Embed Size (px)
Citation preview

Biofuels: Alternative Feedstocks and Conversion P
C H A P T E R
15
Production of BiodieselUsing Palm Oil
Man Kee Lam, Keat Teong Lee*School of Chemical Engineering, Universiti Sains Malaysia, Engineering Campus,
Seri Ampangan, 14300 Nibong Tebal, Pulau Pinang, Malaysia.
*Corresponding author: E-mail: [email protected]
1 INTRODUCTION
The world is gradually heading toward severe energy crisis due to limited availability offossil fuels, such as petroleum oil, natural gas, and coal. These fossil fuels are categorized asnonrenewable energy resources that cannot be replaced in a relatively short time after beingutilized. Nevertheless, it is an undeniable fact that man is still heavily dependent on fossil fuelsfor electricity generation, transportation, and development. In addition to that, over-exploitingthe usage of fossil fuels by human beings has raised severe environmental issues and directlycausednegative impacts on the Earth. One of themost critical examples is climate change due toexcessive emission of green house gases caused by the burning of fossil fuels. Global warmingand extreme weather changes such as sudden drought, flash flood, windstorms, and heatwaves are the evidences of climate change. Therefore, the search of an alternative and renew-able energy source has emerged as one of the key challenges in this century in order to protectthe environment and creating a sustainable world for future generation.
There are indeed a lot of renewable energy sources that have been explored, includingsolar, hydropower, wind, wave, geothermal, and nuclear energy. However, most of theseoptions are not economically feasible due to the requirement of high capital and operatingcost that has limited its usage in many countries over the world that would likely to diversifytheir energy sources. Furthermore, availability of those renewable energies is highly depen-dent on regional or local condition that can be very unpredictable and inconsistence. Forexample, solar collector would require clear sky and plenty of sunshine to generate a sufficientamount of energy and, therefore, it is certainly not an appropriate choice for temperatecountries. However, a hybrid energy conversion system can be recommended to overcomethe problem and to achieve satisfactory energy conversion efficiency. Nevertheless, developing
353rocesses # 2011 Elsevier Inc. All rights reserved.

354 15. PRODUCTION OF BIODIESEL USING PALM OIL
a hybrid system is not an easy task as the technology know-how to integrate the operations ofthe whole process is still at an infancy stage. As a consequence, it is not feasible to introducethe renewable energy integrated systems in the third world and underdeveloped countries.
Recently, biodiesel has emerged as a spark of hope in the field of renewable energy. This isbecause biodiesel has close similarity with conventional fossil diesel in terms of chemicalstructure and energy content. Apart from that, modification of a diesel engine is not requiredas biodiesel is compatible with existing engine and has been commercially blended withdiesel as transportation fuel in many European countries (Lam et al., 2009b). Besides, signifi-cant reduction in greenhouse gases emission has been proven by burning biodiesel, andthis result directly reflects the unique benefit of using biodiesel (Basha et al., 2009). Further-more, biodiesel is a nontoxic alternative fuel and easily biodegradable in freshwater and soil,making it unquestionably good for the environment (Pasqualino et al., 2006). In general,biodiesel can be produced through transesterification reaction, in which triglyceride fromvegetable oil is reacted with short-chain alcohol (e.g., methanol) in the presence of catalystas shown in Equation (1). Soybean, rapeseed, sunflower, and palm oils are among the com-mon vegetable oils that are used in biodiesel production. However, since these oils are edibleresources, many nongovernment organizations in the world have raised the “food versusfuel” feud and, therefore, biodiesel production has shifted to other alternative feedstock suchas waste frying oil (WFO) and nonedible oil (e.g., jatropha curcas, karanja, pongamia pinnata,and microalgae). The use of WFO and nonedible oil has its fair share of problem, mainly dueto the exceptional high free fatty acid (FFA) content that complicates the overall biodieselprocessing steps. Soap is easily formed (saponification reaction) if a base catalyst is usedand consequently increases the difficulty in final product purification.
CH2-O-C-R1
CH2-O-C-R3
O
O
O
Triglyceride
+ 3CH3OH
CH3O-C-R1
O
CH3O-C-R2
O
O
CH3O-C-R3 CH2-OH
CH2-OH
CH-OH+
Methanol Methyl Ester Glycerol
CH-O-C-R2 ð1Þ
In this chapter, focus will be given toward biodiesel production from palm oil. Lately, oil
palm plantation has been criticized to cause several serious environmental issues suchas deforestation and habitat destruction of endangered species (specifically orangutan).Fortunately, with various researches and scientific findings, these accusations were foundto be baseless (Lam et al., 2009b). Up to date, oil palm still remains as the most efficient edibleoil-producing crop as shown in Table 1 (Malaysian PalmOil Council (MPOC)). Oil palm plan-tation area only accounted for less than 5% of theworld’s agriculture land in year 2007, but yetit is able to supply 25% of the global oils and fats (Lam et al., 2009b). Hence, if the intention isto optimize land usage to meet the food and fuel demand simultaneously, oil palmwill be theoutstanding option as large quantity of oil can be produced withminimum land requirement.In addition to that, new breeds of oil palm cloned by Applied Agricultural Resources Sdn.Bhd. are able to produce 10.6 tonne/ha/year of crude palm oil (CPO), almost double of
TABLE 1 Oil Yield and World Plantation Area for Major Edible Oils
Oil Crop Average Oil Yield (Tonne/Ha/Year) Planted Area (Million Hectare) % of Total Planted Area
Soybean 0.4 94.15 42.52
Sunflower 0.46 23.91 10.8
Rapeseed 0.68 27.22 12.29
Oil palm 3.62 10.55 4.76
3552 PALM BIODIESEL CONVERSION TECHNOLOGY
the current yield (Lam et al., 2009b). Apart from that, palm oil production has the highestenergy efficiency factor (energy output to energy input) of 9.6 compared to rapeseed of 3.0and soybean of 2.5 (Lam et al., 2009b). This is because less fertilizer and diesel (machineryand agrochemical usage) are required to produce 1 tonne of palm oil. Apart from the positivecontributions toward the environment, sustainable oil palm plantation program can alsoleverage poverty by helping the poor farmers and rural dwellers to improve their livingstandards. The successful story of Malaysian palm oil industries in transforming the ruralcommunities to have access to their basic needs for a healthy life reflects the significantoutputs of the strategy. In fact, even the Food andAgriculture Organization (FAO) does agreethat new demand for biofuels production from sustainable agricultural feedstock can indeedgenerate a new income opportunity for farmers, leading to increased food production andpoverty eradication.
2 PALM BIODIESEL CONVERSION TECHNOLOGY
2.1 Overview on the Existing Process and Technology
Currently, commercial-scale palm biodiesel production is usually carried out in a batch-type continuous stirred tank reactor. Initially, CPO is pretreated to increase its oxidative sta-bility and to minimize the FFA content in the oil. A series of pretreatment steps are adoptedsuch as degumming, neutralization by caustic soda, pigment removal using bleaching earthand, finally, high-temperature vacuum deodorization (Lim and Teong, 2010). The refined,bleached, and deodorized (RBD) palm oil in the presence of excessmethanol and base catalystis then heated to certain reaction temperature to produce biodiesel. Normally, multistagebatch reactors are used in series to drive the reaction toward completion (Lim and Teong,2010). After each stage of reactions, glycerol (byproduct) is withdrawn to push the reactionforward to attain higher biodiesel conversionwithin aminimum reaction time (Lipochem (M)Sdn Bhd and MPOB). After the reaction is completed, excess methanol is recovered throughflashing in a flash vessel and further purified in a structured packing distillation column(Lipochem (M) Sdn Bhd and MPOB). The purified methanol can be recycled and use as reac-tant in the subsequent reactions. Apart from that, glycerol will also go through a few purifi-cation steps and is stored in a storage tank as crude glycerol.Meanwhile, the crude biodiesel issubjected to water-washing stages in cyclones to remove the remaining catalyst as well as topurify the biodiesel. Finally, the water is discharged at the bottom of the cyclone as wastewa-ter, and the washed biodiesel is dried under vacuum condition to reduce its water content

356 15. PRODUCTION OF BIODIESEL USING PALM OIL
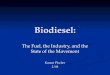
within the specified limits of biodiesel standards. Figure 1 illustrated the overall processinvolved in palm biodiesel production.
Biodiesel derived from palm oil has been reported to have similar fuel properties to petro-leum diesel as shown in Table 2 (Lim and Teong, 2010). In addition, the palm biodiesel meetsthe international biodiesel specification as underlined by EN 14214 and ASTM D 6751. Itwas reported that pure palm biodiesel (without blending with petroleum diesel) can bedirectly used as fuel in a diesel engine without prior modification (Lipochem (M) Sdn Bhdand MPOB). Alternatively, it can also be blended with petroleum diesel at any proportionto initiate the implementation of biodiesel at national level and subsequently promote theadvantages of using biodiesel toward environmental sustainability. Exhaustive test on theperformance of palm biodiesel as an alternative fuel on diesel engine has also been conducted,including on 36 Mercedes Benz engines mounted onto passenger buses (Choo et al., 2005).
Refined, bleachedand deodorized(RBD) palm oil
Methanol &base catalyst
TransesterificationBiodiesel
phase
Glycerolphase
Purification
Crude glycerol
Methanolrecovery
Waterwashing
Drying
Normal gradepalm biodiesel
Fractionaldistillation
Winter grade palm biodiesel(Mixed C18:1 and C18:2)
C16:0 andC18:0
Carotenes, vitamin E,squalene, sterols
Wastewatertreatment plant
Oleochemicalindustry
Pharmaceuticals,nutraceuticals, foods
and cosmetics industry
Suitable for coldclimate countries
FIGURE 1 Overview on the existing palm biodiesel production process

TABLE 2 Properties of Palm Biodiesel (Normal and Winter Grade)
Property Unit
Petroleum
Diesel
Palm Diesel
EN 14214
ASTM
D6751Normal
Grade
Winter
Grade
Ester content % mass – 98.5 98.0-99.5 96.5 (min) –
Free glycerol % mass – <0.02 <0.02 0.02 (max) 0.02 (max)
Total glycerol % mass – <0.25 <0.025 0.25 (max) 0.24 (max)
Density at 15 �C kg/L 0.853 0.878 0.87-0.89 0.86-0.89 –
Viscosity at 40 �C cSt 4 4.4 4.0-5.0 3.5-5.0 1.9-6.0
Flash point �C 98 182 150-200 120 (min) 130 (min)
Cloud point �C – 15.2 �18 to 0 – –
Pour point �C 15 15 �21 to 0 – –
Cold filter pluggingpoint
�C – 15 �18 to 3 – –
Sulfur content % mass 0.1 <0.001 <0.001 0.001 (max) 0.0015
Carbon residue % mass 0.14 0.02 0.02-0.03 0.3 (max) 0.05 (max)
Cetane index 53 58.3 53.0-59.0 51 (min) 47 (min)
Acid value mgKOH/g
– 0.08 <0.3 0.5 (max) 0.8 (max)
Copper stripcorrosion
3 h at50 �C
– 1a 1a 1 3 (max)
Gross heat ofcombustion
kJ/kg 45,800 40,135 39,160 – –
3572 PALM BIODIESEL CONVERSION TECHNOLOGY
The engines were able to successfully complete for over 30,000 kmmileage, the expected per-formance of the engine. Apart from that, no technical problem was reported throughout thetrial period, provided the engines were maintained according to their service manual (Chooet al., 2005).
On the other hand, the fluidity of fuel in an engine is a crucial factor to ensure its efficientperformance. When starting up an engine especially during cold weather, it is vital that thefuel can be pumped into the engine and mechanical parts are able to move freely. Otherwise,thismay result in enginemalfunctioning associatedwith long-term use (Choo et al., 2002b). Inthis regard, unfortunately, palm biodiesel has a relatively high pour point of þ15 �C whichlimits its usage in cold climate countries. Pour point is defined as the lowest temperature for anoil to pour or flow freely under a specified condition (Lee et al., 1995). If the surrounding tem-perature approaches or becomes lower than the pour point temperature of palm biodiesel, thefuel will be solidified and cause cold flow-related problems such as blockage to the flow pipesand filters (Chen et al., 2010). One of the possible ways to overcome this limitation is addingchemical additives such as pour point depressants, flow improvers, paraffin inhibitors, or

358 15. PRODUCTION OF BIODIESEL USING PALM OIL
waxmodifiers to the biodiesel (Soriano et al., 2006). However, it was reported that these com-mercially available chemical additives which were developed for petroleum diesel may notbe suitable for biodiesel application and the results are not satisfactory (Soriano et al., 2006).
Table 3 shows the composition of fatty acid in palm oil (Ma and Hanna, 1999). From thetable, saturated fatty acid such as lauric (C12:0), myristic (C14:0), palmitic (C16:0), and stearic(C18:0) contributed nearly 50% of the overall palm oil fatty acid composition. Because of this,the pour point of palm biodiesel is relatively higher than biodiesel derived from other feed-stock such as soybean (0 �C) and canola oil (�9 �C). However, it should be noted that palm oilconstitutes various high-valued phytonutrients, namely, carotenes, vitamin E, squalene, andsterols (Harrison Lau et al., 2009). These phytonutrients bring great benefits, especially topharmaceuticals, nutraceuticals, foods and cosmetics industry, as well as an ample healthsource for human consumption. After years of research and development, Malaysian PalmOil Council (MPOC) had designed an integrated technology to recover these phytonutrientsand to produce winter grade biodiesel simultaneously that was filed under Malaysian PatentPI 20021157 (Choo et al., 2002a). The integrated process starts with esterification and transester-ification of CPO to produce biodiesel. Under mild reaction conditions, the phytonutrients arenot completely destroyed and thus can be recovered before the palm biodiesel is burnt as fuel.After purification with water washing and drying, the palm biodiesel is further processedusing short path distillation to produce three product streams—distilled palm biodiesel, car-otene (vitamin A), and vitamin E. The distilled palm biodiesel will then be fed into a fractionaldistillation column to separate saturated methyl ester (C16 and C18) and to produce wintergrade biodiesel (mixed C18:1 and C18:2); carotene will be subsequently concentrated toobtain a carotene concentrate; and finally vitamin E will be further processed, polishedand solvent fractionation to obtain a concentrate vitamin E (Toh and Koh, 2008). It wasreported that the expected recovery rate of carotene and vitamin E concentrate is 50 and100 kg/day (Toh and Koh, 2008). Consequently, with the attractive market price for caroteneat RM 760/kg ($ 217/kg) and vitamin E at nearly RM 1900/kg ($ 543/kg), this definitely offersa great opportunity for international business investors to gain valuable monetary return(Harrison Lau et al., 2009). Apart from that, the separated C16 and C18 methyl ester can
TABLE 3 Fatty Acid Composition of Palm Oil
Fatty Acid Composition (%)
Lauric (12:0) 0.1
Myristic (C14:0) 1.0
Palmitic (C16:0) 42.8
Stearic (C18:0) 4.5
Oleic (C18:1) 40.5
Linoleic (C18:2) 10.1
Others 1
Total 100

3592 PALM BIODIESEL CONVERSION TECHNOLOGY
be used as oleochemical feedstock for the production of white soap as well as used as activeingredients in detergent formulations (Choo et al., 2002c). The production of all thesediversified byproducts simultaneously with palm biodiesel certainly enhances the economicviability of using palm oil as feedstock for biodiesel production. Specifically, the relativelyhigher prices of biodiesel compared to petroleum diesel may be offset by the revenueobtained from selling those phytonutrients byproducts.
2.2 Catalysis Process for Palm Biodiesel Conversion
2.2.1 Homogeneous Base Catalyst
Base catalysts such as sodium hydroxide (NaOH) and potassium hydroxide (KOH) are themost commonly used catalysts in industrial biodiesel production plant. The reasons for thisare: (1) relatively low cost compared to heterogeneous and enzymatic catalysts, (2) easilyavailable in the market and (3) able to accelerate transesterification effectively under a mildreaction condition. Furthermore, base-catalyzed transesterificationwas 4000 times faster thanacidic catalysts (Fukuda et al., 2001; Kulkarni and Dalai, 2006). NaOH and KOH are availablein pellet form but highly soluble in alcohol. Therefore, these catalysts are normally premixedwith alcohols before transesterification reaction takes place. However, homogeneous basecatalysts suffer a serious drawback in the biodiesel industry due to their high sensitivitytoward FFA content in oil. FFA content in oils needs to be kept as low as possible (0.5-1%)to hinder saponification reaction from occurring because it will react with the base catalystto produce soap as the byproduct. Excessive soap formation inhibits the biodiesel-glycerolphase separation and thus reduces biodiesel yield drastically.
Generally, RBD palm oil is used to produce biodiesel due to the low FFA content (0.1-0.5%)and thus minimize the impact of saponification reaction. Darnoko and Cheryan (2000) stud-ied the transesterification of RBD palm oil with methanol catalyzed by KOH. From the study,the highest biodiesel concentration attained was 90% with the following reaction conditions:reaction temperature of 60 �C, methanol to oil molar ratio of 6, catalyst concentration of 1%,and reaction time of 40-60 min. The result was in accordance to other feedstock catalyzed byKOH or NaOH, such as soybean (Dias et al., 2008), sunflower (Rashid et al., 2008), and rape-seed oil (Jeong et al., 2004). However, since a series of refining processes are required to con-vert CPO to RBD, the additional processing cost has increased the overall RBD palm biodieselproduction cost and making the whole process not economic viable. Feedstock cost has beenreported to contribute the most in the whole biodiesel production chain, nearly 80% of theoverall biodiesel production cost (Lam et al., 2009b). AlthoughCPO is cheaper than RBDpalmoil, it has high FFA contents, ranging from 3% to 6.5% (Che Man et al., 1999). Normally, pre-esterification step is required to reduce the FFA content in the CPO before base-catalyzedtransesterification reaction takes place.
2.2.2 Homogeneous Acid Catalyst
Apparently, homogeneous acid catalysts are preferred for feedstock that contains highFFA in biodiesel production. Sulfuric acid (H2SO4) and hydrochloric acid (HCl) are themost widely used due to their strong acidic properties and low cost. Nevertheless, itwas reported that H2SO4 can give better performance than HCl in transesterification of

360 15. PRODUCTION OF BIODIESEL USING PALM OIL
waste frying palm oil (Al-Widyan and Al-Shyoukh, 2002). Apart from that, the advantageof using acidic catalysts is insensitivity to FFA content in the oil and thus elimination ofside reaction such as saponification (Kulkarni and Dalai, 2006). Furthermore, acidiccatalysts are able to perform esterification and transesterification simultaneously. Esterifi-cation occurs when FFA reacts with alcohol in the presence of acidic catalysts to form ester asthe reaction product. This is the most common method to reduce the FFA content in jatropha(Lu et al., 2009), waste cooking oil (Wang et al., 2006), pongamia pinnata (Sharma et al., 2010),and kusum (Sharma and Singh, 2010). However, high alcohol to oil molar ratio is requiredto accelerate acid-catalyzed transesterifcation (e.g., molar ratio of methanol: oil ¼ 20-30:1) withreaction temperature ranging from 65 to 99 �C, H2SO4 loading ranging from 1 to 4 wt%(referred to weight of oil) and reaction time ranging from 20 to 70 h (Freedman et al., 1984;Wang et al., 2006).
On the other hand, homogeneous acid catalysts posed several disadvantages, such as(1) strong acidic properties caused serious corrosion to reactor wall, pipelines, and valves,(2) slow reaction rate, (3) difficulty in catalyst separation. Therefore, homogeneous acidcatalysts are not favored for commercial biodiesel production, but they appear as a suitablechoice in esterification reaction rather than transesterification due to the simple molecularstructure of FFA as compared to triglycerides (Wang et al., 2006). It was recommended thathomogeneous acid catalysts are used initially to reduce the FFA content in the oil to a lowercontent and then only followed by transesterification reaction catalyzed by homogeneousbase catalysts (Canakci and Van Gerpen, 2003). This combined two-step process gives betteradvantages than the individual single step, such as relatively less energy requirement,minimizing saponification reaction, and resulting in easy separation of biodiesel and glycerol.Perhaps, the main problem associated with this combined process is the difficulty in catalystseparation that requires multiple water washing steps, resulting to huge amount of wastewa-ter that is not environmental friendly. Up to now, research on this two-step process is stilllimited for palm biodiesel. Nevertheless, it holds an important key to be easily incorporatedinto the existing palm biodiesel plant (only homogeneous base catalysts are utilized) whenthere is a need to change the feedstock from RBD palm oil to CPO.
2.2.3 Heterogeneous Catalysts
Due to the severe difficulty in separating homogeneous catalyst after reaction and also thehuge amount of wastewater generated, heterogeneous catalysts appear as an excellent solu-tion to this problem. Heterogeneous catalysts in the form of powder or pellet can be easilyseparated out after the reaction is completed, and the catalysts have the potential to berecycled, regenerated, and reused. This approach is more environment friendly and indi-rectly reduces the overall biodiesel production cost. In fact, the use of heterogeneous catalystsin transesterification is not a new phenomenon as in the past few years; extensive researcheshave been carried out to explore its potentials. However, high reaction temperature, highalcohol to oil molar ratio, and long reaction time are generally required due to mass transferlimitation of oil-alcohol-heterogeneous catalyst (three-phase system) in the initial stage of thereaction. Therefore, utilization of heterogeneous catalysts for commercial biodiesel produc-tion is still not attractive. The following sections depict various types of heterogeneous baseand acid catalysts used in transesterification of palm oil.

3612 PALM BIODIESEL CONVERSION TECHNOLOGY
2.2.3.1 HETEROGENEOUS BASE CATALYSTS
Heterogeneous base catalysts such as basic zeolites, alkaline earth metal oxides, andhydrotalcites which exhibited alkaline properties on its surface are being identified as a goodoption in replacement of current homogeneous base catalysts for biodiesel production.Nevertheless, it should be noted that heterogeneous base catalysts are still very sensitiveto FFA content in the oil; only oil with less than 1 wt% of FFA is favored. Thus, the majorchallenges facing the development of heterogeneous base catalysts are their ability to with-stand high FFA oil at a mild reaction condition and their reusability.
2.2.3.1.1 CALCIUM OXIDE (CAO) CaO is one of the most favorable heterogeneous basecatalysts due to their relatively high basic sites, nontoxic, low solubility in methanol andcan be prepared from cheap resources like lime stone and calcium hydroxide. The catalyticactivity among alkaline earth metal oxides catalyst in transesterification is according to thefollowing order: BaO > SrO > CaO >MgO (Yan et al., 2008), which also represents the orderfor the amount of basic sites. Although BaO and SrO have the highest number of basic sitesand catalytic activity, it was found that both BaO and SrO are soluble in methanol. Therefore,BaO and SrO are more inclined toward homogeneous system rather than heterogeneous sys-tem. However, BaO and SrO are not used as homogeneous catalyst in the industry as NaOHor KOH is much cheaper with higher efficiency. Thus, among heterogeneous base catalysts,only CaO had been extensively tested for transesterification of various vegetable oils such assoybean, rapeseed, and sunflower oils. The results reported were indeed promising with highbiodiesel yield at mild reaction conditions. Nevertheless, the active sites on CaO can be easilypoisoned by contact with air due to adsorption of CO2 andH2O on the surface of the catalyst ascarbonates and hydroxyl groups (Hattori, 1995). Therefore, activation of CaO by calcinations at>700 �C is generally required to revert CO2 poisoning (Granados et al., 2007). The activatedCaO shows complete decarbonation inwhich all CaCO3 are converted to CaO. Apart from that,activated CaO is also coveredwith several layers of Ca(OH)2 and thusminimizingH2O adsorp-tion on its surface. Nevertheless, care must be taken on the activated CaO to avoid furthercontact with ambient air that can cause reoccurrence of carbonation and hydration especiallyif exposed for long period.
A recent study on the use of CaO as the catalyst in transesterification of palm oil was reportedby Yoosuk et al. (2010). It was revealed that the activated CaO can be subjected to hydration-dehydration method in order to further improve its physical and chemical properties such assurface area, pore volume, number of basic sites, and basic strength. Consequently, the catalystwas used in transesterification of palm olein and the optimum yield attained was 93.9% at thefollowing reaction conditions: reaction temperature of 60 �C, methanol to oil molar ratio of 15,catalyst loading of 7 wt%, and reaction time of 45 min. Furthermore, the catalyst can be reusedfor up to five cycles with minimum drop in biodiesel yield. The decrease in the activity ofthe catalyst was attributed to active site blockage by adsorbed impurities or product species(monoglyceride, diglyceride, triglyceride, and glycerol) and leaching of active sites into the reac-tion media.
Apart from hydration-dehydration method, catalytic activity of CaO can also be enhancedby the addition of catalyst support. Among various catalyst supports available in the market,alumina (Al2O3) has been identified as a cheap and effective support for various catalyticchemical reactions such as steam reforming and hydrogenation. This is because Al2O3 has

362 15. PRODUCTION OF BIODIESEL USING PALM OIL
high specific surface area, large pore volume, mesopore size, high thermal stability, andmechanical strength (Arzamendi et al., 2007; Komintarachat and Chuepeng, 2009; Zabetiet al., 2010). These physical characteristics are important in heterogeneous catalysts thatare to be used in transesterification reaction in order to minimize mass transfer limitation.Zabeti et al. (2010) optimized the reaction parameters in transesterification of palm oil usingCaO supported with Al2O3 as the catalyst. Respond surface methodology (RSM) coupledwith Central Composite Design (CCD) was used to identify the correlation and interactionbetween the reaction parameters. It was found that the optimum biodiesel yield attainedwas 98.6% at the following reaction conditions: 65 �C of reaction temperature, methanol tooil molar ratio of 12:1, catalyst loading of 6 wt%, and reaction time of 5 h. In addition, thecatalyst was reused for two cycles with sustained catalytic activity.
Although CaO appears to have the potential to replace current homogeneous basecatalysts, several important issues must still be addressed. One of them is the loss of activesites that can be leached out during transesterification reaction (Granados et al., 2007; Kouzuet al., 2008a,b). This does not only cause catalyst deactivation but also results in productcontamination and thus extra purification steps (water washing) are required. Due to theadditional purification step, most of the active sites will be lost and therefore limit catalystrecovery. Apart from that, sensitivity of CaO toward FFA content in oil is another problemthat needs to be underlined. This is because FFA will react with the basic sites of CaO to formsoap and cause serious difficulty in product separation (Kouzu et al., 2008a,b). In the case ofusing unrefined palm oil as biodiesel feedstock, the FFA content needs to be reduced beforeCaO can be used as the heterogeneous catalyst.
2.2.3.2 OTHER METAL OXIDES
Apart from CaO, there are several other alkaline metal oxides reported to have good per-formance in transesterification reaction. Bo et al. (2007) revealed the potential of alumina-supported potassium fluoride (KF/Al2O3) as an alternative heterogeneous base catalyst toproduce biodiesel. KF/Al2O3 is regarded as a low-cost, commercially available, reusable,and environment-friendly catalyst in various organic processes, such as preparation ofamides from nitriles, conversion of aldehydes to nitriles, and hydrothilation of alkynes(Bo et al., 2007; Zare et al., 2009). In their study, KF/Al2O3 was prepared through impregna-tion method with 0.33 as the optimum load ratio of KF to Al2O3. In order to achieve a goodinteraction between KF and Al2O3, the impregnated catalyst was subjected to calcinations at600 �C for 3 h. The resulted catalyst was applied for transesterification of palm oil and theoptimum reaction condition were as follows: reaction temperature of 65 �C, methanol tooil molar ratio of 12:1, catalyst loading of 4 wt%, and reaction time of 3 h. The optimumbiodiesel yield attained was almost 90%. Nevertheless, the active sites of the catalyst were lostafter the first cycle of reaction and regeneration study is promptly required to furtherstrengthen the feasibility of the catalyst to be applied in the industry.
Apart from that, KF loaded to ZnO was also identified as an active and promising hetero-geneous base catalyst in transesterification. When 15 wt% KF is loaded on ZnO and calcinedat 600 �C for 5 h, the resulting catalyst contains a very high number of basic sites (1.47 mmol/g;Xie and Huang, 2006). It was observed that when calcination temperature was increasedfurther, the KF active sites were decomposed and consequently lower down the numberof basic sites. Application of KF/ZnO in biodiesel production from palm oil was reported

3632 PALM BIODIESEL CONVERSION TECHNOLOGY
by Hameed et al., (2009). From the study, optimum yield of biodiesel attained was 89.2%at reaction temperature of 65 �C, methanol to oil molar ratio of 11.4, catalyst loading of5.5%, and reaction time of 9.7 h. However, further improvement in catalyst preparation stepsis required to obtain a higher number of basic sites on KF/ZnO and to reduce the catalystdeactivation rate.
Besides, direct impregnation of potassium (K) onto SBA-15 also exhibited high catalyticactivity in transesterification. SBA-15 is selected as a good support due to the followingreasons: (1) high surface area (600-1000 m2/g), (2) tunable mesopore size (5-30 nm), and(3) high thermal stability (Abdullah et al., 2009; El Berrichi et al., 2007). Generally, micropo-rous structure is preferred for a heterogeneous catalyst in transesterification reaction sincetriglycerides are categorized as large molecules with average molecules size of 2 nm (Lamet al., 2010). Therefore, SBA-15 posed a superior advantage compared to zeolite (microporoussolid) as support in which mass transfer resistance and diffusion limitation can be signifi-cantly reduced. Abdullah et al. (2009) synthesized high catalytic activity of K/SBA-15through impregnation method and calcined at 350 �C for 3 h. The resulted catalyst exhibitedhigh surface area of 539 m2/g and average pore diameter of 5.63 nm. Subsequently, optimi-zation on the transesterification reaction variables using palm oil and the synthesized catalystwere carried out using design of experiment (DOE). The optimum biodiesel yield attainedwas 87.3% at the following optimum reaction conditions: reaction temperature of 70 �C,meth-anol to oil molar ratio of 11.6:1, catalyst loading of 3.91 wt%, and reaction time of 5 h.
2.2.3.3 WASTE MATERIAL
In line with the world’s sustainability concept, reutilization of waste material has emergedas a new trend in order to reduce the accumulation of waste and to protect the environment.As such, researchers are now looking for potential waste materials to be converted to catalystfor various applications. One of the potential sources of waste material is agricultural wastesuch as biomass from oil palm industries in Malaysia. In the year of 2005 alone, it wasreported that Malaysia produces about 55.73 million tonnes of oil palm waste biomass inthe form of empty fruit bunches (EFBs), shell, fiber, palm kernel, frond, and trunk (Shuitet al., 2009). The synthesis of catalyst from oil palmwaste biomass for transesterification reac-tion has been reported. Initially, oil palm biomass such as palm shell must be converted toactivated carbons through pyrolysis and steam activation process. Then, active compoundsare impregnated on the surface of the activated carbon. Activated carbon produced from oilpalm biomass has numerous applications typically in wastewater treatment as an effectiveadsorbent (Hameed et al., 2008, 2009; Tan et al., 2008). High adsorption capacities attributedby oil palm-activated carbons are always correlated to their physical properties, such as highsurface area, pore volume, and pore diameter. Baroutian et al. (2010) reported that by deposit-ing KOH on palm shell-activated carbon, the activated carbon can act like a catalyst for thetransesterification of palm oil. Optimum biodiesel yield of 98% was attained at the followingreaction condition: reaction temperature of 64 �C, methanol to oil molar ratio of 24:1, catalystloading of 30.3wt%, and reaction time of 1 h.However, leaching of the active sites into the reac-tionmediawas observed, but atminimum levelwith 0.98 and 0.80 ppm, respectively, in the firstandsecondcyclesof reaction.Nevertheless, thepresenceofKOH(dueto leaching) in theproductmixture does not affect the quality of the biodiesel as it stillmeets the basic standard of biodieselin which concentration of mineral matter should be below 200 ppm (Kouzu et al., 2008a,b).

364 15. PRODUCTION OF BIODIESEL USING PALM OIL
More study on the utilization of activated carbon (derived fromoil palmbiomass) as the catalystfor transesterification could be found in the study by Chin et al. (2009).
Besides oil palm biomass, waste eggshells have also been identified as a low-cost catalystfor biodiesel production. It was reported that chicken eggshells consist high content of cal-cium carbonate (CaCO3) which can be converted to CaO after calcinations at 700 �C (Choand Seo, 2010; Wei et al., 2009). The product after the calcinations process can act as a catalystfor heterogeneous transesterification due to their high number of basic sites. Cho and Seo (2010)reported that by introducing hydrochloric acid (HCl, weak acid) solution to quail eggshells,this can further enhance its catalytic activity in transesterification of palm oil. The purpose ofthe weak acid treatment is to remove the dense cuticle outer layer of the eggshells which arenot porous and therefore facilitating the diffusion of triglycerides to the porous palisade mid-dle layer of the eggshell (Cho and Seo, 2010). The acid-treated quail eggshell catalyst was ableto maintain its catalytic activity with 98% palm biodiesel conversion even after five cycles ofreaction at temperature of 65 �C, methanol to oil molar ratio of 12:1, catalyst loading of 1.5 wt%,and reaction time of 2 h. Similar reports on utilization of waste mud crab shell for transester-ification of palm oil could be found in the study by Boey et al. (2009).
2.2.4 Heterogeneous Acid Catalysts
The development of different types of heterogeneous acid catalysts lately has widened thechoice of feedstock for biodiesel production includingCPO that has high FFA. The advantagesof usingheterogeneous acid catalysts in transesterification are: (1) insensitive to FFAcontent inthe oil, (2) catalyzed esterification and transesterification simultaneously, (3) easy catalystrecovery from reaction media, (4) have potential to be recycled and regenerated, (5) minimizethe number of washing steps required and (6) less corrosion toward reactors wall, pipelinesand valves compared to homogeneous acid catalyst (Jitputti et al., 2006; Kulkarni and Dalai,2006; Suarez et al., 2007). The potential and performance of various heterogeneous acidcatalysts in transesterificationofdifferentoil sourceshavebeenexploredextensively in thepastfew years such as sulfated zirconium oxide (SO4
2-/ZrO2; Furuta et al., 2004; Jitputti et al., 2006;Park et al., 2008), sulfated titaniumoxide (SO4
2-/TiO2; deAlmeida et al., 2008; Peng et al., 2008),sulfated tin oxide (SO4
2-/SnO2; Furuta et al., 2004; Lam et al., 2009a), sulfonic ion-exchangeresin (Dos Reis et al., 2005; Heidekum et al., 1999), sulfonated carbon-based catalyst(Lou et al., 2008; Takagaki et al., 2006), and heteropolyacids (Cao et al., 2008; Zhang et al.,2009).Nevertheless, themain challenges of commercializing these catalysts are their relativelyhigh cost; complicated synthesis procedures and extreme reaction conditions are generallyrequired for transesterification (e.g., high reaction temperature).
Jitputti et al. (2006) reported that SO42-/ZrO2 has high catalytic activity in the transester-
ification of palm kernel oil (Jitputti et al., 2006). The catalyst exhibited extremely strong acidstrength on its surface and therefore it is suitable to be used in transesterification of oil withhigh FFA. The palm kernel oil used in the experiments contains FFA value of 1% (as lauricacid) which is not favorable for base catalysts. The yield of palm kernel biodiesel attainedwas more than 90% at reaction temperature of 200 �C, methanol to oil molar ratio of 6:1,and catalyst loading of 3 wt% in a nitrogen-pressurized reactor at 50 bars. They also studiedthe recycling and regeneration of the SO4
2-/ZrO2 catalyst. After the first cycle of reaction, thecatalyst was recovered, dried at 100 �C, and used in the subsequent reaction. It was found thatthe catalytic activity of SO4
2-/ZrO2 dropped tremendously to give only 28% biodiesel yield.

3652 PALM BIODIESEL CONVERSION TECHNOLOGY
This may be due to several factors such as catalyst leaching and active sites blockage byreactants or products. Nevertheless, the catalyst can be easily regenerated and gave the sameactivity as fresh catalyst. More research studies on palm oil conversion to biodiesel using het-erogeneous acid catalysts can be found in the studies by Yee et al. (2010), Melero et al. (2010),Aderemi and Hameed (2009), and Kansedo et al. (2009).
2.2.5 Enzymatic Catalyst
More recently, enzymatic catalyst (especially lipase) has revealed its potential as a catalystin transesetrification reaction to produce biodiesel. Different from chemical catalyst, enzy-matic catalyst offers several advantages such as: (1) not energy intensive because reactionsnormally occur at room temperature, (2) insensitive to FFA content, (3) easy recovery of cata-lyst and glycerol, and (4) minimize water-washing step that consequently reduce wastewatertreatment cost. Mucor miehei (Lipozym IM 60), Pseudomonas cepacia (PS 30), C. antarctica(Novozym 435), and Bacillus subtilis are the examples of enzymes that have shown goodcatalytic activity in transesterification. In addition to that, enzymatic catalyst has attainedanother significant milestone with the introduction of immobilization technology. Thepurpose of immobilization is to provide a more rigid external backbone for lipase so thatit can maintain its high stability, easily recycle and reuse for the subsequent reactions(Jegannathan et al., 2008; Knezevic et al., 1998). Lipase can be immobilized into ion-exchangeresin, photocrosslinkable resin, silica beads, alumina and activated carbon through adsorp-tion, covalent bonding, entrapment, encapsulation, and cross-linking (Tan et al., 2010).However, the main limitation of using enzymatic catalyst in commercial scale is the high costof lipase and slow reaction rate.
In transesterification using enzymatic catalyst, solvent is added into the reaction media toensure homogeneous phase between oil and alcohol (reducing mass transfer limitation) andthus enhancing lipase catalytic activity (Fjerbaek et al., 2009). Generally, hexane is preferreddue to low cost and easily availability in the market. However, it was found that solubility ofmethanol and glycerol in hexane is low and resulted to lipase deactivation (poisoned bymeth-anol or glycerol; Royon et al., 2007). After years of research, tert-butanol was discovered as asuperior solvent than hexane. Methanol and glycerol are easily soluble in tert-butanol whichminimizes the poisoning rate caused by methanol and also reduces the heavy deposition ofglycerol on the immobilized lipase (Nielsen et al., 2008;Watanabe et al., 2000). The importanceof tert-butanol in enzymatic transesterification using unrefined palm oil is more prevalent asthe oil contains a high level of phospholipids (major components of oil gum), which increasesviscosity and mass transfer limitation (Talukder et al., 2009). Talukder et al. (2009) reportedthat the catalytic activity of Novozym 435 increased nearly 358% due to the positive effect ofadding tert-butanol into the reaction mixture. A similar observation was also discovered byHalim and Harun Kamaruddin (2008) in transesterification of waste cooking palm oil usingNovozym 435. Nevertheless, several issuesmust still be addressed due to the use of solvent intransesterification, such as: (1) extra reactor volume is required to accommodate the addi-tional volume of solvent, (2) plant safety requirement (toxicity of solvent), (3) extra produc-tion cost (extra solvent recovery steps and the loss of solvent; Nielsen et al., 2008).
Unlike chemical catalyst, enzymatic transesterification requires certain amount of waterin the reaction media to maintain the enzyme catalytic activity. Generally, the availabilityof interfacial area is one of the factors that influence enzyme activity. The presence of water

366 15. PRODUCTION OF BIODIESEL USING PALM OIL
will facilitate the formation of oil-water droplet which will increase the interfacial areabetween the reactants that will subsequently accelerate the transesterification reaction rate(Noureddini et al., 2005). However, it should be noted that if too much water is added, thiscould cause the hydrolysis of oil that leads to low biodiesel conversion. In addition, it is alsoimportant to ensure the support used to immobilize lipase does not adsorbwater or otherwiseit could inhibit the penetration of oil to the lipase layer (Samukawa et al., 2000; Talukder et al.,2009). The minimum and also optimum amount of water added into a specific reaction mix-ture is strongly dependent on the type of lipase used. For example, lipase PS (Burkholderiacepacia) immobilized within k-carrageenam (biopolymer) requires an optimum water topalm oil volumetric ratio of 0.085:1 (v/v) (Jegannathan et al., 2010), whereasC. rugosa requires1:1 (v/v) (Talukder et al., 2010). However, if the feedstocks used for biodiesel do containwater such as CPO and waste cooking palm oil, this important factor must be consideredin determining the optimum amount of water to be used during transesterification reaction.
Theoretically, in transesterification, 3 mol of alcohol is required to produce 3 mol ofbiodiesel and 1 mol of glycerol. However, since the reaction is reversible, excess alcohol isgenerally preferred to drive the reaction toward completion within aminimum reaction time.In homogeneous and heterogeneous base catalysts, methanol to oil molar ratio of 6-15:1 isgenerally used. However, the same ratio cannot be applied to enzymatic catalysis as this willcause the poisoning of lipase and results in exceptionally low biodiesel yield. Therefore, inenzymatic catalysis, alcohol is normally added to the reaction mixture in stepwise order tominimize lipase poisoning by the alcohol and thus prolong its durability (Watanabe et al.,2001). Using this strategy, high yield of biodiesel can be attained (Chen et al., 2006; YingandChen, 2007) and the lipase has a higher possibility to be reused in the subsequent reaction.Nevertheless, there is very limited research being carried out on the development of stepwiseaddition of alcohol on transesterification of palm oil.
Apart from the effect of water and alcohol concentration in the reaction mixture, reactiontemperature also plays a significant role in enzymatic transesterification. It is well reportedthat in transesterification, high reaction temperature will reduce mass transfer limitation dueto the decrease in oil viscosity and therefore accelerates the transesterification rate. Neverthe-less, this is not true for enzymatic catalysis. Enzyme is extremely sensitive to the surroundingtemperature; once the surrounding temperatureexceedsa certain limit, the lipasewilldeactivateimmediately and perhaps permanently. Therefore, the control of temperature in enzymaticcatalysis is a very important factor thatdoesnot onlyaffect the biodiesel yield, but also indirectlydetermines the survival of lipase and its reusability.On theotherhand, immobilizedenzymehasa higher temperature resistance compared to free enzyme due to the binding of the enzymewithin a carrier material that gives it a higher stability and therefore decreases the effect of ther-mal deactivation (Fjerbaek et al., 2009). In general, reaction temperature between 30 and 40 �C isfavorable, dependingon the typeof lipaseused in the reaction (Simet al., 2010a,b;Talukderet al.,2009). Sim et al. (2010b) had reported on the effect of temperature in enzymatic catalysis towardbiodieselproduction frompalmoil (Simetal., 2010a). In that study,LipozymeTL IMwasusedascatalyst and CPO as feedstock. The optimum biodiesel yield attained was 85% at the followingreaction conditions: reaction temperature of 30 �C, enzyme loading of 6.67wt%, agitation speedof 150 rpm,and reaction timeof 6h. Thus, fromthe result of this study, it proves that it is indeedaplausible option to produce palm biodiesel at room temperature and hence reduce energyrequirement in biodiesel production.

3672 PALM BIODIESEL CONVERSION TECHNOLOGY
2.3 Other Technologies
2.3.1 Noncatalytic Transesterification: Supercritical Alcohol Method
Supercritical fluid technology has openedupa newdimension in various reaction, extractionand separation processes. Under supercritical condition, thermophysical properties of fluidsuch as dielectric constant, viscosity, and specific polarity are drastically changed dependingon the temperature and pressure (Lee and Saka, 2010). For transesterification reaction, super-critical alcohol (typically methanol) has been introduced as an alternative means to producebiodiesel without the need of a catalyst. More importantly, supercritical alcohol technologyposes several advantages over catalysis method, such as: (1) no further purification step (waterwashing) required and indirectly reduce the wastewater treatment cost, (2) insensitive to waterand FFA level in the oil and (3) fast reaction rate and thus, has a higher possibility to producebiodiesel on a continuous basis. During transesterification reaction under supercriticalconditions, triglyceride becomes miscible in alcohol due to the decrease in dielectric constantof alcohol. Consequently, the reaction mixture becomes a single phase rather than a heteroge-neous system, and this seems to be the key factor that accelerates transesterification reaction.Upto now, supercritical alcohol technology has attracted considerable attention by researchers inthis field, but the true potential of this technology in the commercial scale is yet to be revealed.
On the other hand, although supercritical alcohol enjoys enormous advantages over thecatalysis method, there are a few imperative issues that need to be addressed urgently uponscaling the technology up. Because high temperature and pressure are the major factors toreach the supercritical state, the energy output by burning biodiesel may not counter theextensive energy input. A proper life-cycle assessment (LCA) should be studied to furtherjustify the possibility of using supercritical alcohol technology in biodiesel production.Despite the overall energy balance, the decomposition of biodiesel was found to be the mostsevere problem.When the reaction temperaturewas over a certain limit, the decomposition ofunsaturated fatty acids was observed, which deteriorated the biodiesel conversion seriously(Imahara et al., 2008). Apart from thermal decomposition, isomerization of polyunsaturatedmethyl ester from cis-type carbon bonding into trans-type carbon bonding was detectedthrough Fourier transform infrared spectrometry (FT-IR; Imahara et al., 2008). Trans-type fattyacids are naturally unstable, which degrades the cold flow properties of biodiesel (Gui et al.,2009; Imahara et al., 2008). Furthermore, the ultra high alcohol to oil molar ratio in the super-critical method is also a crucial factor in determining biodiesel conversion. Consequently, theenergy consumption for alcohol separation from biodiesel and glycerol (alcohol recycling pro-cess) is expected to be exceptionally high at the industrial scale.
The transesterification of palm oil using supercritical methanol technology wasinvestigated by Song et al. (2008). From the study, more than 90% of the biodiesel contentwas obtained at the following optimum reaction conditions: a reaction temperature and pres-sure of 350 �C and 40MPa, respectively, amethanol to oil molar ratio of 30, and a reaction timeof 5 min. The reaction rate with supercritical methanol was much faster than the reactioncatalyzed by a homogeneous base catalyst. This promising result has escalated further devel-opment and research using palm oil as the feedstock to produce biodiesel. Continuousbiodiesel production through supercritical methanol, which was carried out by Bunyakiatet al. (2006), indicated the special advantage of the technology (Bunyakiat et al., 2006). Palmkernel oil was tested as one of the feedstocks with the optimum conversion of 95% at the

368 15. PRODUCTION OF BIODIESEL USING PALM OIL
following reaction conditions: a reaction temperature and pressure of 350 �C and 19 MPa,respectively, and a molar ratio of methanol to oil of 42 at a time of 400 s. The result attainedwas similar to that of Song et al. (2008), although the FFA level in the palm kernel oil wasexceptionally high, 31 mg KOH/g, which is far beyond the limit if a homogeneous base cata-lyst is utilized. Because supercritical methanol is highly tolerant to the FFA content in the oil,unrefined palm oil and waste frying palm oil are an attractive choice to further reduce theoverall biodiesel production cost. However, care should be taken that the supercritical tem-perature should not exceed 375 �C as low biodiesel content was observed due to thermaldecomposition (Song et al., 2008).
Overall, biodiesel is not a totally green biofuel if methanol is used as one of the reactantsbecause the methanol available on the market is generally derived from fossil fuels, such aspetroleum and natural gas. Therefore, ethanol has emerged as an alternative to methanolbecause ethanol can be derived from agricultural renewable biomass through pretreatment,hydrolysis, and fermentation processes. In fact, ethanol is more soluble in oil compared tomethanol and, consequently, minimizes the mass transfer limitation of the transesterificationreaction. Nevertheless, findings from various studies have proven that ethanol has lowerreactivity than methanol (Meneghetti et al., 2006) due to (1) steric hindrance effects of thelarger alkyl chains in ethanol (Suwannakarn et al., 2008) and (2) the stable emulsification cre-ated by ethanol during transesterification, resulting in the difficulty of ethyl ester separationfrom glycerol (Encinar et al., 2007). The potential of supercritical ethanol transesterificationfrom palm oil was first explored by Gui et al. (2009). It was possible to produce palm biodieselthrough supercritical ethanol; however, relatively lower yield of biodiesel was attained (79.2%)with a long reaction time (30min). This findingmay be attributed to the type of oil used becausepalm oil contains high-saturated fatty acids compared to other types of oil reported, and thesaturated fatty acid indirectly increases the viscosity of the oil. Nonetheless, the environmentaladvantages of using ethanol to produce greener biodiesel should not be ignored and should beexplored through intensive research.
2.3.2 Ultrasonic-Assisted Transesterification
Currently, ultrasonic technology is on the frontier of improving the mass transfer ratebetween the immiscible liquid-liquid phase within a heterogeneous system (Ji et al., 2006).Ultrasound is defined as sound with a frequency beyond the response of the human ear.The normal sound frequency that can be detected by the human ear lies between 16 and18 kHz, but the frequency for ultrasound generally lies between 20 kHz and 100 MHz(Vyas et al., 2010). This high-frequency sound wave compresses and stretches the molecularspacing of amedium throughwhich it passes. Thus,molecules are continuously vibrated, andcavities are created. As a result, microfine bubbles are formed through the sudden expansionand collapse, generating energy for chemical and mechanical effects (Colucci et al., 2005).Furthermore, the collapsed bubbles disrupt the phase boundary and impinging of the liquidsto create microjets, leading to intensively emulsification of the system (Ji et al., 2006). Subse-quently, the mixing effect due to emulsification increases the interfacial area between theimmiscible reactants and thus facilitated reaction kinetics (Kalva et al., 2009).
The positive effect of introducing ultrasound in transesterification has been reportedrecently. Transesterification is well recognized as a slow reaction process; generally, 40-60min of reaction are required for the reaction to go to completion if a homogeneous base

3693 CONCLUSIONS
catalyst is used under favorable reaction conditions because alcohol (typically methanol) hasa very low solubility value in oil at room temperature. Therefore, a two-phase system is cre-ated in the initial reaction. This two-phase system has a limitedmass transfer rate between thereactants and, thus, slows down the overall reaction rate. This phenomenon becomes evenworse if heterogeneous catalysts are used. A three-phase system is created and directlyinterferes with the reaction rate significantly. Ultrasound technology is relatively a newmethod to improve the mass transfer rate in transesterification rather than mechanical agita-tion. A shorter reaction time and better energy efficiency for transesterificationwere observedwith ultrasound (Colucci et al., 2005; Ji et al., 2006; Singh et al., 2007). In addition, the reactionrate constantswere enhanced by a factor of 3-5 higher than those for themechanically agitatedprocess (Kalva et al., 2009).
Currently, research on using ultrasound technology in transesterification of palm oil is rel-atively limited compared to the research on other vegetable oils such as rapeseed, soybean,and sunflower oils. Inevitably, there is a knowledge gap between the effects of ultrasound onthe palm biodiesel conversion efficiency under various reaction conditions and differenttypes of catalysts. Mootabadi et al. (2010) demonstrated a significant improvement in thepalm oil transesterification reaction rate catalyzed by heterogeneous base catalysts via ultra-sound technology(Mootabadi et al., 2010). Refined palm oil was used in the study, and highbiodiesel yields were attained after performing optimization. The reaction catalyzed by BaOand enhancedwith ultrasound attained the highest biodiesel yield, which was 95.2%. In com-parison, only a 67.3% biodiesel yield was attained if the reactionwas enhanced withmagneticstirring (mechanical mixing). Furthermore, lower methanol and catalyst concentrationswere used in the reaction due to the ultrasound effect. All of the evidence proves the efficiencyof ultrasound technology in enhancing the transesterification of palm oil. In addition,Deshmane et al. (2009) demonstrated the positive effect of ultrasound in the esterificationof palm fatty acid distillate (PFAD). Normally, PFAD is generated as a byproduct duringthe refinement of palm oil and has a lower market value compared to palm oil. Due to thehigh FFA value of PFAD, acid catalysts are preferred. Nevertheless, acid catalysts suffer fromvery slow reaction rates, and long reaction times are generally required.With the introductionof ultrasound into the reaction media, the reaction time was reduced by half due to the tur-bulence created intensively by ultrasound through cavitation, which resulted in excellentmixing between the two phases (oil and alcohol; Deshmane et al., 2009).
3 CONCLUSIONS
Although oil palm has been severely questioned regarding its sustainability and environ-mental issues, the oil yield attained annually is still far superior than other edible oil bearingcrops. Therefore, palm oil should be considered as an alternative and promising feedstockto further diversified the biodiesel production in the global market. In addition, palm oilcontains various phytonutrients that can be separated out prior to biodiesel production. Thesephytonutrients have a high market value and can thus offset the overall palm biodiesel pro-duction cost. Indeed, this benefit has not been foreseen for other edible oil crops.
To date, palm biodiesel conversion technologies have been well researched, especiallythe catalysis method. Homogeneous base catalysts are the most common but pose severe

370 15. PRODUCTION OF BIODIESEL USING PALM OIL
problems when high FFA appears in CPO. Other methods, such as heterogeneous (base andacid), enzymatic and supercritical technologies, have emerged as an alternative route to pro-duce palm biodiesel in a greener manner with excellent biodiesel yield. However, these newmethods have not been readily available at the commercial scale because the catalysts are eas-ily poisoned and deactivated, a high energy input is required, and there are safety-relatedissues. Extensive research is still required to produce a breakthrough for these technologiesin palm biodiesel conversion.
References
Abdullah, A.Z., Razali, N., Lee, K.T., 2009. Optimization of mesoporous K/SBA-15 catalyzed transesterification ofpalm oil using response surface methodology. Fuel Proc. Technol. 90, 958–964.
Aderemi, B.O., Hameed, B.H., 2009. Alum as a heterogeneous catalyst for the transesterification of palm oil. Appl.Catal. A 370, 54–58.
Al-Widyan, M.I., Al-Shyoukh, A.O., 2002. Experimental evaluation of the transesterification of waste palm oil intobiodiesel. Bioresour. Technol. 85, 253–256.
Arzamendi, G., Campo, I., Arguinaren, E., Sanchez, M., Montes, M., Gandıa, L.M., 2007. Synthesis of biodiesel withheterogeneous NaOH/alumina catalysts: comparison with homogeneous NaOH. Chem. Eng. J. 134, 123–130.
Baroutian, S., Aroua, M.K., Raman, A.A.A., Sulaiman, N.M.N., 2010. Potassium hydroxide catalyst supported onpalm shell activated carbon for transesterification of palm oil. Fuel Proc. Technol. 91, 1378–1385.
Basha, S.A., Gopal, K.R., Jebaraj, S., 2009. A review on biodiesel production, combustion, emissions and performance.Renew. Sustain. Energy Rev. 13, 1628–1634.
Bo, X., Guomin, X., Lingfeng, C., Ruiping, W., Lijing, G., 2007. Transesterification of palm oil with methanol tobiodiesel over a KF/Al2O3 heterogeneous base catalyst. Energy Fuels 21, 3109–3112.
Boey, P.L., Maniam, G.P., Hamid, S.A., 2009. Biodiesel production via transesterification of palm olein using wastemud crab (Scylla serrata) shell as a heterogeneous catalyst. Bioresour. Technol. 100, 6362–6368.
Bunyakiat, K., Makmee, S., Sawangkeaw, R., Ngamprasertsith, S., 2006. Continuous production of biodiesel viatransesterification from vegetable oils in supercritical methanol. Energy Fuels 20, 812–817.
Canakci, M., Van Gerpen, J., 2003. A pilot plant to produce biodiesel from high free fatty acid feedstocks. Trans. Am.Soc. Agric. Eng 46, 945–954.
Cao, F., Chen, Y., Zhai, F., Li, J.,Wang, J.,Wang, X., et al., 2008. Biodiesel production fromhigh acid valuewaste fryingoil catalyzed by superacid heteropolyacid. Biotechnol. Bioeng 101, 93–100.
Che Man, Y.B., Moh, M.H., Van De Voort, F.R., 1999. Determination of free fatty acids in crude palm oil and refined-bleached-deodorized palm olein using Fourier transform infrared spectroscopy. J. Am. Oil. Chem. Soc. 76,485–490.
Chen, G., Ying, M., Li, W., 2006. Enzymatic conversion of waste cooking oils into alternative fuel—biodiesel. Appl.Biochem. Biotechnol 132, 911–921.
Chen, W., Zhao, Z., Yin, C., 2010. The interaction of waxes with pour point depressants. Fuel 89, 1127–1132.Chin, L.H., Hameed, B.H., Ahmad, A.L., 2009. Process optimization for biodiesel production from waste cooking
palm oil (elaeis guineensis) using response surface methodology. Energy Fuels 23, 1040–1044.Cho, Y.B., Seo, G., 2010. High activity of acid-treated quail eggshell catalysts in the transesterification of palm oil with
methanol. Bioresour. Technol. 101, 8515–8519.Choo, Y.M., Cheng, S.F., Yung, C.L., Harrison Lau, L.N., Ma, A.N., Yusof, B., 2002a. Low pour point palm diesel.
Malaysian Patent No. PI 20021157.Choo, Y.M., Cheng, S.F., Yung, C.L., Harrison Lau, L.N., Ma, A.N., Yusof, B., 2002b. Palm diesel with low pour point
for cold climate countries. MPOB information Series No. 163.Choo, Y.M., Cheng, S.F., Yung, C.L., Harrison Lau, L.N., Ma, A.N., Yusof, B., 2002c. Production of C16 and C18mixed
methyl esters. MPOB Information Series No. 166.Choo, Y.M., Ma, A.N., Chan, K.W., Yusof, B., 2005. Palm diesel: an option for greenhouse gas mitigation in the energy
sector. J. Oil Palm Res. 17, 47–52.Colucci, J.A., Borrero, E.E., Alape, F., 2005. Biodiesel from an alkaline transesterification reaction of soybean oil using
ultrasonic mixing. J. Am. Oil. Chem. Soc. 82, 525–530.

371REFERENCES
Darnoko, D., Cheryan, M., 2000. Kinetics of palm oil transesterification in a batch reactor. J. Am. Oil. Chem. Soc. 77,1263–1267.
de Almeida, R.M., Noda, L.K., Goncalves, N.S., Meneghetti, S.M.P., Meneghetti, M.R., 2008. Transesterification reac-tion of vegetable oils, using superacid sulfated TiO2-base catalysts. Appl. Catal. A 347, 100–105.
Deshmane, V.G., Gogate, P.R., Pandit, A.B., 2009. Ultrasound-assisted synthesis of biodiesel from palm fatty acid dis-tillate. Ind. Eng. Chem. Res. 48, 7923–7927.
Dias, J.M., Alvim-Ferraz, M.C.M., Almeida, M.F., 2008. Comparison of the performance of different homogeneousalkali catalysts during transesterification of waste and virgin oils and evaluation of biodiesel quality. Fuel 87,3572–3578.
Dos Reis, S.C.M., Lachter, E.R., Nascimento, R.S.V., Rodrigues, J.A., Reid, M.G., 2005. Transesterification of Brazilianvegetable oils with methanol over ion-exchange resins. J. Am. Oil. Chem. Soc. 82, 661–665.
El Berrichi, Z., Louis, B., Tessonnier, J.P., Ersen, O., Cherif, L., Ledoux, M.J., et al., 2007. One-pot synthesis of Ga-SBA-15: activity comparison with Ga-post-treated SBA-15 catalysts. Appl. Catal. A 316, 219–225.
Encinar, J.M., Gonzalez, J.F., Rodrıguez-Reinares, A., 2007. Ethanolysis of used frying oil. Biodiesel preparation andcharacterization. Fuel Proc. Technol. 88, 513–522.
Fjerbaek, L., Christensen, K.V., Norddahl, B., 2009. A review of the current state of biodiesel production using enzy-matic transesterification. Biotechnol. Bioeng. 102, 1298–1315.
Freedman, B., Pryde, E.H., Mounts, T.L., 1984. Variables affecting the yields of fatty esters from transesterified vege-table oils. J. Am. Oil. Chem. Soc. 61, 1638–1643.
Fukuda, H., Kondo, A., Noda, H., 2001. Biodiesel fuel production by transesterification of oils. J. Biosci. Bioeng. 92,405–416.
Furuta, S., Matsuhashi, H., Arata, K., 2004. Biodiesel fuel production with solid superacid catalysis in fixed bed reac-tor under atmospheric pressure. Catal. Commun. 5, 721–723.
Granados,M.L., Poves, M.D.Z., Alonso, D.M., Mariscal, R., Galisteo, F.C., Moreno-Tost, R., et al., 2007. Biodiesel fromsunflower oil by using activated calcium oxide. Appl. Catal. B 73, 317–326.
Gui, M.M., Lee, K.T., Bhatia, S., 2009. Supercritical ethanol technology for the production of biodiesel: process opti-mization studies. J. Supercrit. Fluids 49, 286–292.
Halim, S.F.A., Harun Kamaruddin, A., 2008. Catalytic studies of lipase on FAME production from waste cookingpalm oil in a tert-butanol system. Proc. Biochem. 43, 1436–1439.
Hameed, B.H., Tan, I.A.W., Ahmad, A.L., 2008. Optimization of basic dye removal by oil palm fibre-based activatedcarbon using response surface methodology. J. Hazard. Mater. 158, 324–332.
Hameed, B.H., Tan, I.A.W., Ahmad, A.L., 2009. Preparation of oil palm empty fruit bunch-based activated carbon forremoval of 2,4,6-trichlorophenol: optimization using response surface methodology. J. Hazard. Mater. 164,1316–1324.
Harrison Lau, L.N., Choo, Y.M., Ng,M.H., Puah, C.W., Yahaya, H., Ma, A.N., 2009. Palm phytonutrients: opportunitybeyond palm biodiesel. MPOB e-journal-Palm Oil Devel. 50, 9–11.
Hattori, H., 1995. Heterogeneous basic catalysis. Chem. Rev 95, 537–558.Heidekum, A., Harmer, M.A., Hoelderich, W.F., 1999. Addition of carboxylic acids to cyclic olefins catalyzed by
strong acidic ion-exchange resins. J. Catal. 181, 217–222.Imahara, H., Minami, E., Hari, S., Saka, S., 2008. Thermal stability of biodiesel in supercritical methanol. Fuel 87, 1–6.Jegannathan, K.R., Abang, S., Poncelet, D., Chan, E.S., Ravindra, P., 2008. Production of biodiesel using immobilized
lipase—a critical review. Crit. Rev. Biotechnol. 28, 253–264.Jegannathan, K.R., Jun-Yee, L., Chan, E.S., Ravindra, P., 2010. Production of biodiesel from palm oil using liquid core
lipase encapsulated in k-carrageenan. Fuel 89, 2272–2277.Jeong, G.T., Park, D.H., Kang, C.H., Lee, W.T., Sunwoo, C.S., Yoon, C.H., et al., 2004. Production of biodiesel fuel by
transesterification of rapeseed oil. Appl. Biochem. Biotechnol. Enzym Eng. Biotechnol. 114, 747–758.Ji, J., Wang, J., Li, Y., Yu, Y., Xu, Z., 2006. Preparation of biodiesel with the help of ultrasonic and hydrodynamic cavi-
tation. Ultrasonics 44, e411–e414.Jitputti, J., Kitiyanan, B., Rangsunvigit, P., Bunyakiat, K., Attanatho, L., Jenvanitpanjakul, P., 2006. Transesterification
of crude palm kernel oil and crude coconut oil by different solid catalysts. Chem. Eng. J. 116, 61–66.Kalva, A., Sivasankar, T.,Moholkar, V.S., 2009. Physicalmechanism of ultrasound-assisted synthesis of biodiesel. Ind.
Eng. Chem. Res. 48, 534–544.Kansedo, J., Lee, K.T., Bhatia, S., 2009. Biodiesel production from palm oil via heterogeneous transesterification. Bio-
mass Bioenergy 33, 271–276.

372 15. PRODUCTION OF BIODIESEL USING PALM OIL
Knezevic, Z.D., Siler-Marinkovic, S.S., Mojovic, L.V., 1998. Kinetics of lipase-catalyzed hydrolysis of palm oil inlecithin/izooctane reversed micelles. Appl. Microbiol. Biotechnol. 49, 267–271.
Komintarachat, C., Chuepeng, S., 2009. Solid acid catalyst for biodiesel production fromwaste used cooking oils. Ind.Eng. Chem. Res. 48, 9350–9353.
Kouzu,M., Kasuno, T., Tajika,M., Sugimoto, Y., Yamanaka, S., Hidaka, J., 2008a. Calciumoxide as a solid base catalystfor transesterification of soybean oil and its application to biodiesel production. Fuel 87, 2798–2806.
Kouzu, M., Kasuno, T., Tajika, M., Yamanaka, S., Hidaka, J., 2008b. Active phase of calcium oxide used as solid basecatalyst for transesterification of soybean oil with refluxing methanol. Appl. Catal. A 334, 357–365.
Kulkarni, M.G., Dalai, A.K., 2006. Waste cooking oil—an economical source for biodiesel: a review. Ind. Eng. Chem.Res. 45, 2901–2913.
Lam, M.K., Lee, K.T., Mohamed, A.R., 2009a. Sulfated tin oxide as solid superacid catalyst for transesterification ofwaste cooking oil: an optimization study. Appl. Catal. B 93, 134–139.
Lam,M.K., Tan, K.T., Lee, K.T., Mohamed, A.R., 2009b.Malaysian palm oil: surviving the food versus fuel dispute fora sustainable future. Renew. Sustain. Energy Rev. 13, 1456–1464.
Lam, M.K., Lee, K.T., Mohamed, A.R., 2010. Homogeneous, heterogeneous and enzymatic catalysis for transesteri-fication of high free fatty acid oil (waste cooking oil) to biodiesel: a review. Biotechnol. Adv. 28, 500–518.
Lee, J.S., Saka, S., 2010. Biodiesel production by heterogeneous catalysts and supercritical technologies. Bioresour.Technol. 101, 7191–7200.
Lee, I., Johnson, L.A., Hammond, E.G., 1995. Use of branched-chain esters to reduce the crystallization temperature ofbiodiesel. J. Am. Oil Chem. Soc. 72, 1155–1160.
Lim, S., Teong, L.K., 2010. Recent trends, opportunities and challenges of biodiesel in Malaysia: an overview. Renew.Sustain. Energy Rev. 14, 938–954.
Lipochem (M) Sdn Bhd, MPOB, Fuel of the future. Available from: http://www.lipochem.com/pdf/Fuel%20of%20The%20Future%20.%20English.pdf (accessed October 2010).
Lou, W.Y., Zong, M.H., Duan, Z.Q., 2008. Efficient production of biodiesel from high free fatty acid-containing wasteoils using various carbohydrate-derived solid acid catalysts. Bioresour. Technol. 99, 8752–8758.
Lu, H., Liu, Y., Zhou, H., Yang, Y., Chen, M., Liang, B., 2009. Production of biodiesel from Jatropha curcas L. oil.Comput. Chem. Eng. 33, 1091–1096.
Ma, F., Hanna, M.A., 1999. Biodiesel production: a review. Bioresour. Technol. 70, 1–15.Malaysian Palm Oil Council (MPOC), Available from: http://www.mpoc.org.my/ (accessed October 2010).Melero, J.A., Bautista, L.F., Morales, G., Iglesias, J., Sanchez-Vazquez, R., 2010. Biodiesel production from crude palm
oil using sulfonic acid-modified mesostructured catalysts. Chem. Eng. J. 161, 323–331.Meneghetti, S.M.P., Meneghetti, M.R., Wolf, C.R., Silva, E.C., Lima, G.E.S., Silva, L.d.L., et al., 2006. Biodiesel from
castor oil: a comparison of ethanolysis versus methanolysis. Energy Fuels 20, 2262–2265.Mootabadi, H., Salamatinia, B., Bhatia, S., Abdullah, A.Z., 2010. Ultrasonic-assisted biodiesel production process from
palm oil using alkaline earth metal oxides as the heterogeneous catalysts. Fuel 89, 1818–1825.Nielsen, P.M., Brask, J., Fjerbaek, L., 2008. Enzymatic biodiesel production: technical and economical considerations.
Eur. J. Lipid. Sci. Technol. 110, 692–700.Noureddini, H., Gao, X., Philkana, R.S., 2005. Immobilized Pseudomonas cepacia lipase for biodiesel fuel production
from soybean oil. Bioresour. Technol. 96, 769–777.Park, Y.M., Lee, D.W., Kim, D.K., Lee, J.S., Lee, K.Y., 2008. The heterogeneous catalyst system for the con-
tinuous conversion of free fatty acids in used vegetable oils for the production of biodiesel. Catal. Today131, 238–243.
Pasqualino, J.C., MontaneI, D., SalvadoI, J., 2006. Synergic effects of biodiesel in the biodegradability of fossil-derivedfuels. Biomass. Bioenergy. 30, 874–879.
Peng, B.X., Shu, Q., Wang, J.F., Wang, G.R., Wang, D.Z., Han, M.H., 2008. Biodiesel production from waste oilfeedstocks by solid acid catalysis. Proc. Saf. Environ. Prot. 86, 441–447.
Rashid, U., Anwar, F., Moser, B.R., Ashraf, S., 2008. Production of sunflower oil methyl esters by optimized alkali-catalyzed methanolysis. Biomass. Bioenergy. 32, 1202–1205.
Royon, D., Daz, M., Ellenrieder, G., Locatelli, S., 2007. Enzymatic production of biodiesel from cotton seed oil usingt-butanol as a solvent. Bioresour. Technol. 98, 648–653.
Samukawa, T., Kaieda, M., Matsumoto, T., Ban, K., Kondo, A., Shimada, Y., et al., 2000. Pretreatment of immobilizedCandida antarctica lipase for biodiesel fuel production from plant oil. J. Biosci. Bioeng. 90, 180–183.

373REFERENCES
Sharma, Y.C., Singh, B., 2010. An ideal feedstock, kusum (Schleichera triguga) for preparation of biodiesel: optimi-zation of parameters. Fuel 89, 1470–1474.
Sharma, Y.C., Singh, B., Korstad, J., 2010. High yield and conversion of biodiesel from a nonedible feedstock(Pongamia pinnata). J. Agric. Food. Chem 58, 242–247.
Shuit, S.H., Tan, K.T., Lee, K.T., Kamaruddin, A.H., 2009. Oil palm biomass as a sustainable energy source: aMalaysian case study. Energy 34, 1225–1235.
Sim, J.H., Kamaruddin, A.H., Bhatia, S., 2010a. The feasibility study of crude palm oil transesterification at 30�Coperation. Bioresour. Technol. 101, 8948–8954.
Sim, J.H., Kamaruddin, A.H., Bhatia, S., 2010b. Biodiesel (FAME) productivity, catalytic efficiency and thermalstability of lipozyme TL im for crude palm oil transesterification with methanol. J. Am. Oil. Chem. Soc. 87,1027–1034.
Singh, A.K., Fernando, S.D., Hernandez, R., 2007. Base-catalyzed fast transesterification of soybean oil usingultrasonication. Energy Fuels 21, 1161–1164.
Song, E.S., Lim, J.w., Lee, H.S., Lee, Y.W., 2008. Transesterification of RBD palm oil using supercritical methanol.J. Supercrit. Fluids 44, 356–363.
Soriano, J.N.U., Migo, V.P., Matsumura, M., 2006. Ozonized vegetable oil as pour point depressant for neat biodiesel.Fuel 85, 25–31.
Suarez, P.A.Z., PlentzMeneghetti, S.M.,Meneghetti, M.R.,Wolf, C.R., 2007. Transformation of triglycerides into fuels,polymers and chemicals: some applications of catalysis in oleochemistry. Quim. Nova 30, 667–676.
Suwannakarn, K., Lotero, E., Goodwin, J.G., Lu, C., 2008. Stability of sulfated zirconia and the nature of the catalyti-cally active species in the transesterification of triglycerides. J. Catal. 255, 279–286.
Takagaki, A., Toda, M., Okamura, M., Kondo, J.N., Hayashi, S., Domen, K., et al., 2006. Esterification of higher fattyacids by a novel strong solid acid. Catal. Today 116, 157–161.
Talukder, M.M.R., Wu, J.C., Van Nguyen, T.B., Fen, N.M., Melissa, Y.L.S., 2009. Novozym 435 for production ofbiodiesel from unrefined palm oil: comparison of methanolysis methods. J. Mol. Catal. B Enzym. 60, 106–112.
Talukder, M.M.R., Wu, J.C., Fen, N.M., Melissa, Y.L.S., 2010. Two-step lipase catalysis for production of biodiesel.Biochem. Eng. J. 49, 207–212.
Tan, I.A.W., Ahmad, A.L., Hameed, B.H., 2008. Adsorption of basic dye using activated carbon prepared from oilpalm shell: batch and fixed bed studies. Desalination 225, 13–28.
Tan, T., Lu, J., Nie, K., Deng, L., Wang, F., 2010. Biodiesel production with immobilized lipase: a review. Biotechnol.Adv. 28, 628–634.
Toh, T.S., Koh, P.M., 2008. Building plants for biodiesel and co-products. Int. News Fats Oils Rel. Mater. 19,302–305.
Vyas, A.P., Verma, J.L., Subrahmanyam, N., 2010. A review on FAME production processes. Fuel 89, 1–9.Wang, Y., Ou, S., Liu, P., Xue, F., Tang, S., 2006. Comparison of two different processes to synthesize biodiesel by
waste cooking oil. J. Mol. Catal. A Chem. 252, 107–112.Watanabe, Y., Shimada, Y., Sugihara, A., Noda, H., Fukuda, H., Tominaga, Y., 2000. Continuous production of
biodiesel fuel from vegetable oil using immobilized Candida antarctica lipase. J. Am. Oil. Chem. Soc. 77, 355–360.Watanabe, Y., Shimada, Y., Sugihara, A., Tominaga, Y., 2001. Enzymatic conversion of waste edible oil to biodiesel
fuel in a fixed-bed bioreactor. J. Am. Oil. Chem. Soc. 78, 703–707.Wei, Z., Xu, C., Li, B., 2009. Application of waste eggshell as low-cost solid catalyst for biodiesel production.
Bioresour. Technol. 100, 2883–2885.Xie, W., Huang, X., 2006. Synthesis of biodiesel from soybean oil using heterogeneous KF/ZnO catalyst. Catal. Lett
107, 53–59.Yan, S., Lu, H., Liang, B., 2008. Supported CaO catalysts used in the transesterification of rapeseed oil for the purpose
of biodiesel production. Energy Fuels 22, 646–651.Yee, K.F., Kansedo, J., Lee, K.T., 2010. Biodiesel production from palm oil via heterogeneous transesterification:
optimization study. Chem. Eng. Commun. 197, 1597–1611.Ying, M., Chen, G., 2007. Study on the production of biodiesel by magnetic cell biocatalyst based on lipase-producing
Bacillus subtilis. Appl. Biochem. Biotechnol. 137-140, 793-803.Yoosuk, B., Udomsap, P., Puttasawat, B., Krasae, P., 2010. Modification of calcite by hydration-dehydration method
for heterogeneous biodiesel production process: the effects of water on properties and activity. Chem. Eng. J. 162,135–141.

374 15. PRODUCTION OF BIODIESEL USING PALM OIL
Zabeti, M., Daud, W.M.A.W., Aroua, M.K., 2010. Biodiesel production using alumina-supported calcium oxide: anoptimization study. Fuel Proc. Technol. 91, 243–248.
Zare, A., Hasaninejad, A., Beyzavi, M.H., Zare, A.R.M., Khalafi-Nezhad, A., Asadi, F., et al., 2009. KF/Al2O3 as ahighly efficient, green, heterogeneous, and reusable catalytic system for the solvent-free synthesis of carboacyclicnucleosides via Michael addition reaction. Synth. Commun. 39, 139–157.
Zhang, X., Li, J., Chen, Y., Wang, J., Feng, L., Wang, X., et al., 2009. Heteropolyacid nanoreactor with double acidsites as a highly efficient and reusable catalyst for the transesterification of waste cooking oil. Energy Fuels 23,4640–4646.