropeanStandard, the general technical delivery requirementsof EN 10021 are applicable, unless otherwise specified.
2 Normative referencesThis European Standard incorporates by dated orundated reference, provisions from other publications.These normative references are cited at theappropriate points in the text and the publications arelisted hereafter. Subsequent amendments to orrevisions of any of these publications apply to thisEuropean Standard only when incorporated in it byamendment or revision. In the case of undatedreferences, the most recent edition of the publicationreferred to applies.
EURONORM 181) Selection and preparation ofsamples and test pieces for steeland iron and steel products
EURONORM 231) End quench hardenability test forsteel (Jominy test)
EURONORM 1031) Micrographic determination of theferritic or austenitic grain size ofsteels
EURONORM 1041) Determination of the depth ofdecarburization of non-alloy andlow alloy structural steels
EN 10002-1 Metallic materials 2 tensile testPart 1: Method of test at ambienttemperature
EN 10003-1 Metallic materials 2 Brinellhardness test Ð Part 1: Testmethod
EN 10020 Definition and classification ofgrades of steel
EN 10021 General technical deliveryconditions for steel and iron andsteel products
EN 10027-1 Designation systems for steels 2Part 1: Steel names, principalsymbols
EN 10027-2 Designation systems for steels 2Part 2: Steel numbers
EN 10045-1 Metallic materials 2 Charpyimpact test Part 1: Test method
EN 10052 Vocabulary of heat treatment termsfor ferrous products
EN 10079 Definition of steel products

Page 4EN 10083-1 : 1991
BSI 11-1999
EN 10109-1 Metallic materials Ð Hardness testÐ Part 1: Rockwell test (scales A,B, C, D, E, F, G, H, K) andRockwell superficial test (scales15N, 30N, 45N, 15T, 30T, 45T)
EN 10163-2 Delivery requirements for surfacecondition of hot rolled steel plates,wide flats, and sections Ð Part 2:Plates and wide flats
EN 10204 Metallic products Ð Types ofinspection documents
EN 10221 Surface quality classes for hotrolled bars and rods Ð Technicaldelivery conditions
CR 10260ECISS IC 10
Designation systems for steels ÐAdditional symbols for steel names
3 Definitions
3.1 quenched and tempered steels
For the purposes of this standard, quenched andtempered steels are engineering steels which becauseof their chemical composition are suitable forhardening and in the quenched and tempered conditionhave good toughness at a given tensile strength.
3.2 product form
The definitions of EN 10079 shall apply for the productforms.
3.3 types of heat treatment
The definitions of EN 10052 shall apply for the types ofheat treatment mentioned in this standard.
3.4 unalloyed and alloy steel
The definitions of EN 10020 shall apply for theclassification into unalloyed and alloy steel.
3.5 ruling section for heat treatment
The ruling section of a product is the section for whichthe mechanical properties have been specified (seeannex A).
Whatever the actual shape and dimensions of thecross-section of the product, the size of its rulingsection is always expressed as a diameter. Thiscorresponds to the diameter of an `equivalent roundbar'. That is a round bar which, at the position of itscross-section specified for taking test pieces formechanical tests, will, when being cooled from theaustenitizing temperature, show the same cooling rateas the actual ruling section of the product concernedat its position for taking test pieces.
4 Designation and ordering
4.1 The steel names are allocated in accordance withEN 10027-1 and ECISS information circular IC10; thesteel numbers are allocated in accordance withEN 10027-2.
4.2 In accordance with the following examples, thestandard designation of a steel specified in this ENconsists of:
± the term `steel';
± the number of this EN;
± the name or number for the steel grade (seetable 3);
± if appropriate, the symbol for hardenabilityrequirements (see 5.2.3);
± if appropriate, the symbol for restrictedhardenability requirements (see 5.2.3);
± if appropriate, the designation of the heattreatment condition (see table 1);
Example 1: Steel EN 10083-1 ± C45E +Nor Steel EN 10083-1-1.1191 + N
Example 2: Steel EN 10083-1 ± C45E +H +Aor Steel EN 10083-1-1.1191 +H + A
4.3 The information in the relevant dimensionalstandard shall apply to the standard designation of theproducts.
4.4 The order shall contain all the informationnecessary to describe the required products and theircondition (see table 2) and testing clearly. If additionalor special requirements are to be met, the relevantclause number from annex B shall be given to indicatethis, with details if necessary.
5 Requirements
5.1 Manufacturing process
5.1.1 General
The manufacturing process of the steel and of theproducts is left to the discretion of the manufacturerwith the restrictions given by the requirements in 5.1.2and 5.1.3.
5.1.2 Deoxidation
All steels shall be killed.
5.1.3 Heat treatment and surface condition atdelivery
5.1.3.1 Normal condition at delivery
Unless otherwise agreed at the time of enquiry andorder, the products shall be delivered in the untreated,i.e. hot worked, condition.
NOTE. Depending on product shape and dimensions, not all steelgrades can be delivered in the hot worked untreated condition(e.g. steel grade 30CrNiMo8).
5.1.3.2 Particular heat-treatment condition
If so agreed at the time of order, the products shall bedelivered in one of the heat-treatment conditions givenin table 1, lines 3 to 7.
5.1.3.3 Particular surface condition
If so agreed at the time of the order, the products shallbe delivered with one of the particular surfaceconditions given in table 2, lines 3 to 8.

Page 5EN 10083-1 : 1991
BSI 11-1999
5.2 Chemical composition, hardenability andmechanical properties
5.2.1 Except where the steels are ordered in thequenched and tempered condition, the unalloyed steelsC35E to 28Mn6 (see table 3) and all alloy steels maybe supplied with or without hardenability requirements(see table 1, columns 9 and 10).
5.2.2 Where the steel is ordered without hardenabilityrequirements ± i.e. where the steel grade designationsof table 3 and not the designations given in tables 5 to7 are applied ± the requirements for chemicalcomposition, hardness and mechanical properties citedin table 1, column 9, apply as appropriate for theparticular heat-treatment condition. In this case thehardenability values given in table 5 are for guidancepurposes only.
5.2.3 Where the steel is ordered by using thedesignations given in table 5, 6 or 7 to normal (seetable 5) or to restricted (see tables 6 and 7)hardenability requirements, the hardenability valuesgiven in those tables apply in addition to therequirements specified in table 1, column 9. (Seefootnote 4 to table 3.)
5.2.4 The mechanical property values given in tables 9and 10 apply to specimens in the `quenched andtempered' and `normalized' heat-treatment conditionswhich have been taken and prepared in accordancewith figures 2 or 3 and 4 and table 12 (see alsofootnote 1 of table 1).
5.3 Technological properties
5.3.1 Machinability
All steels are machinable in the `soft-annealed'condition.
Where improved machinability is required, the gradeswith a specified sulfur range should be ordered. (Seealso table 1, line 7, and table 3, footnote 3.)
5.3.2 Shearability of semi-finished products andsteel bars
5.3.2.1 Under suitable shearing conditions (avoidinglocal stress peaks, preheating, application of bladeswith a profile adapted to that of the product, etc.) allsteel grades are shearable in the soft-annealedcondition and unalloyed steels are also shearable in thenormalized condition.
5.3.2.2 Steel grades C45E to 42CrMoS4 (see table 8)and the corresponding grades with requirements onhardenability (see tables 5 to 7) are also shearableunder suitable conditions, if they are supplied in the`treated for shearability' condition with the hardnessrequirements as specified in table 8.
5.3.2.3 The steel grades C22E to C40R (see table 8)and the corresponding grades with hardenabilityrequirements (see tables 5 and 6) are shearable in theuntreated condition under suitable conditions.
Shearability may also be assumed for steel gradesC45E and C45R with dimensions greater than 80 mmand in the untreated condition.
5.4 Structure
5.4.1 Unless otherwise agreed at the time of ordering,the grain size shall be left to the discretion of themanufacturer. If a fine grain structure is required inaccordance with a reference treatment, specialrequirement B.3 shall be ordered.
5.4.2 The steels shall have a degree of cleannesscorresponding to the special steel quality(see annex F).
5.5 Internal soundness
Requirements for internal soundness may be agreedupon at the time of ordering, e.g. on the basis ofnon-destructive tests (see annex B, clause B.5).
5.6 Surface quality
5.6.1 All products shall have a smooth finishappropriate to the shaping processes applied.
5.6.2 Minor surface imperfections, which may occuralso under normal manufacturing conditions, such asscores originating from rolled-in scale in the case ofhot-rolled products, shall not be regarded as defects.
5.6.3 Where appropriate, requirements relating tosurface quality of the products shall be agreed on atthe time of enquiry and order, if possible withreference to European Standards.
NOTE 1. EN 10163-2 specifies requirements for the surface qualityof hot-rolled sheet/plate and wide flats. EN 10221 contains surfacequality classification for hot-rolled bars and rods.
NOTE 2. Bar and rod for cold heading and cold extrusion arespecified in EURONORM 119.
NOTE 3. It is more difficult to detect and eliminate surfacediscontinuities from coiled products than from cut lengths. Thisshould be taken into account when agreements on surface qualityare made.
5.6.4 Requirements may be specified at the time ofenquiry and order regarding the permissible depth ofdecarburization.
NOTE. The depth of decarburization shall be determined inaccordance with the micrographic method specified inEURONORM 104.
5.6.5 If suitability of bars and rods for bright drawingis required, this shall be agreed at the time of enquiryand order.
5.6.6 The removal of surface defects by welding isonly permitted with the approval of the customer orhis representative.
Until a relevant European Standard is published, theprocess and permissible depth of defect removal,where appropriate, shall be agreed at the time ofenquiry and order.
5.7 Dimensions, tolerances on dimensions andshape tolerances
The nominal dimensions, tolerances on dimensions andshape tolerances for the products shall be agreed atthe time of enquiry and order, wherever possible withreference to the dimensional standards applicable(see annex D).

Page 6EN 10083-1 : 1991
BSI 11-1999
5.8 Cast separation
The products shall be delivered separated by cast.
6 Testing and conformity of productswith the requirements
6.1 Testing procedures and types of documents
6.1.1 Products complying with this EuropeanStandard shall be ordered and delivered with one ofthe test certificates as specified in EN 10204. The typeof documents shall be agreed at the time of enquiryand order. If the order does not contain anyspecification of this type, a test report shall be issued.
6.1.2 If, in accordance with the agreements at thetime of enquiry and order, a test report is to beprovided, this shall include the following information:
a) the statement that the material complies with therequirements of the order;
b) the results of the cast analysis for all elementsspecified in table 3 for the steel grade concerned.
6.1.3 If, in accordance with the agreements on theorder, an inspection certificate, or an inspection reportis to be provided, the specific inspections described in6.2 shall be carried out and their results shall becertified in the document.
In addition, the document shall include the followinginformation:
a) the manufacturer's results for the cast analysis ofall elements specified in table 3 for the steel gradeconcerned;
b) the results of all inspections and tests ordered insupplementary requirements (see annex B);
c) the symbol letters or numbers relating the testcertificates, the test pieces and products to eachother.
6.2 Specific inspection and testing
6.2.1 Verification of hardenability, hardness andmechanical properties
6.2.1.1 For steels being ordered without hardenabilityrequirements, i.e. without the symbol + H, + HH, or+ HL in the designation, the hardness requirements ormechanical properties given for the relevantheat-treatment condition in table 1, column 9,subclause 2, shall, with the following exception, beverified. The requirement given in table 1, footnote(mechanical properties of reference test pieces), isonly to be verified if a supplementary requirementspecified in annex B clause B.1 or B.2 is ordered.
For steels being ordered with the symbol + H, + HH or+ HL in the designation (see tables 5 to 7), unlessotherwise agreed, only hardenability requirementsaccording to tables 5, 6 or 7 shall be verified.
NOTE. If so agreed at the time of enquiry and order, verificationof hardenability may be provided by calculation. The calculationmethod shall also be agreed upon in this case.
6.2.1.2 The amount of testing, the samplingconditions and the test methods to be applied for theverification of requirements shall be as specified intable 11.
6.2.2 Visual and dimensional inspection
A sufficient number of products shall be inspected toensure compliance with the specification.
6.2.3 Retests
See EN 10021.
7 MarkingThe manufacturer shall mark the products or thebundles or boxes in a suitable way such that it ispossible to determine the cast, the steel grade and theorigin of the delivery. (See annex B clause B.7).

Page
7E
N10083-1
:1991
B
SI
11-1
999
Table 1. Combinations of usual heat-treatment conditions at delivery product forms and requirements as specified in tables 3 to 10
1 2 3 4 5 6 7 8 9 10
1 Heattreatmentcondition atdelivery
Symbol x indicates applicable for Applicable requirements if the steel is ordered with the designation given in
Semi-finishedproducts
Bars Rod Flatproducts
Hammerand dropforgings
Table 3 Table 5, 6 or 7
9.1 9.2 10.1 10.2 10.3
2 Untreated none or U x x x x x 1)
3 Treated toimproveshearability
+S x x ± ± ± Table 8column+S1)
As in columns9.1 and 9.2 (seefootnote 4 intable 3)
Hardenabilityvaluesaccording totable 5, 6 or 7
4 Soft annealed +A x x x x2) x Chemicalcompositionaccording totables 3and 4
Maximumhardness
Table 8column+A1)
5 Normalized3) +N ± x ± x2) x Mechanicalpropertiesaccording to
Table 10
6 Quenched andtempered4)
+QT4) ± x x x2) x Table 9
7 Others Other treatment conditions, e.g. certain annealing conditions to achieve a certain structure may be agreed at the time of enquiry andorder. The treatment condition annnealed for spheroidal carbide (+AC) as required for cold upsetting and cold extrusion is coveredby EURONORM 119.
1) For deliveries in the untreated condition and in the `treated to improve shearability' and `soft annealed' condition the mechanical properties specified in tables 9 and 10 shall beachievable for the ruling end cross-section after appropriate heat treatment (for verification on reference test pieces, see annex B, clauses B.1 and B.2).
2) It is not possible to deliver all shapes of flat products in this heat-treatment condition.
3) For unalloyed steels (carbon steels), normalizing may be replaced by normalizing forming.
4) See also note 2 to 1.1.

Page 8EN 10083-1 : 1991
BSI 11-1999
Table 2. Surface condition at delivery
1 2 3 4 5 6 7 8 9 10
1 Surface condition at delivery Symbol x indicates in general applicable for Notes
Semi-finishedproducts (suchas blooms,billets)
Bars Rod Flatproducts
Hammerand dropforgings(see note 3to 1.1)
2 Unlessotherwiseagreed
As hot worked None or+ HW
x x x x x ±
3
Particularconditionssupplied byagreement
deformedcontinuouslycast
+ CC x ± ± ± ± ±
4 Hot workedand pickled
+ P x x x x x
2)
5 Hot workedand blastcleaned
+ BC x x x x x
6 Hot workedand roughmachined
1) ± x x ± x
7 Others1) Until the term `rough machined' is defined by, for example, machining allowances, the details are to be agreed at the time ofenquiry and order.
2) In addition it may be agreed that the products be e.g. oiled, limed or phosphated.

Page
9E
N10083-1
:1991
B
SI
11-1
999
Table 3. Steel grades and chemical composition (cast analysis)
Steel designation Chemical composition % (m/m) 1)2)3)4)
Name Number C5) Simax.
Mn Pmax.
S Cr Mo Ni V Cr + Mo + Nimax.5)
C22E 1.1151 0,17 to 0,24 0,40 0,40 to 0,70 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
C22R 1.1149 0,020 to 0,040
(C25E)6) (1.1158)6) 0,22 to 0,29 0,40 0,40 to 0,70 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
(C25R)6) (1.1163)6) 0,020 to 0,040
(C30E)6) (1.1178)6) 0,27 to 0,34 0,40 0,50 to 0,80 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
(C30R)6) (1.1179)6) 0,020 to 0,040
C35E 1.1181 0,32 to 0,39 0,40 0,50 to 0,80 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
C35R 1.1180 0,020 to 0,040
(C40E)6) (1.1186)6) 0,37 to 0,44 0,40 0,50 to 0,80 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
(C40R)6) 1.11896) 0,020 to 0,040
C45E 1.1191 0,42 to 0,50 0,40 0,50 to 0,80 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
C45R 1.1201 0,020 to 0,040
(C50E)6) (1.1206)6) 0,47 to 0,55 0,40 0,60 to 0,90 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
(C50R)6) (1.1241)6) 0,020 to 0,040
(C55E)6) (1.1203)6) 0,52 to 0,60 0,40 0,60 to 0,90 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
(C55R)6) (1.1209)6) 0,020 to 0,040
C60E 1.1221 0,57 to 0,65 0,40 0,60 to 0,90 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
C60R 1.1223 0,020 to 0,040
28Mn6 1.1170 0,25 to 0,32 0,40 1,30 to 1,65 0,035 max. 0,035 max. 0,40 max. 0,10 max. 0,40 ± 0,63
38Cr2 1.7003 0,35 to 0,42 0,40 0,50 to 0,80 0,035 max. 0,035 0,40 to 0,60 ± ± ± ±
38CrS2 1.7023 0,020 to 0,040
46Cr2 1.7006 0,42 to 0,50 0,40 0,50 to 0,80 0,035 max. 0,035 0,40 to 0,60 ± ± ± ±
46CrS2 1.7025 0,020 to 0,040
34Cr4 1.7033 0,30 to 0,37 0,40 0,60 to 0,90 0,035 max. 0,035 0,90 to 1,20 ±
34CrS4 1.7037 0,020 to 0,040 ± ± ±
37Cr4 1.7034 0,34 to 0,41 0,40 0,60 to 0,90 0,035 max. 0,035 0,90 to 1,20 ± ± ± ±
37CrS4 1.7038 0,020 to 0,040
41Cr4 1.7035 0,38 to 0,45 0,40 0,60 to 0,90 0,035 max. 0,035 0,90 to 1,20 ± ± ± ±
41CrS4 1.7039 0,020 to 0,040
25CrMo4 1.7218 0,22 to 0,29 0,40 0,60 to 0,90 0,035 max. 0,035 0,90 to 1,20 0,15 to 0,30 ± ± ±
25CrMoS4 1.7213 0,020 to 0,040
1) to 6) See footnotes on page 10.

B
SI
11-1
999
Page
10
EN
10083-1
:1991
Table 3. Steel grades and chemical composition (cast analysis) (concluded)
Steel designation Chemical composition % (m/m) 1)2)3)4)
Name Number C5) Simax.
Mn Pmax.
S Cr Mo Ni V Cr + Mo + Nimax.5)
34CrMo4 1.7220 0,30 to 0,37 0,40 0,60 to 0,90 0,035 max. 0,035 0,90 to 1,20 0,15 to 0,30 ± ± ±
34CrMoS4 1.7226 0,020 to 0,040
42CrMo4 1.7225 0,38 to 0,45 0,40 0,60 to 0,90 0,035 max. 0,035 0,90 to 1,20 0,15 to 0,30 ± ± ±
42CrMoS4 1.7227 0,020 to 0,040
50CrMo4 1.7228 0,46 to 0,54 0,40 0,50 to 0,80 0,035 max. 0,035 0,90 to 1,20 0,15 to 0,30 ± ± ±
36CrNiMo4 1.6511 0,32 to 0,40 0,40 0,50 to 0,80 0,035 max. 0,035 0,90 to 1,20 0,15 to 0,30 0,90 to 1,20 ±
34CrNiMo6 1.6582 0,30 to 0,38 0,40 0,50 to 0,80 0,035 max. 0,035 1,30 to 1,70 0,15 to 0,30 1,30 to 1,70 ± ±
30CrNiMo8 1.6580 0,26 to 0,34 0,40 0,30 to 0,60 0,035 max. 0,035 1,80 to 2,20 0,30 to 0,50 1,80 to 2,20 ± ±
36NiCrMo16 1.6773 0,32 to 0,39 0,40 0,30 to 0,60 0,030 max. 0,025 1,60 to 2,00 0,25 to 0,45 3,60 to 4,10 ±
51CrV4 1.8159 0,47 to 0,55 0,40 0,70 to 1,10 0,035 max. 0,035 0,90 to 1,20 ± ± 0,10 to 0,25 ±
1) Elements not quoted should not be intentionally added to the steel without the agreement of the purchaser, other than for the purpose of finishing the heat. All reasonable precautionsshould be taken to prevent the addition from scrap or other material used in manufacture of such elements which affect the hardenability, mechanical properties and applicability.
2) See note 6 in 1.1 for steels containing boron.
3) Steels with improved machinability as a result of the addition of lead or higher sulfur contents, depending on the manufacturing process up to and around 0,100 % S (includingcontrolled sulfide and oxide formation, e.g. calcium treatment, may be supplied on request).
4) Where requirements are made on hardenability (see tables 5 to 7), slight deviations from the limits for the cast analysis are permissible, except for the elements, carbon(see footnote 5), phosphorous and sulfur, the deviations shall not exceed the specifications of table 4.
5) If the unalloyed steels including grade 28Mn6 are ordered without hardenability requirements (symbols +H, +HH, +HL) or without requirements on the mechanical properties in thequenched and tempered or normalized condition, restriction in the carbon range to 0.05 % and/or the total sum of the elements Cr, Mo and Ni to < 0,45 % may be agreed at the time ofordering.
6) Some of the steel grades given in brackets have been included in this EN for the first time; they are not available from stock in all countries.

Page 11EN 10083-1 : 1991
BSI 11-1999
Table 4. Permissible deviations between theproduct analysis and the limiting values givenin table 3 for the cast analysis
Element Permissible content in thecast analysis
Permissibledeviation1)
% (m/m) % (m/m)
C> 0,55
# 0,55#0,65
± 0,02± 0,03
Si # 0,40 + 0,03
Mn> 1,00
# 1,00# 1,65
± 0,04± 0,05
P # 0,035 + 0,005
S # 0,040 + 0,0052)
Cr> 2,00
# 2,00# 2,20
± 0,05± 0,10
Mo> 0,30
# 0,30# 0,50
± 0,03± 0,04
Ni> 2,00
# 2,00# 4,10
± 0,05± 0,07
V # 0,25 ± 0,021) ± means that in one cast the deviation may occur over theupper value or under the lower value of the specified range intable 3, but not both at the same time.
2) For steels with a specified sulfur range (0,020 to 0,040 % (m/m)according to cast analysis) the permissible deviation is ± 0,005 %(m/m).

B
SI
11-1
999
Page
12
EN
10083-1
:1991
Table 5. Limiting values for the `C' scale Rockwell hardness for steel grades with (normal) hardenability requirements(+H grades: see 5.2)
Steel designation Symbol limitsofrange
Distance in mm from quenched endHardness in HRC
Name Number 1 2 3 4 5 6 7 8 9 10 11 13 15 20 25 30
C35E1) 1.11811)
+Hmax. 58 57 55 53 49 41 34 31 28 27 26 25 24 23 20 ±
C35R1) 1.11801) min. 48 40 33 24 22 20 ± ± ± ± ± ± ± ± ± ±
C40E1) 1.11861)
+Hmax. 60 60 59 57 53 47 39 34 31 30 29 28 27 26 25 24
C40R1) 1.11891) min. 51 46 35 27 25 24 23 22 21 20 ± ± ± ± ± ±
C45E1) 1.11911)
+Hmax 62 61 61 60 57 51 44 37 34 33 32 31 30 29 28 27
C45R1) 1.12011) min. 55 51 37 30 28 27 26 25 24 23 22 21 20 ± ± ±
C50E1) 1.12061)
+Hmax. 63 62 61 60 58 55 50 43 36 35 34 33 32 31 29 28
C50R1) 1.12411) min. 56 53 44 34 31 30 30 29 28 27 26 25 24 23 20 ±
C55E1) 1.12031)
+Hmax. 65 64 63 62 60 57 52 45 37 36 35 34 33 32 30 29
C55R1) 1.12091) min. 58 55 47 37 33 32 31 30 29 28 27 26 25 24 22 20
C60E1) 1.12211) +H max. 67 66 65 63 62 59 54 47 39 37 36 35 34 33 31 30
C60R1) 1.12231) min. 60 57 50 39 35 33 32 31 30 29 28 27 26 25 23 211) The hardenability values for the unalloyed steels are tentative and may be adjusted as more information becomes available. If the hardenabiliy scatter for the H-grade of the
relevant steel of a manufacturer falls outside the limits given above, the manufacturer shall inform the purchaser accordingly at the time of enquiry and order.

Page
13
EN
10083-1
:1991
B
SI
11-1
999
Table 5. Limiting values for the `C' scale Rockwell hardness for steel grades with (normal) hardenability requirements (concluded)(+H grades: see 5.2)
Steel designation Symbol Limitsofrange
Distance in mm from quenched endHardness in HRC
Name Number 1,5 3 5 7 9 11 13 15 20 25 30 35 40 45 50
28Mn6 1.1170 + H max. 54 53 51 48 44 41 38 35 31 29 27 26 25 25 24
min. 45 42 37 27 21 ± ± ± ± ± ± ± ± ± ±
38Cr2 1.7003 + H max. 59 57 54 49 43 39 37 35 32 30 27 25 24 23 22
38CrS2 1.7023 min. 51 46 37 29 25 22 20 ± ± ± ± ± ± ± ±
46Cr2 1.7006 + H max. 63 61 59 57 53 47 42 39 36 33 32 31 30 29 29
46CrS2 1.7025 min. 54 49 40 32 28 25 23 22 20 ± ± ± ± ± ±
34Cr4 1.7033 + H max. 57 57 56 54 52 49 46 44 39 37 35 34 33 32 31
34CrS4 1.7037 min. 49 48 45 41 35 32 29 27 23 21 20 ± ± ± ±
37Cr4 1.7034 + H max. 59 59 58 57 55 52 50 48 42 39 37 36 35 34 33
37CrS4 1.7038 min. 51 50 48 44 39 36 33 31 26 24 22 20 ± ± ±
41Cr4 1.7035 + H max. 61 61 60 59 58 56 54 52 46 42 40 38 37 36 35
41CrS4 1.7039 min. 53 52 50 47 41 37 34 32 29 26 23 21 - - ±
25CrMo4 1.7218 + H max. 52 52 51 50 48 46 43 41 37 35 33 32 31 31 31
25CrMoS4 1.7213 min. 44 43 40 37 34 32 29 27 23 21 20 - - - -
34CrMo4 1.7220 + H max. 57 57 57 56 55 54 53 52 48 45 43 41 40 40 39
34CrMoS4 1.7226 min. 49 49 48 45 42 39 36 34 30 28 27 26 25 24 24
42CrMo4 1.7225 + H max. 61 61 61 60 60 59 59 58 56 53 51 48 47 46 45
42CrMoS4 1.7227 min. 53 53 52 51 49 43 40 37 34 32 31 30 30 29 29
50CrMo4 1.7228 + H max. 65 65 64 64 63 63 63 62 61 60 58 57 55 54 54
min. 58 58 57 55 54 53 51 48 45 41 39 38 37 36 36
36CrNiMo4 1.6511 + H max. 59 59 58 58 57 57 57 56 55 54 53 52 51 50 49
min. 51 50 49 49 48 47 46 45 43 41 39 38 36 34 33
34CrNiMo6 1.6582 + H max. 58 58 58 58 57 57 57 57 57 57 57 57 57 57 57
min. 50 50 50 50 49 48 48 48 48 47 47 47 46 45 44
30CrNiMo8 1.6580 + H max. 56 56 56 56 55 55 55 55 55 54 54 54 54 54 54
min. 48 48 48 48 47 47 47 46 46 45 45 44 44 43 43
36NiCrMo16 1.6773 + H max. 57 56 56 56 56 56 55 55 55 55 55 55 55 55 55
min. 50 49 48 48 48 48 47 47 47 47 47 47 47 47 47
51CrV4 1.8159 + H max. 65 65 64 64 63 63 63 62 62 62 61 60 60 59 58
min. 57 56 56 55 53 52 50 48 44 41 37 35 34 33 32

Page 14EN 10083-1 : 1991
BSI 11-1999
Table 6. Tentative values for the C scale Rockwell hardness for unalloyed steel grades withrestricted hardenability scatter bands (+ HH and + HL grades)
Steel designation Symbol Distance in mm from the quenched end
HRC hardness
Name Number 1 4 5
C35E 1.1181 + HH4 ± 34 to 53 ±
+ HH14 51 to 58 34 to 53 ±
C35R 1.1180 + HL4 ± 24 to 43 ±
+ HL14 48 to 55 24 to 43 ±
C40E 1.1186 + HH4 ± 38 to 57 ±
+ HH14 54 to 60 38 to 57 ±
C40R 1.1189 + HL4 ± 27 to 46 ±
+ HL14 51 to 57 27 to 46 ±
C45E 1.1191 + HH4 ± 41 to 60 ±
+ HH14 57 to 62 41 to 60 ±
C45R 1.1201 + HL4 ± 30 to 49 ±
+ HL14 55 to 60 30 to 49 ±
C50E 1.1206 + HH5 ± ± 40 to 58
+ HH15 58 to 63 ± 40 to 58
C50R 1.1241 + HL5 ± ± 31 to 49
+ HL15 56 to 61 ± 31 to 49
C55E 1.1203 + HH5 ± ± 42 to 60
+ HH15 60 to 65 ± 42 to 60
C55R 1.1209 + HL5 ± ± 33 to 51
+ HL15 58 to 63 ± 33 to 51
C60E 1.1221 + HH5 ± ± 44 to 62
+ HH15 62 to 67 ± 44 to 62
C60R 1.1223 + HL5 ± ± 35 to 53
+ HL15 60 to 65 ± 35 to 53

Page
15
EN
10083-1
:1991
B
SI
11-1
999
Table 7. Limiting values for the `C' scale Rockwell hardness for steel grades with 1,30 to 1,65 % Mn and for alloyed steels withrestricted hardenability scatter bands (+ HH and + HL grades)
Steel designation Symbol Limitsofrange
Distance, in mm, from quenched endHRC hardness
Name Number 1,5 3 5 7 9 11 13 15 20 25 30 35 40 45 50
28Mn6 1.1170
+ HH max. 54 53 51 48 44 41 38 35 31 29 27 26 25 25 24
min. 48 46 42 34 30 27 24 21 ± ± ± ± ± ± ±
+ HL max. 51 49 46 41 35 32 29 26 22 20 ± ± ± ± ±
min. 45 42 37 27 21 ± ± ± ± ± ± ± ± ± ±
38Cr2 1.7003+ HH max. 59 57 54 49 43 39 37 35 32 30 27 25 24 23 22
min. 54 50 43 36 31 28 26 24 21 ± ± ± ± ± ±
38CrS2 1.7023 + HLmax. 56 53 48 42 37 33 31 29 26 24 21 ± ± ± ±
min. 51 46 37 29 25 22 20 ± ± ± ± ± ± ± ±
+ HHmax. 63 61 59 57 53 47 42 39 36 33 32 31 30 29 29
46Cr2 1.7006 min. 57 53 46 40 36 32 29 28 25 22 21 20 ± ± ±
46CrS2 1.7025+ HL
max. 60 57 53 49 45 40 36 33 31 28 27 26 25 24 24
min. 54 49 40 32 28 25 23 22 20 ± ± ± ± ± ±
+ HHmax. 57 57 56 54 52 49 46 44 39 37 35 34 33 32 31
34Cr4 1.7033 min. 52 51 49 45 41 38 35 33 28 26 25 24 23 22 21
34CrS4 1.7037+ HL
max. 54 54 52 50 46 43 40 38 34 32 30 29 28 27 26
min. 49 48 45 41 35 32 29 27 23 21 20 ± ± ± ±
+ HHmax. 59 59 58 57 55 52 50 48 42 39 37 36 35 34 33
37Cr4 1.7034 min. 54 53 51 48 44 41 39 37 31 29 27 25 24 23 22
37CrS4 1.7038+ HL
max. 56 56 55 53 50 47 44 42 37 34 32 31 30 29 28
min. 51 50 48 44 39 36 33 31 26 24 22 20 ± ± ±
+ HHmax. 61 61 60 59 58 56 54 52 46 42 40 38 37 36 35
41Cr4 1.7035 min. 56 55 53 51 47 43 41 39 35 31 29 27 26 25 24
41CrS4 1.7039+ HL
max. 58 58 57 55 52 50 47 45 40 37 34 32 31 30 29
min. 53 52 50 47 41 37 34 32 29 26 23 21 ± ± ±
+ HHmax. 52 52 51 50 48 46 43 41 37 35 33 32 31 31 31
25CrMo4 1.7218 min. 47 46 44 41 39 37 34 32 28 26 24 23 22 22 22
25CrMoS4 1.7213+ HL
max. 49 49 47 46 43 41 38 36 32 30 29 28 27 27 27
min. 44 43 40 37 34 32 29 27 23 21 20 ± ± ± ±
+ HHmax. 57 57 57 56 55 54 53 52 48 45 43 41 40 40 39
34CrMo4 1.7220 min. 52 52 51 49 46 44 42 40 36 34 32 31 30 29 29
34CrMoS4 1.7226+ HL
max. 54 54 54 52 51 49 47 46 42 39 38 36 35 35 34
min. 49 49 48 45 42 39 36 34 30 28 27 26 25 24 24

B
SI
11-1
999
Page
16
EN
10083-1
:1991
Table 7. Limiting values for the `C' scale Rockwell hardness for steel grades with 1,30 to 1,65 % Mn and for alloyed steels withrestricted hardenability scatter bands (+ HH and + HL grades) (concluded)
Steel designation Symbol Limitsofrange
Distance, in mm, from quenched endHRC hardness
Name Number 1,5 3 5 7 9 11 13 15 20 25 30 35 40 45 50
42CrMo4 1.7225 + HH max. 61 61 61 60 60 59 59 58 56 53 51 48 47 46 45
min. 56 56 55 54 54 48 46 44 41 39 38 36 36 35 34
42CrMoS4 1.7227 + HL max. 58 58 58 57 56 54 53 51 49 46 44 42 41 40 40
min. 53 53 52 51 49 43 40 37 34 32 31 30 30 29 29
+ HH max. 65 65 64 64 63 63 63 62 61 60 58 57 55 54 54
50CrMo4 1.7228 min. 60 60 59 58 57 56 55 53 50 47 45 44 43 42 42
+ HL max. 63 63 62 61 60 60 59 57 56 54 52 51 49 48 48
min. 58 58 57 55 54 53 51 48 45 41 39 38 37 36 36
+ HH max. 59 59 58 58 57 57 57 56 55 54 53 52 51 50 49
36CrNiMo4 1.6511 min. 54 53 52 52 51 50 50 49 47 45 44 43 41 39 38
+ HL max. 56 56 55 55 54 54 53 52 51 50 48 47 46 45 44
min. 51 50 49 49 48 47 46 45 43 41 39 38 36 34 33
+ HH max. 58 58 58 58 57 57 57 57 57 57 57 57 57 57 57
34CrNiMo6 1.6582 min. 53 53 53 53 52 51 51 51 51 50 50 50 50 49 48
+ HL max. 55 55 55 55 54 54 54 54 54 54 54 54 53 53 53
min. 50 50 50 50 49 48 48 48 48 47 47 47 46 45 44
+ HH max. 56 56 56 56 55 55 55 55 55 54 54 54 54 54 54
30CrNiMo8 1.6580 min. 51 51 51 51 50 50 50 49 49 48 48 47 47 47 47
+ HL max. 53 53 53 53 52 52 52 52 52 51 51 51 51 50 50
min. 48 48 48 48 47 47 47 46 46 45 45 44 44 43 43
+ HH max. 57 56 56 56 56 56 56 55 55 55 55 55 55 55 55
36NiCrMo16 1.6773 min. 52 51 51 51 51 51 51 50 50 50 50 50 50 50 50
+ HL max. 55 54 53 53 53 53 53 52 52 52 52 52 52 52 52
min. 50 49 48 48 48 48 48 47 47 47 47 47 47 47 47
+ HH max. 65 65 64 64 63 63 63 62 62 62 61 60 60 59 58
51CrV4 1.8159 min. 60 59 59 58 56 56 54 53 50 48 45 43 43 42 41
+ HL max. 62 62 61 61 60 59 59 57 56 55 53 52 51 50 49
min. 57 56 56 55 53 52 50 48 44 41 37 35 34 33 32

Page 17EN 10083-1 : 1991
BSI 11-1999
Table 8. Maximum hardness for products to be supplied in the `treated to improve shearability'(+ S) or `soft-annealed' (+ A) conditions
Steel designation Max. HB in condition2)
Name Number + S + A
C22E, C22R 1.1151, 1.1149 ± 3) ±
C25E, C25R 1.1158, 1.1163 ± 3) ±
C30E, C30R 1.1178, 1.1179 ± 3) ±
C35E, C35R 1.1181, 1.1180 ± 3) ±
C40E, C40R 1.1186, 1.1189 ± 3) ±
C45E, C45R 1.1191, 1.1201 2553) 207
C50E, C50R 1.1206, 1.1241 255 217
C55E, C55R 1.1203, 1.1209 2554) 229
C60E, C60R 1.1221, 1.1223 2554) 241
28Mn6 1.1170 255 223
38Cr2, 38CrS2 1.7003, 1.7023 255 207
46Cr2, 46CrS2 1.7006, 1.7025 255 223
34Cr4, 34CrS4 1.7033, 1.7037 255 223
37Cr4, 37CrS4 1.7034, 1.7038 255 235
41Cr4, 41CrS4 1.7035, 1.7039 2554) 241
25CrMo4, 25CrMoS4 1.7218, 1.7213 255 212
34CrMo4, 34CrMoS4 1.7220, 1.7226 2554) 223
42CrMo4, 42CrMoS4 1.7225, 1.7227 2554) 241
50CrMo4 1.7228 ± 5) 248
36CrNiMo4 1.6511 ± 5) 248
34CrNiMo6 1.6582 ± 5) 248
30CrNiMo8 1.6580 ± 5) 248
36NiCrMo16 1.6773 ± 5) 269
51CrV4 1.8159 ± 5) 2481) The values apply also for the various grades with hardenability requirements (+ H-, + HH- and + HL grades) covered in tables 5 to 7;see, however, footnote 4.
2) The values are not applicable to slabs which have been continuously cast and not further deformed.
3) See 5.3.2.3.
4) Depending on the chemical composition of the cast, and on the dimensions, particularly in the case of the + HH-grades, softannealing may be necessary.
5) Where the shearability is of importance, this steel should be ordered in the `soft-annealed' condition.

B
SI
11-1
999
Page
18
EN
10083-1
:1991
Table 9. Mechanical properties1)2) in the quenched and tempered condition (+ QT)
Steel designation Mechanical properties for the ruling section (see annex B) with a diameter (d) or for flat products thickness (t) of
d # 16 mm t # 8 mm 16 mm < d # 40 mm8 mm < t # 20 mm
40 mm < d # 100 mm20 mm < t # 60 mm
100 mm < d # 160 mm60 mm < t # 100 mm
160 mm < d # 250 mm100 mm < t # 160 mm
Name Number Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
N/mm2 % % J N/mm2 % % J N/mm2 % % J N/mm2 % % J N/mm2 % % J
C22E 1.1151340
500to650
20 50 50 290 470to620
22 50 50 ± - - - - - - - - - - - - - -
C22R 1.1149
C25E 1.1158370
550to700
19 45 45 320 500to650
21 50 45 - - - - - - - - - - - - - - -
C25R 1.1163
C30E 1.1178400
600to750
18 40 40 350 550to700
20 45 40 3003) 500to6503)
213) 503) 403) - - - - - - - - - -
C30R 1.1179
C35E 1.1181430
630to780
17 40 35 380 600to750
19 45 35 320 550to700
20 50 35 - - - - - - - - - -
C35R 1.1180
C40E 1.1186460
650to800
16 35 30 400 630to780
18 40 30 350 600to750
19 45 30 - - - - - - - - - -
C40R 1.1189
C45E 1.1191490
700to850
14 35 25 430 650to800
16 40 25 370 630to780
17 45 25 - - - - - - - - - -
C45R 1.1201
C50E 1.1206520
750to900
13 30 - 460 700to850
15 35 - 400 650to800
16 40 - - - - - - - - - - -
C50R 1.1241
C55E 1.1203550
800to950
12 30 - 490 750to900
14 35 - 420 700to850
15 40 - - - - - - - - - - -
C55R 1.1209
C60E 1.1221580
850to1000
11 25 - 520 800to960
13 30 - 450 750to900
14 35 - - - - - - - - - - -
C60R 1.1223
28Mn6 1.1170 590 800to950
13 40 35 490 700to850
15 45 40 440 650to800
16 50 40 - - - - - - - - - -
38Cr2 1.7003550
800to950
14 35 35 450 700to850
15 40 35 350 600to750
17 45 35 - - - - - - - - - -
38CrS2 1.7023
46Cr2 1.7006650
900to1100
12 35 30 550 800to950
14 40 35 400 650to800
15 45 35 - - - - - - - - - -
46CrS2 1.7025
34Cr4 1.7033700
900to1100
12 35 35 590 800to950
14 40 40 460 700to850
15 45 40 - - - - - - - - - -
34CrS4 1.7037
37Cr4 1.7034750
950to1150
11 35 30 630 850to1000
13 40 35 510 750to900
14 40 35 - - - - - - - - - -
37CrS4 1.7038

Page
19
EN
10083-1
:1991
B
SI
11-1
999
Table 9. Mechanical properties1)2) in the quenched and tempered condition (+ QT)
Steel designation Mechanical properties for the ruling section (see annex B) with a diameter (d) or for flat products thickness (t) of
d # 16 mm t # 8 mm 16 mm < d # 40 mm8 mm < t # 20 mm
40 mm < d # 100 mm20 mm < t # 60 mm
100 mm < d # 160 mm60 mm < t # 100 mm
160 mm < d # 250 mm100 mm < t # 160 mm
Name Number Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
Re
min.R
mAmin.
Zmin.
KVmin.
N/mm2 % % J N/mm2 % % J N/mm2 % % J N/mm2 % % J N/mm2 % % J
41Cr4 1.7035800
1000to1200
11 30 30 660 900to1100
12 35 35 560 800to950
14 40 35 - - - - - - - - - -
41CrS4 1.7039
25CrMo4 1.7218700
900to1100
12 50 45 600 800to950
14 55 50 450 700to850
15 60 50 400 650to800
16 60 45 - - - - -
25CrMoS4 1.7213
34CrMo4 1.7220800
1000to1200
11 45 35 650 900to1100
12 50 40 550 800to950
14 55 45 500 750to900
15 55 45 450 700to850
15 60 45
34CrMoS4 1.7226
42CrMo4 1.7225900
1100to1300
10 40 30 750 1000to1200
11 45 35 650 900to1100
12 50 35 550 800to950
13 50 35 500 750to900
14 55 35
42CrMoS4 1.7227
50CrMo4 1.7228 900 1100to1300
9 40 304) 780 1000to1200
10 45 304) 700 900to1100
12 50 304) 650 850to1000
13 50 304) 550 800to950
13 50 304)
36CrNiMo4 1.6511 900 1100to1300
10 45 35 800 1000to1200
11 50 40 700 900to1100
12 55 45 600 800to950
13 60 45 550 750to900
14 60 45
34CrNiMo6 1.6582 1000 1200to1400
9 40 35 900 1100to1300
10 45 45 800 1000to1200
11 50 45 700 900-to1100
12 55 45 600 800to950
13 55 45
30CrNiMo8 1.6580 1050 1250to1450
9 40 30 1050 1250to1450
9 40 30 900 1000to1300
10 45 35 800 1000to1200
11 50 45 700 900to1100
12 50 45
36NiCrMo16 1.6773 1050 1250to1450
9 40 30 1050 1250to1450
9 40 30 900 1100to1300
10 45 35 800 1000to1200
11 50 45 800 1000to1200
11 50 45
51CrV4 1.8159 900 1100to1300
9 40 304) 800 1000to1200
10 45 304) 700 900to1100
12 50 304) 650 850to1000
13 50 304) 600 800to950
13 50 304)
1) Re: Upper yield stress or, if no yield phenomenon occurs, the 0,2 % proof stress R
p0,2.
Rm
: Tensile strength.
A: Percentage elongation after fracture (gauge length LO
= 5,65 see table 11, column 7a, line T4).√SO
;
Z: Reduction in cross-section on fracture.
KV: Impact strength of longitudinal Charpy V-notch test pieces (average of 3 individual values, no individual value shall be lower than 70 % of the minimum average value).2) Specifying the dimensional limits does not mean that quenching and tempering can give a martensitic structure through to the specified sample taking point. The depth of hardnessresults from the end quenching curves (see figures 1a to 1u).3) Applies to diameters up to 63 mm or thicknesses up to 35 mm.4) Tentative values.

B
SI
11-1
999
Page
20
EN
10083-1
:1991
Table 10. Mechanical properties1) in the normalized condition ( + N)
Steel designation For products with a diameter (d) or for flat products a thickness (t) of
d # 16 mmt # 16 mm
16 mm# d # 100 mm16 mm < t # 100 mm
100 mm < d # 250 mm100 mm < t # 250 mm
Name Number Re
min. Rm
min. A min. Re
min. Rm
min. A min. Re
min. Rm
min. A min.
N/mm2 N/mm2 % N/mm2 N/mm2 % N/mm2 N/mm2 %
C22E 1.1151240 430 24 210 410 25 - - -
C22R 1.1149
C25E 1.1158260 470 22 230 440 23 - - -
C25R 1.1163
C30E 1.1178280 510 20 250 480 21 230 460 21
C30R 1.1179
C35E 1.1181300 550 18 270 520 19 245 500 19
C35R 1.1180
C40E 1.1186 320 580 16 290 550 17 260 530 17
C40R 1.1189
C45E 1.1191340 620 14 305 580 16 275 560 16
C45R 1.1201
C50E 1.1206 355 650 12 320 610 14 290 590 14
C50R 1.1241
C55E 1.1203370 680 11 330 640 12 300 620 12
C55R 1.1209
C60E 1.1221380 710 10 340 670 11 310 650 11
C60R 1.1223
28Mn6 1.1170 345 630 17 310 600 18 290 590 181) R
e= upper yield stress or, if no yield phenomenon occurs, 0,2 % proof stress R
p0,2.
Rm
= tensile strength. A = elongation after fracture (gauge length LO
= 5,65 see table 11, column 7a, line T4.√SO
)
2) The values also apply for the various grades with hardenability requirements (+ H, + HH and + HL grades) as specified in tables 5 to 7.

Page
21
EN
10083-1
:1991
B
SI
11-1
999
Table 11. Test conditions for the verification of the requirements given in column 2
1 2 3 4 5 6 7 (Supplement to table 11 columns 6 and 7)
Line 6a 7a
No. Requirements Testunit1)
Extent of testing Sampling and sample preparation Test method to be applied
Numberofproductsper testunit
Numberof testsperproduct
Sampling andsamplepreparation
Testmethodto beapplied
T1 General conditionsThe general conditions for selectionand preparation of test samples andtest pieces for steel shall be inaccordance with EURONORM 18
Seetable
(see in the supplement tothis table, line T1 andline...)
1 Chemicalcomposition
3 + 4 C (The cast analysis is given by the manufacturer, forproduct analysis see clause B.7 in annex B)
2 Hardenability 5 to 7 C 1 1 T2 T2 End quench hardenability test
In the case of dispute if possible thesampling method given below shall beused:
a) the test piece shall be producedby machining in the case ofdiameters # 40 mm;
b) the bar shall be reduced byforging to a diameter of 40 mm inthe case of diameters > 40 # 150mm
c) in the case of diameters > 150mm the test piece shall be takensuh that its axis lies 20 mm belowthe surface.
In all other cases, the samplingmethod which starts from separatelycast and subsequently hot workedtest ingots or from cast and not hotworked samples is, unless otherwiseagreed at the time of enquiry andorder, left to the discretion of themanufacturer.
In accordance with EURONORM 23.The temperature for quenching shallcomply with table 12. The hardnessvalues shall be determined inaccordance with EN 10109-1Method C.

B
SI
11-1
999
Page
22
EN
10083-1
:1991
Table 11. Test conditions for the verification of the requirements given in column 2 (continued)
1 2 3 4 5 6 7 (Supplement to table 11 columns 6 and 7)
Line 6a 7a
No. Requirements Testunit1)
Extent of testing Sampling and sample preparation Test method to be applied
Numberofproductsper testunit
Numberof testsperproduct
Sampling andsamplepreparation
Testmethodto beapplied
Seetable
(see in the supplement tothis table, line T1 andline...)
3 Hardness in thecondition +S or+A
8 C+D+T
1 1 T3 T3 Hardness testsIn cases of dispute, the hardnessshall, where possible, be determinedat the following point on the surface:
at a distance of 1 3 diameter fromone end of the bar in the case ofround bars;at a distance of 1 3 thickness fromone end and 0,25 3 thickness fromone longitudinal edge of theproduct in the case of bars withsquare or rectangular cross-sectionand also in the case of flatproducts.
If it should be impossible to complywith the above, e.g. in the case ofhammer or drop forgings, the mostappropriate position for the hardnessindentations shall be agreed at thetime of ordering. Specimenpreparation shall be in accordancewith EN 10003-1.
In accordance with EN 10003-1
Page
23
EN
10083-1
:1991
B
SI
11-1
999
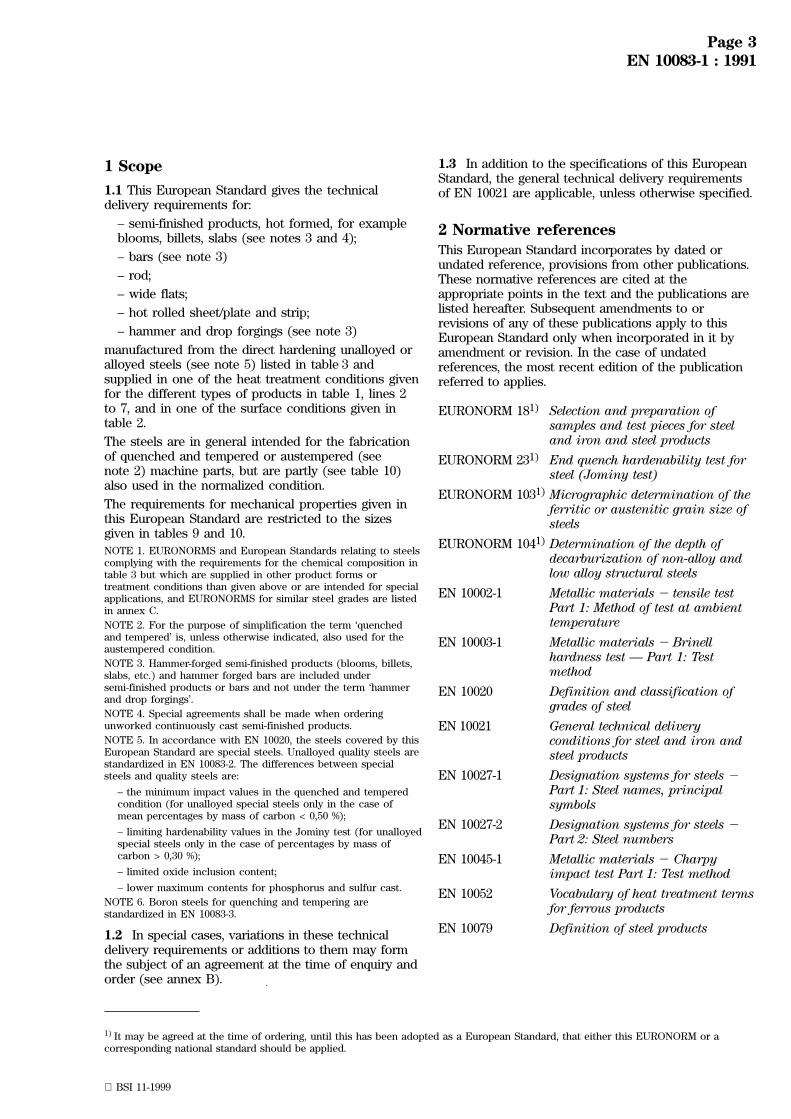
Table 11. Test conditions for the verification of the requirements given in column 2 (concluded)1 2 3 4 5 6 7 (Supplement to table 11 columns 6 and 7)
Line 6a 7a
No. Requirements Testunit1)
Extent of testing Sampling and sample preparation Test method to be applied
Numberofproductsper testunit
Numberof testsperproduct
Sampling andsamplepreparation
Testmethodto beapplied
Seetable
(See in the supplement tothis table, line T1 andline...)
4 Mechanicalproperties of
T4 Tensile test and impact tests In cases of dispute the tensile testshall be carried out on proportionaltest pieces having a gauge length of
LO
= 5,65 √SO
(where SO
is the originalcross-sectional area). Where this isnot possible - i.e. for flat productswith thickness of < 3 mm - a testpiece with constant gauge length asspecified in pr EN 10002-1 shall beagreed at the time of enquiry andorder.
4a quenched andtemperedproducts
9 + C+ D+ T
1 1 tensileand 3Charpy-V-notchimpacttests
T4a
T4aandT4b
The test pieces for tensile test, andwhere applicable, the Charpy-V-notchimpact tests shall be taken as follows:
for bars and rod in accordancewith figure 2;for flat products in accordancewith figures 3 and 4;in the case of hammer and dropforgings (see note 3 in 1.1), thetest pieces shall be taken from aposition agreed at the time ofordering in such a way that theirlongitudinal axis lies in thedirection of principal grain flow.
The tensile test pieces shall beprepared in accordance with EN10002-1, the impact test pieces inaccordance with EN 10045-1.
4b Normalizedproducts
10 C+D+T
12) 1 tensiletest
T4b In this case the minimum elongationvalue to be obtained for these testpieces shall also be agreed.The impact test shall be carried outon Charpy V-notch test pieces inaccordance with prEN 10045-1.
1) The tests shall be carried out separately for each cast indicated by `C' - for each dimension as indicated by `D' - and for each heat treatment batch as indicated by `T'. Products ofdifferent thicknesses may be grouped if the thicknesses lie in the same dimension range for mechanical properties and if the differences do not affect the properties.
2) If the product is continuously heat treated, one test piece shall be taken for each 25 t or part thereof, but at least one test piece shall be taken per cast.
NOTE. Verification of the requirements is only necessary if an inspection certificate or an inspection report is ordered and if the requirement is applicable according to table 1, column 9 or 10.

Page 24EN 10083-1 : 1991
BSI 11-1999
Table 12. Heat treatment1)
Steel designation Quenching3)4) Quenching agent5) Tempering6) End quenchtest
Normalizing4)
Name Number ÊC ÊC ÊC ÊC
C22E 1.1151860 to 900
Water
550 to 660
± 880 to 920C22R 1.1149
C25E 1.1158860 to 900 ± 880 to 920
C25R 1.1163
C30E 1.1178850 to 890 ± 870 to 910
C30R 1.1179
C35E 1.1181840 to 880
Water or oil
870 ± 5 860 to 900C35R 1.1180
C40E 1.1186830 to 870 870 ± 5 850 to 890
C40R 1.1189
C45E 1.1191820 to 860 850 ± 5 840 to 880
C45R 1.1201
C50E 1.1206810 to 850
Oil or water
850 ± 5 830 to 870C50R 1.1241
C55E 1.1203805 to 845 830 ± 5 825 to 865
C55R 1.1209
C60E 1.1221800 to 840 830 ± 5 820 to 860
C60R 1.1223
28Mn6 1.170 830 to 870 Water or oil 540 to 680 850 ± 5 850 to 890
38Cr2 1.7003830 to 870 Oil or water 540 to 680 850 ± 5 ±
38CrS2 1.7023
46Cr2 1.7006820 to 860 Oil or water 540 to 680 850 ± 5 ±
46CrS2 1.7025
34Cr4 1.7033830 to 870 Water or oil 540 to 680 850 ± 5 ±
34CrS4 1.7037
37Cr4 1.7034825 to 865 Oil or water 540 to 680 850 ± 5 ±
37CrS4 1.7038
41Cr4 1.7035820 to 860 Oil or water 540 to 680 850 ± 5 ±
41CrS4 1.7039
25CrMo4 1.7218840 to 880 Water or oil 540 to 680 850 ± 5 -
25CrMoS4 1.7213
34CrMo4 1.7220830 to 870 Oil or water 540 to 680 850 ± 5 ±
34CrMoS4 1.7226
42CrMo4 1.7225820 to 860 Oil or water 540 to 680 850 ± 5 ±
42CrMoS4 1.7227
50CrMo4 1.7228 820 to 860 Oil 540 to 680 850 ± 5
36CrNiMo4 1.6511 820 to 850 Oil or water 540 to 680 850 ± 5
34CrNiMo6 1.6582 830 to 860 Oil 540 to 660 850 ± 5
30CrNiMo8 1.6580 830 to 860 Oil 540 to 660 850 ± 5
36NiCrMo16 1.6773 865 to 885 Air or oil 550 to 650 850 ± 5
51CrV4 1.8159 820 to 860 Oil 540 to 680 850 ± 51) The conditions given in this table are for guidance. However, the temperatures specified for the end quench test are mandatory.2) This table also applies for the various grades with specified hardenability (+ H2, + HH 2 and + HL grades) covered in tables 5 to 7.3) The temperatures at the lower end of the range are generally applicable to hardening in water and those at the upper end forhardening in oil.4) Austenitizing period: at least 30 min (guide value).5) When choosing the quenching agent the influence of other parameters, such as shape, dimensions, and quenching temperature onproperties and crack susceptibility should be taken into account. Other quenching agents such as synthetic quenchants may also beused.6) Tempering period: at least 60 min (guide value).

Page 25EN 10083-1 : 1991
BSI 11-1999
Distance in mm from the quenched end Distance in mm from the quenched end
Figure 1. Scatter bands for the Rockwell±C hardness in the end quench hardenabilitytest

Page 26EN 10083-1 : 1991
BSI 11-1999
Distance in mm from the quenched end
Figure 1. Scatter bands for the Rockwell-C hardness in the end quench hardenabilitytest (continued)

Page 27EN 10083-1 : 1991
BSI 11-1999
Distance in mm from the quenched end
Figure 1. Scatter bands for the Rockwell-C hardness in the end quenchhardenability test (continued)

B
SI
11-1
999
Page
28
EN
10083-1
:1991
Figure 1. Scatter bands for the Rockweel-C hardness in the end quench hardenability test (continued)

Page
29
EN
10083-1
:1991
B
SI
11-1
999
Figure 1. Scatter bands for the Rockwell-C hardness in the end quench hardenability test (continued)

B
SI
11-1
999
Page
30
EN
10083-1
:1991
Figure 1. Scatter bands for the Rockwell-C hardness in the end quench hardenability test (concluded)
Page 31EN 10083-1 : 1991
BSI 11-1999
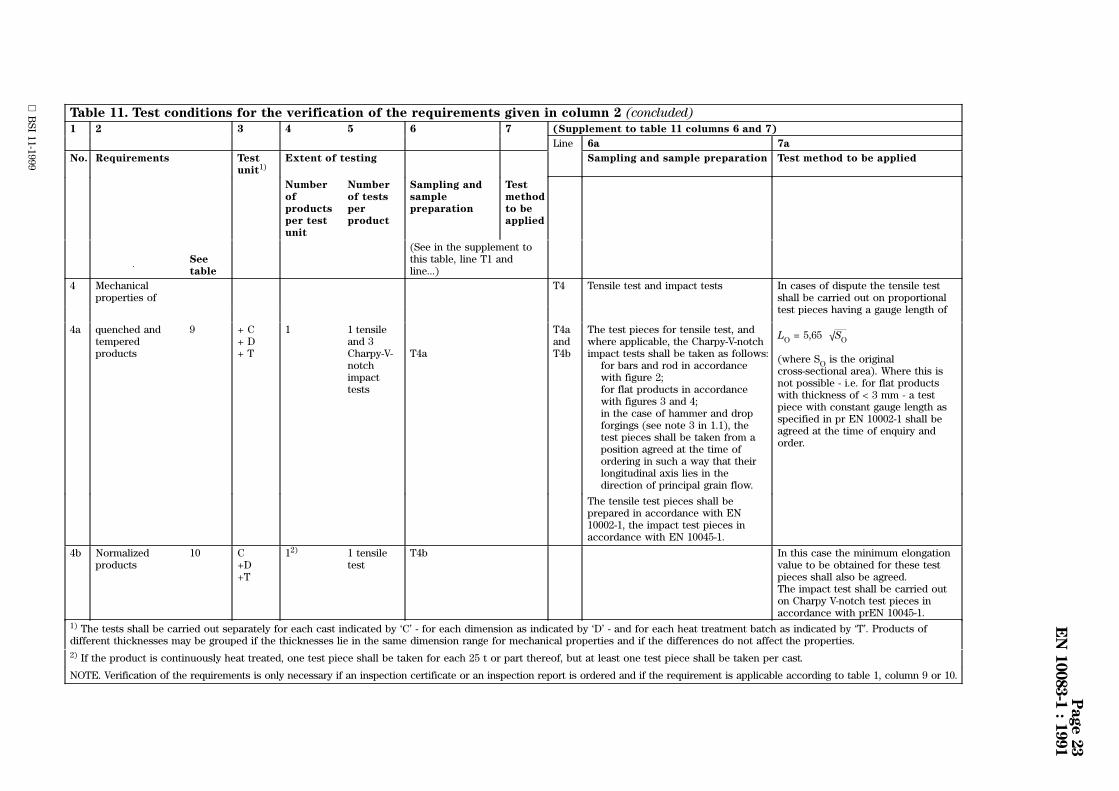
1) For small products (d or b # 25 mm), the test piece shall, if possible, consist of an unmachined part of the bar.
2) For round bars the longitudinal axis of the notch shall be about parallel to the direction of a diameter.
3) For rectangular bars, the longitudinal axis of the notch shall be perpendicular to the wider rolling surface.
Figure 2. Location of the test pieces in bars and rods

Page 32EN 10083-1 : 1991
BSI 11-1999
Dimensions in mm
1) In the case of steel grades and treatment conditions with requirements for the impact energy, thewidth of samples shall be sufficient for longitudinal impact test pieces to be taken as specified infigure 4.
Figure 3. Location of the samples (A and B) in flat products in relation tothe product width
Type of test Productthickness
Location of the test piece1)
for a product width ofDistance of the test piece from the rolled surface
mm w < 600 mm w $ 600 mm mm
Tensiletest2)
# 30 longitudinal transverse
> 30
Impacttest3)
< 104) longitudinal longitudinal
1) Location of the longitudinal axis of the test piece with respect to the principal rolling direction.2) The test piece shall comply with EN 10002-1.3) The longitudinal axis of the test piece shall be perpendicular to the rolled surface.4) If agreed at the time of ordering, the test piece from products with a thickness exceeding 30 mm may be taken from ï productthickness.
Figure 4. Location of the test piece from flat products in relation to product thickness andprincipal direction of rolling

Page 33EN 10083-1 : 1991
BSI 11-1999
Example: For a rectangular bar with a section of 40 mm 3 60 mm, the diameter of the rulingsection is 50 mm.
Figure A.1 Diameter of the ruling section for square and rectangularsections for quenching in oil or water
Annex A (normative)
Ruling sections for mechanical properties
A.1 Definition
See 3.5.
A.2 Determination of the diameter of the rulingsection
A.2.1 If the test pieces are taken from products withsimple cross-sections and from positions with quasitwo-dimensional heat flow, A.2.1.1 to A.2.1.3 shallapply.
A.2.1.1 For rounds the nominal diameter of theproduct (not comprising the machining allowance)shall be taken as the diameter of the ruling section.
A.2.1.2 For hexagons and octagons the nominaldistance between two opposite sides of thecross-section shall be taken as the diameter of theruling section.
A.2.1.3 For square and rectangular bars the diameterof the ruling section shall be determined in accordancewith the example shown in figure A.1.
A.2.2 For other product forms the ruling section shallbe agreed at the time of enquiry and order.
NOTE. For this purpose, the following procedure may serve as aguideline.
The product is hardened in accordance with usual practice. It isthen cut so that the hardness and structure at the position of theruling section provided for taking test pieces can be determined.
From another product of the type under consideration and of thesame cast, an end quench piece is taken from the prescribedposition and tested in the usual way. Then the distance isdetermined at which the end quench test piece shows the samehardness and structure as the ruling section at the positionprovided for taking test pieces.
On the basis of this distance, the diameter of the ruling section isthen estimated using figure A.2.

Page 34EN 10083-1 : 1991
BSI 11-1999
Figure A.2 Relationship between the cooling rates in endquench test pieces (Jominy test pieces) and in quenchedround bars (Source: SAE J406c)
Page 35EN 10083-1 : 1991
BSI 11-1999
Annex B (normative)
Supplementary or special requirementsNOTE. One or more of the following supplementary or specialrequirements may be applied if specified in the enquiry and order.Details of these requirements shall, where necessary, be agreedupon by the manufacturer and purchaser at the time of enquiryand order.
B.1 Mechanical properties of reference testpieces in the quenched and tempered condition
For deliveries in a condition other than quenched andtempered or normalized, the requirements for themechanical properties in the quenched and temperedcondition shall be verified on a reference test piece.
In the case of bars and rods, the quenched andtempered sample bar shall, unless otherwise agreed,have the cross-section of the product. In all other casesthe dimensions and the preparation of the sample barshall be agreed at the time of enquiry and order, whereappropriate, taking into consideration the method fordetermining the ruling section given in annex A. Thesample bars shall be quenched and tempered inaccordance with the conditions given in table 12 or asagreed at the time of enquiry and order. The details ofthe heat treatment shall be given in the document. Thetest pieces shall, unless otherwise agreed, be taken inaccordance with figure 2 for bars and rods and inaccordance with figure 4 for flat products.
B.2 Mechanical properties of reference testpieces in the normalized condition
For deliveries of unalloyed steels in a condition otherthan quenched and tempered or normalized, therequirements for the mechanical properties in thenormalized condition shall be verified on a referencetest piece.
In the case of bars and rod, the sample bar to benormalized shall, unless otherwise agreed, have thecross-section of the product. In all other cases thedimensions and the preparation of the sample bar shallbe agreed at the time of enquiry and order.
The details of the heat treatment shall be given in thedocument. The test pieces shall, unless otherwiseagreed, be taken in accordance with figure 2 in thecase of bars and rod and with figure 4 in the case offlat products.
B.3 Fine grain steel
When tested in accordance with EURONORM 103, thesteel shall have an austenite grain size of 5 and finer. Ifspecific testing is ordered, it shall also be agreedwhether this grain size requirement is to be verified bydetermining the aluminium content or micrographically.In the first case, the aluminium content shall also beagreed.
In the second case, one test piece shall be inspectedper cast for the determination of the austenitic grainsize. Sampling and sample preparation shall be asspecified in EURONORM 103.
Unless otherwise agreed at the time of enquiry andorder, the quenched grain size shall be determined.Hardening shall be carried out under the followingconditions for the purposes of determining thequenched grain size:
± for steels with a lower carbon content limit< 0,35 % : (880 ± 10) ÊC, 90 min/water;
± for steels with a lower carbon content limit$ 0,35 % : (850 ± 10) ÊC, 90 min/water.
In cases of dispute, pretreatment at 1 150 ÊC for30 min/air shall be carried out in order to produce auniform starting condition.
B.4 Non-metallic inclusion content
The microscopically determined non-metallic inclusioncontent shall be within agreed limits, when testedaccording to a procedure to be agreed at the time oforder (see annex F).
NOTE. For steels with a specified minimum sulphur content theagreements should only concern the oxides.
B.5 Non-destructive testing
The products shall be non-destructively tested inaccordance with a method to be agreed at the time oforder and to acceptance criteria also to be agreed atthe time of order.
B.6 Product analysis
One product analysis shall be carried out per cast forthe determination of all elements for which values arespecified for the cast analysis (see table 3) of the steelgrade concerned.
Sampling shall be carried out as specified inEURONORM 18. In cases of dispute the method usedshall be agreed wherever possible with reference toappropriate EURONORMs.
B.7 Special marking
The products shall be marked in a way speciallyagreed at the time of order.

Page 36EN 10083-1 : 1991
BSI 11-1999
Annex C (informative)
Other relevant standardsEURONORMs partially covering the same or verysimilar steel grades as in table 3, but intended for otherproduct forms or treatment conditions or for specialapplications:
EURONORM 85 Nitriding steels; qualityspecifications
EURONORM 86 Steels for flame and inductionhardening; qualityspecifications
EURONORM 89 Alloy steels for hot-formed andheat-treated springs; qualityspecifications
EURONORM 119 Steels for cold heading and coldextrusion
EURONORM 132 Cold-rolled steel strip forsprings; technical deliveryconditions
EN 10083-2 Quenched and tempered steelsPart 2: Technical deliveryconditions for unalloyed steels
EN 10083-3 Quenched and tempered steelsPart 3: Technical deliveryconditions for Boron steels
prEN 10084 Case hardening steels ÐTechnical delivery conditions
prEN 10087 Free cutting steels Ð Technicaldelivery conditions forsemi-finished products,hot-rolled bars and rods
Annex D (informative)
Dimensional standards applicable toproducts complying with this EuropeanStandardFor hot rolled rod:
EURONORM 17 Rod in general purposenon-alloy steel for cold drawing.Dimensions and tolerances
EURONORM 108 Round steel rod for cold-stampedbolts and nuts. Dimensions andtolerances
For hot rolled bars:
EURONORM 58 Hot rolled flats for generalpurposes
EURONORM 59 Hot rolled square bars forgeneral purposes
EURONORM 60 Hot rolled round bars for generalpurposes
EURONORM 61 Hot rolled steel hexagons
EURONORM 65 Hot rolled round steel bars forscrews and rivets
For hot rolled sheet strip and plate:
EN 10029 Hot rolled steel plates 3 mmthick or above. Tolerances ondimensions, shape and mass
EN 10048 Hot rolled narrow steel striptolerances on dimensions andshape
EN 10051 Continuously hot rollednon-coated steel sheet, plate andstrip of non-alloyed and alloyedsteel; tolerances on dimensionsand shape
EURONORM 91 Hot rolled wide flats; toleranceson dimensions shape and mass

Page
37
EN
10083-1
:1991
B
SI
11-1
999
Annex E (informative)
Comparison of steel grade in this European Standard and ISO 683-1 and steel grades previously standardizednationallyEN 10083-1 ISO 683-1 :
19971)Germany1) Finland United
Kingdom1)France1) Sweden
SSsteel
Spain1)
Name Number Name Number name Number
C22E 1.1151 ± (Ck 22) (1.1151) ± (070M20) [XC 18] ± ± ±
C22R 1.1149 ± (Cm 22) (1.1149) ± ± [XC 18 u] ± ± ±
C25E 1.1158 (C 25 E4) Ck 25 1.1158 ± (070M26) [XC 25] ± C25K F1120
C25R 1.1163 (C 25 M2) Cm 25 1.1163 ± ± [XC 25 u] ± C25K1 F1125(1)
C30E 1.1178 (C 30 E 4) Ck 30 1.1178 ± (080M30) [XC 32] ± ± ±
C30R 1.1179 (C 30 M2) Cm 30 1.1179 ± ± [XC 32 u] ± ± ±
C35E 1.1181 (C 35 E 4) Ck 35 1.1181 C 35 (080M36) [XC 38 H 1] 1572 C35K F1130
C35R 1.1180 (C 35 M2) Cm 35 1.1180 ± [XC 38 H 1 u] ± C35K1 F1135(1)
C40E 1.1186 (C 40 E 4) Ck 40 1.1186 ± (080M40) [XC 42 H 1] ± ± ±
C40R 1.1189 (C 40 M2) Cm 40 1.1189 ± ± [XC 42 H 1 u] ± ± ±
C45E 1.1191 (C 45 E 4) Ck 45 1.1191 C 45 (080M46) [XC 48 H 1] 1672 C45K F1140
C45R 1.1201 (C 45 M2) Cm 45 1.1201 ± ± [XC 48 H 1 u] C45K1 F1145(1)
C50E 1.1206 (C 50 E 4) Ck 50 1.1206 ± (080M50) ± 1674 ± ±
C50R 1.1241 (C 50 M2) Cm 50 1.1241 ± ± ± ± ± ±
C55E 1.1203 (C 55 E 4) Ck 55 1.1203 ± (070M55) [XC 55 H 1] ± C55K F1150
C55R 1.1209 (C 55 M2) Cm 55 1.1209 ± ± [XC 55 H 1 u] ± C55K1 F1155(1)
C60E 1.1221 (C 60 E 4) Ck 60 1.1221 ± (070M60) ± ± ± ±
C60R 1.1223 (C 60 M2) Cm 60 1.1223 ± ± ± ± ± ±
28Mn6 1.170 (28Mn6) 28 Mn 6 1.1170 ± (150M19) ± ± ± ±
38Cr2 1.7003 ± 38Cr2 1.7003 ± ± (38 C 2) ± ± ±
38CrS2 1.7023 ± 38CrS2 1.7023 ± ± (38 C 2 u) ± ± ±
46Cr2 1.7006 ± 46Cr2 1.7006 ± ± ± ± ± ±
46CrS2 1.7025 ± 46CrS2 1.7025 ± ± ± ± ± ±
34Cr4 1.7033 34Cr4 34Cr4 1.7033 ± (530M32) (32 C 4) ± ± ±
34CrS4 1.7037 34CrS4 34CrS4 1.7037 ± ± (32 C 4 u) ± ± ±
37Cr4 1.7034 37Cr4 37Cr4 1.7034 ± (530M36) (38 C 4) ± 38Cr4 F1201
37CrS4 1.7038 37CrS4 37CrS4 1.7038 ± ± (38 C 4 u) ± 38Cr41 F1206(1)
41Cr4 1.7035 41Cr4 41Cr4 1.7035 ± (530M40) 42 C 4 ± 42Cr4 F1202
41CrS4 1.7039 41CrS4 41CrS4 1.7039 ± ± 42 C 4 u 2245 42Cr41 F1207(1)

B
SI
11-1
999
Page
38
EN
10083-1
:1991
Comparison of steel grade in this European Standard and ISO 683-1 and steel grades previously standardized nationally (concluded)
EN 10083-1 ISO 683-1 :19871)
Germany1) Finland UnitedKingdom1)
France1) SwedenSSsteel
Spain1)
Name Number Name Number Name Number
25CrMo4 1.7218 25CrMo4 25CrMo4 1.7218 25CrMo4 (708M25) 25 CD 4 2225 ± ±
25CrMoS4 1.7213 25CrMoS4 25CrMoS4 1.7213 ± ± 25 CD 4 u ± ± ±
34CrMo4 1.7220 34CrMo4 34CrMo4 1.7220 34CrMo4 (708M32) (34 CD 4) 2234 ± ±
34CrMoS4 1.7226 34CrMoS4 34CrMoS4 1.7226 ± ± (34 CD 4 u) ± ± ±
42CrMo4 1.7225 42CrMo4 42CrMo4 1.7225 42CrMo4 (708M40) 42 CD 4 2244 40CrMo4 F1252
42CrMoS4 1.7227 42CrMoS4 42CrMoS4 1.7227 ± ± 42 CD 4 u ± 40CrMo41 F1257(1)
50CrMo4 1.7228 50CrMo4 50CrMo4 1.7228 ± (708M50) ± ± ± ±
36CrNiMo4 1.6511 36CrNiMo4 36CrNiMo4 1.6511 ± (817M37) ± ± ± ±
34CrNiMo6 1.6582 (36CrNiMo6) (34CrNiMo6) 1.6582 34CrNiMo6 (817M40) ± 2541 ± ±
30CrNiMo8 1.6580 (31CrNiMo8) 30CrNiMo8 1.6580 ± [823M30] 30 CND 8 ± ± ±
36NiCrMo16 1.6773 ± ± ± ± [835M30] 35 NCD 16 ± ± ±
51CrV4 1.8159 [51CrV4] 50CrV4 1.8159 ± [735A50] (50 CV 4) ± 51CrV4 F1430
1) If a steel grade is given in round brackets, this means that the chemical composition differs only slightly from EN 10083-1. If it is given in square brackets, this means that greaterdifferences exist in the chemical composition compared with EN 10083-1. If there are no brackets around the steel grade, this means that there are practically no differences in thechemical composition compared with EN 10083-1.

Page 39EN 10083-1 : 1991
BSI 11-1999
Annex F (normative)
Determining the non-metallic inclusioncontent
F.1 At the time of publication of this EuropeanStandard, no standardized test method exists in Europefor the microscope determination of non-metallicinclusions in special steels. However, several nationaltest methods have been standardized. Until theEuropean Standard is published, agreement may bereached at the time of ordering on a test in accordancewith one of the following national standards:
DIN 50 602 Metallographic test method,microscopic examination of specialsteels using standard diagrams toassess the content of non-metallicinclusions
NF A 04-106 Iron and steel Ð Methods for thedetermination of the non-metallicinclusion content of steel Ð Part 2 :Microscopic methods with standardseries
NOTE. ISO 4967 ± 1979 Steel Ð Determination of non-metallicinclusions Ð Micrographic method using standard diagrams isidentical to NF A 04-106.
SS111116 Steel Ð Methods for determiningnon-metallic inclusion content ÐMicroscopic method Ð Jernkontoret'sinclusion table 2 for determiningnon-metallic inclusions
F.2 The following requirements are applicable:
F.2.1 If proof is given in accordance with DIN 50 602,the requirements specified in table F.1 apply.
Table F.1 Requirements of microscopic degreeof purity when tested in accordance withDIN 50 602 (method K) (applicable to oxidicnon-metallic inclusions)
Barsdiameter d
Total characteristic value K(oxides) for the individualcast
140 < d # 200 K 4 # 50
100 < d # 140 K 4 # 45
70 < d # 100 K 4 # 40
35 < d # 70 K 4 # 35
17 < d # 35 K 3 # 40
8 < d # 8 K 3 # 35
d # 8 K 2 # 35
F.2.2 If proof is given in accordance withNF A 04-106, the requirements specified in table F.2apply.
Table F.2 Requirements ofmicroscopic degree of puritywhen tested in accordance withNF A 04-106
Inclusion type Series Limitingvalue
Type B fine # 2,5
thick # 1
Type C fine # 0,5
thick # 0,5
Type D fine # 1,5
thick # 0,5
F.2.3 If proof is given in accordance with SS 111116,the requirements specified in table F.3 apply.
Table F.3 Requirements of microscopic degreeof purity when tested in accordance with SS111116
Inclusion type Series Limiting value
Type B fine # 4
middle # 3
thick # 2
Type C fine # 4
middle # 3
thick # 2
Type D fine # 4
middle # 2
thick # 1

40 blank

BSI 11-1999 41
BS EN 10083-1 : 1991
Table NA 1. Chemical composition
Steel C Mn Cr Mo Ni Others
080M42080H42120M36120H36135M44135H44150M19150H19150M36150H36605M36605H36709M40709H40722M24722H24817M40817H40826M40826H40
0.40 to 0.450.39 to 0.460.32 to 0.400.32 to 0.400.40 to 0.480.40 to 0.480.15 to 0.230.15 to 0.230.32 to 0.400.32 to 0.400.32 to 0.400.32 to 0.400.36 to 0.440.36 to 0.440.20 to 0.280.20 to 0.280.36 to 0.440.36 to 0.440.36 to 0.440.36 to 0.44
0.70 to 0.900.60 to 1.001.00 to 1.401.00 to 1.401.20 to 1.501.15 to 1.551.30 to 1.701.25 to 1.751.30 to 1.701.25 to 1.751.30 to 1.701.25 to 1.750.70 to 1.000.65 to 1.050.45 to 0.700.40 to 0.750.45 to 0.700.40 to 0.750.45 to 0.700.40 to 0.75
0.90 to 1.200.85 to 1.253.00 to 3.503.00 to 3.501.00 to 1.401.00 to 1.400.50 to 0.800.45 to 0.85
0.22 to 0.320.22 to 0.320.25 to 0.350.25 to 0.350.45 to 0.650.45 to 0.650.20 to 0.350.20 to 0.350.45 to 0.650.45 to 0.65
1.30 to 1.701.25 to 1.752.30 to 2.802.25 to 2.85
National appendix NA
Non-conflicting national additions(This part of this European Standard applies only forthe United Kingdom version of this standard.)
In the United Kingdom the steels in this annex arewidely used but they have not been included in theEuropean Standard. For a limited time, these steelsmay be used in the United Kingdom. This annexgives chemical composition, mechanical propertyand hardenability requirements for the steels. Allother requirements of EN 10083 shall apply.

42
B
SI
11-1
999
BS
EN
10083-1
:1991
Table NA 2. Mechanical properties in the quenched and tempered condition
Steel d # 16 mm 16 mm d # 40 mm 40 mm d # 100 mm 100 mm d # 160 mm 160 mm d # 250 mm
Re
min. Rm
A KV Re
min. Rm
A KV Re
min. Rm
A KV Re
min. Rm
A KV Re
min. Rm
Ku KV
N/mm2 N/mm2 % J N/mm2 N/mm2 % J N/mm2 N/mm2 % J N/mm2 N/mm2 % J N/mm2 N/mm2 J J
080M42 510 800 to 925 12 35 435 700 to 890 14 30 400 600 to 750 15 35 270 550 to 700 15 40 ± ± ± ±
120M36 570 775 to 925 14 25 480 675 to 825 16 25 415 625 to 775 18 35 ± ± ± ± ± ± ± ±
135M44 670 880 to 1030 11 25 550 750 to 900 14 25 490 700 to 850 11 35 415 625 to 775 16 42 ± ± ± ±
150M19 540 730 to 880 15 30 480 675 to 825 16 45 370 600 to 750 17 50 340 550 to 700 18 50 ± ± ± ±
150M36 600 830 to 980 12 28 500 725 to 900 16 30 450 675 to 825 16 35 400 625 to 775 17 40 ± ± ± ±
605M36 890 1080 to1180
11 35 740 900 to 1050 12 40 585 775 to 925 15 50 525 700 to 850 17 50 ± ± ± ±
709M40 980 1100 to1250
11 30 820 975 to 1125 12 35 680 850 to 1000 13 45 585 775 to 925 13 50 495 700 to850
15 25
722M24 ± ± ± ± ± ± ± ± 800 960 to 1110 10 40 755 925 to 1025 12 42 650 850 to1000
13 35
Steel d # 29 mm 29 mm < d # 63 mm 63 mm < d # 100 mm 100 mm < d # 150 mm 150 mm < d # 250 mm
Re
min. Rm
A KV Re
min. Rm
A KV Re
min. Rm
A KV Re
min. Rm
A KV Re
min. Rm
A KV
N/mm2 N/mm2 % J N/mm2 N/mm2 % J N/mm2 N/mm2 % J N/mm2 N/mm2 % J N/mm2 N/mm2 % J
817M40 1235 1550 min. 5 9
1095 1225 to1375
10 21
1020 1150 to1300
10 28
940 1075 to1225
11 35 850 1000 to1150
12 42 755 925 to 1075 12 42 680 850 to 1000 13 50 650 850 to1000
13 35
826M40 ± ± ± ± ± ± ± ± 1235 1550 min. 7 11 1095 1225 to1375
10 28
1020 1150 to1300
10 28
940 1075 to1225
11 35 925 1075 to1225
11 22
850 1000 to1150
12 42 835 1000 to1150
12 28
755 925 to 1075 12 42 740 925 to1075
12 28
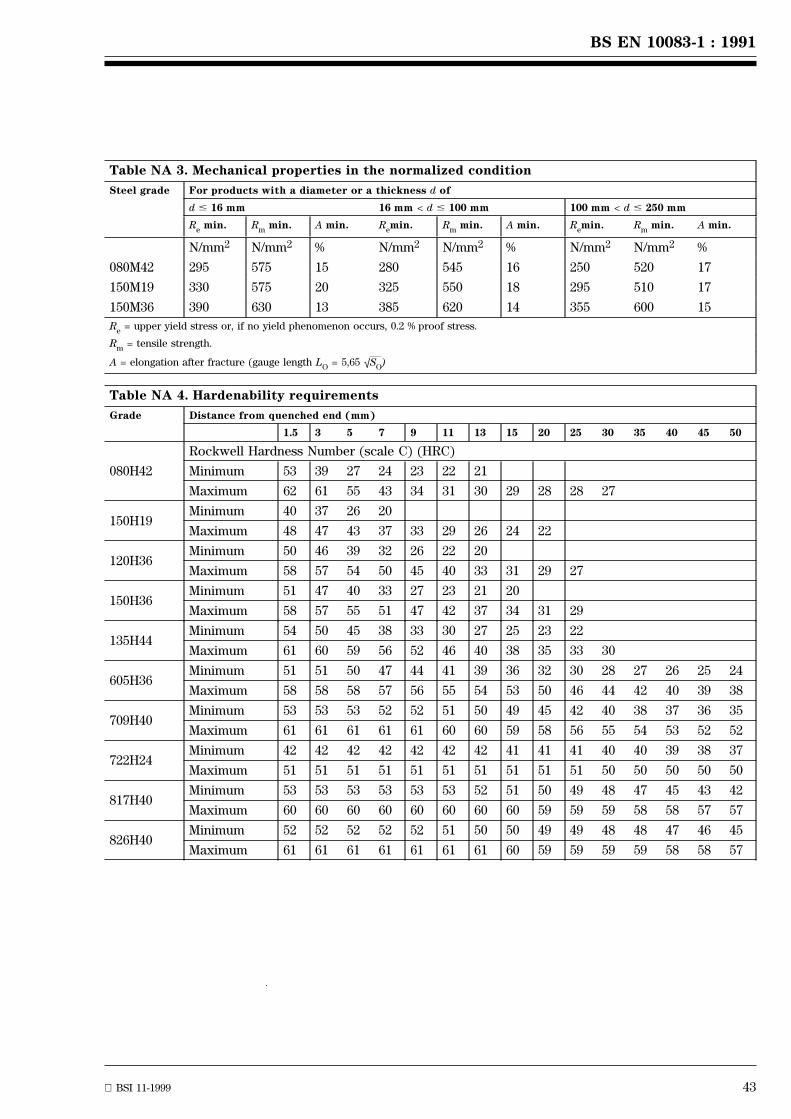
BSI 11-1999 43
BS EN 10083-1 : 1991
Table NA 3. Mechanical properties in the normalized condition
Steel grade For products with a diameter or a thickness d of
d # 16 mm 16 mm < d # 100 mm 100 mm < d # 250 mm
Re
min. Rm
min. A min. Remin. R
mmin. A min. R
emin. R
mmin. A min.
N/mm2 N/mm2 % N/mm2 N/mm2 % N/mm2 N/mm2 %
080M42 295 575 15 280 545 16 250 520 17
150M19 330 575 20 325 550 18 295 510 17
150M36 390 630 13 385 620 14 355 600 15
Re
= upper yield stress or, if no yield phenomenon occurs, 0.2 % proof stress.
Rm
= tensile strength.
A = elongation after fracture (gauge length LO
= 5,65 )√SO
Table NA 4. Hardenability requirements
Grade Distance from quenched end (mm)
1.5 3 5 7 9 11 13 15 20 25 30 35 40 45 50
080H42
Rockwell Hardness Number (scale C) (HRC)
Minimum 53 39 27 24 23 22 21
Maximum 62 61 55 43 34 31 30 29 28 28 27
150H19Minimum 40 37 26 20
Maximum 48 47 43 37 33 29 26 24 22
120H36Minimum 50 46 39 32 26 22 20
Maximum 58 57 54 50 45 40 33 31 29 27
150H36Minimum 51 47 40 33 27 23 21 20
Maximum 58 57 55 51 47 42 37 34 31 29
135H44Minimum 54 50 45 38 33 30 27 25 23 22
Maximum 61 60 59 56 52 46 40 38 35 33 30
605H36Minimum 51 51 50 47 44 41 39 36 32 30 28 27 26 25 24
Maximum 58 58 58 57 56 55 54 53 50 46 44 42 40 39 38
709H40Minimum 53 53 53 52 52 51 50 49 45 42 40 38 37 36 35
Maximum 61 61 61 61 61 60 60 59 58 56 55 54 53 52 52
722H24Minimum 42 42 42 42 42 42 42 41 41 41 40 40 39 38 37
Maximum 51 51 51 51 51 51 51 51 51 51 50 50 50 50 50
817H40Minimum 53 53 53 53 53 53 52 51 50 49 48 47 45 43 42
Maximum 60 60 60 60 60 60 60 60 59 59 59 58 58 57 57
826H40Minimum 52 52 52 52 52 51 50 50 49 49 48 48 47 46 45
Maximum 61 61 61 61 61 61 61 60 59 59 59 59 58 58 57

44 BSI 11-1999
BS EN 10083-1 : 1991
Table NA 5. Heat treatment requirements
Grade Preheat treatmenttemperature
Austenitizingtemperature
ÊC ÊC
080H42150H19120H36150H36135H44605H36709H40722H24817H40826H40
870 to 890930 to 950880 to 900880 to 900860 to 880870 to 890870 to 890880 to 900860 to 880860 to 880
860925870870850860860875855855

BS EN 10083-1 : 1991
National annex NB (informative)The United Kingdom participation in the preparation of this European Standard was entrusted by the Ironand Steel Standards Policy Committee (ISM/) to Technical Committee ISM/31 upon which the followingbodies were represented:
Associated Offices Technical Committee
British Chain Manufacturers' Association
British Coal Corporation
British Forging Industry Association
British Industrial Fasteners Federation
British Railways Board
British Steel Industry
Cold Rolled Sections Association
Department of Trade and Industry (National Physical Laboratory)
Engineering Industries Association
Federation of British Engineers' Tool Manufacturers
Lloyds Register of Shipping
Ministry of Defence
National Association of Steel Stockholders
Road Vehicle Spring Society
Society of Motor Manufacturers and Traders Ltd.
Stainless Steel Fabricators' Association of Great Britain
National annex NC (informative)The British Standards which are identical or technically equivalent to the international standards referred toin EN 10083-1 are as follows.
European standard British Standard
Euronorm 23 BS 4437 : 1987 Method for determining hardenability of steel by end quenching(Jominy test)
(Technically equivalent)Euronorm 52 BS 6562 Terms used in the iron and steel industry
Part 1 : 1985 Glossary of heat treatment terms
(Identical)Euronorm 79 Part 2 : 1986 Glossary of terms used in classifying and defining steel industry
products by shape and dimensions
(Technically equivalent)Euronorm 163 BS 6512 : 1984 Specification for limits and repair of surface discontinuities of
hotrolled steel plates and wide flats
(Technically equivalent)EN 10002-1 BS EN 10002 Tensile testing of metallic materials
Part 1 : 1990 Method of test at ambient temperature
(Identical)EN 10020 BS 6562 Terms used in the iron and steel industry
Part 3 : 1990 Definition and classification of grades of steel
(Identical)EN 10045-1 BS EN 10045 Charpy impact test on metallic materials
Part 1 : 1990 Test method (V and U notches)
(Identical)EN 10083-2 BS EN 10083 Specification for quenched and tempered steels
Part 2 : 1991 Technical delivery conditions for unalloyed quality steels
(Identical)

BS EN10083-1 : 1991
BSI389 Chiswick High RoadLondonW4 4AL
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BSI Ð British Standards Institution
BSI is the independent national body responsible for preparing British Standards. Itpresents the UK view on standards in Europe and at the international level. It isincorporated by Royal Charter.
Revisions
British Standards are updated by amendment or revision. Users of British Standardsshould make sure that they possess the latest amendments or editions.
It is the constant aim of BSI to improve the quality of our products and services. Wewould be grateful if anyone finding an inaccuracy or ambiguity while using thisBritish Standard would inform the Secretary of the technical committee responsible,the identity of which can be found on the inside front cover. Tel: 020 8996 9000.Fax: 020 8996 7400.
BSI offers members an individual updating service called PLUS which ensures thatsubscribers automatically receive the latest editions of standards.
Buying standards
Orders for all BSI, international and foreign standards publications should beaddressed to Customer Services. Tel: 020 8996 9001. Fax: 020 8996 7001.
In response to orders for international standards, it is BSI policy to supply the BSIimplementation of those that have been published as British Standards, unlessotherwise requested.
Information on standards
BSI provides a wide range of information on national, European and internationalstandards through its Library and its Technical Help to Exporters Service. VariousBSI electronic information services are also available which give details on all itsproducts and services. Contact the Information Centre. Tel: 020 8996 7111.Fax: 020 8996 7048.
Subscribing members of BSI are kept up to date with standards developments andreceive substantial discounts on the purchase price of standards. For details ofthese and other benefits contact Membership Administration. Tel: 020 8996 7002.Fax: 020 8996 7001.
Copyright
Copyright subsists in all BSI publications. BSI also holds the copyright, in the UK, ofthe publications of the international standardization bodies. Except as permittedunder the Copyright, Designs and Patents Act 1988 no extract may be reproduced,stored in a retrieval system or transmitted in any form or by any means ± electronic,photocopying, recording or otherwise ± without prior written permission from BSI.
This does not preclude the free use, in the course of implementing the standard, ofnecessary details such as symbols, and size, type or grade designations. If thesedetails are to be used for any other purpose than implementation then the priorwritten permission of BSI must be obtained.
If permission is granted, the terms may include royalty payments or a licensingagreement. Details and advice can be obtained from the Copyright Manager.Tel: 020 8996 7070.





























