-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
1/29
Basics of Supply Chain Management
Unit1
Unit 1Basics of Supply Chain
Management
UU
nn
iitt
11
BBaassiiccss ooffSSuuppppllyy CChhaaiinn
MMaannaaggeemmeenntt
LLeessssoonn 33
MMaasstteerrPPllaannnniinngg
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
2/29
Copyright Leading Edge Training Institute Limited i i
Basics of Supply Chain Management
Unit1
2003 e-SCP -The Centre for Excellence in Supply Chain
Management
No portion of this publication may be reproduced in whole or in
part.The Leading Edge Group will not be responsible for any
statements, beliefs, or opinions expressed by theauthors of this
workbook. The views expressed are solely those of the authors and
do not necessarilyreflect any endorsement by The Leading Edge
Training Institute Limited.
This publication has been prepared by E-SCP under the guidance
of Yvonne Delaney MBA, CFPIM,CPIM. It has not been reviewed nor
endorsed by APICS nor the APICS Curricula and CertificationCouncil
for use as study material for the APICS CPIM certification
examination.
The Leading Edge Training Institute LimitedCharter House
CobhCo Cork
Ireland
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
3/29
Copyright Leading Edge Training Institute Limited ii i
Basics of Supply Chain Management
Unit1
Preface............................................................................................................4
Course
Description.................................................................................................................
4
Lesson 3 Master Planning
............................................................................5
Introduction and
Objectives..................................................................................................
5Production Planning
..............................................................................................................
5Production Planning or Sales and Operations Planning
Strategies.................................. 6
Make-to-Stock Production Planning
....................................................................................
9Creating a Level Production
Plan.........................................................................................
9
Resource Requirements
Planning.......................................................................................
11Master Production Schedule
(MPS)...................................................................................
12MPS
Elements.......................................................................................................................
13
MPS Calculations
.................................................................................................................
15MPS in Different Environments
.........................................................................................
16
MPS
Development................................................................................................................
16MPS, Sales and Delivery Promises
.....................................................................................
18Summary...............................................................................................................................
21
Further Reading
...................................................................................................................
21Review
...................................................................................................................................
22
Whats Next?
........................................................................................................................
24
Appendix.......................................................................................................25
Answers to Review
Questions..............................................................................................
26
Glossary........................................................................................................28
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
4/29
Copyright Leading Edge Training Institute Limited 4
Basics of Supply Chain Management
Unit1
Preface
Course Description
This document contains the third lesson in the Basics of Supply
Chain Management unit, whichis one of five units designed to
prepare students to take the APICS CPIM examination. The
Basics of Supply Chain Management unit provides the fo undation
upon which the other fourunits build. It is necessary to complete
this unit, or gain equivalent knowledge, beforeprogressing to the
other units. The five units, which together cover the CPIM
syllabus, are:
Basics of Supply Chain Management
Master Planning of Resources
Detailed Scheduling and Planning
Execution and Control of Operations
Strategic Management of Resources
Please refer to the preface of Lesson 1 for further details
about the support available to youduring this course of study.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
5/29
Copyright Leading Edge Training Institute Limited 5
Basics of Supply Chain Management
Unit1
Lesson 3 Master Planning
Introduction and ObjectivesThis lesson provides a basic overview
of the purpose and functions of production planning andmaster
production scheduling.
On completion of this lesson you will be able to:
Identify features of a basic level production plan for
make-to-stock products
Describe relationships between resource requirements planning
and production planning
State the purpose of a master production schedule (MPS)
Identify the relationship between the MPS and the production
plan
Describe features of a simple MPS and rough-cut capacity
planDescribe the importance of the MPS to sales with regard to
promises of delivery
Production Planning
Production planning and control involves several layers of
activities. Planning begins with thebusiness plan, which is used to
guide the sales and operations plan. This is turn is a major
input
to the master production schedule which feeds into material
requirements planning, productionactivity and control (PAC), and
purchasing.
Business
Strategy Plan
Sales and
Operations Plan
Master
Production
Schedule
Material
Requirements
Plan
Planning Execution
PAC and
Purchasing
Business
Strategy Plan
Sales and
Operations Plan
Master
Production
Schedule
Material
Requirements
Plan
Planning Execution
PAC and
Purchasing
At each stage in the planning process, the three factors that
must be identified are:
Demand priorities
Required capacity
Available capacity
Purpose of Production PlanningProduction planning, an activity
of Sales and Operations Planning, aims to ensure the overall
level of manufacturing output, inventories, and other activities
meet the requirements of the salesforecast and strategic business
objectives, such as profitability, productivity, good labor
relations, competitive customer lead times, and low
inventories.
Production Planning ActivitiesThe activity involves developing a
production plan, accompanying budgets and financial
statements, plans for materials and work force requirements.
Production planning must establishproduction rates that will
satisfy customer demand and accomplish the objectives of the
strategic
business plan, by maintaining, raising or lowering inventories
or backlogs, while at the same
time keeping the work force stable.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
6/29
Copyright Leading Edge Training Institute Limited 6
Basics of Supply Chain Management
Unit1
Finance Production
Marketing
Production
Plan
Materials Others
Finance Production
Marketing
Production
Plan
Materials Others
Production planning, also known as sales and operations
planning, affects many functions and is
usually a cross-functional activity requiring input from
marketing, production, finance, materialsand other functions when
necessary.
As it is not required to be very detailed, production planning
is usually at the product grouplevel. Products are grouped
according to the similarity of their production processes.
The plan generally covers a 12 month time period and makes
allowances for seasonal variation
in product demand where necessary. The production plan is
concerned with:
planning for each product group
maintaining inventory levels to optimize the balance between
cost and customer service
identifying required resources
identifying gaps between resources currently available and
requirements
Production Planning or Sales and Operations Planning
StrategiesThe traditional approach of developing a production plan
is evolving toward the concept of sales
and operations planning. The change of title is important as it
highlights the importance of salesand marketing having a direct
involvement in the plan. The title of production plan does not
referto the fact that this plan is the combined effort of several
functions within an organization. It
implies that the plan is made by production only. Production
planning is much more effectivewhen sales and marketing are
directly involved.
The two main strategies for production planning are the chase
strategy, which strives to producethe amounts required by demand in
each period, and the level production strategy, which aims
toproduce at a constant rate that is equal to the average demand.
Sometimes a combination, or
hybrid, of these strategies is used. So a sales and operations
plan may employ:
Match / chase strategy
Level production strategy
Hybrid or combination strategy
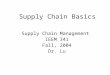
Demand Matching / Chase Strategy
This strategy requires that production varies to meet demand and
inventory levels remain stableas a result. The company manufactures
just enough at any time to exactly meet demand. Such a
strategy must be used in many industries, for example,
restaurants, courier services, and
telecommunications.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
7/29
Copyright Leading Edge Training Institute Limited 7
Basics of Supply Chain Management
Unit1
0
5
10
15
20
25
30
35
40
Jan Apr Jul Oc
tJan Ap
r Jul Oct
Jan
Apr Jul Oc
t
Demand
Production
Figure 1 Chase Strategy
This strategy requires that a company is capable of meeting peak
demand without relying onstockpiles of finished product. In some
cases, this may require hiring and training additional
temporary workers, and operating shifts or overtime. Although
these measures add cost, they canbe offset against the savings made
by maintaining minimum inventory levels, which is the main
advantage of this strategy.
Advantages Disadvantages
Stable inventory levels
Production is flexibleenough to meet demand
requirements
Increased hiring, training, overtime, and shift costs
Layoffs adversely affect employee morale
Sufficient skilled workers may not be available
Increased cost of ensuring plant capacity matchespeak demand
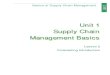
Level Production Strategy
The level production strategy maintains a constant amount of
production which is equal to theaverage demand over the period.
Each day of operation will result in the same amount of
production. When demand is lower than the average, inventories
of finished goods are built up.These can be used to supplement
production when demand levels are higher than production.Some
seasonal products, for example, Christmas tree lights, require
level production as the costs
of continually laying off workers then rehiring and retraining
would be prohibitive.
0
5
10
15
20
25
30
35
40
Jan Apr Jul Oc
tJan Ap
r Jul Oct
Jan Apr Jul Oc
t
Demand
Production
Figure 2 Level Production Strategy
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
8/29
Copyright Leading Edge Training Institute Limited 8
Basics of Supply Chain Management
Unit1
The main advantage of this strategy is the stability of the
production process. Companies do notneed to have excess capacity to
meet peak demand and they can maintain a stable work force.
However, when demand is low, inventory levels will rise, and the
costs of storing and managingthis inventory will also rise. To meet
demand levels, the company will need to accurately predict
the amount of working days available and use this to average the
total demand into the dailyproduction requirement.
Advantages Disadvantages
Avoids the labor costs associated withdemand matching
Plant capacity is not required to match
peak demand
Increased inventory costs
Depends on accurate forecasting ofdemand over the year and
available
working days
1. Given the demand figures below and the number of working days
eachmonth, calculate the amount that must be produced each day if
using a levelproduction strategy to meet demand.
Jan Feb Mar Apr May Jun
10 18 25 27 29 32 DemandReview Q
21 20 23 22 20 21 Work Days
Daily Production Rate:
Hybrid StrategiesAn unending number of combinations between
these two strategies are possible. The importanttask is to find the
best fit for the company, its objectives, its product, and
environment. Most
usually, combination strategies produce at full capacity for
part of the cycle and either lower orstop production at other
times. The strategy should strive to balance production and
inventory
costs at the optimum level to meet demand.
0
5
10
15
20
25
30
35
Jan Feb
Mar
Apr
May Jun Ju
lAug
Sep Oc
tNo
vDec
Demand
Production
Figure 3 Hybrid Strategy
This example of a hybrid strategy (shown above) employs full
capacity throughout the summer
months and reduces production levels when demand drops in the
winter months.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
9/29
Copyright Leading Edge Training Institute Limited 9
Basics of Supply Chain Management
Unit1
Sub-Contracting
Although this is not strictly a production strategy, as the
production is undertaken by another
company, it is a way of quickly achieving the required capacity
without the complexities andexpense of increasing plant capacity
and changing production levels.
Subcontracting is useful for dealing with changing demand
although it can be expensive. Often
the cost of such items would be greater than if the items were
made in the plant. Whencalculating the cost of sub-contracted items
its important to factor in not only the item cost, but
also the costs of purchasing, transporting, and checking the
quality of the item.
Make-to-Stock Production Planning
Frozen foods, retail clothing, soft drinks and household
products are all examples of make-to-stock production, where
products are stored as finished goods inventory before an order
isreceived from a customer. Make-to-stock production plans tend to
be used when:
Demand is steady and predictableThere are few product
options
The products have a long shelf life
The market expects delivery much faster than the time needed to
make the product
The act of planning for make-to-stock production focuses on the
level of inventory rather than
the level of demand. The information required includes the
current inventory levels, the desiredinventory levels, any back
orders, and the period of time to plan for.
Creating a Level Production Plan
This section looks at the steps involved in making a level
production plan for make-to-stockgoods. The general procedure for
developing a level production plan is as follows:
1. Calculate the forecast demand for the planning horizon
2. Determine the opening inventory and desired ending inventory
levels
3. Identify the total number of back orders (orders that are
late for delivery)
4. Calculate the total production requirement by adding the
total forecast, back orders andending inventory requirements then
subtracting the opening inventory balance.
5. Calculate the ending inventory for each period by adding
production to the existing
inventory and subtracting the demand for that period.
Level Production Planning Example
KuteKidz clothing manufacturers are planning produc tion for
thecoming 12 months. They have identified all the information
they
require to make a level production plan for their caterpillar
t-shirtproduction line.
They make these t-shirts for the 2 to 5 year old age group in a
range of colors and with long orshort sleeves, all with the
caterpillar graphic added. The production plan is concerned only
withpredicting the total production of all caterpillar t-shirts for
the year. This product is made-to-
stock. The company aim to minimize costs by maintaining level
production and reducing theirinventory to a safe level.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
10/29
Copyright Leading Edge Training Institute Limited 10
Basics of Supply Chain Management
Unit1
Total Demand 12500
Current Inventory 2600
Current Back Orders 700
Required Ending Inventory 1000
Period 12 months
The required total production is calculated in the following
way:
Total Production = total forecast + back orders + ending
inventory opening inventory
Using the figures recorded above, this gives the following
equation:
Total production = 1250 + 700 + 1000 2600
Total production = 11600
This total production figure is then divided by the number of
production days available in the
year to give the required daily production figures (note that
the daily production is rounded up tothe nearest whole unit):
Daily production = 11600 / 254
Daily production = 46
The number of working days in each month determines the
production rate each month:
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Working days 21 20 23 22 20 21 22 21 22 20 22 21
Production 966 920 1058 1012 920 966 1012 966 1012 920 966
1012
Once production rates have been set for each period, the ending
inventory for each period can be
calculated using the following formula:
Ending inventory = opening inventory + production demand
Assuming demand for the product is fairly stable at 1042 units
per month and that the back
orders are fulfilled in January; the ending inventories for each
period are as follows:
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Production 966 920 1058 1012 920 966 1012 966 1012 920 966
1012
EndingInventory
1824 1702 1718 1688 1566 1490 1460 1384 1354 1232 1156 1126
Note that the ending inventory for one period becomes the
opening inventory for the next period.
For example, the following January, the opening inventory will
be 1126. Production is expected
to reach 1012, and the demand for January is expected to be
1200. Using the formula above tocalculate the ending inventory:
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
11/29
Copyright Leading Edge Training Institute Limited 11
Basics of Supply Chain Management
Unit1
Ending inventory = 1126 + 1012 1140
Ending inventory = 998
2. If the opening inventory for the month of January is 500
units, demand is
1000 units, there are no back orders, and production is 1200
units, what willthe ending inventory be?
Review Q
A. 300
B. 700
C. 1200
D. 1700
3. Given that the opening inventory is 100 units, calculate the
planned endinginventory for each month below, using the information
provided about
demand and production rates.
Jan Feb Mar Apr May Jun
100 180 253 279 294 322 DemandReview Q
236 225 259 247 225 236 Production
Inventory
4. Fresco Frozen Fruits want to develop a level production plan
for six monthsfor their summer fruits packs. The opening inventory
level is 400. They intend
to reach an ending inventory level of 520. Assuming equal
periods and usingthe total production and ending inventory
formulae, calculate the planned
production and inventory levels for each period using the demand
data below.
Jan Feb Mar Apr May Jun
400 480 520 560 540 440 Demand
Review Q
Production
Inventory
Resource Requirements Planning
At this stage in the planning process the company knows what is
required and when it is
required. The question now is whether or not the company has the
capacity to manufacture what
is required. The production plan will only be workable if there
is sufficient capacity to achieve
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
12/29
Copyright Leading Edge Training Institute Limited 12
Basics of Supply Chain Management
Unit1
the planned production levels. Where there is insufficient
capacity, plans must be made toreconcile the differences.
A bill of resources is useful when addressing capacity issues.
It shows the quantity of critical
resources needed to make an average unit of a product group.The
table below is an example of a resources bill for a beverage
company. The two main product
lines are fruit smoothies and yogurt smoothies. The resources
bill lists the amount of fruit, yogurtand labor required to make
one case of smoothies.
Product Fruit (KG) Yogurt (Litres) Labour (Minutes)
Fruit Smoothie 8 0 15
Yogurt Smoothie 4 1.5 17
Master Production Schedule (MPS)
Once production planning has been completed, the next step is
the preparation of a master
production schedule (MPS), an important planning tool and a
vital link in the planning system.The MPS forms the basis of
communication between sales and manufacturing. Using the MPS asa
contract between sales and production means that sales can make
valid order promises.
However, the MPS is not a rigid plan. It is a referencepoint
between manufacturing and sale and can be
changed as required when there are changes in demand
of capacity.The MPS builds on the information available in
the
production plan and other sources to provide a detailedpicture
of the demand for individual end items by date
and quantity. While the production plan providesmonthly
aggregate requirements for product groups, theMPS is much more
detailed, providing weekly
requirements for each single product item.
Objectives
The MPS strives to form a detailed plan that fulfils the
following objectives:Achieve desired customer service levels
Make the most efficient use of resources
Maintain a desirable level of inventory
It is limited by the production plan and should therefore
aggregate to the same figures for each
product group as detailed in the production plan. The MPS must
balance the demand identifiedby sales and marketing with the
availability of resources.
Value of the MPS
The MPS is a link between planning and actual manufacturing. It
is used as the basis forcalculating the capacity and resources
required to fulfil the production plan.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
13/29
Copyright Leading Edge Training Institute Limited 13
Basics of Supply Chain Management
Unit1
The MPS is the main driver of the material requirements plan.
Along with the bills of material, itcan determine what components
are needed from manufacturing and what components must be
purchased. The MPS is a priority plan for manufacturing.
Inputs
The MPS must take into account the forecast, production plan,
and other important
considerations such as the availability of material, the
availability of capacity, and managementpolicies and goals. The
information required to develop an MPS is found in:
The production plan Forecasts for individual end items
Actual orders received fromcustomers
Inventory levels for individual enditems
Limits of capacity Orders for stock replenishment
MPS ElementsAn MPS is a series of time-based quantities for the
end product produced by the organization.The MPS details the
expected demand or quantities for a product's constituent
components and
the expected timings or dates of these demands. It is the
anticipated production schedule for allcomponents that are assigned
to the master scheduler.
Time Period
The time period of an MPS in which the quantity of an item
appears meansthat this quantity is to be completed through the
final operation in thatparticular period. The time period is known
as a time bucket. Time buckets
can be monthly, weekly, daily, or hourly. It is usual for most
manufacturingcompanies to have time buckets of one week.
Safe ComponentsIn some organizations, only certain components
are included in the MPS. Furthermore, thesecomponents are
classified according to the number of customers that regularly
purchase them or
the number of products that they can be used for. These
components are regarded as being safe,in that they have a limited
risk of becoming obsolete and, as such, the significance of
overstocking is low. The calculation analysis for their
procurement is based on historic or futureforecast data but not
from customer orders. This data is combined with other associated
data thatis based on labour and equipment resource
availability.
Ad-Hoc ComponentsThere are usually other components to be
produced or procured that may or may not be included
in the MPS. However, labour and equipment resource capacity must
be provided for these too,often from common or shared
capacities.
System Forecast
A material requirements planning (MRP) system generates a system
forecast that is based on theinput of data to the system by the
scheduler or materials manager at the start of the planning
year. This data is for the whole year so that there is a
forecast for product requirements beyondthe planning period.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
14/29
Copyright Leading Edge Training Institute Limited 14
Basics of Supply Chain Management
Unit1
The planning period is the number of detailed time buckets in
each planning run of the systemand is usually a number of weeks.
The system forecast assumes the role of the manual forecast in
an MPS if the latter is missing.
Manual Forecast
Information from the manual forecast is entered by the scheduler
or materials manager to thetime buckets of the MPS in which there
are no purchase orders (POs).Beyond the fixed period, the manual
forecast will be used by the MPS to drive the MRP. Thefixed period
is the number of time buckets during which a quantity cannot be
changed.
Therefore, production and purchasing are given a fixed plan for
a period of time and they do nothave to change their production and
POs respectively, every time the MPS and MRP are run.
Actual Orders
Actual orders are POs that have been placed by customers. These
order quantities must becompleted and shipped to the customers in
the relevant time bucket. Customers can place orders
at any time, although quantities may have to be above, and in
multiples of, minimum order
quantities. The order quantities and multiples will depend on
the type of products being supplied.
Minimum Order Quantity
To illustrate the term, take the example of the sale of beer.
Some beers are only sold by themanufacturers in kegs. The minimum
order quantity of beer is therefore, one keg. It would not be
possible for retail outlets, such as bars, to buy a quantity of
beer in pints or in litres from themanufacturers.
Total Demand
This is the actual demand quantity that the MPS will use to
generate the data that drives theMRP.
Starting Inventory
This is the number of units that are in the finished goods
warehouse at the start of the planningperiod. It is different from
initial inventory.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
15/29
Copyright Leading Edge Training Institute Limited 15
Basics of Supply Chain Management
Unit1
MPS Calculations
Firm Planned Orders
These allow the scheduler to force the MRP system to plan in a
particular way, by overriding lotsize or lead-time rules. It
involves a manual input to the MPS and the scheduler will have to
be
alert to possible unforeseen repercussions. For example, the
scheduler will have to ensure thatshipments are being made to
customers and that there is not a build-up of excessive quantities
offinished goods in the warehouse.
Net Requirements
The net requirements calculation for a period of the MPS uses
total values as opposed to single
values.
Projected Inventory
This is the expected number of units to be in stock during a
particular time bucket of theplanning period. Projected inventory
helps the scheduler to view the available inventory in future
time buckets, if everything goes according to plan. The
projected inventory for a particular timebucket will become the
initial inventory for the next time bucket.
Available to Promise
This is the inventory available to cater for new and as yet,
unmade orders, if everything goes toplan. This is particularly
useful to sales and marketing. See page 18 for more information on
this
calculation.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
16/29
Copyright Leading Edge Training Institute Limited 16
Basics of Supply Chain Management
Unit1
MPS in Different Environments
The MPS needs to represent what will be manufactured at the most
efficient level. If the MPS
covers too many items, it will be very difficult to manage
effectively. If it is not detailed enough,production will suffer.
As a general rule, master scheduling should occur where the
smallest
number of product options exists.
In make-to-stock environments, a limited number of items are
assembled froma larger number of components, for example, video
recorders or computers.
The MPS should in this case be a schedule of finished goods
items.
In a make-to-order environment, generally many different end
items can beproduced from a relatively small number of raw
materials. One example iscustom-tailored clothes. Another example
is car manufacturing. The
subassemblies for many cars will be the same but each car
manufactured willdiffer in specific options such as color, stereo,
sunroof, and electric windows.
The MPS in this case is a schedule of the actual customer
orders.
Assemble to order environments use many raw materials to form
basiccomponents and subassemblies. However, these components
and
subassemblies can provide a great variety of finished
products.
The MPS should therefore take place at the subassembly level. A
FinalAssembly Schedule (FAS) will also be required to manage
actual
customer orders.
MPS DevelopmentThere are three phases in the preparation of an
MPS:
Developing a preliminary MPS
Checking the preliminary MPS against available capacity
Resolving differences between the preliminary MPS and available
capacity
Preliminary MPS
Earth Mother, a producer of baby food products, makes to stock
several differenttypes of organic baby food. The food is prepared
in batches and stored as finished
goods inventory. Their organic pear and banana dessert is
produced in batches of1000. The on-hand or opening inventory is
expected to be 800 units.
Period 1 2 3 4 5 6
Forecast 600 600 600 600 600 600
Projected Available 800 200 600 0 400 800 200
MPS Receipt 1000 1000 1000
The first period opens with an inventory of 800 units. This
allows the demand of 600 units to besatisfied and leaves 200 units
as the opening inventory for the next period.
E n d P r o d u c t
R a w M a t e r i a l
MP SE n d P r o d u c t
R a w M a t e r i a l
MP S
End Product
Raw Material
MPS
FAS
End Product
Raw Material
MPS
End Product
Raw Material
MPS
FAS
End Produc t
Raw Mate r ia l
MPS F A S
End Produc t
Raw Mate r ia l
MPS F A S
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
17/29
Copyright Leading Edge Training Institute Limited 17
Basics of Supply Chain Management
Unit1
As the demand in period 2 will not be satisfied by the inventory
available, an MPS receipt for1000 is scheduled for that week. This
means that the projected availability at the end of period 2
will be 600 (200 carried over in inventory, plus 1000 in
production less 600 demand).
In period 3, the forecast demand matches the available
inventory. At this point inventory levelsare zero. So, to satisfy
production in period 4 a further batch must be produced.
The remainder of the batch in period 4 is available in inventory
but it is not sufficient to satisfydemand for period 5 so a further
batch is produced. This leaves 800 in inventory which is
sufficient to satisfy demand in period 6 and still leaves 200
units in inventory.
This process must be followed for each individual product item
in thefamily. The MPS is then checked to ensure that the planned
production
for all the group items and the total ending inventory agree
with theproduction plan.
The MPS is an expansion of the production plan in greater
detail. It must
always agree with the figures in the production plan.
Rough Cut Capacity Planning (RCCP)
RCCP is a check to ensure that the critical resources required
to support the preliminary MPS are
available. RCCP determines the impact of the MPS on
resources:
By checking sample key resource, for example, manpower, machine
hours, storage,standard costs, the shipping plan (in monetary
terms), and inventory levels
In order to ensure production capacity is feasible
If the proposed MPS is not feasible, production control should
inform management. MPS andRCCP plans are developed interactively.
In RCCP, a bill of resources is attached to each of theitems in the
MPS, and the capacity plan is derived by exploding the MPS against
the bill ofresources. No consideration is given to component
inventories. The main aim of RCCP is to
identify bottleneck work centers and availability issues in
critical resources.
Resolving Differences
When the available capacity is greater than the required
capacity, the MPS is workable. If that isnot the case, either the
available capacity must be adjusted by means of overtime, extra
shifts,extra work centers and temporary workers or subcontracting.
If this is not possible, the MPS
must be revised to fit available capacity.
Evaluating the MPS
Once the MPS is agreed it must then be judged on its merits in
three criteria:
Does the MPS remain within capacity restraints in each period
and make the best use ofresources
Does the MPS ensure that acceptable customer service will be
provided: that due dateswill be met
Does the MPS avoid excessive production costs such as overtime
or extra shifts.
The MPS should be realistic and workable. It provides detailed
information about the antipicated
manufacturing schedule. It is not a sales forecast, a wish list
or a final assembly schedule.
Production Plan
Master Production
Schedule
Production Plan
Master Production
Schedule
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
18/29
Copyright Leading Edge Training Institute Limited 18
Basics of Supply Chain Management
Unit1
Final Assembly Schedule
The final assembly schedule (FAS) is used when there are many
options and combinations of
subassemblies, for which it is difficult to forecast detailed
customer demand. The MPS willgenerally deal with the components in
this case. The final assembly then only takes place when
the customer places an order.
Take for example car manufacture. The customer can choose
optionssuch as the colour, type of stereo equipment, and seat
covers. The MPS
deals with the basic car. The FAS ensures that the extras are
added asspecified by each customer.
The FAS schedules customer orders as they arrive. It is based on
the components planned in the
MPS and is responsible fro scheduling from production through
final assembly to customershipment.
MPS, Sales and Delivery Promises
The MPS is an achievable plan of production built on forecasts
and actual demand. If the MPS is
unrealistic the results are overloaded capacity, late orders,
and unreliable delivery promises.Once the production is underway
and customer orders start to come in, it must be possible tomake
valid delivery promises.
Available-to-Promise
As firm orders are received, they consume available capacity or
inventory. The remaininginventory is available to promise
(ATP).
ATP is the uncommitted part of finished goods inventory and
planned production maintained in
the master schedule to support customer order promising. The ATP
is the uncommitted inventorybalance in the first period. It is
generally calculated for each period in which an MPS receipt
isscheduled.
You calculate ATP by adding scheduled receipts to the opening
inventory and subtracting all
actual orders scheduled before the next MPS scheduled receipt. A
scheduled receipt is an orderthat has been issued to manufacturing
or to a supplier for more material.
In the following scenario the opening inventory is 800
units.
Period 1 2 3 4 5
Customer Orders 600 600 600 600 600
MPS Receipt 1200 1000 1000
ATP 200 0 400
ATP for the first period is equal to the opening inventory less
all customer orders due before the
next MPS receipt. As opening inventory is 800 and 600 orders are
scheduled before the MPSreceipt in period 2, the amount available
to promise is 200.
In period 2, the ATP is equal to the MPS receipt minus all
customer orders due before the nextMPS receipt. In this case, the
MPS is 1200 and available inventory is 200, but the customerorders
before period 4 total 1200 so ATP is 0.
Each ATP calculation assumes that the entire ATP will be sold
before the next scheduled receipt.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
19/29
Copyright Leading Edge Training Institute Limited 19
Basics of Supply Chain Management
Unit1
5. Assuming there is another MPS receipt in period 6, what is
the ATP forperiod 5?
Review Q
A. 0
B. 400
C. 600
D. 800
Planning Horizons
The planning horizon is the time projected by the master
schedule. It is set to cover a minimumof cumulative lead time plus
time for lot sizing low-level components and for capacity
changes
of primary work centers or of key suppliers. However, the
planning horizon is often longer thanthis in order to give greater
visibility and improve the chances of identifying and avoiding
future
problems, for example capacity issues.
If a final assembly schedule is used, the planning horizon for
that schedule must include all thetime needed to assemble the
customers order. The time needed to manufacture the components
will be included in the planning horizon of the MPS
Time Fences
Although the MPS spans the cumulative lead time, there are
differences in the way each part of the MPS
operates,particularly with regard to changes. Although changes will
and
do occur, their impact is markedly different depending on
how
far out they are. The following graphic explains the
concept.
ActualOrders
Actual and ForecastDemand
Forecast
Demand Only
Fixed Period
Due
Date
0
Final
Assembly
Time Fence
2 weeks
Cumulative LeadTime Fence
26 Weeks
Slushy Period Liquid Period
ActualOrders
Actual and ForecastDemand
Forecast
Demand Only
Fixed Period
Due
Date
0
Final
Assembly
Time Fence
2 weeks
Cumulative LeadTime Fence
26 Weeks
Slushy Period Liquid Period
Fixed Period
During the fixed or firmed period, the actual orders are the
drivers and make up the totaldemand. Therefore, total demand will
be equal to actual orders. Capacity and materials are
committed to actual orders I this period. Changes here lead to
increased cost, reduced efficiencyand poor customer service. During
this period, only emergency changes may be made.
Beyond the Fixed Period
Outside the fixed order period, the manual forecast is the
driver, regardless of whether there isactual customer demand in the
same period or not. Therefore, the total demand is equal to the
manual forecast. In the first part of this period, the slushy
zone, some firm planned orders maybe available so capacity and
materials are committed to some extent. However, there is still
room
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
20/29
Copyright Leading Edge Training Institute Limited 20
Basics of Supply Chain Management
Unit1
for tradeoffs. Where material and capacity are available, MPS
changes are possible here. If not,other orders may be shifted
around.
In the liquid zone any change to the MPS is possible once it
remains within the limits of the
production plan. Changes in this zone are common and often
automatically calculated bycomputer.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
21/29
Copyright Leading Edge Training Institute Limited 21
Basics of Supply Chain Management
Unit1
Summary
This lesson provided a basic overview of the purpose and
functions of production planning and
master production scheduling.You should be able to:
Identify features of a basic level production plan for
make-to-stock products
Describe relationships between resource requirements planning
and production planning
State the purpose of a master production schedule (MPS)
Identify the relationship between the MPS and the production
plan
Describe features of a simple MPS and rough-cut capacity
plan
Describe the importance of the MPS to sales with regard to
promises of delivery
Further Reading
Introduction to Materials Management, JR Tony Arnold, CFPIM,
CIRM and Stephen Chapman CFPIM
APICS Dictionary
10th edition, 2002
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
22/29
Copyright Leading Edge Training Institute Limited 22
Basics of Supply Chain Management
Unit1
Review
The following questions are designed to test your recall of the
material covered in
lesson 3. The answers are available in the appendix of this
workbook.
6. A production plan will have all of the following except:
A. Shipment plan
B. Product families
C. Inventory plan
D. Daily Production
7. Choose the most appropriate statement(s) to complete the
following sentence: Theproduction plan:
1. sets the level of production in activities for some time in
the future
2. integrates the capabilities and capacities of the factory
with the market
3. sets the production level to achieve the overall business
goal of the company
A. 1. only
B. 1. and 2.
C. All three statements
D. 1 and 3
8. You are the master scheduler in a job shop production
environment. One of your largest
customers has asked if you can deliver an order late next week
but you have some shortterm capacity constraints. Which of the
following can you do to ensure the order can bedelivered?
1. Add an additional shift in three weeks time
2.
Organize overtime 3. Build inventory in slower production
times
4. Subcontract work to another intra-company production
facility
A. All except 1
B. All except 2
C. All except 3
D. 4 only
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
23/29
Copyright Leading Edge Training Institute Limited 23
Basics of Supply Chain Management
Unit1
9. Which manufacturing strategies are used when developing a
production plan?
A. Chase strategy and level production
B. Delphi strategy and inventory reduction
C. Delphi strategy and level production
D. Inventory reduction and level production
10. Which are inputs to a realistic MPS:
A. Production plan, forecasts for end items, and product costs
for end items
B. Production plan, forecasts for end items, and capacity
constraints
C. forecasts for end items, capacity constraints, trend
analysis, and product costs for enditems
D. Trend analysis, product costs for end items and production
plan
11. Choose three main objectives when establishing an MPS:
A. Efficient use of resources
B. Efficient final assembly
C. Improved customer service levels
D. Efficient use of inventory
E. Inventory reduction
12. Final assembly scheduling occurs when:
A. A customer order is received
B. The build schedule is planned
C. A customer forecast is received
D. The MPS has been developed
E. Capacity is limited
12. The diagram represents a make to stock environment. Howare
customer orders satisfied in this type of
manufacturingenvironment?
A. Capacity review
B. Sub-assembly inventory
C. Finished goods inventory
D. Customization of components
End Product
Raw Material
MPSEnd Product
Raw Material
MPS
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
24/29
Copyright Leading Edge Training Institute Limited 24
Basics of Supply Chain Management
Unit1
Whats Next?
Lesson 3 covered the basic characteristics and methods of
production planning and master
production scheduling.
You should review your work before progressing to the next
lesson which is:
Supply Chain Management Basics Lesson 4 Material Requirements
Planning (MRP)
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
25/29
Copyright Leading Edge Training Institute Limited 25
Basics of Supply Chain Management
Unit1
Appendix
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
26/29
Copyright Leading Edge Training Institute Limited 26
Basics of Supply Chain Management
Unit1
Answers to Review Questions
Lesson 2 Review
1. 23.5
2. 700
3.
Jan Feb Mar Apr May Jun
100 180 253 279 294 322 Demand
236 225 259 247 225 236 Production
236 281 287 255 186 100 Inventory
4. The opening inventory level is 400. Ending inventory level
should be 520.
Jan Feb Mar Apr May Jun
400 480 520 560 540 440 Demand
510 510 510 510 510 510 Production
510 530 540 480 450 520 Inventory
5. 400
6. Option D
A production plan is usually presented in monthly figures
showing shipments, production andinventory (or unfinished customer
orders) broken down by product families.
7. Option CThe production plan specifies the overall level of
manufacturing output planned to be produced,
usually stated as monthly rates for each product family. It
usually spans a year.
8. Option A. The 2nd, 3rd and 4th actions could be taken.
Creating an extra shift in three weeks time is unlikely to
create the inventory required in time forthe customers
requirements. Short term capacity is increased by overtime,
inventory orsubcontracting. The use of overtime is a way to
increase quickly a short term capacity problem.
Adding an additional shift could be too long for the customer to
wait.
9. Option A.
The chase strategy requires that production varies to meet
demand and inventory levels remainstable as a result. The company
manufactures just enough at any time to exactly meet demand.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
27/29
Copyright Leading Edge Training Institute Limited 27
Basics of Supply Chain Management
Unit1
Such a strategy must be used in many industries, for example,
restaurants, courier services, andtelecommunications. This strategy
requires that a company is capable of meeting peak demand
without relying on stockpiles of finished product. In some
cases, this may require hiring andtraining additional temporary
workers, and operating shifts or overtime. Although these
measures add cost, they can be offset against the savings made
by maintaining minimuminventory levels, which is the main advantage
of this strategy.
The level production strategy maintains a constant amount of
production which is equal to the
average demand over the period. Each day of operation will
result in the same amount ofproduction. When demand is lower than
the average, inventories of finished goods are built up.These can
be used to supplement production when demand levels are higher than
production.
Some seasonal products, for example, Christmas tree lights,
require level production as the costsof continually laying off
workers then rehiring and retraining would be prohibitive.
10. Option B
The production plan, forecasts and capacity constraints are all
inputs to the MPS. Trend analyses
without specific forecasts are of no use to the MPS. Costs are
not a necessary input.
11. Options A, C and D
The master scheduler must make sure labour, equipment, material,
and inventory are being usedefficiently to maintain high levels of
customer service. Inventory reduction is not a key objective
of an MPS. Efficient final assembly would be developed by a
final assembly schedule.
12. Option A
Final assembly scheduling occurs when a customer order has been
received. The FAS is a buildschedule that ensures customers get
exactly what they ordered. Usually an FAS is developed
when there are a variety of options for the customer to order.
If the FAS was prepared onforecasts, the organization could be left
with inventory that may never be ordered.
13. Option C
In a make to stock environment, customer orders are shipped from
finished goods inventory as
products are made and placed in stock.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
28/29
Copyright Leading Edge Training Institute Limited 28
Basics of Supply Chain Management
Unit1
Glossary
Term Definition
assemble-to-order
Assemble-to-order is a production strategy where key components
are stockedin anticipation of customer orders. Assembly is
triggered by receipt of an
order. This is useful when a large number of products use
commoncomponents.
Available-to-promise (ATP)
The uncommitted portion of a companys inventory and planned
productionmaintained in the master schedule to support customer
order promising. The
ATP quantity is the uncommitted inventory balance in the first
period. It is
normally calculated for each period in which an MPS receipt is
scheduled.
Bill of material
(BOM)
A listing of all the subassemblies, intermediates, parts and raw
materials
required for a parent assembly. The BOM shows the quantity of
each and isused in conjunction with the MPS to calculate production
orders and purchaserequisitions. Also called a formula, recipe or
ingredients list in some process
industries.
Chase method orstrategy
A production planning method that maintains a stable inventory
level whileproduction levels vary to meet demand.
Cumulative leadtime Cumulative lead time is the longest planned
length of time to accomplish theactivity in question. For any item
planned through MRP, it is the longest lead
time in the bill of materials item list.
Delivery leadtime
Delivery lead time is the time from receipt of a customer order
to the deliveryof the product.
Lead time Lead time is the span of time required to perform a
process.
Level production A production planning method that maintains a
stable production rate while
inventory levels fluctuate according to the level of demand.
Make-to-order Make-to-order is a production strategy where a
product or service can bemade after receipt of a customers order.
The final product is a combination ofstandard items and customized
items.
Make-to-stock Make-to-stock is a production strategy where
products are finished before
receipt of a customer order. Customer orders are filled from
existing stocks offinished goods and production orders are used to
replenish those stocks.
Master
Production
Schedule (MPS)
The anticipated build schedule for those items assigned to the
master
scheduler. It becomes a set of planning numbers that drive
materialrequirements planning. The MPS represents what the company
plans to
produce expressed in quantities and dates.
-
7/23/2019 Basics of Supply Chain Managment (Lesson 3)
29/29
Basics of Supply Chain Management
Unit1
Planninghorizon
The amount of time the master schedule extends into he future.
This isnormally set to cover the cumulative lead time plus time for
lot sizing and for
capacity changes of primary work centers.
productionactivity andcontrol (PAC)
This involves routing and dispatching work through the
production facilityand controlling suppliers. PAC covers activities
on the shop floor thatschedule, control, measure, and evaluate the
effectiveness of production.
production
planning
Setting the overall level of manufacturing output required to
satisfy the sales
plan or forecast while meeting objectives such as profitability,
productivity,and competitive lead times. The production plan should
aim to fulfil
requirements while maintaining a stable work force where
possible.Production planning is usually a cross-functional activity
with input frommarketing and other functions.
Resource
Planning (RP)
Capacity planning at the business plan level .this establishes
and measures
long-range capacity. It is based on the production plan but may
be driven byhigher level plans such as the business plan. It
addresses long range planning
issues.
resourcerequirementsplanning
Also known as resource planning. It is capacity planning at a
business planlevel and is concerned with measuring and adjusting
long-range capacity.
rough-cut
capacityplanning
(RCCP)
The process of converting the master production schedule into
requirements
for resources such as labor, machinery, warehouse space,
suppliercapabilities. Demonstrated capacity is examined for each
key resource.
sales andoperationsplanning
(S&OP)
A process that provides the ability to direct business to
achieve competitiveadvantage by integrating customer-focused
marketing plans for products withthe management of the supply
chain. The process integrates all the plans for
the business.
Subcontracting Sending production work to another
manufacturer
Time fence A policy that notes where various restrictions or
changes in operatingprocedures takes place.