Embed Size (px)
Citation preview

Business, Management and Administration
Academic Sponsors: Porsche Consulting
Collège des Ingénieurs
Manufacturing
Business Management and AdministrationBusiness Management and Administration
B AM
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt1Porsche Consulting
Agenda
May 20th, 2011
14:00 Introduction to Manufacturing
Agenda:
Lecturer:
14:15 Strategic Decisions
16:00 Achieving Operational Excellence
Darius Khodawandi Principal, Porsche Consulting
17:00 Questions & Answers
15:00 Operational Management
17:15 End
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt2Porsche Consulting
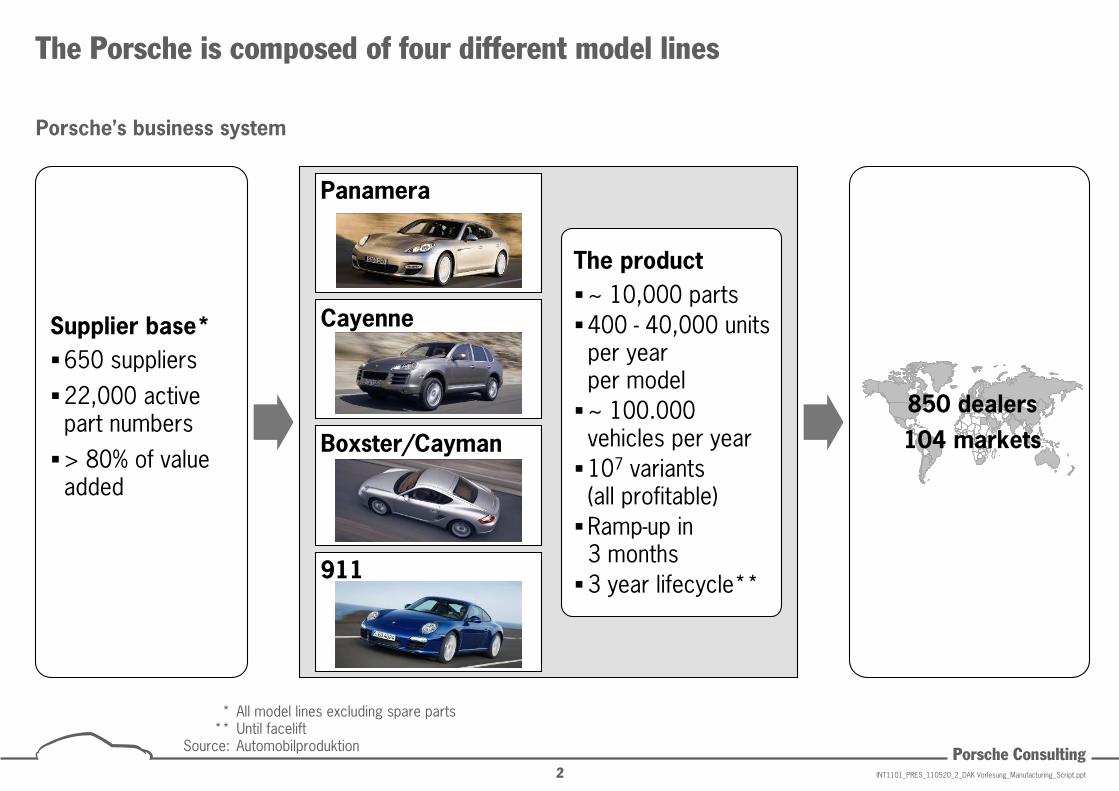
The Porsche is composed of four different model lines
* All model lines excluding spare parts ** Until facelift
Source: Automobilproduktion
Porsche’s business system
650 suppliers22,000 active
part numbers> 80% of value
added
Supplier base*
850 dealers104 markets
~ 10,000 parts400 - 40,000 units
per year per model~ 100.000
vehicles per year107 variants
(all profitable)Ramp-up in
3 months3 year lifecycle**
The product
Cayenne
Boxster/Cayman
911
Panamera
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt3Porsche Consulting
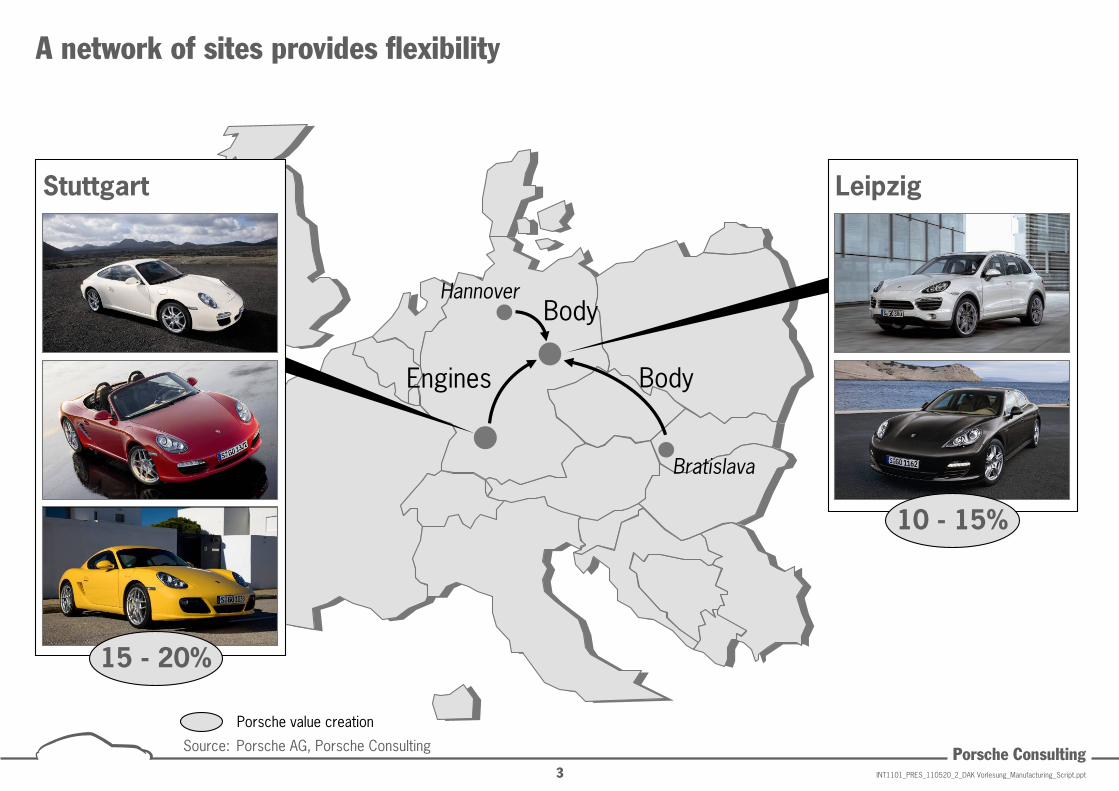
A network of sites provides flexibility
Source: Porsche AG, Porsche Consulting
Stuttgart Leipzig
Hannover
Bratislava
Body
Body
Engines
15 - 20%
10 - 15%
Porsche value creation
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt4Porsche Consulting
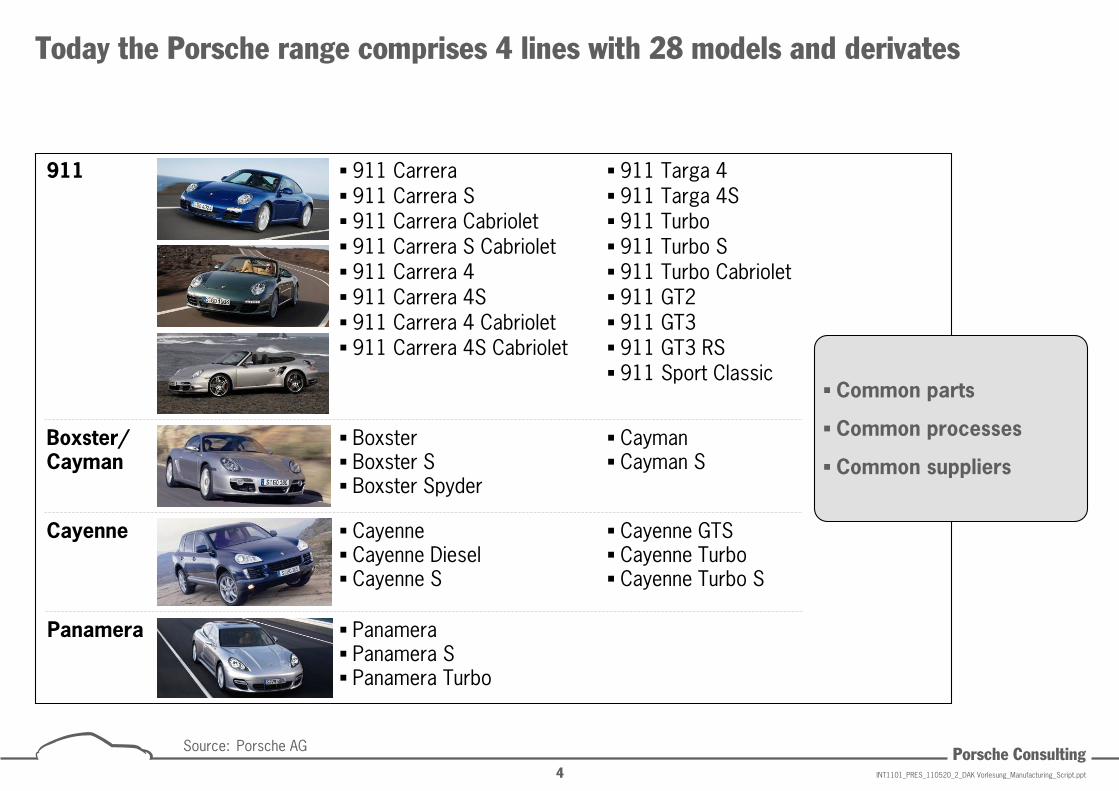
Today the Porsche range comprises 4 lines with 28 models and derivates
Source: Porsche AG
911 911 Carrera 911 Carrera S 911 Carrera Cabriolet 911 Carrera S Cabriolet 911 Carrera 4 911 Carrera 4S 911 Carrera 4 Cabriolet 911 Carrera 4S Cabriolet
Boxster/ Cayman
Boxster Boxster S Boxster Spyder
Cayenne Cayenne Cayenne Diesel Cayenne S
Panamera Panamera Panamera S Panamera Turbo
Common parts
Common processes
Common suppliers
911 Targa 4 911 Targa 4S 911 Turbo 911 Turbo S 911 Turbo Cabriolet 911 GT2 911 GT3 911 GT3 RS 911 Sport Classic
Cayman Cayman S
Cayenne GTS Cayenne Turbo Cayenne Turbo S
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt5Porsche Consulting
Porsche AG in Zuffenhausen
Plant Stuttgart-Zuffenhausen
Source: Porsche AG
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt6Porsche Consulting
Agenda
May 20th, 2011
14:00 Introduction to Manufacturing
Agenda:
Lecturer:
14:15 Strategic Decisions
16:00 Achieving Operational Excellence
Darius Khodawandi Principal, Porsche Consulting
17:00 Questions & Answers
15:00 Operational Management
17:15 End
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt7Porsche Consulting
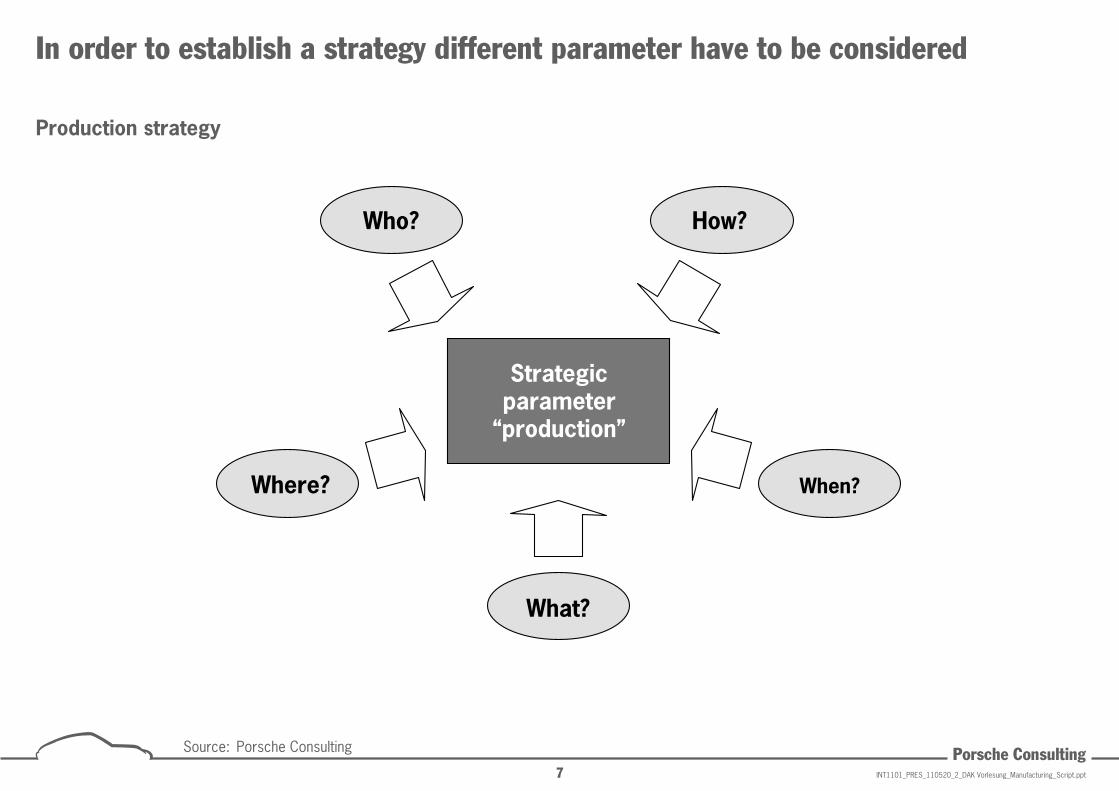
Strategicparameter
“production”
When?
Who?
Where?
How?
What?
In order to establish a strategy different parameter have to be considered
Production strategy
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt8Porsche Consulting
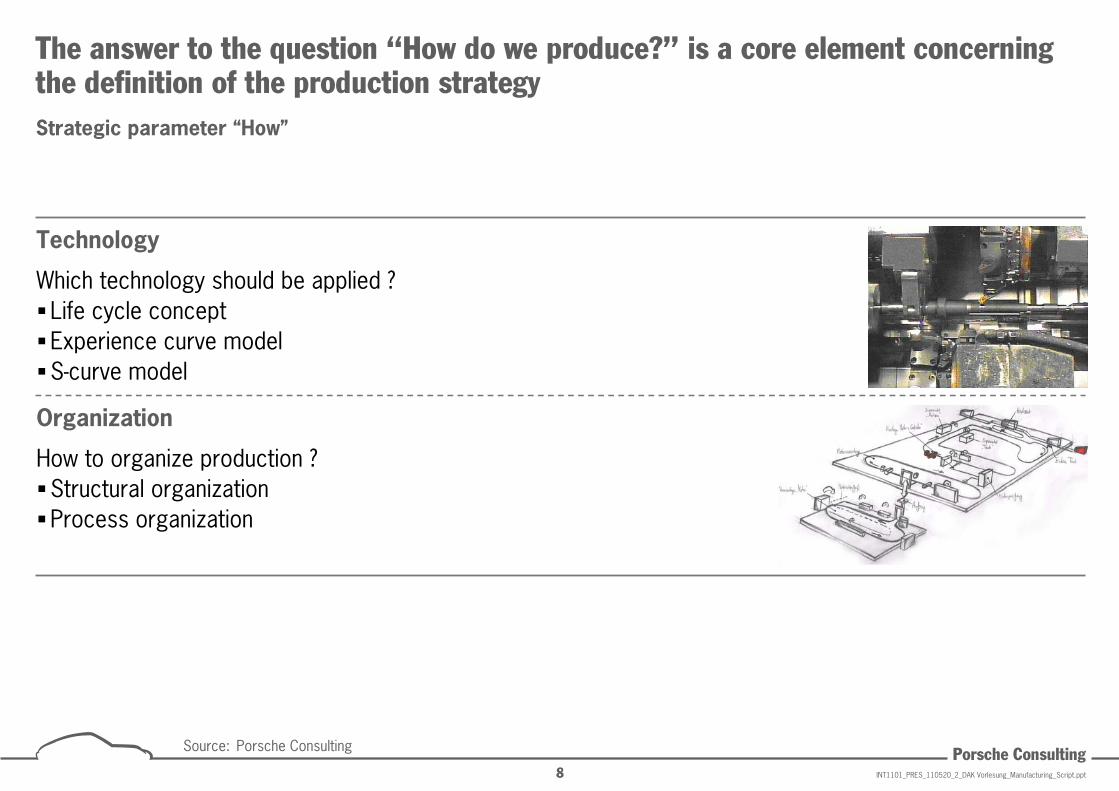
The answer to the question “How do we produce?” is a core element concerning the definition of the production strategyStrategic parameter “How”
Source: Porsche Consulting
Technology
Which technology should be applied ?Life cycle concept Experience curve modelS-curve model
Organization
How to organize production ? Structural organization Process organization
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt9Porsche Consulting
“
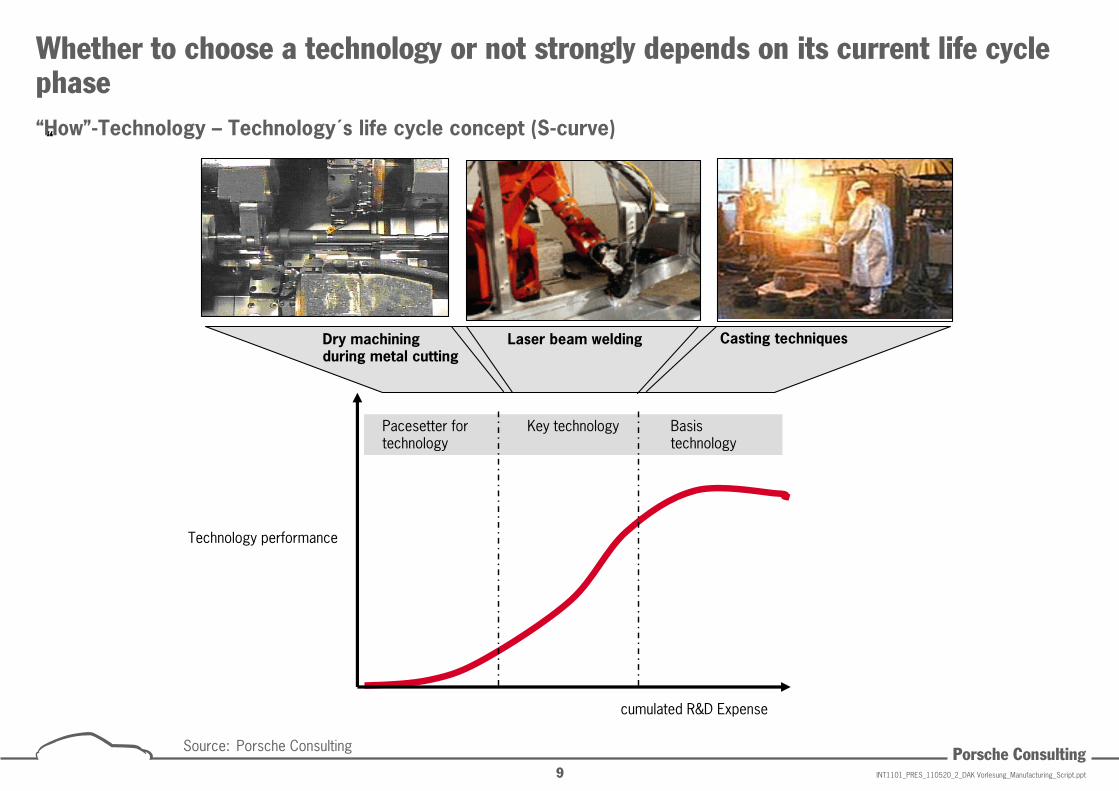
Pacesetter for technology
Key technology Basistechnology
Dry machining during metal cutting
Technology performance
Laser beam welding Casting techniques
cumulated R&D Expense
Whether to choose a technology or not strongly depends on its current life cycle phase “How”-Technology – Technology´s life cycle concept (S-curve)
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt11Porsche Consulting
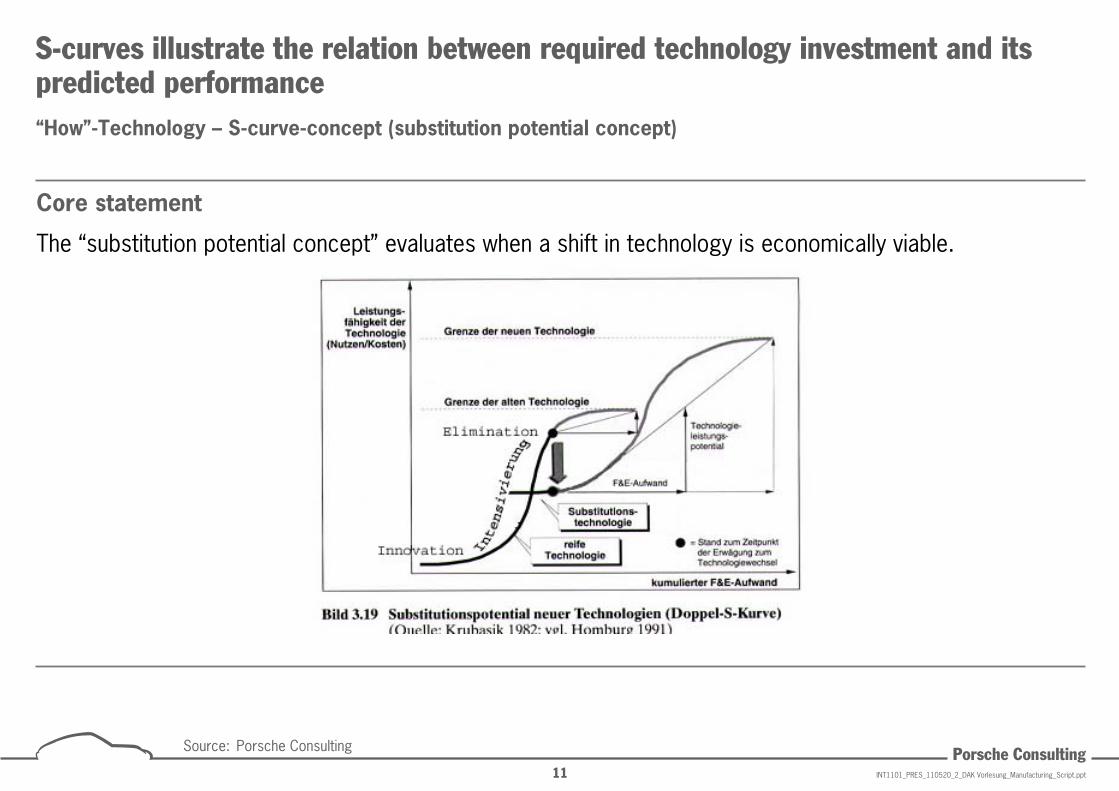
S-curves illustrate the relation between required technology investment and its predicted performance “How”-Technology – S-curve-concept (substitution potential concept)
Source: Porsche Consulting
Core statement
The “substitution potential concept” evaluates when a shift in technology is economically viable.
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt12Porsche Consulting
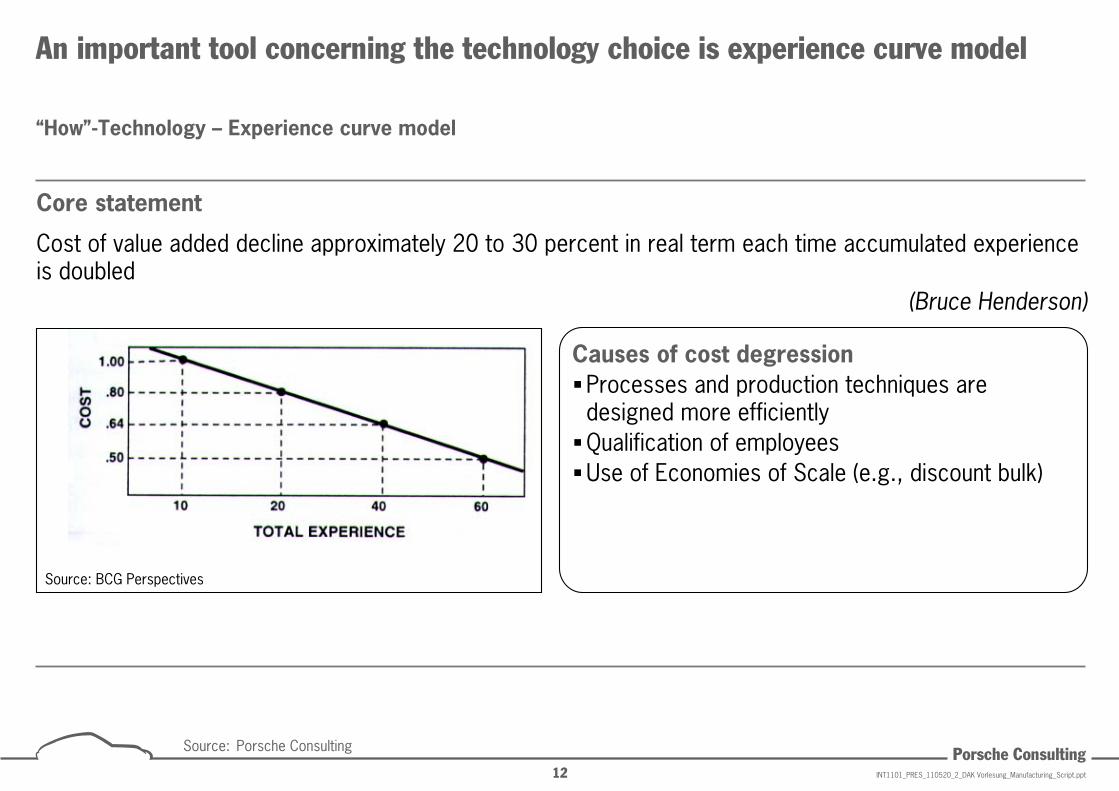
Source: BCG Perspectives
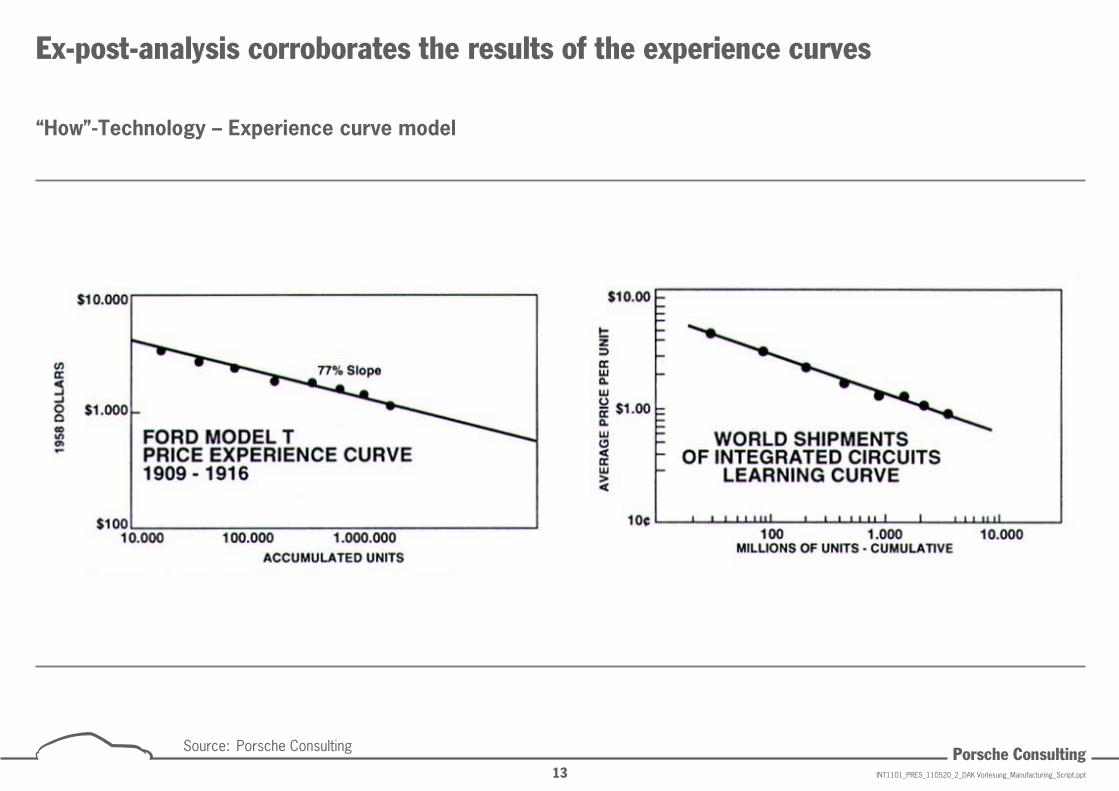
An important tool concerning the technology choice is experience curve model
“How”-Technology – Experience curve model
Source: Porsche Consulting
Core statement
Cost of value added decline approximately 20 to 30 percent in real term each time accumulated experienceis doubled
(Bruce Henderson)
Causes of cost degressionProcesses and production techniques are
designed more efficientlyQualification of employees Use of Economies of Scale (e.g., discount bulk)
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt13Porsche Consulting
Ex-post-analysis corroborates the results of the experience curves
“How”-Technology – Experience curve model
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt14Porsche Consulting
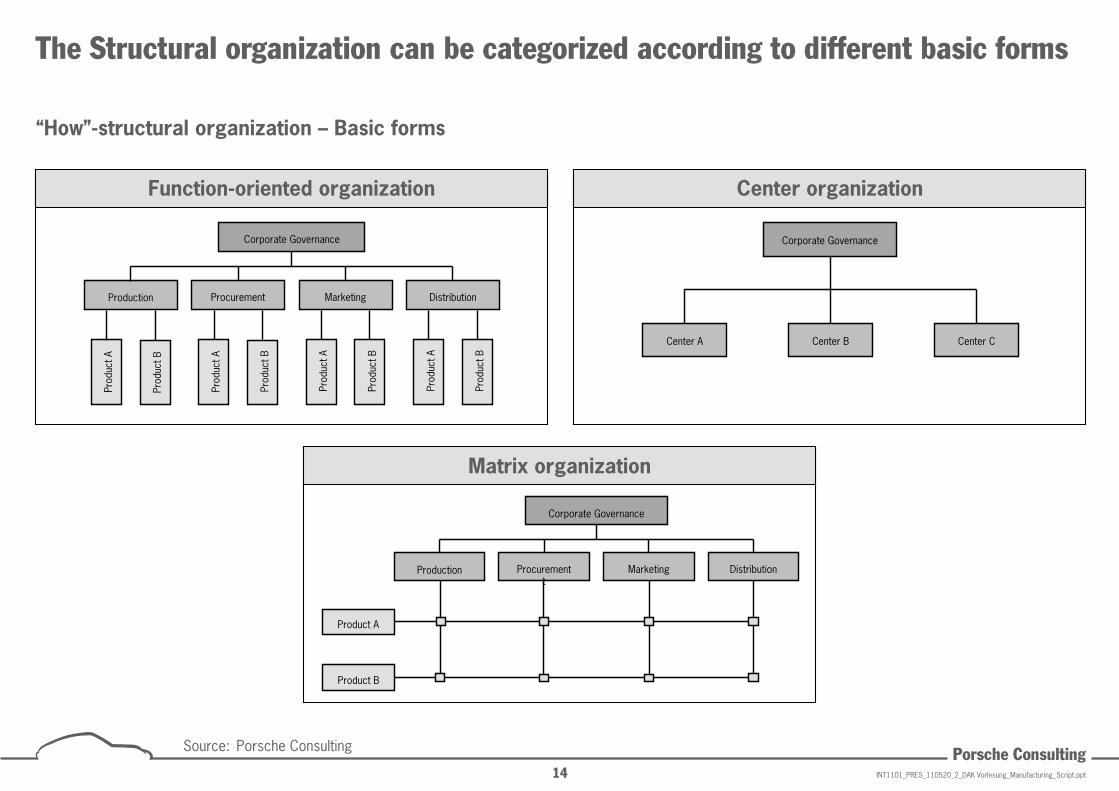
The Structural organization can be categorized according to different basic forms
“How”-structural organization – Basic forms
Source: Porsche Consulting
Function-oriented organization Center organization
Matrix organization
Corporate Governance
Prod
uctA
Prod
uctB
Production Procurement
Prod
uctA
Prod
uctB
Marketing
Prod
uctA
Prod
uctB
Distribution
Prod
uctA
Prod
uctB
Corporate Governance
Center B Center CCenter A
Product A
Product B
Corporate Governance
Production Procurementt
Marketing Distribution
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt15Porsche Consulting
Corporate Governance
Prod
uctA
Prod
uctB
Production Procurement
Prod
uctA
Prod
uctB
Marketing
Prod
uctA
Prod
uctB
Distribution
Prod
uctA
Prod
uctB
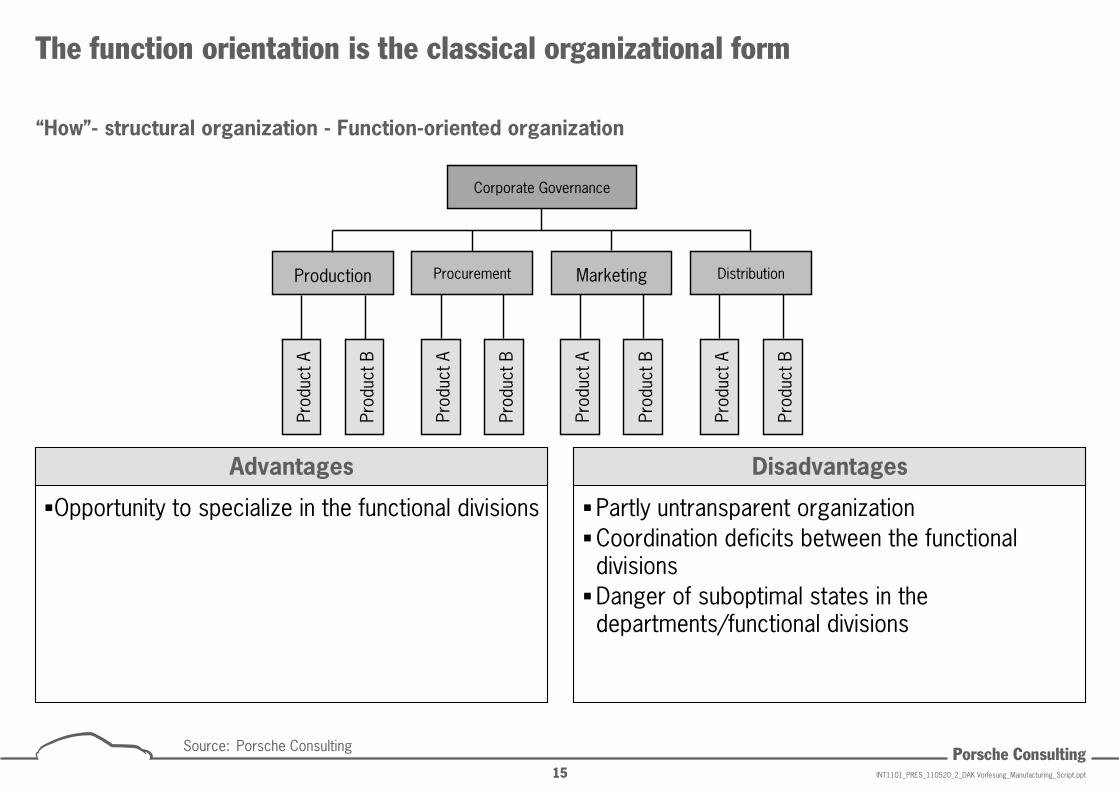
The function orientation is the classical organizational form
“How”- structural organization - Function-oriented organization
Source: Porsche Consulting
Advantages Disadvantages
Partly untransparent organizationCoordination deficits between the functional
divisionsDanger of suboptimal states in the
departments/functional divisions
Opportunity to specialize in the functional divisions
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt16Porsche Consulting
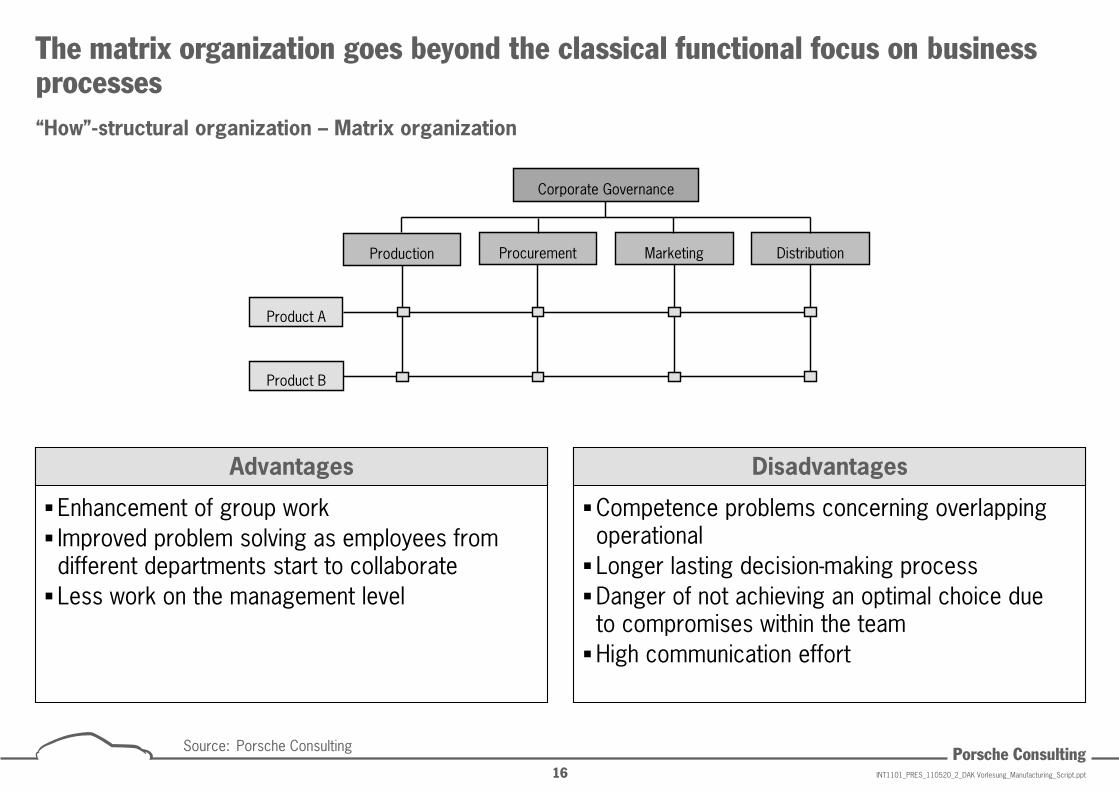
The matrix organization goes beyond the classical functional focus on business processes“How”-structural organization – Matrix organization
Source: Porsche Consulting
Advantages Disadvantages
Competence problems concerning overlapping operational Longer lasting decision-making processDanger of not achieving an optimal choice due
to compromises within the team High communication effort
Enhancement of group work Improved problem solving as employees from
different departments start to collaborateLess work on the management level
Product A
Product B
Corporate Governance
Production Procurement Marketing Distribution
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt17Porsche Consulting
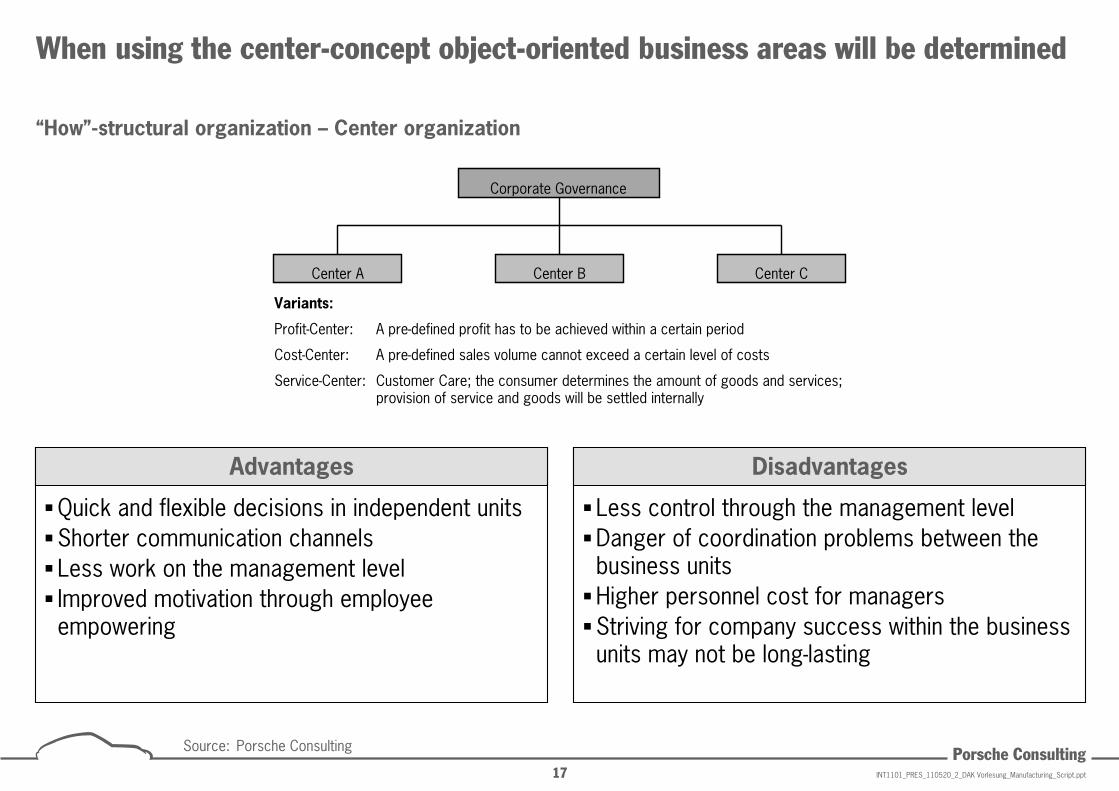
When using the center-concept object-oriented business areas will be determined
“How”-structural organization – Center organization
Source: Porsche Consulting
Advantages Disadvantages
Less control through the management level Danger of coordination problems between the
business units Higher personnel cost for managers Striving for company success within the business
units may not be long-lasting
Quick and flexible decisions in independent unitsShorter communication channels Less work on the management level Improved motivation through employee
empowering
Corporate Governance
Center B Center CCenter A
Variants:
Profit-Center: A pre-defined profit has to be achieved within a certain period
Cost-Center: A pre-defined sales volume cannot exceed a certain level of costs
Service-Center: Customer Care; the consumer determines the amount of goods and services; provision of service and goods will be settled internally
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt18Porsche Consulting
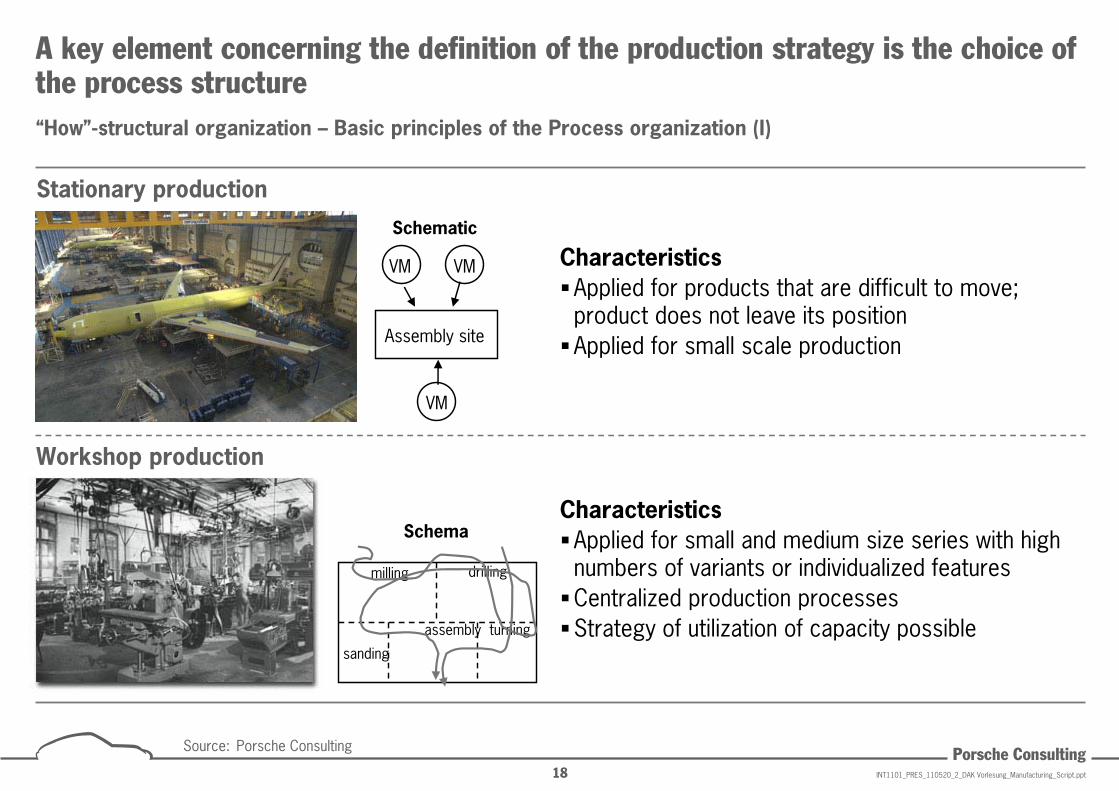
A key element concerning the definition of the production strategy is the choice of the process structure“How”-structural organization – Basic principles of the Process organization (I)
Source: Porsche Consulting
Stationary production
Characteristics Applied for products that are difficult to move;
product does not leave its positionApplied for small scale production
Workshop production
Characteristics Applied for small and medium size series with high
numbers of variants or individualized features Centralized production processes Strategy of utilization of capacity possible
Schematic
Assembly site
VM VM
VM
milling drilling
turning
sanding
assembly
Schema
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt19Porsche Consulting
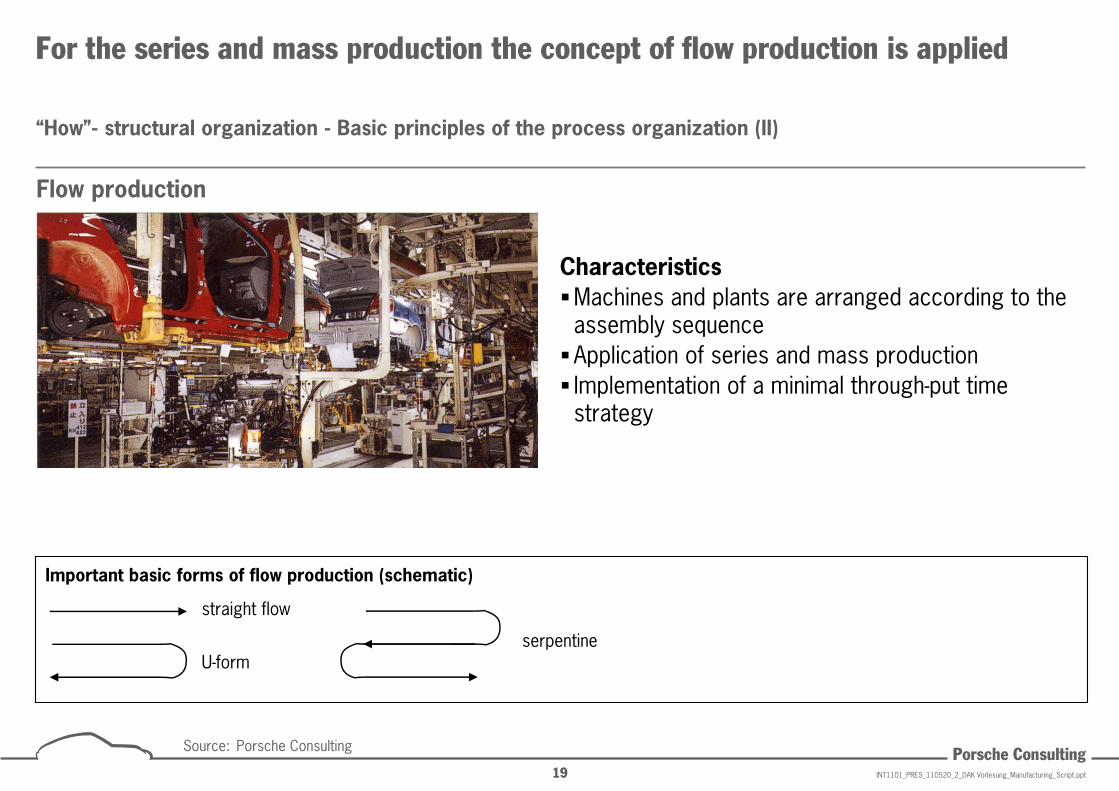
Important basic forms of flow production (schematic)
straight flow
U-formserpentine
For the series and mass production the concept of flow production is applied
“How”- structural organization - Basic principles of the process organization (II)
Source: Porsche Consulting
Flow production
Characteristics Machines and plants are arranged according to the
assembly sequenceApplication of series and mass production Implementation of a minimal through-put time
strategy
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt20Porsche Consulting
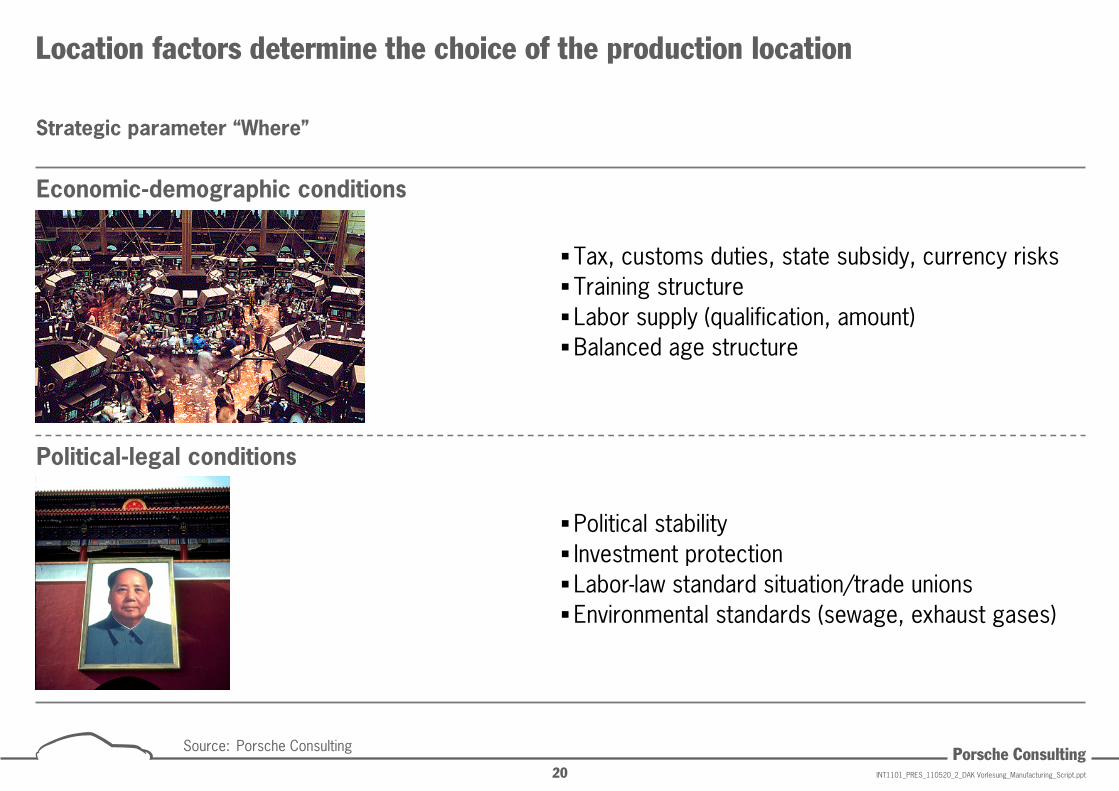
Location factors determine the choice of the production location
Strategic parameter “Where”
Source: Porsche Consulting
Economic-demographic conditions
Tax, customs duties, state subsidy, currency risksTraining structure Labor supply (qualification, amount)Balanced age structure
Political-legal conditions
Political stability Investment protection Labor-law standard situation/trade unions Environmental standards (sewage, exhaust gases)
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt21Porsche Consulting
Location factors determine the choice of the production location
Strategic parameter “Where”
Source: Porsche Consulting
Infrastructure conditions
Capacity of transport routes Energy supply (negative example: Silicon Valley)Connection to suppliers and customers Schools, hospitals, supply facilities Communication facilities
Geographical conditions
Security from natural disaster (earthquake, flood, storms, etc.)Opportunity to expand the production location Attractiveness of the location for employees
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt22Porsche Consulting
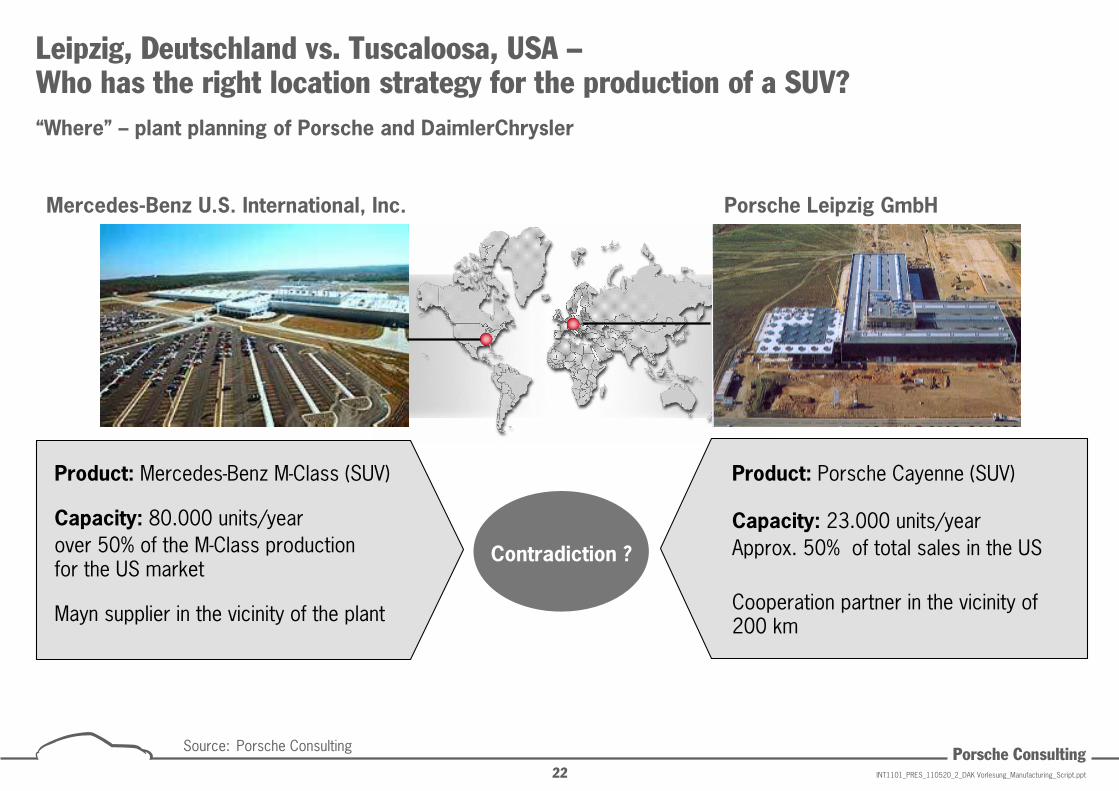
Mercedes-Benz U.S. International, Inc. Porsche Leipzig GmbH
Product: Mercedes-Benz M-Class (SUV)
Capacity: 80.000 units/year
Mayn supplier in the vicinity of the plant
over 50% of the M-Class productionfor the US market
Product: Porsche Cayenne (SUV)
Capacity: 23.000 units/year
Cooperation partner in the vicinity of200 km
Approx. 50% of total sales in the USContradiction ?
Leipzig, Deutschland vs. Tuscaloosa, USA –Who has the right location strategy for the production of a SUV?“Where” – plant planning of Porsche and DaimlerChrysler
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt23Porsche Consulting
Processing of raw materials
Pre-commissioning
Part manufacturing
Componentmounting
Final assembly
Value chain
Part manufacturing
Componentmounting
Final assembly
Value chain
Final assembly
Value chain
Value creation in the enterprise
Value creation in the enterprise
Value creation in the enterprise
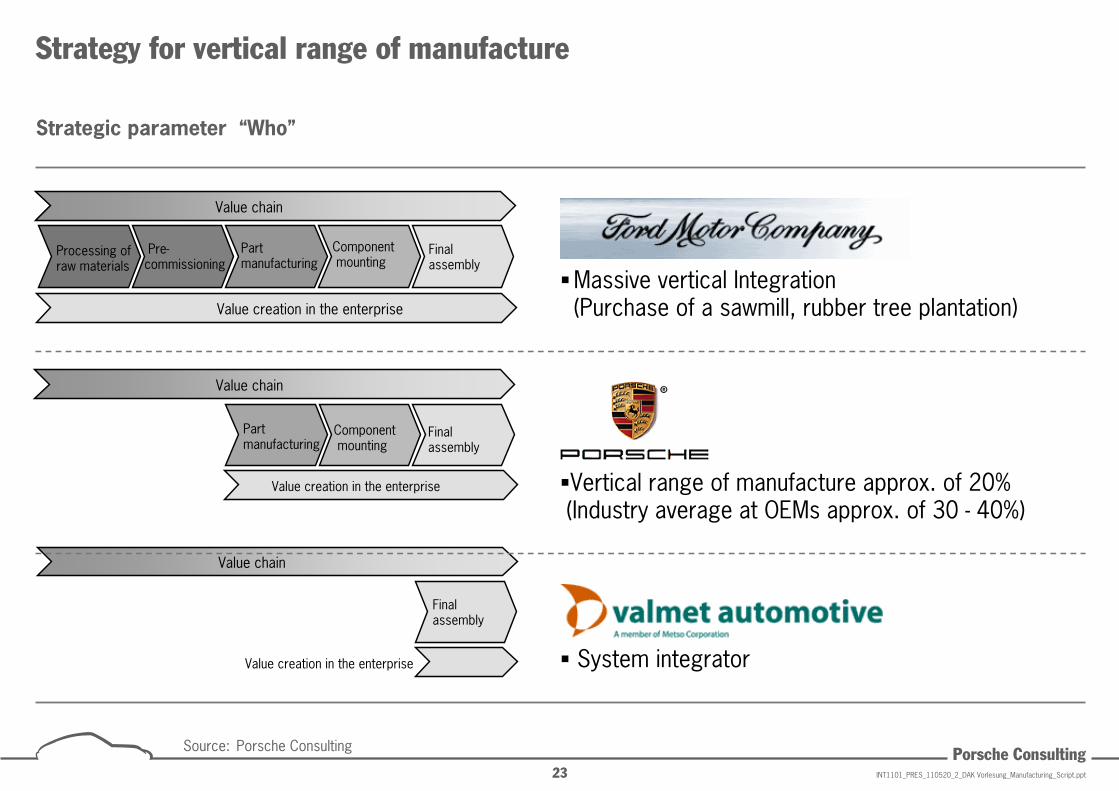
Strategy for vertical range of manufacture
Strategic parameter “Who”
Source: Porsche Consulting
Massive vertical Integration (Purchase of a sawmill, rubber tree plantation)
Vertical range of manufacture approx. of 20% (Industry average at OEMs approx. of 30 - 40%)
System integrator
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt24Porsche Consulting
The strategy of the vertical range of manufacture provides decisions for “Make-or-Buy” and the way of supplier cooperation“Who” – Outsourcing and forms of cooperation
Source: Porsche Consulting
Make or Buy – Advantages and disadvantages of outsourcing
Decrease of capital commitment Optimization of the cost structure Increase of flexibilityFocus on core business Reduction of entrepreneurial risk
- Risk of employment - Risk of Investment Dependence on suppliers (Contract design)Loss of scope of decision/alternatives/
competence Dependence on technologyLoss of know-howProblems of coordination -> logistics
Forms of cooperation concerning outsourcing
Sole contractual relationsComplete integration System partnershipHybrid solutions (e.g., industry parks)
Cho
ice
“out
sour
cing
”
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt25Porsche Consulting
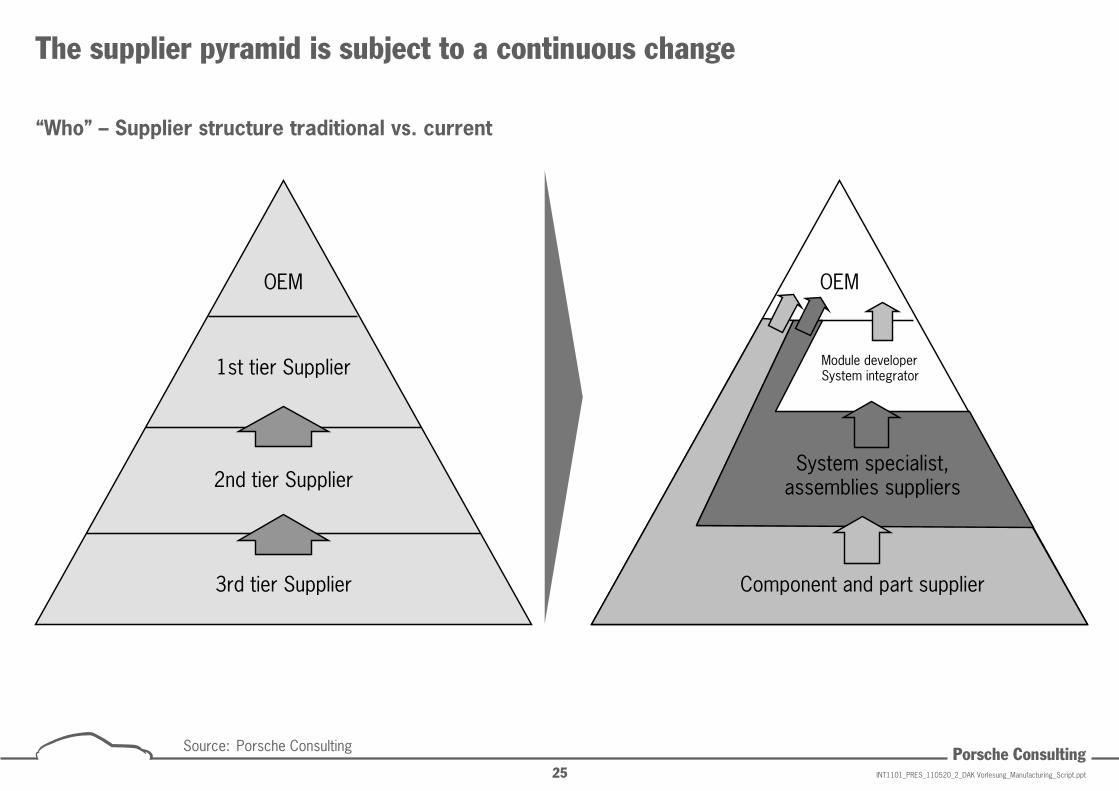
3rd tier Supplier
2nd tier Supplier
1st tier Supplier
OEM OEM
Component and part supplier
System specialist,assemblies suppliers
Module developer System integrator
The supplier pyramid is subject to a continuous change
“Who” – Supplier structure traditional vs. current
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt26Porsche Consulting
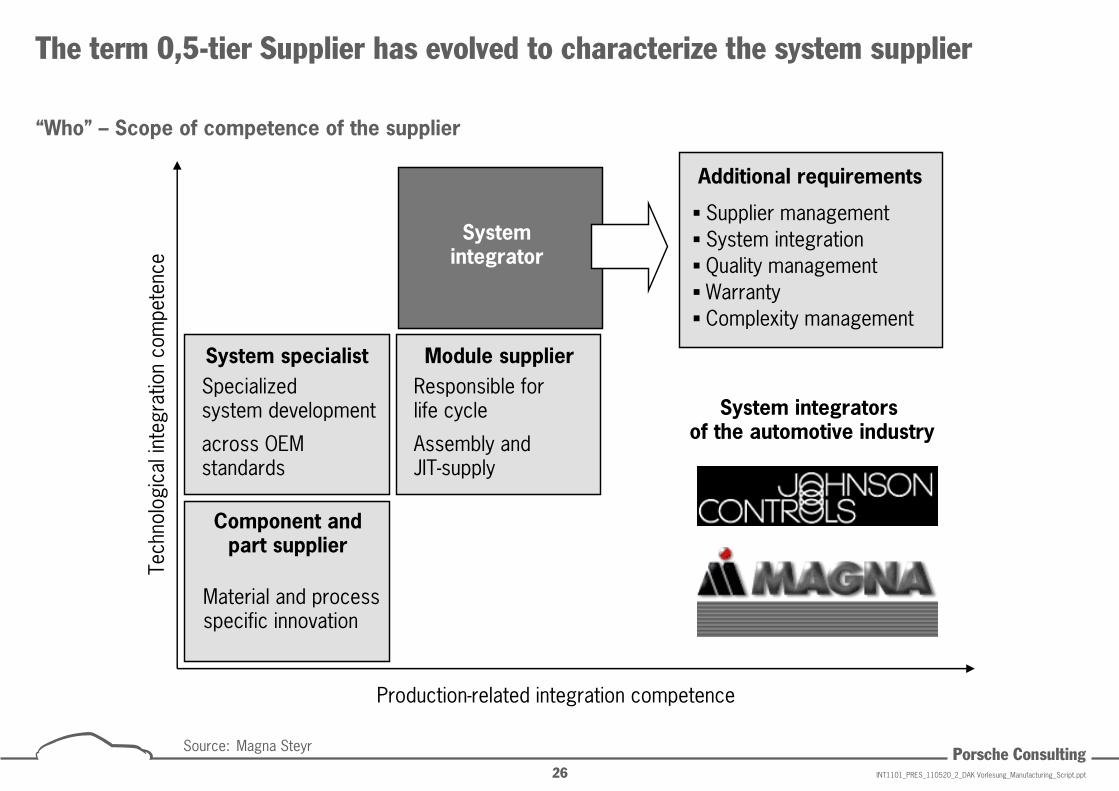
The term 0,5-tier Supplier has evolved to characterize the system supplier
“Who” – Scope of competence of the supplier
Source: Magna Steyr
Tech
nolo
gica
l int
egra
tion
com
pete
nce
Production-related integration competence
Additional requirements
Component and part supplier
System specialist Module supplier
Systemintegrator
Material and process specific innovation
Specializedsystem development
across OEM standards
Responsible for life cycle
Assembly andJIT-supply
System integrators of the automotive industry
Supplier management System integration Quality managementWarranty Complexity management
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt27Porsche Consulting
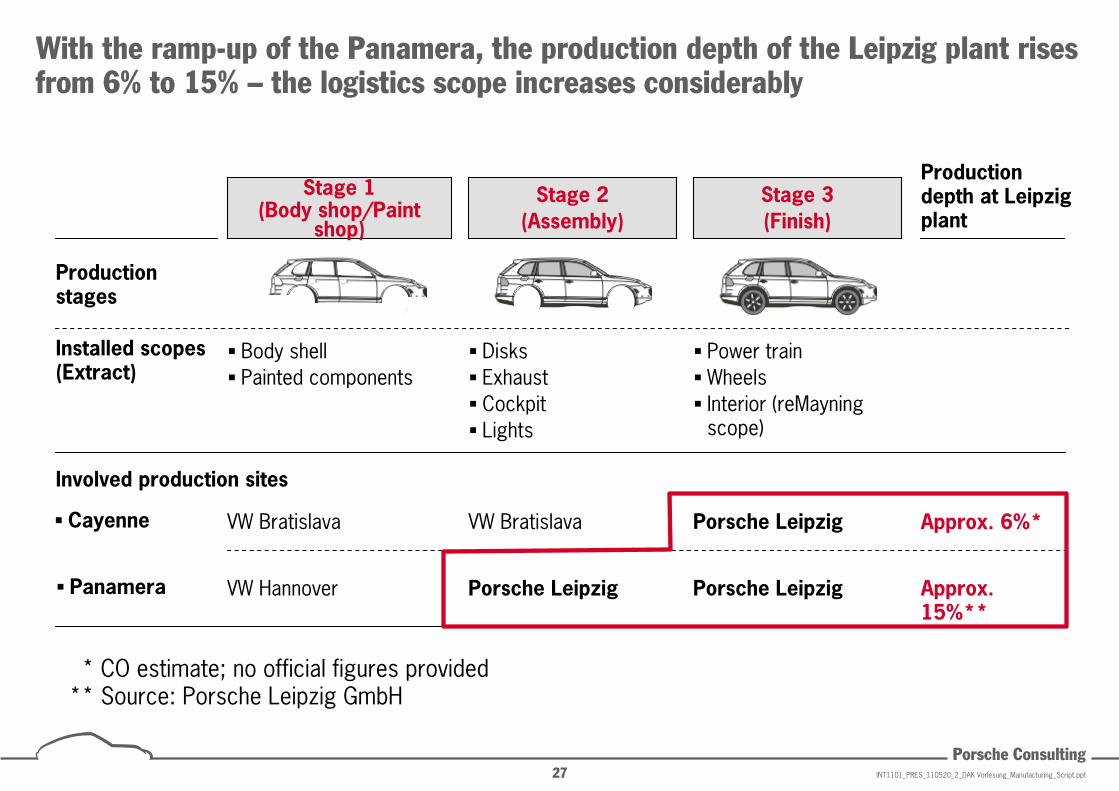
With the ramp-up of the Panamera, the production depth of the Leipzig plant rises from 6% to 15% – the logistics scope increases considerably
* CO estimate; no official figures provided** Source: Porsche Leipzig GmbH
Installed scopes (Extract)
Involved production sites
Panamera
Cayenne VW Bratislava VW Bratislava Porsche Leipzig Approx. 6%*
Production stages
Body shell Painted components
Disks Exhaust Cockpit Lights
Power trainWheels Interior (reMayning
scope)
Stage 1 (Body shop/Paint
shop)
Stage 2(Assembly)
Stage 3(Finish)
Production depth at Leipzig plant
VW Hannover Porsche Leipzig Porsche Leipzig Approx. 15%**
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt28Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt29Porsche Consulting
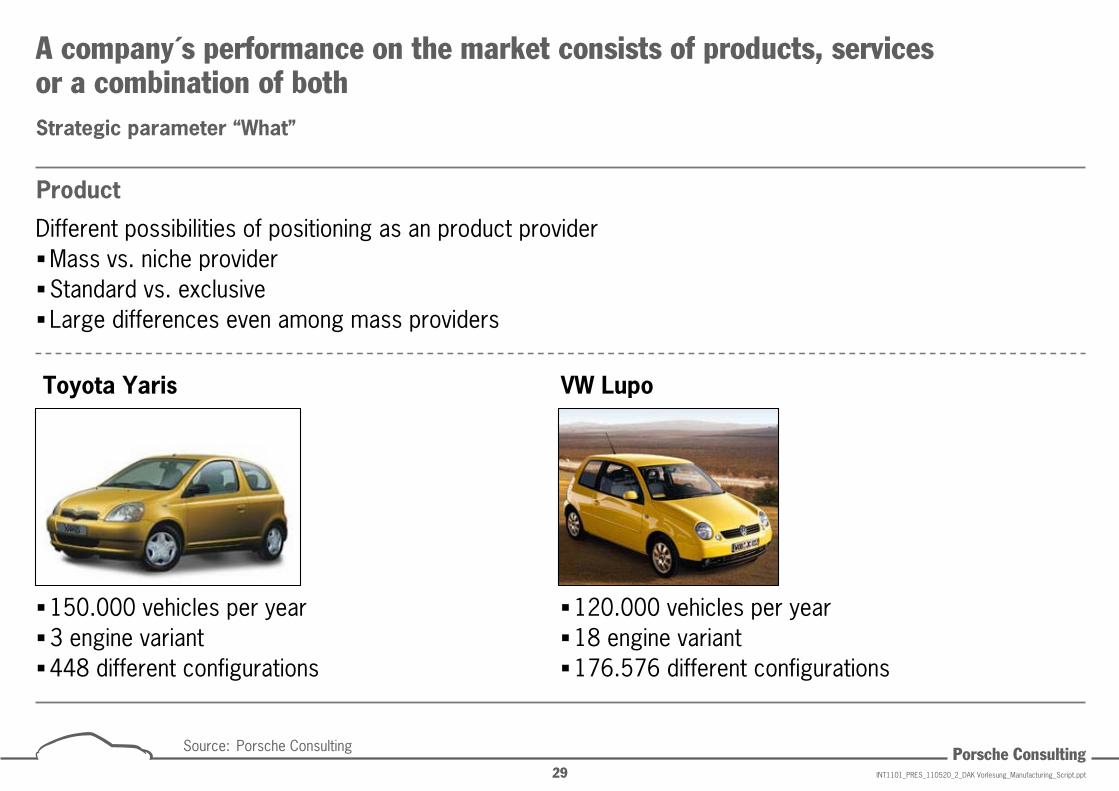
A company´s performance on the market consists of products, services or a combination of both Strategic parameter “What”
Source: Porsche Consulting
Product
Different possibilities of positioning as an product provider Mass vs. niche provider Standard vs. exclusiveLarge differences even among mass providers
Toyota Yaris
150.000 vehicles per year 3 engine variant 448 different configurations
VW Lupo
120.000 vehicles per year 18 engine variant176.576 different configurations
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt30Porsche Consulting
vs.
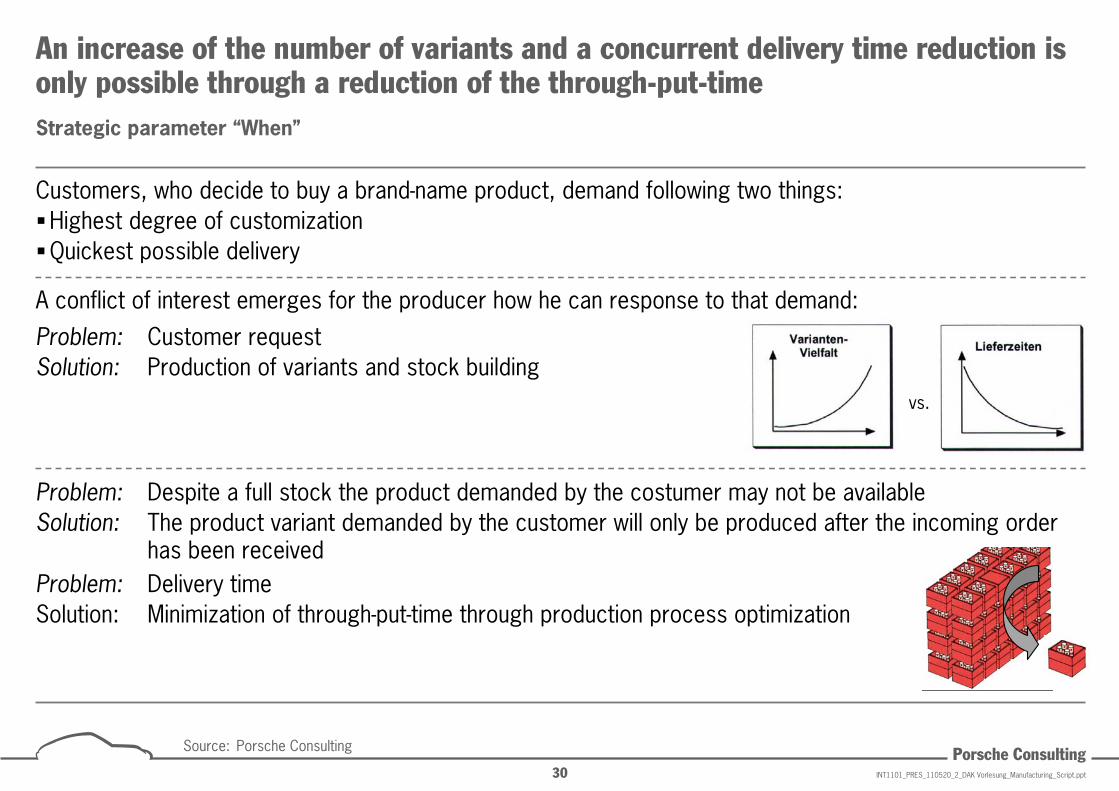
An increase of the number of variants and a concurrent delivery time reduction is only possible through a reduction of the through-put-timeStrategic parameter “When”
Source: Porsche Consulting
Customers, who decide to buy a brand-name product, demand following two things:Highest degree of customization Quickest possible delivery
A conflict of interest emerges for the producer how he can response to that demand:
Problem: Customer requestSolution: Production of variants and stock building
Problem: Despite a full stock the product demanded by the costumer may not be availableSolution: The product variant demanded by the customer will only be produced after the incoming order
has been received Problem: Delivery time Solution: Minimization of through-put-time through production process optimization
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt31Porsche Consulting
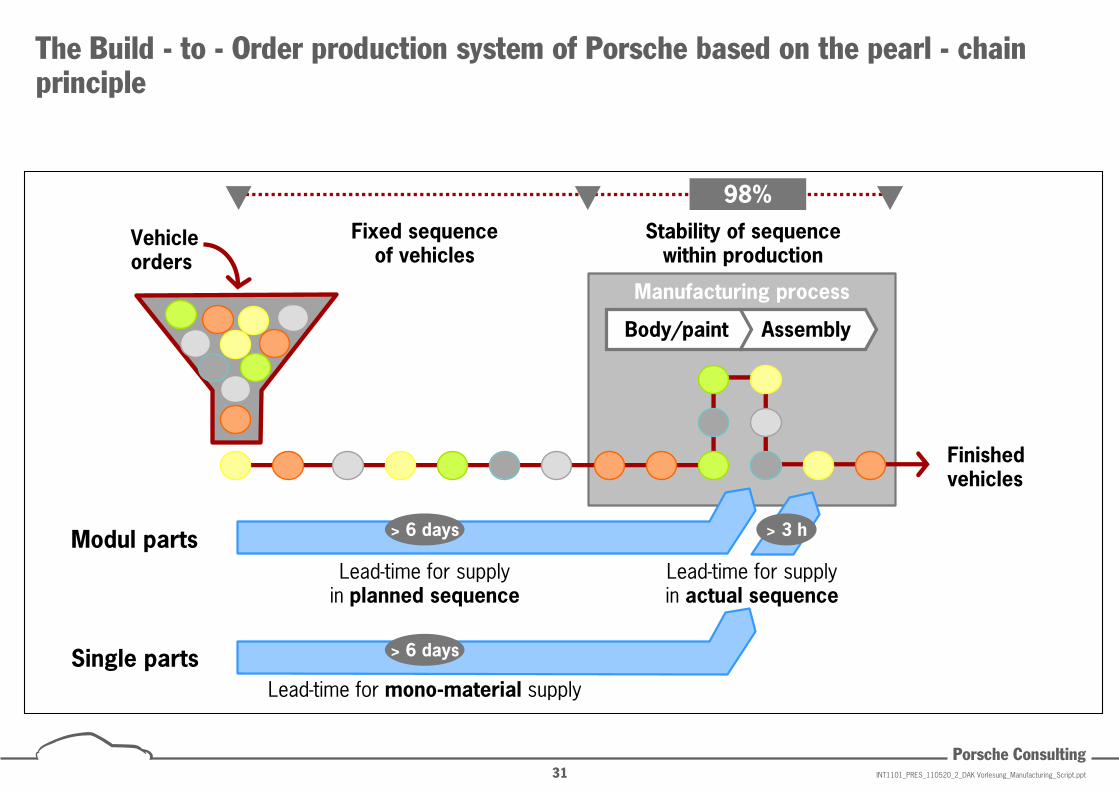
AssemblyBody/paint
98%Stability of sequence
within productionFixed sequence
of vehiclesVehicleorders
> 3 h
Manufacturing process
Finishedvehicles
Lead-time for supply in planned sequence
Lead-time for supply in actual sequence
Lead-time for mono-material supply
Modul parts
Single parts
> 6 days
> 6 days
The Build - to - Order production system of Porsche based on the pearl - chain principle
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt32Porsche Consulting
Agenda
May 20th, 2011
14:00 Introduction to Manufacturing
Agenda:
Lecturer:
14:15 Strategic Decisions
16:00 Achieving Operational Excellence
Darius Khodawandi Principal, Porsche Consulting
17:00 Questions & Answers
15:00 Operational Management
17:15 End
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt33Porsche Consulting
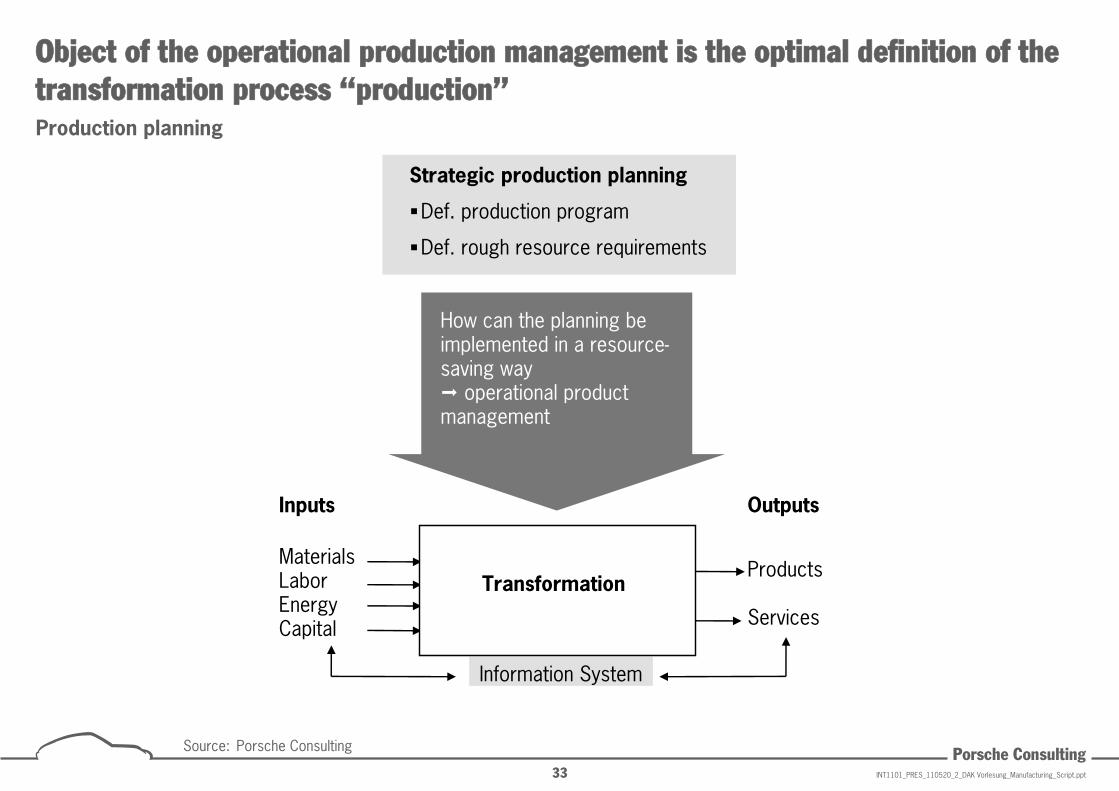
Strategic production planning
Def. production program
Def. rough resource requirements
How can the planning be implemented in a resource-saving way operational product management
Inputs Outputs
MaterialsLaborEnergyCapital
Information System
Products
Services
Transformation
Object of the operational production management is the optimal definition of the transformation process “production”
Source: Porsche Consulting
Production planning
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt34Porsche Consulting
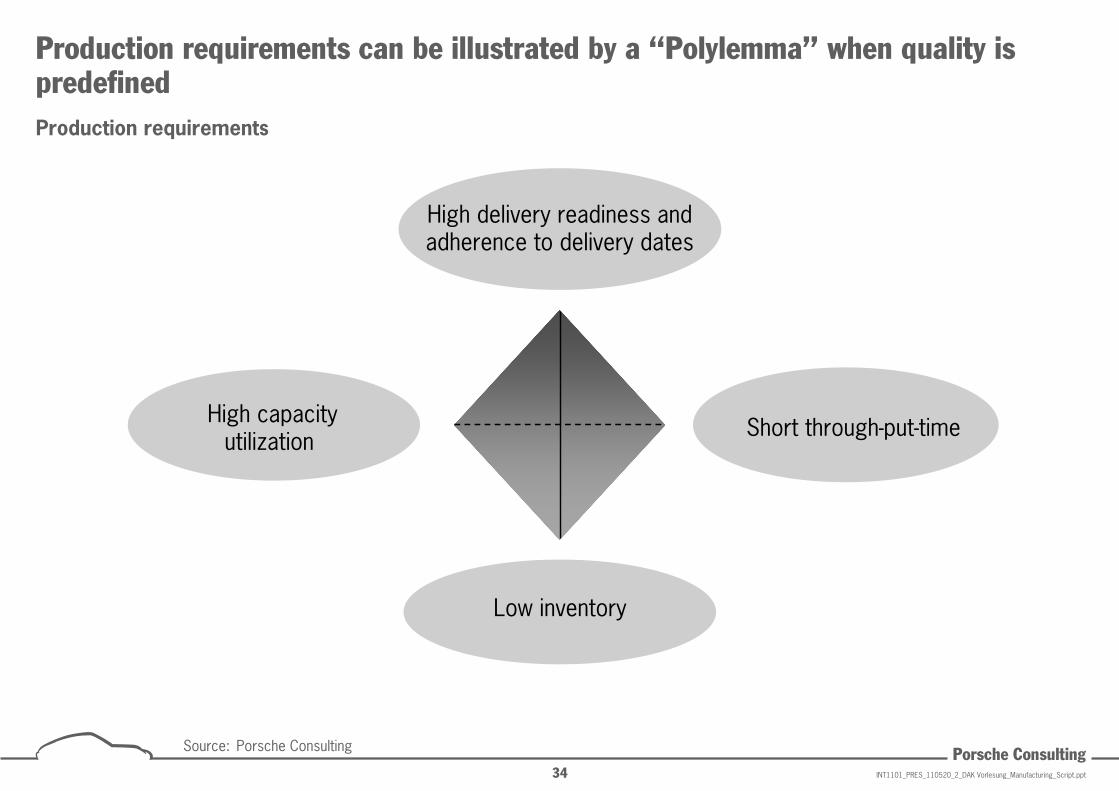
High delivery readiness and adherence to delivery dates
High capacityutilization Short through-put-time
Low inventory
Source: Porsche Consulting
Production requirements can be illustrated by a “Polylemma” when quality is predefined Production requirements
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt35Porsche ConsultingSource: Porsche Consulting
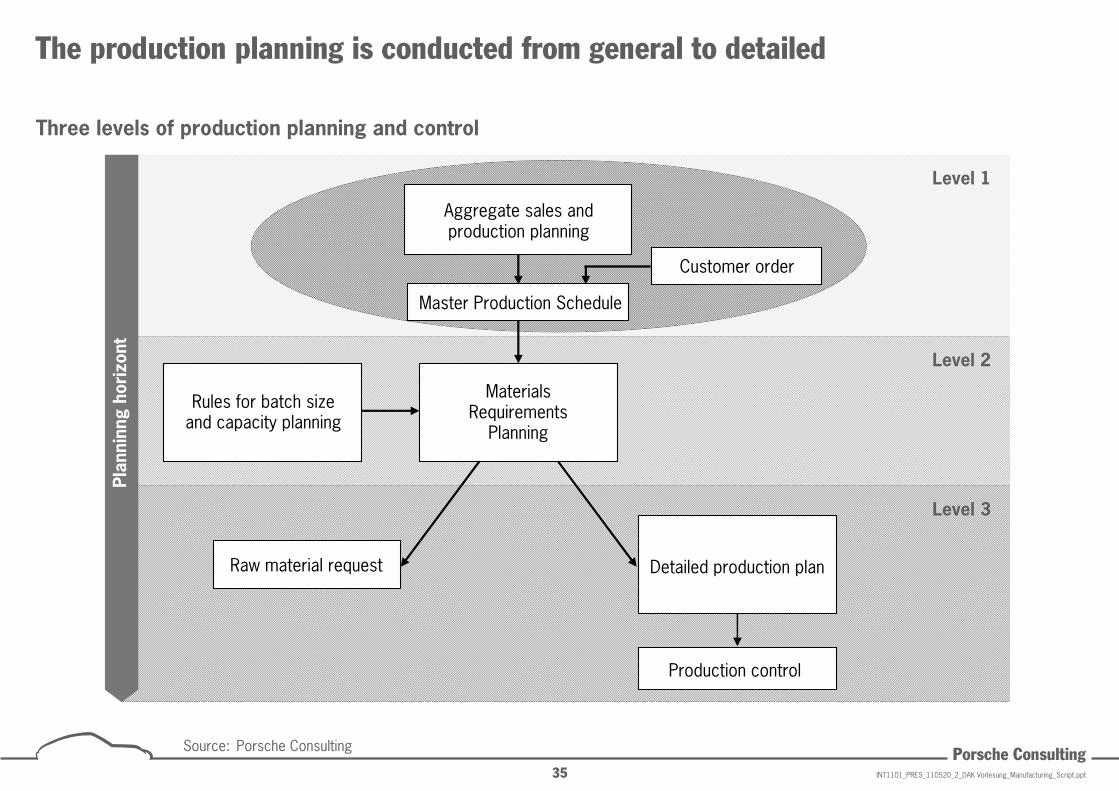
The production planning is conducted from general to detailed
Three levels of production planning and control
Aggregate sales and production planning
Customer order
Master Production Schedule
Materials Requirements
Planning
Rules for batch size and capacity planning
Raw material request Detailed production plan
Production control
Plan
ninn
gho
rizo
nt
Level 1
Level 2
Level 3
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt36Porsche ConsultingSource: Porsche Consulting
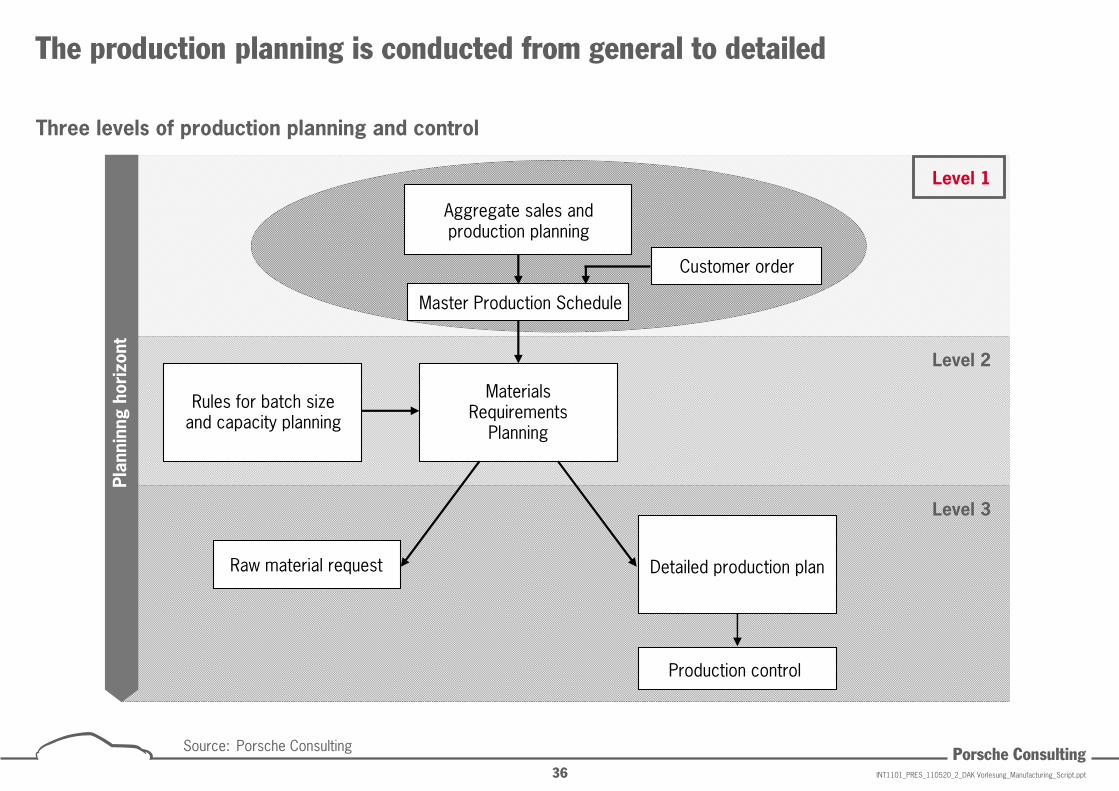
The production planning is conducted from general to detailed
Three levels of production planning and control
Aggregate sales and production planning
Customer order
Master Production Schedule
Materials Requirements
Planning
Rules for batch size and capacity planning
Raw material request Detailed production plan
Production control
Plan
ninn
gho
rizo
nt
Level 1
Level 2
Level 3
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt37Porsche Consulting
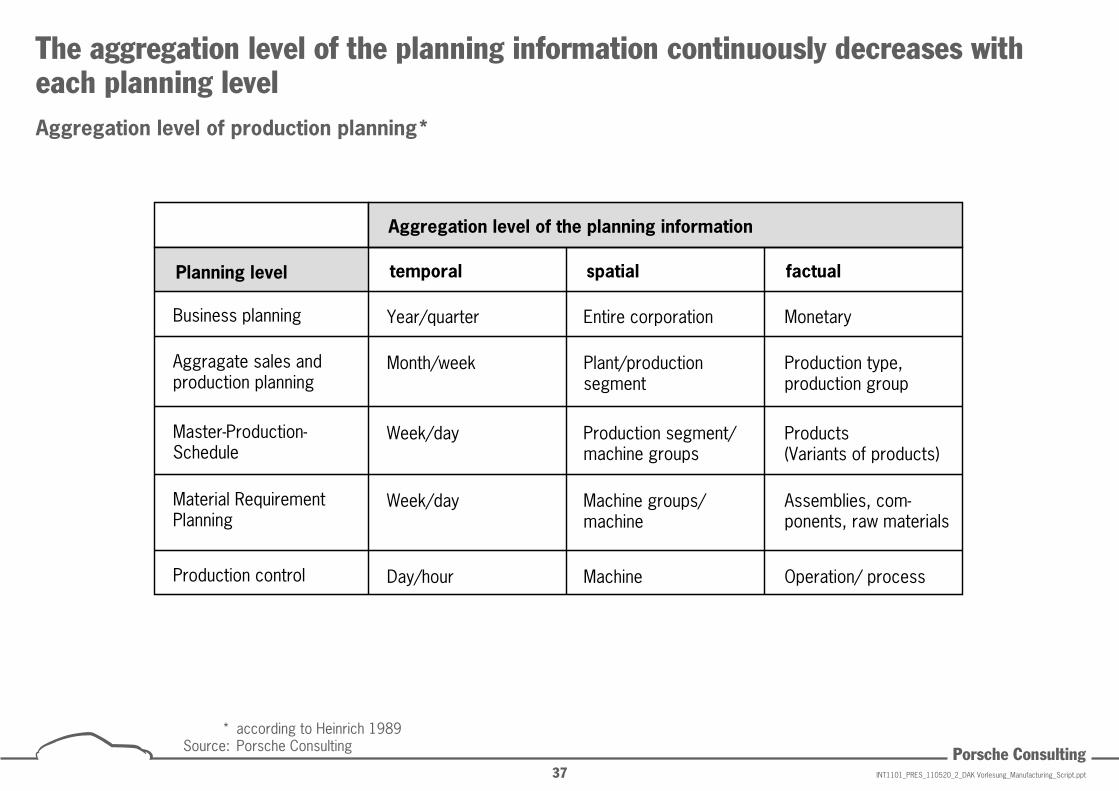
Planning level temporal spatial factual
Business planning Year/quarter Entire corporation Monetary
Aggragate sales and production planning
Month/week Plant/production segment
Production type, production group
Master-Production-Schedule
Week/day Production segment/machine groups
Products(Variants of products)
Material Requirement Planning
Week/day Machine groups/ machine
Assemblies, com-ponents, raw materials
Production control Day/hour Machine Operation/ process
Aggregation level of the planning information
* according to Heinrich 1989Source: Porsche Consulting
The aggregation level of the planning information continuously decreases with each planning levelAggregation level of production planning*
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt38Porsche Consulting
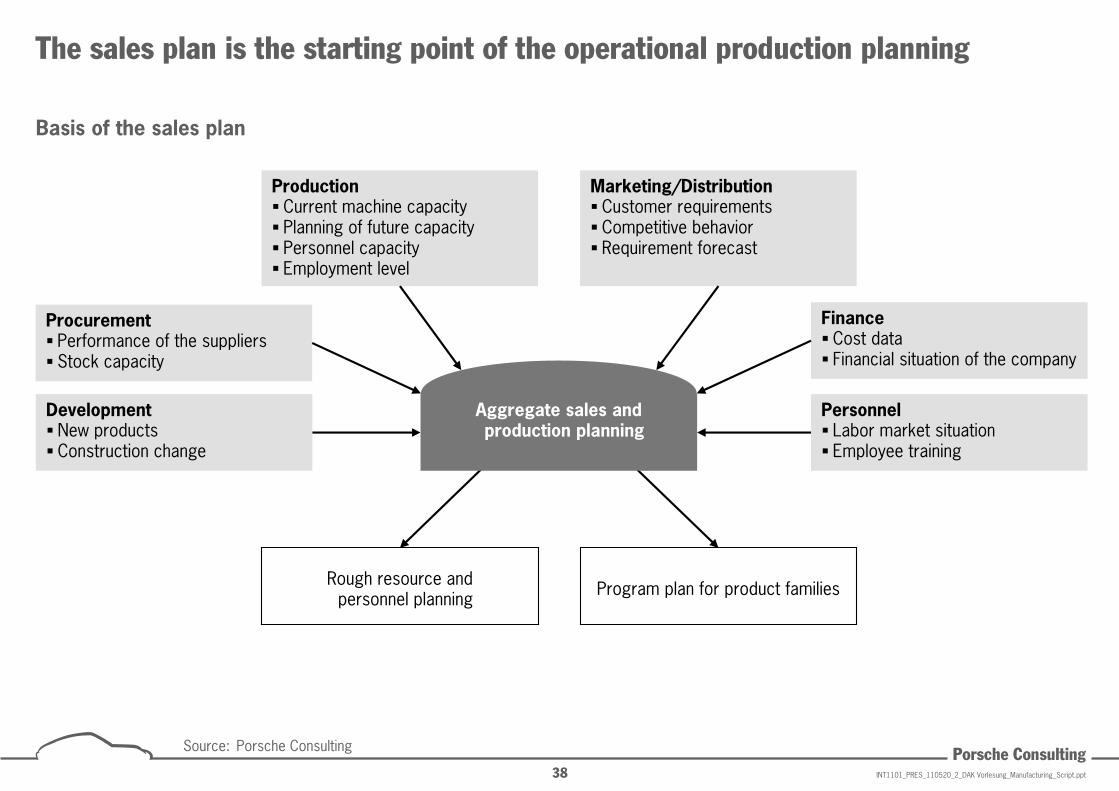
Procurement Performance of the suppliers Stock capacity
Production Current machine capacity Planning of future capacity Personnel capacity Employment level
Marketing/Distribution Customer requirements Competitive behavior Requirement forecast
Finance Cost data Financial situation of the company
Personnel Labor market situation Employee training
Development New products Construction change
Source: Porsche Consulting
The sales plan is the starting point of the operational production planning
Basis of the sales plan
Aggregate sales andproduction planning
Rough resource andpersonnel planning Program plan for product families
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt39Porsche Consulting
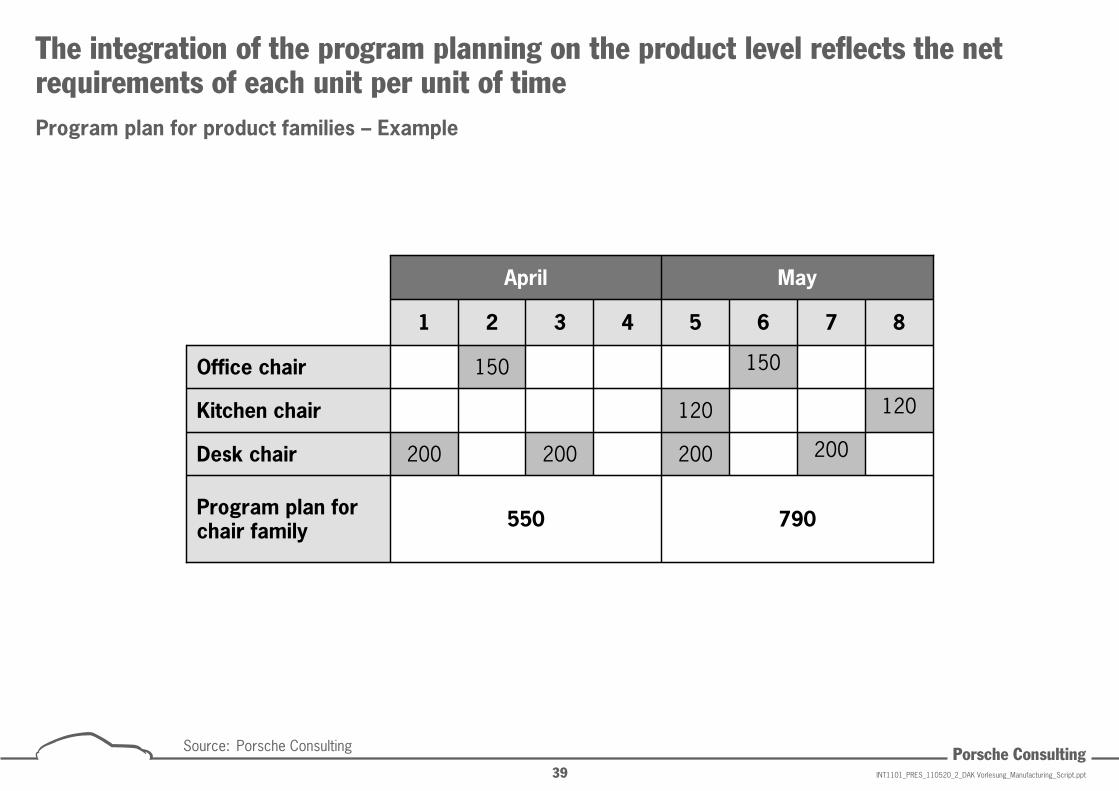
790550Program plan for chair family
200200200200Desk chair
120120Kitchen chair
150150Office chair
87654321
MayApril
Source: Porsche Consulting
The integration of the program planning on the product level reflects the net requirements of each unit per unit of timeProgram plan for product families – Example
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt40Porsche Consulting
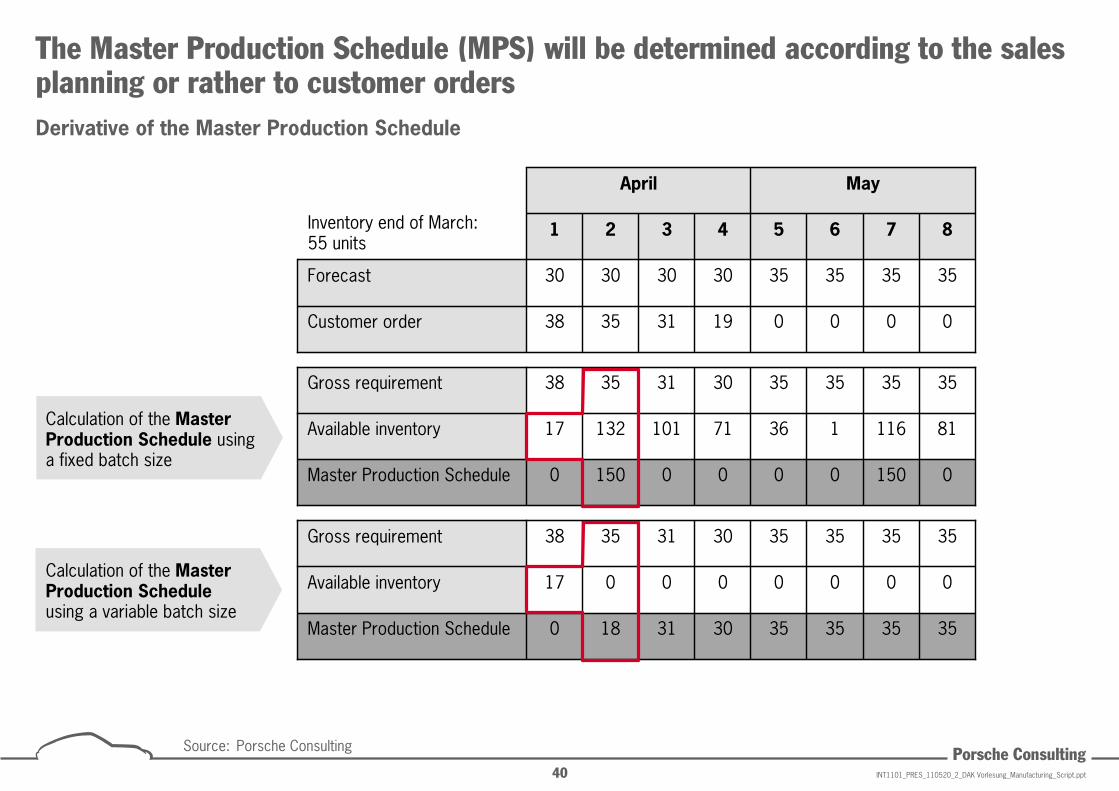
000019313538Customer order
3535353530303030Forecast
87654321
MayApril
015000001500Master Production Schedule
811161367110113217Available inventory
3535353530313538Gross requirement
353535353031180Master Production Schedule
000000017Available inventory
3535353530313538Gross requirement
Calculation of the Master Production Schedule using a fixed batch size
Calculation of the Master Production Scheduleusing a variable batch size
Inventory end of March: 55 units
Source: Porsche Consulting
The Master Production Schedule (MPS) will be determined according to the sales planning or rather to customer ordersDerivative of the Master Production Schedule
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt41Porsche Consulting
The batch size is a machine´s production volume between a changeover
As a part of the batch size planning the period-based net requirements are combined into production lots according to economical criteria
For all products that are produced on the same manufacturing facility it has to be determined in how many batches and with which size the total production output of a planning period has to be split up
Source: Porsche Consulting
The production lot depicts a quantitative defined production order
Definition
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt42Porsche Consulting
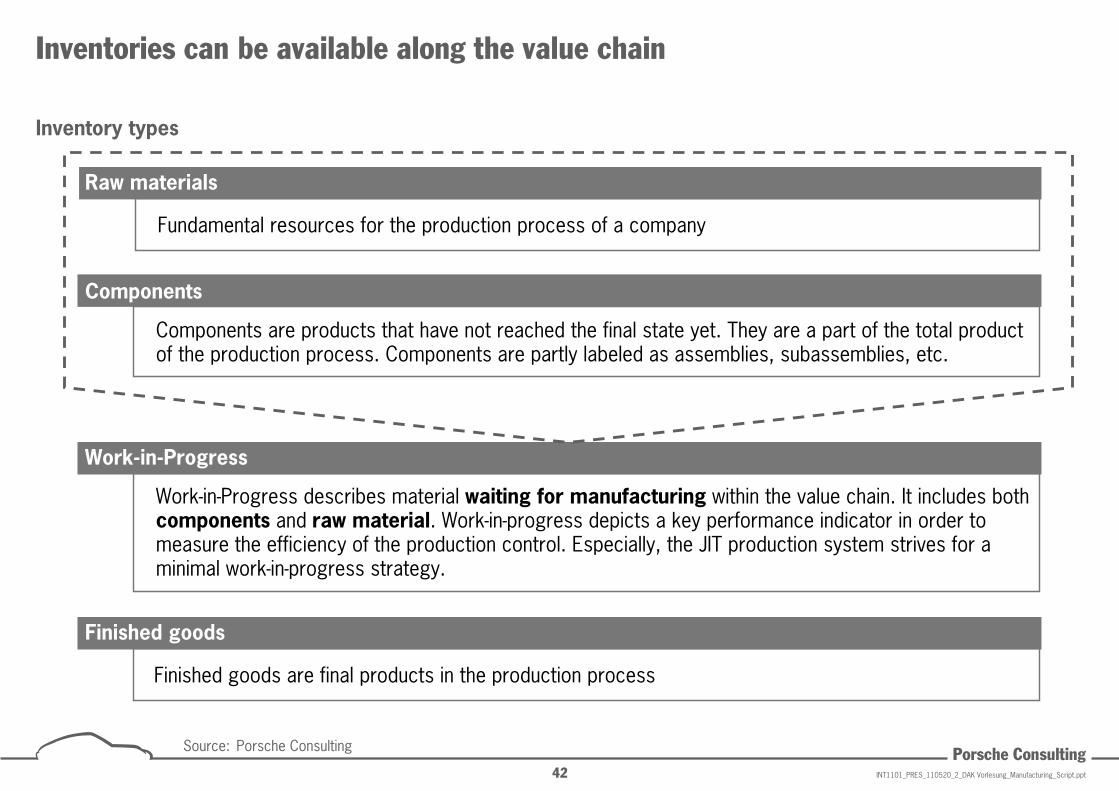
Fundamental resources for the production process of a company
Raw materials
Components
Components are products that have not reached the final state yet. They are a part of the total product of the production process. Components are partly labeled as assemblies, subassemblies, etc.
Work-in-Progress
Work-in-Progress describes material waiting for manufacturing within the value chain. It includes both components and raw material. Work-in-progress depicts a key performance indicator in order to measure the efficiency of the production control. Especially, the JIT production system strives for a minimal work-in-progress strategy.
Finished goods
Finished goods are final products in the production process
Source: Porsche Consulting
Inventories can be available along the value chain
Inventory types
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt43Porsche ConsultingSource: Porsche Consulting
The vision of zero inventory is corroborated by a lot of arguments
Motivation for stock-keeping
1. Economies of scale
2. Uncertainty- concerning demand - concerning through-put-time (e.g., process stability)- concerning procurement
3. Speculation- concerning highly volatile prices
4. Transport
5. Smoothing- e.g., minimal purchase quantity of the supplier
6. Logistics- e.g., bulk goods and cheap material
7. Cost of inventory management
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt44Porsche Consulting
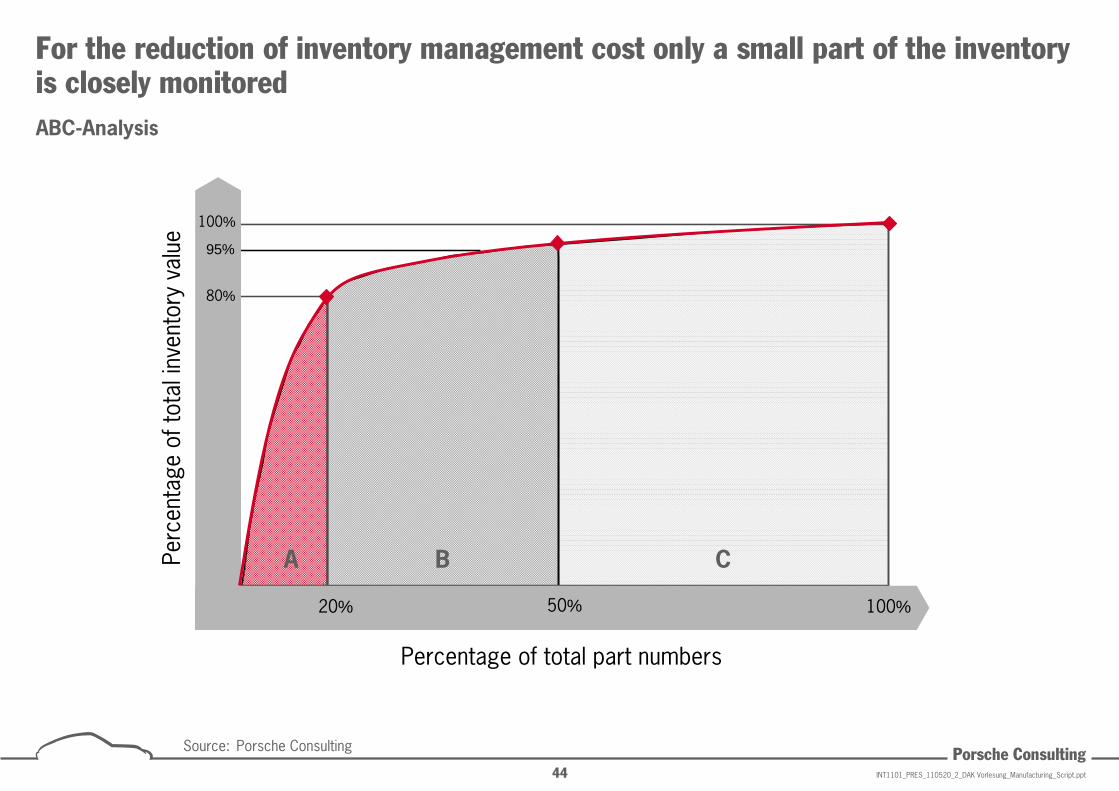
80%
95%
100%
20% 50% 100%
A B C
Percentage of total part numbers
Perc
enta
ge o
f tot
al in
vent
ory
valu
e
Source: Porsche Consulting
For the reduction of inventory management cost only a small part of the inventory is closely monitored ABC-Analysis
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt45Porsche Consulting
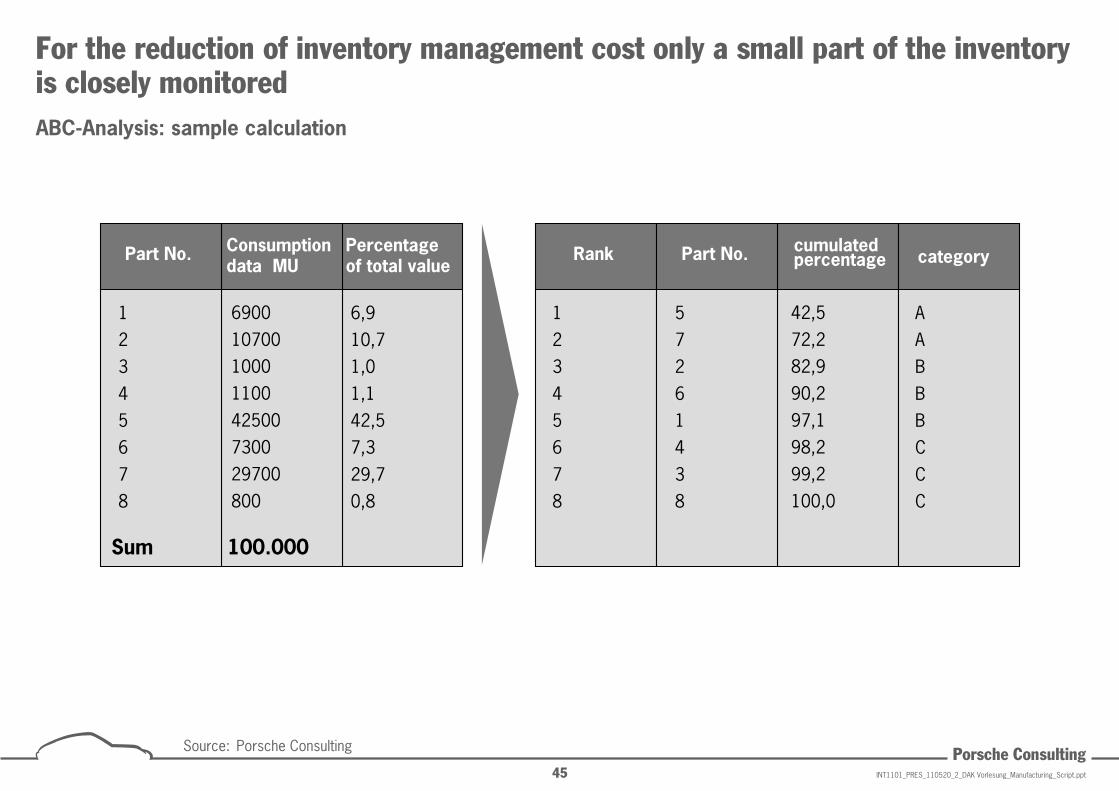
6,910,71,01,142,57,329,70,8
42,572,282,990,297,198,299,2100,0
AABBBCCC
6900107001000110042500730029700800
12345678
Percentage of total value
cumulated percentage category
Consumptiondata MU
Part No. Rank Part No.
57261438
12345678
Sum 100.000
Source: Porsche Consulting
For the reduction of inventory management cost only a small part of the inventory is closely monitoredABC-Analysis: sample calculation
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt46Porsche Consulting
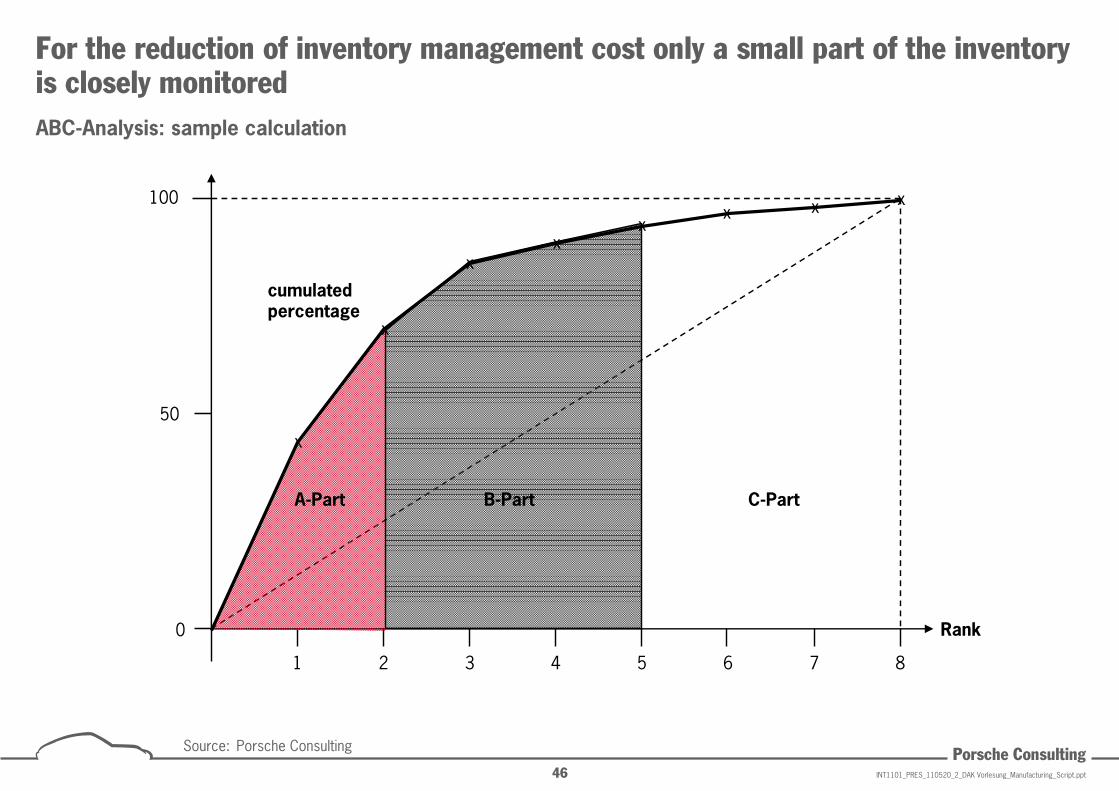
100
cumulated percentage
50
Rank
1 2 3 4 5 6 7 8
0
x
x
x
x
xx
x
x
A-Part B-Part C-Part
Source: Porsche Consulting
For the reduction of inventory management cost only a small part of the inventory is closely monitoredABC-Analysis: sample calculation
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt47Porsche ConsultingSource: Porsche Consulting
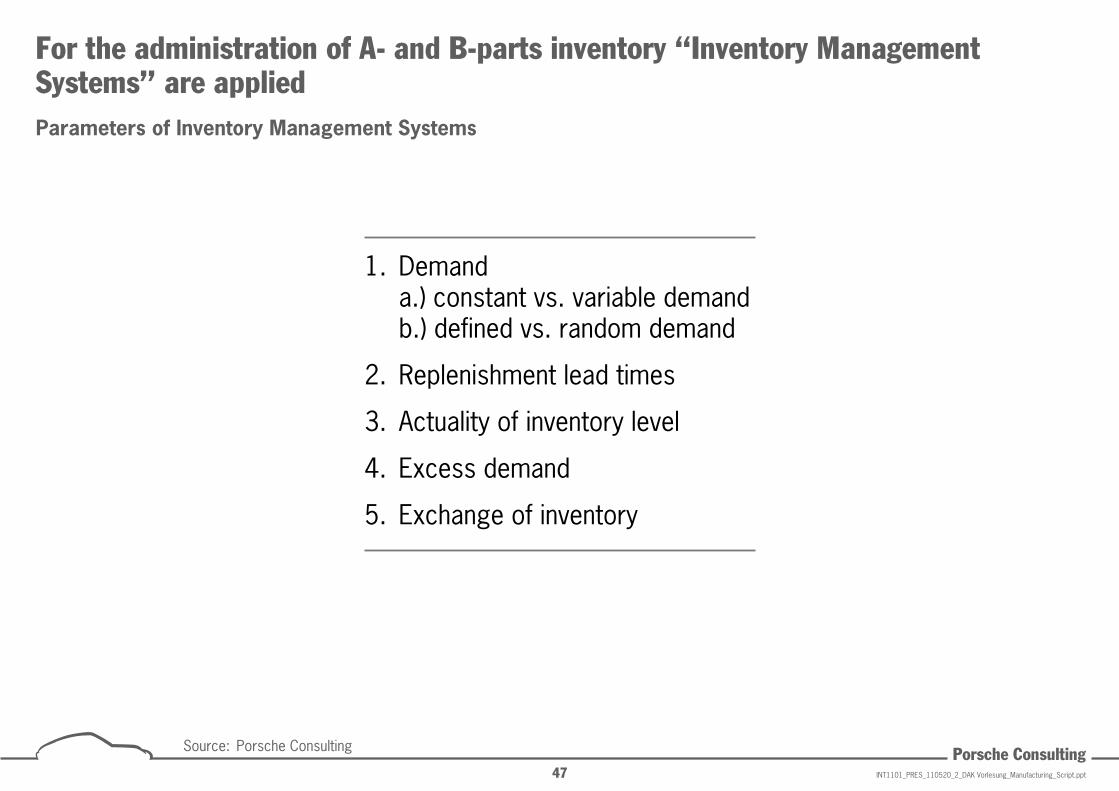
For the administration of A- and B-parts inventory “Inventory Management Systems” are applied Parameters of Inventory Management Systems
1. Demanda.) constant vs. variable demandb.) defined vs. random demand
2. Replenishment lead times
3. Actuality of inventory level
4. Excess demand
5. Exchange of inventory
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt48Porsche ConsultingSource: Porsche Consulting
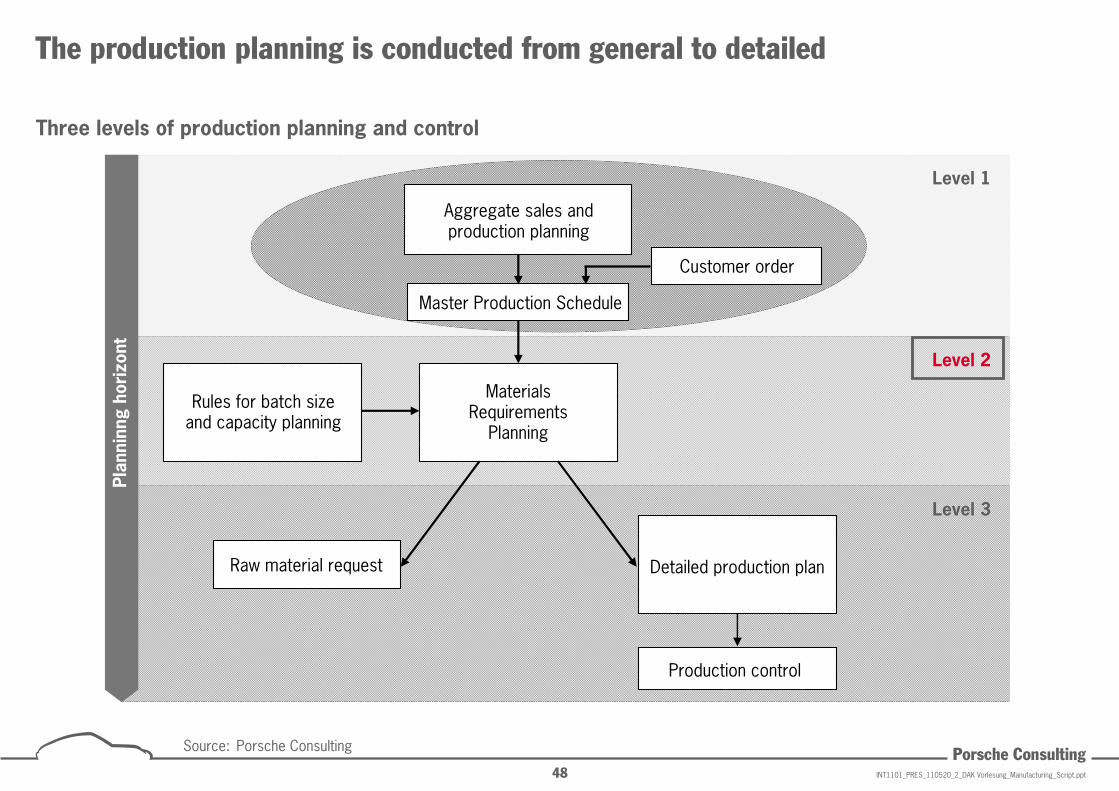
The production planning is conducted from general to detailed
Three levels of production planning and control
Aggregate sales and production planning
Customer order
Master Production Schedule
Materials Requirements
Planning
Rules for batch size and capacity planning
Raw material request Detailed production plan
Production control
Plan
ninn
gho
rizo
nt
Level 1
Level 2
Level 3
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt49Porsche Consulting
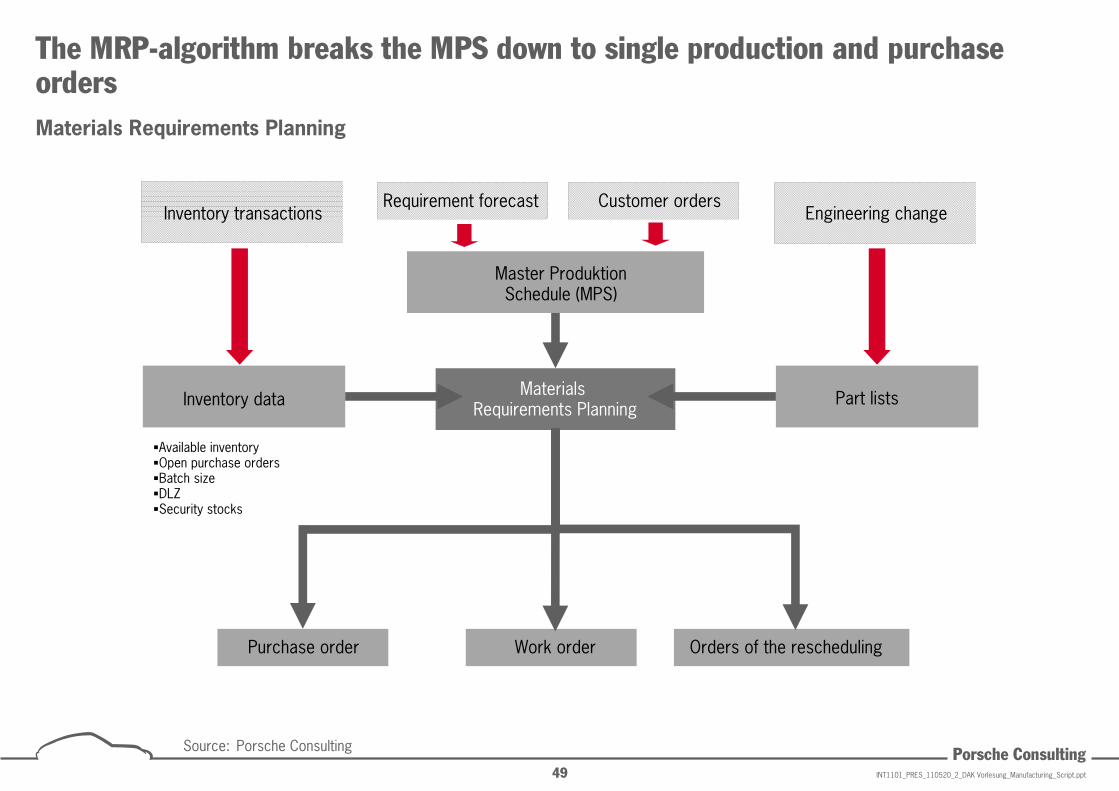
Requirement forecast Customer orders
Master Produktion Schedule (MPS)
Engineering changeInventory transactions
Materials Requirements Planning
Available inventoryOpen purchase ordersBatch sizeDLZSecurity stocks
Purchase order Work order Orders of the rescheduling
Inventory data Part lists
Source: Porsche Consulting
The MRP-algorithm breaks the MPS down to single production and purchase orders Materials Requirements Planning
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt50Porsche Consulting
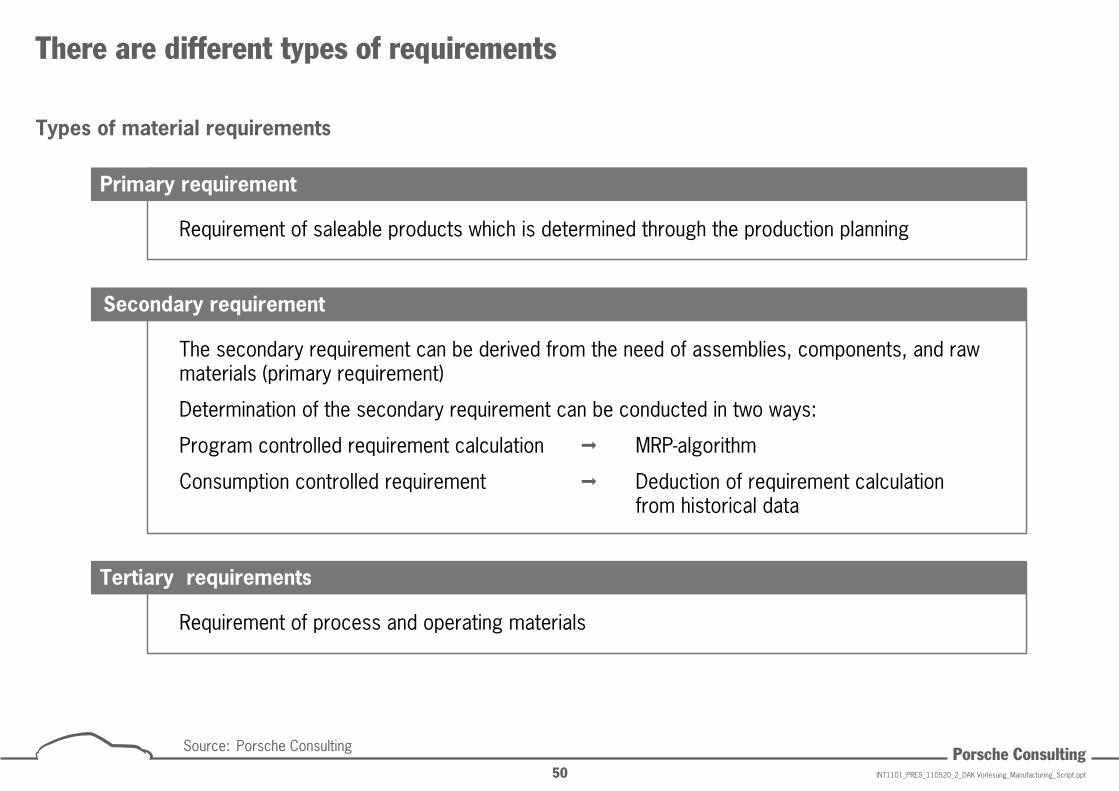
ManufakturPrimary requirement
Requirement of saleable products which is determined through the production planning
ManufakturSecondary requirement
The secondary requirement can be derived from the need of assemblies, components, and raw materials (primary requirement)
Determination of the secondary requirement can be conducted in two ways:
Program controlled requirement calculation MRP-algorithm
Consumption controlled requirement Deduction of requirement calculationfrom historical data
ManufakturTertiary requirements
Requirement of process and operating materials
Source: Porsche Consulting
There are different types of requirements
Types of material requirements
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt51Porsche Consulting
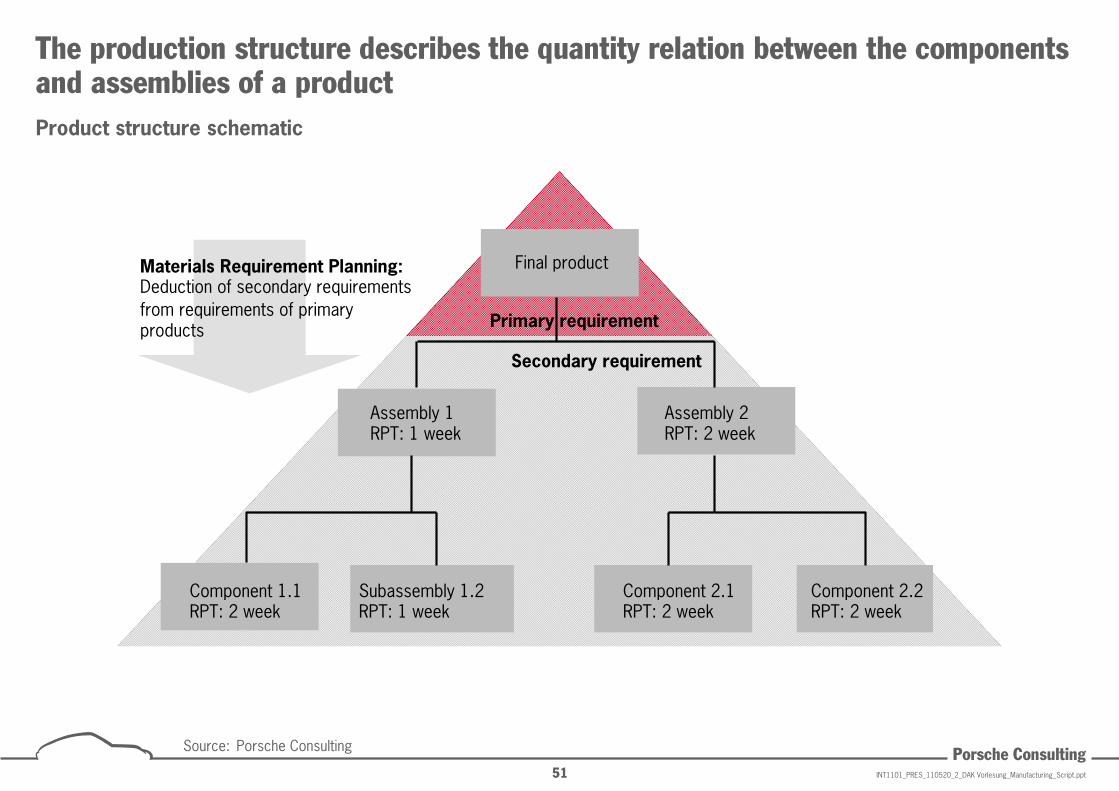
Final product
Assembly 1 RPT: 1 week
Assembly 2 RPT: 2 week
Component 1.1 RPT: 2 week
Subassembly 1.2 RPT: 1 week
Component 2.1 RPT: 2 week
Component 2.2 RPT: 2 week
Primary requirement
Secondary requirement
Materials Requirement Planning:Deduction of secondary requirements from requirements of primary products
Source: Porsche Consulting
The production structure describes the quantity relation between the components and assemblies of a productProduct structure schematic
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt52Porsche Consulting
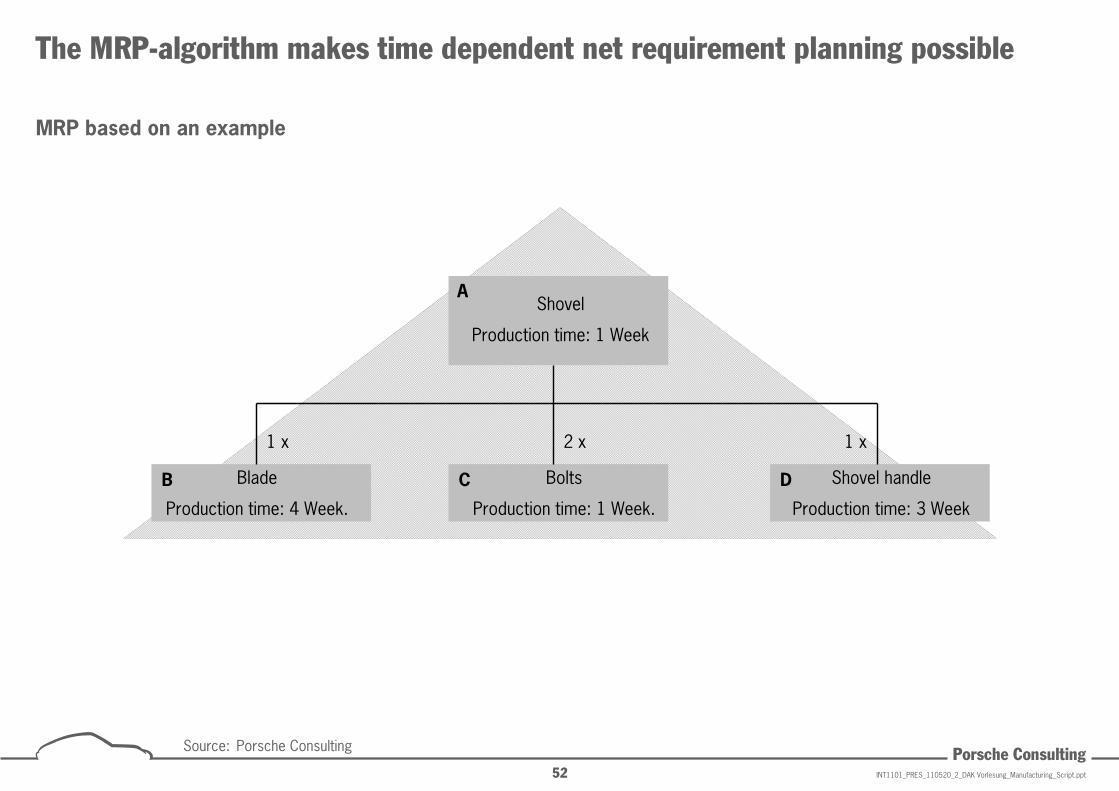
Shovel
Production time: 1 Week
Blade
Production time: 4 Week.
Bolts
Production time: 1 Week.
Shovel handle
Production time: 3 Week
1 x 2 x 1 x
A
B C D
Source: Porsche Consulting
The MRP-algorithm makes time dependent net requirement planning possible
MRP based on an example
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt53Porsche Consulting
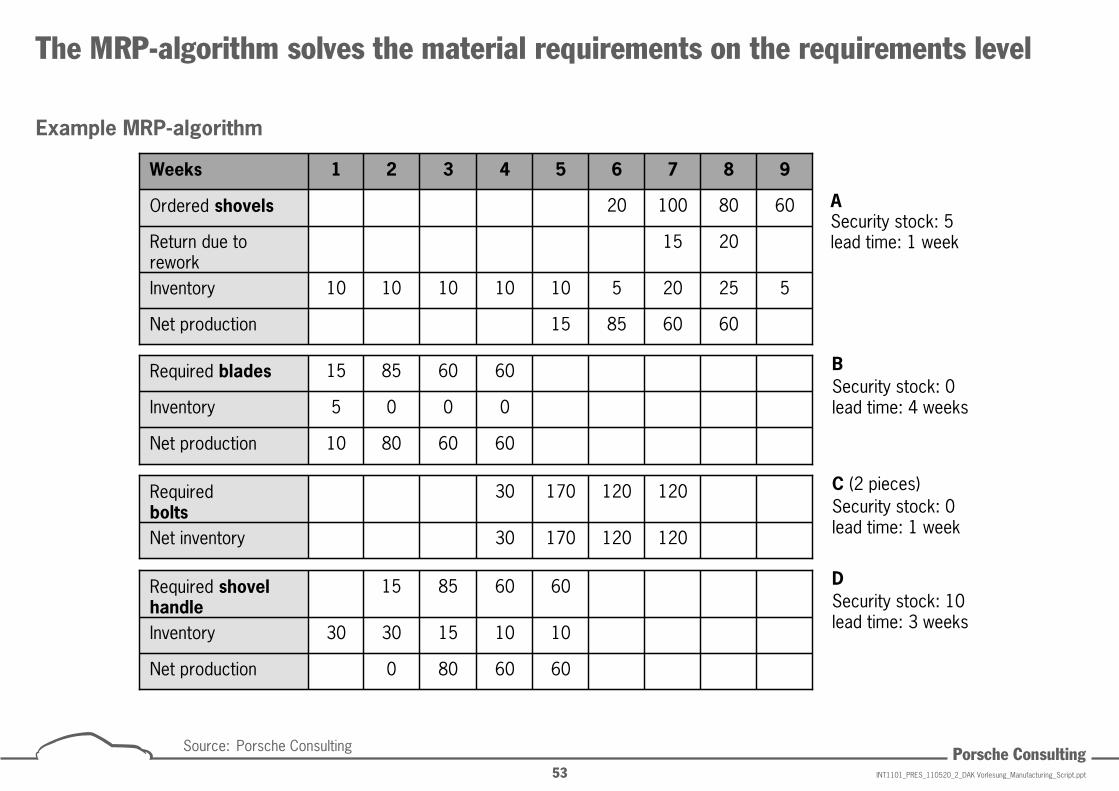
60608515Net production
5252051010101010Inventory
2015Return due to rework
608010020Ordered shovels
987654321Weeks
60608010Net production
0005Inventory
60608515Required blades
12012017030Net inventory
12012017030Requiredbolts
6060800Net production
1010153030Inventory
60608515Required shovel handle
ASecurity stock: 5lead time: 1 week
BSecurity stock: 0lead time: 4 weeks
C (2 pieces)Security stock: 0lead time: 1 week
DSecurity stock: 10lead time: 3 weeks
Source: Porsche Consulting
The MRP-algorithm solves the material requirements on the requirements level
Example MRP-algorithm
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt54Porsche ConsultingSource: Porsche Consulting
Despite the logical consistency, the MRP-algorithm has some serious weaknesses
MRP weaknesses
Uncertainty- Concerning the requirement forecast (distribution)- Concerning the through-put-time/replenishment lead times of the single components Reaction: Creation of security stocks
Planning to avoid infinite capacities
Rolling planning horizon
System „Nervousness“- Adjustment of the requirement forecast- Delay in delivery - Machine break downs and staff shortage
Constant, i.e. batch size independent replenishment lead times
Instabilities in the process security not considered volatile output
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt55Porsche ConsultingSource: Porsche Consulting
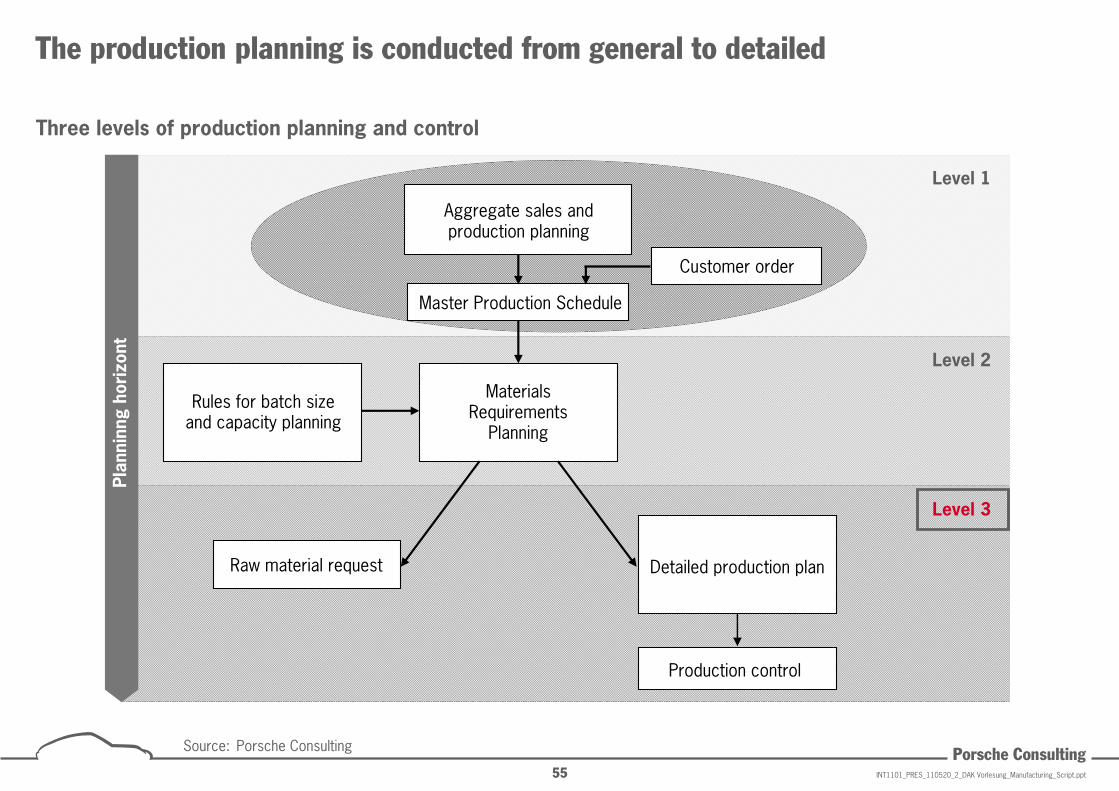
The production planning is conducted from general to detailed
Three levels of production planning and control
Aggregate sales and production planning
Customer order
Master Production Schedule
Materials Requirements
Planning
Rules for batch size and capacity planning
Raw material request Detailed production plan
Production control
Plan
ninn
gho
rizo
nt
Level 1
Level 2
Level 3
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt56Porsche Consulting
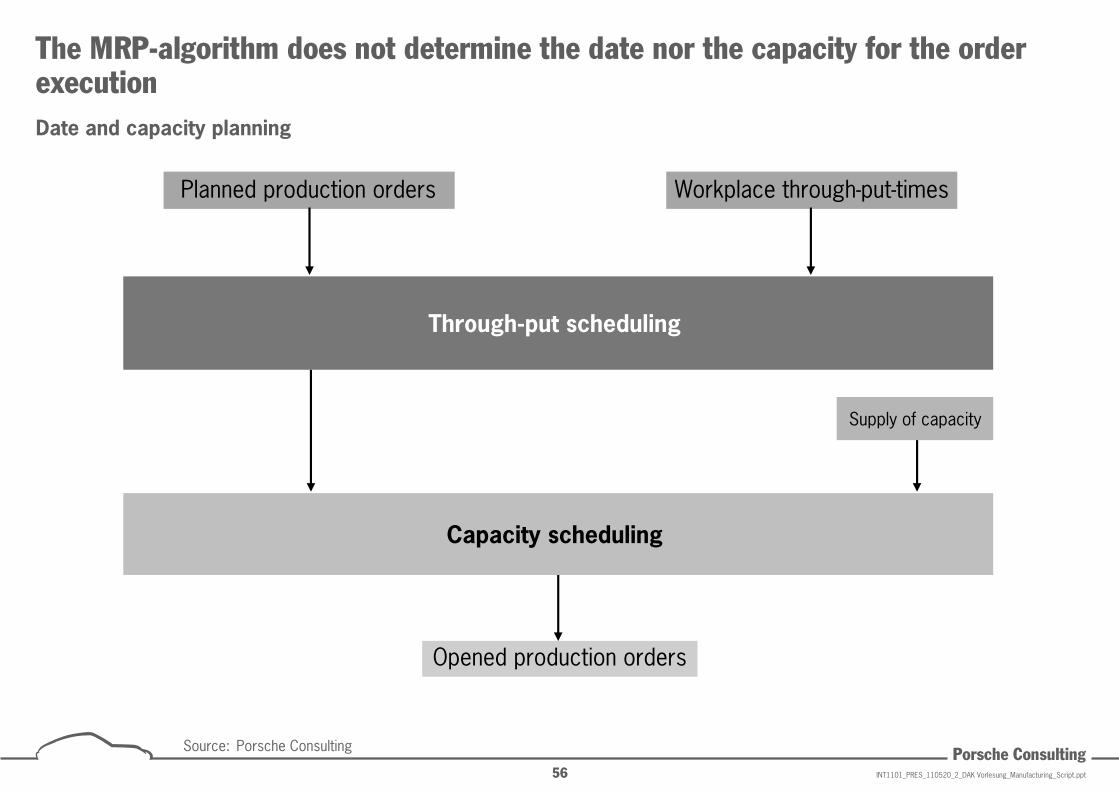
Planned production orders Workplace through-put-times
Through-put scheduling
Supply of capacity
Capacity scheduling
Opened production orders
Source: Porsche Consulting
The MRP-algorithm does not determine the date nor the capacity for the order execution Date and capacity planning
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt57Porsche Consulting
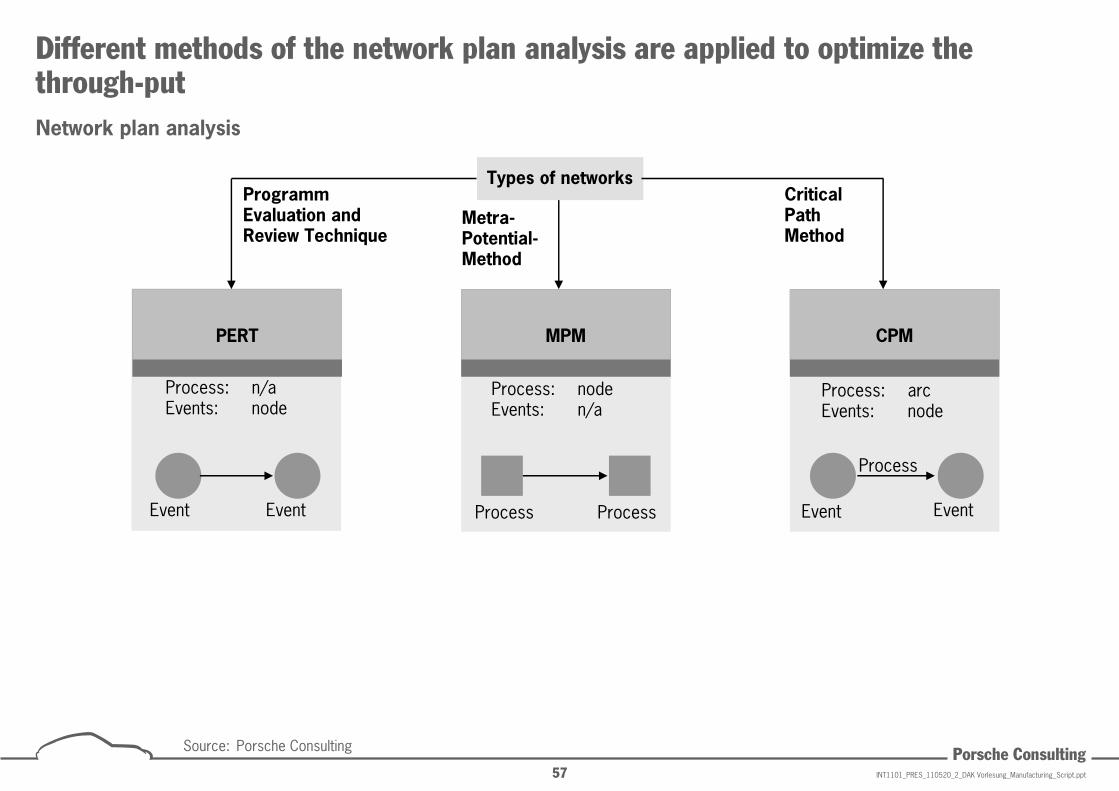
Types of networks
PERT MPM CPM
Process: n/aEvents: node
Process: nodeEvents: n/a
Process: arcEvents: node
Process
Event Event Event Event
Programm Evaluation and Review Technique
Metra-Potential-Method
Critical Path Method
Source: Porsche Consulting
Different methods of the network plan analysis are applied to optimize the through-putNetwork plan analysis
Process Process
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt58Porsche Consulting
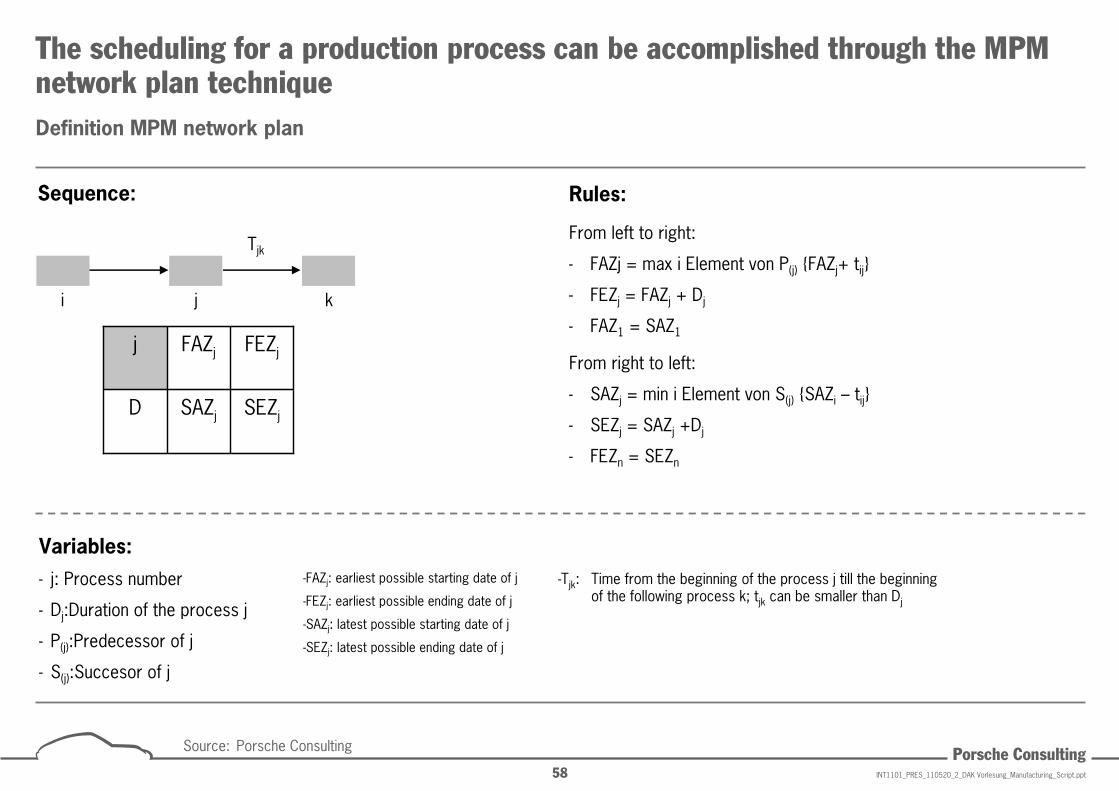
Sequence:
i j k
SEZjSAZjD
FEZjFAZjj
Rules:
From left to right:
- FAZj = max i Element von P(j) {FAZj+ tij}
- FEZj = FAZj + Dj
- FAZ1 = SAZ1
From right to left:
- SAZj = min i Element von S(j) {SAZi – tij}
- SEZj = SAZj +Dj
- FEZn = SEZn
Variables:- j: Process number
- Dj:Duration of the process j
- P(j):Predecessor of j
- S(j):Succesor of j
-FAZj: earliest possible starting date of j
-FEZj: earliest possible ending date of j
-SAZj: latest possible starting date of j
-SEZj: latest possible ending date of j
Tjk
-Tjk: Time from the beginning of the process j till the beginning of the following process k; tjk can be smaller than Dj
Source: Porsche Consulting
The scheduling for a production process can be accomplished through the MPMnetwork plan technique Definition MPM network plan
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt59Porsche ConsultingSource: Porsche Consulting
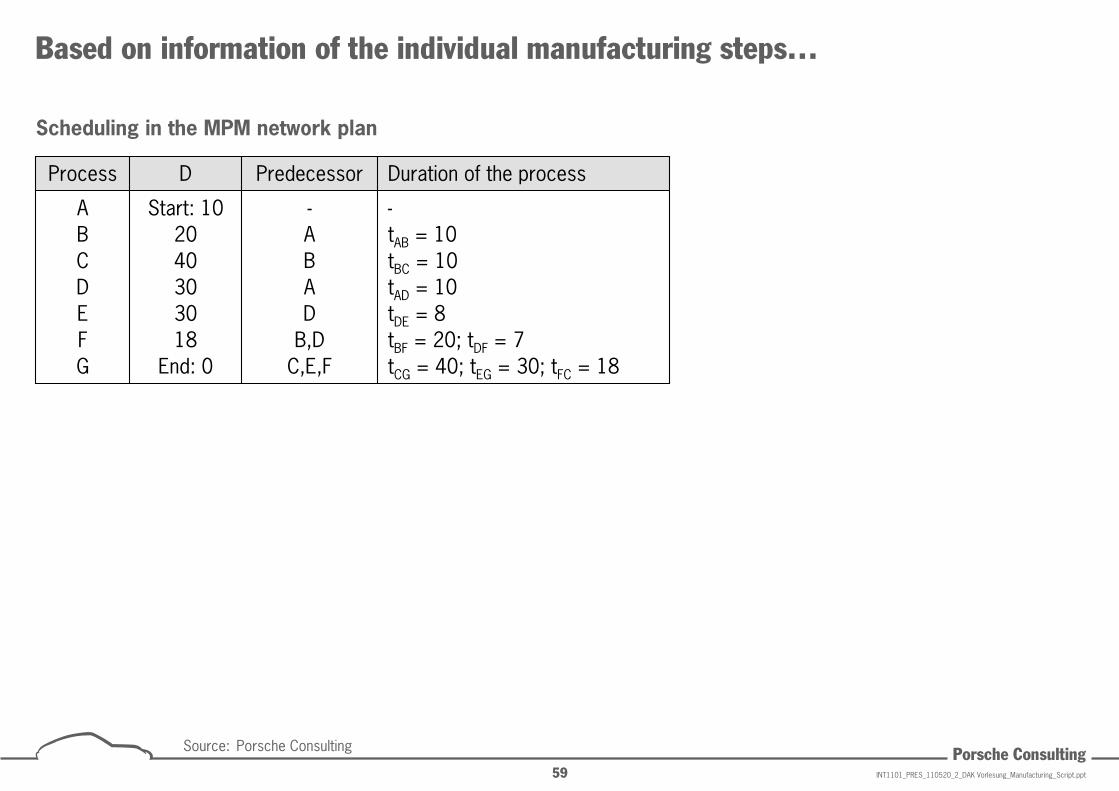
Based on information of the individual manufacturing steps…
Scheduling in the MPM network plan
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt60Porsche ConsultingSource: Porsche Consulting
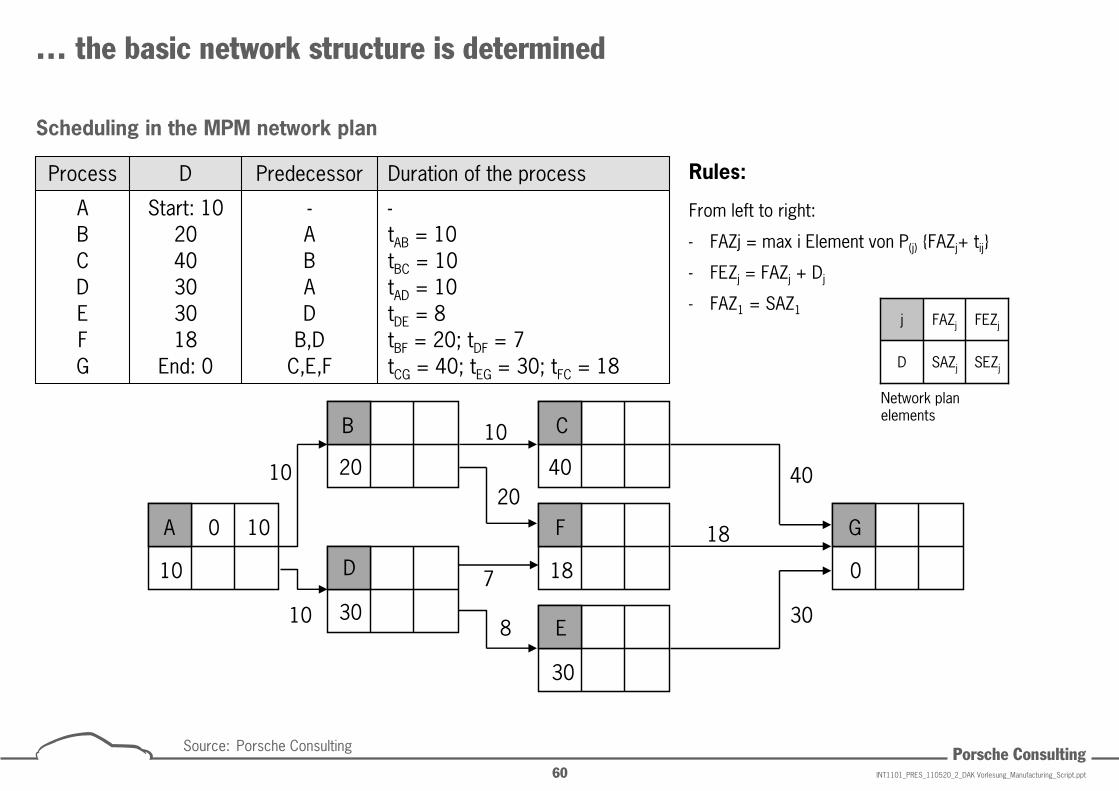
… the basic network structure is determined
Scheduling in the MPM network plan
A F G0 10
10
01810
B C
20 40
30
D
E
30
10
10
20
7
8
40
18
30
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
SEZjSAZjD
FEZjFAZjj
Network plan elements
Rules:
From left to right:
- FAZj = max i Element von P(j) {FAZj+ tij}
- FEZj = FAZj + Dj
- FAZ1 = SAZ1
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt61Porsche ConsultingSource: Porsche Consulting
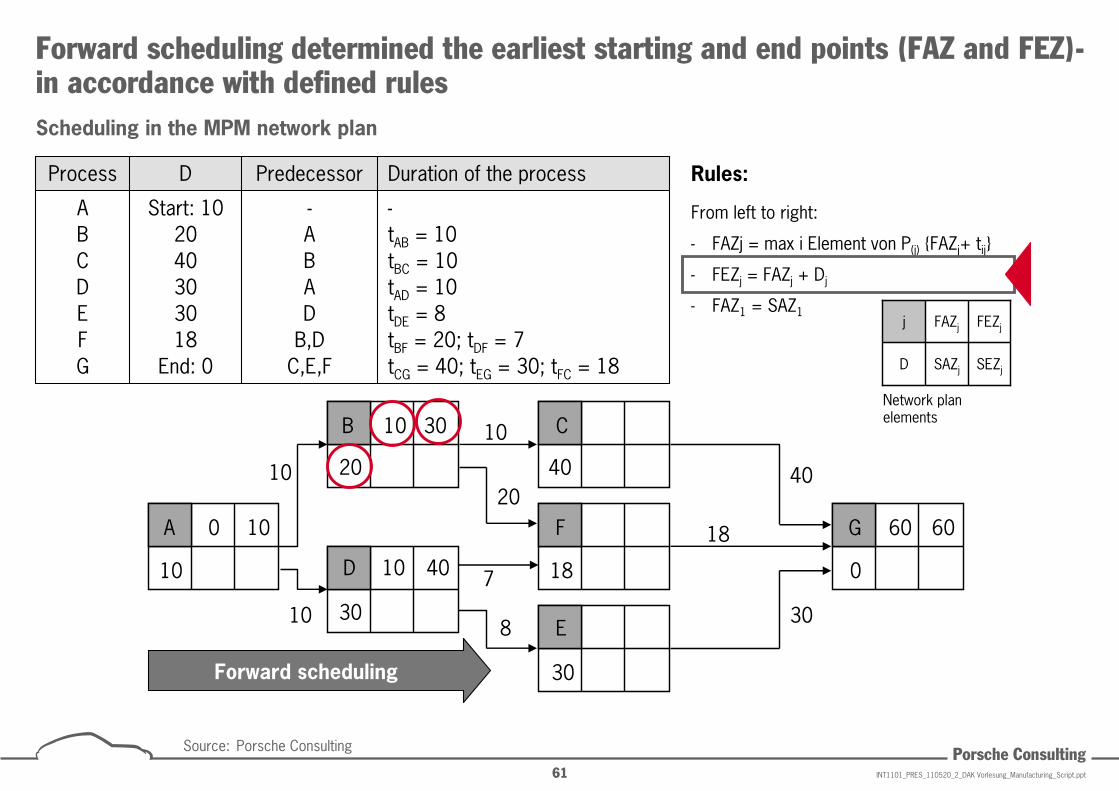
Forward scheduling determined the earliest starting and end points (FAZ and FEZ)-in accordance with defined rulesScheduling in the MPM network plan
A F G0 10
10
60 60
01810
B C10 30
20 40
10 40
30
D
E
30
10
10
20
7
8
40
18
30
Forward scheduling
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
SEZjSAZjD
FEZjFAZjj
Network plan elements
Rules:
From left to right:
- FAZj = max i Element von P(j) {FAZj+ tij}
- FEZj = FAZj + Dj
- FAZ1 = SAZ1
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt62Porsche ConsultingSource: Porsche Consulting
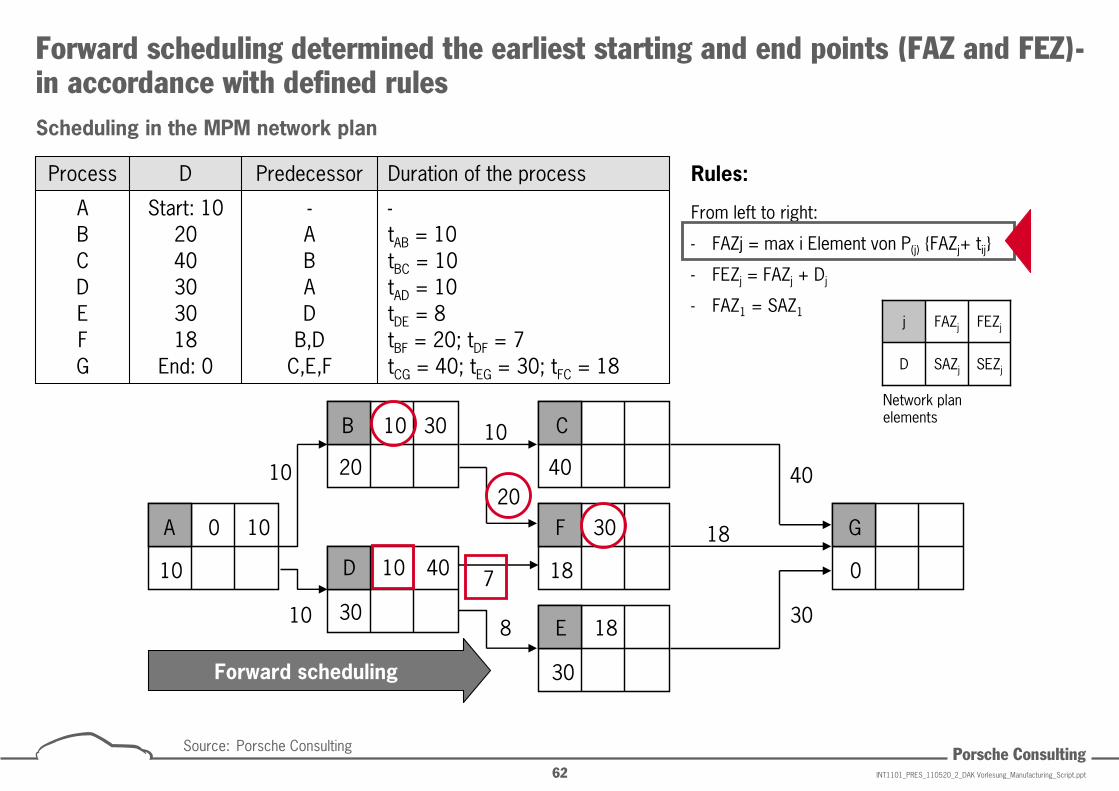
Forward scheduling determined the earliest starting and end points (FAZ and FEZ)-in accordance with defined rulesScheduling in the MPM network plan
A F G0 10 30
10
01810
B C10 30
20 40
10 40
30
D
E 18
30
10
10
20
7
8
40
18
30
Forward scheduling
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
SEZjSAZjD
FEZjFAZjj
Network plan elements
Rules:
From left to right:
- FAZj = max i Element von P(j) {FAZj+ tij}
- FEZj = FAZj + Dj
- FAZ1 = SAZ1
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt63Porsche ConsultingSource: Porsche Consulting
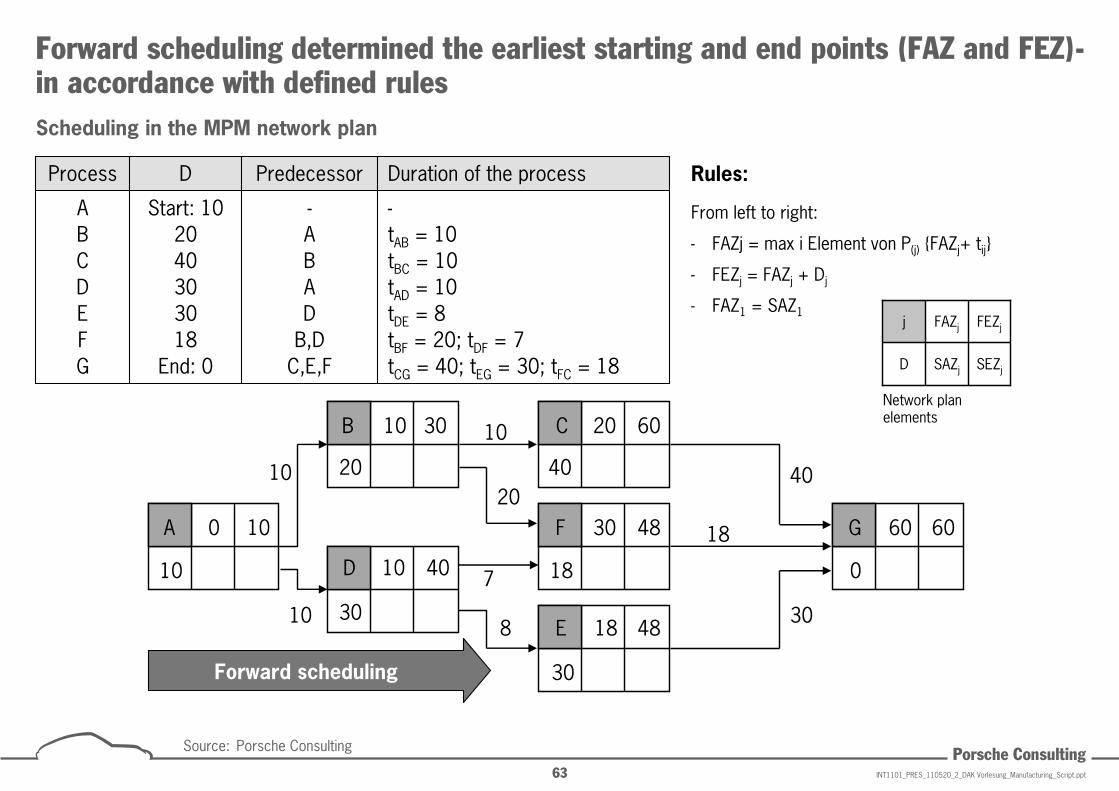
Forward scheduling determined the earliest starting and end points (FAZ and FEZ)-in accordance with defined rulesScheduling in the MPM network plan
A F G0 10 30
10
48 60 60
01810
B C10 30 20 60
20 40
10 40
30
D
E 18 48
30
10
10
20
7
8
40
18
30
Forward scheduling
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
SEZjSAZjD
FEZjFAZjj
Network plan elements
Rules:
From left to right:
- FAZj = max i Element von P(j) {FAZj+ tij}
- FEZj = FAZj + Dj
- FAZ1 = SAZ1
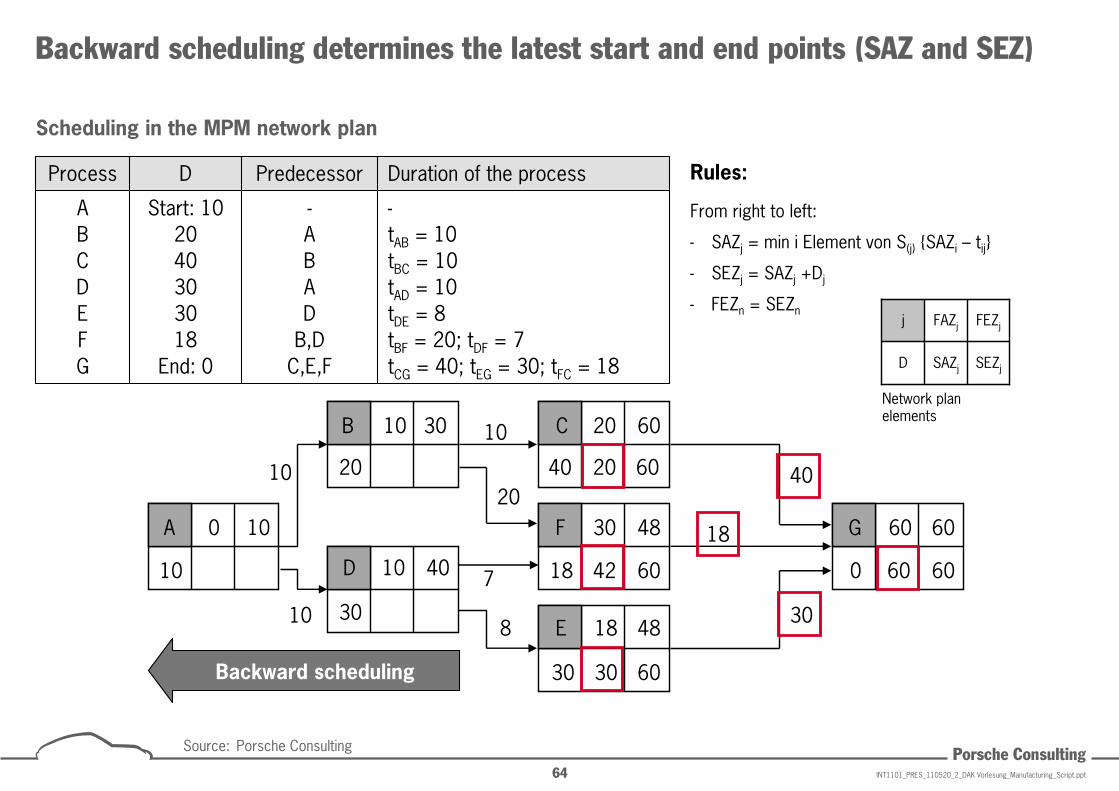
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt64Porsche Consulting
A F G0 10 30
10
48 60 60
606001810
B C10 30 20 60
20 40
10 40
30
D
E 18 48
30
6042
6020
30 60
10
10
20
7
8
40
18
30
Backward scheduling
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
Source: Porsche Consulting
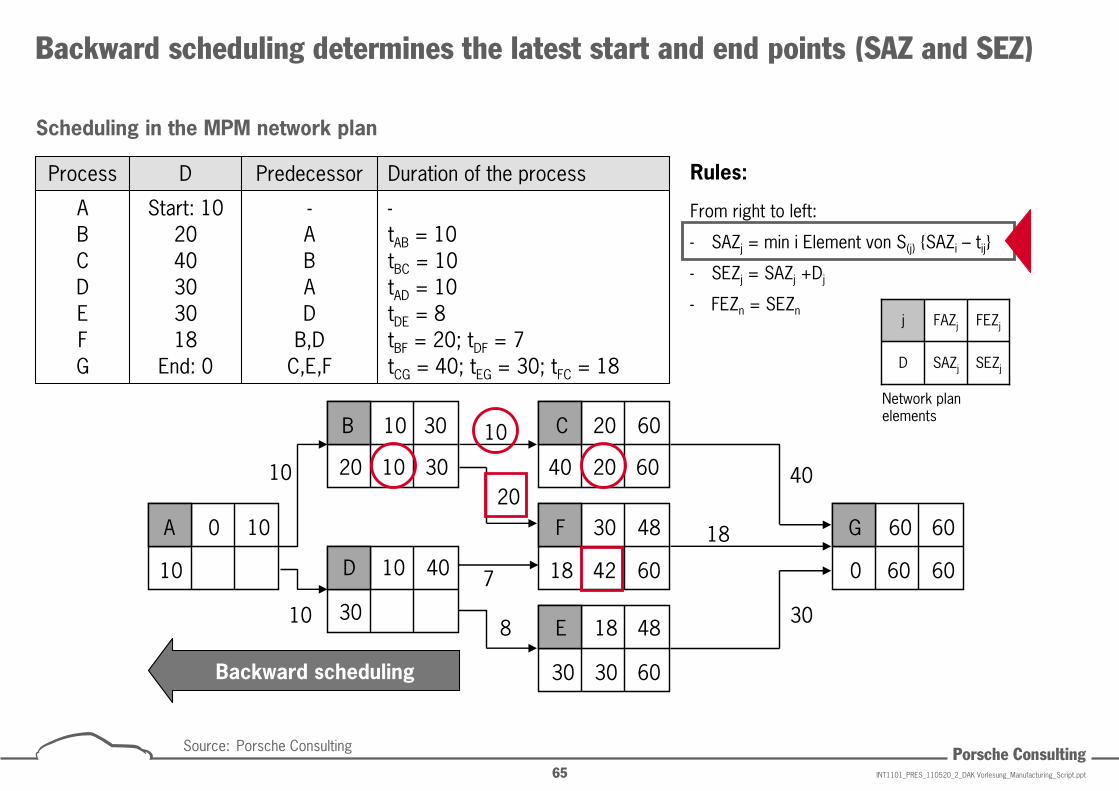
Backward scheduling determines the latest start and end points (SAZ and SEZ)
Scheduling in the MPM network plan
SEZjSAZjD
FEZjFAZjj
Network plan elements
Rules:
From right to left:
- SAZj = min i Element von S(j) {SAZi – tij}
- SEZj = SAZj +Dj
- FEZn = SEZn
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt65Porsche Consulting
A F G0 10 30
10
48 60 60
606001810
B C10 30 20 60
20 40
10 40
30
10 30
D
E 18 48
30
6042
6020
30 60
10
10
20
7
8
40
18
30
Backward scheduling
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
Source: Porsche Consulting
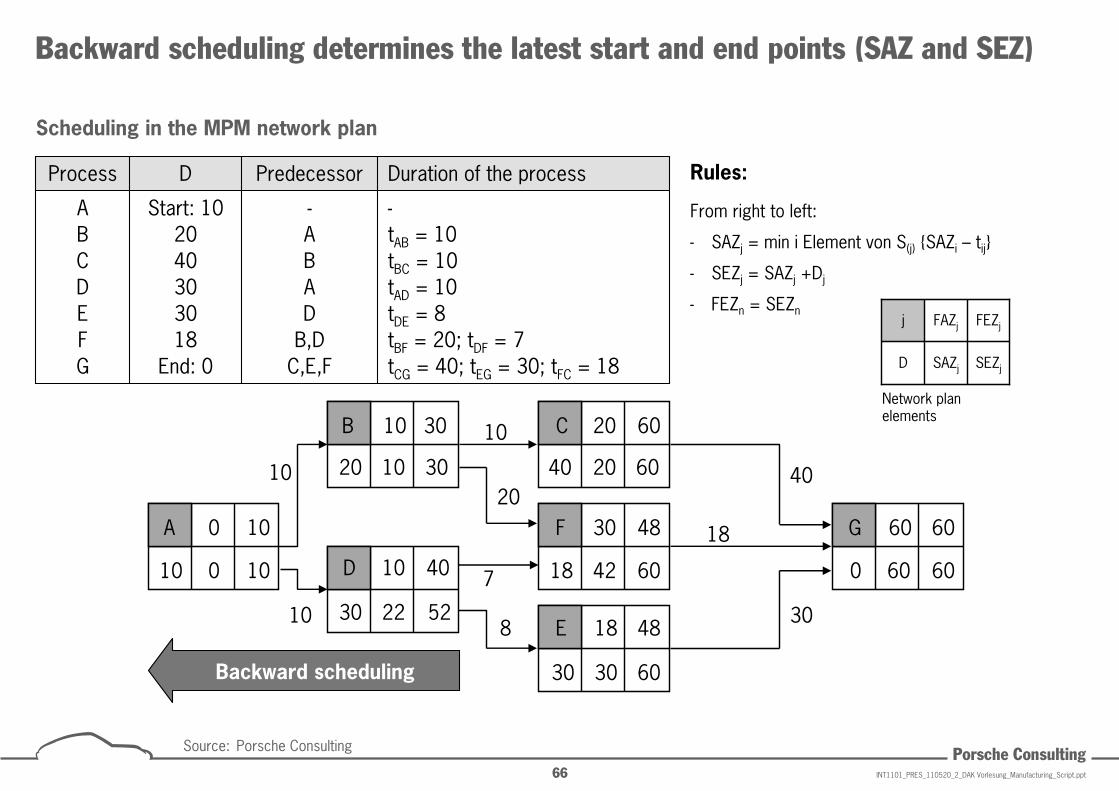
Backward scheduling determines the latest start and end points (SAZ and SEZ)
Scheduling in the MPM network plan
SEZjSAZjD
FEZjFAZjj
Network plan elements
Rules:
From right to left:
- SAZj = min i Element von S(j) {SAZi – tij}
- SEZj = SAZj +Dj
- FEZn = SEZn
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt66Porsche Consulting
A F G0 10 30
10
48 60 60
606001810 0 10
B C10 30 20 60
20 40
10 40
30
10 30
22 52
D
E 18 48
30
6042
6020
30 60
10
10
20
7
8
40
18
30
Backward scheduling
-tAB = 10tBC = 10tAD = 10tDE = 8tBF = 20; tDF = 7tCG = 40; tEG = 30; tFC = 18
-ABAD
B,DC,E,F
Start: 102040303018
End: 0
ABCDEFG
Duration of the processPredecessorDProcess
Source: Porsche Consulting
Backward scheduling determines the latest start and end points (SAZ and SEZ)
Scheduling in the MPM network plan
SEZjSAZjD
FEZjFAZjj
Network plan elements
Rules:
From right to left:
- SAZj = min i Element von S(j) {SAZi – tij}
- SEZj = SAZj +Dj
- FEZn = SEZn
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt67Porsche Consulting
A F G0 10 30
10
48 60 60
606000 60421810 10
B C10 30 20 60
20 10 30 40 6020
10 40
30 22 52
D
E 18 48
30 30 60
10
10
20
7
8
40
18
30
Source: Porsche Consulting
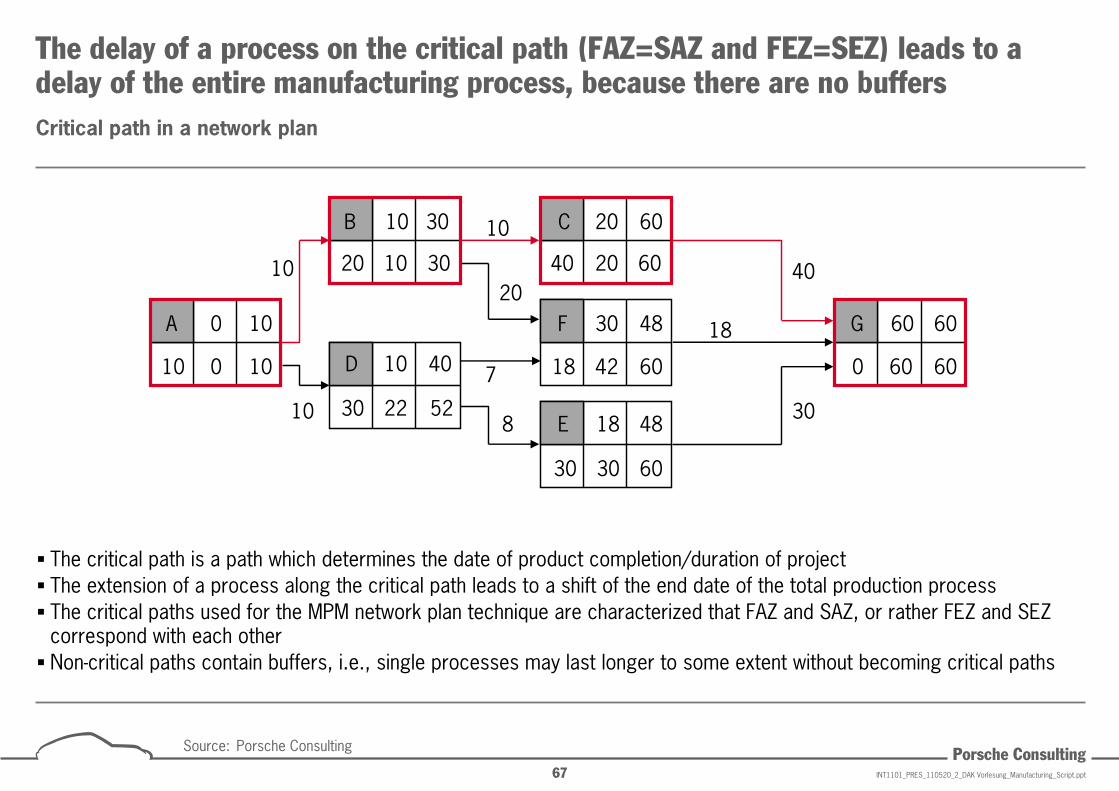
The delay of a process on the critical path (FAZ=SAZ and FEZ=SEZ) leads to a delay of the entire manufacturing process, because there are no buffersCritical path in a network plan
The critical path is a path which determines the date of product completion/duration of project The extension of a process along the critical path leads to a shift of the end date of the total production process The critical paths used for the MPM network plan technique are characterized that FAZ and SAZ, or rather FEZ and SEZ
correspond with each other Non-critical paths contain buffers, i.e., single processes may last longer to some extent without becoming critical paths
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt68Porsche Consulting
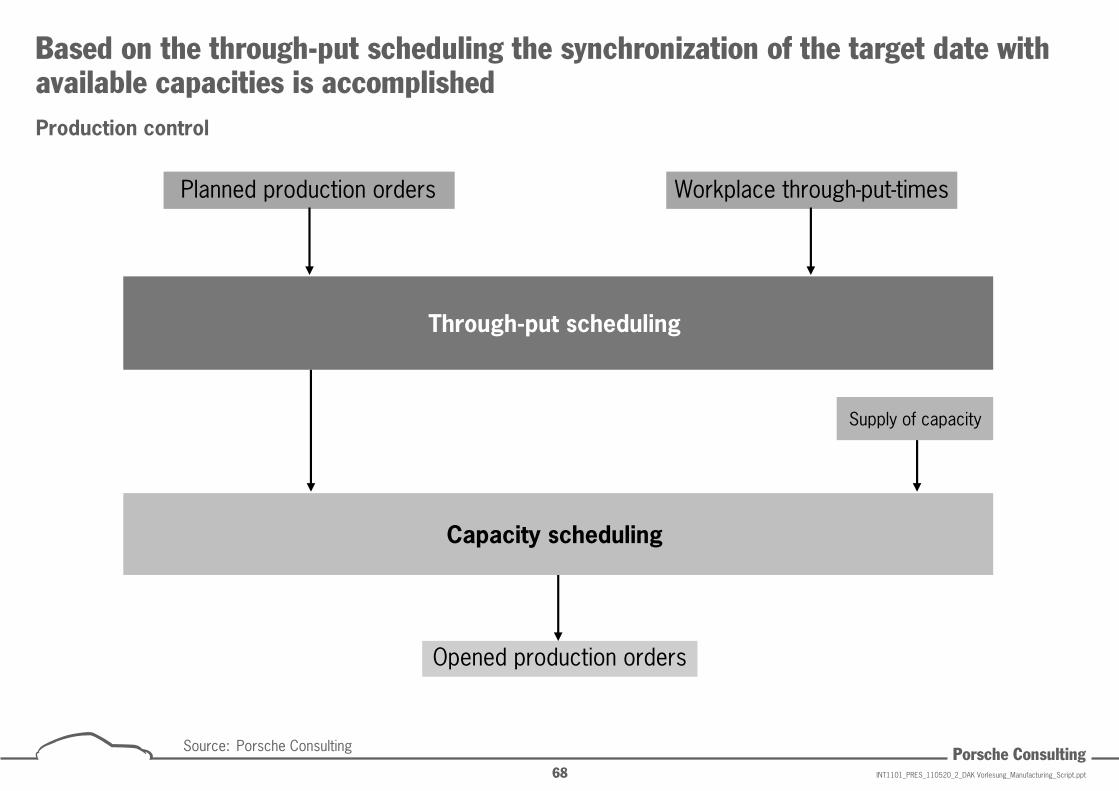
Planned production orders Workplace through-put-times
Through-put scheduling
Supply of capacity
Capacity scheduling
Opened production orders
Source: Porsche Consulting
Based on the through-put scheduling the synchronization of the target date with available capacities is accomplishedProduction control
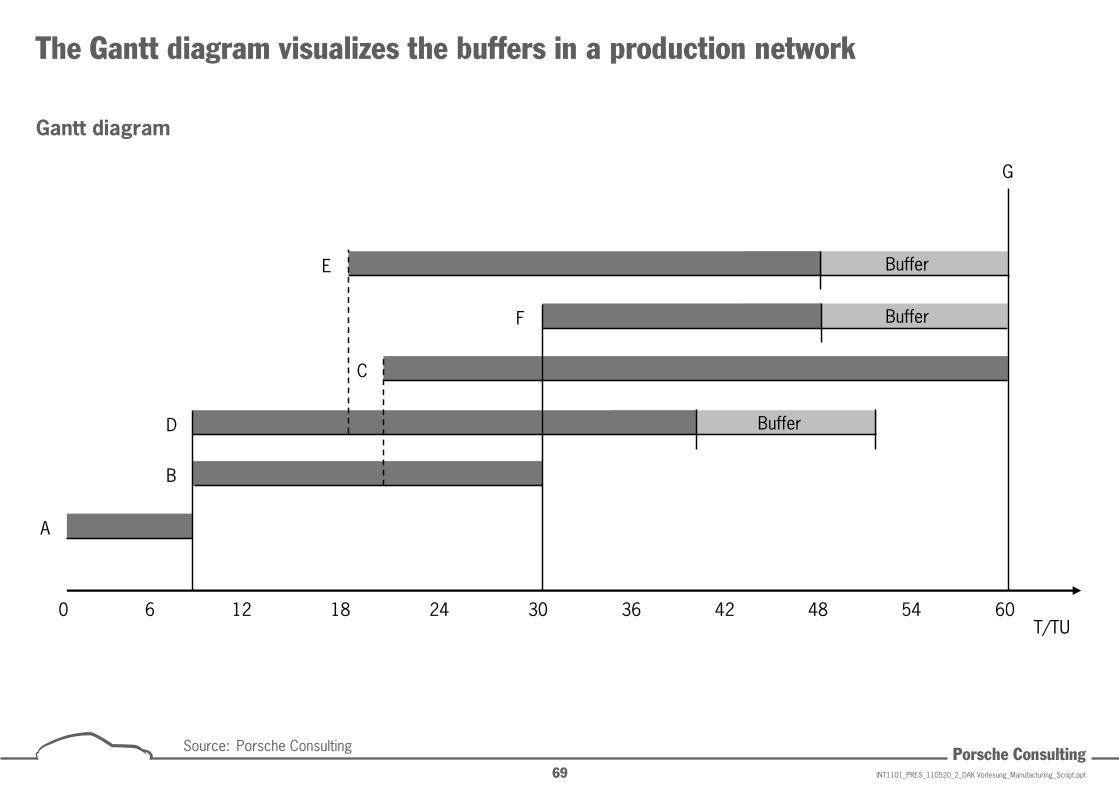
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt69Porsche Consulting
306 12 18 24 36 42 48 54 600
Buffer
Buffer
Buffer
T/TU
A
B
D
C
E
F
G
Source: Porsche Consulting
The Gantt diagram visualizes the buffers in a production network
Gantt diagram
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt70Porsche Consulting
306 12 18 24 36 42 48 54 600
24
68
10
AB
D C
C
E
F
Wor
king
hou
rs
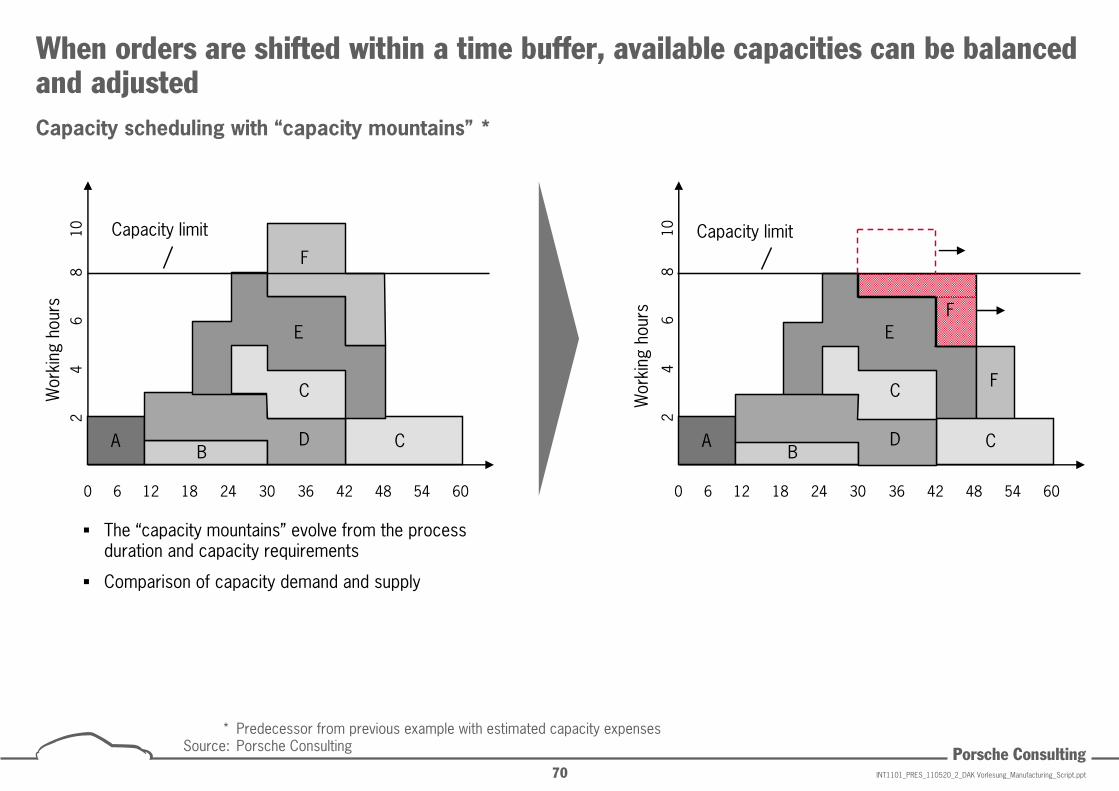
Capacity limit
The “capacity mountains” evolve from the process duration and capacity requirements
Comparison of capacity demand and supply
306 12 18 24 36 42 48 54 600
24
68
10
AB
D C
C
EF
F
Capacity limit
Wor
king
hou
rs
* Predecessor from previous example with estimated capacity expensesSource: Porsche Consulting
When orders are shifted within a time buffer, available capacities can be balanced and adjusted Capacity scheduling with “capacity mountains” *
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt71Porsche ConsultingSource: Porsche Consulting
A capacity determination is accomplished, if order shifts are impossible
Options of the capacity management
Capacity adjustment (change in supply)
Increase: overtime, recruitment , investment
Decrease: short-time work, staff reduction
Capacity synchronization (change in demand)
Increase: additional orders, Mayntenance work, inventory production
Decrease: reject orders, subcontracting, shift of burden
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt72Porsche ConsultingSource: Porsche Consulting
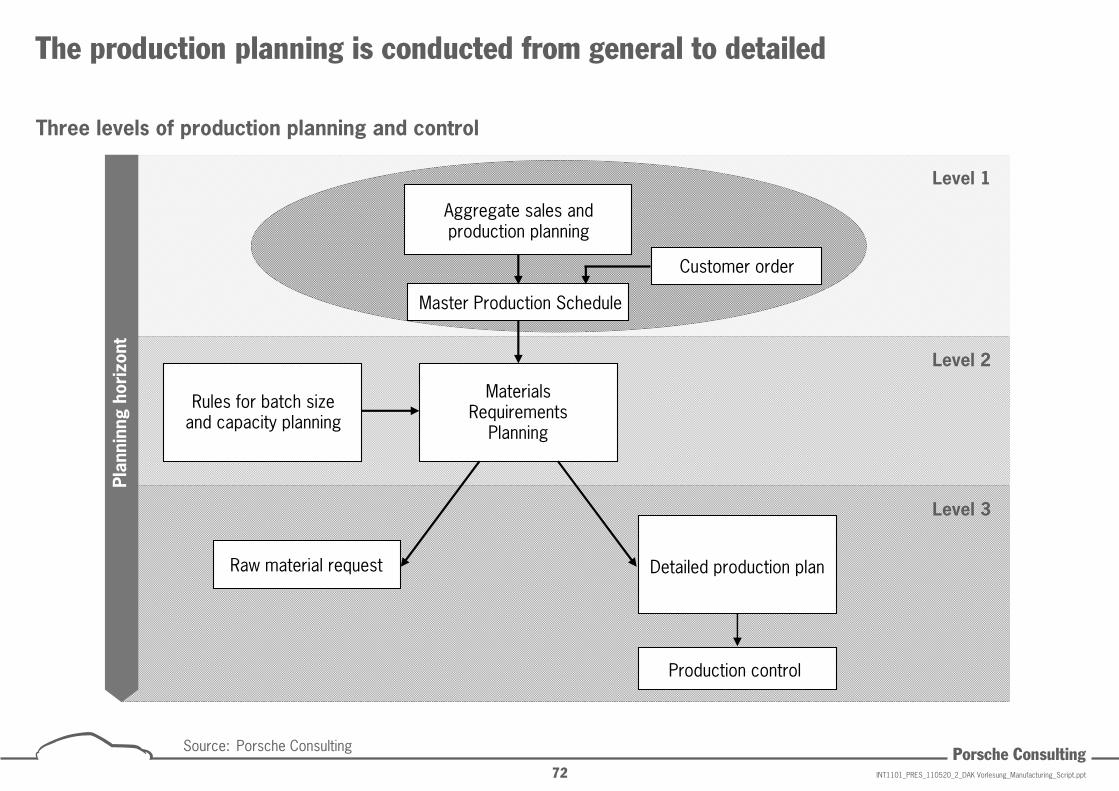
The production planning is conducted from general to detailed
Three levels of production planning and control
Aggregate sales and production planning
Customer order
Master Production Schedule
Materials Requirements
Planning
Rules for batch size and capacity planning
Raw material request Detailed production plan
Production control
Plan
ninn
gho
rizo
nt
Level 1
Level 2
Level 3
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt73Porsche ConsultingSource: Porsche Consulting
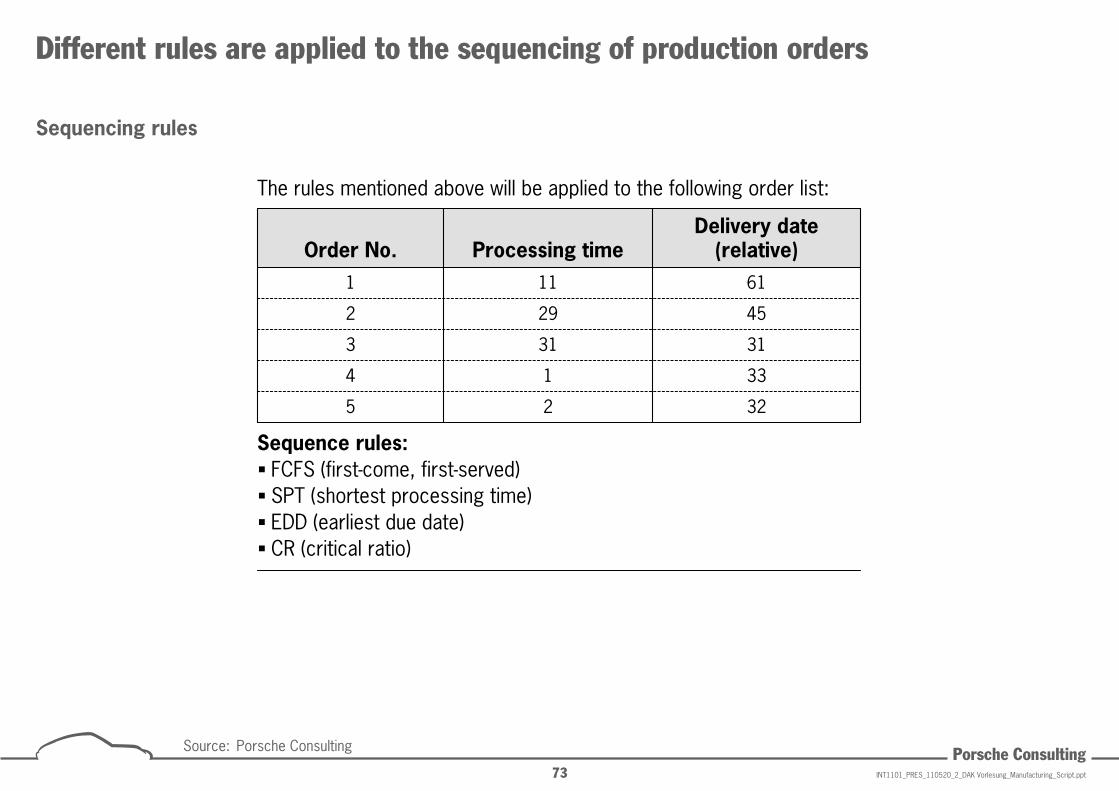
Different rules are applied to the sequencing of production orders
Sequencing rules
3225
3314
31313
45292
61111
Delivery date (relative)Processing timeOrder No.
The rules mentioned above will be applied to the following order list:
Sequence rules: FCFS (first-come, first-served) SPT (shortest processing time) EDD (earliest due date) CR (critical ratio)
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt74Porsche Consulting
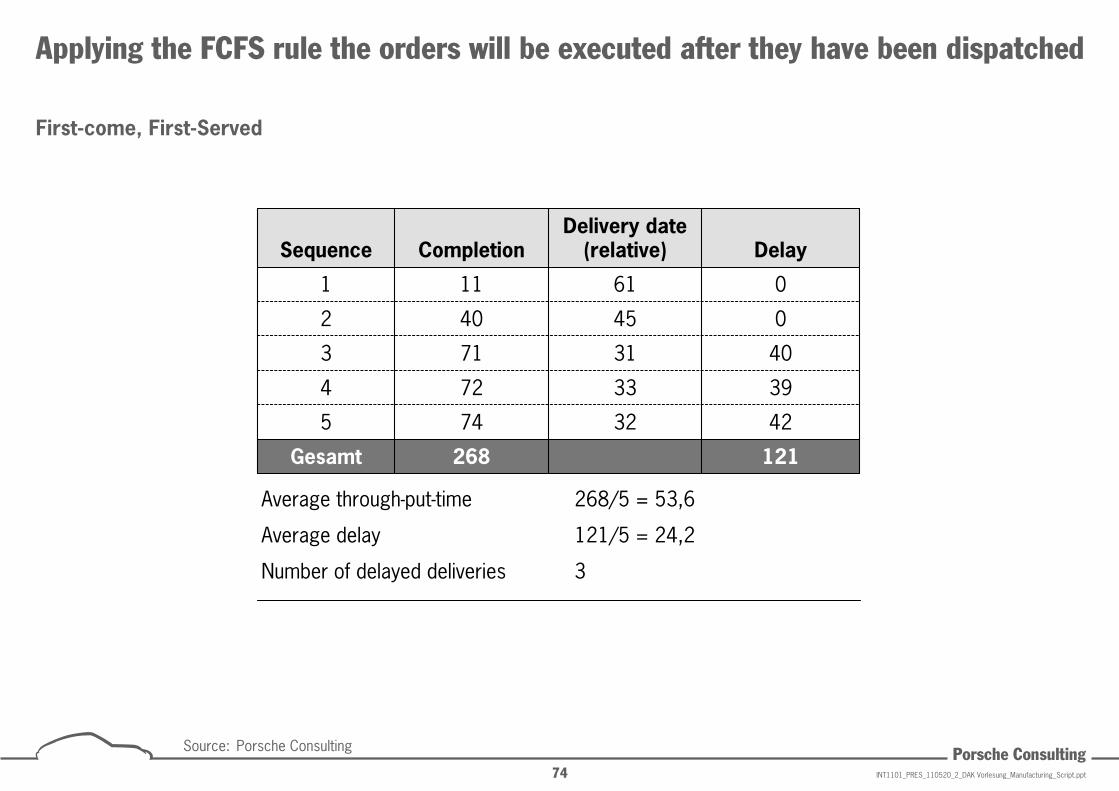
121268Gesamt
4232745
3933724
4031713
045402
061111
DelayDelivery date
(relative)Completion Sequence
Average through-put-time 268/5 = 53,6
Average delay 121/5 = 24,2
Number of delayed deliveries 3
Source: Porsche Consulting
Applying the FCFS rule the orders will be executed after they have been dispatched
First-come, First-Served
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt75Porsche Consulting
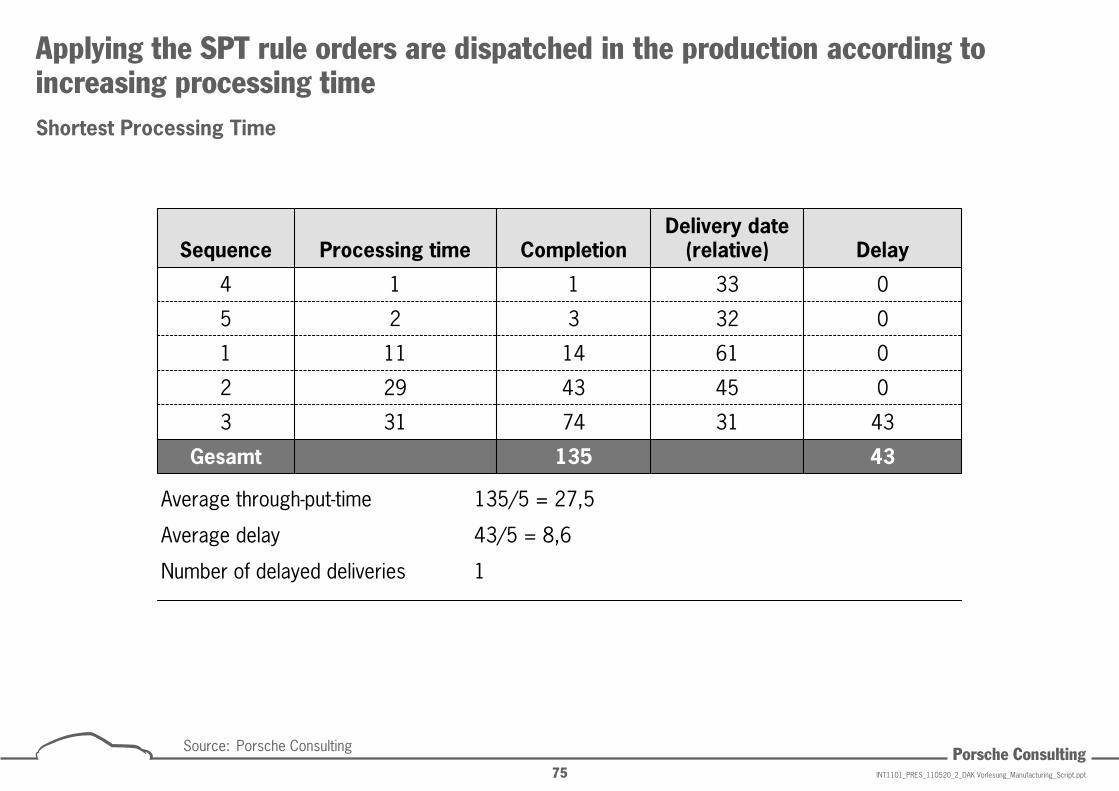
43135Gesamt
433174313
04543292
06114111
032325
033114
DelayDelivery date
(relative)Completion Processing timeSequence
Average through-put-time 135/5 = 27,5
Average delay 43/5 = 8,6
Number of delayed deliveries 1
Source: Porsche Consulting
Applying the SPT rule orders are dispatched in the production according to increasing processing timeShortest Processing Time
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt76Porsche Consulting
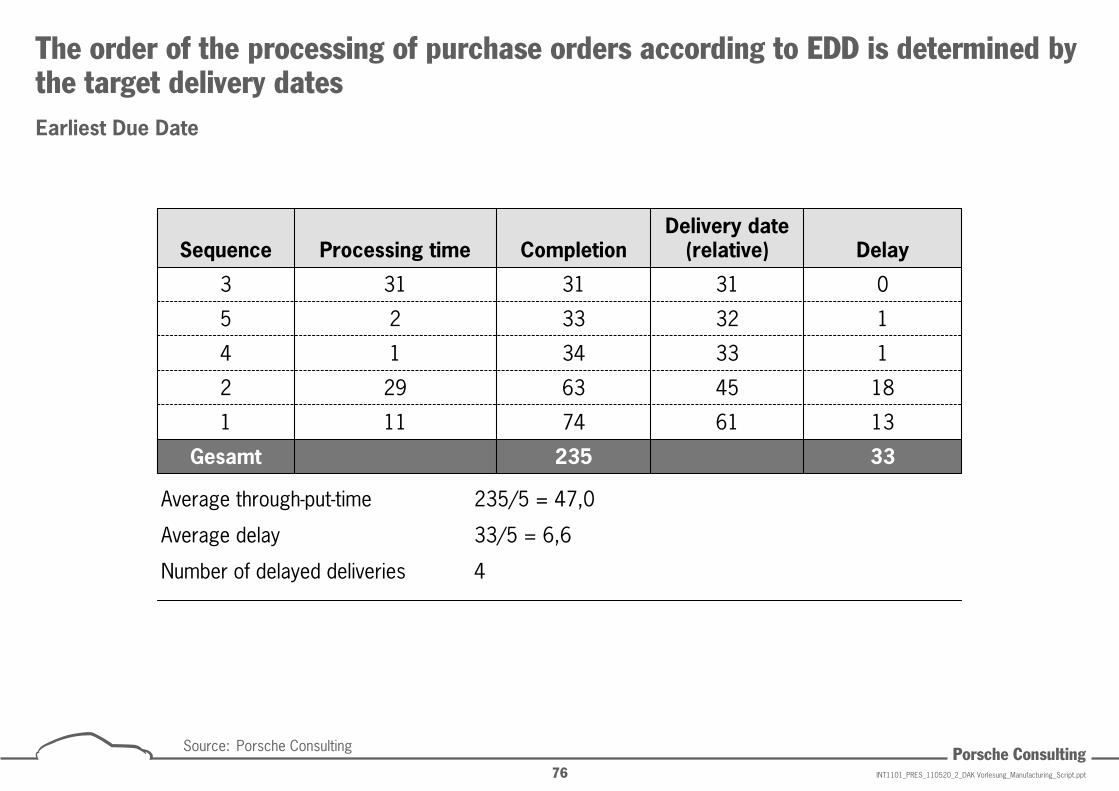
33235Gesamt
136174111
184563292
1333414
1323325
03131313
DelayDelivery date
(relative)Completion Processing timeSequence
Average through-put-time 235/5 = 47,0
Average delay 33/5 = 6,6
Number of delayed deliveries 4
Source: Porsche Consulting
The order of the processing of purchase orders according to EDD is determined by the target delivery dates Earliest Due Date
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt77Porsche Consulting
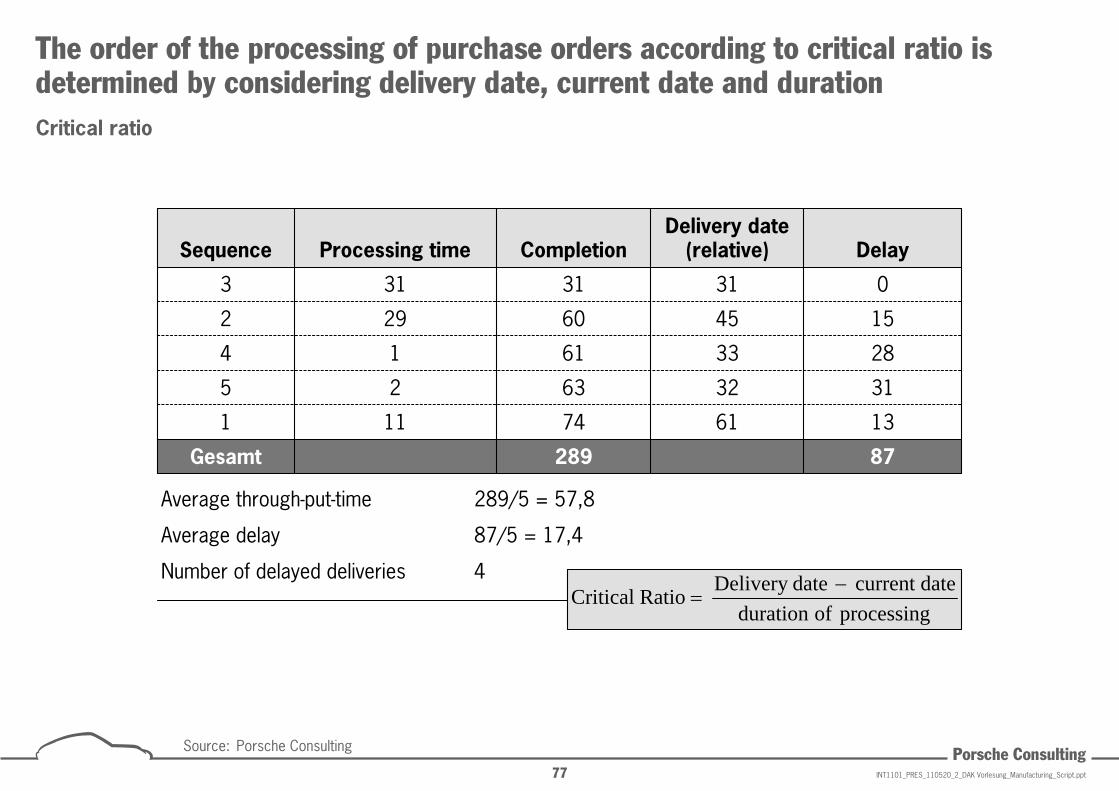
87289Gesamt
136174111
31326325
28336114
154560292
03131313
DelayDelivery date
(relative)Completion Processing timeSequence
Average through-put-time 289/5 = 57,8
Average delay 87/5 = 17,4
Number of delayed deliveries 4
Source: Porsche Consulting
The order of the processing of purchase orders according to critical ratio is determined by considering delivery date, current date and duration Critical ratio
processing ofduration datecurrent dateDelivery Ratio Critical
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt78Porsche Consulting
Agenda
May 20th, 2011
14:00 Introduction to Manufacturing
Agenda:
Lecturer:
14:15 Strategic Decisions
16:00 Achieving Operational Excellence
Darius Khodawandi Principal, Porsche Consulting
17:00 Questions & Answers
15:00 Operational Management
17:15 End
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt79Porsche Consulting
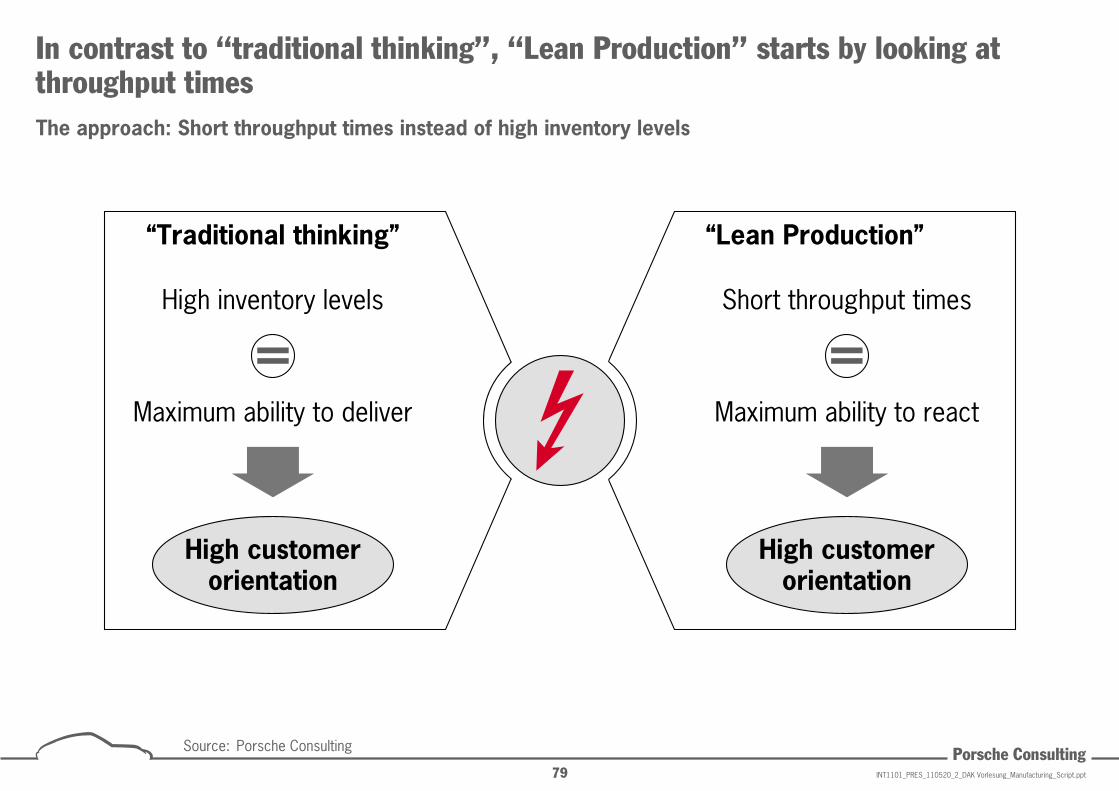
In contrast to “traditional thinking”, “Lean Production” starts by looking at throughput timesThe approach: Short throughput times instead of high inventory levels
“Traditional thinking” “Lean Production”
High inventory levels Short throughput times
Maximum ability to deliver Maximum ability to react
High customerorientation
High customerorientation
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt80Porsche Consulting
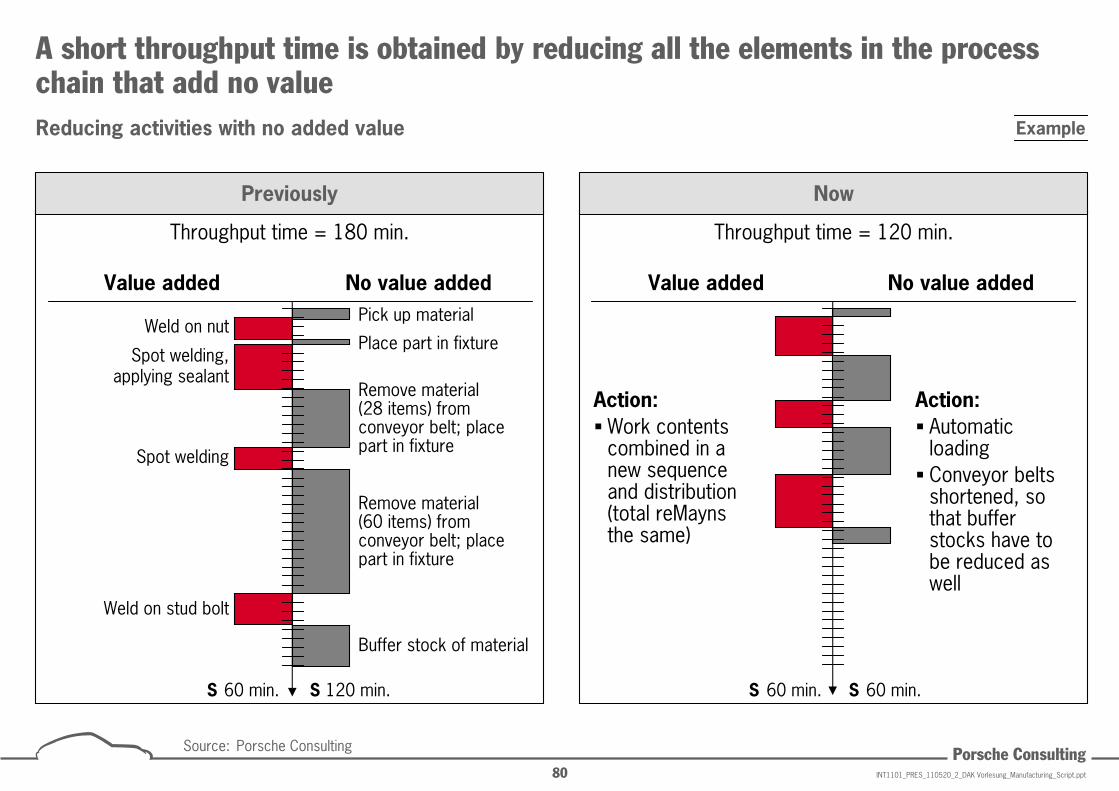
Example
A short throughput time is obtained by reducing all the elements in the process chain that add no valueReducing activities with no added value
Previously Now
Throughput time = 180 min. Throughput time = 120 min.
Value added No value added Value added No value added
Weld on nutPick up material
Place part in fixtureSpot welding,
applying sealantRemove material(28 items) from conveyor belt; place part in fixtureSpot welding
Remove material(60 items) from conveyor belt; place part in fixture
Weld on stud bolt
Buffer stock of material
Action:Work contents
combined in a new sequence and distribution (total reMaynsthe same)
Action: Automatic
loading Conveyor belts
shortened, so that bufferstocks have tobe reduced as well
120 min.SS 60 min. 60 min.SS 60 min.
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt81Porsche Consulting
Critical questions have to be asked in order to identify elements in the production process that add no valueQuestions
How many of the tasks performed are essential for the production process?
How many of the tasks only increase product cost instead of product value?
How many of the tasks have a genuine bearing on what customers
Everything, that is not value-adding,
is waste!
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt82Porsche Consulting
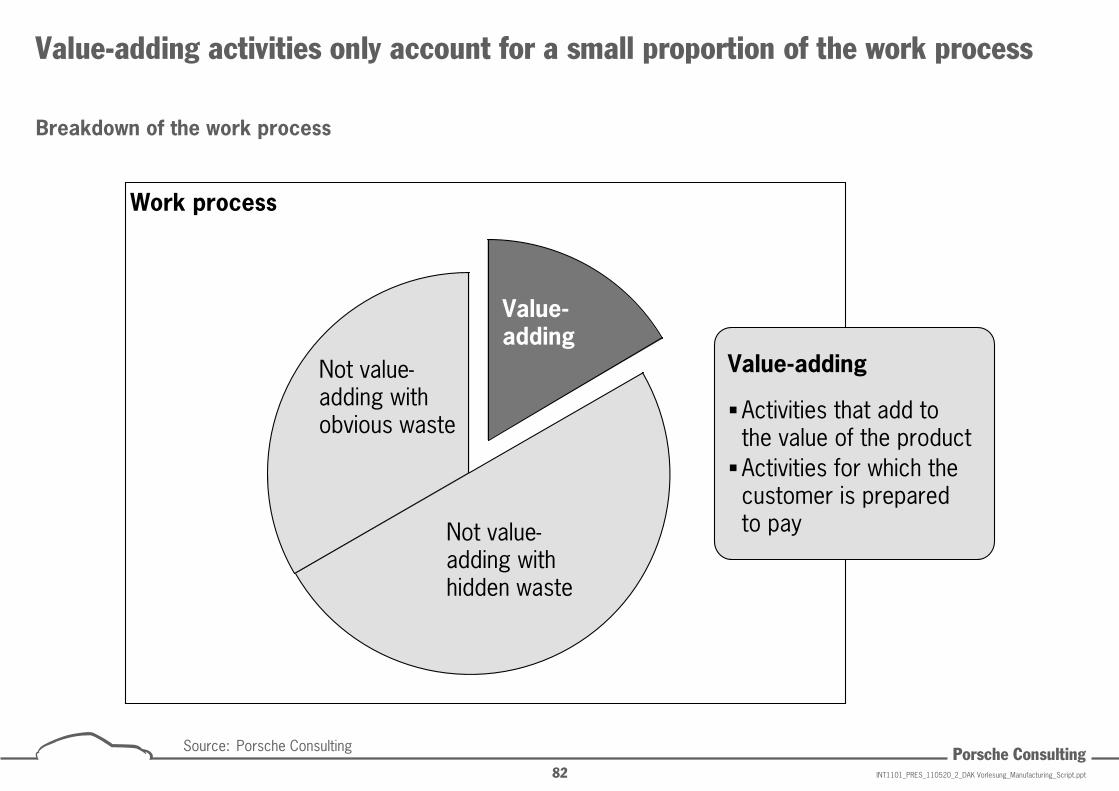
Value-adding activities only account for a small proportion of the work process
Breakdown of the work process
Work process
Value-adding
Not value-adding with obvious waste
Not value-adding withhidden waste
Value-adding
Activities that add tothe value of the productActivities for which the
customer is preparedto pay
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt83Porsche Consulting
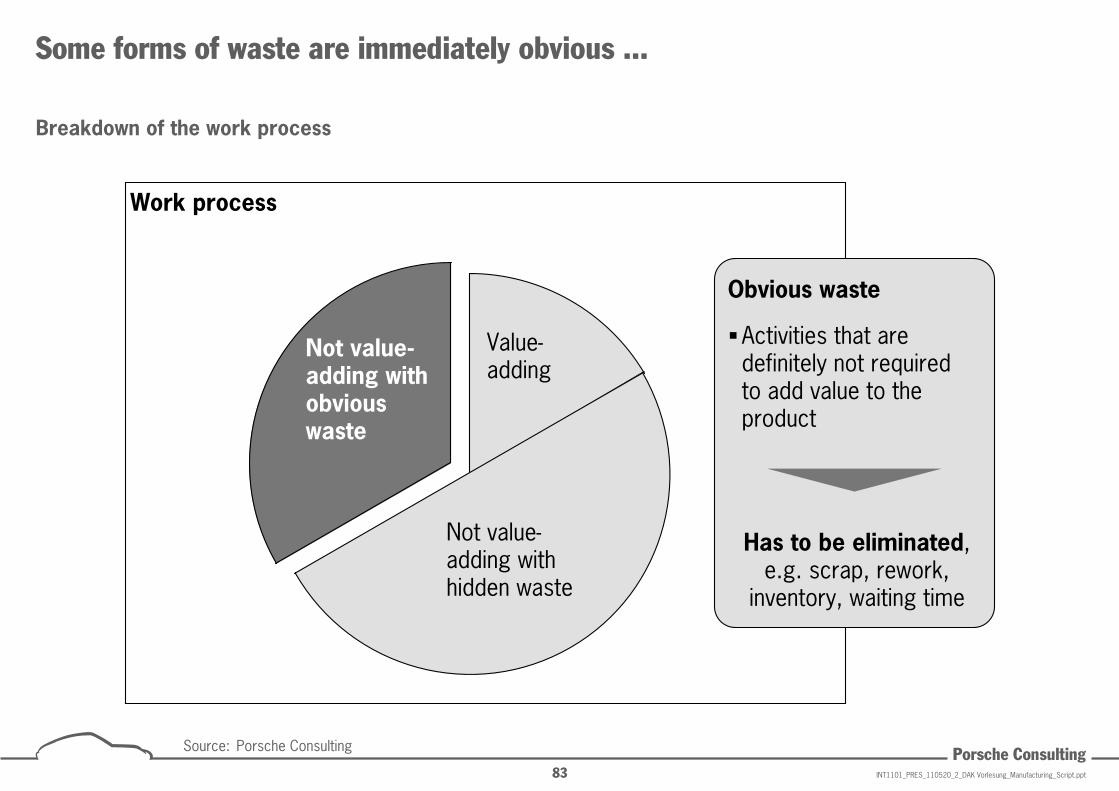
Some forms of waste are immediately obvious ...
Breakdown of the work process
Work process
Value-adding
Not value-adding with obvious waste
Source: Porsche Consulting
Not value-adding withhidden waste
Obvious waste
Activities that are definitely not requiredto add value to the product
Has to be eliminated, e.g. scrap, rework,
inventory, waiting time
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt84Porsche Consulting
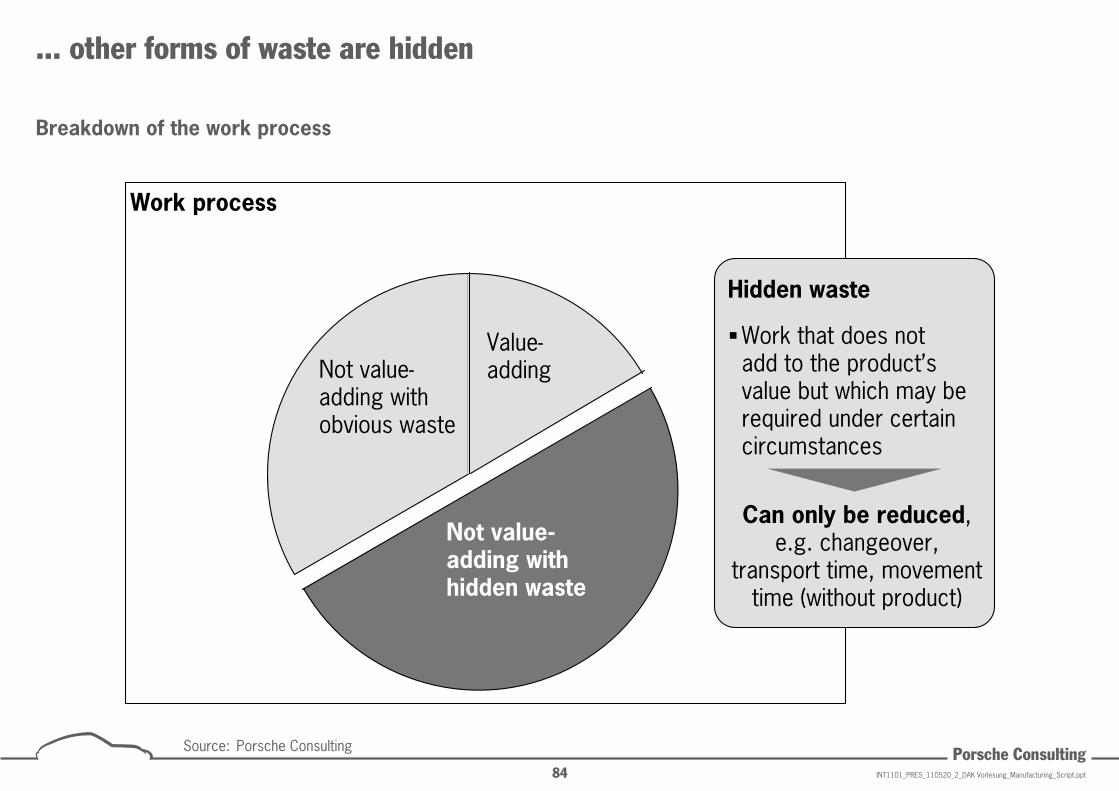
... other forms of waste are hidden
Breakdown of the work process
Work process
Hidden waste
Work that does notadd to the product’s value but which may be required under certain circumstances
Can only be reduced, e.g. changeover,
transport time, movement time (without product)
Source: Porsche Consulting
Not value-adding with obvious waste
Not value-adding withhidden waste
Value-adding
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt85Porsche Consulting
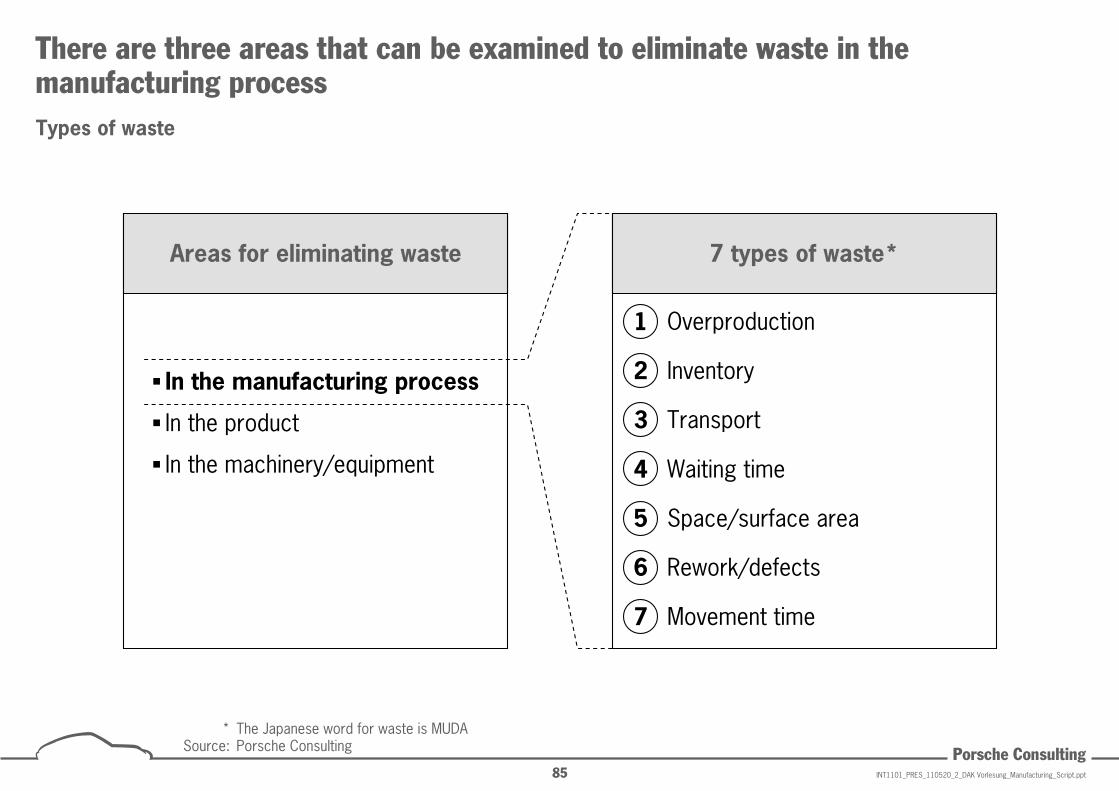
There are three areas that can be examined to eliminate waste in the manufacturing processTypes of waste
* The Japanese word for waste is MUDASource: Porsche Consulting
7 types of waste*
In the manufacturing process
In the product
In the machinery/equipment
1 Overproduction
2 Inventory
3 Transport
4 Waiting time
5 Space/surface area
6 Rework/defects
7 Movement time
Areas for eliminating waste
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt86Porsche Consulting
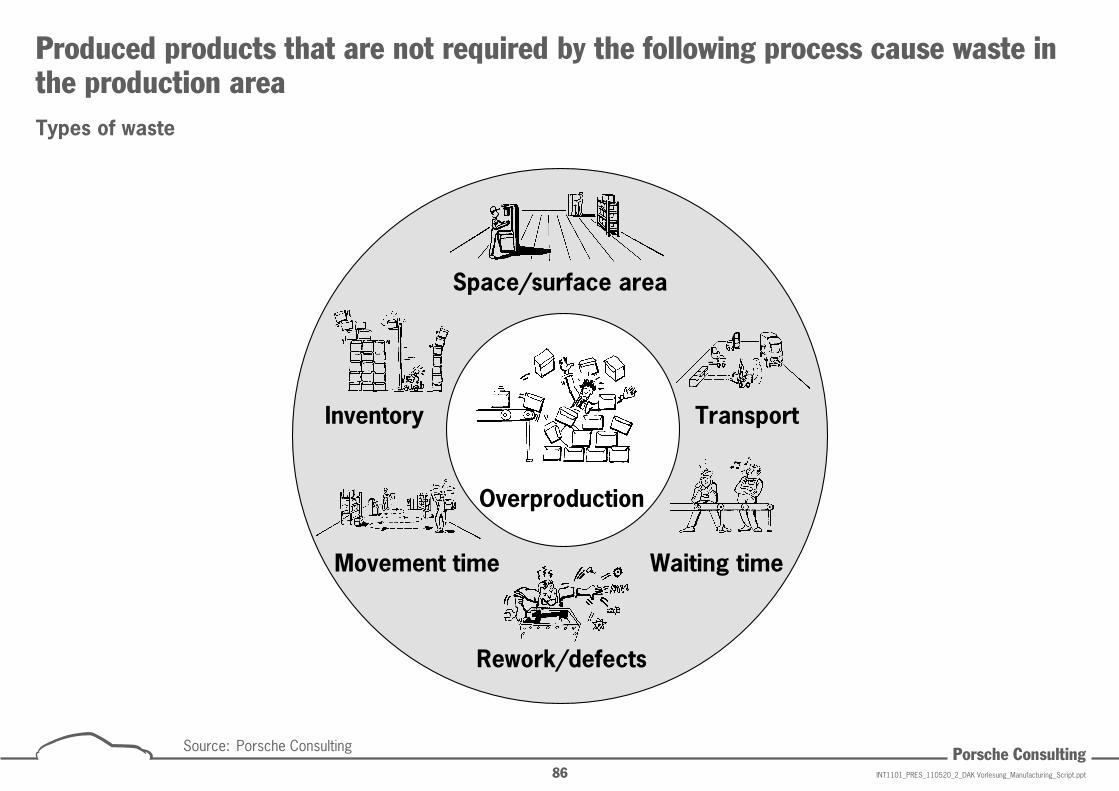
Produced products that are not required by the following process cause waste in the production area Types of waste
Space/surface area
Rework/defects
Movement time
Inventory
Waiting time
Transport
Overproduction
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt87Porsche Consulting
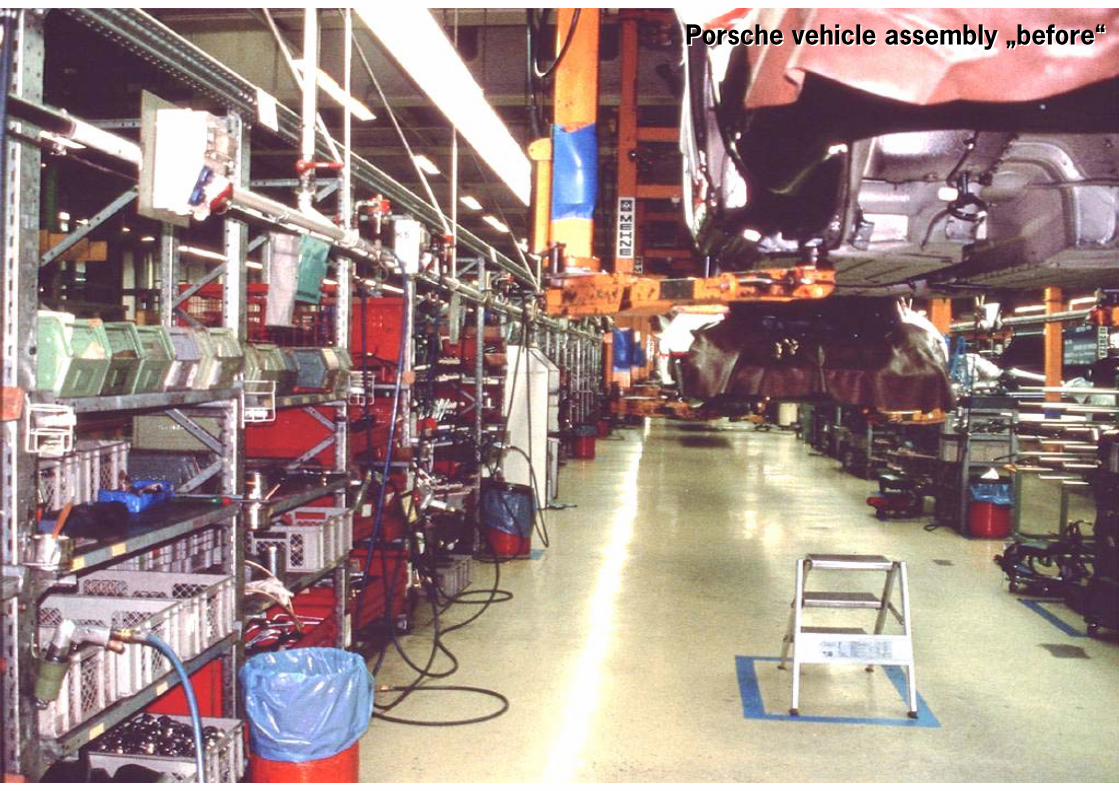
Porsche vehicle assembly „before“Porsche vehicle assembly „before“
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt88Porsche Consulting
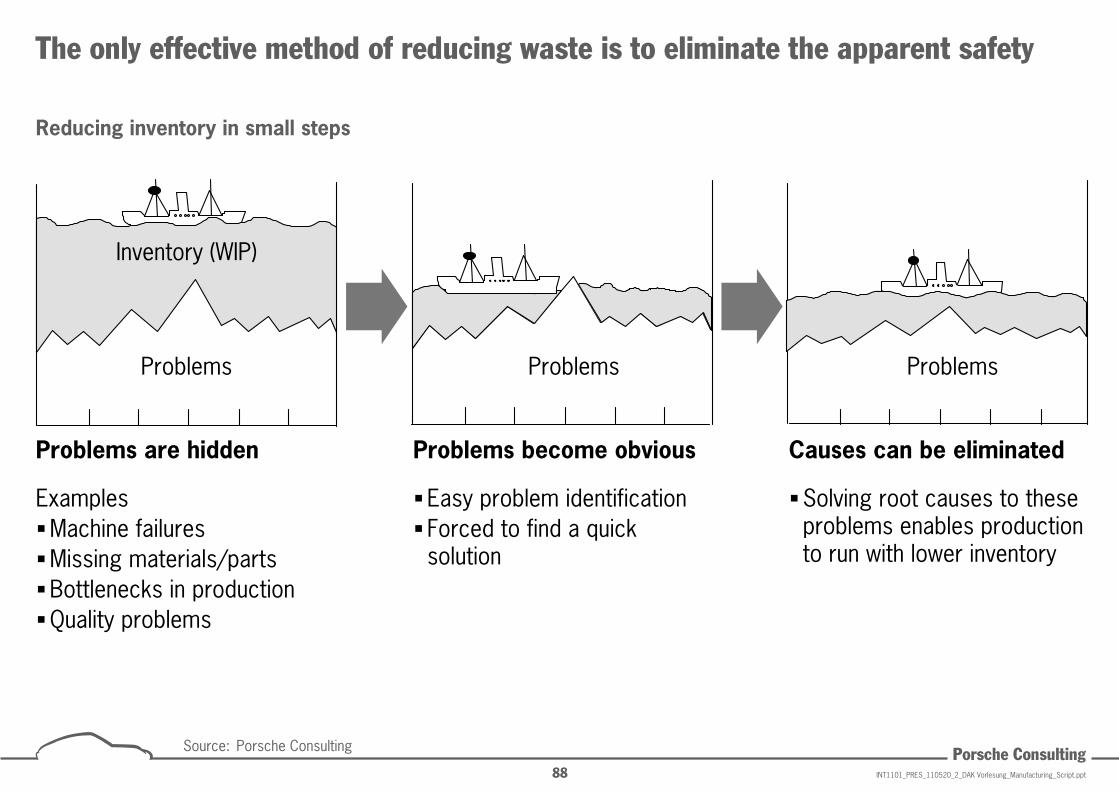
The only effective method of reducing waste is to eliminate the apparent safety
Reducing inventory in small steps
Problems are hidden
ExamplesMachine failuresMissing materials/partsBottlenecks in productionQuality problems
Problems become obvious
Easy problem identificationForced to find a quick
solution
Causes can be eliminated
Solving root causes to these problems enables production to run with lower inventory
Problems
Inventory (WIP)
Problems
Source: Porsche Consulting
Problems
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt89Porsche ConsultingQuelle: Porsche AG
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt90Porsche ConsultingQuelle: Porsche AG
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt91Porsche Consulting
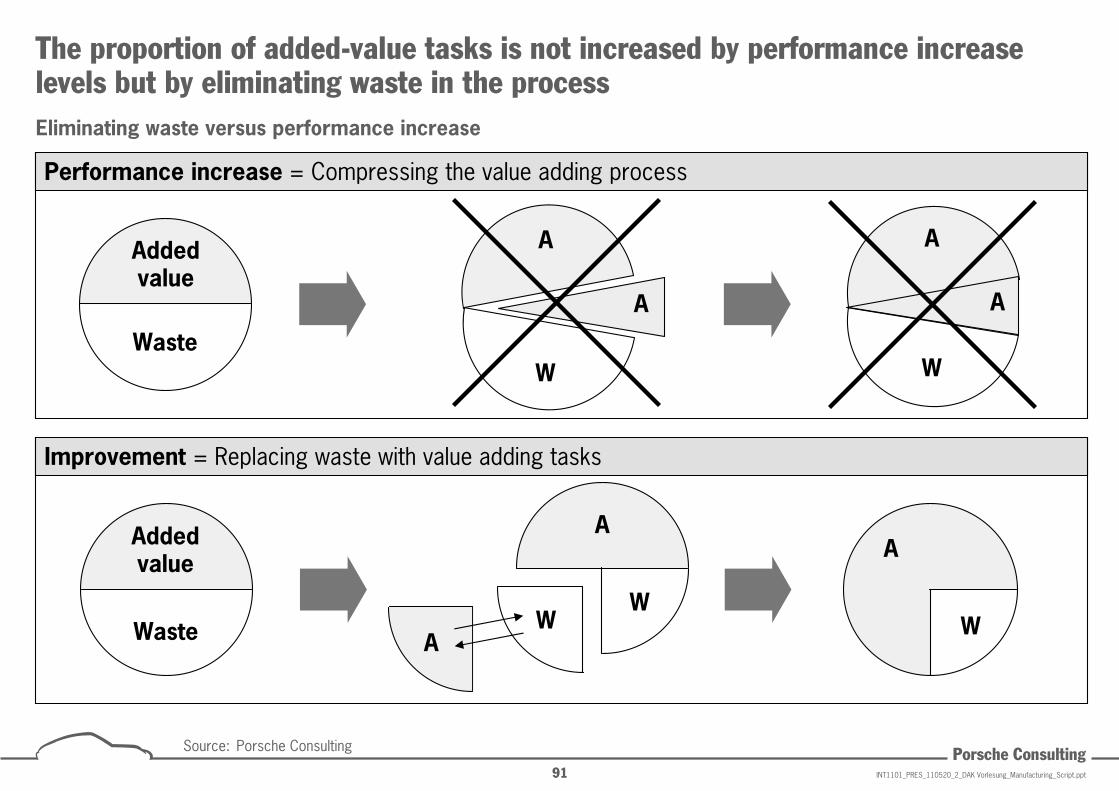
The proportion of added-value tasks is not increased by performance increase levels but by eliminating waste in the processEliminating waste versus performance increase
Performance increase = Compressing the value adding process
Improvement = Replacing waste with value adding tasks
Addedvalue
Waste
A
A
W
A
A
W
Addedvalue
Waste W
A
WW
A
A
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt92Porsche Consulting
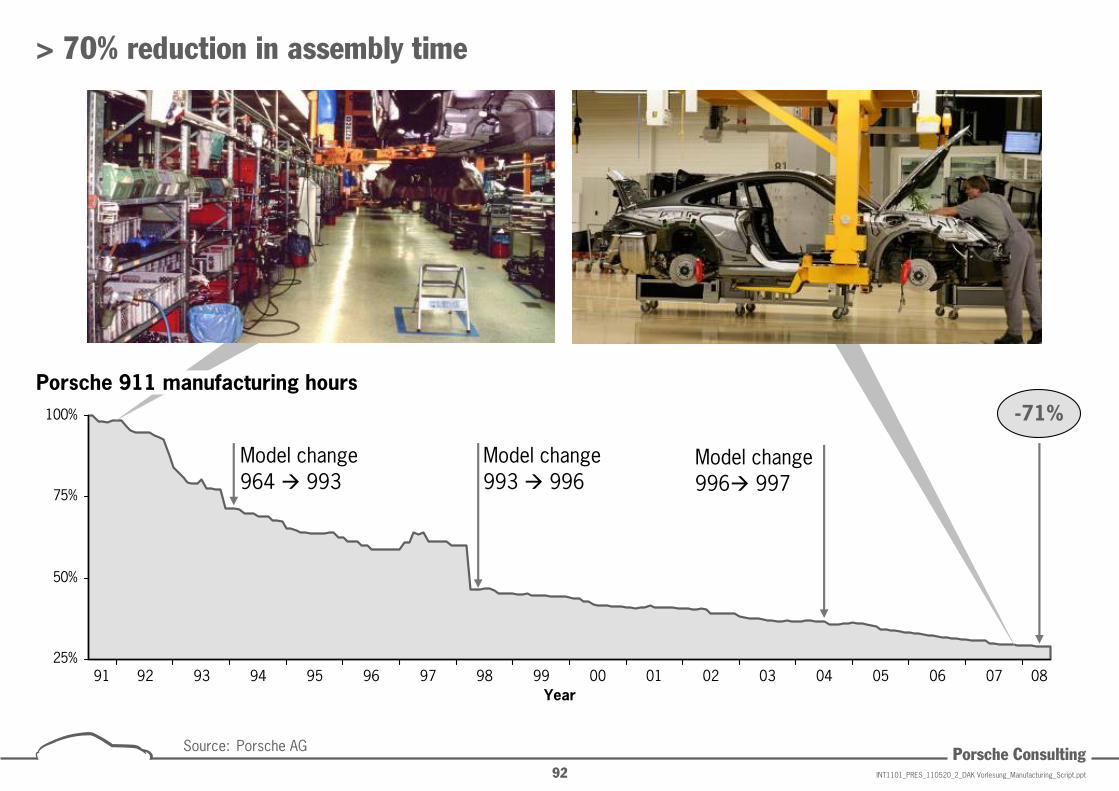
> 70% reduction in assembly time
Source: Porsche AG
25%
50%
75%
100%
92 93 94 95 96 97 98 99 00 01 02 03 04 05
Model change964 993
Model change993 996
-71%
Year06 07 08
Model change996 997
Porsche 911 manufacturing hours
91
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt93Porsche Consulting
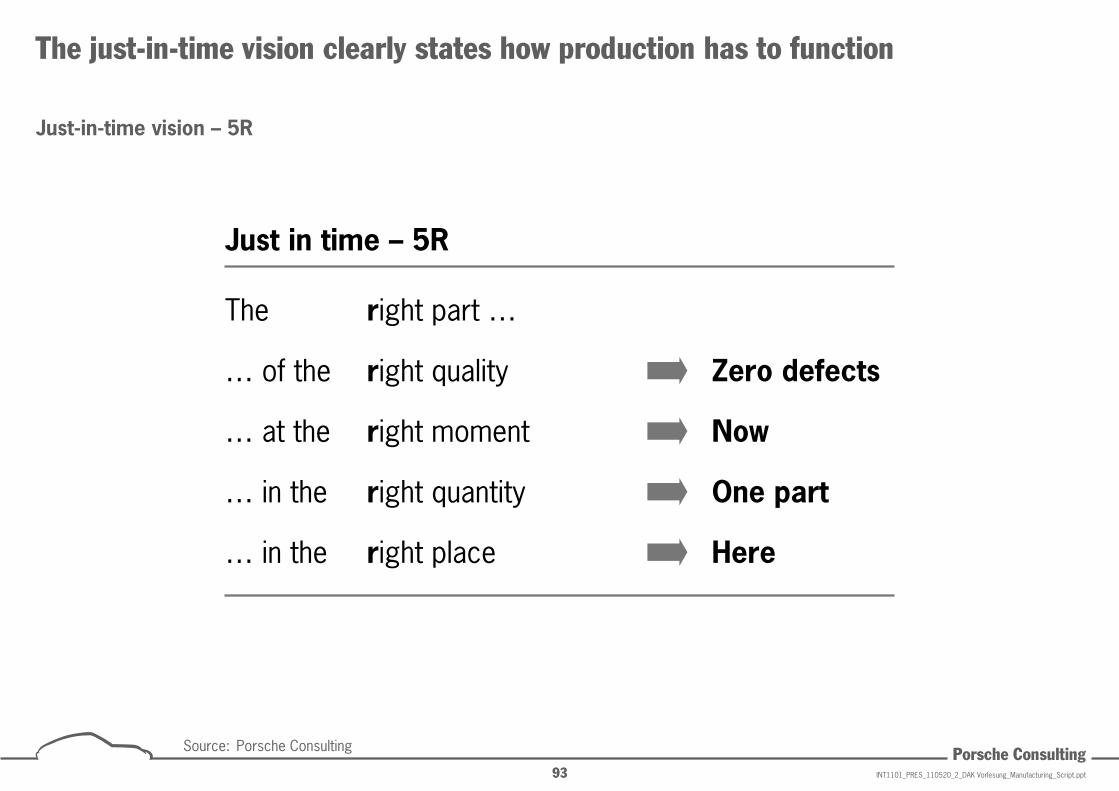
The just-in-time vision clearly states how production has to function
Just-in-time vision – 5R
Just in time – 5R
The right part …
Zero defects… of the right quality
Now… at the right moment
One part… in the right quantity
Here… in the right place
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt94Porsche Consulting
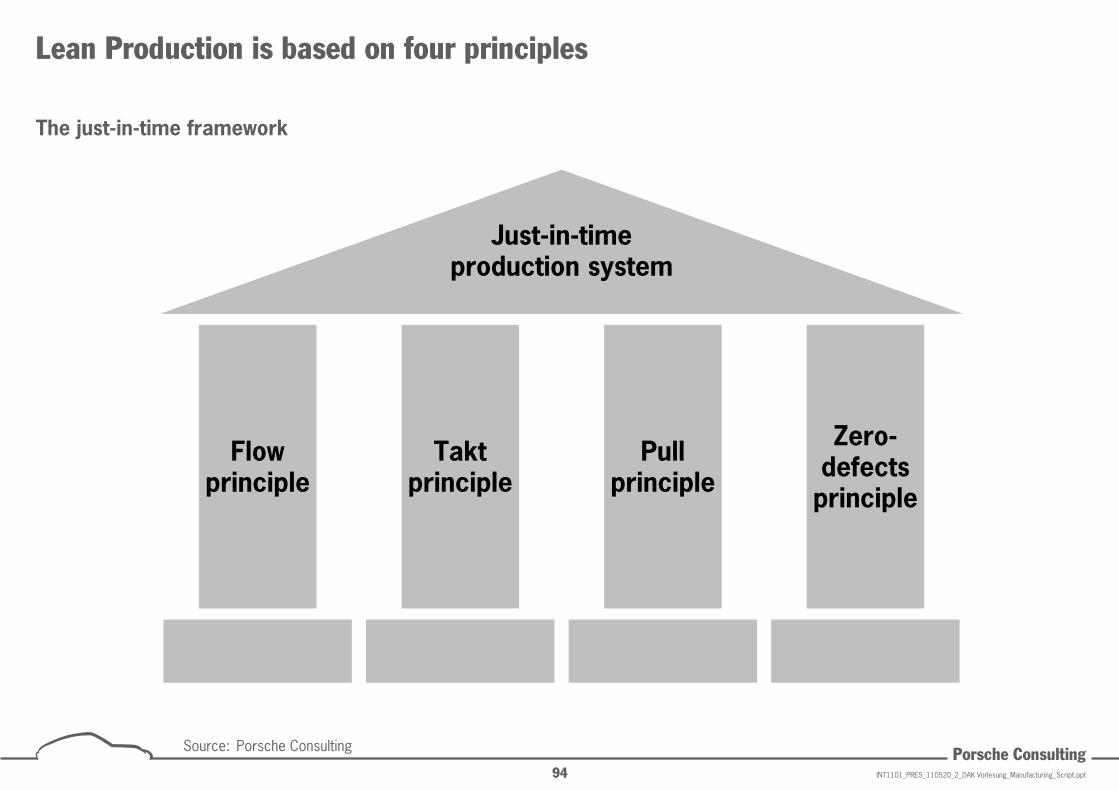
Lean Production is based on four principles
The just-in-time framework
Flowprinciple
Taktprinciple
Pull principle
Zero-defects principle
Just-in-time production system
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt95Porsche Consulting
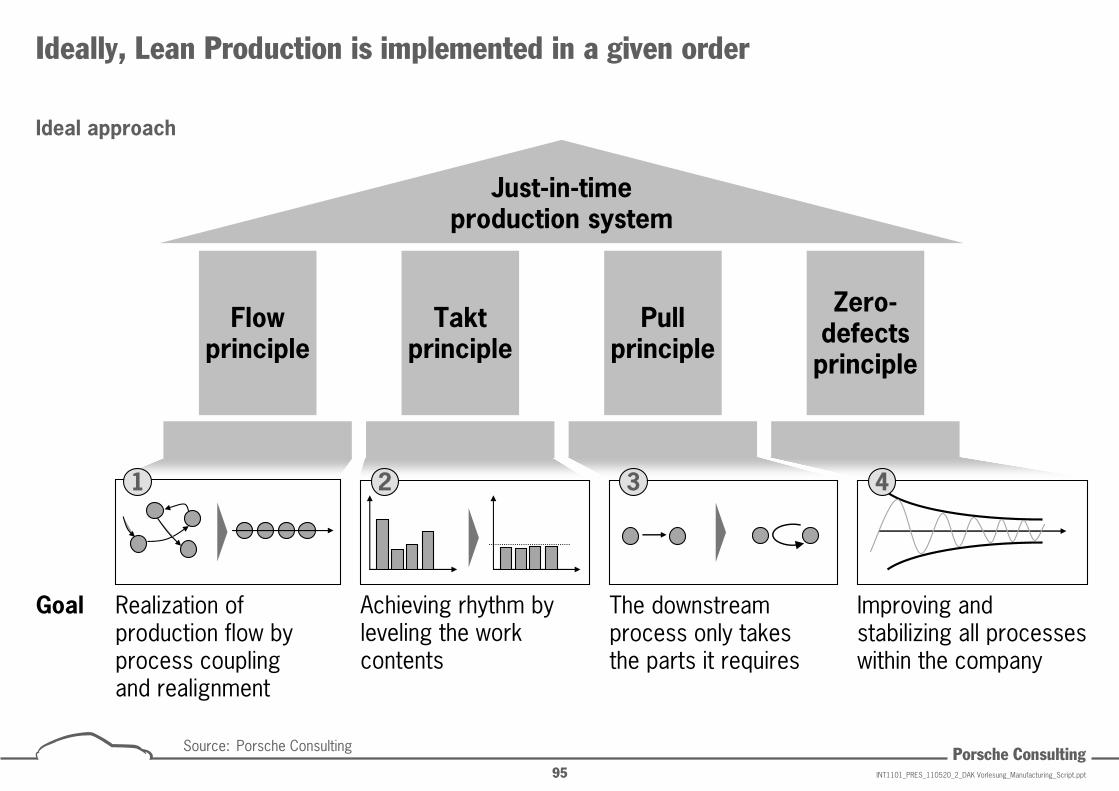
Ideally, Lean Production is implemented in a given order
Ideal approach
Flowprinciple
Taktprinciple
Pull principle
Zero-defects principle
Just-in-time production system
Realization of production flow by process couplingand realignment
Improving and stabilizing all processes within the company
The downstream process only takesthe parts it requires
Achieving rhythm by leveling the work contents
Goal
1 2 3 4
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt96Porsche Consulting
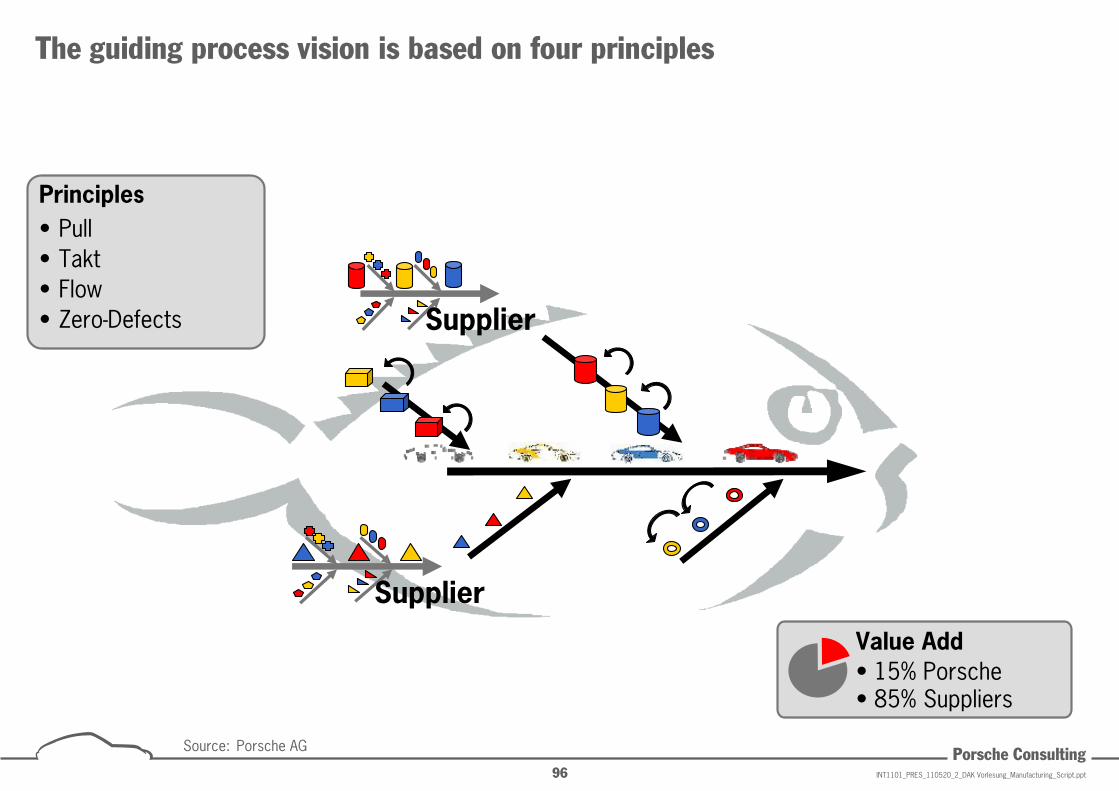
The guiding process vision is based on four principles
Supplier
Supplier
Value Add• 15% Porsche• 85% Suppliers
Principles• Pull• Takt• Flow• Zero-Defects
Source: Porsche AG
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt97Porsche Consulting
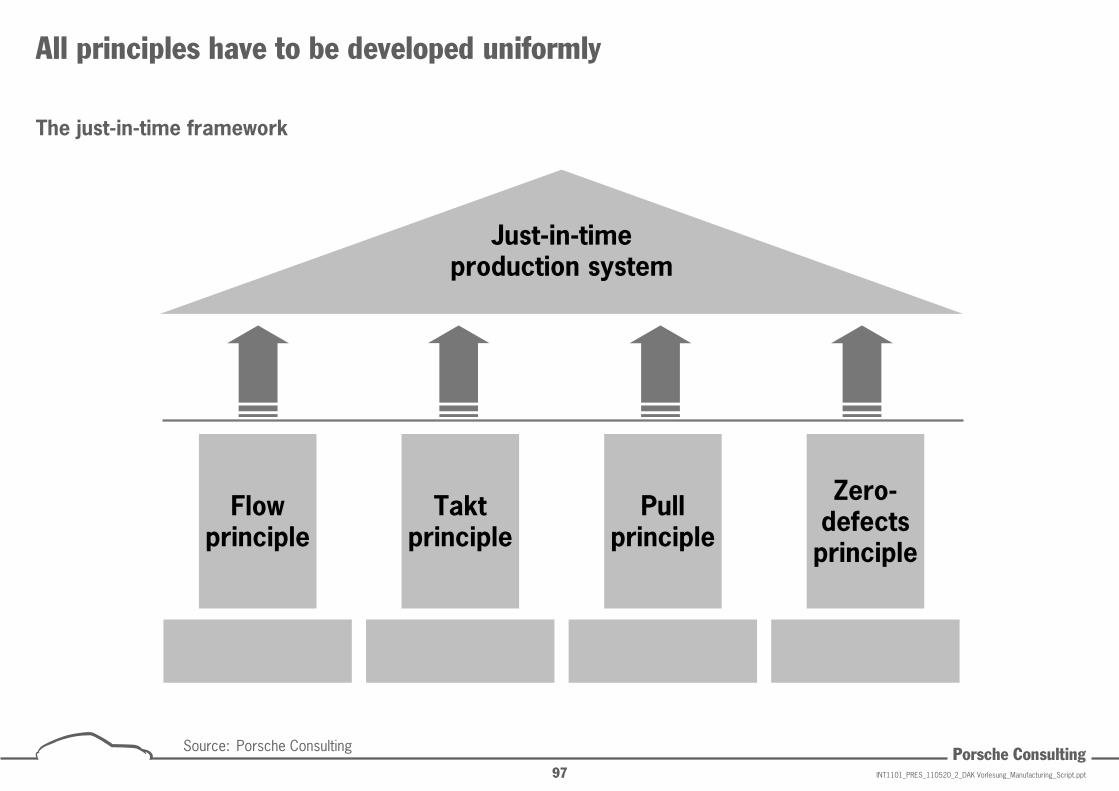
All principles have to be developed uniformly
The just-in-time framework
Flowprinciple
Taktprinciple
Pull principle
Zero-defects principle
Just-in-time production system
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt98Porsche Consulting
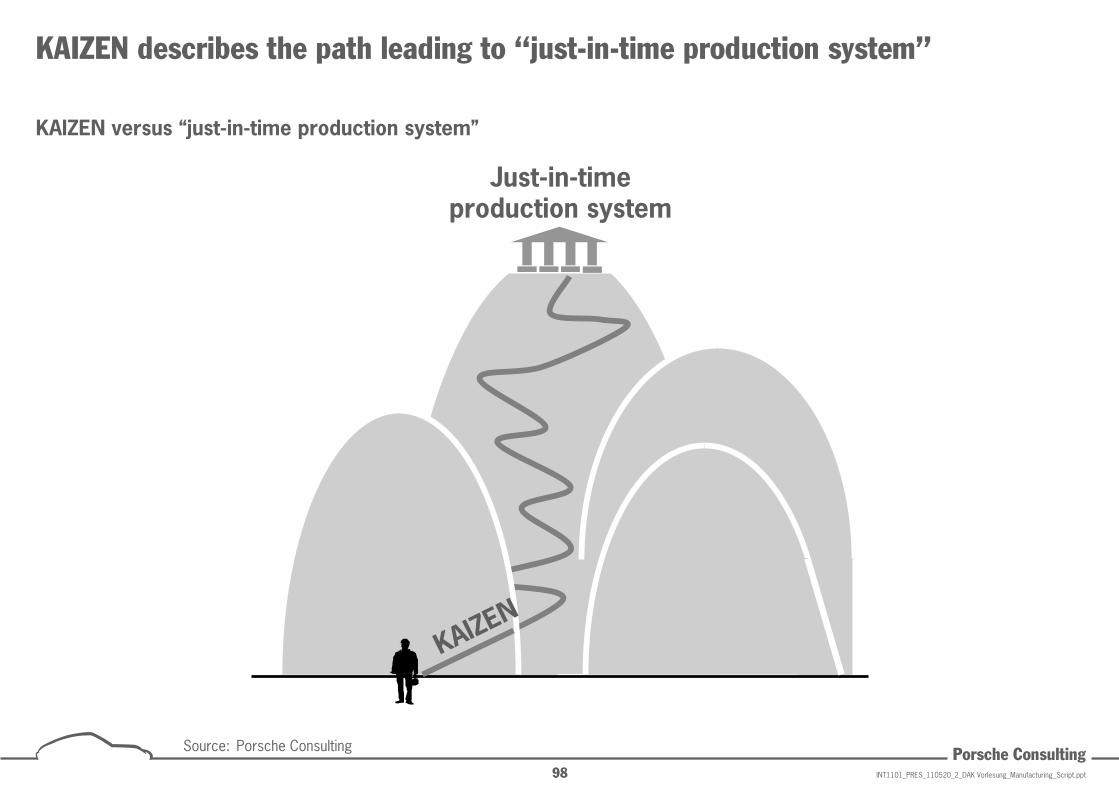
KAIZEN describes the path leading to “just-in-time production system”
KAIZEN versus “just-in-time production system”
Just-in-timeproduction system
KAIZEN
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt99Porsche Consulting
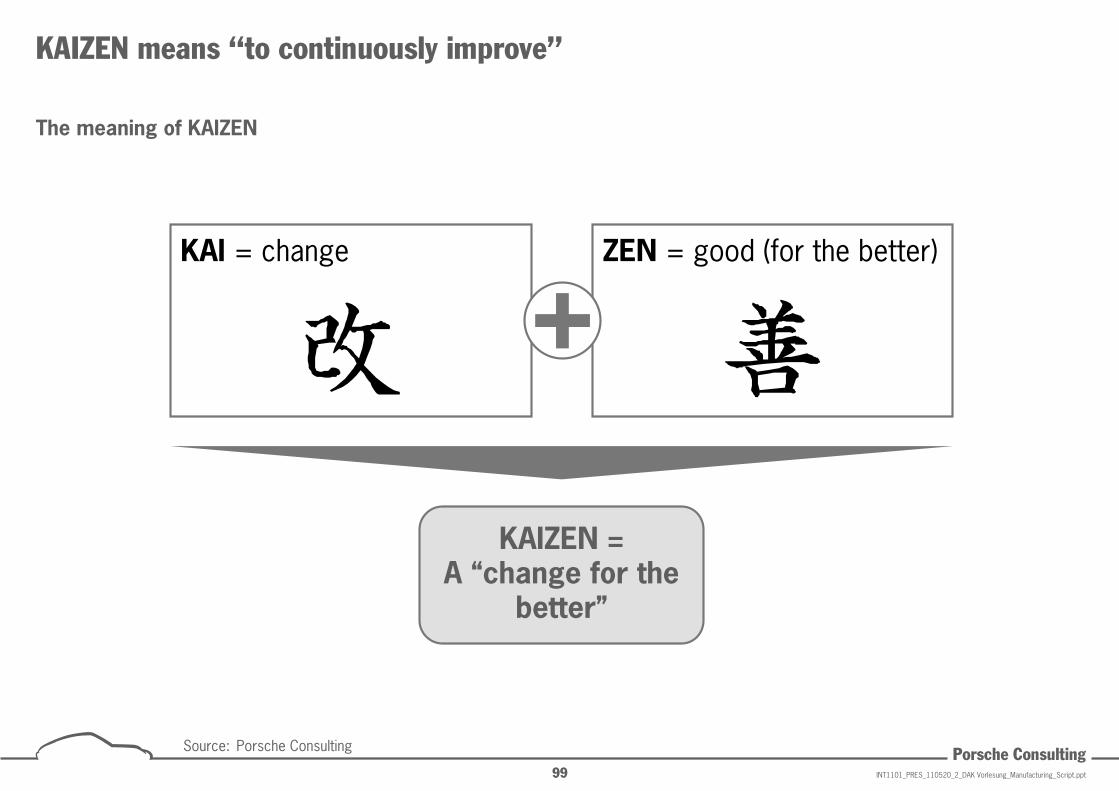
KAIZEN means “to continuously improve”
The meaning of KAIZEN
KAI = change
KAIZEN = A “change for the
better”
ZEN = good (for the better)
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt100Porsche Consulting
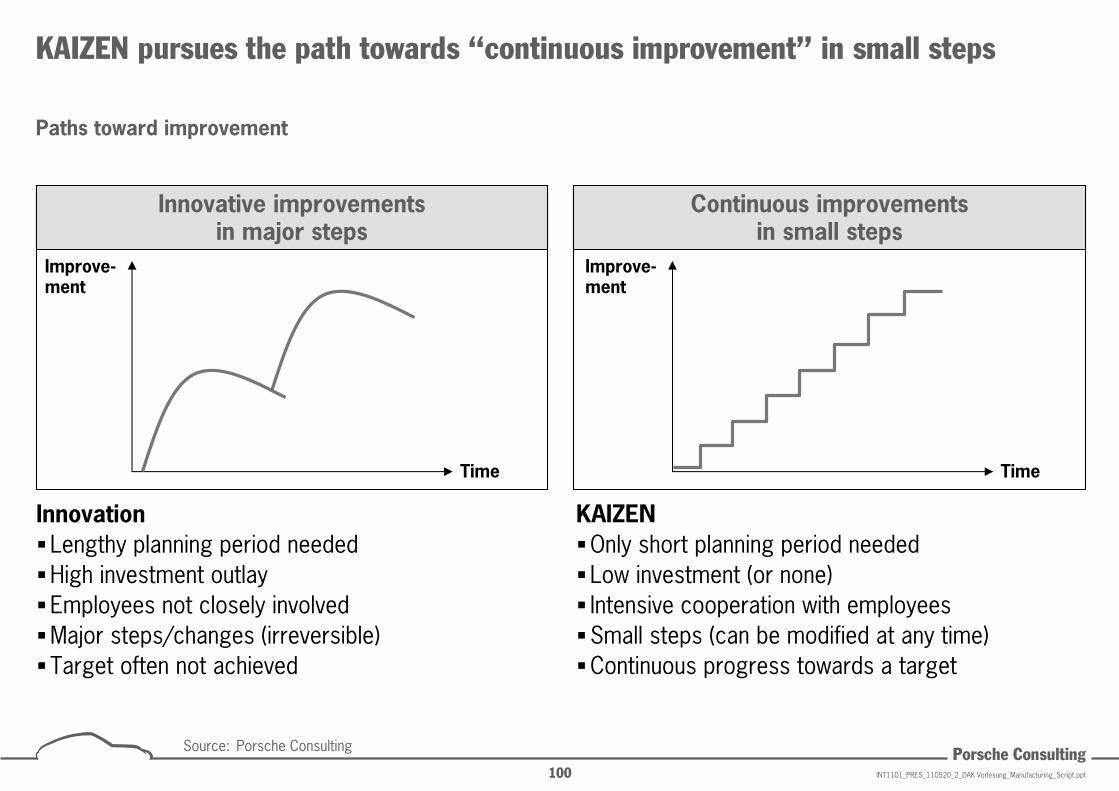
KAIZEN pursues the path towards “continuous improvement” in small steps
Paths toward improvement
Innovative improvements in major steps
InnovationLengthy planning period neededHigh investment outlayEmployees not closely involvedMajor steps/changes (irreversible)Target often not achieved
Continuous improvementsin small steps
KAIZENOnly short planning period neededLow investment (or none) Intensive cooperation with employeesSmall steps (can be modified at any time)Continuous progress towards a target
Improve-ment
Time
Improve-ment
Time
Source: Porsche Consulting
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt101Porsche Consulting
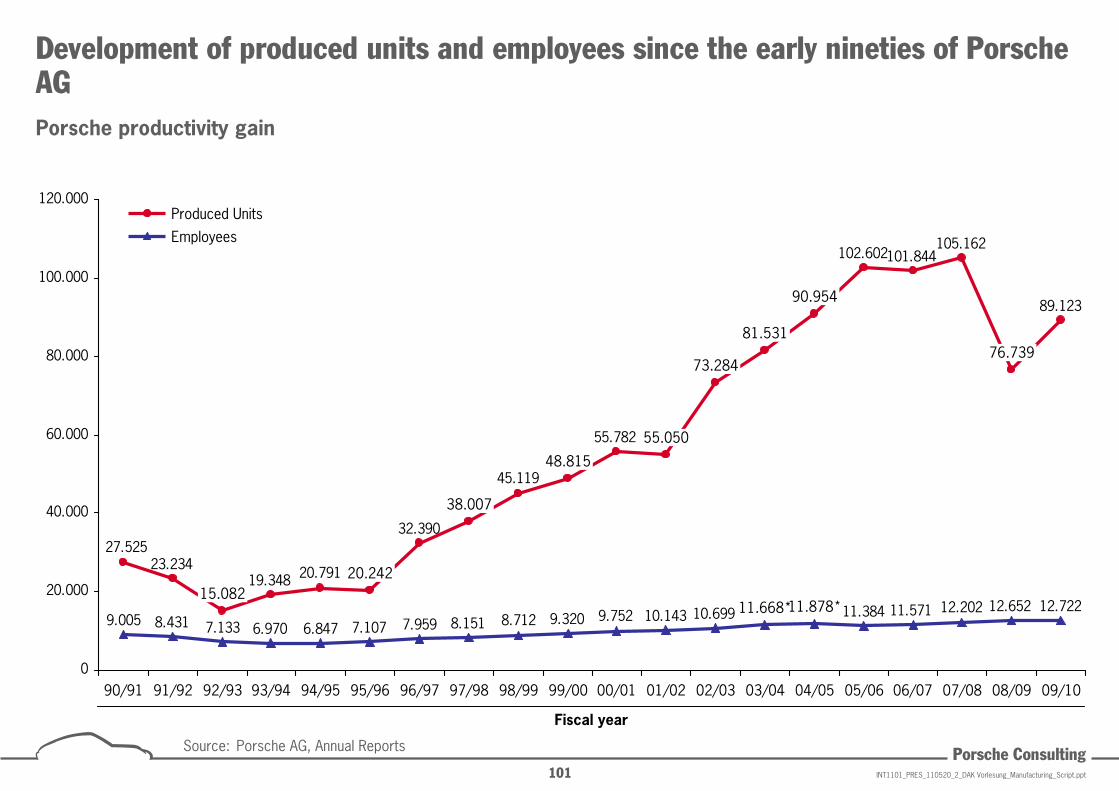
Development of produced units and employees since the early nineties of Porsche AGPorsche productivity gain
Source: Porsche AG, Annual Reports
Fiscal year
89.123
105.162101.844102.602
55.782
45.119
32.390
20.79119.34823.234
27.525
12.72212.65212.20211.57111.38410.69910.1439.7529.3208.7128.1517.9597.1076.8476.9707.1338.4319.005
0
20.000
40.000
60.000
80.000
100.000
120.000
92/93 93/94 94/95
20.242
95/96 96/97
38.007
97/98 98/99
48.815
99/00 00/01
55.050
01/02
73.284
02/03
81.531
11.668*
03/04
90.954
11.878*
04/05 05/06 09/1090/91 91/92
15.082
06/07 07/08
76.739
08/09
Produced Units
Employees
INT1101_PRES_110520_2_DAK Vorlesung_Manufacturing_Script.ppt102Porsche Consulting
Agenda
May 20th, 2011
14:00 Introduction to Manufacturing
Agenda:
Lecturer:
14:15 Strategic Decisions
16:00 Achieving Operational Excellence
Darius Khodawandi Principal, Porsche Consulting
17:00 Questions & Answers
15:00 Operational Management
17:15 End





























