Embed Size (px)
Citation preview

Heriot-Watt University Research Gateway
Blended waste oil as alternative binder for the production ofenvironmental friendly roofing tiles
Citation for published version:Sam, SS, Habib, NZ, Aun, NC, Yong, CS, Bashir, MJK & Ping, TW 2020, 'Blended waste oil as alternativebinder for the production of environmental friendly roofing tiles', Journal of Cleaner Production, vol. 258,120937. https://doi.org/10.1016/j.jclepro.2020.120937
Digital Object Identifier (DOI):10.1016/j.jclepro.2020.120937
Link:Link to publication record in Heriot-Watt Research Portal
Document Version:Peer reviewed version
Published In:Journal of Cleaner Production
Publisher Rights Statement:© 2020 Elsevier Ltd. All rights reserved.
General rightsCopyright for the publications made accessible via Heriot-Watt Research Portal is retained by the author(s) and /or other copyright owners and it is a condition of accessing these publications that users recognise and abide bythe legal requirements associated with these rights.
Take down policyHeriot-Watt University has made every reasonable effort to ensure that the content in Heriot-Watt ResearchPortal complies with UK legislation. If you believe that the public display of this file breaches copyright pleasecontact [email protected] providing details, and we will remove access to the work immediately andinvestigate your claim.
Download date: 04. Apr. 2022

Journal Pre-proof
Blended waste oil as alternative binder for the production of environmental friendly roofing tiles
Suubitaa Spencer Sam, Noor Zainab Habib, Ng Choon Aun, Chee Swee Yong, Mohammed J.K. Bashir, Teoh Wei Ping
PII: S0959-6526(20)30984-7DOI: https://doi.org/10.1016/j.jclepro.2020.120937Reference: JCLP 120937
To appear in: Journal of Cleaner Production
Received Date: 07 June 2019Accepted Date: 04 March 2020
Please cite this article as: Suubitaa Spencer Sam, Noor Zainab Habib, Ng Choon Aun, Chee Swee Yong, Mohammed J.K. Bashir, Teoh Wei Ping, Blended waste oil as alternative binder for the production of environmental friendly roofing tiles, (2020), Journal of Cleaner Production https://doi.org/10.1016/j.jclepro.2020.120937
This is a PDF file of an article that has undergone enhancements after acceptance, such as the addition of a cover page and metadata, and formatting for readability, but it is not yet the definitive version of record. This version will undergo additional copyediting, typesetting and review before it is published in its final form, but we are providing this version to give early visibility of the article. Please note that, during the production process, errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.
© 2019 Published by Elsevier.

Graphical Abstract
Figure A: Production of WEV Roofing tile
Fly ash
Mixed thoroughly & Compacted
Heat cured at 190°C for 15 hours
+ +
Catalyzed WEV oil
Sand WEV Roofing Tile
Parameters for the optimization process
Amount of WEV oil
Ratio of WEV oil
Compaction method
Curing temperature
Curing duration
Journal Pre-proof

Wordcount : 7693
1
Blended waste oil as alternative binder for the production of environmental friendly
roofing tiles
Suubitaa Spencer Sama, Noor Zainab Habibb, Ng Choon Auna*, Chee Swee Yongc,
Mohammed J. K. Bashira, Teoh Wei Pinga
aFaculty of Engineering and Green Technology, Universiti Tunku Abdul Rahman, Kampar,
Perak, Malaysia
bHeriot-Watt University, Dubai International Academic City, P. O. Box 294345, Dubai,
U.A.E
cFaculty of Science, Universiti Tunku Abdul Rahman, Kampar, Perak, Malaysia
*Corresponding author: Ng Choon Aun; Email: [email protected]; Tel: (60) 468 8888; Fax: (60) 466 7449
Abstract
Excessive emission of carbon dioxide and huge consumption of energy during the production
of traditional building materials is a global issue needed to be concern by the society. The
carbon dioxide released from the manufacturing process are one of the main contributors
which lead to the deterioration of global warming. This study focused on the feasibility of
using waste oils as blended binder to produced environmental friendly roofing tiles. The
blended binder composed of waste engine oil and waste vegetable oil, woks together with
sand aggregate and fly ash to produce an innovative building materials, namely WEV-
Roofing tiles. A series of parameters including the composition of materials and
Journal Pre-proof
Wordcount : 7693
2
manufacturing conditions were being optimized in order to determine the best formulation in
the production of WEV-Roofing tiles. Basic requirements for standard roofing tiles,
including flexural strength, water absorption and permeability tests were conducted to
determine the mechanical properties of WEV-Roofing tiles, according to the American
Society for Testing and Materials (ASTM C 67 – 07a, C 1167 – 03, and C 1492 – 03).
Furthermore, the embodied carbon and embodied energy of the optimized tiles were found
at 0.30 kgCO2/equivalent and 0.55 MJ/kg respectively, which is lower compared to the
traditional building materials. The recycled and reused of waste materials to produce an
environmental friendly roofing tiles is the main challenges of this research study.
Keywords: Waste engine oil; Waste vegetable oil; Roofing tiles; Embodied carbon;
Embodied Energy.
1. Introduction
Clay or cement is served as a binder in the production of traditional building materials. It was
reported that they possessed of relatively higher embodied carbon and energy compared to
green building materials (Hammond and Jones, 2011). Solely in the cement industry, a total
of 5% of carbon dioxide (CO2) was emitted to our environment (International Energy
Agency, 2009). CO2 is the main contributor which led to the occurrence of global warming.
The excessive release of carbon dioxide during the manufacturing of Portland Cement (PC)
consequently resulted in negative effect towards our earth (MojtabaVainejadShoubi et al.,
2013). To avoid the deterioration of global warming, a more environmental friendly and
Journal Pre-proof

Wordcount : 7693
3
sustainable development should be proposed. This can be achieved by decrease the usage of
cement in the production of building materials. Green technologies can be employed in the
construction sector by replacing cement with alternative waste materials in the manufacturing
process.
Waste engine oil is one of the most commonly waste generated from the automotive industry.
Solely in United States, 7.6 Mt of waste engine oil was generated annually. The waste engine
oil that had been recovered worldwide was less than 45% and the remaining 55% was thrown
by the end user in the environment (Fadel et al., 2003). WEO possessed of significant amount
of heavy metals and hazardous components, simply disposed without a proper treatment
would subsequently endangering the marine and human life (Hamad et al., 2013).
As an effort to reduce the waste oils disposal issues, many attempts were done by converting
it into other useful materials. It was reported that in the present of metallic-char as catalyst in
the microwave pyrolysis process, waste engine oil can be converted to pyrolysis-oil and
pyrolysis-gases (Lam et al., 2015). The microwave pyrolysis process helps to crack the
hydrocarbon chain of waste engine oil into C5 to C15 hydrocarbon, which possessed similar
properties as gasoline and diesel (Wan et al., 2017). It was found that WEO can be used as
an additive to enhance the durability of concrete (Chin, 2012). It should avoid the excessive
addition of WEO as the compressive strength of the concrete produced would be decreased
along with the amount of WEO added (HeshamDiab, 2011).
Journal Pre-proof

Wordcount : 7693
4
Waste vegetable oil (WVO) accumulated in the sewerage system may also result in adverse
environmental impact (Beddu et al., 2015). In Malaysia, waste vegetable oil was used 2 to 3
times before being disposed and it was reported that 84% of Malaysian dumped the waste oil
into dustbins, drainage system and onto the soil (Hanisah et al, 2013). Compared to clean
cooking oil, waste vegetable oil possessed of higher viscosity, higher specific heat and darker
in color intensity (Kulkarni, M.G. and Dalai, A.K., 2006). The high free fatty acid level and
high viscosity were due to degradation process (Sanli et al., 2011). The components present
in the waste vegetable oil were monoglyceride, triglyceride, diglyceride and saturated fatty
acids (Beddu et al., 2015). The free fatty acid present in the waste cooking oil and brown
grease was between 15% and 100% (Kulkarni and Dalai, 2006). The comparison of literature
reviews and the present work is stated as per Table 1.
WVO is a valuable waste materials, which can be easily converted into biodiesel production.
By esterified the free fatty acids present in the WVO using mineral acid pre-treatment,
followed by alkali trans-esterification process, it can be converted into biodiesel with 88%
conversion efficiency (Sahar et al., 2018). It was found that when co-processing the waste
plastic and used cooking oil with microwave vacuum pyrolysis process, an oil product
contained C4 to C24 hydrocarbon chains can be generated, which is comparable with the
commercial grade gasoline and diesel (Lam et al., 2019). Used cooking oil can be utilized as
an alternative binder in the production of building materials. The production of Vegeblocks
using vegetable oil with suitable selection of materials, adequate compaction and heat curing,
compressive strengths exceeding 25 MPa had been achieved (Zoorob et al., 2006). Waste
cooking oil can also serves as lubricant in concrete production. The concrete that contains
Journal Pre-proof
Wordcount : 7693
5
waste cooking oil showed better mechanical properties, higher workability and reduction in
interfacial transition zones and air voids size (Beddu et al., 2015).
Incorporation of supplementary cementitious materials during the production of high strength
concrete able to avoid the cracks, as the present of supplementary materials able to decrease
the heat release during the hydration process, whilst decrease the shrinkage of concrete. A
grade 35 lightweight concrete can be produced with the consumption of palm kernel shell
and the compressive strength and density are influenced by the sand content (Johnson et al.,
2008). The mechanical properties such as comprehensive strength, flexural strength and split
tensile strength of concrete mix of M60 grade showed an improvement with substituent of
cement up to 15% in high strength concretes (Swaroopa and Tejaanvesh, 2015). Fillers such
as fly ash and sand affect the characteristics of the moist cured foam concrete and a greater
ratio of strength to density was achieved by fly ash than sand (Kunhanandan and
Ramamurthy, 2006).
The pressing issue of this study is to produce environmental friendly roofing tiles by utilizing
alternative, more environmental friendly materials. WEV oil is the new type of blended oil,
which can be used as alternative binder in the production of WEV roofing tiles, whilst avoid
the usage of conventional binders (cement or clay) which are considered relatively
environmental unfriendly. In addition, maximizing the incorporation of waste materials in
the production of building materials seem to be a good approach to decrease the disposal of
waste materials into the landfill. Several objectives are enumerated to be achieved at the end
of this study which are as follow:
Journal Pre-proof
Wordcount : 7693
6
1. To utilize blended binder (waste engine oil and waste vegetable oil) in the production
of roofing tiles.
2. To optimize the tile compositions and manufacturing process and optimizing the
amount and ratio of WEV oil.
3. To calculate and compare the total embodied carbon and embodied energy of
optimized WEV roofing tiles produced with the commercialized products.
2. Materials and methodology
2.1 Materials
The materials used to produce the roofing tiles are waste engine-vegetable (WEV) oil,
pulverized fly ash, river sand and sulphuric acid.
2.1.1 Waste engine-vegetable (WEV) oil
Waste engine oil was obtained from a local Perodua car station whereas the waste vegetable
oil which defined as waste palm oil was collected from a local Pelita restaurant in Malaysia.
The waste oil has been filtered and can directly use in the analysis at room temperature. WEV
oil which is dark brown in color has specific gravity of 0.90, density of 0.91 g/cm3 and
kinematic viscosity of 65.87 cS. WEV oil is composed of monoglyceride, triglyceride,
diglyceride and saturated fatty acids which are stearic acid, palmitic acid, additives,
magnesium, polychlorinated biphenyls, zinc, arsenic, cadmium, lead, copper, chromium and
chlorides. Infrared spectra of the waste oils were determined by using PerkinElmer Spectrum
FTIR RXI spectrometer. The Fourier-transform infrared (FTIR) analysis was used to
Journal Pre-proof

Wordcount : 7693
7
determine and quantify oil oxidation, presence of additives, state of oil and a spectral
snapshot of the base oil and other substances available (Al-ghouti, M.A. and Al-atoum, L.,
2009). FTIR spectroscopy was also used to determine the molecular structures via certain
absorption bands that are related to the functional groups of the compounds (Ullah, 2014).
The samples were scanned over a region of 400 until 4000 cm-1. Thermal behavior of the
WEV oil was examined by Thermogravimetric Analyzer model (METTLER TOLEDO
TGA,SDTA851e) from 25°C and 500°C with the heating rate of 10°C/min and nitrogen
purge rate of 10 ml/min.
2.1.2 Fly ash
The type of fly ash used was class F fly ash which is light brown in color with the size of less
than 75µm. Fly ash was obtained from TNB power plant station in Manjung Setiawan, Perak,
Malaysia. The chemical substances in fly ash are silica, alumina, magnetite and Iron oxide
(Fe2O3). The spherical fly ash had a specific gravity of 2.5 and specific surface area of 200
m2/kg.
2.1.3 River sand
The sand aggregates were river sand which is white in colour. The river sand was transferred
into a tray and kept in an oven for 2 h at 150°C. River sand which had the size between 63
and 177 μm had specific gravity of 3.1, density of 2620 kg/m3 and water absorption of 0.81%.
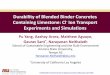
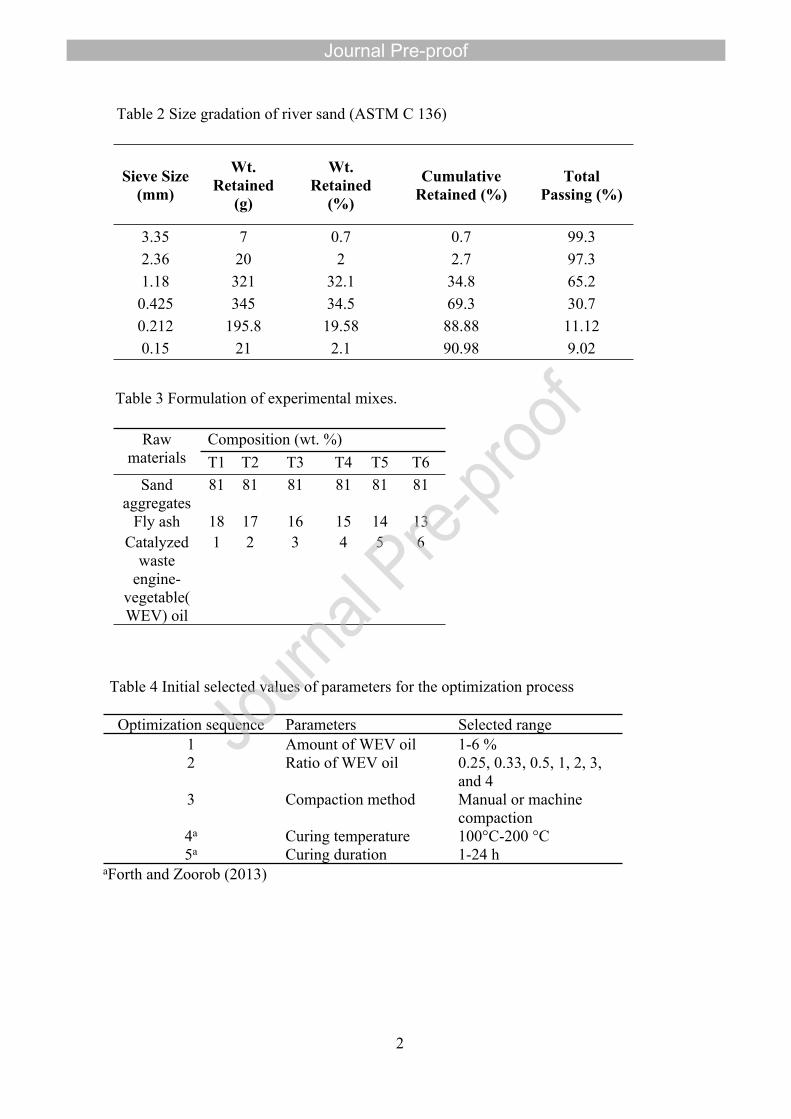
River sand is composed of andalusite and tourmaline. The percentage of passing of fine
aggregates was the highest in the 3.35 mm sieve size which is the coarsest sieve used in the
Journal Pre-proof

Wordcount : 7693
8
analysis as per Table 2. The lowest amount of aggregates was found in the finest sieve size
of 0.15 mm as per Fig. 1.
2.1.4 Catalyst
Sulphuric acid was added in the WEV oil to speed up the rate of reaction for the tile formation
and act as catalyst. Esterification of free fatty acids could be carried out using sulphuric acid
as catalyst (Marchetti and Errazu, 2008). The sulphuric acid is usually colourless and
odourless. Sulphuric acid is to initiate the polymeric reaction or in other words the longer the
polymer chain oil has the least time would be required for curing. Since oven heat curing
method is used for curing these tiles, thus greater strength could be achieved during minimum
curing time thereby reducing the embodied energy requirement for the production of these
tiles.
2.2Manufacturing process of WEV Roofing tile
This section focused on addressing the Objectives 1 and 2 in this research study, in which the
feasibility of blended waste oil to be used as the alternative binder in the production of roofing
tiles were being investigated. The optimization process was carried out to optimize the
composition of tiles, as well as the manufacturing process of roofing tiles. The waste engine
oil and waste vegetable oil with a ratio of 1:4 were mixed with a rotary shaker at 250 rpm for
20 min. The ratio was selected due to strong presence of carbonyl group in waste vegetable
oil compared to waste engine oil as shown in FTIR analysis. The formulation and
composition of the different substances for experimental mixes of T1 to T6 are shown in
Table 3. The amount of 0.1 % of sulphuric acid was added in the WEV oil to form acidic
Journal Pre-proof

Wordcount : 7693
9
WEV oil. The materials such as WEV oil, fly ash and river sand were mixed by a mixer at
about 250 rpm at room temperature for 10 min. The mixture with a total weight of 400 g was
transferred into the mold and compacted with a compactor in the range of 5 to 20 of
compaction counts. The compacted mixture was transferred into an oven for heat curing at
the temperature in between 100 °C and 200 °C for 1 to 24 h. Each compaction count
represents 7.567 kN. The tile with a diameter of 100 mm was left to cool down. The initial
selected values of the parameters for the optimization process had been referred to the
previous studies (Humayun et al., 2017; Teoh et al., 2017) as per Table 4. Single factor
optimization approach was used to optimize each parameters accordingly. Optimized WEV
Roofing tile was produced after obtaining the suitable parameters to produce the tiles. The
experiment was repeated five times for accuracy and average data were recorded. The tiles
were tested for mechanical properties, durability and permeability.
2.3 Testing of the tile
Density and porosity are calculated by equation (i) and (ii) respectively.
Density (g/cm3) = Mass / Volume (i)
Porosity (%) = (W2-W4) / (W2-W3) × 100% (ii)
whereW2 = Weight in airW3 = Weight in waterW4 = Weight of dry specimen
Journal Pre-proof

Wordcount : 7693
10
Flexural strength of the tiles was calculated by equation (iii):
σ= MC/I (iii)
where,
M= bending moment in Newton
C=distance from the neutral axis in millimeters
I=moment of inertia in millimeters
Flexural stress was determined by means of standard method (ASTM C 67-13; ASTM C
1492-03). Flexural stress for optimized roofing tiles can be calculated by equation (iv):
σ= 3*P*L / 2*W*d2 (iv)
where,
σ= Flexural strength is MPa
P =Loading force in Newton
L = Span Length of the tile
W = Width of the tile
d = Thickness of the tile
The cold water absorption of the tiles was tested according to ASTM Standard method
(ASTM C1167-03). The dry tiles were weighed and submerged in water for 24 h and weighed
again to calculate the cold water absorption. The percentage of cold water absorption was
calculated using equation (v):
Absorption (C), % = 100(Ws-Wd) /Ws (v)
Journal Pre-proof

Wordcount : 7693
11
Boiling water absorption can be determined as equation (vi):
Boiling Absorption (B), % = 100(Wb-Wd)/Wb (vi)
where,
Wd = weight of dried specimen
Ws = weight of saturated specimen after immersed in cold water for 24 h
Wb = weight of saturated specimen after immersed in boiling water for 5 h The saturated
coefficient can be calculated as equation (vii):
Saturation Coefficient = C/B (vii)
The water permeability test of the tiles was carried out according to ASTM Standard method
(ASTM C1167-03).
2.4 Calculation of energy and carbon emission methods
To address the third objective of this research study, the embodied carbon and embodied
energy of the optimized roofing tile produced was studied. The embodied carbon and
embodied energy of the roofing tiles determine the energy characteristics of roofing tiles.
Embodied energy of processing, transportation and raw materials involved in each case were
obtained either from literature or based on assumptions to obtain the total embodied energy
per tile as per Table 5. Carbon emissions were obtained for each case by the product of carbon
dioxide emissions factors and the material used for different phases of lifecycle for example
cradle to gate emission, production, distribution and final stage of life management. Then
emissions from all the phases were added to determine the carbon emissions in each case.
Journal Pre-proof
Wordcount : 7693
12
3. Results and Discussions
3.1 WEV oil as a binding agent
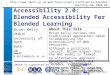
The characterization of the WEV oil had been carried out via Fourier transform infrared
(FTIR) spectroscopy. The FTIR spectrum of WEV oil with the ratio 1:4 has functional groups
at bands 3474 cm-1, 3005 cm-1 and 2924 cm-1 (O-H stretch), 2681 cm-1 and 2854 cm-1(C-H
stretching), 1747 cm-1 (C=O stretch), 1400 and 1419 cm-1(O-H bend), 1237 cm-1(C-O stretch)
and 1163 cm-1(stretching vibration of the C-O ester group) as per Fig.2. The ratio was
selected due to the strong presence of carbonyl group in waste vegetable oil compared to
waste engine oil and also the accessibility of the oil as per Fig.2. A significant peak was
observed at 1747 cm-1 in the WEV oil as per Fig.2. The carbonyl functional group (C=O) is
the main component for polymerization process to occur by binding with other materials in
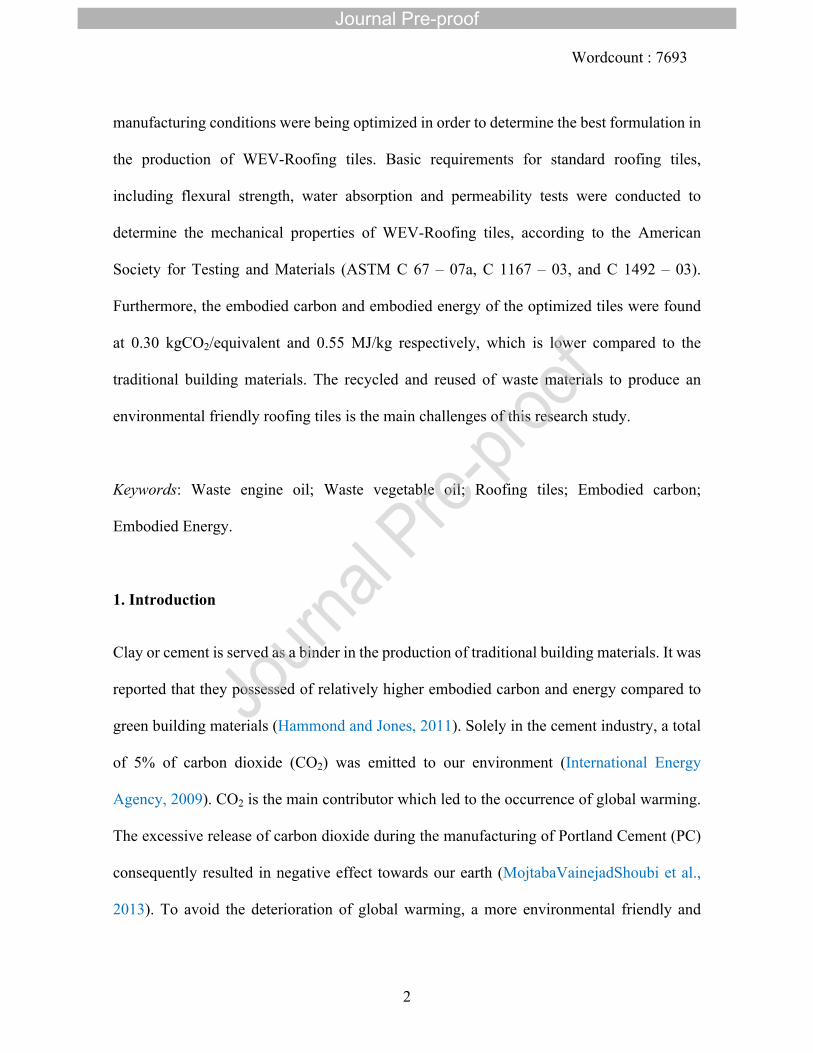
order to form roofing tile (Teoh et al., 2017). TGA analysis shows that the WEV oil has the
inflection point at 394.99°C as per Fig. 3. The inflection point is a point of a curve at which
a change in the direction of curvature occurs. As the degradation of the WEV oil starts to
occur at about 260°C, the preferred temperature to produce the tile should be below this
temperature. The WEV oil sample burned after heating and left a residue of 30.47%.
3.2 Amount of catalyzed WEV oil
The initial parameters that had been selected in the tile production were the curing
temperature of 190 °C, curing duration of 24 h, 20 compaction counts by a machine and
WEV oil with the ratio of 1:4. The vegetable roofing tile with 35 % and 50 % fly ash filler
were heat cured at 190 °C (Noor et al., 2015). The samples of 5 % of vegetable oil content
by mass of aggregates were cured for 24 h at compaction pressure of 1 MPa with temperatures
Journal Pre-proof

Wordcount : 7693
13
between 140 °C and 200 °C showed high compressive strength compared to 120 °C to
produce block (Forth and Zoorob, 2013). The tiles with 1 and 2 % amount of WEV oil in the
composition were broken easily when being compacted due to the insufficient amount of
WEV oil to bind the materials as per Fig.4. With good compaction and heat curing, the tiles
with 4 % of WEV oil showed the highest strength as per Fig.4. As the amount of WEV oil
increased to 5 or 6 %, the strength reduced significantly as per Fig.4. The sticky mixture as
a result of the excess amount of the oil showed poor compaction effect on the gaps or pores
in the tile resulted in low strength.
3.3 Ratio of WEV oil
The WEV oil with the ratio of 0.25, 0.33, 0.5, 1, 2, 3, and 4 had been studied. The tiles were
produced at the curing temperature of 190 °C, curing duration of 24 h, 20 compaction counts
by a machine and amount of 4 % of WEV oil. The 0.25 ratio of WEV oil in the tile showed
the highest strength and the strength decreased gradually as the ratio of WEO oil increased
as per Fig. 5. The ratio of lesser than 0.25 of WEV oil is not selected although it can show
better strength because the waste engine oil needs to be used to a certain amount to reduce
waste disposal problems to the environment. The high amount of waste vegetable oil in the
mixture of waste engine oil and waste vegetable oil resulted in good strength of the tile. The
FTIR analysis shows that waste vegetable oil has strong carbonyl compound compared to
waste engine oil. The degradation reactions such as hydrolysis, oxidation and polymerization
take place when vegetable oil was being heated continuously and both hydrolysis and
oxidation process lead to polymerization of the oil (Sanli et al., 2011).
Journal Pre-proof
Wordcount : 7693
14
3.4 Compaction
The compaction rates and compaction methods via manual and machine compaction had
been studied. The tiles were fabricated at the curing temperature of 190 °C, curing duration
of 24 h, WEV oil with the ratio of 1:4 and amount of 4 % of WEV oil. The machine
compaction gives better compaction compared to manual compaction in flexural strength,
water absorption and porosity. The tiles can be manufactured in manual compaction as there
was only a slight decrease in strength when compared to machine compaction as per Fig. 6.
As the compaction counts increases, the flexural strength also increases. The compaction
counts of 20 showed highest flexural strength in both manual and machine as per Fig. 6. The
compaction counts of above than 20 are not selected to produce the tiles to save the cost of
the production. The highest compaction counts resulted in low thickness of the tile as the
mixture in the tile binds well when compacted and reduce the gaps or pores in the tile. The
water absorption decreases as the compaction count increases as per Fig. 7. The tiles fulfilled
the requirement of maximum of 6 % of water absorption according to ASTM C1167-03. The
porosity decreases as the compaction count increases as per Fig. 8. The porosity-strength
relationships had been studied with Ryshkewithch, Schiller, Balshin and Hasselman model
and the results showed that the compressive or tensile strength ratio decreases with the
increase in porosity (Xudong et al., 2013). The tile with compaction counts of 5 failed the
water permeability test according to ASTM C1167-03 for both manual and machine
compaction as per Table 6. The low compaction counts resulted in high thickness of the tile
and the spaces in the tile cause the water to penetrate the tile.
Journal Pre-proof

Wordcount : 7693
15
3.5 Curing temperature
The curing temperature in the range of 100 °C and 200 °C had been studied (Forth and
Zoorob, 2013). The parameters that have been selected in the tile production were having
curing duration of 24 h, 5 - 20 compaction counts by a machine, WEV oil with the ratio of
1:4 and amount of 4 % of WEV oil. The compaction counts of above than 20 are not selected
to produce the tiles to save the cost of the production. As the curing temperature increased,
the strength also increased, however a reduction of strength was noticed at the curing
temperature of 200 °C with compaction counts ranges from 5 to 20 as per Fig. 9. The
optimum curing temperature was 190 °C. The increase in temperature on roofing materials
resulted in the degradation of substances but the elasticity and flexibility were good in
polymeric products (Berdahl, et al., 2008).
3.6 Curing duration
The curing duration in the range of 1 to 24 h had been studied (Forth and Zoorob, 2013). The
parameters that had been selected in the tile production were curing temperature of 190 °C,
5 - 20 compaction counts by a machine, WEV oil with the ratio of 1:4 and amount of 4 % of
WEV oil. The compaction counts of above than 20 are not selected to produce the tiles to
save the cost of the production. The compaction counts of 20 showed highest flexural strength
of 8.65 MPa at curing duration of 24 h compared to compaction counts of 5, 10 and 15 as per
Fig. 10. The increase in curing duration resulted in high compressive strength for palm oil
fuel ash geopolymer pastes (Amer et al., 2015). The tile with the 20 compaction counts at
curing duration of 15 h showed flexural strength of 6.67 MPa which could fulfil the minimum
standard limit of 6 MPa (CROW; Ede, 2000) as per Fig. 10. By lowering the curing duration,
Journal Pre-proof

Wordcount : 7693
16
the cost of production can be reduced. The tile with the 20 compaction counts at curing
duration less than 5 h showed no readings in flexural strength because the tile was unstable
and need longer heat curing time to harden as per Fig. 10. The production of building blocks
is by blending vegetable oil with mineral aggregate followed by a process of compaction and
heat curing where the heat curing of vegetable oil in a complex auto-catalytic oxidation and
polymerization as the oil component has transformed into a hard binder (Zoorobet al. 2006).
3.7 Optimized WEV Roofing tile
The optimized roofing tile with the size of 390 mm × 240 mm × 10 mm had been produced
from the suitable parameters as per Fig. 11. The parameters that had been selected in the
optimized roofing tile production were having curing temperature of 190 °C, curing duration
of 15 h, 20 compaction counts by a manual compaction, WEV oil with the ratio of 1:4 and
amount of 4 % of WEV oil. Density was calculated and it was in the range between 1.92 to
1.99 g/cm3 as per Table 7. From Table 7, it is obvious that denser material had a lower
porosity and vice versa. Usually, if the porosity was high there will be more chances that the
material becomes permeable to water. Contrary, if the porosity was low the material has less
probability to leak.
The optimized roofing tile has a flexural strength of 6.38 ± 0.21 MPa which fulfills the
minimum standard limit of 6 MPa (CROW; Ede, 2000) as per Table 8. The roofing tile which
is only composed of waste vegetable oil shows flexural strength of 11.88 MPa (Humayun et
al., 2017). It is relatively higher compared to WEV Roofing tile. A complex oxy-
polymerization reaction occurred when the waste vegetable oil turns into rigid binder
Journal Pre-proof

Wordcount : 7693
17
(Humayum et al., 2017). The optimized roofing tile which was subjected to accelerated
weathering conditions for 900 days showed a flexural strength of 7.39 ± 0.13 MPa which
fulfills the minimum standard limit of 6 MPa (CROW; Ede, 2000) as per Table 9. The flexural
strength of the optimized roofing tile showed an increment of 15.8% after being exposed to
accelerated weathering conditions for 900 days. The free radicals created by the ultraviolet
radiation from the accelerated weathering conditions may react with the oxygen present to
form hydro-peroxides that can result in polymer chain breakage (Lee, 2015).
The cold water absorption of the optimized roofing tile was 5.2 ± 0.27%. It fulfilled the
requirement of maximum of 6 % according to ASTM C1167-03 as per Table 10. The
saturation coefficient of the optimized roofing tile was 0.70 ± 0.04 which fulfilled the
requirements of maximum of 0.74 according to ASTM C1167-03 as per Table 10. The
optimized roofing tile passed the water permeability test according to ASTM C1167-03. The
flexural strength, durability and permeability of the optimized product were influenced by
the parameters used in the optimized roofing tile production such as curing temperature of
190 °C, curing duration of 15 h, 20 compaction counts by a manual compaction, WEV oil
with the ratio of 1:4 and amount of 4 % of WEV oil.
The embodied energy for each WEV Roofing tile was 0.55 MJ as per Table 11. Sulphuric
acid, WEV oil, processing, sand and fly ash showed the embodied energy of 5, 2, 0.06, 0.2
and 0 respectively as per Table 11. The total carbon emissions in different phases of catalyzed
WEV Roofing tile is 0.30 kg CO2/equivalent as per Table 12. WEV Roofing tile shows the
lowest total embodied energy (MJ) and total carbon emissions in different phases compared
Journal Pre-proof
Wordcount : 7693
18
to roofing tiles produced from concrete, clay, ceramic or waste vegetable oil as per Table 13.
WEV oil binder can reduce the energy emissions in the environment.
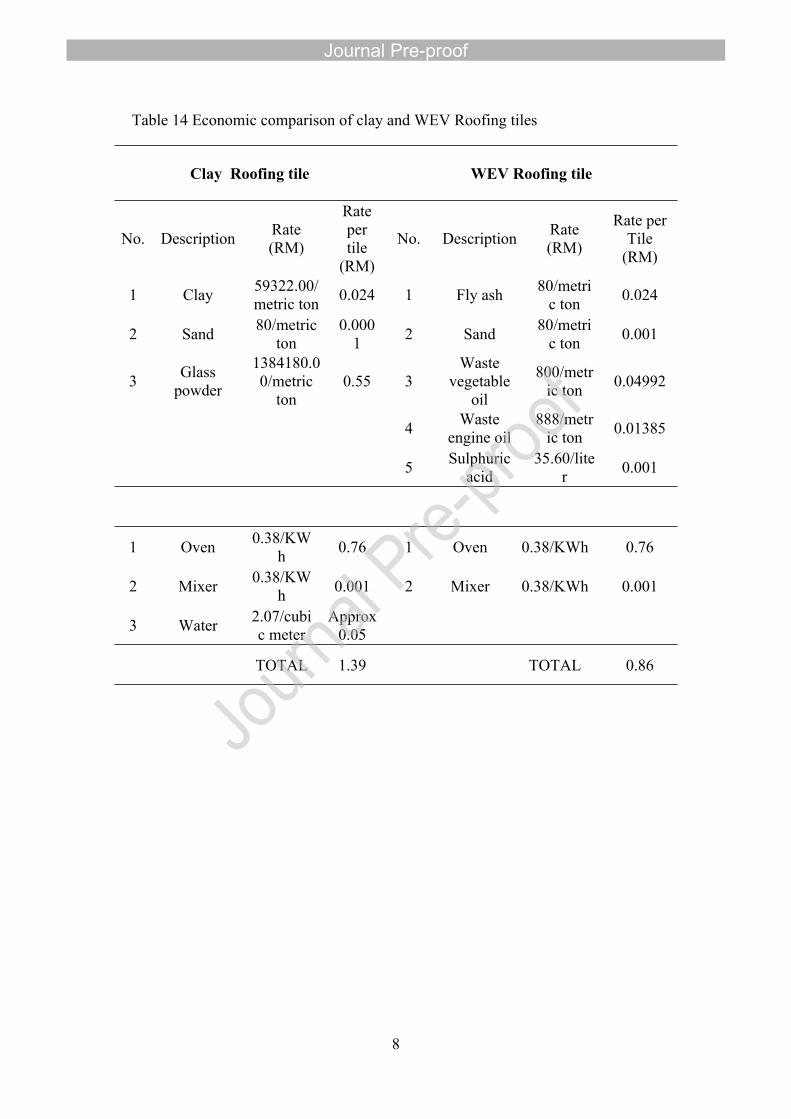
The feasibility of the product depends on the cost of the product. The cost of power and water
consumption for industrial sector in Malaysia was RM 0.38/KWh and RM 2.07/m3. The
materials used in the production of WEV Roofing tile were fly ash, river sand, waste
vegetable oil, waste engine oil and sulphuric acid. The cost approximation for the production
of WEV Roofing tile was RM 0.86 as per Table 14. The cost calculated for WEV Roofing
tile was found to be less in contrast to clay roofing tile. For clay roofing tile, the cost was
determined by using the clay roofing tile produced from local factory. The materials used in
the production of clay roofing tile were clay, sand and glass powder. The cost approximation
for the production of clay roofing tile was RM 1.39 as per Table 14. Rate per tile was
determined by multiplying the material used in producing one tile with the rate of that
particular material.
4. Practical Implications of This Study
The main challenge of this research study is to determine the suitability of the WEV oil to be
used as binder in the production of roofing tiles. The relationship between both types of waste
oils need to be study, to determine their contribution towards the binding effects within the
building materials. Although the WEV-Roofing tiles produced are able to achieve the
minimum requirements of the ASTM standards, there is always more rooms for
improvements. Further investigations are required for the possible leachates are released
from the roofing tiles when it is exposed to water. It is important to determine the composition
Journal Pre-proof

Wordcount : 7693
19
that are contained within the leachate so that it can be fully ensured that the roofing tiles are
safe and would not bring harm to both the environment and the humans. In addition, the
practice of using WEV oil as alternative binder applied for other applications, such as in the
production of building blocks, floor tiles or other building materials.
5. Conclusions
This study investigates the feasibility of utilizing alternative blended binder, which is a
combination of waste engine oil and waste vegetable oil as in the production of roofing tiles.
The WEV-Roofing tiles produced from this research study possessed of flexural strength up
to 6.38 MPa, low water absorption percentage of 5.2 %, and impermeable to water molecules,
fulfilled the basic requirements of roofing tiles as per ASTM standards. By utilizing waste
materials, such as WVO and WEO in the production of roofing tiles, the problem of excessive
waste disposal can be reduced, whilst decrease the usage of virgin resources. Moreover,
WEV-Roofing tiles possessed of relatively lower embodied carbon and energy, which are
0.30kg CO2/equivalent and 0.55 MJ/kg respectively. The production of WEV-Roofing tiles
which is greener and cleaner compared to the traditional roofing tiles is the prominent
outcomes of this research study.
Journal Pre-proof
Wordcount : 7693
20
Acknowledgments
We would like to extend our gratitude to Ministry of Higher Education of Malaysia for the
FRGS fund with project No. FRGS/1/2015/TK06/UTAR/02/1 and Universiti Tunku Abdul
Rahman for UTAR RESEARCH FUND with project No. IPSR/RMC/UTARRF/2015-
C1/N02.
References
Alavez-ramirez et al. (2014). Thermal lag and decrement factor of a coconut-ferrocement
roofing system, Constr. Build. Mater., 55, 246–256.
Al-ghouti, M.A., and Al-atoum, L., 2009. Virgin and recycled engine oil differentiation: A
spectroscopic study, Jour. Environ. Manage. 90(1), 187–195.
Alistair, G.,1996. Infrared Analysis as a Tool for Assessing Degradation in Used Engine
Lubricants. Wearcheck Africa, WZA-002.
Amer et al.,2015. Effect of different curing temperatures on alkali activated palm oil fuel ash
paste, Constr. Build. Mater. 94, 116–125.
ASTM C1492-03, 2009. Standard Specification for Concrete Roof Tiles. ASTM
International, West Conshohocken, PA.
Journal Pre-proof

Wordcount : 7693
21
ASTM C1167-03, 2003. Standard Specification for Clay Roof Tiles. ASTM International,
West Conshohocken, PA.
ASTM C67-16, 2016. Standard Test Methods for Sampling and Testing Brick and Structural
Clay Tile. ASTM International, West Conshohocken, PA.
Banerjee, N., Ramakrishnan, R., and Jash, T., 2014. Biodiesel production from used
vegetable oil collected from shops selling fritters in Kolkata, Ener Procedia. 54, 161–165.
Beddu et al., 2015. The performance of concrete containing used cooking oil. In Proc of the
Thrd Intl. Conf. on Adv in Civ and Struc Eng-CSE. 66–70.
Berdahl et al., 2008. Weathering of roofing materials – An overview, Constr. Build. Mater.
22, 423–433.
Bilal, S. H., Ahmad, A. R., and Mutassem, E., 2003. Effect of used engine oil on properties
of fresh and hardened concrete, Constr. Build. Mater. 17, 311-318.
Chani, P. S., Najamuddin., and Kaushik, S., 2003. Comparative analysis of embodied energy
rates for walling elements in India, J. Inst. Eng. India. 84, 47-50.
Journal Pre-proof

Wordcount : 7693
22
Chin et al., 2012. The effects of used engine oil in reinforced concrete beams: The structural
behavior, Wrld. Acad. Sci. Eng .Tech. 6, 815-821.
CROW; Ede, 2000. Specification for Road Construction 2000 (‘Standard RAW Bepalingen
2000’).
Ecoinvent Version 3.3., 2016. Available at ecoinvent.org/database/ecoinvent-33/ecoinvent-
33.html (accessed 20/2/2018).
Eric, D., Robert, U., and Miriam, H., 2002. Energy and Chemical Use in the Production Chain
of Microchips. Conference Record 2002 IEEE International Symposium on Electronics and
the Environment. 184-189.
Fadel, M., and Khoury, R., 2003. Strategies for vehicle waste-oil management: a case study.
Resources, conservation and recycling. 33(2), 75-91.
Forth, J. P., and Zoorob., 2013. Vegetable oil based construction materials. United States
Patent 0160677.
Francois, A., 2001. Guide for Computing CO2 Emissions Associated with Energy Use.
CANMET Energy Diversification Research Laboratory Natural Resources Canada.
Journal Pre-proof
Wordcount : 7693
23
Hamad, B. S., Rteil, A. A., and El-fadel, M., 2003. Effect of used engine oil on properties of
fresh and hardened concrete, Constr. Build. Mater. 17, 311–318.
Hammond, G., and Jones, C., 2011. Inventory of carbon and energy-ICE version 2.0.
University of Bath, UK.
Hanisah, K., Kumar, S., and Ay, T., 2013. The Management of Waste Cooking Oil : A
Preliminary Survey, Health. Environ. Jour. 4(1), 76–81.
HeshamDiab., 2011. Effect of mineral oil on reinforced concrete structures, Jour. Eng. Sci..
6, 1321-1333.
Humayun, N., Noor, Z. H., Ng, C. A., Salah, E. Z., Zahiraniza, M., Swee, Y. C., and
Muhammad, Y. (2017). Utilization of catalyzed waste vegetable oil as a binder for the
production of environmental friendly roofing tiles, J. Clean Produc.. 145, 250-261.
International Energy Agency., 2009. Cement Technology Roadmap - Carbon emissions
reductionsup to 2050. Available at www.iea.org/publications/freepublications/
publication/Cement_Roadmap.pdf (accessed 20/1/2017).
Journal Pre-proof

Wordcount : 7693
24
Johnson, A., Jumaat, M. Z., and Mahmud, H., 2008. Influence of sand content and silica fume
on mechanical properties of palm kernel shell concrete. Materials Science. 23, 251-262.
Kulkarni, M. G., and Dalai, A. K., 2006. Waste Cooking Oil s An Economical Source for
Biodiesel: A Review, Indus. English. Chem. Resour. 45, 2901–2913.
Kunhanandan, N. E. K., and Ramamurthy, K. (2005). Influence of filler type on the properties
of foam concrete, Cem.Conc. Compo. 28, 475-480.
Lam, S. S., Liew, R. K., Cheng, C. K., & Chase, H. A. (2015). Catalytic microwave pyrolysis
of waste engine oil using metallic pyrolysis char. Applied Catalysis B: Environmental, 176-
177, 601–617. doi:10.1016/j.apcatb.2015.04.014
Lam, S. S., Wan Mahari, W. A., Ok, Y. S., Peng, W., Chong, C. T., Ma, N. L., Tsang, D. C.
W., 2019. Microwave vacuum pyrolysis of waste plastic and used cooking oil for
simultaneous waste reduction and sustainable energy conversion: Recovery of cleaner liquid
fuel and techno-economic analysis. Renewable and Sustainable Energy Reviews, 115,
109359. doi:10.1016/j.rser.2019.109359
Lee, F. C., 2015. Thermal breakage of a semi flexible polymer: breakage profile and rate,
Jour. Phys. Conden. Matter. 27(27), 275101.
Journal Pre-proof

Wordcount : 7693
25
Marchetti, J. M., and Errazu, A. F. (2008). Esterification of free fatty acids using sulfuric
acid as catalyst in the presence of triglycerides, Biomass. Bioenergy. 32 (9), 892–895.
Marmesat, S., Rodriguez, E., Velasco, J., and Dorbangarnes, M. C., 2007. Used frying fats
and oils: comparison of rapid tests based on chemical and physical oil properties, Inter. Jour.
Food. Sci. Techno. 42, 601-608.
Mohammad, N. A., Jan, N. A., and Omar, H. A. (2004). Experimental study of fly ash based
roof tiles with polythene fiber under stress-strain characteristics, Inter. Jour. Civil. Environ.
Eng. 36 (1), 1208-1215.
Mojtaba et al., 2013. Assessment of the roles of various cement replacements in achieving
the sustainable and high performance concrete, Inter. Jour. Adv. Eng. Techno. 6(1), 68-77.
Nasir, S., Muhd, F. N., and Salmia, B., 2011. Properties of concrete containing used engine
oil, Inter. Jour. Sus. Constr. Eng. Techno. 2(1), 72-82.
Noor et al., 2015. Environmentally friendly vege-roofing tile: an investigation study. In: Proc
of the Frst Inter Conf on Bio-Based Build Mater. PRO 99. RILEM Publications.
Olalekan et al., 2014. Influence of curing methods and concentration of NaOH on strength
of the synthesized alkaline activated ground slag-ultrafine palm oil fuel ash mortar / concrete,
Constr. Build. Mater. 66, 541–548.
Journal Pre-proof

Wordcount : 7693
26
Raheem, M. O., Otuoze, H. S., and Abdulhafiz, U., 2013. Properties of Rice Husk Ash
Stabilized Laterite Roof Tiles, Leo Elec Jour of Prac and Tech. 23, 41-50.
Reijnders, L., and Hujibregts, M., 2008. Palm oil and the emission of carbon –based
greenhouse gases, Jour Clean Prod., 16, 477-482.
Sahar, Sadaf, S., Iqbal, J., Ullah, I., Bhatti, H. N., Nouren, S. Iqbal., 2018. Biodiesel
production from waste cooking oil: An efficient technique to convert waste into biodiesel.
Sustainable Cities and Society. 41, 220–226. doi:10.1016/j.scs.2018.05.037
Sam, S. S., Ng, C. A., Chee, S. Y., Habib, N. Z., Nadeem, H., and Teoh, W. P., 2017.
Utilization of ethyl cellulose polymer and waste materials for roofing tile production. IOP
Conf Ser: Earth and Env Sci, 67. doi: 10.1088/1755-1315/67/1/012005.
Sanli, H., Canakci, M., and Alptekin, E., 2011. Characterization of waste frying oils obtained
from different facilities. In: Bioenergy Tech, Wrld Renew Ener Congr 2011. Sweden, 8-13
May 2011. Sweden: Bioenergy Technology.
Saurabh, K., 2005. Additives depletion and engine oil condition – a case study, Indus. Lubri.
Tribology. 57(2), 69–72.
Srikonda, R., 2012. Appraisal of Vernacular Building Materials and Alternative Technoligies
for Roofing and Terracing Options of Embodied Energy in Buildings, Energy Procedia. 14,
1843-1848.
Journal Pre-proof

Wordcount : 7693
27
Swaroopa, R. M., and Tejaanvesh, M., 2015. Performance of high-strength concrete using
palm oil fuel ash as partial cement replacement, Inter. Jour. Eng. Research. App. 5 (4), 8-12.
Teoh, W. P., Noor, Z. H., Ng, C. A., and Chee, S. Y., 2017. Catalyzed Waste Engine Oil as
Alternative Binder – Chemical Analysis and Optimization of Parameters, Jour Clean Prod.,
174, 988-999.
Tomasevic, A. V., and Siler, S. S., 2003. Methanolysis of used frying oil, Fuel Process
Techno. 81, 1-6.
Tonoli et al., 2010. Effect of accelerated carbonation on cementitious roofing tiles reinforced
with lignocellulosic fibre, Constr. Build. Mater. 24(2), 193–201.
Ullah, Z., Bustam, M. A., and Man, Z., 2014. Characterization of waste palm cooking oil for
biodiesel production, Inter. Jour. Chem. Eng. App. 5(2), 134-137.
Wan Mahari, W. A., Zainuddin, N. F., Chong, C. T., Lee, C. L., Lam, W. H., Poh, S. C., &
Lam, S. S., 2017. Conversion of waste shipping oil into diesel-like oil via microwave-assisted
pyrolysis. Journal of Environmental Chemical Engineering, 5(6), 5836–5842.
doi:10.1016/j.jece.2017.11.005
Xudong, C., Shengxing, W., and Jikai, Z., 2013. Influence of porosity on compressive and
tensile strength of cement mortar, Constr. Build. Mater. 40, 869-874.
Journal Pre-proof

Wordcount : 7693
28
Zivica., and Krizma., 2011. Dependence of efficiency of pressure compaction on the cement
type used, Constr. Build. Mater. 25, 3073–3077.
Zoorob, S. E., Forth, J. P., and Bailey, H. K., 2006. Vegeblock: Masonry Units from Recycled
Waste and Vegetable oil. 21st Inter Conf Solid Waste Tech and Manage. 511-520.
Journal Pre-proof
AUTHOR STATEMENT
We confirm that the manuscript has been read and approved by all named authors and that there are no other persons who satisfied the criteria for authorship but are not listed. We further confirm that the order of authors listed in the manuscript has been approved by all of us.
We confirm that we have given due consideration to the protection of intellectual property associated with this work and that there are no impediments to publication, including the timing of publication, with respect to intellectual property. In so doing we confirm that we have followed the regulations of our institutions concerning intellectual property.
We understand that the Corresponding Author is the sole contact for the Editorial process (including Editorial Manager and direct communications with the office). He/she is responsible for communicating with the other authors about progress, submissions of revisions and final approval of proofs. We confirm that we have provided a current, correct email address which is accessible by the Corresponding Author.
Signed by all authors as follows: [LIST AUTHORS AND DATED SIGNATURES ALONGSIDE]
Name Signature DateSuubitaa A/P Spencer Sam Suubi 20/2/2020
Dr. Noor Zainab Habib Noor 20/2/2020
Dr. Ng Choon Aun Ng 20/2/2020
Dr. Chee Swee Yong Chee 20/2/2020
Dr. Mohammed J. K. Bashir Bashir 20/2/2020
Teoh Wei Ping Teoh 20/2/2020
Journal Pre-proof

DECLARATION OF INTEREST STATEMENT
To: The Editor,
Journal of Cleaner Production
We hereby declare that:
We confirm that the manuscript has been read and approved by all named authors and that there are no other persons who satisfied the criteria for authorship but are not listed. We further confirm that the order of authors listed in the manuscript has been approved by all of us.
We confirm that we have given due consideration to the protection of intellectual property associated with this work and that there are no impediments to publication, including the timing of publication, with respect to intellectual property. In so doing we confirm that we have followed the regulations of our institutions concerning intellectual property.
We understand that the Corresponding Author is the sole contact for the Editorial process (including Editorial Manager and direct communications with the office). He/she is responsible for communicating with the other authors about progress, submissions of revisions and final approval of proofs. We confirm that we have provided a current, correct email address which is accessible by the Corresponding Author.
Signed by all authors as follows: [LIST AUTHORS AND DATED SIGNATURES ALONGSIDE]
Name Signature DateSuubitaa A/P Spencer Sam Suubi 20/2/2020
Dr. Noor Zainab Habib Noor 20/2/2020
Dr. Ng Choon Aun Ng 20/2/2020
Dr. Chee Swee Yong Chee 20/2/2020
Dr. Mohammed J. K. Bashir Bashir 20/2/2020
Teoh Wei Ping Teoh 20/2/2020
Journal Pre-proof

Fig.1 Particle size distribution curve of river sand
Fig. 2 FTIR spectra of waste engine oil, WEV oil and waste vegetable oil in descending order
0102030405060708090
100110
0.1110
Particle size, D, mm
Perc
ent F
iner
, S, %
Wave number (cm-1)
Tran
smis
sion
(%)
4000 3000 2000 1500 1000 500
Journal Pre-proof

Fig. 3 TGA analysis of WEV oil
Fig. 4 Flexural strength of tile with different amounts of catalyzed waste engine-vegetable oil
0123456789
10
1 2 3 4 5 6
Catalyzed waste engine-vegetable oil (%)
Flex
ural
stre
ngth
(MPa
)
Weight, mg
Temperature, 0C 40 80 120 160 200 240 280 320 360 400 440 480
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
2.8
Journal Pre-proof

Fig. 5 Flexural strength of tile with different ratios of waste engine-vegetable oil
Fig. 6 Flexural strength of tile with different compaction counts
0123456789
10
0.25 0.33 0.55 1 2 3 4
Ratio of waste engine-vegetable oil
Flex
ural
stre
ngth
(MPa
)
0.001.002.003.004.005.006.007.008.009.00
10.00
5 10 15 20
Manual compaction
Machine compaction
Compaction counts
Flex
ural
stre
ngth
(M
Pa)
Journal Pre-proof

Fig. 7 Water absorption of tile with different compaction counts
Fig. 8 Porosity of tile with different compaction counts
0.001.002.003.004.005.006.007.008.009.00
10.00
5 10 15 20
Manual compaction
Machine compaction
Compaction counts
Wat
er a
bsor
ptio
n (%
)
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
5 10 15 20
Manual compaction
Machine compaction
Compaction counts
Poro
sity
(%)
Journal Pre-proof
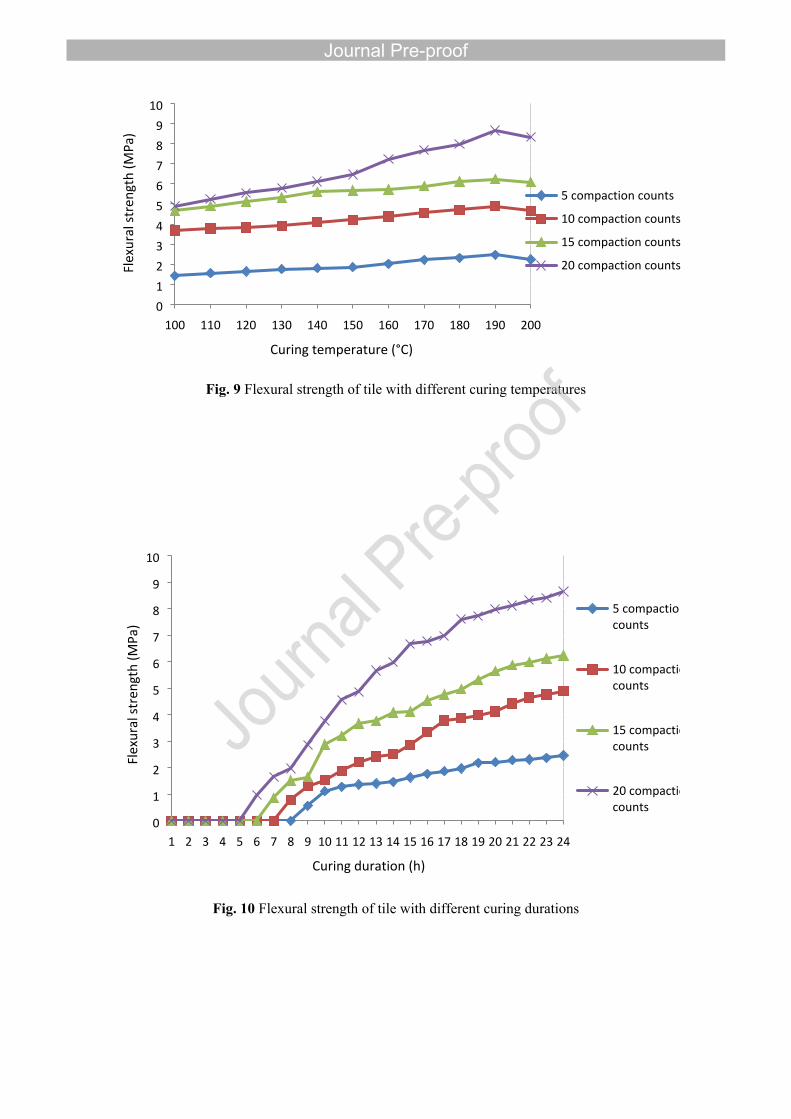
Fig. 9 Flexural strength of tile with different curing temperatures
Fig. 10 Flexural strength of tile with different curing durations
0123456789
10
100 110 120 130 140 150 160 170 180 190 200
5 compaction counts
10 compaction counts
15 compaction counts
20 compaction counts
Curing temperature (°C)
Flex
ural
stre
ngth
(MPa
)
0
1
2
3
4
5
6
7
8
9
10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
5 compaction counts
10 compaction counts
15 compaction counts
20 compaction counts
Curing duration (h)
Flex
ural
stre
ngth
(MPa
)
Journal Pre-proof

Fig. 11 WEV Roofing tile
Journal Pre-proof

Highlight for Review
The mixed waste engine and vegetable oil was used as a tile binder.
Tile’s strength is affected by curing temperature, duration and compaction.
The tiles produced from mixed waste oil meet all the requirements.
Journal Pre-proof

1
Table 1 Comparison of literature reviews and the present work.
Materials Literature review Current research studyWaste vegetable oil (WVO)
- Can be converted into biodiesel using mineral acid pre-treatment, followed by alkali trans-esterification process. The conversion efficiency is up to 88% (Sahar et al., 2018).
- Used as the binder in the production of Vegeblocks, possessed of compressive strength up to 25 Mpa (Zoorob et al., 2006).
- Can be used as sole binder in the production of roofing tiles. The flexural strength achieved by the roofing tiles produced can up to 12 Mpa (Humayun et al., 2017).
Waste engine oil (WEO)
- Can be used as additive to enhance the durability of concrete produced (Chin, 2012)
- In the present of metallic-char as catalyst, WEO can be converted into pyrolysis-oil and pyrolysis-gases via microwave pyrolysis process (Lam et al., 2015).
- Used as sole binder in the production of EnO-Roofing tiles, which produced from almost 100% of waste materials (Teoh et al., 2018).
- In this study, both types of waste oils were mixed thoroughly at different ratio to form a blended binder, namely WEV oil.
- The binder will be used as sole binder to replace cement and clay in the production of roofing tiles.
Journal Pre-proof
2
Sieve Size (mm)
Wt. Retained
(g)
Wt. Retained
(%)
Cumulative Retained (%)
Total Passing (%)
3.35 7 0.7 0.7 99.32.36 20 2 2.7 97.31.18 321 32.1 34.8 65.20.425 345 34.5 69.3 30.70.212 195.8 19.58 88.88 11.120.15 21 2.1 90.98 9.02
Composition (wt. %)Raw materials T1 T2 T3 T4 T5 T6
Sand aggregates
81 81 81 81 81 81
Fly ash 18 17 16 15 14 13Catalyzed
waste engine-
vegetable(WEV) oil
1 2 3 4 5 6
Table 4 Initial selected values of parameters for the optimization process
Optimization sequence Parameters Selected range1 Amount of WEV oil 1-6 %2 Ratio of WEV oil 0.25, 0.33, 0.5, 1, 2, 3,
and 43 Compaction method Manual or machine
compaction4a Curing temperature 100°C-200 °C5a Curing duration 1-24 h
aForth and Zoorob (2013)
Table 3 Formulation of experimental mixes.
Table 2 Size gradation of river sand (ASTM C 136)
Journal Pre-proof

3
Table 5 Assumptions in calculating the energy emissions
Steps Assumption
Vehicle
Waste engine oil and used vegetable oil were obtained from car station and restaurant respectively at about 80 km by a car.
Production
Oven with a capacity of 15 KWh was utilized for the manufacturing of tiles. About 800 tiles were produced in an oven at one time. Tiles were sent to local vendors at about 150 km.
Final stage of life management
Waste roofing tiles were discarded in a landfills at about 30 km.
Table 6 Water permeability of tile with different compaction counts
Water permeabilityCompaction countsManual compaction
Machine compaction
5 Failed Failed10 Passed Passed15 Passed Passed20 Passed Passed
Journal Pre-proof

4
Tile No. Mass (g) Fly Ash (%)
Sand (%)
Catalyzed waste
engine-vegetable
oil (%)
Density (g/cm3)
Porosity
1 1951 15 81 4 1.92 4.92 1962 15 81 4 1.96 4.33 1957 15 81 4 1.94 4.64 1965 15 81 4 1.97 4.15 1971 15 81 4 1.99 3.7
Tile No. Loading force, P
(N)
Span Length, L
(mm)
Width, W (mm)
Depth, d (mm)
Flexural Stress =3*P*L / 2*W*d2
(MPa)1 376.62 260 240 10 6.122 390.15 260 240 10 6.343 400.62 260 240 10 6.514 385.23 260 240 10 6.265 409.85 260 240 10 6.66
Average 6.38 ± 0.21
Table 9 Accelerated weathering test (900 days) of WEV Roofing tile
Tile No. Loading force, P
(N)
Span Length, L
(mm)
Width, W (mm)
Depth, d (mm)
Flexural Stress =3*P*L / 2*W*d2
(MPa)1 443.69 260 240 10 7.212 456.62 260 240 10 7.423 449.85 260 240 10 7.314 464.62 260 240 10 7.555 458.46 260 240 10 7.45
Average 7.39 ± 0.13
Table 7 Density and porosity of the WEV Roofing tiles
Table 8 Flexural stress of the WEV Roofing tile
Journal Pre-proof

5
Table 10 Saturation coefficient and percentage of cold and boiling water absorbed by WEV
Roofing tiles
Tile No 1 2 3 4 5 AverageDry mass of the tile, Wd
1955 1964 1967 1958 1963 1961.4 ± 4.83
Saturated mass of the
tile, Ws
2058.6 2060.2 2069.3 2067.6 2061.2 2063.4 ± 4.76
Absorption of Cold Water, C
(%)
5.3 4.9 5.2 5.6 5.0 5.2 ± 0.27
Saturated mass of the tile after 5 hours in
boiling water, WB
2112.0 2099.5 2117.4 2104.1 2099.4 2106.5 ± 7.97
Absorption of Boiling Water,
B (%)
8.0 6.9 7.6 7.5 6.9 7.38 ± 0.48
Saturation Coefficient
(C/B)
0.66 0.71 0.68 0.75 0.72 0.70 ± 0.04
Material Embodied Energy* (MJ/kg)
Material Required per tile
(kg,L)
Total Embodied Energy per tile
(MJ/kg)
Sulphuric Acid 5a 0.002 0.01
WEV oil 2b 0.078 0.156
Processing 0.06c - 0.06
Sand 0.20 1.620 0.324
Fly Ash 0d 0.3 0
Total 0.55 *a, (Eric et al., 2002); b, (Reijnders and Huijbregts, 2008); c, (Francois, 2001); d, (Chani et al., 2003)
Table 11 Embodied energy per WEV Roofing tile
Journal Pre-proof

6
*Emission factor were obtained from (Humayun et. al 2017) and (Teoh et. al 2018)
Cradle to Gate Emissions
Material Quantity (kg)Emission
factor* (kg CO2/equiv.)
Total Emission
WEV Oil 0.078 1.00 0.078
Sulphuric Acid 0.002 0.17 0.00034
Fly Ash 0.3 0.004 0.0012
Sand 1.620 0 0Manufacturing
OperationElectricity
Usage (KWh)
Emission Factori(kg CO2
per equiv.)
Total Phase Emission
Heat Curing 0.3 (15h) 0.63 0.189
Distribution
Material Transport (Km)
Transport Emissionsh
(per kg, Km)
Total Phase Emission
Extraction of materialsWEV Oil 80 0.0001 0.008
Sulphuric Acid 20 0.0001 0.002
Fly Ash 35 0.0001 0.0035
Sand 20 0.0001 0.002Product
distributionRoofing Tile 150 0.0001 0.015
End of Life
Material Transport (Km)Transport Emissions
(per kg, Km)
Total Phase Emission
Roofing Tile 30 0.00001 0.003Total 0.30
Table 12 Total carbon emissions in different phases of WEV Roofing tile
Journal Pre-proof

7
Table 13 Comparative analysis of embodied energy
No Tile (390mm×240mm×10mm)
Total embodied energy (MJ/kg)
Total embodied carbon (kg CO2 /kg)
1 Concrete 2.7a 0.65b
2 Clay 6.0a 0.45b
3 Ceramic 12.0a 0.74b
4 Catalyzed Vege 0.64a 0.327a
5 WEV Roofing tile 0.55 0.30aHumayun et al. (2017).bHammond and Jones (2011).
Journal Pre-proof
8
Clay Roofing tile WEV Roofing tile
No. Description Rate(RM)
Rate per tile
(RM)
No. Description Rate(RM)
Rate per Tile
(RM)
1 Clay 59322.00/metric ton 0.024 1 Fly ash 80/metri
c ton 0.024
2 Sand 80/metric ton
0.0001 2 Sand 80/metri
c ton 0.001
3 Glass powder
1384180.00/metric
ton0.55 3
Waste vegetable
oil
800/metric ton 0.04992
4 Waste engine oil
888/metric ton 0.01385
5 Sulphuric acid
35.60/liter 0.001
1 Oven 0.38/KWh 0.76 1 Oven 0.38/KWh 0.76
2 Mixer 0.38/KWh 0.001 2 Mixer 0.38/KWh 0.001
3 Water 2.07/cubic meter
Approx 0.05
TOTAL 1.39 TOTAL 0.86
TE Table 14 Economic comparison of clay and WEV Roofing tiles
Journal Pre-proof