Embed Size (px)
DESCRIPTION
Biodiesel Articles
Citation preview

JOURNAL OF OIL PALM RESEARCH (SPECIAL ISSUE - OCTOBER 2008)
16
important key factor driving or limit biodieseldevelopment is feedstock supply.
So far, in China, virgin oil feedstocks are noteconomically feasible for biodiesel production dueto high cost, and the existing feedstocks for biodieselare all waste grease and oils (Guo et al., 2006; Ye andDing, 2002; Wang et al., 2007). In China, more edibleoils are consumed than in any other country in theworld. Due to the cooking and eating habits ofChinese people, a lot of waste oil and grease areproduced from food processing industry. As officialdata, 19.14 million tonnes were consumed in 2005.The average individual consumption level of edibleoil is 13.6 kg person-1 in 2005, 17 kg person-1 in bigcities; and these data keeps an increasing momentumstill. It is estimated that totally 3 million tonnes ofwaste oil and grease are produced in China per yearand at least 2 million tonnes can be recovered andprocessed into biodiesel (Ji et al., 2002).
Due to the fact that the existing biodiesel factoriesin China are almost based on waste grease and oilfeedstocks, which have a high acid value or FFA
BIODIESEL PRODUCTION FROM DIFFERENTFEEDSTOCKS IN PILOT SCALE SYSTEM
MA LONGLONG*; LU PENGMEI*; LI LIANHUA*; LUO WEN*; KONG XIAOYING* andYUAN ZHENHONG*
Journal of Oil Palm Research (Special Issue - October 2008) p. 16-21
ABSTRACT
In this study, the preparations of biodiesel from three different feedstocks, including rapeseed oil, high acidified
Chinese wood oil and trap grease, were carried out in a pilot scale of 200 t yr-1 biodiesel production system.
The optimum operating conditions for transesterification of rapeseed oil in plug flow reactor were found to be
as follows: the catalyst dosage is 1.2 wt%; the retention time is about 17 min; the bed temperature is 65oC; the
oil/methanol ratio is 1:6; the content of methyl ester is 96.33% under these conditions. A kind of ion exchange
resin, a solid acid catalyst, filled in the fixed bed reactor was used as the esterification catalyst for the pre-
treating of high acidified oil. The acid value of Chinese wood oil could be reduced from 7 to 0.8 mg KOH·g-1
after 88 min, the optimum operating conditions were obtained as follow: molar ratio of methanol to oil is
about 6:1 , the temperature of the fixed bed, 65oC and the retention time, about 88 min. Also a kind of acidified
oil, namely trap grease, with the acid value being 114 mg KOH·g-1 could be equally converted to a good
biodiesel product through this system. Generally, the refined biodiesel product generated through this system
could meet China #0 Biodiesel Standard, as well as Germany Biodiesel Standard for most indexes. It indicates
that the designed process in this system has a good adaptability for different kinds of oil.
INTRODUCTION
As we are well aware, the concerns of energy supplysecurity, soaring-up fuel prices, worseningenvironment, global warming up climate andsustainable development are enormous in a fastdeveloping country like China. They can only beanswered by solutions that match them in reach andvision. Biodiesel is emerging as a promising solutionto these concerns now in China. Though it is still inits infancy with small capacity and the nationalbiodiesel standard has not come into force (Lv et al.,2006), but it is expected to enter into its fastdevelopment period in coming years. The most
Keywords: high acidified oil; solid acid catalyst; plug flow reactor; biodiesel.
Date received: 20 March 2008; Sent for revision: 28 March 2008; Received in final form: 29 May 2008; Accepted: 2 July 2008.
* Guangzhou Institute of Energy Conversion,Chinese Academy of Sciences,No. 2 Nengyuan Road, Wushan,Tianhe, Guangzhou 510640,People’s Republic of China.E-mail: [email protected]

17
BIODIESEL PRODUCTION FROM DIFFERENT FEEDSTOCKS IN PILOT SCALE SYSTEM
content, the major biodiesel process technologyadopted in China is non-consecutive two-step acidcatalyst chemical reaction, which still has someproblems remained to be settled, such as lowefficiency, serious environmental pollution.Therefore, in order to solve the above-mentionedproblems, a consecutive process, consisting of fixed-bed reactor together with a downstream plug flowreactor is set up in the present study. On this pilotscale system, different feedstocks, includingrapeseed oil, Chinese wood oil, trap grease andacidified oil are tested and evaluated based on theexperimental results.
EXPERIMENTAL METHOD
Experimental Procedure
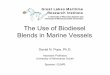
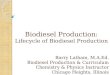
As Figure 1 shows, this system includes four mainparts:
i. Fixed bed system. Different kinds of solid acidcatalysts, such as Amberlyst 15, as well as others,are filled in the fixed bed reactor to pre-treat theoil with high acid value. After the acid value ofthe oil is decreased to below 5 mg KOH-1, whichis the demand of the acid value fortransesterification (Guo et al., 2006; Wang et al.,2007; Pedro et al., 2006 ), through esterificationreaction in the fixed bed reactor, the pre-treatedoil enters further into the downstream plug flowreactor for transesterification reaction.
ii. Plug flow reactor (PFR) system. As adistinguished feature of this system, thetransesterification reaction between triglyceride
and methanol is completed in a plug flowreactor, which is characterized by a big ratio oflength vs. diameter. By applying plug flowreactor, the transesterification reaction can becontinuously realized in a short residence timewith a fast reaction speed.
iii. Biodiesel refining system. This systemconstitutes of glycerol separation through apatented phase splitter, coarse biodiesel waterwashing and biodiesel distillation. Thevapourizing temperature and vacuum was250oC and 1.0 MPa, respectively.
iv. Automatic control system. This system isdesigned to control the temperature of thereactor, as well as monitoring the pressure ofthe whole system. Also the distillation processis controlled on this system.
Analysis Method
The biodiesel were analysed on a HP4890D gaschromatography (GC) with a SE-52 capillary columnfor determining the biodiesel conversion rate, thedetector was FID, and nitrogen as the carrier gas.The methyl ester was dissolved into the chloroform,and the GC work parameters were as follow: thesetting temperature of the injection port and thedetector was 220ºC and 275ºC, the temperature forthe oven operated in this programme: start at 150ºC(1 min), ramp at 20ºC to 225ºC (5 min), ramp 5ºC to250ºC (2 min).
The distillated fuel properties namely, density at20ºC, kinematics viscosity at 20ºC, flash point(closed cup method), sulphur content, 10% carbonresidue, copper corrosion, ash content, solidification
18
2 6
7
I 3 I 2 I 1 13
17
16
15 14
5
10
12 11
glycerol biodiesel
8
4
9
1 3
Figure 1. Schematic diagram of the technology process.
Notes: 1. Feedstock oil; 2. Oil pump; 3. Flow meter; 4. Filter; 5. Methanol tank; 6. Pump; 7. Mixer; 8. Stirring tank reactor; 9. Methanolrefluence; 10. Pump; 11. Flowmeter; 12. Preheator; 13. Fixed bed reactor; 14. KOH-methanol tank; 15. Pump; 16. Mixer; 17. Plug flowreactor; 18. Separator.

JOURNAL OF OIL PALM RESEARCH (SPECIAL ISSUE - OCTOBER 2008)
18
point, oxidation stability, cold filter plugging point(CFPP), acid value of Chinese wood oil biodiesel wasdetermined as the standards prescribed by GB252-2000 for comparison, and the main component wasanalysed by GS-MS.
The basic properties for the tested differentfeedstock oils are shown in Table 1.
laminated flow inside the reactor and could not forma turbulent flow, thus, not a uniform mixture amongthe reaction agents. Both the two conditions willcause a decreased biodiesel conversion rate.Therefore it is very necessary to explore the optimalresidence time for the biodiesel conversion utilizinga plug flow reactor.
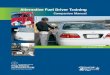
Rapeseed oil is mixed with methanol with a molarratio 6:1 and 1.2 wt% of KOH is used as the catalyst.The reaction temperature remains at 65oC. Differentresidence time is realized through changing thefeeding frequency of the pump and the experimentalresults are shown in Figure 2.
In accordance with the above analysis, it can beseen from Figure 2 that with the increasing of theresidence time, the conversion rate exhibits a firstincreasing and then decreasing trend. At theresidence time of 19 min, the maximum conversionrate of 91.7% is obtained. This indicates that at anoptimal residence time, the reaction reagents insidethe reactor are mixed well and go ahead in a steadyturbulent status, which results in a completeconversion.
Chinese Wood Oil Test Results
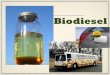
Effect of residence time. The change of acid valuewith the retention time is shown in Figure 3. The acidvalue was reduced from 3.07 mg KOH·g-1 to 1.44 mgKOH·g-1 when the retention time was increased from24 min to 30 min. It became slowly increased whenprolonging retention time to 88 min, esterificationconversion change from 79.78% to 86.10%, only 7.3%increased. As can be seen, esterification reactionattains balance when reaction time is long enough.Therefore it is hard to increase esterificationconversion though continually increasing reactiontime, which indicates an optimum residence time isnecessary for biodiesel production.
TABLE 1. THE PROPERTIES OF DIFFERENT FEEDSTOCKOF OIL
Rapeseed Chinese Trapwood grease
oil
Density (g ml-1), 20ºC 0.91 0.94 0.88Saponification 192.7 85.55 151.63value (mg KOH g-1)Acid value 0.40 7.12 114.03(mg KOH g-1)Fatty acid glycerol 97.29 95.63 40.98ester (%)Relative molecular 869.8 1686.6 443.2weightWater content (%) 0.05 0.10 0.19
Impurity (%) No No 3.00
RESULTS AND DISCUSSION
Rapeseed Oil Test Results
Plug flow reactor is freshly employed in biodieselproduction; therefore it remains some questionsneeded to be investigated, for instance, flow velocitydetermination. A too fast flow velocity will resultin a too short residence time, as well as incompletereaction; a too slow flow velocity will cause
5 10 15 20 25 30
80
82
84
86
88
90
92
Fatty
aci
d m
eth
yl e
ster/w
t %
Residence time (min-1)
Figure 2. The effect of residence time on methyl esters conversion.

19
BIODIESEL PRODUCTION FROM DIFFERENT FEEDSTOCKS IN PILOT SCALE SYSTEM
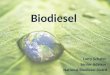
Effect of reaction temperature. The effect of reactiontemperature on esterification is shown in Figure 4.
Reaction temperature is the major factorsaffecting the catalyst activity of solid acid. Only29.07% conversion efficiency was achieved at 40oC,the acid value was reduced to 5.05 mg KOH·g-1, theconversion efficiency increased with highertemperature, the acid value of Chinese wood oilreduced to 1.4 mg KOH·g-1.
This trend keeps in accordance with thetheoretical analysis. That is the reaction rateaccelerates with the increasing temperature. Limitedby the boiling temperature of methanol being 64.5oCat ambient condition, the highest reactiontemperature for the experiment was determined tobe 65oC.
20 40 60 80 100 120
0
1
2
3
4
Test conditions:
Molar ratio: 10:1
Reaction temperature: 65ºC
Acid
va
lue
(m
g K
OH
pe
r g
of
oil)
Este
r co
nve
rsio
n (
%)
Retention time (min)
acid value
ester conversion
56
60
64
68
72
76
80
84
88
Figure 3. Effect of residence time on acid value and esterification rate.
Trap Grease Test Results
Pre-esterification reaction for trap grease wasperformed in the three fixed-bed reactors with thefollowing conditions: temperature of 75ºC, 1.9 kg ofcatalyst filled in each fixed-bed reactor, methanoladdition being 20 wt% of oil. Residence time in eachreactor is 60 min and the total residence time is 180min. After each reactor, the water in the reactionproducts was distilled at 105ºC before it enters intothe next fixed-bed reactor. After the pre-treatment,the acid value of trap grease could be reduced tobelow 5 mg KOH g-1.
After the fixed-bed reactor, 0.7 wt% of KOH and15 wt% of methanol was added to the reactants andthe transesterification reaction proceeded in theplug-flow reactor at 65ºC.
Figure 4. Effect of temperature on esterification rate.
40 45 50 55 60 65
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
20
30
40
50
60
70
80
Test condition:
Molar ratio: 10:1
Reaction temperature:30 min
Acid
valu
e (
mg K
OH
per
g o
f oil)
Este
r convers
ion (
%)
Reaction temperature (ºC)
Acid value
Ester conversion

JOURNAL OF OIL PALM RESEARCH (SPECIAL ISSUE - OCTOBER 2008)
20
The properties of biodiesel products derived fromrapeseed oil, Chinese wood oil and trap grease arepresented in Table 2.
As indicated in Table 2, the Chinese wood oil hasa much low biodiesel yield. The reason may relateto its composition of fatty acid, shown in Table 3. Itcan be seen that 94% of the fatty acid is unsaturatedand the main component of Chinese wood oil is 3,α-elaeostearic acid (Zhao et al., 2005). Maybeoxidation and polymerization reaction happenamong the unsaturated 3, α-elaeostearic acid andother unsaturated fatty acid during distillation.Therefore it need further study for the addition ofpolymerization inhibitors to improve the biodieselproduction (Xie, 2005).
From Table 2, it can be known that much amountof animal fat and partly oxidation of unsaturatedfatty acid in trap grease result in higher solidificationpoint and higher filter plugging point of biodiesel.Therefore, pour point depressant should be addedbefore trap grease biodiesel could be used.
TABLE 2. PROPERTIES OF BIODIESEL PRODUCTS DERIVED FROM DIFFERENT FEEDSTOCK OILS
Property Chinese wood Rapeseed oil Trap grease Biodiesel standardoil biodiesel biodiesel biodiesel DIN V516006
Density (g ml-1) 0.873 (20ºC) 0.867 0.95 0.875~0.900 (15 oC)Kinematic viscosity, (mm2 s-1) 10.58 (20ºC) 8.04 9.28 3.5~5.0 (40 oC)Sulphur content (%) 0.015 0.002 0.01 ≤0.01Flash point (oC) 210 185 178 ≥110Copper corrosion - no no No.1 gradeAsh content (%) 0.0015 0.003 0.01 ≤0.0310% carbon residue, (%) 0.84 0.15 0.16 ≤0.05Solidification point (oC) -1 -2 9 -CFPP, (oC) 1 0 18 0Oxidation stability 0.0 0.0 0.0 -Acid value, (mg KOH·g-1) 0.67 0.1 0.76 ≤0.5Biodiesel yield ( %) 50 90 80 -
CONCLUSION
In this study, with the main device of fixed-bed andplug-flow reactors, a pilot scale system was set-upto explore the optimum operation conditions fortransesterification reaction, as well as evaluatingrapeseed oil, Chinese wood oil and trap grease forbiodiesel production. The conclusions drawn fromthe study are as follows:
• at ambient pressure, for the plug-flow reactor,the optimum residence time for transes-terification is about 19 min;
• applying an ion exchange resin as theesterification catalyst, for the Chinese woodoil and trap grease, whose acid value is 7.12,114.03 mg KOH g-1, respectively, the pre-treatment time is 88 min and 180 min,respectively;
• because the main component of Chinese woodoil of the unsaturated 3, α-elaeostearic acid
undergoes oxidation and polymerizationreaction during distillation, the biodiesel yieldfrom Chinese wood oil is as low as 50%; and
• because trap grease contains much amount ofanimal fat, the derived biodiesel have highersolidification point and higher filter pluggingpoint, pour-point depressant should be addedbefore trap grease biodiesel could be used.
ACKNOWLEDGEMENT
The financial fund received from TechnologyEvaluation on Biodiesel from Wild Plant Oil,Knowledge Innovation Programme of ChinaAcademy of Science (KGCXZ-YW-306), Key
TABLE 3. COMPOSITION OF FATTY ACID OF CHINESEWOOD OIL
Number Compound Relative content,%
1 Hexadecanoic acid 2.345
2 Octadecanoic acid 1.830
3 Octadecenoic acid 5.666
4 Octadecadienoic acid 8.327
5 α-octadecatrienoic acid 1.233
6 Eicosadienoic acid 1.640
7 α-elaeostearic acid 75.033
8 Docosanoic acid 1.629

21
BIODIESEL PRODUCTION FROM DIFFERENT FEEDSTOCKS IN PILOT SCALE SYSTEM
Technology and 10 000/a Biodiesel PlantDemonstration, and 2006 Guangdong Province KeyTechnology (200649851301) is much appreciated.
REFERENCES
GUO PINGMEI; HUANG FENGHONG andHUANG QINGDE (2006). Preparation of biodieselfrom waste oil with high acid value. China Oil andGrease, 31(7): 66-69.
JI XING; XI XIAOLIN; KONG LINHE; LI JUNFENGand LI LI (2002). Prospect and technology progressof bio-diesel industry. Engineering Science, 4(9): 86-93.
LV PENGMEI; YUAN ZHENHONG; LIAOCUIPING; KONG XIAOYING; MA LONGLONGand WU CHUANGZHI (2006). A study on analysisand establishment of bio-diesel standards. ModernChemical Industry, 26 (12): 8-12,14.
PEDRO FELIZARDO, A; JOANA NEIVA CORREIA,A; IDALINA RAPOSO, et al. (2006). Production ofbiodiesel from waste frying oils. Waste Manage, 26:487-494.
WANG YONG; OU SHIYI; LIU PENGZHAN, et al.(2007). Preparation of biodiesel from waste cookingoil via two-step catalyzed process. Energy Conversionand Management, 48(1): 184-188.
XIE GUOJIAN (2005). Preparation of biodiesel fromhigh acid value waste restaurant grease. Technology& Development of Chemical Industry, 34(2): 37-39.
YE HUODONG and DING YIDIAN (2002). Processfor converting waste animal and plant oils tobiodiesel. Chinese patent: CN02115477.5, 2002-12-04.
ZHAO WEI; LIU LAPING; YANG JIAN, et al. (2007).Preparation of biodiesel oil from tong oil. J. NorthwestA & F University (Nat. Sci. Ed.), 11(11): 176-179.

6
JOURNAL OF OIL PALM RESEARCH 17 (JUNE 2005)
ENHANCEMENT OF COLD STABILITY OF PALMOIL METHYL ESTERS
OOI, T L*; TEOH, C M*; YEONG, S K*; MAMOT, S** and SALMIAH, A*
INTRODUCTION
Fatty esters are one of the basic oleochemicals, apartfrom fatty acids, fatty alcohols, fatty amines andglycerol. Methyl esters of vegetable oils and animalfats are useful in a variety of contexts. They arewidely used as lubricants in the metalworkingindustry, carriers for the active ingredients inpesticides, bases for drilling muds and as biodieselfuels.
However, their relatively high pour points -typically at or above the freezing point of water andpoor cold stability have prevented their use in anumber of applications.
The use of methyl esters as agricultural adjuvantsmarket is hampered by their poor low temperatureproperties. Pesticides are usually stored outside inlarge drums for use. However, in colder climes, theybecome frozen and require thawing before use.
Diesel and mineral oils have typically been usedas the base for drilling muds and fluids. However,their use has raised environmental concerns. Due tothe environmental friendliness of methyl esters, theyhave been alternatively used although not in thecolder climes due to their high pour points.
Methyl esters have in the past few years beenextensively tested as a substitute for diesel. As
previously discussed, the disadvantage of methylesters is their relatively high pour point, which causethem to solidify in fuel pipes at temperatures at orabove the freezing point of water. Thus, it is desirousto produce methyl esters with lower pour points asbiodiesel (Majerczak, 2001).
Some of the common methods that have beenused to further enhance the use of methyl esters atlow temperatures are the addition of additives(known as pour point depressant, wax crystalinhibitor and cold flow improver), blending withdiesel, winterization and the use of branched esters.Additives are the preferred method as it is moreeconomical. Therefore, in this paper, an attempt toimprove the low temperature properties of palm oilmethyl esters is described.
MATERIALS AND METHODS
Materials
The additives used in this research were palm-based oligomer EP, palm-based oligomer GP andpalm-based oligomer PP. The oligomers weresynthesized in the Advanced OleochemicalsTechnology Division (AOTD), Malaysian Palm OilBoard.
Initially, the properties of the palm oil methylesters were characterized - pour point, cloud point,viscosity, fatty acid composition, free fatty acidcontent and iodine value. The pour point, cloud pointand viscosity tests were re-run after each additionof the additives to determine the effectiveness of theadditives used.
* Malaysian Palm Oil Board,P. O. Box 10620, 50720 Kuala Lumpur,Malaysia.E-mail: [email protected]
** School of Chemical Sciences and Food Technology,Faculty of Science and Technology,Universiti Kebangsaan Malaysia,43600 Bangi, Selangor, Malaysia.
Keywords: palm oil methyl esters, pour point depressant, wax crystal inhibitor, cloud point.
Date received: 19 December 2003; Sent for revision: 8 March 2004; Received in final form: 29 December 2004; Accepted: 11 January 2005.
Journal of Oil Palm Research Vol. 17 June 2005, p. 6-10
ABSTRACT
As with palm oil, palm oil methyl esters (POME) have poor cold stability. This drawback has limited their use
in low temperatures. The objectives of this research were to identify some additives suitable for reducing the
pour point and cloud point of POME to improve its low temperature performance. Of the additives used, EP
produced the most promising results. The biggest reduction in pour point was about 15.0ºC (addition of 2%
EP to POME) while the biggest depression in cloud point was about 6.4ºC (addition of 4% EP to POME).

7
ENHANCEMENT OF COLD STABILITY OF PALM OIL METHYL ESTERS
Analyses
Pour point test. The method and apparatus for pourpoint measurements was based on the ASTM D97test method.
Cloud point test. The cloud point test wasperformed using the AOCS Cc 6-25(97) test method.
Viscosity test. The viscosity of the samples wasanalysed using the Brookfield Programmable DigitalRheometer Model DV-III. Only a small sample (0.5ml) was needed to run the test. The spindle usedwas CP40. The temperature and speed were set at40.0ºC and 150 rpm.
Other tests. The fatty acid composition of thesamples was determined using gas-liquidchromatography, with reference to the AOCS Ce 1-62 (97) standard method. The acid value wasanalysed using the AOCS Cd 3d-63 (97) test methodand the iodine value of the samples was determinedusing the AOCS Cd 1d-92 (reapproved 1997) testmethod while the differential scanning calorimetryanalysis was based on the AOCS Cj 1-94 (97)standard method. Microscopic observations of thesamples were made under an Olympus opticalmicroscope AX 70 attached with a Linkamtemperature control unit.
RESULTS AND DISCUSSION
Characteristic Studies
Table 1 shows the characteristics and theproperties of palm oil methyl esters, (POME).
POME has a relatively high pour point and cloudpoint - 12.0ºC and 8.8ºC, respectively. The pour pointis the lowest temperature at which a sample stopsflowing while the cloud point is the temperature atwhich a cloud of crystals first appears on cooling(Krawczyk, 1996). To enhance the use of POME intemperate countries, especially during winter, it isdesirable to incorporate additives to depress the pourand cloud points, preferably to below 0ºC.
POME has an iodine value (I.V.) of 64.9, which isconsidered quite high. The I.V. of POME was almostthe same as the I.V. of super olein (double
fractionated palm olein) which usually has aminimum I.V. of 60. Oleins with higher I.V. generallyresist crystallization better although this may notalways be the case as other factors also influence thecold stability of olein (Siew, 1999; Siew and Ng,1996).
Table 2 shows the fatty acid composition of POME.Determination of the fatty acid composition ofPOME is important in studying its crystallizationbehaviour.
Siew (1999) reported that the palmitic acidcontent should be below 35.0%, preferably below31.0% for palm olein to be stable and remain clear.Thus, POME with about 31.8% palmitic acid contentshould theoretically have favourable lowtemperature properties.
Addition of Additives to POME
After characterizing the POME, three palm-basedoligomers - EP, GP and PP were added to determinetheir effectiveness in reducing the pour point andcloud point of POME.
The effects of EP, GP and PP on POME are shownin Table 3. The performances of the three additives weresimilar, with EP producing only slightly better resultsthan GP and PP.
Addition of EP to POME
As EP showed better results, all further studieswere conducted with it. Table 4 shows the effects ofadding EP to POME.
Addition of 2% EP caused the most dramaticeffect, depressing the pour point by 15.0ºC (from 12.0to –3.0ºC).
TABLE 1. CHARACTERISTICS AND PROPERTIES OFPALM OIL METHYL ESTERS (POME)
Parameter Reading Method
Pour point (ºC) 12.0 ASTM D97Cloud point (ºC) 8.8 AOCS Cc 6-25 (97)Viscosity at 40ºC (cP) 3.8Acid value 0.3 AOCS Cd 3d-63(97)Iodine value 64.9 AOCS Cd 1d-92 (97)
TABLE 2. FATTY ACID COMPOSITION OF PALM OIL METHYL ESTERS (POME)
Fatty acid composition (%)
C12 C14 C16 C18:0 C18:1 C18:2 C18:3 Others
0.3 0.9 31.8 4.0 47.6 14.4 0.3 0.7

8
JOURNAL OF OIL PALM RESEARCH 17 (JUNE 2005)
Other concentrations also achieved satisfactoryresults, reducing the pour point from 12.0ºC to 6.0ºC,except for 3% EP which lowered the pour point to3.0ºC.
The results were in agreement with the findingsof Nielsen (1995) and Siew (2000). Both, in theirstudies on palm olein, reported the dosage of theadditive to be very important. Excessive dosagereduces the anti-crystallizer effect. On the otherhand, an insufficient dose will not yield the optimumeffect.
For the cloud point, the addition of 4% EPrecorded the largest temperature reduction - from8.8ºC to only 2.4ºC (a reduction of 6.4ºC).
Solid Fat Content (SFC) and DifferentialScanning Calorimetry (DSC)
Both SFC and DSC are important in studyingthe crystallization behaviour of POME.
Table 5 shows the SFC of POME with the additionof EP. POME has high SFCs at 0oC and 5ºC of 17.7%and 12.0%, respectively. Some solids were stilldetected at 15ºC. The addition of EP significantlyreduced the SFC at all temperatures, with the highestreduction recorded at 0oC and 5ºC. With 1% EP, theSFC of POME at 0ºC was reduced from 17.7% to13.6% and the SFC at 5ºC from 12.0% to only 7.1%.
Generally, the higher the concentration of EPused, the lower was the SFC recorded. However,POME with 2% and 3% EP recorded slight increasesin the SFC at 10ºC. This could be due to the presenceof impurities in the POME.
From the DSC cooling and melting curves ofPOME, EP at all concentrations decreased the peaktemperatures of the curves, with 1% EP additionrecording the largest decrease. However, as theconcentration of EP increased, there was a slightincrease in the peak temperatures.
In addition, the areas of the peaks, whichrepresent the exothermic heat released by thecrystallization process, were also slightly changed.The peaks of the curves of POME with EP were allnarrower than the peak of the control POME.
Microscopic Observations
Microscopic observations were done to furtherassess the effectiveness of EP in improving the lowtemperature properties of POME. Figures 1 to 5 showthe POME crystals formed with the addition of EPat various concentrations.
From the Figures, it was found that addition ofEP successfully minimized the POME crystal size.As the concentration of EP increased, the size andintensity of POME crystals formed decreased.
TABLE 3. EFFECTS OF ADDITIVES ON PALM OILMETHYL ESTERS (POME)
Additive Pour Cloud Viscositypoint point (cP)(ºC) (ºC)
POME 12.0 8.8 3.75POME + 1% EP 6.0 4.0 3.88POME + 1% GP 6.0 5.6 3.91POME + 1% PP 6.0* 7.0 3.66
Note: *: Sample solidified at 6.0ºC but with a small flow that onlystopped at –9.0ºC.
TABLE 5. SOLID FAT CONTENT (wt. %) OF PALM OIL METHYL ESTERS (POME) WITH THE ADDITION OF EP
Sample Temperature/ºC
0 5 10 15 20 25 30
POME 17.7 12.0 3.7 t l - -POME + 1 % EP 13.6 7.1 3.1 l - - -POME + 2 % EP 12.8 5.4 4.3 l - - -POME + 3 % EP 12.6 4.7 4.1 l - - -
Notes: l = liquid.t = trace.
TABLE 4. EFFECTS OF ADDING EP TO PALM OILMETHYL ESTERS (POME)
Sample Pour Cloud Viscosity/point/ºC point/ºC cP
POME 12.0 8.8 3.75+ 1% EP 6.0 4.0 3.88+ 2% EP -3.0 3.9 3.99+ 3% EP 3.0 2.6 6.17+ 4% EP 6.0 2.4 4.36+ 5% EP 6.0 2.7 6.52

9
ENHANCEMENT OF COLD STABILITY OF PALM OIL METHYL ESTERS
CONCLUSION
This study showed that the palm-based oligomer EP,can be used as a pour point and cloud pointdepressants for POME. The optimum dose to use isabout 2% which depressed the pour point and cloudpoint to -3.0ºC and 3.9ºC , respectively. With the solidfat content reduced to 12.8% (0ºC) , 5.4% (5ºC) and4.3% (10ºC). Further research should be done ondepressing the pour point and cloud point of POMEfurther and on prolonging its storage stability.
ACKNOWLEDGEMENT
The authors thank the Director-General of MPOB forpermission to publish this paper, Dr Ma Ah Ngan(former Director of the Engineering and ProcessingDivision, MPOB) and Dr Salmiah Ahmad (Directorof Advanced Oleochemicals Technology Division)for their valuable comments, Dr Chong Chiew Let
Figure 5. Crystals of POME + 5% EP (at 20Xmagnification).
Figure 1. Crystals of POME without EP (at 20Xmagnification).
Figure 2. Crystals of POME + 1% EP (at 20Xmagnification).
Figure 3. Crystals of POME + 2% EP (at 20Xmagnification).
Figure 4. Crystals of POME + 3% EP (at 20Xmagnification).

10
JOURNAL OF OIL PALM RESEARCH 17 (JUNE 2005)
for the DSC and SFC analyses, Asma Don, MohdAhir Musa and the personnel in the AdvancedOleochemicals Technology Division for theirtechnical assistance.
REFERENCES
AOCS (1998). Official Methods and RecommendedPractices of the American Oil Chemists’ Society(Firestone, D ed.). Fifth edition. American OilChemists’ Society, Champaign.
ASTM (1997). Annual Book of ASTM Standards. Vol.05.01. American Society for Testing and Materials,Philadelphia.
KRAWCZYK, T (1996). Biodiesel. INFORM, 7(8): 801-815.
MAJERCZAK, V A (2001). Pour point depression ofheavy cut methyl esters via alkyl methacrylatecopolymer. U S Patent 6203585.
NIELSEN, M (1995). Anticrystallizer in palm olein.Proc. of the International Conference of Oil-Fats-Lipids1995. The Hague. p. 539-542.
SIEW, W L (1999). Crystallization behaviour of palmoleins and some blended products. Proc. of the 1999PORIM International Palm Oil Congress. 1-6 Februari1999. Kuala Lumpur. p. 82-93.
SIEW, W L (2000). Characteristics of palm olein fromElaeis guineensis palm oil. MPOB Technology No. 23:1-12.
SIEW, W L and NG, W L (1996). Crystallizationbehaviour of palm oleins. Elaeis, 8(2): 75-82.

RECOVERY AND CONVERSION OF PALM OLEIN–DERIVED USED FRYING OIL TO METHYL ESTERS FOR BIODIESEL
247
Journal of Oil Palm Research Vol. 18 June 2006 p. 247-252
RECOVERY AND CONVERSION OF PALMOLEIN-DERIVED USED FRYING OIL TO
METHYL ESTERS FOR BIODIESELLOH SOH KHEANG*; CHOO YUEN MAY*; CHENG SIT FOON* and MA AH NGAN*
Keywords: used frying oil, palm olein, pre-treatment, adsorbent, used frying oil methyl esters.
Date received: 26 October 2005; Sent for revision: 11 November 2005; Received in final form: 15 March 2006; Accepted: 20 March 2006.
ABSTRACT
Frying oils (both vegetable oils and animal fats) degrade with use, and beyond the limits, the excessive free
fatty acids (FFA), peroxide value (PV) and polar components preclude their further use in food applications,
unless they can be purified by very effective adsorbent systems. In this study, four adsorbents: silica gel,
activated carbon, aluminium oxide and acid-activated spent bleaching earth were used to reduce some of the
poor quality parameters of the oils. Although pre-treatment of used frying oils with these adsorbents could
improve the oil quality to a certain extent, the oils could only be used for non-food applications. The FFA and
PV of the treated oils subjected to the above adsorbent treatment, were reduced as follows: 33.3% and 65.1%,
6.5% and 7.8%, 30.2% and 20.8%, and 11.8% and 46.9% respectively, and silica gel was found to be the
most effective adsorbent. The treated used frying oil was converted into methyl esters as biodiesel. The methyl
esters obtained had comparable fuel properties as petroleum diesel. Hence, it can be used as a diesel substitute.
* Malaysian Palm Oil Board,P. O. Box 10620,50720 Kuala Lumpur,Malaysia.E-mail: [email protected]
INTRODUCTION
It is estimated that some 20 million tonnes of oilsand fats are used for frying around the world, withindustrial frying the major user of frying oil.Industrial frying oil requires oils and fats of goodquality and nutritive value. Palm oil meets theserequirements as it has no unpleasant room odour, ahigh resistance to oxidation and high content ofnutrients from its fatty acid composition, and doesnot polymerize easily.
In frying, the hot oil serves as a heat exchangemedium by which heat is transferred to the foodbeing fried. However, frying eventually leads todarkening of the oil, and palm oil is no exception.This is due to the oil degradation - the heat, air andmoisture to which the oil is exposed to lead to itspolymerization, oxidation and hydrolysis (Gebhardt,1996). The oil darkens from formation of polarmaterials such as phenolic minor components,
oxidation products and colour compounds(Subramanian et al., 2000). The indicators of poor oilquality include elevated free fatty acids (FFA), hightotal polar materials (TPM), change of colour, highfoaming property, low smoke point, low iodine valueand increased viscosity. TPM is by far the mostreliable quality parameter for acceptability of the oilfor frying - a value of 25%-27% indicates that the oilis no longer acceptable for health reasons (Pantzarisand Ahmad, 1998).
An estimated 50 000 t of used frying oils, bothvegetable oils and animal fats are disposed off yearlyin Malaysia without treatment as wastes. This createsa negative impact on the environment. The wastescan be used if they are purified.
Hoover (1966) first purified used frying oil byremoving its FFA by magnesium oxide adsorption.Yuki and Hirose (1974) also investigated FFAremoval and reported aluminium hydroxide gel toperform the most effectively. Usuki (1993) improvedthe colour and stability of used frying oil usingadsorbents such as zeolite, activated carbon,activated clay, aluminium hydroxide gel, oyster shell,ceramic plate and calcium oxide. In these reports,not all the degradation products in the used oils wereexamined.

JOURNAL OF OIL PALM RESEARCH 18 (JUNE 2006)
248
Processing used frying oils through membranetechnology improved their TPM contents(Subramanian et al., 2000; Miyagi et al., 2001).Recycling used frying oil using adsorbents, such assilica gel, magnesium oxide, aluminium hydroxidegel and activated clay, has been studied in detail(McNeill et al., 1986; Lin and Reynolds, 1998; 2001;Maskan and Bagci, 2003; Miyagi and Nakajima, 2003)for improving the quality parameters such as TPM,oxidation products, polymerization, FFA, colour andoil stability. Silica gel was reported to be the mosteffective adsorbent in reducing FFA, TPM, oxidationproducts, viscosity and oil decolorization, withoutaltering the chemistry and stability of the recoveredoil (Miyagi and Nakajima, 2003).
There have been several attempts to convert usedfrying oil to biodiesel (Nye et al., 1983; Mittelbachand Tritthart, 1988) via transesterification in acidicand basic conditions without having to purify theoils beforehand. However, the fatty acid alkyl estersformed were of poor quality and yield, and thereforenot economically feasible for use. As the used fryingoil was used directly without any purification, theyield of methyl esters was poor from formation ofsoap by the high FFA content. In order to firstimprove the oil quality for processing into methylesters, pre-treatment is necessary. This paperdescribes a simple pre-treatment of used frying oilusing cheap adsorbent and the production of methylesters from the oil.
MATERIALS AND METHODS
Materials
Used frying oil was obtained from local fast foodrestaurants. The cooking oil in Malaysia is mainlypalm olein. Silica gel, activated carbon, aluminiumoxide, concentrated hydrochloric acid (37%) andsodium hydroxide were purchased from Merck.Spent bleaching earth was obtained from a palm oilrefinery. The earth was de-oiled by solvent extractionand the de-oiled earth treated with a small quantity(4:1 w/v earth: acid) of concentrated hydrochloricacid (37%), dried in an oven at 100°C-200°C for aweek and used as adsorbent to treat the used fryingoil.
Methods
Pre-treatment of used frying oil. The used frying oilwas dissolved in hexane (1:3 w/v oil: hexane) andthen mixed separately with selected adsorbents(silica gel, activated carbon, aluminium oxide, acid-activated spent bleaching earth) in 1:1 w/w oil-in-
hexane: adsorbent. The mixture was stirred at roomtemperature for 30 min, and then allowed to settle.The mixture was vacuum filtered through sinteredglass, transferred to a round bottom flask andvacuumed dry to remove the solvent and water. Thepre-treated oil was analysed for FFA content andperoxide value (PV) before conversion to methylesters.
Preparation of methyl esters. The pre-treated usedfrying oil (90 g) were subjected to methyl estersconversion using sodium hydroxide (1 g, 0.025 M)which was first dissolved in 45 ml methanol beforebeing reacted with the oil for 30 min under reflux.The yellowish ester layer was washed several timeswith distilled water until neutral and vacuumed dryfor fuel characterization (Choo et al., 1993).
Analyses. FFA and PV were determined for the usedfrying oil before and after adsorbent treatment viaPORIM Test Method p2.5 and PORIM Test Methodp2.3. The measurements were done in triplicate andonly the means reported. The percentageimprovement in FFA and PV for each adsorbenttreatment was calculated as:
[FFA or PV (before pre-treatment) – FFA or PV(after pre-treatment)]
––––––––––––––––––––––––––––––––––––––––––––––––– x 100 %FFA or PV (before pre-treatment)
Viscosity was measured using an AutomatedMulti Range Viscometer HVM472 (Walter Herzog,Germany) at 40°C. All the measurements wereperformed in duplicate and only the means reported.
The oxidative stability was measured using theModel 743 Rancimat (Metrohm AG, Switzerland).Samples of 3 g were analysed under a constantairflow of 10 litres hr-1 and 110ºC temperature of theheating blocks. All determinations of the inductionperiod were performed in duplicate and only themeans reported.
The fatty acid compositions of all the sampleswere determined according to ISO 5508: Animal andVegetable Fat and Oil Analysis by Gas-LiquidChromatography of Methyl Esters of Fatty Acids.Analysis was carried out with a Hewlett Packard5890 Series II gas chromatograph equipped with aflame ionization detector and split injector. A fusedsilica capillary column (60 m x 0.25 mm) coated witha highly polar stationary phase, Supelco SP2340 (0.2µm) was used with a programmed temperatureprofile as follows: oven temperature: 185ºC, injectortemperature: 240ºC, detector temperature: 240ºC,split ratio: 1:100, carrier gas: helium at 2.0 ml min-1.

RECOVERY AND CONVERSION OF PALM OLEIN–DERIVED USED FRYING OIL TO METHYL ESTERS FOR BIODIESEL
249
RESULTS AND DISCUSSION
Pre-Treatment of Used Frying Oil
In this study, the adsorbents used were silica gel,activated carbon, aluminium oxide and acidactivated spent bleaching earth. Silica gel was themost effective adsorbent for the pre-treatment ofused frying oil. The FFA and PV of the pre-treatedused frying oil are shown in Table 1 with silica gelgiving the highest percentage reduction in both theparameters. A similar result was found previouslyby Miyagi and Nakajima (2003) in improving usedfrying oil by adsorption with silica gel, magnesiumoxide, aluminium hydroxide gel and activated clay.
The effectiveness of the adsorbents in pre-treatment of the used frying oil was reflected in thepercentage improvement (PI) value (Miyagi and
TABLE 1. PROPERTIES AND PERCENTAGE IMPROVEMENT (PI) OF USED FRYING OIL WITH SILICA GEL, ACTIVATEDCARBON, ALUMINIUM OXIDE AND ACID-ACTIVATED SPENT BLEACHING EARTH
Adsorbent FFAa, F1(%) PI (FFA) (%) PVa, P1 (meq kg-1) PI (PV) (%)
Silica gel 6.2 33.3 1.8 65.1Activated carbon 8.7 6.5 4.0 7.8Aluminium oxide 6.5 30.2 3.5 20.8Acid-activated spent bleaching earth 8.3 11.8 2.5 46.9
Notes: a FFA and PV were measured in triplicate and only the means reported.FFA of fresh frying oil = 0.039%F0 = FFA of used frying oil before pre-treatment = 9.3%F1 = FFA of used frying oil after pre-treatmentPI (FFA) = F0 -F1/F0 x 100%
PV of fresh frying oil = 0.46 meq kg-1
P0 = PV of used frying oil before pre-treatment = 4.3 meq kg-1
P1 = PV of used frying oil after pre-treatmentPI (PV) = P0-P1/P0 x 100%
TABLE 2. CHARACTERISTICS OF USED FRYING OIL BEFORE AND AFTER PRE-TREATMENT BY SILICA GEL
Characteristic Before pre-treatment After pre-treatment
Density (g cm-3) 0.8989 0.8726FFA (%) 9.3 6.2P.V. (meq kg-1) 4.3 1.8Viscosity (cSt) @ 40°C, ASTM D445 46.5 29.2Oxidative stability (hr), DIN EN 14112 B 23.81 3.86
Glyceride components (%) 56.5 73.8(MG, DG and TG)a
Others (%) 43.5 25.0(non-glyceride compositions)
Fatty acid composition, (FAC)(wt% as methyl esters)C14:0 1.3 0.9C16:0 38.5 39.2C18:0 5.6 5.3C18:1 45.7 46.4C18:2 8.8 8.1
Note: a MG – monoglycerides, DG – diglycerides, TG – triglycerides.
Nakajima, 2003) which compares the quality of theoil before and after pre-treatment, regardless of theoil recovery. Silica gel and aluminium oxidedecreased the FFA the most (PI = 33% and 30%,respectively), whereas activated carbon and acid-activated spent bleaching earth were not so effective(PI = 6% and 12%, respectively). Althoughaluminium oxide showed a comparable ability toreduce the FFA content, its reduction of oxidationproducts, such as peroxides, was low (PI = 21%)compared to silica gel (PI = 65%).
The simple pre-treatment by silica gel (Loh et al.,2003; Loh and Choo, 2003) sufficed to improve theoil quality for methyl esters conversion. The pre-treatment yielded 75% of a light yellow oil, havingeffectively discolor it. The characteristics of the usedfrying oil after pre-treatment by silica gel are shownin Table 2. As the used frying oil before and after silica

JOURNAL OF OIL PALM RESEARCH 18 (JUNE 2006)
250
gel pre-treatment had similar fatty acid compositions(FAC), it is concluded that the silica gel did not alterthe chemical composition of the oil.
The viscosity of used frying oil after silica gel pre-treatment was greatly reduced. The increase inviscosity of frying oil is mainly caused by theformation of polymers (Paul and Mittal, 1997). Freshfrying oil has a viscosity of 39.6 cSt at 40°C, and usedfrying oil before pre-treatment 46.5 cSt at 40°C, whilethe pre-treated used frying oil was 29.2 cSt at 40°C,indicating a great reduction in its contents ofpolymers and degradation products. The Rancimatstability is an important indicator of the acceptabilityof methyl esters as biodiesel. The methyl esters musthave an induction period (IP) of at least 6 hr (pr EN14112) to be used as automotive diesel (pr EN 14214).Although the used frying oil was almost as stable(IP = 24 hr) as fresh frying oil (IP = 28 hr), the silicagel pre-treated used frying oil had a very pooroxidative stability (IP = 3.9 hr). This was probablydue to almost all its antioxidants being absorbed bythe silica gel. Fortunately, the unstable methyl esters(IP=3.4 hr) produced could be easily stabilized byadditives (Loh et al., unpublished data).
Conversion of Used Frying Oil to Methyl Esters
Although the used frying oil regenerated byMiyagi and Nakajima (2003) could be recycled, thepre-treated used frying oil in this study had too highFFA to be used again in food applications.Nevertheless, it can be used in non-food applications,such as for conversion to methyl esters as biofuel.
The base catalyst (NaOH) alone sufficed toconvert the pre-treated used frying oil to methylesters due to the reduced FFA after silica gel pre-treatment. For oil with considerately higher FFA, anadditional esterification step is needed to first
convert the FFA to methyl esters before the basecatalyst is applied to convert the triglycerides. Theconversion of triglycerides and remaining FFA of thepre-treated used frying oil to methyl esters usingNaOH yielded 80% methyl esters weight-for-weight.
The composition of the raw methyl esters madefrom the pre-treated used frying oil is shown in Table3. The product was 99% pure with 1% mono-glycerides and diglycerides based on GC analysis.It had a FAC similar to that in the used frying oilafter silica gel pre-treatment. Thus, the reaction tomethyl esters did not affect the FAC of the usedfrying oil.
TABLE 4. FUEL PROPERTIES OF PRE-TREATED USED FRYING OIL METHYL ESTERS
Property Used frying oil Crude palm oil Petroleum dieselmethyl esters methyl estersa
(palm diesel)
Density at 25ºC 0.8863 0.8700 0.8310(kg litre-1)
Viscosity @ 40ºC 4.4 4.5 4.0ASTM D445 (cSt)
Sulphur content (wt %) 0.04 0.04 0.10IP 242
Pour point (ºC) 15.0 16.0 15.0ASTM D97
Flash point (ºC) 192 174 98ASTM D93
Gross heat of combustion 37 365 40 135 45 800ASTM D240 (kJ kg-1)
Note: a Choo et al. (1993).
TABLE 3. COMPOSITION OF RAW METHYL ESTERSMADE FROM PRE-TREATED USED FRYING OIL
Composition Purity (%)
Esters 99.1
Monoglycerides 0.7
Diglycerides 0.2
Triglycerides 0.0
Fatty acid composition, FAC (wt% as methyl esters)
C14:0 0.8
C16:0 38.2
C18:0 5.6
C18:1 47.5
C18:2 7.8
Fuel Characterization
The methyl esters made from the pre-treated usedfrying oil was analysed for its fuel properties (Table4). It was found to be comparable to petroleum dieseland fresh palm oil methyl esters as biodiesel. Its

RECOVERY AND CONVERSION OF PALM OLEIN–DERIVED USED FRYING OIL TO METHYL ESTERS FOR BIODIESEL
251
viscosity and low temperature fluidity were similarto those of fresh palm oil methyl esters andpetroleum diesel. However, its higher flash pointwould make it a safer fuel. Thus, the pre-treated usedfrying oil methyl esters can be a diesel substitute.The sulphur content and calorific value of the pre-treated used frying oil methyl esters obtained weresimilar to those of methyl esters produced byMittelbach and Tritthart (1988) from used frying oilfrom restaurants and households in Austria withoutpurification.
CONCLUSION
Used frying oil (mainly palm olein), after pre-treatment with silica gel, is a suitable feedstock forconversion to methyl esters by catalytic reactionusing NaOH. The methyl esters produced have fuelproperties comparable to those of petroleum diesel.Thus, it can be a diesel substitute for unmodifieddiesel engines.
ACKNOWLEDGEMENT
The authors wish to thank the Director-General ofMPOB for permission to publish this paper. Thanksare also due to the staff of the Processing ResearchLaboratory for their technical assistance.
REFERENCES
CHOO, Y M; MA, A N and YUSOF, B (1993). Palmoil methyl esters as fuel: palm diesel. PORIMInformation Series 17.
GEBHARDT, B (1996). Oils and fats in snack foods.Bailey’s Industrial Oil and Fat Products (Hui, Y H ed.).5th ed., Vol. 3, John Wiley & Sons, New York. p. 407-427.
HOOVER, E F (1966). Repurifying deep-fat fryingoils. US patent 3 231 390.
LIN, S; AKOH, C C and REYNOLDS, A E (1998).The recovery of used frying oils with variousadsorbents. J. Food Lipids, 5: 1-16.
LIN, S; AKOH, C C and REYNOLDS, A E (2001).Recovery of used frying oils with adsorbentcombinations: refrying and frequent oilreplenishment. Food Research International, 34: 169-166.
LOH, S K; CHOO, Y M; CHENG, S F and MA, A N(2003). Used frying oil: recovery and applications.MPOB Information Series 206.
LOH, S K and CHOO, Y M (2003). A process fortreating used frying oil from vegetable oils andanimal fats and the oil obtained therefrom.Malaysian patent application No. PI 20033594.
LOH, S K; CHEW, S M and CHOO, Y M.Unpublished data. MPOB, Bangi
MASKAN, M and BAGCI, H (2003). Effect ofdifferent adsorbents on purification of usedsunflower seed oil utilized for frying. European FoodResearch and Technology, 217: 215-218.
MCNEILL, J; KAKUDA, Y and KAMEL, B (1986).Improving the quality of used frying oils bytreatment with activated carbon and silica. J. Amer.Oil Chem. Soc., 63: 1564-1567.
MITTELBACH, M and TRITTHART, P (1988). Dieselfuel derived from vegetable oils. III. Emission testsusing methyl esters of used frying oil. J. Amer. OilChem. Soc., 65: 1185-1187.
MITTELBACH, M and SCHOBER, S (2003). Theinfluence of antioxidants on the oxidative stabilityof biodiesel. J. Amer. Oil Chem. Soc., 80: 817-823.
MIYAGI, A; NAKAJIMA, M; HABETANI, H andSUBRAMANIAM, R (2001). Feasibility of recyclingused frying oil using membrane process. Eur. J. LipidSci. Technol., 103: 208-215.
MIYAGI, A and NAKAJIMA, M (2003). Regenerationof used frying oils using adsorption processing. J.Amer. Oil Chem. Soc., 80: 91-96.
NYE, M J; WILLIAMSON, T W; DESHPANDE, S;SCHRADER, J H; SNIVELY, W H; YURKEWICH,T P and FRENCH, C L (1983). Conversion of usedfrying oil to diesel fuel by transesterification:preliminary tests. J. Amer. Oil Chem. Soc., 60: 1598-1601.
PANTZARIS, T P and AHMAD, M J (1998). Deepfrying – assessment of palm oil against rapeseed oil/soyabean oil blend. Palm Oil Technical Bulletin, July-August: 7.
PAUL, S and MITTAL, G S (1997). Regulating theuse of degraded oil/fat in deep-fat/oil food frying.Crit. Rev. Food Sci. Nutr., 37: 635-662.
pr EN 14112 (2002). Fat and oil derivatives. Fattyacid methyl esters (FAME). Determination of theoxidative stability (accelerated oxidative test).

JOURNAL OF OIL PALM RESEARCH 18 (JUNE 2006)
252
pr EN 14214 (2002). Automotive fuels: Fatty acidmethyl esters (FAME) for diesel engines.Requirements and test methods.
SUBRAMANIAN, R; NANDINI, K E; SHEILA, P M;GOPALAKRISHNA, A G; RAGHAVARAO, K S MS; NAKAJIMA, M; KIMURA, T and MAEKAWA, T(2000). Membrane processing of used frying oils. J.Amer. Oil Chem. Soc., 77: 323-328.
USUKI, R (1993). Improvement of used frying oilsby treating with several adsorbents. Science of Cookery(Japanese), 26: 27-31.
YUKI, E and HIROSE, T (1974). Removal of free fattyacids in frying oils by the adsorption of aluminiumhydroxide gel. J. Jpn. Oil Chem. Soc., 23: 296-300.

659
RBD PALM OLEIN-BASED METHYL/ETHYL ESTERS
non-edible oils such as those from jatropha and even algae show promise. Rapeseed or canola oil is the primary feedstock for biodiesel production in Europe and Canada, while in the United States, soyabean oil is the main feedstock (Campbell, 2000; Riley, 2004). Of all the world’s vegetable oils and fats produced in 2007, palm oil had the largest tonnage (Oil World, 2008). As one of the world’s largest palm oil producers and exporters, Malaysia can produce biodiesel from this raw material. It is reported that in 2007, the total crude palm oil production in Malaysia was approximately 15.8 million tonnes (MPOB, 2007). Palm oil is high in saturated fatty acids (at about 50%). Indeed, oil palm gives its name to the 16-carbon saturated fatty acid palmitic acid which is found in palm oil. Mono-unsaturated oleic acid is also a constituent of palm oil.
The a lcohols that can be used in the transesterification reaction are methanol, ethanol, propanol, butanol and amyl alcohol. However, methanol and ethanol are used most frequently. Ethanol has better solvent properties; it is renewable and more environmental-friendly due to its production from agriculture. However, when ethanol is used in biodiesel production, the formation of an emulsion with the oil makes separation of the ester very difficult. Thus, the use of methanol is preferable because of its low cost, its physical and chemical
RBD PALM OLEIN-BASED METHYL/ETHYL ESTERS
S BAROUTIAN*; M K AROUA*; A A RAMAN* and N M SULAIMAN*
Journal of Oil Palm Research Vol. 21 December 2009 p. 659-666
ABSTRACT
In this study, transesterification of refined, bleached and deodorized (RBD) palm olein was carried out with
methanol, ethanol and their mixtures at various methanol/ethanol ratios, while maintaining the molar ratio
of oil to alcohol at 1:6. Potassium hydroxide was used as the catalyst. The process variables were temperature,
methanol/ethanol molar ratio and amount of catalyst. The optimum biodiesel production yield was 98.10%
when using a methanol/ethanol molar ratio of 4:2 and an alcohol to oil molar ratio of 6:1, a reaction time of
1 hr and a reaction temperature of 50ºC. Physical and chemical properties of all the esters were also obtained
and these parameters are reported. The physical properties of esters obtained from this study were found to
be comparable with standard biodiesel specification of EN 14214. Analysis was also done to establish the
differences in physical properties between biodiesel produced in this work and Malaysian petroleum diesel,
data which is vital for blending purposes.
INTRODUCTION
Concerns over decreasing oil reserves, uncertain fuel prices and increasing environmental consciousness have led to growing interest in using renewable energy sources. Biodiesel is a renewable and biodegradable diesel fuel with less harmful emissions than petroleum-based diesel fuel, and can be used in its pure form or blended with petroleum-based diesel.
The most common method for producing biodiesel is by the transesterification of vegetable oils and animal fats. Catalytic transesterification has a long history of development, and biodiesel produced by this method is now available in North America, Europe and Malaysia (Barnwal and Sharma, 2005).
The use of vegetable oils as an alternative renewable fuel to compete with petroleum gained prominence in the beginning of the 1980s (Bartholomew, 1981). A variety of vegetable oils (virgin and waste oils) can be used to produce biodiesel. Rapeseed, soyabean and palm oils are most commonly used to produce biodiesel, although
Keywords: biodiesel, methanol, ethanol.
Date received: 20 October 2008; Sent for revision: 30 December 2008; Received in final form: 8 April 2009; Accepted: 30 July 2009.
* Department of Chemical Engineering, Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia. E-mail: [email protected]

Journal of oil Palm research 21 (december 2009)
660
advantages (polar and shortest chained alcohol) (Demirbas, 2005). In the case of methanolysis, the solubility of oil in methanol is less and the reaction is mass-transfer limited. On the other hand, methanol makes a higher equilibrium conversion due to the more reactive intermediate methoxide (Sridharan and Mathai, 1974). During the transesterification reaction, emulsions usually form. In the case of methanolysis, these emulsions quickly and easily break down to form a lower glycerol-rich layer and an upper methyl ester-rich layer. In ethanolysis, these emulsions are more stable and severely complicate the separation and purification of esters (Zhou et al., 2003).
Engine tests demonstrate that methyl esters produce slightly higher power and torque than ethyl esters (Encinar et al., 2002). Some desirable attributes of the ethyl esters over methyl esters are: significantly lower smoke opacity, lower exhaust temperature and lower pour point. The ethyl esters tend to have more injector coking than the methyl esters.
If a mixture of methanol and ethanol is used for the transesterification reaction, then this will take advantage of the better solvent properties of ethanol and desired equilibrium conversion of methanol. Also, esters obtained from a mixture of alcohols may act as a good lubricity additive. Another advantage of using a mixture of methanol and ethanol is, if part of the methanol is replaced by ethanol, there would be less dependency on the synthetic sources for methanol (Issariyakul et al., 2007).
Few studies have been done in biodiesel production using mixtures of alcohols. Kulkarni et al. (2007) transesterified canola oil with methanol, ethanol and various mixtures of methanol and ethanol, using potassium hydroxide (KOH) as a catalyst. It was found that the reaction rate increased because of better solubility of the oil in the alcohol mixture.
In another study, Issariyakul et al. (2007) used fryer grease with methanol, ethanol and a mixture of methanol and ethanol for biodiesel production. To avoid soap formation, a two-stage (acid- and alkali-catalyzed) method was used.
Lang et al. (2001) prepared methyl, ethyl, 2-propyl and butyl esters from canola and linseed oils through transesterification using KOH and/or sodium alkoxides as catalysts.
The present work is motivated by the fact that there is no comprehensive study of biodiesel production from palm olein using methanol/ethanol mixtures. Therefore, the objective of this work was to establish some basic information pertaining to the effect of varying methanol/ethanol ratios at various reaction temperatures and catalyst loading on production yield and important physical properties of the biodiesel. Meanwhile, the physical properties of the products obtained were also compared with those of the biodiesel standard. Finally, the differences were
also established between the physical properties of biodiesel produced in this study and Malaysian petroleum diesel.
EXPERIMENTAL
Materials
Palm olein was purchased locally. The acid value, iodine value and water content of the oil were 0.5, 53.2 and 400 ppm, respectively. Pure methanol and ethanol (99%) were obtained from Sigma-Aldrich, Malaysia. Pure KOH (98.9%) was used as a catalyst and obtained from the same company. Similarly, reference standards such as methyl oleate, methyl palmitate, methyl linoleate, methyl stearate, ethyl oleate, ethyl palmitate, ethyl linoleate, ethyl stearate of 99% purity were supplied by Sigma-Aldrich, Malaysia.
Biodiesel Production
Transesterification reactions were performed in a batch system. This consisted of a two-litre jacketed glass vessel equipped with a thermometer and water-cooled condenser. A mechanical stirrer (Kika® Werke) fitted with a stainless steel propeller provided the agitation. Reaction temperatures were established by using hot water circulation and controlled using (LAUDA, RCS and RC6). Initially the reactor was filled with 500 g refined, bleached and deodorized (RBD) palm olein. The catalyst, KOH was dissolved in alcohol, then added to the reactor at the reaction temperature. Agitation was set at a constant speed of 700 rpm throughout the experiment. The reaction was conducted using 100% excess alcohol, i.e. the molar ratio of alcohol to oil was 6:1. The weight of 1 mol oil was 847.3 g (determined from the calculated average molecular weight of palm oil based on the known fatty acid composition of the oil). Different molar ratios of methanol/ethanol, i.e. 6:0, 5:1, 4:2, 3:3, 2:4, 1:5 and 0:6, were used for the transesterification reaction.
At the end of the reaction, the mixture was cooled to room temperature, and the product was transferred to a separatory funnel. The two layers were separated out by sedimentation. The ester phase was washed with hot distilled water. In order to avoid the emulsion during the washing step, 0.1 wt % aqueous tannic acid was used as the washing solution. The excess alcohol was removed on a rotary evaporator at atmospheric pressure.
To examine the effect of temperature, reactions at 30°C, 40°C, 50°C, 60°C and 70°C were studied. The effect of catalyst, KOH, loading at different weight percentages of 0.5%, 0.8%, 1% and 1.5% was studied at a constant temperature of 50°C.

661
RBD PALM OLEIN-BASED METHYL/ETHYL ESTERS
Analysis
The composition of the esters were analysed by gas chromatography using an HP 6890 series gas chromatograph system equipped with a flame ionization detector (GC-FID) and automated split injector (Agilent 7683 automatic sampler). The column was a 60 m × 0.248 mm × 0.15 μm DB-23 capillary column (J & W Scientific, USA). The injection volume was 1 μl with a split ratio of 1/50, while the inlet temperature was 250°C.
Viscosities of the esters were measured at 40ºC using a VT550 rotary viscometer (HAAKE, Germany) with a NV sensor. Density and specific gravity measurements were carried out using a DMA 4500 density/specific gravity meter (Anton Paar, Austria) at temperatures of 15ºC, 20ºC and 30ºC. For moisture analysis, a 737 Karl Fischer coulometer equipped with a stirrer (Metrohm, Switzerland) was used. The gross heats of combustion of the alkyl esters were determined using a calorimeter system (IKA- Calorimeter C5000 control, Germany). Flash point measurements were carried out using a HFP 380 flash point tester (Herzog, Germany). Cloud points and pour points were measured using a cloud/pour point tester (Stanhope-Seta, USA).
RESULTS AND DISCUSSION
Biodiesel Production
Figure 1 shows the GC-FID chromatograms of methyl esters, ethyl esters and a mixture of methyl/ethyl esters with a 4:2 methanol/ethanol molar ratio. It was found that the major fatty acid components in all the esters were palmitic acid (C16:0), stearic acid (C18:0), oleic acid (C18:1) and linoleic acid (C18:2), with highest percentages of palmitic and oleic acids.
The influence of the methanol/ethanol molar ratio was studied at a 6:1 molar ratio of alcohol to palm olein and 1 wt % catalyst dose at a reflux of alcohol for 1 hr and at 50ºC temperature. The yield of palm olein alkyl esters biodiesel as a function of methanol/ethanol molar ratio is shown in Figure 2.
As can be seen, the methanolysis yield was higher than the ethanolysis yield due to the higher reactivity of methanol. The biodiesel production yield was calculated from the content of fatty acid alkyl esters (FAAE) analysed by GC using the following equation:
( )weight of biodiesel produced total wt% of FAAE001=)%(dleiY
weight of oil (1)
Figure 1. GC-FID chromatograms of methyl esters (I), ethyl esters (II) and a mixture of methyl ethyl esters with 4:2 methanol/ethanol molar ratio (III).

Journal of oil Palm research 21 (december 2009)
662
For example, 500 g palm olein reacted with 129.93 g alcohol (1:6 molar ratio) comprising 75.61 g methanol and 54.32 g ethanol (4:2 molar ratio) in the presence of 1 wt % KOH. After separation and purification of the ester phase, 561.53 g biodiesel was obtained with an alkyl esters content of 87.35 wt %. Therefore, the calculated yield of that production using equation (1) was 98.10%.
In the case of esters formed by the reaction of RBD palm olein with a mixture of methanol and ethanol, ethyl esters were also formed along with methyl esters. It is obvious that the transesterification yields using a mixed alcohol system are less than methanolysis or ethanolysis. The optimum methanol/ethanol molar ratio was found to be 4:2, giving a biodiesel production yield of 98.10%. The high production yield at the 4:2 ratio can be
attributed to a combination of high reactivity of methoxide ions and better solubility of non-polar palm oil in ethanol.
The relationship between KOH catalyst dose and production of palm oil biodiesel using a mixture of methanol and ethanol was studied at a 6:1 molar ratio of alcohol to palm oil and 4:2 methanol/ethanol molar ratio at a reflux of methanol for 1 hr and at 50ºC temperature. The catalyst dose represents the mass ratio of KOH catalyst and the reactants. The results are shown in Figure 3. The biodiesel production yield was increased from 95.3% to 98.2% with an increase in catalyst dose from 0.5% to 1.5%. It can be concluded that the optimum KOH catalyst dose for the transesterification of palm oil in this mixed alcohol system is 1%.
96
96.5
97
97.5
98
98.5
99
6:0 5:1 4:2 3:3 2:4 1:5 0:6Methanol/ethanol (molar ratio)
Yie
ld (
%)
Figure 2. Biodiesel yield as a function of methanol/ethanol molar ratio. Reaction conditions: alcohol to oil molar ratio of 6:1, catalyst dose of 1%, reaction time of 60 min and temperature of 50ºC.
95
96
97
98
99
100
0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5
Catalyst dosage (wt%)
Yie
ld (%
)
Figure 3. Biodiesel yield as a function of catalyst dose. Reaction conditions: alcohol to oil molar ratio of 6:1, methanol/ethanol molar ratio of 4:2, reaction time of 60 min and temperature of 50ºC.

663
RBD PALM OLEIN-BASED METHYL/ETHYL ESTERS
The influence of temperature on transesterification of palm oil using a mixed alcohol system with a 4:2 molar ratio of methanol to ethanol is shown in Figure 4. As can be seen that the optimum reaction temperature for the transesterification of palm oil in this mixed alcohol system was 50ºC.
Physical Characteristics
The viscosity of palm oil is 37.3 mm2 s-1 (Suwarno et al., 2003). After transesterification, the esters showed a substantial reduction in viscosity in the range of 4.6-4.9 mm2 s-1 at 40°C, which meets the EN-14214 standard of 3.5-5.0 mm2 s-1. The viscosity of the esters was slightly higher than for petroleum diesel fuel which is 4.0 mm2 s-1 (Choo et al., 2005). However, they were still in an acceptable range and were able to flow under warm weather conditions. The kinematics viscosities of the esters are shown in Table 1. There was not much difference in the viscosities of methyl, ethyl and the various mixtures of methyl and ethyl esters. Ethyl esters are more viscous than methyl esters but the viscosities of mixtures of esters were closer to that of methyl esters.
The density of an ester depends on its molecular weight, free fatty acid content, water content and temperature. The densities of methyl, ethyl and the mixtures of methyl and ethyl esters were measured at 15ºC, 20ºC and 30ºC (Table 1). By comparison, methyl ester had a higher density than ethyl. The density of the esters at 15ºC was in the range of 0.87 g cm-3 which meets with the EN 14214 standard of 0.86-0.90 g cm-3.
The density of esters was slightly higher than that of petroleum diesel, which slightly exceeds 0.820 g cm-3 (Choo et al., 2005). This, however, is not important, as it will only cause a slight increase of fuel consumption.
Water is introduced into the biodiesel during the washing process and is removed by distillation. The esters are hygroscopic and can absorb water during storage. This free water promotes biological growth, and the sludge/slime produced may cause blockage of fuel filters and fuel lines. High water content reacts with the FAAE, partly converting them into free fatty acids which are linked to filter blockage. Also, corrosion of zinc and chrome parts within the engine or injection system can occur. Table 2 shows
Figure 4. Biodiesel yield as a function of temperature. Reaction conditions: alcohol to oil molar ratio of 6:1, methanol/ethanol molar ratio of 4:2, catalyst dose of 1% and reaction time of 60 min.
TABLE 1. KINEMATICS VISCOSITY AND DENSITY OF ALKYL ESTERS
Methanol/ethanol Viscosity Density (g cm-3) molar ratio (mm2 s-1) 15°C 20°C 30°C
6:0 4.6 0.87635 0.87272 0.86537
5:1 4.6 0.87634 0.87267 0.86539
4:2 4.7 0.87738 0.87375 0.86643
3:3 4.9 0.87495 0.87128 0.86403
2:4 4.8 0.87456 0.87094 0.86360
1:5 4.7 0.87281 0.86915 0.86189
0:6 4.9 0.87264 0.86899 0.86173
95
96
97
98
99
100
30 40 50 60 70
Temperature (ºC)
Yie
ld (%
)

Journal of oil Palm research 21 (december 2009)
664
the water content of methyl, ethyl and various mixtures of methyl/ethyl esters. As can be seen, the ester moisture contents were in the range of the EN-14214 standard (maximum 500 mg kg-1).
The flash points of esters are also listed in Table 2. The flash points were in the range of 172ºC -176°C which meet the EN 14214 standard of 120°C (minimum), and were far higher than that of petroleum diesel fuel, i.e. 80°C (Choo et al., 2005).
The gross heat of combustion affects fuel consumption at a given power output. The gross heat of combustion of the palm olein alkyl esters was well below that of petroleum diesel, being around 40 174-40 366 J g-1 compared to 45 800 J g-1 for Malaysian petroleum diesel (Table 2). The small change in carbon number of the alkyl group of the esters from methyl (CH3-) to ethyl (CH3CH2-) esters did not change the gross heat of combustion significantly.
The cloud point of biodiesel is defined as the temperature at which a cloud of crystals first appears
TABLE 2. FLASH POINT, GROSS HEAT OF COMBUSTION, WATER CONTENT, CLOUD POINT AND POUR POINT OF ALKYL ESTERS
Methanol/ethanol Flash point Gross heat of Water content Cloud point Pour point molar ratio (°C) combustion (J g-1) (mg kg-1) (°C) (°C)
6:0 172 40 334 504.3 9.8 6.0
5:1 173 40 174 492.8 9.5 6.0
4:2 174 40 366 414.9 8.7 6.0
3:3 176 40 203 432.8 8.1 6.0
2:4 172 40 281 308.1 7.7 6.0
1:5 174 40 310 503.6 7.4 5.0
0:6 175 40 346 447.3 7.3 5.0
when it is cooled at a specific rate. The pour point is the lowest temperature at which the biodiesel can still be moved. The cloud points and pour points of the methyl/ethyl esters are presented in Table 2.
Some physical properties of the palm olein methyl/ethyl esters (from this work) including density, viscosity and gross heat of combustion were compared with methyl/ethyl esters of canola oil and waste fryer grease (Issariyakul et al., 2007; Kulkarni et al., 2007). The comparisons are shown in Figures 5, 6 and 7. The densities of the palm olein methyl/ethyl esters were less than the methyl/ethyl esters of canola and waste fryer grease (Figure 5). Viscosities of the palm olein methyl/ethyl esters were higher than the methyl/ethyl esters of canola oil, but lower than the methyl/ethyl esters of waste fryer grease (Figure 6). The gross heat of combustion of the methyl/ethyl esters of palm olein was slightly higher but comparable to those of the canola oil and waste fryer grease methyl/ethyl esters (Figure 7).
Figure 5. Densities of palm olein (this work), canola and waste oil biodiesel produced using the mixed methanol/ethanol system (Issariyakul et al., 2007; Kulkarni et al., 2007).

665
RBD PALM OLEIN-BASED METHYL/ETHYL ESTERS
Figure 7. Gross heats of combustion of palm olein (this work), canola and waste oil biodiesel produced using the mixed methanol/ethanol system (Issariyakul et al., 2007; Kulkarni et al., 2007).
Figure 6. Viscosities of palm olein (this work), canola and waste oil biodiesel produced using the mixed methanol/ethanol system (Issariyakul et al., 2007; Kulkarni et al., 2007).
CONCLUSION
Palm olein was transesterified successfully with methanol, ethanol and a mixture of methanol and ethanol in a batch reactor using potassium hydroxide as a catalyst. When the mixed methyl-ethyl alcohol was used in the transesterification process, ethyl ester was also formed. The optimum biodiesel production yield was 98.10% when using a methanol/ethanol molar ratio of 4:2 and an alcohol to oil molar ratio of 6:1, a reaction time of 1 hr and a reaction temperature of 50ºC. There were not many differences in the physical properties (kinematics viscosity, density, specific gravity, flash point, cloud point, pour point
and gross heat of combustion) of the esters with different methanol/ethanol molar ratios. Physical characteristics of the palm oil biodiesel obtained from the mixed alcohol system were within the limits of the EN 14214 standards and were also comparable with those of Malaysian petroleum diesel.
Methyl/ethyl biodiesel produced from palm oil showed a lower density and a higher heat of combustion compared to canola oil and waste fryer grease methyl/ethyl esters. Palm methyl/ethyl esters were more viscous than canola esters, but their viscosities were less than waste fryer grease esters. If a mixture of methanol and ethanol is used for the transesterification reaction then this will have

Journal of oil Palm research 21 (december 2009)
666
some advantages like better lubricity, faster reaction and less dependency on the synthetic sources for methanol. However, methyl esters may be the preferred choice in terms of cost.
REFERENCES
BARNWAL, B K and SHARMA, M P (2005). Prospects of biodiesel production from vegetable oils in India. Renewable and Sustainable Energy Reviews, 9: 363-378.
BARTHOLOMEW, D (1981). Vegetable oil fuel. J Amer. Oil Chem. Soc., 58: 286A-8A.
CAMPBELL, J B (2000). New markets for bio-based energy and industrial feedstocks: biodiesel – will there be enough? Proc. of the Agricultural Outlook Forum. 24-25 February. Arlington, Virginia, USA.
CHOO, Y M; YUNG, C L; CHENG, S F; MA, A N; CHUAH, C H and YUSOF, B (2005). Key fuel properties of palm oil alkyl esters. Fuel, 84: 1717-1720.
DEMIRBAS, A (2005). Biodiesel production from vegetable oils via catalytic and non-catalytic supercritical methanol transesterification methods. Progress in Energy and Combustion Science, 31: 466-487.
ENCINAR, J M; GONZALES, J F; RODRIGUEZ, J J and TEJEDOR, A (2002). Biodiesel fuels from vegetable oils: transesterification of Cynara cardunculus L. oils with ethanol. Energy Fuels, 16: 443-450.
ISSARIYAKUL, T; KULKARNI, M G; DALAI, A K and BAKHSHI, N N (2007). Production of biodiesel from waste fryer grease using mixed methanol/
ethanol system. Fuel Processing Technology, 88-5: 429-436.
KULKARNI, M G; DALAI, A K and BAKHSHI, N N (2007). Transesterification of canola oil in mixed methanol/ethanol system and use of esters as lubricity additive. Bioresource Technology, 98: 2027-2033.
LANG, X; DALAI, A K; BAKHSHI, N N; REANEY, M J and HERTZ, P B (2001). Preparation and characterization of bio-diesels from various bio-oils. Bioresource Technology, 80: 53-62.
MPOB (2006). Malaysian Oil Palm Statistics. MPOB, Bangi.
Oil World (2008). Statistics Update. ISTA Mielke GmbH, Hamburg. 14 March 2008. p. 15-68.
RILEY, W W (2004). The Canadian Biodiesel Industry: An Analysis of Potential Feedstocks. Biodiesel Association of Canada.
SRIDHARAN, R and MATHAI, I M (1974). Transesterification reactions. J. Scientific and Industrial Research, 33: 178-187.
SUWARNO, F; SITINJAK, I S and LUTHFI, I (2003). Study on the characteristics of palm oil and it’s derivatives as liquid insulating materials. Proc. of the 7th Intemational Conference on Properties and Applications of Dielectric Materials. 1-5 Jun 2003. Nagoya, Japan.
ZHOU, W; KONAR, S K and BOOCOCK, D G V (2003). Ethyl esters from the single-phase base-catalyzed ethanolysis of vegetable oils. J. Amer. Oil Chem. Soc., 80: 367-371.

683
STUDY ON LOW TEMPERATURE PROPERTIES OF PALM OIL METHYL ESTERS-PETRODIESEL BLENDS
STUDY ON LOW TEMPERATURE PROPERTIES OF PALM OIL METHYL ESTERS-PETRODIESEL
BLENDSLIM, W H*; OOI, T L* and HONG, H K*
Journal of Oil Palm Research Vol. 21 December 2009 p. 683-692
ABSTRACT
Synergistic properties, especially low temperature properties (e.g. pour point and cloud point), can be
achieved by blending palm oil methyl esters with petroleum diesel in appropriate ratios. In a preliminary
study, appropriate blending of palm oil methyl esters-petrol diesel at 70%-80% palm oil methyl esters led to
a decrease in pour point temperature. A decrease in cloud point temperature was also noted at mixtures of
90% palm oil methyl esters with petrol diesel. A similar phenomenon was observed in the viscosity properties
of the palm oil methyl esters-petrol diesel mixture. Further improvement in the low temperature properties
(e.g. pour point temperature) of the palm oil methyl esters-diesel mixtures at 3oC can be achieved by adding
1% of a palm-based additive. However, the blended palm oil methyl esters-petrol diesel fluid resulted in an
increase in viscosity. The decrease in low temperature properties (both pour point and cloud point) in the
blended palm oil methyl esters-petrol diesel mixtures and in the presence of the additive was suspected to be
mainly due to the disruption and changes in the molecular orientation and arrangement on both the palm oil
methyl esters and the petrol diesel.
Keywords: palm oil methyl esters, pour point, cloud point, viscosity, palm-based additive.
Date received: 14 November 2008; Sent for revision: 16 January 2009; Received in final form: 1 July 2009; Accepted: 30 July 2009.
* Malaysian Palm Oil Board, P. O. Box 10620, 50720 Kuala Lumpur, Malaysia. E-mail: [email protected]
INTRODUCTION
There has been considerable interest in developing biodiesel as an alternative fuel in recent years. This is mainly due to its environmental benefits and being a renewable resource like other vegetable oils (Graboski and McCormick, 1998; Srivastava and Prasad, 2000; Altin et al., 2001; da Silva et al., 2003; Demirbas, 2007). Recent global shortages in petroleum which were due to various unexpected factors have further increased the awareness of using biodiesel in various fields and applications (Knothe et al., 1997; Lois et al., 2000; Kalligeros et al., 2002). Even though biodiesel exhibits fuel properties comparable to petroleum diesel, the former still needs to overcome several drawbacks (both physical and chemical properties) before it
can be used successfully without any limitations just like petroleum diesel (Dunn and Bagby, 1995; Lee et al., 1996).
Some of the problems in biodiesel can be overcome by blending biodiesel with petroleum diesel. By using appropriate blend ratios and formulations, synergistic properties and increased engine performance, such as engine torque and power output, can be achieved. In mixing vegetable oil (e.g. rapeseed oil) with condensate gas fuel or petroleum diesel, it is possible to obtain improved performance characteristics such as solid point, cloud point and self-ignition point (Dunn, 2002; Semenov, 2003; Altiparmak et al., 2007).
Low temperature properties such as cloud point (CP), pour point (PP) and low-temperature filterability (LTFT) have been routinely used to characterize the cold flow operability of both bio- and petroleum-based diesel fuels (Chandler et al., 1992; Dunn et al., 1996). These parameters are important indicators for fuel quality control specifications, storage, pipeline distribution, and suitability for use in cold conditions.

Journal of oil Palm research 21 (december 2009)
684
One of the primary solutions to overcome bulk flow and fuel filter blockage is to incorporate a pour point (PP) additive that will provide impact on the change of the crystal morphology of the fuel. It is known that most fuel additives function by modifying the wax crystals, reducing their size and shape. As a result, it provides a barrier to crystal agglomeration rather than by altering the initial formation of the crystals (Hagemann, 1988; Lewtas et al., 1991; Lee et al., 1996; Teoh et al., 2005).
This article presents some physical properties (e.g. CP, PP and viscosity) of blended palm oil methyl ester-petroleum diesel systems (of different formulations). The effect of selected ratios of the blended diesels in the presence of a palm-based additive was also tested using similar methods.
MATERIALS AND METHODS
Materials
Palm oil methyl ester and three different diesel samples (diesel P, S and M) were obtained from local sources. These materials were selected as they are most commonly used and easily obtained in the market. The additive used in this study was palm-based and synthesized in the laboratory of the Malaysian Palm Oil Board (MPOB). Early studies on this compound indicated that it exhibited great potential to be used as a fuel additive (Ooi et al., 2005).
Methods
Sample preparation. Samples of different weight percentages of palm oil methyl ester and petroleum diesel were mixed and blended thoroughly prior to any tests (for CP, PP and viscosity). The mixtures started from 10% and gradually increased to 90% with a 10% increment each time of palm oil methyl ester in petroleum diesel. Briefly, palm oil methyl ester was added into petroleum diesel at a low stirring rate at room temperature. The mixtures were stirred continuously for 15 min and left for 30 min to reach equilibrium before they were subjected to any tests.
Selected samples of the blended palm oil methyl ester and petroleum diesel were mixed with different amounts of palm-based additive for further studies. The additive was added into selected blends at 45oC at a low stirring rate for 10 min. The blended diesel containing the additive was equilibrated for 30 min before conducting any tests. A minimum of three replicate measurements were averaged for each experiment.
Microscopic analysis. Polarized light micrographs (PLM) of samples placed against two glass discs were observed under a Leica DMLP microscope equipped with Linkam (THMS 600) for temperature
control. The sample was first heated to 40ºC and held isothermally for 2 min prior to cooling to the desired temperature (up to -5°C) at a rate of 5°C min-1. Liquid nitrogen was used to cool the system.
Cloud point test. CP is defined as the temperature at which a cloud of wax crystals first appears in a liquid form when the liquid is cooled under certain conditions. The CP test was performed using MPOB test method (MPOB, 2005). Briefly, the samples were heated at 45oC for 15 min and then were left to cool to room temperature. The samples were then immersed into a water bath for further cooling and were continuously stirred until the temperature at which sufficient clouding occurred so as to render the thermometer bulb immersed in the sample was no longer visible.
Pour point test. PP is defined as the lowest temperature at which a liquid can flow. The PP apparatus and procedure adopted were according to the ASTM D 97 standard method (ASTM, 1997). The test apparatus manufactured by Petrolab Corporation (Latham, NY) was used. Test jars, thermometers, corks and rubber rings met ASTM D 97 specifications.
The sample was immersed into the test jar at 0oC or other temperature, as specified in the method. Readings were taken at every 3oC decrease in temperature until the sample totally ceased to flow (with the sample held in a horizontal position for 5 s). A reading of the test thermometer was taken, and 3oC was added to the temperature and recorded as the result, following of the ASTM D 97 method. All measurements were carried out at least twice.
Viscosity test. The viscosities of samples (0.5 ml) were analysed using a Brookfield Programmable Digital Viscometer Model DV-III. The spindle used was CP40. The operating temperature and speed were set at 40.0±0.5oC and 150 rpm, respectively. All the data were recorded, extracted and analysed.
Fatty acid methyl ester composition. The fatty acid compositions of palm oil methyl ester were determined using gas chromatography, with reference to the standard method (AOCS Method, Ce 1-62, 1997). Table 1 shows the fatty acid compositions.
RESULTS AND DISCUSSION
Cloud Point and Pour Point Analyses
In this investigation, various weight ratios of palm oil methyl ester and three different petroleum diesels were blended to observe the changes in both CP and PP. In general, CP can be defined as the highest temperature used for characterizing cold

685
STUDY ON LOW TEMPERATURE PROPERTIES OF PALM OIL METHYL ESTERS-PETRODIESEL BLENDS
flow properties while PP is the lowest temperature. The CP and PP of the original components in Table 2 show palm oil methyl ester had a relatively higher CP and PP than petroleum diesels.
As indicated in Figure 1, the blended palm oil methyl ester and petroleum diesel had a lower PP than palm oil methyl ester and petroleum diesels, except in the case of petroleum diesel M (which had a lower PP only when it was blended with 60%-80% palm oil methyl ester). A significant reduction in PP (to 5oC) was observed especially at a high palm oil methyl ester content of between 60% and 80% w/w. It was also observed that the blends of palm oil methyl ester-petroleum diesel P and palm oil methyl ester-petroleum diesel S exhibited a wider PP range (that was lower than those of the individual components) than that of the blend of palm oil methyl ester-petroleum diesel M.
All blended palm oil methyl ester-petroleum diesel exhibited the lowest CP at 90% palm oil methyl ester and 10% petroleum diesel. Both palm oil methyl ester-petroleum diesel P and palm oil methyl ester-petroleum diesel S blends had a similar trend, exhibiting a broader range of CP which was lower than individual components, i.e. between 70% and 90% palm oil methyl ester, than that of palm oil methyl ester-petroleum diesel M (only at 90% palm oil methyl ester). The sudden drop in both CP and PP of palm oil methyl ester with the addition of petroleum diesel (by 10% for CP and up to 20% for PP, respectively) may very well indicate that petroleum diesel was acting as a diluent for palm oil methyl ester. The addition of petroleum diesel will dilute the palm oil methyl ester and form complex mixtures among the aliphatic, aromatic and esters compounds. As a result, a synergistic interaction between palm oil methyl ester and petroleum diesel molecules occurred and this affected the orientation of the molecular arrangement during crystallization
(whether at PP or CP temperatures) as the operating temperature decreased. This was further analysed by observing at the microstructure of palm oil methyl ester, S diesel and palm oil methyl ester-S mixture samples using the PLM at -5ºC (Figure 2). The micrograph of palm oil methyl ester shows agglomerates of sharp crystal and needle shape crystal was formed in S diesel sample. However, significant changes in microstructure of the crystals were noted in the palm oil methyl ester-S mixture sample.
Flow Analysis
Viscosity measurements of the original components are shown in Table 3. Among the original components, palm oil methyl ester was the most viscous, followed by petroleum diesel P and petroleum diesel M, with the least viscous being petroleum diesel S.
An interesting phenomenon was observed when different weight ratios of palm oil methyl ester and petroleum diesel (P, S and M) were blended. As shown in Figure 3, irrespective of the palm oil methyl ester and petroleum diesel weight ratios, palm oil methyl ester-petroleum diesel blends exhibited lower viscosity than their individual components. Blends of palm oil methyl ester-petroleum diesel P exhibited minimum reduction in viscosity, whereas a dramatic decrease in viscosity was observed at high palm oil methyl ester content (50%-80% palm oil methyl ester) with petroleum diesel S. However, an opposite trend was noted in palm oil methyl ester-petroleum diesel M blends in which the viscosities were reduced dramatically at low palm oil methyl ester content. If there was a weak interaction or repulsion among the molecules, the mixtures would have deviated from the sum of the individual interactions according to the ratios of the blends. However, the decrease in viscosity of palm oil methyl ester-petroleum diesel mixtures to lower than the individual components
TABLE 1. FATTY ACID COMPOSITIONS OF PALM OIL METHYL ESTERS
Sample Fatty acid composition (%)
C8 C10 C12 C14 C16 C18:0 C18:1 C18:2 C18:3 Others
PME - - 0.2 1.0 43.9 4.5 39.9 9.6 0.3 0.6Note: PME – palm oil methyl ester.
TABLE 2. POUR POINT AND CLOUD POINT OF TEST FLUIDS
Fluid CP (oC) PP (oC)
Palm oil methyl esters 10.8 15
Petroleum diesel P 9.1 12
Petroleum diesel S 9.2 12
PetroleumdieselM 9.7 12
Note: CP – cloud point; PP – pour point.
TABLE 3. VISCOSITY OF TEST FLUIDS
Fluid Viscosity at 40oC (cP)
Palm oil methyl esters 3.66
Petroleum diesel P 3.62
Petroleum diesel S 3.19
PetroleumdieselM 3.49

Journal of oil Palm research 21 (december 2009)
686
0
5
10
15
20
0 20 40 60 80 100
PME, w/w%
Tem
pera
ture
,o C
PP
CP
(a)
0
5
10
15
20
0 20 40 60 80 100
PME, w/w%
Tem
pera
ture
,o C
PP
CP
(b)
0
5
10
15
20
0 20 40 60 80 100
PME, w/w%
Tem
pera
ture
,o C
PP
CP
(c)
Figure 1. Cloud point and pour point of palm oil methyl ester (PME) with different petroleum diesels. (a) Diesel P, (b) diesel S and (c) diesel M.

687
STUDY ON LOW TEMPERATURE PROPERTIES OF PALM OIL METHYL ESTERS-PETRODIESEL BLENDS
Figure 2. Polarized light micrographs of (a) palm oil methyl esters, (b) S diesel and (c) mixtures of 70% palm oil methyl esters and 30% S petroleum diesel at -10oC to -50ºC (20X magnification).

Journal of oil Palm research 21 (december 2009)
688
1
2
3
4
5
0 20 40 60 80 100
PME, w/w%
Vis
cosi
ty, c
P
P
S
M
Figure 3. Viscosity of blended palm oil methyl ester (PME) with different petroleum diesels (P, S, and M) at 40oC.
was quite substantial, which suggested that an unfavourable interaction between the molecules as well as dilution factor have affected the behaviour of the blends. The type of additives present in the petroleum diesel (local source) may also play an important part in affecting the viscosity of the palm oil methyl ester-petroleum diesel blends.
Use of an Additive Derived from Palm Oil
From the above experiments on the three different palm oil methyl ester-petroleum diesel (P, S, and M) systems, two weight ratios of 70-30 and 80-20 of palm oil methyl ester-petroleum diesel blends which exhibited the lowest PP values were selected for further studies. A palm-based additive synthesized in our laboratory was added into these blends. As indicated in Figure 4, the presence of the additive changed the PP, CP and viscosity of 70-30 weight ratio of palm oil methyl ester-petroleum diesel. The additive lowered the PP of both palm oil methyl ester-petroleum diesel P and S blends from 6oC to 3oC. The PP temperature remained constant even when the additive was increased to 3%. Interestingly, the additive did not seem to have any effect on the palm oil methyl ester-petroleum diesel M blend. The presence of the additive might in a way have affected the arrangement of the crystal packing, which prevented the mixtures from solidification, or allowed the crystals to get effectively bound to the crystal stacks (Teoh et al., 2005).
Among the blended palm oil methyl ester-petroleum diesels, the palm oil methyl ester-petroleum diesel M blend had the highest CP, followed by palm oil methyl ester-petroleum diesel P and palm oil methyl ester-petroleum diesel S.
However, the presence of the additive further increased the CP temperature by 2oC. The additive used seemed to have the ability to decrease the PP of the blends, but not the CP. Continuous addition of the additive above 1% into the palm oil methyl ester-petroleum diesel blends did not cause any change in the CP (Figure 4b). As shown in Figure 4c, the presence of additive increased the viscosity of the blended palm oil methyl ester-petroleum diesel. The viscosity of palm oil methyl ester-petroleum diesel blends continued to increase with the increase in additive concentration.
At the 80-20 weight ratio of palm oil methyl ester-petroleum diesels (Figure 5a), the presence of the additive did not affect the PP temperature, even when the additive concentration reached 3%. However, the CP of the blended palm oil methyl ester-petroleum diesel decreased slowly as the additive was increased. This indicates that the effectiveness of reducing PP and CP in the presence of the chosen palm-based additive was also dependent on palm oil methyl ester-petroleum diesel ratio. Just as in the 70-30 weight ratio of palm oil methyl ester-petroleum diesel blend, a similar trend in viscosity was observed for the 80-20 weight ratio, as the additive concentration increased to 3%.
CONCLUSION
Blending of palm oil methyl esters with petroleum diesel has the ability to provide synergistic effects on both the PP and viscosity of palm oil methyl ester-petroleum diesel blends. However, a reduction in CP of palm oil methyl ester only occurred in blends having high palm oil methyl ester content. The

689
STUDY ON LOW TEMPERATURE PROPERTIES OF PALM OIL METHYL ESTERS-PETRODIESEL BLENDS
0
2
4
6
8
0% 1% 2% 3%
Additive, w /w
Pou
r poi
nt,o C
P
S
M
(a)
0
5
10
15
0% 1% 2% 3%
Additive, w /w
Clo
udpo
int,
o C
P
S
M
(b)
0
1
2
3
4
5
0% 1% 2% 3%
Additive, w /w
Vis
cosi
ty,c
P
P
S
M
(c)
Figure 4. Effect on (a) pour point, (b) cloud point, and (c) viscosity of blend of mixtures of 70% palm oil methyl ester and 30% petroleum diesel (P, S, and M) in the presence of different concentrations of additive.

Journal of oil Palm research 21 (december 2009)
690
Figure 5. Effect on (a) pour point, (b) cloud point, and (c) viscosity of blend of mixtures of 80% palm oil methyl ester and 20% petroleum diesel (P, S, and M) in the presence of different concentrations of palm-based additive.
0
2
4
6
8
0% 1% 2% 3%
Additive, w /w
Pou
rpoi
nt,º
CC
loud
poin
t,ºC
P
S
M
(a)
0
5
10
15
0% 1% 2% 3%
Additive, w /w
P
S
M
(b)
0
1
2
3
4
5
0% 1% 2% 3%
Additive, w /w
Vis
cosi
ty,
cP P
S
M
(c)

691
STUDY ON LOW TEMPERATURE PROPERTIES OF PALM OIL METHYL ESTERS-PETRODIESEL BLENDS
presence of a palm-based additive selected for this study had some profound effects on the PP, CP and viscosity of palm oil methyl ester-petroleum diesel blends. The degree of effects on the blends was also highly dependent on their blending ratios.
ACKNOWLEDGEMENT
The authors would like to thank the Director-General of MPOB for permission to publish this article.
REFERENCES
ALTIPARMAK, D; KESKIN, A; KOCA, A and GÜRÜ, M (2007). Alternative fuel properties of tall oil fatty acid methyl ester-diesel fuel blends. Biores. Technol., 98: 241-246.
ALTIN, R; CETINKAYA, S and YUCESU, H S (2001). The potential of using vegetable oil fuels as fuel for diesel engines. Energ. Conserv. Mgmt., 42: 529-538.
AOCS (1997). Official Methods and Recommended Practices. American Oil Chemists’ Society, Champaign, IL.
ASTM (1997). Sec. 5 – Petroleun products; lubricants and fossil fuels. 1997 Annual Book of ASTM Standards. ASTM International, West Consnohocken, P.A.
CHANDLER, I E; HORNECK, F G and BROWN, G I (1992). The effect of cold flow additives on low-temperature operability of diesel fuels. SAE Technical Paper Series Paper No. 922186. Society of Automotive Engineers, Warrendale, USA.
DA SILVA, F; PRATA, A S and TEIXEIRA, J R (2003). Technical feasibility assessment of oleic sunflower methyl ester utilisation in diesel bus engines. Energ. Conserv. Mgmt., 44: 2857-2878.
DEMIRBAS, A (2007). Recent developments in biodiesel fuels. Int. J. Green Energ., 4: 15-26.
DUNN, R O (2002). Low-temperature flow properties of vegetable oil/cosolvent blend diesel fuels. J. Amer. Oil Chem. Soc., Vol. 79: 709-715.
DUNN, R O and BAGBY, M O (1995). Low-temperature properties of triglyceride-based diesel fuels transesterified methyl esters and petroleum middle distillate/ester blends. J. Amer. Oil Chem. Soc., Vol. 72: 895-904.
DUNN, R O; SHOCKLEY, M W and BAGBY, M O (1996). Improving the low-temperature properties of
alternative diesel fuels: Vegetable oil-derived methyl esters. J. Amer. Oil Chem. Soc., Vol. 73: 1719-1728.
GRABOSKI, M S and McCORMICK, R L (1998). Combustion of fat and vegetable oil derived fuels in diesel engines. Progr. Energ. Combust. Sci., 24: 125-164.
HAGEMANN, J W (1988). Thermal behavior and polymorphism of acyl-glycerides. Crystallization and Polymorphism of Fats and Fatty Acids (Garti, N and Sato, K, eds.). Marcel Dekker, Inc., New York, US. p. 9-95.
KALLIGEROS, S; ZANNIKOS, F; STOURNAS, S; LOIS, E; ANASTOPOULOS, G; TEAS, C and SAKELLAROPOULOS, F (2002). An investigation of using biodiesel/marine diesel blends on the performance of a stationary diesel engine. Biomass Bioenerg., 24: 141-149.
KNOTHE, G; DUNN, R O and BAGBY, M O (1997). Biodiesel: The use of vegetable oils and their derivatives as alternative diesel fuels. Fuels and Chemicals from Biomass (Saha, B C and Woodward, J, eds.). ACS Symposium Series 666, ACS, Washington, USA. p. 172-208.
LEE, I; JOHNSON, L A and HAMMOND, E G (1996). Reducing the crystallization temperature of biodiesel by winterizing methyl soyate. J. Amer. Oil Chem. Soc., Vol. 73: 631-636.
LEWTAS, K; TACK, R D; BEINY, D H M and MULLIN, J W (1991). Wax crystallisation in diesel fuel: Habit modification and the growth of n-alkane crystals. Advances in Industrial Crystallization (Davey, R J and Jones, A G, eds.). Butterworth-Heineman, Oxford, UK. p. 166-179.
LOIS, E; SERDARI, A; FRAGIOUDAKIS, K; KALLIGEROS, S and STOURNAS, S (2000). Impact of using biodiesels of different origin and additives on the performance of a stationary diesel engine. J. Eng. Gas Turb. Power, 122: 624-631.
MPOB (2005). MPOB Test Methods. A Compendium of Test on Palm Oil Products, Palm Kernel Products, Fatty Acids, Food Related Products and Others. MPOB, Bangi.
OOI, T L; TEOH, C M; YEONG, S K and AHMAD, S (2005). A new natural based pour point depressant for fatty alkyl esters. MPOB Information Series No. 279. MPOB, Bangi.

Journal of oil Palm research 21 (december 2009)
692
SEMENOV, V G (2003). Optimization of the composition of binary alternative diesel fuel. Chem. Technol. Fuels Oils, 39: 192-196.
SRIVASTAVA, A and PRASAD, R (2000) . Triglycerides-based diesel fuels. Renew. Sust. Energ. Rev., 4: 111-133.
TEOH, C M; RAMLI, N; OOI, T L; SAID, M and KASIM, Z (2005). Strategies for decreasing the pour point and cloud point of palm oil products. Eur. J Lipid Sci. Technol., 107: 505-512.
NEW COLUMNSInterested parties are invited to contribute ideas and comments related to the published articles or on how to improve the overall quality of the journal, so as to make it more presentable and useful to the readers.
Contributors are encouraged to abide by the guidelines stated below:
Guidelines for Letters to Editor
A ‘Letter to Editor’ should be concise. Please include your full name (add a pseudonym, if you like), address, gender and phone number (for reference only). You can send by e-mail, regular mail or fax (603-8922 3564). Personal information of sender will be kept confidential. Send your letter to: Malaysian Palm Oil Board, P.O. 10620, 50720 Kuala Lumpur (Attn: Publication Section) or e-mail us at: [email protected]
Some common guidelines are:
• There will be a very short word limit, which is strictly enforced. A general guideline would be 200-250 words.
• You must not submit the same letter to more than one publication at the same time.
• The letter should refer to a specific article recently published by JOPR.
• There is a strict deadline for responding to a given article. The sooner you respond to specific article, the more likely it is that your letter will be published.
Guidelines for Short Communications
• Short Communications are original short articles which are published with the objective of disseminating technical ideas of the originator without losing time. This will provide researchers with a venue where they can share their most current results and developments in the shortest possible time. The Short Communications, like regular papers will be reviewed by expert reviewers and evaluated by editor. Unlike regular papers, Short Communications will be published within six months of submission.
• Short communications should be prepared in a camera-ready format and limited to 2000 words and not more than four illustrations (i.e. Figures and Tables).
• Format: Abstract (~80 words), Keywords, Introduction, Materials and Methods, Results and Discussion, Conclusion and References.
• In order to help expedite the reviewing process, authors are advised to suggest a list of two unbiased potential reviewers to the Editor. Please include their names and e-mail addresses in the submission e-mail. These reviewers should not be related to the author, nor should they be associates or collaborators.

577
LABORATORY-SCALE PYROLYSIS OF OIL PALM PRESSED FRUIT FIBRES
temperatures. Moreover, the solid and liquid products are easier to handle, store and transport, and can be upgraded into better quality fuels. However, the technology has still not been used for the disposal of biomass from palm oil mills.
In Malaysia, the oil palm is one of the most important commercial crops, supplying palm oil for household and commercial consumption since 1917. There are presently 4.30 million hectares of oil palm plantations, which in turn produce over 100 million tonnes of biomass annually in the form of trunks (OPT) and fronds (OPF) from the fields; and also empty fruit bunches (EFB), shells (OPS) and pressed fruit fibres (PFF) from the mills (MPOB, 2007). For every tonne of fresh fruit bunches processed, 220 kg of EFB, 670 kg of mesocarp fibre, 70 kg of OPS, and 30 kg of palm kernel cake are produced. It has also been estimated that from 1 ha of land, about 1.63 t of dry PFF and 1.10 t of dry OPS are generated (Chan, 1999). Thus, large quantities of biomass, of the order of hundreds of tonnes of dry matter per annum, are produced. Almost 80% of this biomass is used directly as fuel for the boilers to generate heat and power in the mills.
Currently, some of the PFF are used for the production of boards, roof tiles, pulp and paper, animal feed, and activated carbon (Chan, 1999; Wan et al., 2007). Even so, large quantities of PPF
LABORATORY-SCALE PYROLYSIS OF OIL PALM PRESSED FRUIT FIBRES
KHOR KWAN HOOI*; ZAINAL ALIMUDDIN ZAINAL ALAUDDIN** and LIM KOON ONG*
Journal of Oil Palm Research Vol. 21 June 2009 p. 577-587
ABSTRACT
The slow pyrolysis of oil palm pressed fruit fibres (PFF) was investigated in a laboratory-scale pyrolyser at
terminal temperatures of 450°C to 800°C and a heating rate of 10°C min-1. The PFF was first pyrolysed in a
thermogravimetric analyser (TGA) to investigate their thermal characteristics and to determine their kinetic
parameters. Results from the laboratory-scale pyrolysis showed that as the terminal temperature increased,
the yields of solid char and total condensates decreased, but the non-condensable gases increased. The quality
of the char produced, which was found to be dependent on the terminal pyrolysis temperature, was of medium
grade, as its average ash content of 16.60% was high. The best PFF char with 69.91% fixed carbon and an
energy content of 27.07 MJ kg-1 was obtainable at a terminal pyrolysis temperature of 600°C. The chemical
characterization of the liquid products, which separate into two fractions, showed that they may be a potential
source of valuable fuel and chemical feedstocks.
INTRODUCTION
With the depletion of fossil fuels and concerns over carbon dioxide emissions, renewable biomass is now being considered as an important energy resource all over the world including Malaysia (Lim, 2000). Indeed, there are a number of biomass sources being considered as potential sources of fuels and chemical feedstocks. The interest in using biomass and its products as a fuel arose during the 1970s due to the increase in conventional fossil fuel prices. Due to this fact, pyrolysis has attracted considerable attention all over the world, and bio-oil is of particular interest also. Among the processes of energy production from biomass, pyrolysis is the most promising thermal conversion and even incurs low cost. The direct products are char, liquid and gas fuels, which can be obtained simultaneously at moderate pyrolysis
Keywords: pressed fruit fibres (PFF), slow pyrolysis, PFF char, PFF oil.
Date received: 23 June 2008; Sent for revision: 17 July 2008; Received in final form: 2 August 2008; Accepted: 8 April 2009.
* Bioenergy Laboratory, School of Physics, Universiti Sains Malaysia, 11800 Minden, Pulau Pinang, Malaysia. E-mail: [email protected]
** School of Mechanical Engineering, Engineering Campus, Universiti Sains Malaysia, 14300 Nibong Tebal, Seberang Perai Selatan, Pulau Pinang, Malaysia.

Journal of oil Palm research 21 (June 2009)
578
are still available from the mills. Information on the use of PFF as biofuel is still lacking, although a preliminary study on the briquetting of PFF with OPS had been done by Husain et al. (2002). Hence, projects were initiated at the Bioenergy Laboratory, Universiti Sains Malaysia, to explore the feasibility of converting not only the PFF, OPS (Khor et al., 2008c), and EFB (Khor and Lim, 2008b), but also the OPF (Khor and Lim, 2006) and OPT (Khor and Lim, 2008a) from the fields into more versatile forms of biofuel and chemicals. This article reports on the study on PFF. The thermochemical conversion method adopted for the study was slow pyrolysis, and the characteristics and properties of the products were investigated.
EXPERIMENTAL
Raw Materials
Astimar et al. (2002) reported that PFF, a lignocellulosic waste, consist of 32.4% cellulose, 38.2% hemicellulose and 20.5% lignin. Each of these components will contribute towards the formation of volatiles, gases and char when the lignocellulose is pyrolysed.
Figure 1 shows a picture of the fresh PFF which were procured from United Oil Palm Industry Sdn Bhd in Nibong Tebal. The PFF are a by-product from the mesocarp of the oil palm fruits after the oil has been extracted. They are fibrous, bulky and have a high moisture content of about 42%. Prior to use, the PFF were dried under the hot sun for five days, after which time their weight remained constant so that only an inherent moisture content of less than 10% was left. Proximate analysis, elemental composition
and calorific value determination according to ASTM procedures (ASTM International, 2008) were done to investigate the characteristics of PFF as a feedstock for the pyrolysis process.
Thermal and Kinetic Studies
A pre-study of the thermal behaviour of PFF and the kinetics of their pyrolysis would serve as a useful guide for determining suitable pyrolysis parameters for subsequent use. As such, particulated PFF samples weighing about 10 mg were heated in a dynamic nitrogen gas flow of 30 cm3 min-1 over a temperature range from ambient to 900oC. A thermogravimetric analyser (TGA/SDTA851) as per ASTM D 3850 was used to plot thermogravimetric (TG) and derivative thermogravimetric (DTG) curves which indicate the fractional weight loss of matter in the raw sample in relation to temperature and time.
Pyrolysis Reactor
Slow pyrolysis of the PFF was carried out using a laboratory-scale pyrolyser. The pyrolyser was basically a cylindrical stainless-steel container. This sample holder had a length of 15.0 cm and an internal diameter of 7.0 cm. The pyrolyser was heated externally in a muffle furnace (Type F62700-33-80), and the temperature was controlled by a microprocessor. The pyrolysis experiments were performed with about 110 g of dry (moisture contents < 10%) PFF packed inside this pyrolyser. The emissions of the pyrolysis process were recovered using a series of condensers. The schematic diagram of the slow pyrolysis test rig is shown in Figure 2.
Figure 1. Bundles of fresh pressed fruit fibres (PFF).

579
LABORATORY-SCALE PYROLYSIS OF OIL PALM PRESSED FRUIT FIBRES
Pyrolysis Experiments
The experiments were divided into two parts. The first part was carried out to determine the effect of pyrolysis temperature on pyrolysis yields. The terminal pyrolysis temperature once attained was maintained for 1 hr, and the terminal temperature range investigated was from 450oC to 800oC, increasing in steps of 50oC, while the rate of heating used was 10oC min-1. During pyrolysis, the emissions were led through an outlet port to two water-cooled condensers and the condensate was collected in two ice-cooled spherical flasks, following which there was also an outlet for the gaseous products that could not be condensed. Such gases were allowed to escape to the outside of the laboratory at the early stage, but eventually they were burned off to prevent air pollution.
The pyrolysis process resulted in a solid product of char, a liquid product and some non-condensable gases. The quantities of char produced were determined by weighing after the pyrolyser had been allowed to cool for at least 24 hr. However, the yield of condensable emissions was determined immediately after each pyrolysis run. The weight of non-condensable gases was estimated from the difference between the raw material weight and the yields of char and condensate. The small quantity of condensate trapped in the connecting pipe was not determined. For each terminal temperature value, three pyrolysis runs were carried out.
The second part of the experiments involved various analyses of the products. Proximate analyses were done to determine the quality of the solid product and its elemental composition. Proximate analyses for moisture, ash and volatile contents were done as per ASTM D 3173, D 3174 and D 3175, respectively, and were further confirmed by thermal gravimetric analysis. Thermal analysis of the char was performed using a TG analyser (Perkin Elmer/TGA7) coupled with a TG controller (Perkin Elmer/TAC7/DX). Elemental analysis of the PPF char was done using a CHNS analyser (Perkin Elmer 2400 Series II). The gross calorific value of the PFF char was determined using an adiabatic oxygen bomb calorimeter (Parr Model 1261). Standard procedures were adopted for all of the analyses which were performed on the products of each experimental run.
The condensable emissions, or the condensates, which were examined immediately after the pyrolysis process, were found, after filtration, to separate into a more aqueous fraction and a rather viscous tarry fraction. The pH and density values of the aqueous fraction were determined. The maximum yield of tarry fraction was selected for further analysis, and it was labelled as PFF oil. The PFF oil obtained was analysed for its elemental composition and calorific value according to ASTM D 3176 and D 5865, respectively. The functional chemical groups in the tarry and aqueous fractions were identified by their Fourier Transform Infra-red spectra obtained
Figure 2. Schematic diagram of the slow pyrolysis test rig.

Journal of oil Palm research 21 (June 2009)
580
by using a FT-IR spectrometer (Perkin Elmer FT-IR 2000). Standard procedures for the operation of the above spectrometer were followed.
RESULTS AND DISCUSSION
Table 1 indicates that oven-dried raw PFF had only inherent moisture left, had a rather high volatile content and a low amount of fixed carbon. This higher percentage of volatiles usually resulted in more liquid pyrolysis products. The ash content, however, appeared to be of medium level. As expected, the gross calorific value of the raw PFF was lower than that of coal (~24 MJ kg-1). Results of the elemental analysis indicate that PFF is rather
environment friendly, with small amounts of nitrogen and sulphur.
Although the chemistry of biomass is quite complex, it is generally assumed that biomass has three major constituents – hemicellulose, cellulose and lignin – according to the mass loss curve from thermogravimetric analysis. The TG and DTG profiles for PFF recorded for the temperature range of 30oC to 900oC, with a heating rate of 10oC min-1, are shown in Figure 3. According to the TG curve, the main pyrolysis reactions included depolymerization, decarboxylation and cracking, which took place over a temperature range of 200oC -700oC.
The TG plot presented in Figure 3 shows that heat propagated into the raw PFF and drove off the inherent moisture, which was about 9.65% of the
TABLE 1. COMPOSITION OF THE RAW PRESSED FRUIT FIBRES (PFF) (values shown are the averages of three runs)
Proximate analysis (wt. %) Elemental analysis (wt. %) (sun-dried) (sun-dried)
Moisture ASTM D 3173 9.02 Carbon 45.18
Volatiles ASTM D 3176 71.34 Hydrogen 5.52
Ash ASTM D 3175 7.13 Nitrogen 1.10
Fixed carbon By difference 12.51 Sulphur 0.35 Oxygen (by difference) 40.72
Higher calorific value ASTM D 5865 18.76 MJ kg-1 H/C molar ratio 1.466
O/C molar ratio 0.676
Empirical formula CH1.466O0.676N0.021S0.003 N/C molar ratio 0.021
S/C molar ratio 0.003
Figure 3. Thermogravimetric (TG) and derivative thermogravimetric (DTG) plots for pyrolysis of pressed fruit fibres (PFF) at a heating rate of 10oC min-1.
Temperature / oC
200 400 600 800
Wei
ght l
oss
/ wt%
0
20
40
60
80
100
120
Der
ivat
ive
wei
ght l
oss
/ wt%
min
-1
-0.06
-0.05
-0.04
-0.03
-0.02
-0.01
0.00
Thermogram Derivative thermogram

581
LABORATORY-SCALE PYROLYSIS OF OIL PALM PRESSED FRUIT FIBRES
sample weight, at about 110oC. This is comparable to the data in Table 1. At a heating rate of 10oC min-1, thermal degradation of raw PPF was initiated at approximately 200oC, and the rate was maximum between 250oC and 300oC. At a temperature of about 600oC, the devolatization process of the sample was almost complete. The residue as char was left about 20% of the sample weight. From these data, it can be concluded that the operation of a pyrolysis system at a terminal temperature of not much more than 700oC should result in a reasonably high yield of char.
The TGA results for PFF showed two main regimes of weight loss: the lower temperature regime (200oC-300oC) could be correlated with the decomposition of hemicellulose and the initial stages of cellulose decomposition, while the upper temperature regime (300oC-400oC) correlated mainly with the later stages of cellulose decomposition. Lignin thermal decomposition occurred throughout the temperature range of pyrolysis (200oC-900oC). From the DTG curve in Figure 3, two distinct peaks at temperatures of around 280oC (at a devolatilization rate of 0.0482 weight loss min-1) and 330oC (at a devolatilization rate of 0.0473 weight loss min-1) corresponded to the thermal decomposition of hemicellulose and cellulose, respectively.
The kinetic parameters of thermal decomposition were calculated by the Arrhenius equation, using a three-step consecutive reaction model (Guo and Lua, 2001):
da ––– = k(1-a)n
(1)
dt
where a is defined as (w0 – w)/(w0 – wf), while w0 is the initial mass of the sample, w is the actual mass at time t, wf is the mass of residue at the end of the reaction, t is the reaction time, n is the reaction order, and k is the rate constant of reaction which is defined as:
k = Ae-E/RT (2)
In equation 2, A is the pre-exponential factor, E is the apparent activation energy of the decomposition, R is the ideal gas constant, and T is the temperature. Both parameter values, A and E with their n-order of reactions, and also the thermal degradations at different temperature regimes are listed in Table 2.
Based on the above data, the actual pyrolysis experiments using the laboratory-scale pyrolyser were then carried out under the conditions indicated above in the section of Pyrolysis Experiments. For these experiments, the yield of char was defined as:
weight of PFF char produced–––––––––––––––––––––––––––
weight of dry raw PFF used
and the yield of condensates is defined as: weight of PFF condensates collected (whether tarry or aqueous fraction)
–––––––––––––––––––––––––––––––weight of dry raw PFF used
The data in Table 3 indicates that an increase in the pyrolysis temperature led to a decrease in char and total condensate (at 450oC-600oC) yields but an increase in the yield of non-condensable gases. The decrease in the char yield with increasing temperature could either be due to a greater primary decomposition of the PFF at higher temperatures or through the secondary decomposition of the char. The secondary decomposition of the char at higher temperatures might also have produced non-condensable gaseous products, thus contributing to the increase in the non-condensable gas yield as the pyrolysis temperature increased (Klass, 1998). The total condensate yield for all runs was nearly 40%, with a higher yield of 42.03% at 450oC, but it was almost constant at higher temperatures, with the tarry fraction being about 40% of the total condensates collected.
Figure 4 shows the results of the proximate analysis done on the PFF char. Not much dependence on terminal temperature was observed for the moisture and ash contents, although the latter showed a slight increase with increasing terminal temperature. Average values of 5.27% moisture content and 16.60% ash were found. As the products were allowed two days to equilibrate with the laboratory environment, the moisture content of the char is perhaps of little significance. The ash content increased by more than two times when compared to the value for the raw PFF. The fixed carbon content increased as the terminal temperature
TABLE 2. KINETIC PARAMETERS OF THE THERMAL DECOMPOSITION OF PRESSED FRUIT FIBRES (PFF)
Kinetic parameter Temperature zone (oC)
Entire reaction zone 200-300 300-400 400-700
A (s-1) 2.96E+5 2.29E+6 3.13E+12 4.94E+11
E (kJ mol-1) 87 90 17 203
n 2.5 1.0 2.0 3.5
R2 0.9284 0.9837 0.9850 0.8100
Total degradation (%) 84.55 27.29 27.51 16.71

Journal of oil Palm research 21 (June 2009)
582
increased, because more volatiles were driven off at elevated temperatures. However, the increase was not significant once a terminal temperature of about 600oC was reached. As such, it may not be necessary to carbonize the PFF beyond 600oC. This is in agreement with the conclusion drawn from the TGA studies.
Table 4 shows the elemental composition and calorific value of the char at varying terminal temperatures of pyrolysis. Although there was a slight drop in the carbon content beyond 600oC, it
generally increased as the terminal temperature increased, while the hydrogen content decreased because of dehydrogenation reactions (Strezov et al., 2007). The percentage of the carbon content tallied well with the values found for the fixed carbon content. However, the nitrogen content did not exhibit any clear trend in relation to terminal temperature. In line with the carbon content, the calorific value increased when the terminal temperature increased, except for a slight drop at 650oC and beyond.
TABLE 3. A COMPARISON OF PYROLYSIS PRODUCT YIELDS FOR VARIOUS PYROLYSIS TEMPERATURES (values shown are the averages of three runs)
Terminal temperature Char yield Condensate Non-condensible of pyrolysis (oC) (wt. %) Tarry fraction Aqueous fraction Total gases (wt. %)
450 34.82 15.99 26.04 42.03 23.15
500 33.10 16.61 22.27 38.88 28.02
550 31.10 14.08 23.45 37.53 31.37
600 30.64 14.39 21.83 36.22 33.14
650 29.15 15.33 20.85 36.18 34.77
700 28.85 14.61 21.45 36.06 35.09
750 28.13 17.25 18.77 36.02 35.85
800 25.89 15.03 22.22 37.25 36.86
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
4 0 0 4 5 0 5 0 0 5 5 0 6 0 0 6 5 0 7 0 0 7 5 0 8 0 0 8 5 0
T e r m i n a l t e m p e r a t u r e o f p y r o l y s i s / º C
%
M o i s t u r e c o n t e n t
V o l a t i l e m a t t e r
A s h c o n t e n t
F i x e d c a r b o n
Figure 4. Proximate analysis of pressed fruit fibres (PFF) char at various pyrolysis temperature (points shown are averages from three runs).

583
LABORATORY-SCALE PYROLYSIS OF OIL PALM PRESSED FRUIT FIBRES
The atomic ratios H/C and O/C are often used to characterize conventional fossil fuels. The ratios of H/C versus O/C for chars generated at different temperatures are presented in Figure 5. It is obvious that the H/C and O/C ratios of all the chars were much lower than that of the raw material, and char No. 4 had the lowest O/C, but the lowest H/C belonged to char No. 8. A comparison of the chars with the O/C and H/C values for coal showed that all the chars, especially those obtained at higher temperatures, corresponded to the regions occupied by anthracite, bituminous coal and lignite (McKendry, 2002).
The results relating to the quality of the PFF chars, as discussed above, indicate that the char produced at a terminal pyrolysis temperature of 600oC was of
fairly good quality with a fixed carbon content of 69.91% (or 72.43% carbon content) and a calorific value of 27.07 MJ kg-1, but the ash content of 16.67% was on the high side. Even so, depending on the application, the product was still judged as being suitable for use in barbecues after briquetting.
The condensates collected, even after 2 hr of standing, were found to be not homogeneous as two fractions – one fraction consisting of insoluble tar and the other of a less oily aqueous fraction – were observed. These fractions were separated by filtration, as most of the tarry substance could not get through the Whatman No. 1 filter paper. This observation is similar to that reported by Soltes and Elder (1981) when wood was pyrolysed.
TABLE 4. ELEMENTAL ANALYSIS OF PRESSED FRUIT FIBRES (PFF) CHARS AND THEIR CALORIFIC VALUES (values shown are the averages from three runs)
Sample Terminal Elemental analysis Higher temp. of (dry, ash and sulphur-free basic) calorific
pyrolysis C H N O O/C H/C value (oC) (wt. %) (wt. %) (wt. %) (wt. %) molar molar (MJ kg-1) by diff. ratio ratio
1 450 65.22 2.59 1.49 30.70 0.3530 0.4765 23.54
2 500 66.63 2.08 1.74 29.55 0.3326 0.3746 24.97
3 550 68.80 1.53 1.34 28.33 0.3088 0.2669 25.53
4 600 72.43 1.30 1.44 24.83 0.2571 0.2154 27.07
5 650 71.37 1.04 1.36 26.23 0.2756 0.1749 26.89
6 700 70.04 0.98 1.42 27.56 0.2951 0.1679 26.59
7 750 69.54 0.76 1.43 28.27 0.3049 0.1311 26.67
8 800 69.26 0.64 1.46 28.64 0.3101 0.1109 26.37
Figure 5. Van Krevelen diagram for raw pressed fruit fibres (PFF) and its chars obtained at different terminal temperatures (numbers 1 to 8 correspond to the sample numbers in Table 4).
1
2
3
4
5
78
6
0 .00
0 .10
0 .20
0 .30
0 .40
0 .50
0 .60
0 .0 0 0 .0 5 0 .10 0 .1 5 0 .2 0 0 .2 5 0 .30 0 .3 5 0 .4 0
O/C
H/C
• PPF (0.613, 1.458)

Journal of oil Palm research 21 (June 2009)
584
The pH value of the aqueous fraction was about 3, indicating that it was quite acidic. It had an average density of 1015 kg m-3 and consisted of numerous chemical compounds that could be identified using a GC/MS. The main constituents may be similar to wood vinegar, which has many applications in agriculture such as fertilizer, for soil improvement, etc.
The PFF oil had a gross calorific value of 28.35 MJ kg-1, and can be used as a liquid fuel. Therefore, the CHNS contents were also determined, and the data were compared to that of bio-oil obtained from hardwood (Solantausta et al., 1993). The comparison is tabulated in Table 5.
Table 5 shows that the carbon, hydrogen, nitrogen and sulphur contents of PFF oil were somewhat higher than hardwood bio-oil, while only the oxygen content was lower. Even though PPF oil appeared to be of slightly higher quality, these two types of oil were rather similar, which indicates that PFF could
Figure 6. FT-IR spectra of the tarry fraction.
be used to produce a bio-oil comparable to that from hardwood. However, the high oxygen content of these bio-oils will affect their fuel quality (Zhang et al., 2007).
The FT-IR spectra of both the tarry and aqueous fractions of the condensates are shown in Figures 6 and 7, respectively. The spectral data show that alcohol, ketone, ester and carboxylic acid groups were the major oxygenated compounds present in both the tarry and aqueous fractions. Both also contained a moderate concentration of hydrocarbons, but their quantities in the tarry fraction were higher. Traces of aromatic ring compounds were found in the aqueous fraction. Even though both FT-IR spectra had rather similar functional groups, the water content in the aqueous fraction was definitely very high. The functional group compositions for both fractions as presented in Table 6 indicate that the fractions may be fairly good sources of chemicals.
TABLE 5. A COMPARISON OF THE RESULTS OF ELEMENTAL ANALYSIS OF FRESSED FRUIT FIBRES (PFF) OIL WITH BIO-OIL FROM HARDWOOD
(each value for the PFF oil is the average of three runs)
Elemental analysis Method PFF oil Bio-oil from hardwood*(dry, ash-free basis) (wt. %) (wt. %)
Carbon ASTM D 5373 58.31 55.5
Hydrogen ASTM D 5373 7.05 6.7
Oxygen By difference 32.47 37.7
Nitrogen ASTM D 5373 1.72 0.1
Sulphur ASTM D 4239 0.45 0.00
H/C By calculation 1.451 1.45
O/C By calculation 0.418 0.51
N/C By calculation 0.025 0.002
S/C By calculation 0.003 0.00
Empirical formula By calculation CH1.451O0.418N0.025 CH1.45O0.51N0.002
Note: *Data from Solantausta et al. (1993).
4 000.0 3 000 2 000 1 500 1 000 400.019.6
25
30
35
40
45
50
55
60
65
7072.2
cm-1
%T
3 345
2 925
2 854
1 710
1 606
1 595
1 515
1 502
1 466
1 378
1 271
1 118
1 072
1 038
965814
753
692
509
PFF Oil

585
LABORATORY-SCALE PYROLYSIS OF OIL PALM PRESSED FRUIT FIBRES
Figure 7. FT-IR spectra of the aqueous fraction.
62.98
62.562.0
61.5
61.0
60.560.0
59.5
59.0
58.5
58.0% T57.5
57.0
56.556.0
55.5
55.0
54.554.0
53.5
4 000.0
3 3793 243
2 9621 704
1 660
1 581
1 511
1 459
1 2761 101
1 0791 066
928
803756
3 600 3 200 2 800 2 400 2 000 1 800cm-1
1 600 1 400 1 200 1 000 800 600 400.0
PFF Vinegar
TABLE 6. FT-IR FUNCTIONAL GROUP COMPOSITIONS OF THE TARRY AND AQUEOUS FRACTIONS FROM THE PYROLYSIS OF FRESSED FRUIT FIBRES (PFF)
Wave number Wave number Group Class of compoundrange (cm-1) (cm-1)
Tarry Aqueous fraction fraction
3 300 3 345 3 379, 3 243 O-H stretching Polymeric O-H, water impurities-3 600
3 050 2 925, 2 854 2 962 C-H stretching Alkanes-2 800
1 750 1 710 1 704, 1 660 C=O stretching Ketones, aldehydes, carboxylic acids-1 650
1 650 1 606, 1 595 1 581 C=C stretching Alkenes-1 580
1 550 1 515, 1 502 1 511 NO2 stretching Nitrogenous compounds-1 490
1 470 1 466, 1 378 1 459 C-H bending Alkanes-1 350
1 300 1 271, 1 118, 1 276, 1 101, C-O stretching Primary, secondary and tertiary -950 1 072, 1 038, 1 079, 1 066, O-H bending alcohols, phenols, esters, ethers 965 928
915 814, 753, 803, 756 C-H deformation Aromatic compounds-650 692, 509

Journal of oil Palm research 21 (June 2009)
586
CONCLUSION
1. Work on the slow pyrolysis of PFF was carried out in a laboratory-scale pyrolyser at eight different pyrolysis temperatures with a heating rate of 10oC min-1. The pyrolysis products from PFF biomass consisted of solid char, condensable organic liquids, non-condensable gases and water. When the pyrolysis temperature was elevated, gas yield increased and the total condensate and char yields decreased.
2. The main product of PFF char with 69.91% fixed carbon and an energy content of 27.07 MJ kg-1 was obtainable at a terminal pyrolysis temperature of 600oC. The product obtained was of medium quality, as the ash content of 16.67% was quite high. However, it would be possible to use the product as a solid fuel where high ash content does not pose a problem. Moreover, the char could be ground easily, due to its friable nature, and then formed into briquettes, with a binder for densification.
3. The total condensate obtained at a terminal temperature of 750oC was separated into two fractions: a tarry and an aqueous fraction. Both fractions were analysed by FT-IR, and it was found that they can be sources of different ketones and acidic compounds, as well as phenolic compounds, if proper extraction processes can be adopted for the recovery of these chemicals. The PFF oil is a potential bio-oil with an energy content of 28.35 MJ kg-1, and can be used as a liquid fuel. This complex mixture is highly-oxygenated, with a great amount of macro molecules, such as esters, ethers, aldehydes, ketones, phenols, carboxylic acids and alcohols.
4. The gaseous products that were non-condensable were not investigated. However, they are combustible and thus can be recycled and used as fuel in a commercial char retort.
ACKNOWLEDGEMENT
This work was supported by a Graduate Research Grant from the Institute of Graduate Studies of Universiti Sains Malaysia. The authors wish to thank United Oil Palm Sdn Bhd, Nibong Tebal for the supply of PFF.
REFERENCES
ANNUAL BOOK OF ASTM STANDARDS (2008). Section 05: Petroleum Products, Lubricants and Fossil Fuels. Vol. 05.01-05.06.
ASTIMAR, A A; KUMUDESWAR, D; MOHD, H and ANIS, M (2002). Effects of physical and chemical pre-treatment on xylose and glucose production from oil palm press fibre. J. Oil Palm Research Vol. 14 No. 2: 10-17. CHAN, K W (1999). Biomass production in the oil palm industry. Oil Palm and the Environment - A Malaysian Perpective (Singh, G; Lim, K H; Teo, L and Leek, D, eds.). MPOPC, Kuala Lumpur. p. 41-53. GUO, J and LUA, A C (2001). Kinetic study on pyrolytic process of oil-palm solid waste using two-step consecutive reaction model. Biomass and Bioenergy, 20: 223-233.
HUSAIN, Z; ZAINAL, Z A and ABDULLAH, Z (2002). Briquetting of palm fibre and shell from the processing of palm nuts to palm oil. Biomass and Bioenergy, 22(6): 505-509.
KHOR, K H and LIM, K O (2006). Carbonization of oil palm fronds. International Energy J., 7(4): 107-116.
KHOR, K H and LIM, K O (2008a). Laboratory scale pyrolysis of oil palm trunks. Energy Sources. Part A. In press.
KHOR, K H and LIM, K O (2008b). Slow pyrolysis of oil palm empty fruit bunches. International Energy J., 9(3): 181-188.
KHOR, K H; LIM, K O; ZAINAL, Z A and MAH, K F (2008c). Small industrial scale pyrolysis of oil palm shells and characterizations of their products. International Energy J., 9(4): 251-258.
KLASS, D L (1998). Biomass for Renewal Energy, Fuels and Chemicals. Academic Press, San Diego. p. 225-269.
LIM, K O (2000). Meeting Malaysia’s future energy demand with energy plantations. Proc. of the World Renewable Energy Congress VI (Part II). Brighton, United Kingdom, 1-7 July 2000. p. 1404-1407.
McKENDRY, P (2002). Energy production from biomass (Part 1): conversion technologies. Bioresource Technology, 83: 37-46.
MPOB (2007). Economy and statistics. http//econ.mpob.gov.my/economy/EID_web.htm (accessed on 12 June 2008).
SOLANTAUSTA, Y; NYLUND, N O; WESTERHOLM, M; KOLJONEN, T and OASMAA, A (1993). Wood pyrolysis oil as fuel in a diesel-power plant. Bioresource Technol., 46: 177-188.

587
LABORATORY-SCALE PYROLYSIS OF OIL PALM PRESSED FRUIT FIBRES
SOLTES, E J and ELDER, T J (1981). Pyrolysis. Organic Chemicals from Biomass (Goldstein, I S, ed.). CRC Press, Boca Raton, Florida. p. 64-95.
STREZOV, V; PATTERSON, M; ZYMLA, V; FISHER, K; EVANS, T J and NELSON, P F (2007). Fundamental aspects of biomass carbonization. J. Analytical Applied Pyrolysis, 79(1-2): 91-100.
WAN, A I; WAN, R K and MOHD NOR, M Y (2007). Turning Oil Palm Residues into Products. Research Pamphlet No. 127, FRIM, Kepong.
ZHANG, Q; CHANG, J; WANG, T J and XU, Y (2007). Review of biomass pyrolysis oil properties and upgrading research. Energy Conversion and Management, 48(1): 87-92.

MPOB INFORMATION SERIES • ISSN 1511-7871 • JUNE 2008 MPOB TS No. 44
DETERMINATION OF LUBRICITY OF BIODIESEL AND DIESEL FUEL
441
L
Malaysian Palm Oil Board, Ministry of Plantation Industries and Commodities, MalaysiaP. O. Box 10620, 50720 Kuala Lumpur, Malaysia. Tel: 03-87694400 Website: www.mpob.gov.my Telefax: 03-89259446
by: YUNG CHEE LIANG; CHOO YUEN MAY and MA AH NGAN
ubricity is defined as the ability of a liquid to provide hydrodynamic and/or boundary lubrication to prevent wear between moving parts; or the ability to reduce friction between
solid surfaces in relative motion. Thus, diesel fuel with poor lubricity will contribute to wear and tear in the fuel system of diesel engines.
Various international standard specifications for diesel fuel, such as the European Standard Specification for Diesel Fuel (EN590), Worldwide Fuel Charter and US Diesel Fuel Specification (ASTM D975) specify the wear scar diameter (WSD) from a high frequency reciprocating rig (HFRR) of 400 to 520 µm as the acceptable limits (Table 1).
TABLE 1. SPECIFICATION ON LUBRICITY IN INTERNATIONAL STANDARDS FOR FOSSIL DIESEL FUEL
Standard Maximum wear scar diameter (µm)
European Standard Specification for Diesel Fuel (EN 590) 460
Worldwide Fuel Charter 400
Performance Requirement and Test Method for Assessing Fuel Lubricity (SAE J 2265) 450
Engine Manufacturers Association (EMA) 450
Diesel Fuel Specification (ASTM D 975) 520
The referee method for measuring lubricity is the High Frequency Reciprocating Rig (HFRR) test (ASTM D 6079), which measures the wear scar diameter on a specimen ball rubbed against a disk under specified conditions. As bigger scar indicates poorer lubricity, the standards specify the maximum diameter.
HIGH FREQUENCY RECIPROCATING RIG (HFRR) TEST
The fuel is evaluated using the HFRR test system. Briefly, a steel ball is held against a stationary disk with a load of 200 g and rubbed back and forth at a frequency of 50 Hz for 75 min. The diameter of the wear scar produced on the steel ball is measured.

For more information kindly contact:
Director-GeneralMPOB
P. O. Box 1062050720 Kuala Lumpur, Malaysia.
Tel: 03-87694400Website: www.mpob.gov.my
Telefax: 03-89259446
Temperature : 60 ± 2°CStroke length : 1 ± 0.02 mmFluid volume : 2 ± 0.2 mlFrequency : 50 ± 1 HzLoad : 200 ±1 gTime : 75 ± 0.1 min
Cost of analysis: RM 1000 per sample
Figure 2. Standard test conditions for determination of lubricity by ASTM D6079
Figure 1. High frequency reciprocating rig (HFRR) test system.

MPOB INFORMATION SERIES • ISSN 1511-7871 • JUNE 2009 MPOB TS No. 60
EVALUATION OF VEHICLE PERFORMANCE FORRESEARCH AND DEVELOPMENT
486
T
Malaysian Palm Oil Board, Ministry of Plantation Industries and Commodities, MalaysiaP. O. Box 10620, 50720 Kuala Lumpur, Malaysia. Tel: 03-87694400 Website: www.mpob.gov.my Telefax: 03-89259446
MOHD RAMDHAN MOHD KHALID; SALMAH JAHIS and ROPANDI MAMAT
he Malaysian Palm Oil Board (MPOB) has been involved in palm biodiesel research and development since the 1980s. Various experiments and field trials have been conducted searching
for a better, cleaner and renewable fuel either using crude palm oil, palm olein or palm methyl ester for the diesel engine. Among the important parameters evaluated during the study are the effects of biodiesel on vehicle performance and emission. To conduct these assessments, MPOB has equipped itself with the necessary testing equipment. With these facilities, MPOB is extending services for evaluating vehicle per-formance to the industry and scientific community for research and development purposes.
CHASSIS DYNAMOMETER
Automobiles are required to meet increasingly stringent emissions and safety standards. In many cases, dynamic testing is the only way to adequately measure vehicle performance. A dynamometer or dyno is a device used to measure power and torque of an engine. A dyno that can measure power and torque without removing the engine from the frame of the vehicle is known as a chassis dyno. A chassis dynamometer (also called a rolling road dynamometer) is capable of simulating driving situations in a controlled environment (Figure 1).
Generally, chassis dynamometers are typically used to:
• determine vehicle power and torque;• supplement engine dynamometer testing; • measure driveline losses; • measure accurate vehicle output; and • measure fuel consumption, noise or emissions
of vehicle.
Among the evaluations offered by MPOB using the chassis dynamometer testing facilities are:
1. Power curve test. The Horsepower Curve Test performs a sweep-type power measurement test on the vehicle to determine the vehicle’s power (kW) and torque (Nm). This test routine supports both a fixed-sweep-time mode and a vehicle-simulation-loading mode. The vehicle-simulation-loading mode will most accurately reflect the actual power that the vehicle will deliver when in use, while a fixed-sweep-time mode test can be used for comparing against test-stand dynamometer values.
2. Timing. These tests allow for the timing-type vehicle testing routines such as Quarter Mile Sprint, Standing Start Acceleration, Passing Acceleration, etc.
Figure 1. Chassis dynamometer.

For more information kindly contact:
Director-GeneralMPOB
P. O. Box 1062050720 Kuala Lumpur, Malaysia.
Tel: 03-87694400Website: www.mpob.gov.my
Telefax: 03-89259446
3. Emissions. These tests comprise the emissions testing routines for vehicles, such as:
a) Drivers Trace (IM240/FTP/etc). This is a (non-certified) IM-240/FTP/etc. type transient emissions test.
b) ASM 50/15. This is a (non-certified) ASM 50/15 type emissions test.
c) ASM 25/25. This is a (non-certified) ASM 25/25 type emissions test.
d) Lug down. This is a (non-certified) diesel lug-down exhaust opacity test.
The current set-up and facilities are only capable of fitting and handling a light-duty vehicle (less than 3500 kg gross vehicle weight).
Specifications of the chassis dynamometer at MPOB:
Maker : Mustang DynamometerModel : MD-600
Horsepower : 1000 hp (735 kW) maximum measurement capability 750 hp (550 kW) peak absorptionLoading : Air-cooled eddy current power absorberMaximum speed : 200 mph (320 km hr-1)Inertia : Approx. 2150 lbs (975 kg)Axle weight : 6000 lbs (2722 kg) maximum
TERMS AND CONDITIONS OF SERVICES
1. The starting date of testing is subject to the availability of the testing facilities.
2. Fuel and vehicles for testing are to be provided by the customer.
3. Services provided to the customer shall not in any way constitute an endorsement by MPOB of the end-product and/or its performance thereof, and none shall therein be inferred.
4. MPOB does not in any way warrant that the result of the laboratory analysis conducted hereunder for the services shall be in any way suitable, capable and/or compatible for use in commercial vehicles and/or other commercial applications thereto.

similar and can be grouped into three categories: 1. Snap acceleration test (SAE J1667 – February 1996);2. Constant speeds/loads measurement; and3. Engine emission cycles.
MPOB DIESEL GAS EMISSION TESTING EQUIPMENT
Gas Analyser Integrated with a Chassis DynamometerThis system (Figure 1) combines a gas analyser measuring O2, CO, CO2, NOX, HC, exhaust temperature, oil temperature, engine revolution per minute (rpm), and exhaust backpressure. The system incorporates a high-flow pump with United States Environmental Protection Agency (EPA) compliant sample-conditioning techniques to deliver a clean, cool and properly conditioned exhaust sample to the gas analyser. This system has been integrated with a chassis dynamometer to ensure that the tests can be conducted according to the international standard for the emission cycle test.
Figure 1. Gas analyser with heated total hydrocarbon.
MPOB INFORMATION SERIES • ISSN 1511-7871 • JUNE 2009 MPOB TS No. 61
DIESEL VEHICLE AND ENGINE GAS EMISSION ASSESSMENTS FOR RESEARCH AND DEVELOPMENT
487
T
Malaysian Palm Oil Board, Ministry of Plantation Industries and Commodities, MalaysiaP. O. Box 10620, 50720 Kuala Lumpur, Malaysia. Tel: 03-87694400 Website: www.mpob.gov.my Telefax: 03-89259446
MOHD RAMDHAN MOHD KHALID; SALMAH JAHIS and ROPANDI MAMAT
he Malaysian Palm Oil Board (MPOB) has been involved in palm biodiesel research and development since the 1980s. Various experiments and field trials have been conducted searching
for a better, cleaner and renewable fuel either using crude palm oil, palm olein or palm methyl ester for the diesel engine. Among the important parameters evaluated during the studies are the effects of biodiesel on vehicle performance and gas emission. To conduct these assessments, MPOB has equipped itself with the necessary testing equipment.
MPOB would like to offer some of the testing facilities related to gas emission assessment to the industry and scientific community for research purposes.
GAS EMISSIONS
Standards for gas/exhaust emission (called ‘tailpipe emission’) relating to the automotive engines – either petrol or diesel engines – stipulate the maximum limit of allowable pollutants in exhaust gases emitted from a vehicle. The regulated emissions enforced for the vehicle or any engine running on diesel and the following parameters for gases have been included in the exhaust emission standards:
• particulate matter (PM);• oxides of nitrogen (NOx) which include NO
and NO2;• hydrocarbons (HC) either regulated as Total
Hydrocarbon (THC) or combined with NOx; and
• carbon monoxide (CO).
Every country has its own emission measurement methods. However, these methods are almost

For more information kindly contact:
Director-GeneralMPOB
P. O. Box 1062050720 Kuala Lumpur, Malaysia.
Tel: 03-87694400Website: www.mpob.gov.my
Telefax: 03-89259446
Gas Analyser (portable type)A gas analyser is most commonly used for maintenance and trouble-shooting of commercial and industrial combustion systems, such as steam boilers, burners, liquid and gaseous fuel fired reciprocating engines and turbines, and performance testing of combustion and pollution control devices. The ECOM-AC portable emission-analyser system (Figure 2) is fitted with four to seven gas sensors, including for O2, CO (two ranges), NO, NO2, SO2, combustibles and opacity.
Figure 2. ECOM-AC portable emission- analyser.
Technical Specifications
Parameter Range Resolution Accuracy (%)Oxygen, O2 0.0% – 21.0% 0.1% ± 0.1 Carbon monoxide, CO 0 – 4 000/40 000 ppm 1.0 ppm ± 2Nitric oxide, NO 0 – 4 000 ppm 1.0 ppm ± 2 Nitrogen dioxide, NO2 0 – 500 ppm 1.0 ppm ± 2 NOx (NO + NO2) 0 – 4 500 ppm 1.0 ppm ± 2 Hydrocarbons (HFID) 0 – 10/100/1 000/10k ppm 0.1 ppm ± 2
Technical SpecificationsParameter Range Resolution Accuracy (%)Oxygen, O2 0%-21% 0.1% vol. ± 2 Carbon monoxide, CO 0 – 4 000/40 000 ppm 1.0 ppm ± 2Nitric oxide, NO 0-4 000 ppm 1.0 ppm ± 2 Nitrogen dioxide NO2 0-500 ppm 1.0 ppm ± 2 Sulphur dioxide, SO2 0-5 000 ppm 1.0 ppm ± 2 Combustibles (H) 0%-6% 0.01% vol. ± 2
Opacity MeterThis equipment (Figure 3) is used for measuring the smoke level or opacity of the diesel engine, and is normally used for vehicle inspection by the authorities such as the Department of Road Transport, PUSPAkOM and others. Using free acceleration or steady state test procedures, the opacity meter will provide data on the percentage of smoke density produced by the engine.
Technical SpecificationsOpacity measurementRange (HSU Scale) : 0% - 100%Resolution : 0.1%
Speed measurement (optical/clamp-on sensors)Range (rpm) : 200-6000 rpmResolution : 10 rpmAccuracy : 1% + 10 rpm
TERMS AND CONDITIONS OF SERVICES
1. The starting date of testing is subject to the availability of the testing facilities.
2. Fuel and vehicles for testing are to be provided by the customer.
3. Services provided to the customer shall not in any way constitute an endorsement by MPOB of the end-product and/or its performance thereof, and none shall therein be inferred.
4. MPOB does not in any way warrant that the result of the laboratory analysis conducted hereunder for the services shall be in any way suitable, capable and/or compatible for the use in commercial vehicles and/or other commercial applications thereto.
Figure 3. Hartridge Smokemeter 4.

MPOB INFORMATION SERIES • ISSN 1511-7871 • JUNE 2009 MPOB TS No. 65
DETERMINATION OF IGNITION DELAY AND DERIVED CETANE NUMBER OF BIODIESEL AND DIESEL FUEL
491
C
Malaysian Palm Oil Board, Ministry of Plantation Industries and Commodities, MalaysiaP. O. Box 10620, 50720 Kuala Lumpur, Malaysia. Tel: 03-87694400 Website: www.mpob.gov.my Telefax: 03-89259446
YUNG CHEE LIANG; CHOO YUEN MAY and MA AH NGAN
etane number is a defined parameter designed to provide an indication of the ignition quality of diesel fuels. A higher cetane number means that the fuel has better ignition quality than
fuels with lower cetane numbers. Cetane number is a measure of a fuel’s ignition delay, which is the time period between the start of injection and the start of combustion of the fuel in the engine. A fuel which has a shorter ignition delay will have a higher cetane number and vice versa.
PRINCIPLE
In the present test, an ignition quality tester (IQTTM) (Figure 1) is used to determine the ignition delay
Figure 1. Ignition quality tester (IQTTM).
and subsequently the derived cetane number. A small sample is injected into a heated, temperature-controlled constant volume chamber which has previously been charged with compressed air. Each injection produces a single-shot, compression ignition combustion cycle. Ignition delay is measured using sensors that detect the start of the fuel injection and the start of significant combustion for each cycle (Figure 2). A complete sequence comprises 15 preliminary cycles and 32 test cycles. The ignition delay measurements for the last 32 cycles are averaged to produce the ignition delay result. The ignition delay result is used to obtain the derived cetane number according to EN 15195 (2007) and ASTM D 6890 (2008) standards.
Figure 2. Ignition delay graph.
Amount of sample : 100 mlrequiredCost of analysis : RM 1000 per sample* (*as at June 2009; subject to change).

For more information kindly contact:
Director-GeneralMPOB
P. O. Box 1062050720 Kuala Lumpur, Malaysia.
Tel: 03-87694400Website: www.mpob.gov.my
Telefax: 03-89259446
REFERENCES
EN 15195 (2007). Liquid Petroleum Products – Determination of Ignition Delay and Derived Cetane Number (DCN) of Middle Distillate Fuels by Combustion in a Constant Volume Chamber. European Committee for Standardization.
ASTM D 6890 (2008). Standard Test Method for Determination of Ignition Delay and Derived Cetane Number (DCN) of Diesel Fuels by Combustion in a Constant Volume Chamber. American Society for Testing and Materials.

MPOB INFORMATION SERIES • ISSN 1511-7871 • JUNE 2009 MPOB TT No. 428
VALUE ADDITION FROM CRUDE PALM OIL – INTEGRATED PRODUCTION OF PALM BIODIESEL, PHYTONUTRIENTS AND OTHER VALUE-ADDED PRODUCTS
469
S
Malaysian Palm Oil Board, Ministry of Plantation Industries and Commodities, MalaysiaP. O. Box 10620, 50720 Kuala Lumpur, Malaysia. Tel: 03-87694400 Website: www.mpob.gov.my Telefax: 03-89259446
CHOO YUEN MAY; HARRISON LAU, L N; YUNG CHEE LIANG; NG MEI HAN; PUAH CHIEw wEI; RUSNANI ABD MAjID; MA AH NGAN; YAHAYA HAwARI and ANDREw YAP KIAN CHUNG
ince the 1980s, MPOB (then PORIM) has been in the forefront of R&D in palm biodiesel and its downstream product applications. The MPOB palm biodiesel technology has since been successfully
tested on a pilot scale and commercialized by transfer of technology. To date, 18 palm biodiesel plants have been built in Malaysia and eight are currently in operation.
With the declaration of the National Biofuel Policy in March 2006, the Malaysian Government has announced that starting from February 2009, usage of a mandatory B5 biodiesel blend (5% palm biodiesel + 95% petroleum diesel) by all sectors in selected government agencies will take effect. This will be followed by nationwide implementation by 2010. The implementation of mandatory blending of B5 biodiesel has called for a higher supply of palm biodiesel.
Palm biodiesel producers have always faced the issue of price destabilization of palm oil, the
starting material for palm biodiesel. This is related to the hike in crude oil prices and, to some extent, has prompted the industry to diversify their business through integration. With this in mind, MPOB has developed a full range of downstream products derived from biodiesel production. This integrated process is now ready to be offered to the industry.
INTEGRATED PALM BIODIESEL PILOT PLANTS
Integrated palm biodiesel pilot plants have been developed with new technologies with the aim of diversifying the downstream biodiesel activities, thus, making palm biodiesel production economically viable and able to stand alone.
The integrated process starts with the production of palm biodiesel (palm oil methyl esters) from crude palm oil or palm oil products through an esterification or transesterification process. The mild conditions used in the production of palm
Figure 1. Integrated process for the production of palm biodiesel, phytonutrients and other value-added products.
Esterification
Transesterification
Crude Methyl Esters
C18 mixed – low pour point biodieselVitamin E, sterols and squalene e.g.
C16:0 – a-SME
g-Tocotrienol >90%d-Tocotrienol >90%a-Tocotrienol >90%
• Fine Chemicals

biodiesel enable the phytonutrients (carotenes, vitamin E, squalene, sterols, co-enzyme Q and phospholipids) to remain intact in the palm biodiesel. This becomes a good source for the recovery of phytonutrients before the palm biodiesel is burnt as fuel.
Through fractional distillation and an integrated process which involves a total of nine pilot plants, downstream products from palm biodiesel have been successfully produced. The said nine pilot plants are as follows:
• a supercritical fluid chromatography (SFC) pilot plant;
• a supercritical fluid extraction (SFE) pilot plant;
• a short-path distillation pilot plant;• a reaction pilot plant;
• a dry and solvent fractionation pilot plant;• a hydrogenation pilot plant;• a pre-treatment pilot plant;• an esterification pilot plant; and• a fractional distillation pilot plant.
Figure 2. Pre-treatment pilot plant.
Figure 3. Short-path distillation plant.
Figure 4. Reaction pilot plant.
Figure 5. Dry and solvent fractionation pilot plant.
Figure 6. Supercritical fluid extraction pilot plant.

Figure 7. Fractional distillation pilot plant.
Figure 8. Supercritical fluid chromatography pilot plant.
Figure 9. Hydrogenation pilot plant.
BENEFITS
A range of products can be obtained through the integrated process, namely high purity phytonutrients (carotenes, vitamin E, squalene, sterols, co-enzyme Q and their individual components) for various applications such as in food, cosmetics, nutraceuticals, fine chemicals and pharmaceuticals. The concentrates of carotenes, vitamin E, squalene, sterols, lecithin and co-enzyme Q produced range from 30%-95%, while their individual components have been successfully produced with purity of more than 90%. As the integrated process uses minimal organic solvents, the resultant products are non-toxic and safe for consumption.
In addition, the distilled methyl esters produced can be used not only as biodiesel (meeting the cold soak filtration test as stipulated in ASTM D6751) but also as feedstock in the oleochemical industry for the production of degreasers, lubricants, green solvents, etc. C16 methyl ester produced from fractional distillation is used in the production of detergents while C18 methyl esters (mixed) is utilized as a low pour point (winter grade) palm biodiesel, thus solving the pour point problem of normal palm biodiesel when used in cold climate countries.
MPOB is ready to offer the integrated process in a whole or partial package to new and existing palm biodiesel producers to help them make the production of palm biodiesel viable regardless of palm oil price fluctuations. Technical support and consultation will be given to technology takers.
ECONOMIC FEASIBILITY
Capital investment for the commercial processing plant will depend on the types of products being produced. However, the return on investment (ROI) for the project will be in the range of 15%- 25%.
CONCLUSION
An integrated process for the production of palm biodiesel and its downstream products is available. Nine pilot plants have been set up and commissioned for this purpose. Commercialization of the integrated process will be able to help make palm biodiesel production economically viable.

For more information kindly contact:
Director-GeneralMPOB
P. O. Box 1062050720 Kuala Lumpur, Malaysia.
Tel: 03-87694400Website: www.mpob.gov.my
Telefax: 03-89259446
FURTHER READING
CHOO, Y M; MA, A N and YUSOF BASIRON (1993). Palm oil methyl esters as diesel substitute; palm diesel. PORIM Information Series No. 18.
CHOO, Y M; CHENG, S F; YUNG, C L; LAU, H L N; MA, A N and YUSOF, B (2002). Palm diesel with low pour point for cold climate countries. MPOB Information Series No. 260.
CHOO, Y M; CHENG, S F; YUNG, C L; LAU, H L N; MA, A N and YUSOF, B (2002). Production of C16 and C18 mixed methyl esters. MPOB Information Series No. 234.
CHOO, Y M; NG, M H; MA, A N and YUSOF, B (2002). Production of individual carotene, tocols and cholesterol-free sterol from crude palm oil. MPOB Information Series No. 347.
CHOO, Y M; LAU, H L N; PUAH, C W; NG, M H; BONG, S C; MA, A N and YUSOF, B (2002). Pro-
duction of phytonutrients (carotenes, vitamin E, sterols, squalene, co-enzyme Q and phospholip-ids) from palm methyl esters. MPOB Information Series No. 348.
CHOO, Y M; CHENG, S F; YUNG, C L; LAU, H L N; MA, A N and YUSOF, B (2004). Palm-based industrial solvent. MPOB Information Series No. 239.
CHOO, Y M; NG, M H; MA, A N and YUSOF, B (2004). Production of co-enzyme Q10 from crude palm oil. MPOB Information Series No. 350.
CHOO, Y M; CHENG, S F; YUNG, C L; MA, A N and YUSOF, B (2004). Palm-based general cleaning agent: degreaser. MPOB Information Series No. 240.
NG, M H; ABDUL, G M T; CHOO, Y M and MA, A N (2006). Palm tocols (tocopherols and tocotrienols) as standard reference materials (MRM3). MPOB Information Series No. 398.

MPOB INFORMATION SERIES • ISSN 1511-7871 • JUNE 2009 MPOB TT No. 430
PRODUCTION TECHNOLOGY OF BIODIESEL FROM PALM FATTY ACID DISTILLATE (PFAD)
471
P
Malaysian Palm Oil Board, Ministry of Plantation Industries and Commodities, MalaysiaP. O. Box 10620, 50720 Kuala Lumpur, Malaysia. Tel: 03-87694400 Website: www.mpob.gov.my Telefax: 03-89259446
HARRISON LAU LIK NANG; NUR SULIHATIMARSYILA ABD WAFTI and CHOO YUEN MAY
alm fatty acid distillate (PFAD) is a by-product produced from the physical refining of palm oil. PFAD has been used in the soap-making industry, as an animal feed ingredient
and as raw material for the oleochemical industry. In 2008, Malaysian refineries produced 750 000 t of PFAD. In the past, PFAD was sold at a discounted price to RBDPO (refined, bleached and deodorized palm oil) at a difference of USD 200 – USD 250 t-1 (FOB). The bulk of the PFAD produced in Malaysia is exported.
The price fluctuation for biodiesel in recent years has prompted biodiesel producers to search for more economical alternative raw materials for biodiesel production. These include RBD palm stearin, PFAD and sludge oil. As compared to RBD palm oil and palm stearin, PFAD has a higher free fatty acid content (FFA of 70%-90%) which requires additional facilities to be incorporated into the existing biodiesel plant to process such high FFA oils. Knowing the restriction in raw material selection for most biodiesel plants in the country, MPOB has developed a process to produce palm biodiesel from PFAD which may help the producers to lower their production costs. Figure 1 shows a sample of the palm biodiesel produced from PFAD.
The process flow diagram for a PFAD biodiesel plant is shown in Figure 2.
Figure 1. Palm biodiesel from palm fatty aciddistillate (PFAD).
Figure 2. Process flow diagram for PFAD biodiesel production technology.
TECHNOLOGY
PFAD is esterified in the presence of a mild acid catalyst and methanol. The glycerol phase is decanted, and methanol is recovered from the methyl ester phase. The methyl ester produced is neutralised and subjected to moisture removal.
PRODUCT SPECIFICATION
The PFAD biodiesel produced meets with the European Biodiesel Standard EN 14214.

For more information kindly contact:
Director-GeneralMPOB
P. O. Box 1062050720 Kuala Lumpur, Malaysia.
Tel: 03-87694400Website: www.mpob.gov.my
COST ESTIMATE
The cost for integrating an esterification plant into a pre-existing biodiesel plant depends on the
available facilities on-site. The estimated cost for a 200- to 400-t day-1 esterification plant ranges from RM 2.5 million to RM 5.0 million.