-
Automatic Time Study Method for Recording Work Phase Times
ofTimber Harvesting
Teijo Palander, Yrjo Nuutinen, Arto Kariniemi, and Kari
Vaatainen
Abstract: The objective of the present study was to develop an
automatic time study method based on aprocess-data model for
single-grip harvesters, with inputs based on data automatically
collected by theharvesters onboard computer. The method integrates
the phases of the work cycle into components underconditions in
which the work phases may overlap to varying degrees. During the
work phase analysis, we foundthat process-data models differed
under similar work conditions because work phases could not be
completelyseparated during the automatic recording of data. We
therefore used the combined data provided by manual andautomatic
timing to develop a new process-data model for a single-grip
harvesters work. We also analyzed theoverlapping and simultaneous
work phases to optimize the improved process-data model. The
results weresatisfactory, and the method can be systematically used
in time studies based on automatically recorded data bymodifying
the process-data model using the approach described in this
article. Adjustment of the model toimprove data-recording accuracy
compared with manual time studies has great potential, but this
must beconfirmed through additional harvesting experiments during
work studies with different machines and indifferent forests. FOR.
SCI. 59(4):472483.Keywords: time and motion studies, single-grip
harvester, process data, data management system
S INCE THE INTRODUCTION of the first single-grip har-vesters
(hereafter, harvesters) in the Nordic coun-tries in the 1970s,
studies of the harvesters workcycle have relied on the time study
method. Since then,these studies have expanded from the testing of
new modelsto determining the influence of the operating
environment,the operational efficiency of the integration of
harvestingwith downstream processes such as forwarding
harvestingchains, operator skills, and the dynamics of
human-machinesystems. Research methodologies have evolved
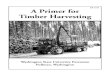
greatlysince the introduction of these machines (Figure 1).
In the 1970s and 1980s, time studies were mainly con-ducted
using digital watches (International Labour Office1981). In the
mid-1980s, field computers started to replacedigital watches and
paper forms in time studies because theyprovided opportunities for
measuring the time elements of awork cycle in more detail and more
accurately (Harstela1988). During the 1990s, numerous time studies
of harvest-ers were conducted using handheld field computers
(e.g.,Kellogg and Bettinger 1994, Eliasson 1998), and thesedevices
remained essential into the 2000s (Karha et al.2004, Puttock et al.
2005, Kariniemi 2006, Spinelli andVisser 2008, Ovaskainen 2009).
Since the 1990s, digitalvideo cameras have been used to record
harvester perfor-mance and working techniques (Vaatainen et al.
2005,Ovaskainen et al. 2006, Nurminen et al. 2006, Nakagawa etal.
2007). In the 2000s, it became possible to collect timestudy data
automatically using a harvesters computer con-nected to channels
such as the controller-area network
(CAN) hardware (Vaatainen et al. 2005, Kariniemi 2006,Tikkanen
et al. 2008, Ovaskainen 2009, Nuutinen et al.2010, Palander et al.
2012). The automated time studymethods used for monitoring the
performance of harvestersin cut-to-length systems have also been
used to monitortree-length harvesting systems (McDonald and
Fulton2005).
The CAN bus was developed and launched by RobertBosch
Corporation in 1986. It was designed specifically forautomotive
applications and is a multiplexed wiring systemthat can be used to
connect intelligent devices such aselectronic control units in
vehicles, allowing data to betransferred in a low-cost and reliable
manner (CAN inAutomation 2011). The benefit of the CAN bus for
timestudies of harvester work is that it lets researchers
recordlarge amounts of time study data with a high level of
detailand accuracy during the harvesters work on each processedstem
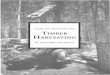
(Figure 2). A variety of dataloggers have been devel-oped that can
automatically record this information, includ-ing the Forestry
Engineering Research Institute of CanadasMultiDAT (FPInnovations
2012) and the PlusCan data-logger (Plustech Oy, Tampere,
Finland).
For harvesters, Plustech Oy developed a datalogger
toautomatically record the information flow in the CAN buschannels.
Their first device for recording the CAN businformation (the
PlusCan datalogger) recorded detailed in-formation concerning the
harvesters operations, such as thestem dimensions and time
consumption during each ofthe harvesters work and movement phases
(Peltola 2003).
Manuscript received February 1, 2012; accepted September 1,
2012; published online October 4, 2012;
http://dx.doi.org/10.5849/forsci.12-009.Teijo Palander
([email protected]), University of Eastern Finland, Joensuu,
Finland. Yrjo Nuutinen ([email protected]), Finnish Forest
ResearchInstitute. Arto Kariniemi ([email protected]),
Metsateho Oy. Kari Vaatainen ([email protected]), Finnish
Forest Research Institute.Acknowledgments: The research reported in
this article was partially funded by the Finnish Funding Agency for
Technology and Innovation (decision number40197/09) and Metsateho
Oy.Copyright 2013 by the Society of American Foresters.
472 Forest Science 59(4) 2013
-
The successor to the PlusCan datalogger, the
TimberLink(developed by John Deere), is a more advanced
monitoring
system that has been available as an option on all new JohnDeere
harvesters since 2005. TimberLink comprises hard-ware and software
that collect and process CAN bus dataabout the machines and the
operators condition and per-formance (John Deere 2008, Tikkanen et
al. 2008, Nuutinenet al. 2010, Palmroth 2011, Palander et al.
2012).
The first Forest Work Study Nomenclature (Nordic For-est Study
Council 1978) was published in 1963 and revisedin 1978. It
represented an agreement between Denmark,Finland, Sweden, and
Norway about terminology and meth-odology that was worked out by
the Nordic Work StudyCouncil. The Nomenclature aimed to improve the
compa-rability of international time study reports (Samset
1990).The second international Forest Work Study
Nomenclature(Bjorheden 1991) was launched in 1995
(InternationalUnion of Forestry Research Organisations 1995) for
prac-tical testing aiming at refining it for final acceptance at
theInternational Union of Forestry Research OrganisationsWorld
Congress in Malaysia in 2000. These nomenclatureswere the first
steps toward developing a common universaltime study methodology.
They contained a collective pro-posal for the basic time concepts
and phases that should beused for time measurements in forestry
work to serve as abasis for any study that hoped to achieve
internationalsignificance.
Spinelli et al. (2010) have proposed that general modelsshould
be developed for harvesters and processors instead
Figure 1. The development of time studies in harvester
operations.
Figure 2. The ideal work cycle of a single-grip harvester.
Forest Science 59(4) 2013 473
-
of using more accurate stand-level models for a
separatehuman-machine system. The goal of such a generalizedmodel
would be to eliminate the time-consuming and ex-pensive process of
creating a specific model for each har-vesting machine and stand.
Recently, we developed anadaptive work study method to support
stand-level studies(Palander et al. 2012). The method uses a
detailed model ofa machines work cycle and work-phase data provided
bythe machines automatic monitoring system to identify themost
important work phases in a human-machine system.However, the only
time study standard intended specificallyfor forest machines is the
Standard for Forest Data andCommunication (Skogforsk 2010), which
is a de facto stan-dard for all forest machines manufactured in the
Nordiccountries.
The first version of StanForD was published in 1987 inSweden. In
the early 1990s, Finnish researchers also joinedin the development
of the StanForD standard (Arlinger et al.2008). The goal of the
standard was to enable analyses ofthe technical and organizational
factors that affect the op-eration of forwarders and harvesters.
The latest version ofStanForD was issued in 2010 (Arlinger et al.
2010). In thecurrent version of StanForD for harvesters, the
effectivework time is divided into processing and travel time at
thehighest level. During StanForDs development process,
in-formation technology provided a number of possibilities
topromote the use of a standard method and overcome thelimitations
of previous international standards for time stud-ies. StanForD was
specifically developed to account for theheterogeneous timing
devices that have been used, the re-search topics these techniques
support, and the approachesused in these studies (Figure 1).
Kariniemi and Vartiamaki (2010) developed a general-ized model
of the work phase classification for use inautomatic time studies
of harvesters. This is a process-datamodel in which pause times are
considered in addition to theeffective work time. Despite the
common consensus, theprotocols that have been implemented, and
their continuoususe within the forest engineering community, there
is still awidespread misunderstanding of automatic time study
ap-proaches at the conceptual, theoretical, and practical levelsin
the context of cut-to-length harvesting systems. Theprocess-data
model of Kariniemi and Vartiamaki (2010) isbased on an idealized
work cycle for the harvester whereinthe work phases follow
regularly repeating steps (Figure 2).However, unforeseen situations
that lead to deviation fromthe normal procedures can occur during
the work, and thiscan lead to difficulties in correctly identifying
how the timeconsumed by these activities should be allocated among
theharvesters work phases, especially when automatic ratherthan
manual recording of the time data is used. This isproblematic
because it is important to ensure that all humanand machine actions
are included in the right work phasesand that all work time is
recorded as effective work. Un-foreseen situations that can confuse
the automatic recordingof effective time consumption include the
following possi-bilities for each level 1 work phase in the
model:
1. Gripping the stem. Automatic recording can correctlyrecord
the removal of undergrowth surrounding a tree
(clearing) within the work phase in which the oper-ator swings
the harvesters felling head toward the treeand fells the
undergrowth using the heads saw. How-ever, undergrowth may also be
removed by pressingthe felled tree against the vegetation or by
draggingthe tree instead of using the harvesters felling saw.
Inthese cases, the operation is not registered correctly.
Aprefelled tree can also cause confusion between thegripping the
stem phase and the felling phase becausethe felling cut was made
before the processing phase.If the tree to be felled is
sufficiently branchy, the buttmust be delimbed before the felling
cut so that theharvester head can grip the stem. This
operationshould be included in the gripping the stem phasebecause
it is involved in the preparation for felling andis not part of the
felling.
2. Felling. When the felling cut must be repeated severaltimes
for a tree that is too large to fell in a single cut,multiple
felling cuts will be required, and these mustbe combined into a
single felling phase. It is alsopossible to fell several small
trees consecutively if thefelling head has an accumulator arm and
then processthem simultaneously, which does not follow the
idealwork cycle shown in Figure 2. After the felling cut andbefore
stem feeding, damage to the butt of the treemust be removed by
sawing off a short piece of thestem, and this operation should be
included in theprocessing work phase rather than the felling
phase.
3. Processing. Several operations can confuse the divi-sion of
the recorded times during processing. The stemcan break during
felling, in which case a small piecemust be cut from the first log
to remove the damagedpart of the stem, and the activity should be
includedunder processing, not felling, despite the activation ofthe
heads felling saw. Furthermore, a tree that dividesinto two stems
near the stump must be separated intotwo stems by a new felling
cut. During cross-cutting,the first cut might not suffice, leading
to a requirementfor additional cuts. When the top of a stem or a
wholeunmerchantable tree is fed through the felling headand the
diameter is too small to produce a merchant-able log, the time
should not be recorded as processingbecause there is no output
(defined as producing avolume of merchantable wood). Sometimes stem
feed-ing is conducted using only boom movements withoutactivating
the feed rollers, and, in this case, the feed-ing time and the
length of the stem cannot be recordedby the automatic systems. The
endpoint of processingcan also be defined in two ways: the final
cross-cut ofthe stem or return of the harvesters felling head to
anupright position. Which of the two definitions shouldbe used has
not yet been defined in the existing timestudy standards and is
still being debated.
These and other reasons why automatic recording maybe difficult
to use with a process-data model should beclarified so that these
problems can be accounted for duringmodel development and use.
Another problem with auto-matic recording is the large amount of
time study data
474 Forest Science 59(4) 2013
-
obtained for each processed stem, which must be systemat-ically
organized (i.e., divided among the work phases whichmay overlap to
varying degrees). The overall purpose of thepresent study was to
examine both automatic and manualrecording of the time consumption
during a harvesterswork cycle to increase our understanding of the
potential forautomatic recording during time studies and to
identifysituations in which manual recording can provide
insightsinto better ways to allocate automatically recorded
timedata. The study also aimed to identify the advantages
ofautomatic time studies.
We conducted a study in which the focus was to findcommon
characteristics, models, and new theoretical ideas,methods, and
concepts by analyzing two recording alterna-tives (automatic versus
manual) under similar work condi-tions. In an experimental study
strategy, tests are used as ameans of researching different
phenomena. In our study, weidentified the key components that
should be quantifiedempirically (based on observations of the
harvesters work)instead of assuming from the start what those
componentsshould be (Eisenhardt 1989, 1991, Dyer and Wilkins
1991).We used the PlusCan datalogger for automatic recordingand
visual observation by a researcher using a handheldfield computer
for manual recording. We used the process-data model of Kariniemi
and Vartiamaki (2010) as the basisfor the automatic recording,
because this model had beendeveloped especially for use with
automatic timing.
Our objective was to develop a systematic method forrecording
details of the effective work time of a harvesterthat would support
the use of a process-data model. The factthat harvesting machines
operate so rapidly that accuratemanual time study is impossible,
combined with the pres-ence of many overlapping time elements,
makes an auto-matic solution essential. The fact that the CAN bus
data arereadily available permits such a solution. In this article,
wealso describe the modifications required to the process-datamodel
to allow the use of the CAN bus data and especiallythe allocation
of all (overlapping) time elements within themodels hierarchical
data structure. We used principal com-ponents analysis in the final
stage of the work phase anal-ysis to optimize the allocation of
times among work phases.One goal of our study was to develop a
general model thatmet the criteria of Spinelli et al. (2010) and
would thereforefacilitate the use of automatically recorded data
withoutrequiring researchers to develop a specific model for
eachcombination of machine and stand conditions.
Materials and MethodsThe work phase analysis was performed in
three stages.
In the first stage, we developed an original version of
theKariniemi and Vartiamaki (2010) process-data model fortime
studies of a harvesters work by automatically collect-ing time
study data using the PlusCan datalogger and man-ual recordings
taken using a Husky-Hunter handheld fieldcomputer. In the second
stage, we performed three fieldtests (three different time studies)
to obtain data that couldbe used to improve the process-data model.
Test 1 examinedthe activities during the processing phase
(automatic record-ing). Test 2 examined the activities that occur
before the
processing work phase (manual recording). Test 3 examinedall
three level 1 work phases (gripping the stem, felling,
andprocessing) in the model (automatic and manual recording).In
this second stage, the adjustment of the model was basedon
automatic and manual time study data obtained in aprevious field
study (Vaatainen et al. 2005). In the study ofVaatainen et al.,
automatic timing was conducted using aPlusCan datalogger as a
recording device. Manual timingwas conducted by an observer using a
Rufco handheld fieldcomputer.
In the third stage, we developed an automatic time
studymethodology by combining the manual and automatic tim-ing data
to develop an improved process-data model of theharvesters work.
Test 3 can be used to examine all threelevel 1 work phases
(gripping the stem, felling, and pro-cessing) in the model and to
develop the general model. Anexperimental research strategy was
applied for identifyingthe components of the harvesters work cycle,
and theseresults were used to modify the model. Specifically,
weperformed an exploratory factor analysis to compress thedurations
of the work phases and the subphases of theharvesters work into the
most significant factors and toidentify any latent structures in
the processing phase.
Process-Data ModelThe process-data model of Kariniemi and
Vartiamaki
(2010) was developed specifically to use the data providedby the
CAN bus of a harvester; in this study, we refer to thisas the
process data. Process data include detailed infor-mation about
harvester operations such as the stem dimen-sions, time consumption
during each phase of the harvest-ers work, machine movements, and
fuel consumption. Wedefined the time phases in the process-data
model using theidealized work cycle (Figure 2). The time study
materialwas recorded from Ponsse, Timberjack, and Valmet
har-vesters and comprised 200 stems per harvester. The struc-ture
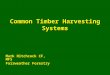
of the original process-data model is described inFigure 3.
The model consists of three hierarchical levels: the level1 work
phases in the hierarchy, the work cycle elementswithin these phases
(level 2 phases), and the components ofthese work cycle elements
(level 3 phases). The total worktime for each processed tree equals
the combined timeconsumption of the level 1 work phases. In levels
2 and 3,the level 1 work phases are subdivided into smaller
workcycle elements, and the time consumption of each level 1work
phase equals the sum of the work cycle elements atlower levels of
the hierarchy. In the original model, all workphases are considered
to be separate, which means that thetime consumptions do not
overlap.
In level 1 of the hierarchy, the work phases are grippingthe
stem, felling, and processing. Tables 1 and 2 definethe start and
end points of the level 1 work phases andtheir work cycle elements.
The time consumption duringgripping the stem is calculated as an
average value for theprocessed trees at each working location or in
each stand,whereas felling and processing times are recorded
foreach tree. Here, we used the definition of Kariniemi(2006), who
described the working location as an idealized
Forest Science 59(4) 2013 475
-
area within the reach of the boom, in which a skilledoperator
can fell and process all trees without moving theharvester.
In level 2, the level 1 work phases are subdivided into
five shorter work cycle elements and four pauses. Tables 1and 2
provide details of the level 2 time elements. Ifpositioning occurs
while the harvester is moving, the wholeworking time is registered
as part of the moving phase.
Figure 3. Flowchart for a process-data model describing the
relationships between the different workphases during a harvesters
work (Kariniemi and Vartiamaki 2010).
Table 1. Definition of the time phases used for manual
recording.
Work phase Definition
Moving forward This phase was recorded when the harvester was
driving forward, but not when theharvester was in motion during the
felling or processing work phases.
Extend the boom and grip This phase started when the boom began
to swing toward a tree and ended whenthe chain saw began the
felling cut; thus, this phase also includes positioning
theharvester head at the base of the tree.
Felling This phase started when the felling cut began and ended
when the feeding anddelimbing of the stem started. Felling included
the duration of boom movementwhile the head was holding a cut tree
to move it to a processing site at amaximum distance of 3 m from
the base of the tree.
Felling and bunching This phase included the duration of felling
the tree and moving the felled tree to aprocessing site located
more than 3 m from the base of the tree.
Processing (delimbing and cross-cutting) This phase started when
the stem began feeding through the harvester head andended when the
operator lifted the harvester head to an upright position after
thefinal cross-cut through the stem.
Clearing This phase included removal of undergrowth and
unmerchantable trees fromaround standing trees that must be
felled.
Stacking logs This phase included gathering the logs into piles
along the extraction trail.Piling of slash This phase was recorded
whenever slash was piled as a separate work phase (i.e.,
not as part of the processing phase).Bringing the top to the
extraction trail This phase included bringing unmerchantable tops
of stems to the extraction trail
after the final cut to produce the last log.Moving backward This
phase included the period when the harvester was moving backward,
but not
when the harvester was in motion during the felling or
processing work phases.Position the boom forward This phase
occurred when the operator moved the harvester head to the front
of
the machine before moving forward.
476 Forest Science 59(4) 2013
-
During the gripping the stem phase, when the boom or
theharvester head is motionless due to reasons such as workplanning
by the operator or a machine breakdown, the timeis included in the
pause 1 phase. Felling is split into fellingand pause 2. Felling
starts when the felling cut begins andends when the stem feeding
starts. Pause 2 is defined as atime phase during which the machine,
boom, and harvesterhead are motionless. Processing is divided into
stem feed,pause 3a, arrangement of the products, and pause 3b.
Theprocessing time of each log is split into feeding the stem
andpause 3a. Feeding the stem starts when the stem beginsmoving
through the harvester head and ends when thefeeding of the log
stops. Pause 3a is the time phase duringlog processing when the
machine, the boom, and the har-vester head are motionless.
Arrangement of the productsincludes operation of the boom and
harvester head, andpause 3b is the time phase without any harvester
operations.Arrangement of the products and pause 3b occur
immedi-ately after the processing of each log.
In level 3 of the hierarchy, the moving phase in level 2
isdivided into forward and backward movements. The posi-tioning
work phase equals the sum of the extend the boomphase and the other
1 phase. Extend the boom beginswhen the boom starts to swing toward
a tree and ends whenthe harvester head is resting against a tree.
Other 1 includesphases for clearing undergrowth and for arrangement
of theproducts around a tree to be felled or repositioning the
headto avoid an obstacle such as a large rock that prevents thehead
from reaching the tree. The felling phase includesthe felling cut
and felling control phases. Felling cut meansthe cut that fells a
standing tree, whereas felling controlmeans moving the felled tree
to the position where it will beprocessed. The feeding the stem
work phase is broken downinto four phases: delimbing, reversing,
cross-cutting, andother 2. During delimbing, the branches are
removed byfeeding the stem through the harvester head while the
har-vester head is moving forwards. Reversing occurs when
theharvester head is moving backward along the stem. Cross-cutting
includes time consumption during the cross-cut thatproduces each
log. Other 2 includes work not involvingdelimbing or cross-cutting,
such as piling logs. The arrange-ment of the products phase is
split into bunching and other3 phases. Bunching includes moving the
stem to the mostconvenient position for cross-cutting so that the
logs willform a single pile. Other 3 includes sorting the logs
after the
feeding the stem phase and moving tops and branches. Thepause 1,
pause 2, pause 3a, and pause 3b phases are splitinto shorter phases
based on their duration: break for apause 3 seconds, rest for a
pause longer than 3 secondsbut shorter than 30 seconds, and
stoppage for a pause30seconds.
Adjustment of the Process-Data ModelIn the three tests that
provided the data used in our
second and third analyses, we minimized the variability inthe
harvesting conditions in the study stands: the terrain wasflat and
the tree size, tree species composition, and stemdensity (number
per unit area) were as similar as possible.Time study plots in
which 45 or 60 minutes of operatingtime were monitored were
assigned to six harvester opera-tors. Six time study plots from two
first-thinning standsand three time study plots from a clearcutting
stand wereselected for each operator. We used data provided
byVaatainen et al. (2005) for the time for each work phase ofthe
harvesting system. We observed and timed each phaseof the
harvesters work for each processed tree (for a total of1,776
stems). The effective work time was measured to thenearest 0.1
second using both the handheld field computerand the harvesters
automatic datalogger.
In the first manual recording test, the observer followedthe
steps of the work cycle presented in Figure 4. Thedefinitions of
these work phases are presented in Table 1.The extend the boom and
grip, felling, felling and bunching,processing, and bringing the
top to the extraction trailphases were defined as the level 1 work
phases for each tree.The moving forward, clearing, stacking logs,
piling of slash,reversing, and positioning the boom forward phases
werecomplementary work phases that were not analyzed for
eachprocessed tree. In the manual time study, the time for eachof
these work phases was recorded separately.
In the second test, automatic recording followed the stepsof the
work cycle without including the pause work phasesthat are included
in the process-data model in Figure 3. Thelevel 1 work phases were
gripping the stem, felling, andprocessing. The test concentrated on
the processing phase,and the definitions of the phases are
described in Table 2.Total processing time included driving, sawing
during pro-cessing, and boom use. Simultaneous driving and using
the
Table 2. Definition of the time phases used for automatic
recording.
Work phase Definition
Gripping the stem Starts when the harvester or boom start to
move and ends whenthe felling cut begins.
Felling Begins when the felling cut starts and ends when the
stemfeeding starts.
Sawing during felling Duration of the felling cut during
felling.Processing Time from the start of feeding of the first log
to ejection of the
final log from the head.Driving during processing Harvester
movement during the processing work phase.Sawing during processing
Total time for processing the stem into logs.Using the boom during
felling and processing Using the boom during the felling and
processing phases but
excluding moving.Simultaneous driving and using the boom during
processing Using the boom at the same time as processing and
moving.
Forest Science 59(4) 2013 477
-
boom during processing was also included in the totalprocessing
time.
Automatic Time Study MethodologyA good research hypothesis and
research questions are
integral elements in conducting experimental research be-cause
they steer the process of collecting study material,producing
results, making syntheses, and writing the studyreport (Dyer and
Wilkins 1991). To modify the originalprocess-data model, we asked
the following researchquestions:
1. How does the process-data model describe the auto-matically
recorded components of the work cycle?
2. Which time consumption components that we re-corded manually
can be added into the originalprocess-data model?
3. What aspects of the process-data model should beimproved
based on the answers to research questions1 and 2?
In this study, we used principal components analysis toadjust
the process-data model. We used this approach toreduce the
variation contained in the measured variablesinto principal
components that were not correlated witheach other but that
explained as much as possible of theoverall variation. Our goal was
to find combinations ofwork cycle time elements that could be
interpreted as di-mensions of the overlapping work phases. This
analysisgives every variable a weight that reveals its position
withinand its impact on the overall work cycle. The component
is
also given an eigenvalue, which represents the
relativeproportion of the overall variation that a component
canexplain. We chose solutions that included components withan
eigenvalue greater than 1 (Kaiser 1960) and used thescree test to
determine which factors to retain (Cattell 1966).We used the
Varimax rotation provided by SPSS-X soft-ware (SPSS, Inc. 1988) to
minimize the number of variableswith high loadings (i.e., high
weights) for each factor andthereby simplify interpretation of the
factors.
ResultsAutomatically Recorded Times
In the first test, we examined the work phases of
theconventional process-data model (Figure 3). Table 3 sum-marizes
the principal components of these work phases inthe improved
process-data model. The overall work com-ponents in the actual
automatic recording can be dividedinto gripping the stem, manual
processing, and automaticprocessing. The gripping the stem
component had only oneseparate work phase that was not selected for
any othercomponent (gripping the stem), whereas the manual
andautomatic processing components both included severalwork
phases. These work components were not congruentwith the level 1
work phases of the original process-datamodel (gripping the stem,
felling, and processing). In addi-tion, two of the three level 1
work components includedoverlapping work phases.
The manual processing component was split into drivingduring
processing, using the boom during felling and pro-cessing,
simultaneous driving and using the boom during
Figure 4. Flowchart for work phases describing the manually
recorded work cycle.
478 Forest Science 59(4) 2013
-
processing, and felling. The felling phase within the
manualprocessing component was equivalent to the felling phase
inthe process-data model. The simultaneous driving and usingthe
boom during processing phase was congruent with thelevel 2 phase of
log processing in the original model. Thedriving during processing
phase was an important variablein this analysis, but it was not
defined in the original model.
The automatic processing component was split into pro-cessing,
using the boom during felling and processing,sawing during
processing, and sawing during felling. Thesawing during processing
phase was equivalent to the cross-cutting phase in the original
model. The using the boomduring felling and processing phase was
congruent with thebunching phase of the original model. However,
the usingthe boom during felling and processing phase did not fit
intothe original model because it included simultaneous ma-chine
operations with the manual processing. The sawingduring felling
overlapped both the manual processing andthe gripping the stem
phases.
Manually Recorded Time ConsumptionIn the second test, we
examined the manually recorded
components of time consumption to determine whether
they could be added in the improved process-data model.Table 4
summarizes the principal components of thesework phases. The level
1 work phases in the originalmodel (gripping the stem, felling, and
processing) werecongruent with three of the components revealed in
themanual recording. However, clearing was revealed as animportant
additional work component. In level 2 of theoriginal model, the
moving and positioning phases in-cluded the same operations
observed in the manual record-ing: position the boom forward,
moving forward, and mov-ing backward. At the same level, the
felling phase includedthe felling phase and the felling and
bunching (3 m)phase. The processing phase in the original model
includedone of the same operations revealed by the manual
record-ing (cross-cutting and delimbing). However, the
manualobservations included the extend the boom and grip phasethat
was included in the positioning phase of the originalmodel.
In the original model, the extend the boom phase (level3) and
the positioning phase (level 2) diverged from theposition the boom
forward phase of the manual recording(Figures 3 and 4). This is
because the positioning phase inthe original model only includes
boom movements to fell a
Table 3. Results of the principal components analysis of the
timber-harvesting phases with automatic recording.
Variable
Component
CommunalitiesI II IIIGripping the stem 0 0 0.925a 0.859Driving
during processing 0.924a 0 0 0.874Using the boom during felling and
processing 0.568 0.651a 0 0.795Simultaneous driving and using the
boom during processing 0.905a 0 0 0.826Felling 0.661a 0 0
0.528Sawing during felling 0 0.498a 0.373 0.397Sawing during
processing 0 0.813a 0 0.667Processing 0 0.859a 0 0.753Eigenvalue
2.4 2.1 1.1 Total of components IIIIProportion of the variation
explained (%) 36.2 21.5 13.5 71.2A Varimax rotation with Kaiser
normalization was used in the principal components analysis
(weights of 0.3 have been replaced with a weight of
0).Interpretation of the principal components: I, manual
processing; II, automatic processing; III, gripping the stem.a The
highest weightings for each main component.
Table 4. Results of the principal components analysis of the
timber harvesting with manual recording.
Variable
Component
CommunalitiesI II III IVMoving forward 0 0 0.788a 0 0.664Extend
the boom and grip 0 0 0 0.781 0.615Felling 0 0.921a 0 0
0.866Cross-cutting and delimbing 0 0 0 0.723a 0.539Clearing 0.0765a
0 0 0 0.628Bringing the top to the strip road 0 0 0 0.205
0.058Moving backward 0 0 0.612a 0 0.394Position the boom forward 0
0 0.752a 0 0.589Felling and bunching (3 m) 0 0.910a 0 0
0.862Clearing and positioning 0.862a 0 0 0 0.766Clearing and
felling 0.708a 0 0 0 0.505Eigenvalue 1.8 1.7 1.6 1.2 Total of
components IIVProportion of the variation explained (%) 17.1 15.6
14.7 11.5 58.9A Varimax rotation with Kaiser normalization was used
in the principal components analysis (weights of 0.2 have been
replaced with a weight of 0).Interpretation of the principal
components: I, clearing; II, felling; III, gripping the stem; IV,
processing.a The highest weightings for each main component.
Forest Science 59(4) 2013 479
-
tree, whereas in the manual recording, the position the
boomforward phase was recorded separately when the operatorsteered
the harvester head to the front of the machine beforemoving to the
next working location. The principal compo-nent analyses included
this phase in the gripping the stemcomponent (Table 4).
Process-Data ModelIn the third test, we investigated the changes
required to
improve the original process-data model based on the an-swers to
research questions 1 and 2. The potential workphases that could
improve the model were identified bymeans of principal components
analysis (Table 5), whichallowed us to combine the important work
phases from themanual and automatic recordings. The main work
compo-nents were automatic processing, manual processing,
clear-ing, moving, gripping the stem, felling, positioning,
andarrangement of the products. The level 1 phases in theoriginal
model (gripping the stem, felling, and processing)were congruent
with the main work components revealed bythe principal components
analysis. In addition, the manualobservations revealed manual
processing, clearing, moving,positioning, and arrangement of the
products as additionallevel 1 work phases. In level 2 of the
original model, themoving and positioning work phases included the
extendthe boom and grip (manually recorded [M]), moving for-ward
(M), and moving backward (M) phases.
The position the boom forward (M) phase occurs beforethe
harvester starts to move to the next working location.This phase
could not be incorporated in the original modelbecause the
definition of positioning in the model only
includes boom movements to fell a tree. In our improvedmodel, it
was included in the gripping the stem component.The bringing the
top of the stem to the extraction trail phasecould be included
under the processing phase (level 1) ofthe original model. In our
improved model, this work phasewas under the arrangement of the
products work compo-nent. Furthermore, the extend the boom and grip
the stem(M) work phase was included in the positioning
workcomponent.
The felling component included the felling (M) workphase and the
felling and bunching (M) work phase. On theother hand, the felling
(automatically recorded [A]) phasewas included in the manual
processing component. Thesawing during felling phase was included
in the felling cutphase of the original model, but in the improved
model, itwas included in the clearing component. These results
in-dicate different timing allocation between the manual
andautomatic recordings. In the original model, the
manuallyrecorded clearing phase was included in the other 1
phase.This was possible because in the model, the total grippingthe
stem time is usually calculated as the average value forthe stems
at each working location or for the whole stand. Inour model,
clearing (M), clearing and positioning (M), andclearing and felling
(M) were included in the clearing com-ponent. These results
indicate a different hierarchical struc-ture between the original
and improved models. The hier-archical structure of the improved
model did not includecomplementary work phases.
The processing phase (level 1) in the original modelincluded
work phases from the start of feeding of the firstlog to ejection
of the final log from the head. Therefore, the
Table 5. Results of the principal components analysis of the
timber harvesting with both manual and automatic recording.
Variables
Component
CommunalitiesI II III IV V VI VIIMoving forward, M 0 0 0 0.793a
0 0 0 0.690Extend the boom and grip, M 0 0 0 0 0 0.814a 0
0.699Felling, M 0 0 0 0 0.950a 0 0 0.942Cross-cutting and
delimbing, M 0.917a 0 0 0 0 0 0 0.849Clearing, M 0 0 0.714a 0 0 0 0
0.591Bringing the top to the extraction trail, M 0 0 0 0 0 0 0.977a
0.960Moving backward, M 0 0 0 0.540a 0 0 0 0.350Position the boom
forward, M 0 0 0 0.649a 0 0 0 0.590Felling and bunching (3 m), M 0
0.415 0 0 0.834a 0 0 0.928Clearing and positioning, M 0 0 0.792a 0
0 0 0 0.682Clearing and felling, M 0 0 0.750a 0 0 0 0 0.587Gripping
the stem, A 0 0 0 0.762a 0 0.397 0 0.812Driving during processing,
A 0 0.897a 0 0 0 0 0 0.873Using the boom during felling and
processing, A0.575a 0.504 0.495 0 0 0 0 0.855
Simultaneous driving and using the boomduring processing, A
0 0.896a 0 0 0 0 0 0.834
Felling, A 0 0.639a 0 0 0 0.502 0 0.685Sawing during felling, A
0 0 0.475a 0 0 0.313 0 0.421Sawing during processing, A 0.795a 0 0
0 0 0 0 0.636Processing, A 0.910a 0 0 0 0 0 0 0.843Eigenvalue 2.8
2.5 2.3 2.1 1.7 1.5 1.1 Total of components IVIIProportion of the
variation explained (%) 14.7 13.3 12.1 10.9 8.8 7.7 5.3 72.8A
Varimax rotation with Kaiser normalization was used in the
principal components analysis (weights of 0.3 have been replaced
with a weight of 0).The highest weightings are presented in
boldface for each main component. Interpretation of the principal
components: I, automatic processing; II, manualprocessing; III,
clearing; IV, gripping the stem; V, felling; VI, positioning; VII,
arrangement of the products.a The highest weightings for each main
component.
480 Forest Science 59(4) 2013
-
driving during processing (A) work phase could be addedinto
either the other 2 or other 3 tertiary phases. Further-more, the
sawing during processing (A) phase could beadded in the
cross-cutting tertiary phase. In the improvedmodel, the automatic
and manual processing componentssystematically replace the
processing level 1 phase. There-fore, the driving during processing
(A) phase was includedin the manual processing component and the
sawing duringprocessing (A) phase was included in the automatic
pro-cessing component. Furthermore, the using the boom
duringfelling and processing (A) phase did not fit into the
originalmodel because it included significant overlapping
durationsdue to simultaneous machine operations but could be
in-cluded in the improved model.
DiscussionAssessment of the Study
We recorded the work phases of a single-grip harvesterin
parallel using automatic and manual recording tech-niques. This let
us compare the information value of bothtechniques. Statistical
methods were successfully used inanalysis, although the experiment
of this study does notoffer the possibility for statistical
generalization. The ex-perimental study strategy applied in our
study was to de-scribe the potential method for automatic and
manual timingto reach a better understanding of the automatic time
studymethod. Although we collected enough data to have confi-dence
that our results are statistically valid (i.e., that theycan be
generalized to other machines and stands), the pur-pose of our
study was not to collect statistics on cycle times,but rather to
identify the optimal allocation of cycle timeswithin an improved
process-data model. Using the strategyof Dyer and Wilkins (1991),
we were able to analyze theautomatic and manual timing data from
the studies byVaatainen et al. (2005) and Kariniemi and
Vartiamaki(2010).
The problem of discrete work phases in the manualtiming was
avoided by analyzing additional subphases ofthe level 1 work phases
using data collected automaticallyby a datalogger attached to the
machines data bus. Therewas significant overlap among the work
phases. We there-fore used principal components analysis to provide
a statis-tical basis for the use of partial scales (i.e., partially
over-lapping work phases). This analysis revealed several
keyunderlying factors that would not have been identified usingthe
original process-data model or by using completelyautomated time
study methods such as the one introducedby McDonald and Fulton
(2005).
Improved Process-Data ModelFor cut-to-length harvesting systems,
Table 5 presents an
improved version of the process-data model presented inFigure 3.
The new work phase classification was indepen-dent of the manual
timing techniques, because the time perwork phase was not recorded
separately and because certainsecondary work phases were omitted in
the manual record-ing. For example, the automatic time study method
recordedthe duration of using the boom during felling and
process-
ing. This overlapping operation could not be included in
theoriginal model because the work phases in that version ofthe
model are constructed separately for use in modelingstudies (Olsen
et al. 1998, Spinelli et al. 2010) aimed todetermine the general
relationships between time con-sumption and parameters of the
working conditions; suchstudies require that the work cycle in the
time study beconstructed from regularly repeating elements without
over-lapping subphases. Our improved process-data model isbased on
a more systematic and clear hierarchical structureof the work
phases, which can account for both separate andoverlapping work
phases (Table 5). There will always bedifferences between
data-collection techniques, making itchallenging to produce time
consumption information in aconsistent format.
One advantage of the improved process-data model wasthat it
enabled combinations of the information obtainedusing automatic and
manual recording. An additional ben-efit of our analysis is that it
includes an analysis of delays,which are one of the major factors
that limit productivityand are, therefore, an integral part of most
time studies (e.g.,Spinelli and Visser 2008). The division of work
cycle timeelements in the improved model allows pause times to
berecorded by a datalogger and included in the model as newwork
phases. Furthermore, automatically recorded pausetimes can be
incorporated in the hierarchy of the improvedmodel.
As Table 5 shows, the duration of the using the boomduring
processing and felling phase indicated the existenceof overlapping
and simultaneous work phases. This con-firms the results of
Vaatainen et al. (2005), Kariniemi(2006), and Ovaskainen (2009). In
those studies, the over-lapping durations of simultaneous work
phases were impor-tant indicators for explaining operator
performance andmotor sensory abilities. The simultaneous work
phasescould also be used to identify the human factors that
influ-ence the performance of a human-machine system (Palanderet
al. 2012). Therefore, the proportion of simultaneous workphases
should be more carefully accounted for in futureresearch. However,
measuring simultaneous phases with ahandheld field computer is a
challenging task because thesimultaneity of different operations
requires the presence oftwo or more observers (Nuutinen et al.
2011). In this re-spect, our improved model allows a highly
detailed workcycle projection and increases our ability to
understand thestructure of the human-machine system. The findings
fromsuch a study could be used in operator training to make
theoverall system more efficient.
The rapid evolution of information technology can allowmanagers
to generate local adaptations of process-data mod-els in individual
stands. Our adjusted model provides both aconceptual-theoretical
basis and a practical basis to recon-cile the results of time
studies based on different methods.Therefore, the adoption of our
harmonized time study pro-tocol would prevent misunderstandings.
Adoption of thisapproach would also facilitate the production of
more in-ternationally comparable work study reports. These
sugges-tions are in accordance with recent methodological
experi-ence gained from the adaptive control of a
human-machinesystem (Palander et al. 2012). For advanced work
study
Forest Science 59(4) 2013 481
-
techniques, it is necessary to adjust the process-data modelto
local work conditions using an automatic time studymethod. The
advantage of the improved model is that it canbe adapted to
human-machine systems, depending on thestudy subject or measurement
technique. For example, forshort monitoring or control periods, the
level 1 work phasescould be broken into segments of the effective
work time,excluding pause times.
Advantages of the Automatic Time StudyMethod
In our study, the automatic time study method was de-veloped by
analyzing the work phases under similar work-ing conditions. It
must be noted that, to date, the presence ofa researcher has
usually been required to detect unexpectedsituations during
harvesting. The use of automatic recordingsolves this problem and
gives the researcher extra time toinvestigate matters such as
conditions at the logging site thatexplain overall productivity and
the operators workingtechnique. For example, Vaatainen et al.
(2005) includedboom movements and moving between working locations
inthe gripping the stem phase recorded by the PlusCan data-logger.
These components could be used to describe theeffect of the working
conditions. For example, the grippingthe stem time increases when
the terrain is difficult totraverse or when tree density is
low.
The phases of gripping the stem and felling that aredefined in
level 3 of the model can be recorded manuallyusing a handheld field
computer, except for work phaseswith short durations (Figure 3).
Nuutinen et al. (2008) foundthat an observer cannot reliably
measure work phasesshorter than 3 seconds. This is also true for
the log-leveloperations during processing in level 3 of the
modelshierarchy, which cannot be recorded manually, especiallywhen
large stems and a large number of stems are measured.Such
observations are limited by observer fatigue during thecourse of a
long time study (Nuutinen et al. 2008). Ourautomatic recording let
us analyze short work phases, suchas the sawing during processing
phase. This possibility wasalso used by Nuutinen et al. (2010) to
compare the effi-ciency of different feed rollers in a harvester
head.
We found differences in the durations of the work phasesbetween
the manually and automatically collected data.These results
indicated that the automatic time studymethod provides more
systematic and accurate recording ofthe work phases. These
differences should be taken intoaccount when the advantages of
different data collectionmethods are compared. Nuutinen et al.
(2008) found that anobservers skill and experience affected
measurement accu-racy in manual time studies and thereby affected
the results,especially during intensive time studies of harvester
opera-tions. Therefore, the accuracy of manual timing is
limitedwhen such machines are monitored. In addition,
manualrecording cannot produce sufficiently detailed and
diverseinformation for the log-level durations of work phases.
There is no doubt that automatic recording enables thecollection
of larger volumes of data at lower cost than withtraditional manual
observations. Palander et al. (2012) dem-onstrated this by
automatically recording more than 50 work
study variables and using computerized data mining toselect the
most important work conditions and work phases.Nuutinen et al.
(2010) also performed a highly detailed andaccurate projection of
fuel consumption and processingtimes for 7,400 stems using a
harvesters automated data-logger. Our approach worked well because
the time studymethod allowed efficient adjustment of the original
process-data model. As recent advanced studies have
suggested(Nuutinen et al. 2010, Palander et al. 2012), the
entiredata-mining phase, including the transfer of data for
furtheranalysis, can be automated using automatic
dataloggerscombined with methods such as the one developed in
thepresent study. The insights provided by our study suggestthat
the methodology represents a powerful core for a datamanagement
system and that it has great potential to sig-nificantly improve
the efficiency of time studies of human-machine systems.
ConclusionsIn this article, we presented the results of three
represen-
tative time studies of single-grip harvesters. We used
theresults to develop an automatic time study method with
animproved ability to capture the key components of theharvesters
work cycle. This method can be used to adjustthe original
process-data model of Kariniemi and Var-tiamaki (2010) to account
for different time studies undersimilar harvesting conditions. To
adjust the model for dif-ferent stands, managers can reorganize the
accurate timedata gathered by this systematic method. The benefit
of ourapproach is that it can identify the most important
workphases from large amounts of time study data. The
principalcomponents analysis identified the optimal
reorganizationof the model using an objective and statistically
validmethod. The improved process-data model is superior to
theoriginal because it can record simultaneous work phasesthat
overlap to varying degrees. This is an important advan-tage for
mechanized and semiautomated work operations,for which both the
machine operator and the harvesterscomputer may control certain
actions. Adjustment of themodel to improve data recording accuracy
has great poten-tial in future forestry work, but this must be
confirmedthrough additional time studies under different
workingconditions.
Literature CitedARLINGER, J., S. BERGEK, L. HULT, B.
LARSSON-SNYGG, B, MORE-
NIUS, AND J. SONDELL. 2010. Operational monitoring of
forestmachines under working conditionDefinitions and
imple-mentations to time concepts and repair causes with in
StanfordframeworkVersion 2.9. Skogforsk, Uppsala, Sweden. 19 p.
ARLINGER, J., J.J. MOLLER, T. RASANEN, AND J.A. SORSA.
2008.StanForD 2010. Benefits, needs and requirements for users
andmanufacturers. Metsateho Report 201. Available online
atwww.metsateho.fi/files/metsateho/Raportti/Raportti_201_TR_Report_StanForD_tr_ym.pdf;
last accessed May 28, 2012.
BJORHEDEN, R. 1991. Basic time concept for international
com-parisons of time study reports. J. For. Eng. 2(2):3339.
CAN IN AUTOMATION. CAN history. Available online
atwww.can-cia.de/index.php?id161/; last accessed May 28,2012.
482 Forest Science 59(4) 2013
-
CATTELL, R.B. 1966. The scree test for the number of
factors.Multivar. Behav. Res. 1:245276.
DYER, W.G., AND A.L. WILKINS. 1991. Better stories, not
betterconstructs, to generate better theory: A rejoinder to
Eisenhardt.Acad. Manage. Rev. 16(3):613619.
EISENHARDT, K.M. 1989. Building theories from case study
re-search. Acad. Manage. Rev. 14(4):532550.
EISENHARDT, K.M. 1991. Better stories and better constructs:
Thecase for rigor and comparative logic. Acad. Manage.
Rev.16(3):620627.
ELIASSON, L. 1998. Analyses of single-grip harvester
productivity.PhD thesis, Swedish University of Agricultural
Sciences,Ume, Sweden. 24 p.
FPINNOVATIONS. 2012. MultiDAT general description.
Availableonline at tinyurl.com/26u7585; last accessed May 28,
2012.
HARSTELA, P. 1988. Principle of comparative time studies
inmechanized forest work. Scand. J. For. Res. 3:253257.
INTERNATIONAL LABOUR OFFICE. 1981. Introduction to workstudy.
International Labour Office, Geneva, Switzerland. 442 p.
INTERNATIONAL UNION OF FORESTRY RESEARCH ORGANISATIONS.1995.
Forest work study nomenclature. International Union ofForestry
Research Organisations, Vienna, Austria. 16 p.
JOHN DEERE. 2008. TimberOffice: Timberlink. Available online
atwww.timberoffice.com/english/products/timberlink/; last ac-cessed
May 28, 2012.
KAISER, J.L. 1960. The application of electronic computers
tofactor analysis. Educ. Psychol. Measure 20:141151.
KARHA, K., E. RONKKO, AND S.I. GUMSE. 2004. Productivity
andcutting costs of thinning harvesters. Int. J. For.
Eng.15(2):4356.
KARINIEMI, A. 2006. Operator-specific model for mechanical
har-vestingCognitive approach to work performance. PhD
thesis,University of Helsinki, Helsinki, Finland. 126 p (in
Finnish,with English abstract).
KARINIEMI, A., AND T. VARTIAMAKI. 2010. Hakkuukoneen
tieto-jarjestelma tutkimustiedon lahteena [The digital data of
single-grip harvesters as a work study material]. Metsateho.
Metsate-hon raportti 212. Available online at
www.metsateho.fi/files/metsateho/Raportti/Metsatehon_raportti_212_Hakkuukoneen_tietojarjestelma_tutkimustiedon_aka.pdf;
last accessed May 28,2012.
KELLOGG, L.D., AND P. BETTINGER. 1994. Thinning productivityand
cost for mechanized cut-to-length system in the NorthwestPacific
coast region of the USA. Int. J. For. Eng. 5(2):4352.
MCDONALD, T.P., AND J.P. FULTON. 2005. Automated time studyof
skidders using global positioning system data. Comput.Electron.
Agr. 48:1937.
NAKAGAWA, M., J. HAMATSU, T. SAITOU, AND H. ISHIDA. 2007.Effect
of tree size on productivity and time required for workphases in
selective thinning by a harvester. Int. J. For. Eng.18(2):2428.
NORDIC FOREST STUDY COUNCIL. 1978. Forest work study
nomen-clature. Nordic Forest Study Council. 130 p.
NURMINEN, T., H. KORPUNEN, AND J. UUSITALO. 2006.
Timeconsumption analysis of the mechanized cut-to-length
harvest-ing system. Silva Fenn. 40(2):335363.
NUUTINEN, Y., K. KARHA, J. LAITILA, P. JYLHA, AND S.
KESKINEN.2011. Productivity of whole-tree bundler in energy wood
andpulpwood harvesting from early thinnings. Scand. J. For.
Res.
26(4):329338.NUUTINEN, Y., K. VAATAINEN, A. ASIKAINEN, R. PRINZ,
AND
J. HEINONEN. 2010. Operational efficiency and damage to saw-logs
by feed rollers of the harvester head. Silva Fenn.44(1):121139.
NUUTINEN, Y., K. VAATAINEN, J. HEINONEN, A. ASIKAINEN, ANDD.
ROSER. 2008. The accuracy of manually recorded time studydata for
harvester operation shown via simulator screen. SilvaFenn.
42(1):6372.
OLSEN, E., M. HOSSAIN, AND M. MILLER. 1998. Statistical
com-parison of methods used in harvesting work studies. OregonState
University, Research Contribution 23, Forest ResearchLaboratory,
Corvallis, OR. 31 p.
OVASKAINEN, H. 2009. Timber harvester operators working
tech-nique in first thinning and the importance of cognitive
abilitieson work productivity. PhD thesis, University of Eastern
Fin-land, Joensuu, Finland. 62 p.
OVASKAINEN, H., J. UUSITALO, AND T. SASSI. 2006. Effect of
edgetrees on harvester positioning in thinning. For. Sci.
52(6):659669.
PALANDER, T., H. OVASKAINEN, AND L. TIKKANEN. 2012. Anadaptive
work study method for identifying the human factorsthat influence
the performance of a human-machine system.For. Sci.
58(4):377389.
PALMROTH, L. 2011. Performance monitoring and operator
assis-tance systems in mobile machines. PhD thesis, Tampere
Uni-versity of Technology, Tampere, Finland. 114 p.
PELTOLA, A. 2003. IT-time for Mechanised Forest Work Study.2nd
Forest Engineering Conference 1215 May 2003, Vaxjo,Sweden.
Skogsforsk Arbetsrap. 536:107112.
PUTTOCK, D., R. SPINELLI, AND B. HARTSOUGH. 2005.
Operationaltrials of cut-to-length harvesting of poplar in a mixed
woodstand. Int. J. For. Res. 16(1):3949.
SAMSET, I. 1990. Some observations on time and
performancestudies in forestry. Commun. Norwegian For. Res. Inst.
45.5.80 p (in Norwegian with an English summary).
SKOGFORSK. 2010. StanForD. Available online at
www.skogforsk.se/en/About-skogforsk/Collaboration-groups/StanForD/;
lastaccessed May 28, 2012.
SPINELLI, R., B.R. HARTSOUGH, AND N. MAGAGNOTTI. 2010.
Pro-ductivity standards for harvesters and processors in Italy
(sta-tistical data). For. Prod. J. 51(4):5461.
SPINELLI, R., AND R. VISSER. 2008. Analyzing and
estimatingdelays in harvester operations. Int. J For. Eng.
19(1):3641.
SPSS, INC. 1988. SPSS-X users guide, 3rd ed. SPSS Inc.,
Chicago,IL.
TIKKANEN, L., H. OVASKAINEN, T. PALANDER, AND L. VESA.
2008.TimberLink as a tool for measuring the fuel consumption of
aharvester. P. 7071 in The Nordic-Baltic conference on
forestoperations, Suadicani, K. (ed.) Forest & Landscape,
WorkingPapers 30, Denmark. Available online at
www.docstoc.com/docs/95433278/The-Nordic-Baltic-Conference-on-Forest-Operations;
last accessed May 28, 2012.
VAATAINEN, K., H. OVASKAINEN, P. RANTA, AND A. ALA-FOSSI.2005.
The significance of harvester operators tacit knowledgeon cutting
with a single-grip harvester. Communications of theFinnish Forest
Research Institute 937. 100 p (in Finnish with anEnglish
summary).
Forest Science 59(4) 2013 483
-
Reproduced with permission of the copyright owner. Further
reproduction prohibited withoutpermission.