Embed Size (px)
Citation preview
TE
C-E
NC
5-1
TÉCNICA TAB “TAPE AUTOMATED BONDING”
•Es
ta té
cnic
a ut
iliza
os c
ham
ados
(Met
al L
ead
Fram
es)
mol
dura
s met
álic
a de
term
inai
s par
a es
tabe
lece
r a
inte
rcon
exão
elé
trica
ent
re o
“D
IE”
e su
bstra
to, e
stas
m
oldu
ras v
em e
m m
agaz
ines
par
ecid
os a
um
film
e de
35
mm
, per
miti
ndo
faci
lmen
te a
aut
omaç
ão d
este
pro
cess
o –
TAB
redu
z o
com
prim
ento
das
inte
rcon
exõe
s–
Elim
ina
o us
o de
“W
ire B
ondi
ng”
–Fo
rnec
e um
a ge
omet
ria m
ais p
reci
sa–
Esta
técn
ica
dim
inui
indu
tânc
ias e
cap
acitâ
ncia
s par
asita
s–
Aum
enta
a v
eloc
idad
e do
pro
cess
o de
fabr
icaç
ão–
Aum
enta
o n
umer
o de
term
inai
s I/O
–Pe
rmite
um
pas
so “
bond
pitc
h” d
e 0.
08-0
.12
mm
–D
imin
ui o
s cus
tos d
e m
olda
gem
–O
lead
fram
e de
ve se
r pro
jeta
do p
ara
cada
chi
p–
Just
ifica
-se
som
ente
par
a pr
oduç
ão e
m g
rand
es v
olum
es
TE
C-E
NC
5-2
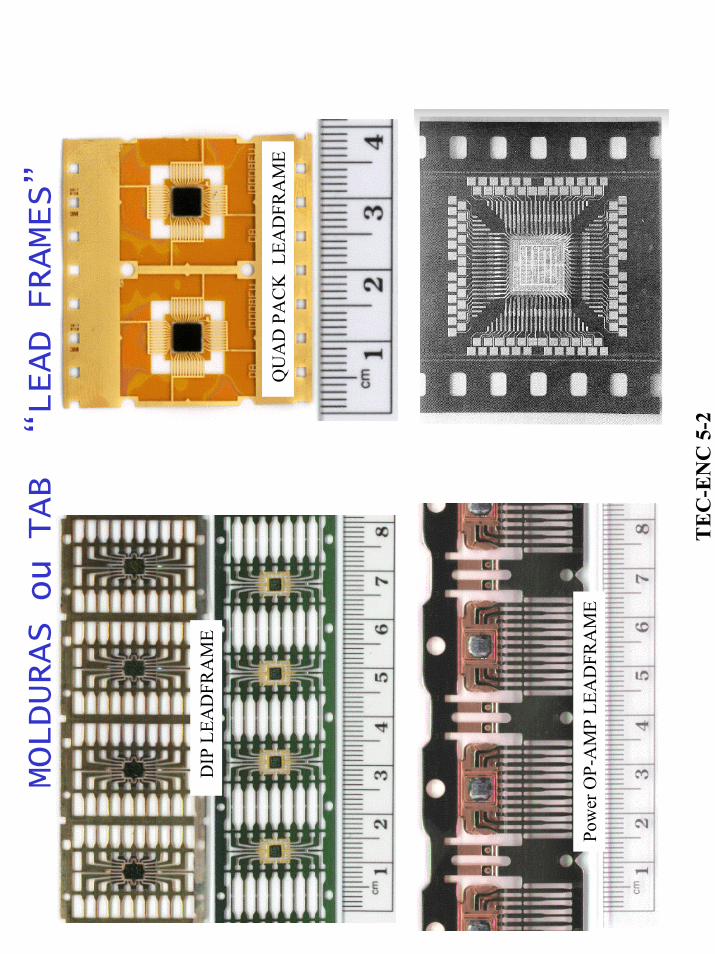
MOLDURAS ou TAB “LEAD FRAMES”
DIP
LEA
DFR
AM
E
QU
AD
PA
CK
LEA
DFR
AM
E
Pow
er O
P-A
MP
LEA
DFR
AM
E
TE
C-E
NC
5-3
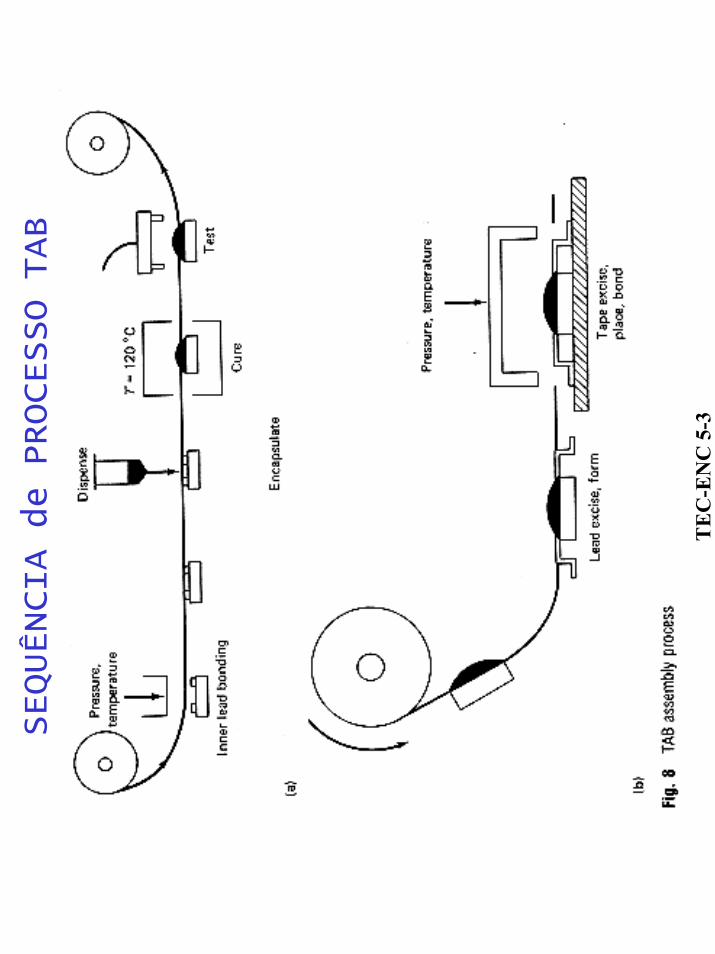
SEQUÊNCIA de PROCESSO TAB
TE
C-E
NC
5-4
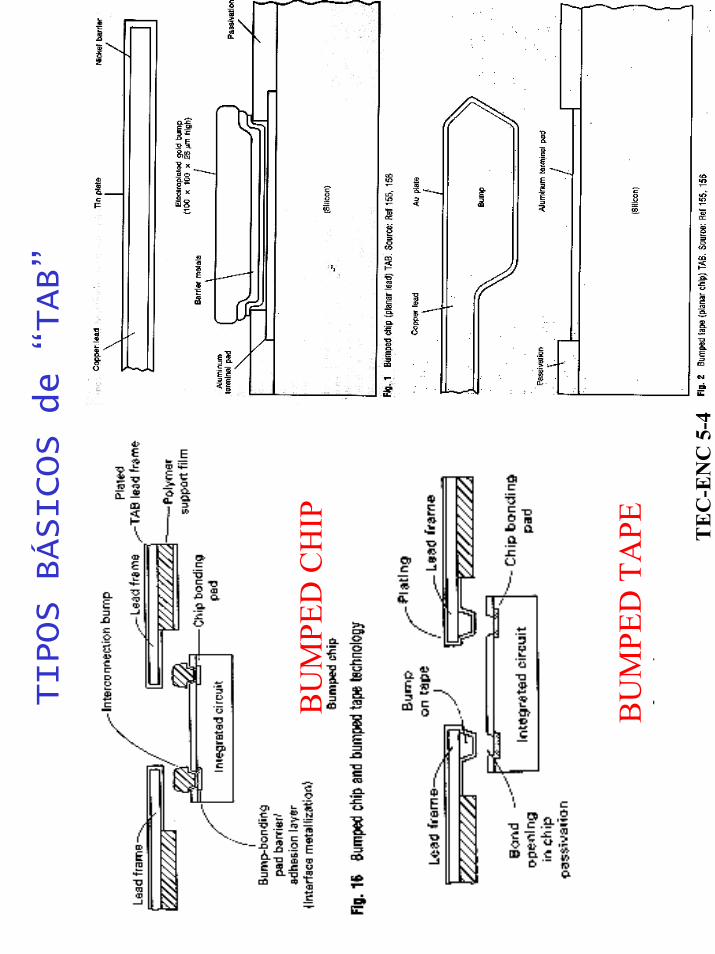
TIPOS BÁSICOS de “TAB”
BU
MPE
D T
APE
BU
MPE
D C
HIP
TE
C-E
NC
5-5
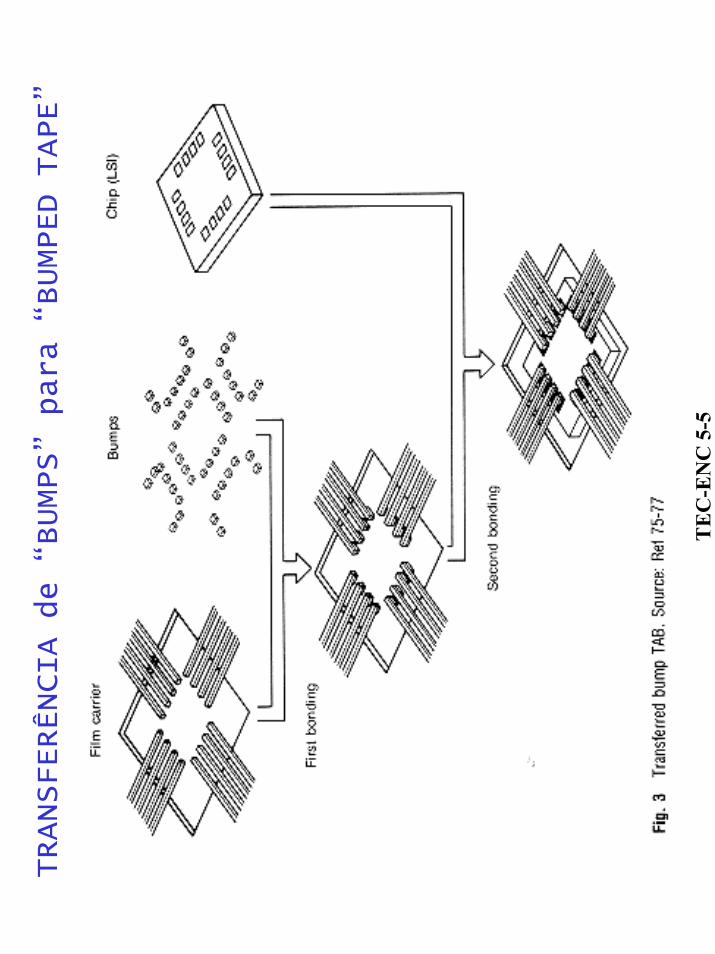
TRANSFERÊNCIA de “BUMPS” para “BUMPED TAPE”
TE
C-E
NC
5-6
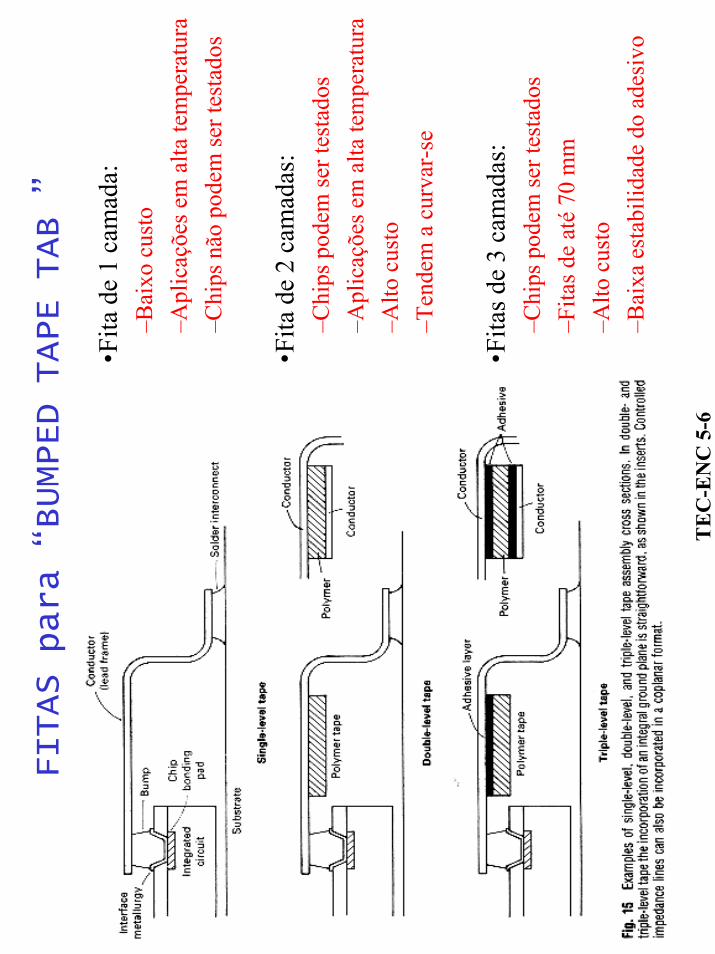
FITAS para “BUMPED TAPE TAB ”
•Fita
de
1 ca
mad
a:–B
aixo
cus
to–A
plic
açõe
s em
alta
tem
pera
tura
–Chi
ps n
ão p
odem
ser t
esta
dos
•Fita
de
2 ca
mad
as:
–Chi
ps p
odem
ser t
esta
dos
–Apl
icaç
ões e
m a
lta te
mpe
ratu
ra–A
lto c
usto
–Ten
dem
a c
urva
r-se
•Fita
s de
3 ca
mad
as:
–Chi
ps p
odem
ser t
esta
dos
–Fita
s de
até
70 m
m–A
lto c
usto
–Bai
xa e
stab
ilida
de d
o ad
esiv
o
TE
C-E
NC
5-7
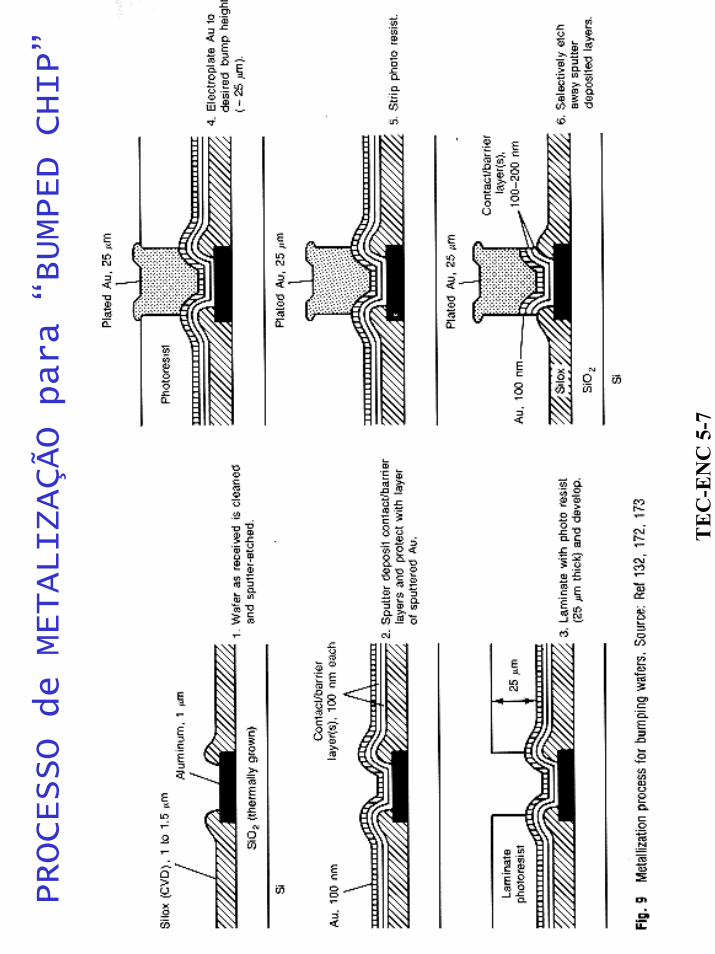
PROCESSO de METALIZAÇÃO para “BUMPED CHIP”
TE
C-E
NC
5-8
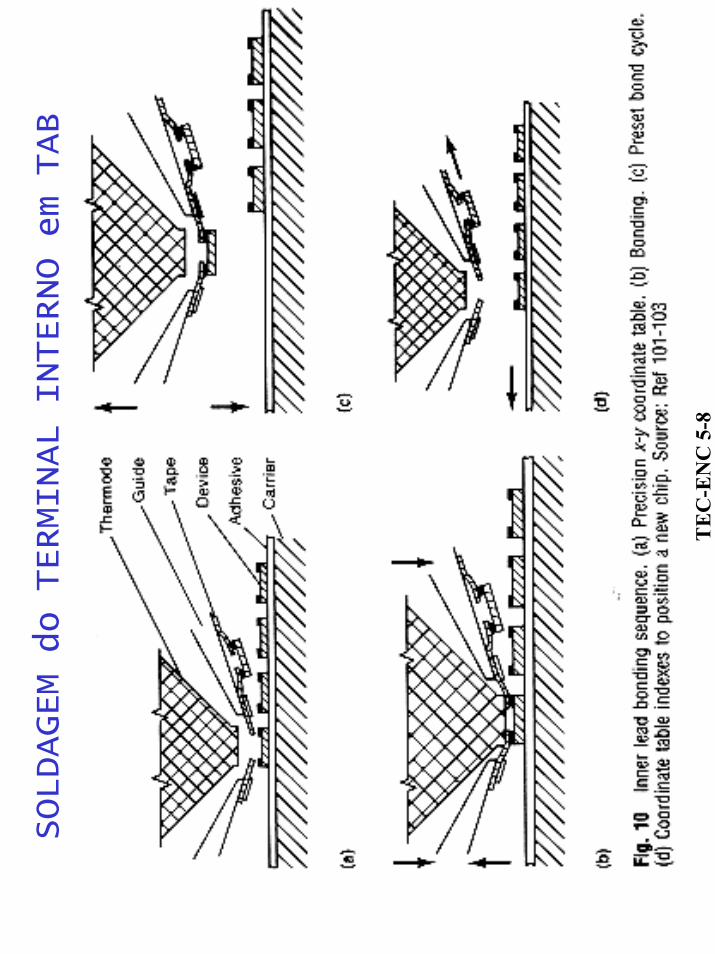
SOLDAGEM do TERMINAL INTERNO em TAB
TE
C-E
NC
5-9
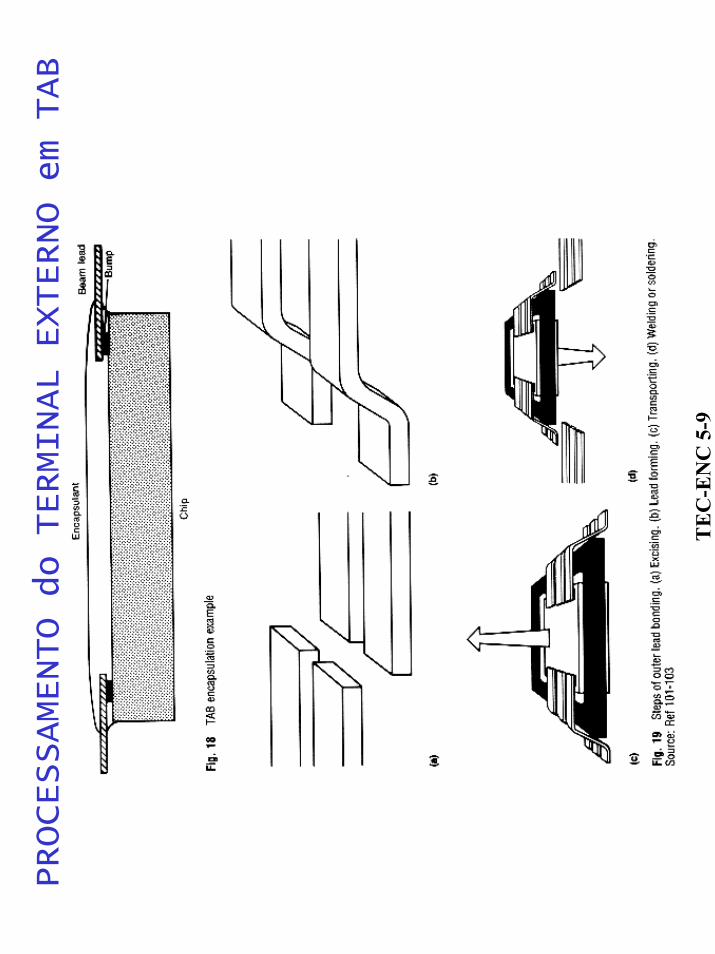
PROCESSAMENTO do TERMINAL EXTERNO em TAB
TE
C-E
NC
5-1
0
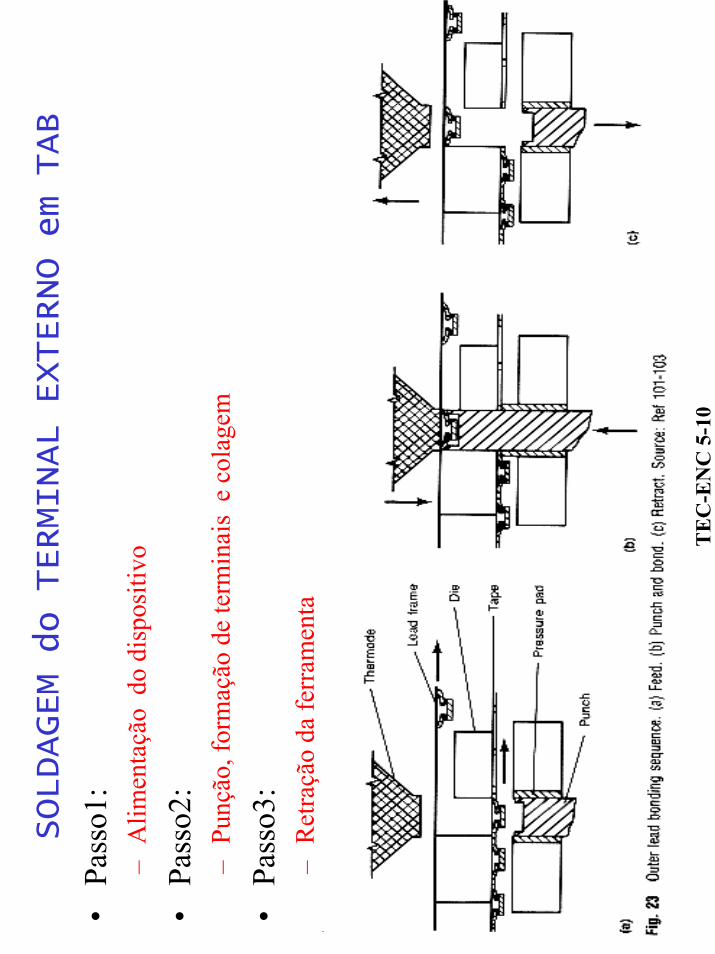
SOLDAGEM do TERMINAL EXTERNO em TAB
•Pa
sso1
:–
Alim
enta
ção
do
disp
ositi
vo
•Pa
sso2
:–
Punç
ão, f
orm
ação
de
term
inai
s e
cola
gem
•Pa
sso3
:–
Ret
raçã
o da
ferr
amen
ta
TE
C-E
NC
5-1
1
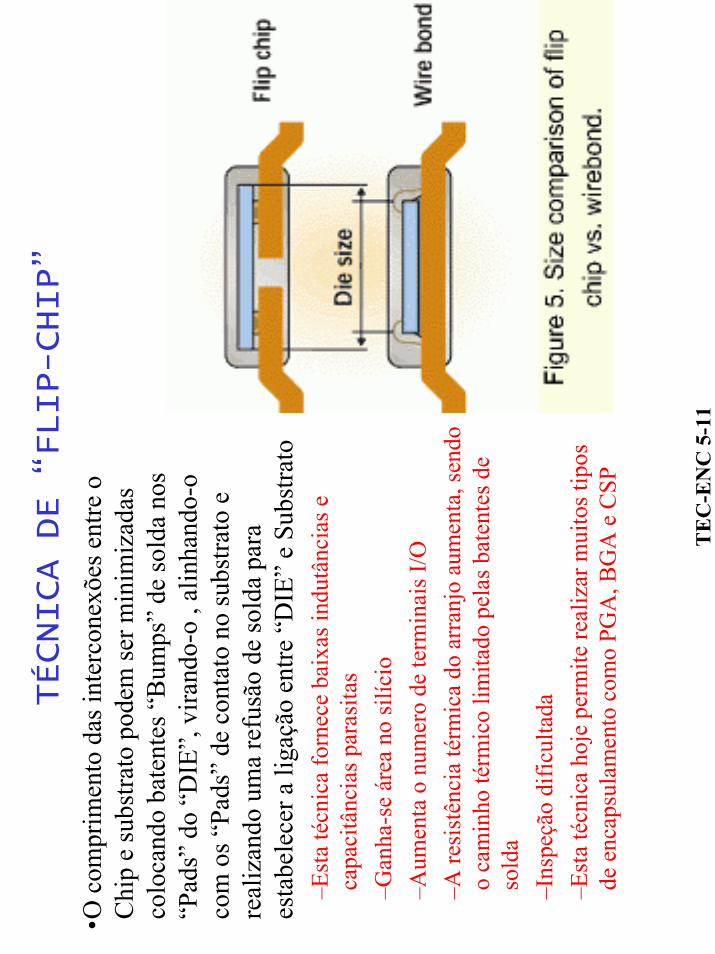
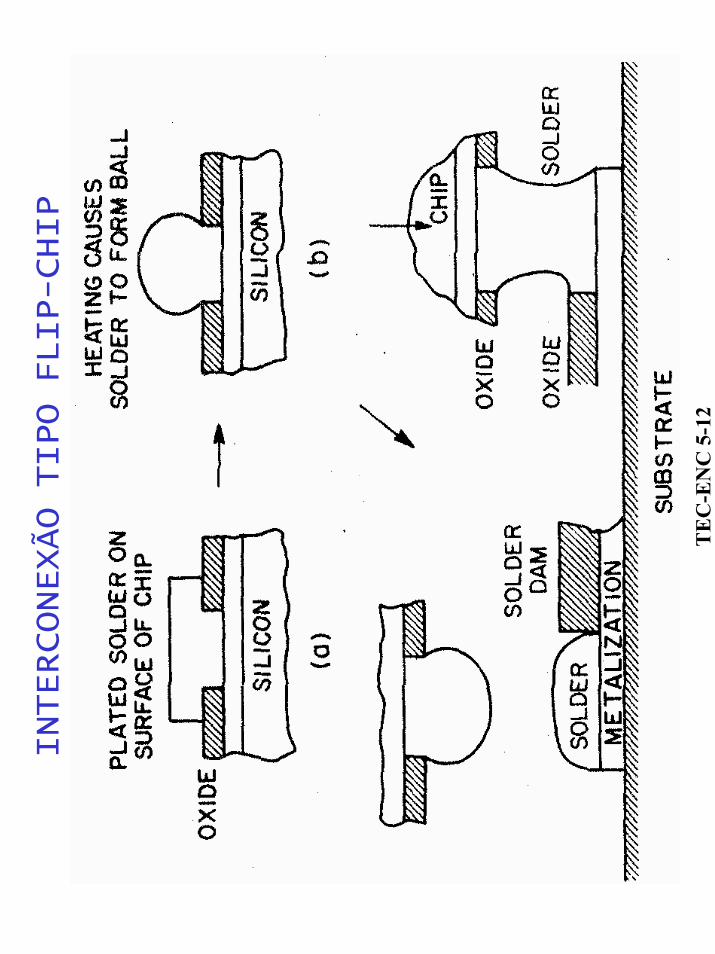
TÉCNICA DE “FLIP-CHIP”
•O c
ompr
imen
to d
as in
terc
onex
ões e
ntre
o
Chi
p e
subs
trato
pod
em se
r min
imiz
adas
co
loca
ndo
bate
ntes
“B
umps
” de
sold
a no
s “P
ads”
do
“DIE
”, v
irand
o-o
, alin
hand
o-o
com
os “
Pads
” de
con
tato
no
subs
trato
e
real
izan
do u
ma
refu
são
de so
lda
para
es
tabe
lece
r a li
gaçã
o en
tre “
DIE
” e
Subs
trato
–E
sta
técn
ica
forn
ece
baix
as in
dutâ
ncia
s e
capa
citâ
ncia
s par
asita
s–G
anha
-se
área
no
silíc
io–A
umen
ta o
num
ero
de te
rmin
ais I
/O–A
resi
stên
cia
térm
ica
do a
rran
jo a
umen
ta, s
endo
o
cam
inho
térm
ico
limita
do p
elas
bat
ente
s de
sold
a–I
nspe
ção
dific
ulta
da–E
sta
técn
ica
hoje
per
mite
real
izar
mui
tos t
ipos
de
enc
apsu
lam
ento
com
o PG
A, B
GA
e C
SP
TE
C-E
NC
5-1
2
INTERCONEXÃO TIPO FLIP-CHIP
TE
C-E
NC
5-1
3
TERMINAIS em ENCAPSULAMENTOS
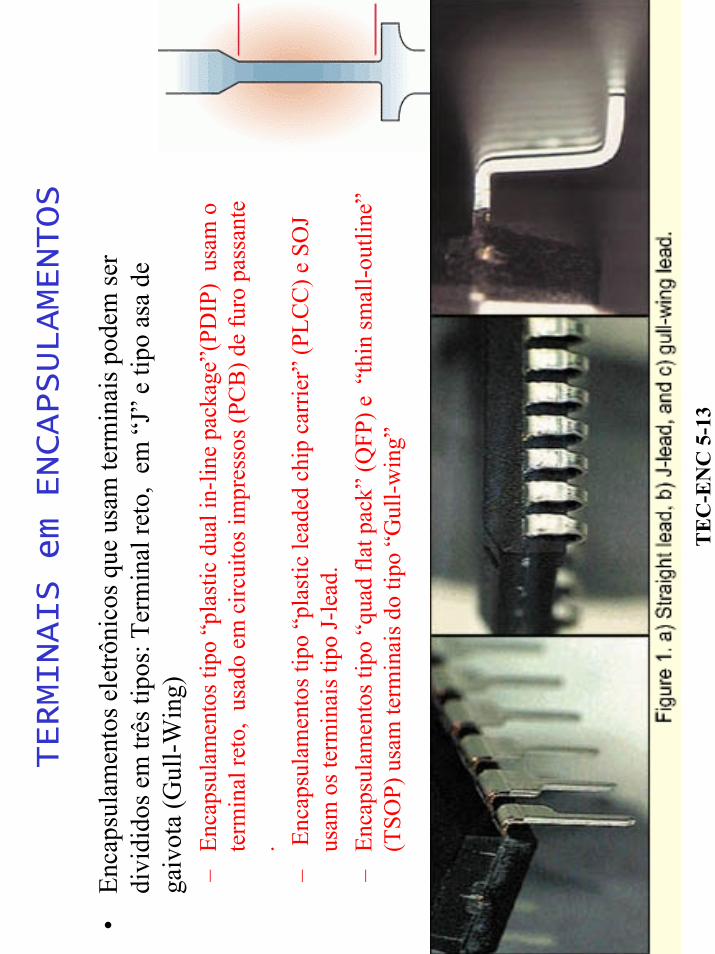
•En
caps
ulam
ento
s ele
trôni
cos q
ue u
sam
term
inai
s pod
em se
r di
vidi
dos e
m tr
ês ti
pos:
Ter
min
al re
to,
em “
J” e
tipo
asa
de
gaiv
ota
(Gul
l-Win
g)–
Enca
psul
amen
tos t
ipo
“pla
stic
dual
in-li
ne p
acka
ge”(
PDIP
) us
am o
te
rmin
al re
to,
usad
o em
circ
uito
s im
pres
sos (
PCB
) de
furo
pas
sant
e .
–En
caps
ulam
ento
s tip
o “p
last
ic le
aded
chip
car
rier”
(PLC
C) e
SO
J us
am o
s ter
min
ais t
ipo
J-le
ad.
–En
caps
ulam
ento
s tip
o “q
uad
flat p
ack”
(QFP
) e “
thin
smal
l-out
line”
(T
SOP)
usa
m te
rmin
ais d
o tip
o “G
ull-w
ing”
TE
C-E
NC
5-1
4
FORMAÇÃO DE TERMINAIS
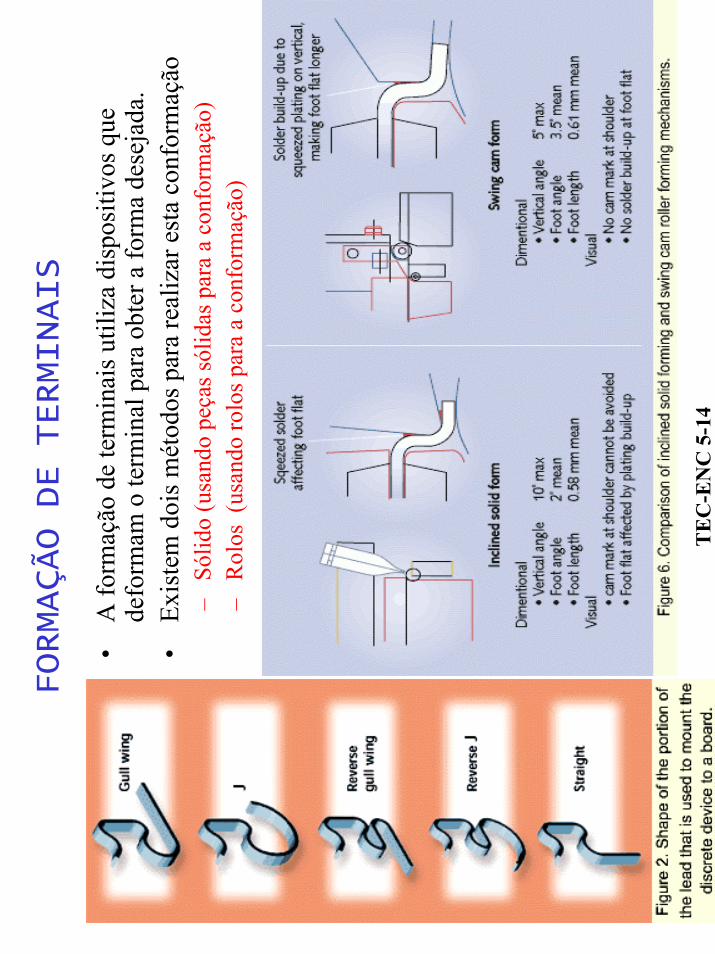
•A
form
ação
de
term
inai
s util
iza
disp
ositi
vos q
ue
defo
rmam
o te
rmin
al p
ara
obte
r a fo
rma
dese
jada
.•
Exis
tem
doi
s mét
odos
par
a re
aliz
ar e
sta
conf
orm
ação
–Só
lido
(usa
ndo
peça
s sól
idas
par
a a
conf
orm
ação
)–
Rol
os (
usan
do ro
los p
ara
a co
nfor
maç
ão)
TE
C-E
NC
5-1
5
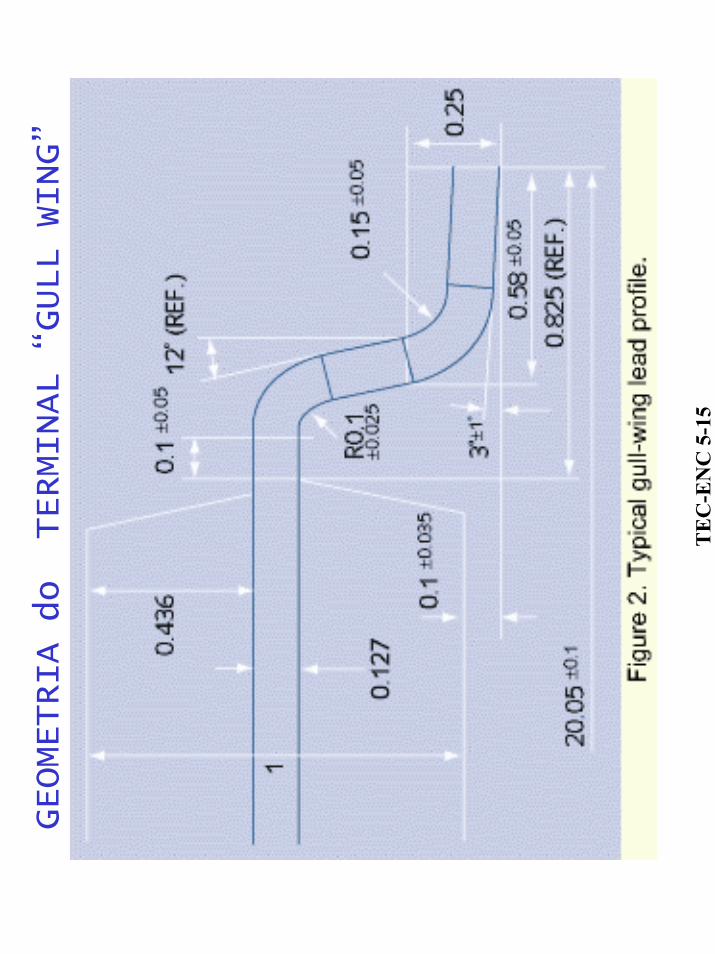
GEOMETRIA do TERMINAL “GULL WING”
TE
C-E
NC
5-1
6
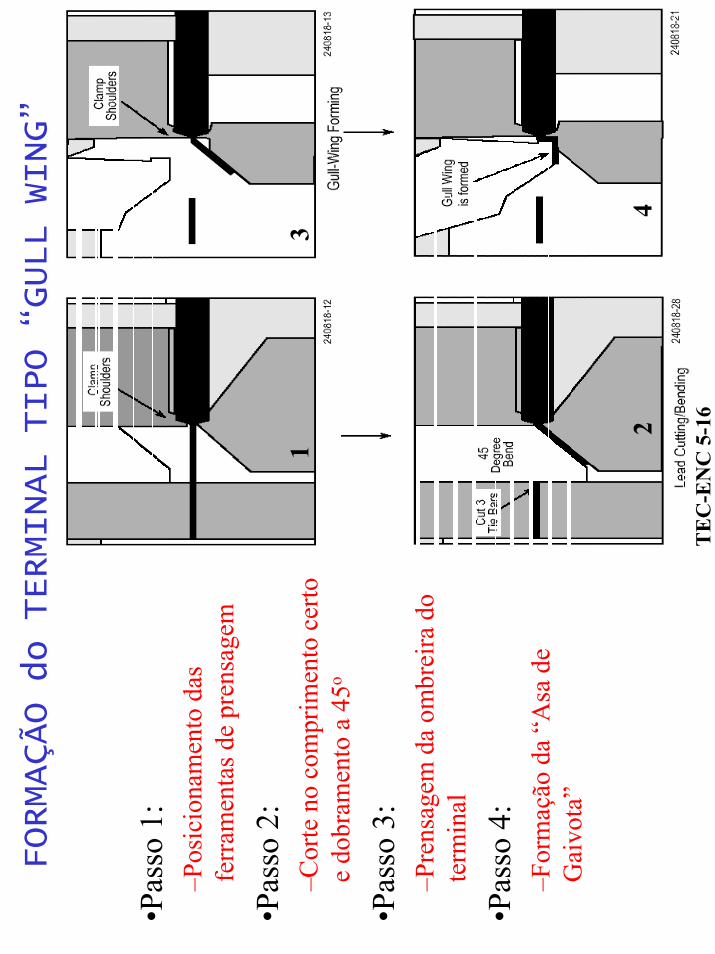
FORMAÇÃO do TERMINAL TIPO “GULL WING”
13
24
•Pas
so 1
:–P
osic
iona
men
to d
as
ferr
amen
tas d
e pr
ensa
gem
•Pas
so 2
:–C
orte
no
com
prim
ento
cer
to
e do
bram
ento
a 4
5o
•Pas
so 3
:–P
rens
agem
da
ombr
eira
do
term
inal
•Pas
so 4
:–F
orm
ação
da
“Asa
de
Gai
vota
”
TE
C-E
NC
5-1
7
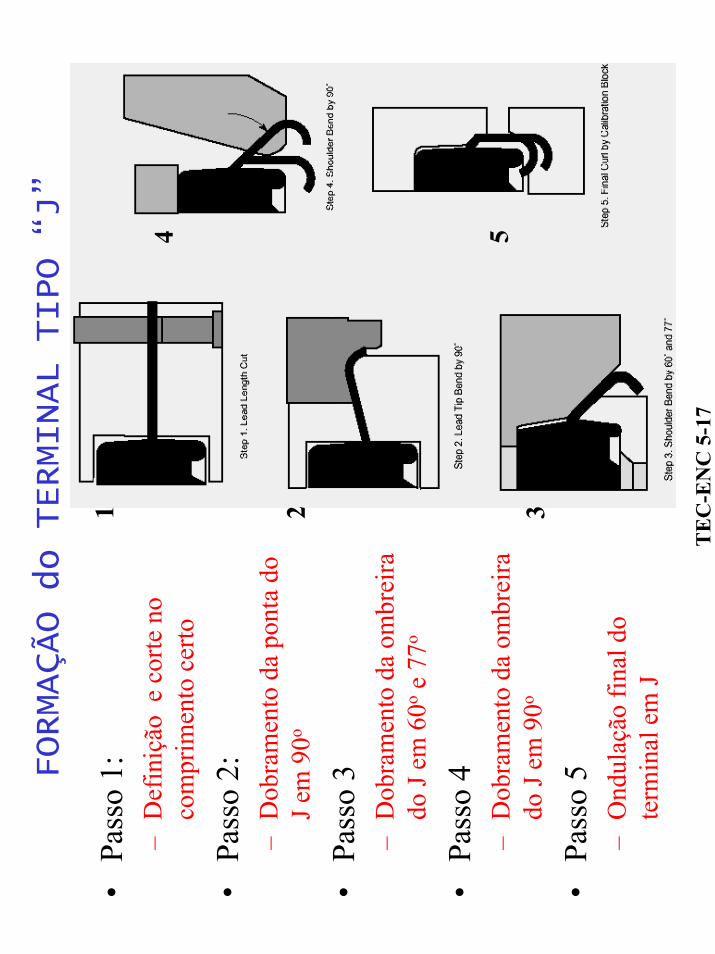
FORMAÇÃO do TERMINAL TIPO “J”
1 2 3
4 5
•Pa
sso
1:–
Def
iniç
ão e
cor
te n
o co
mpr
imen
to c
erto
•Pa
sso
2:–
Dob
ram
ento
da
pont
a do
J e
m 9
0o
•Pa
sso
3–
Dob
ram
ento
da
ombr
eira
do
J em
60o
e 77
o
•Pa
sso
4–
Dob
ram
ento
da
ombr
eira
do
J em
90o
•Pa
sso
5–
Ond
ulaç
ão fi
nal d
o te
rmin
al e
m J
TE
C-E
NC
5-1
8
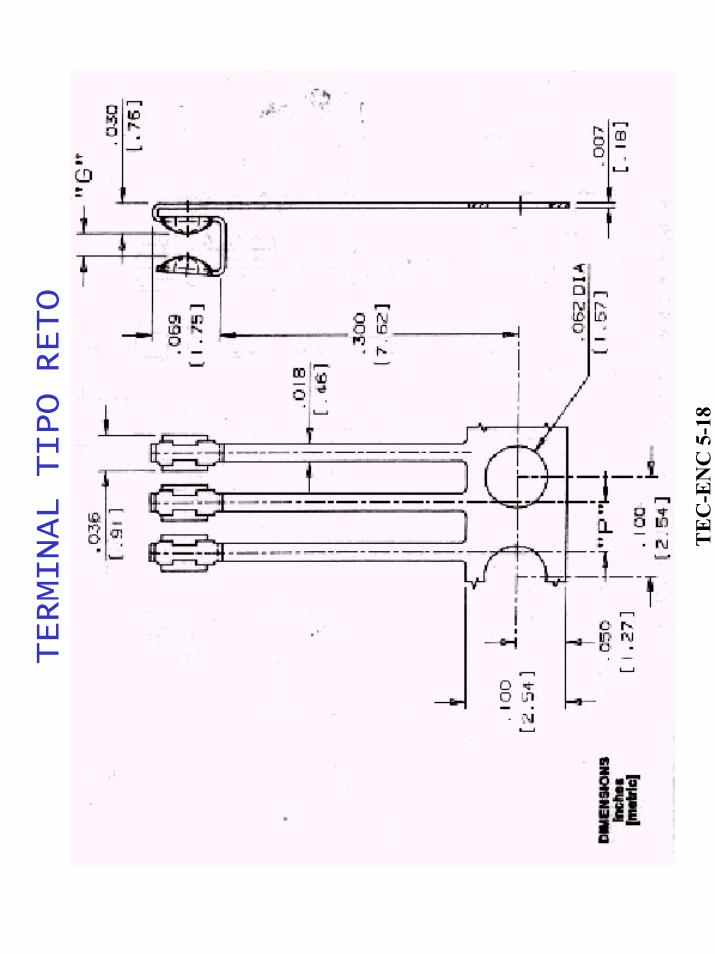
TERMINAL TIPO RETO
TE
C-E
NC
5-1
9
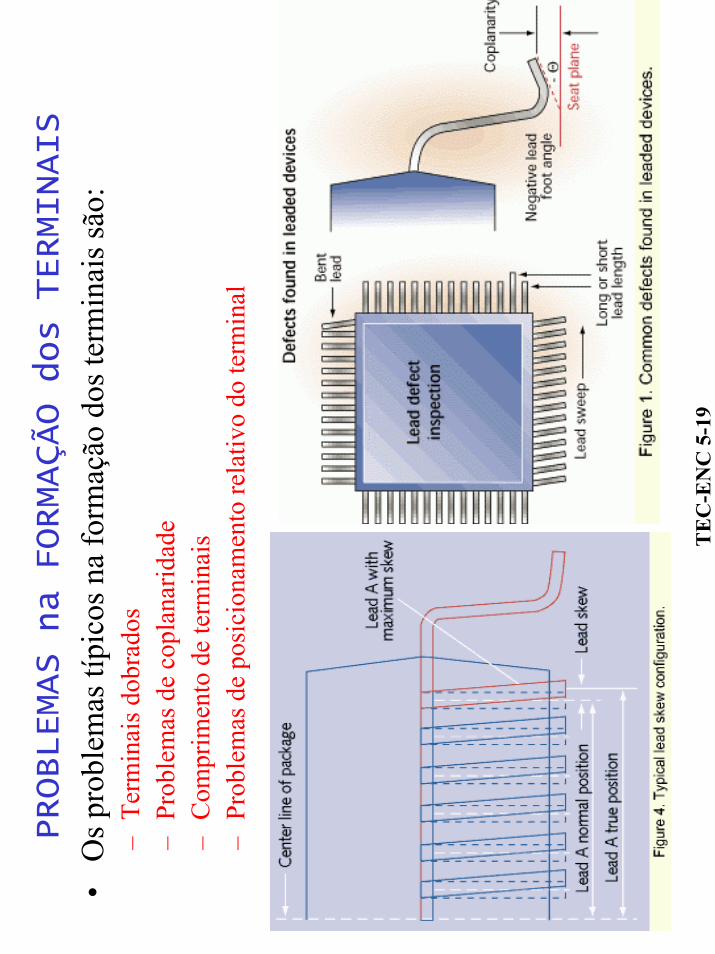
PROBLEMAS na FORMAÇÃO dos TERMINAIS
•O
s pro
blem
as tí
pico
s na
form
ação
dos
term
inai
s são
:–
Term
inai
s dob
rado
s–
Prob
lem
as d
e co
plan
arid
ade
–C
ompr
imen
to d
e te
rmin
ais
–Pr
oble
mas
de
posi
cion
amen
to re
lativ
o do
term
inal
TE
C-E
NC
5-2
0
SELAMENTO DE EMPACOTAMENTOS
•M
ÉTO
DO
S D
E SE
LAM
ENTO
USA
DO
S:–
Sold
agem
–B
raza
gem
e so
lda
com
pre-
form
a–
Enca
psul
amen
to c
om P
olím
eros
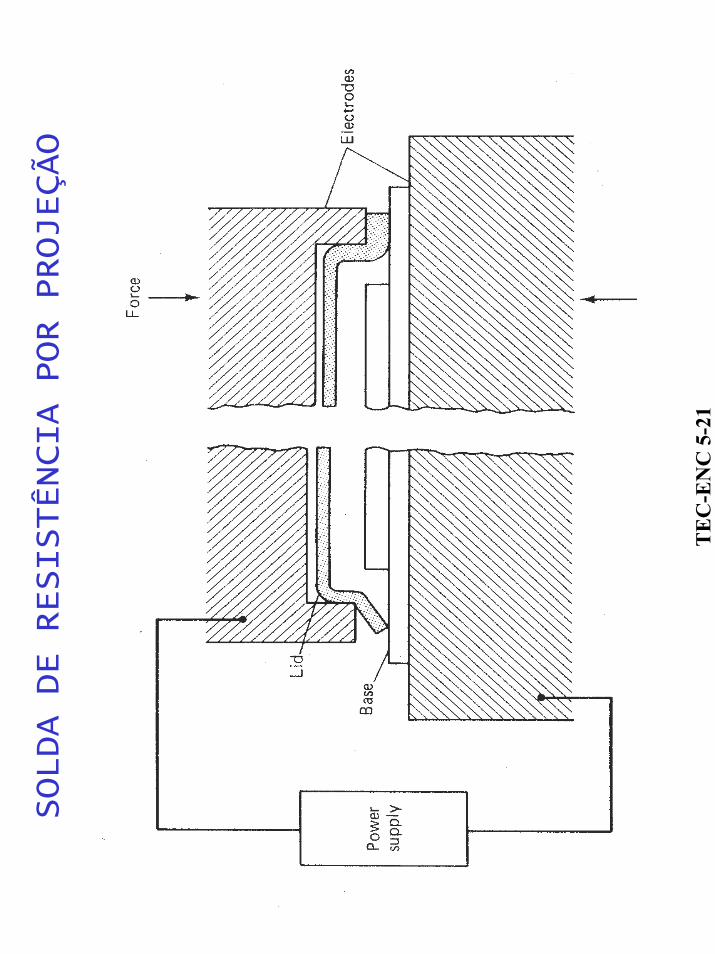
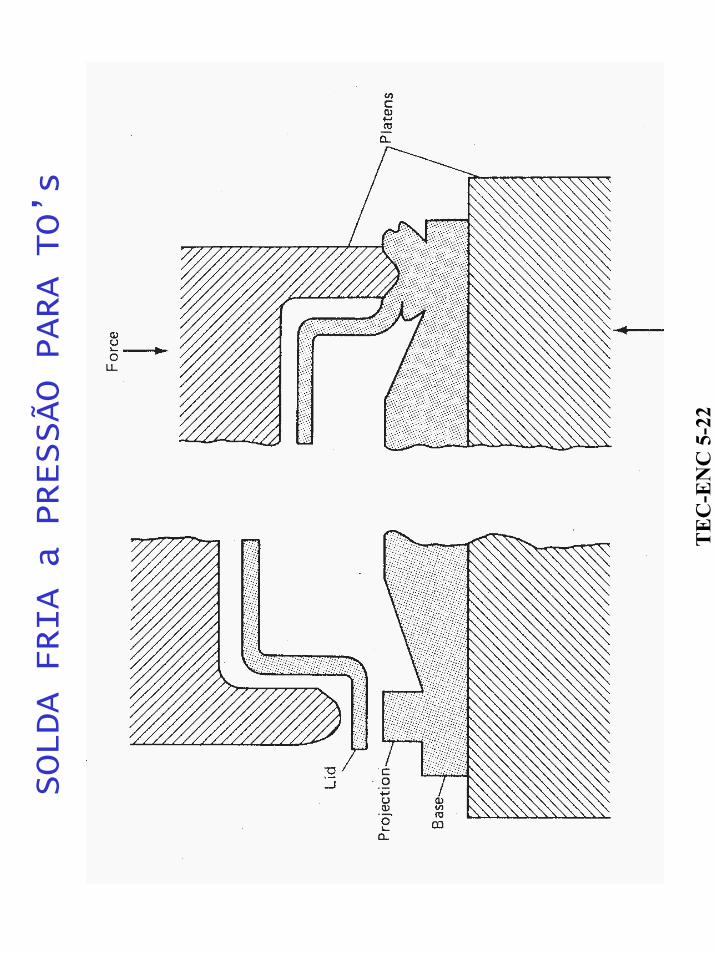
•SO
LDA
GEM
–So
lda
de a
rco
(TIG
,Mic
ropl
asm
a)–
Sold
a de
resi
stên
cia
(sol
da d
e Po
nto,
sold
a po
r pr
ojeç
ão),
Sold
a po
r Pre
ssão
(Fria
, Que
nte
(term
ocom
pres
são,
ultra
sôni
cae
term
osôn
ica)
)–
Sold
a po
rEle
ctro
n B
eam
–So
lda
por L
aser
(CO
2,N
d:Y
AG
)
TE
C-E
NC
5-2
1
SOLDA DE RESISTÊNCIA POR PROJEÇÃO
TE
C-E
NC
5-2
2
SOLDA FRIA a PRESSÃO PARA TO’s
TE
C-E
NC
5-2
3
BRAZAGEM e SOLDA COM PRE-FORMA
•Es
te é
um
pro
cess
o at
ravé
s do
qual
doi
s mat
eria
is p
odem
ser
sela
dos,
usan
do u
m m
ater
ial i
nter
med
iário
met
álic
o ou
vítr
eo
fund
ido
que
mol
ha a
supe
rfíc
ie d
os c
ompo
nent
es e
é le
vada
po
r cap
ilarid
ade
no “
gap”
das
dua
s sup
erfíc
ies a
sere
m se
lada
s. A
sela
gem
aco
ntec
e ap
ós o
resf
riam
ento
e so
lidifi
caçã
o de
ste
inte
rmed
iário
.•
Este
pro
cess
o é
cham
ado
deB
raza
gem
quan
do a
tem
pera
tura
do
inte
rmed
iário
é d
e 45
0 oC
ou
mai
or e
sold
agem
co
nven
cion
al p
ara
tem
pera
tura
s men
ores
.•
Com
est
e pr
oces
so re
aliz
am-s
ese
lam
ento
de•
Sela
men
toV
idro
-Met
ál•
Sela
men
toV
idro
-Cer
âmic
a•
Sela
men
toco
m fr
itas d
e vi
dro
TE
C-E
NC
5-2
4
SELOS VIDRO-METAL
–O
s sel
os V
idro
-Met
al sã
o ut
iliza
dos c
om o
obj
etiv
o de
forn
ecer
enc
apsu
lam
ento
s e
outra
s apl
icaç
ões c
omo
term
inai
s “Fe
ed-T
roug
h” d
e al
ta c
onfia
bilid
ade
em
Mic
roel
etrô
nica
.–
Este
s sel
os sã
o us
ados
par
a en
caps
ulam
ento
s do
tipo:
•TO
’s•
DIP
’s•
Flat
Pac
ks•
Plug
In R
acks
–G
eral
men
te o
s met
ais d
os se
los s
ão d
efin
idos
a p
riori
devi
do a
suas
car
acte
rístic
as
elét
ricas
, mec
ânic
as, t
érm
icas
ou
quím
icas
da
aplic
ação
; esc
olhe
ndo-
se d
epoi
s um
vi
dro
que
poss
ui C
ET, f
aixa
de
sint
eriz
ação
, Iso
laçã
o e
létri
ca,r
esis
tênc
ia q
uím
ica,
se
nsib
ilida
de té
rmic
a e
rigid
ez m
ecân
ica
com
patív
eis c
om o
met
al u
sado
.–
TIPO
DE
SELO
–M
ater
iais
usa
dos
–(C
ET) C
ASA
DO
–V
idro
=B
oros
ilica
to–
Met
al =
Kov
ar(2
9%N
i, 17
%C
o, 5
4%Fe
)–
CO
MPR
ESSÃ
O–
Vid
ro =
Pota
sa, S
oda,
Bár
io, C
al d
e So
da–
Met
al =
Alu
mín
io, A
ço
TE
C-E
NC
5-2
5
PROCESSO de FABRICAÇÃO de SELOS VIDRO-METAL
–PR
EPA
RA
ÇÃ
O D
OS
MA
TER
IAIS
•Li
mpe
za d
e G
ordu
ras
•R
emoç
ão d
e C
onta
min
ante
s•
Lava
gem
com
águ
a fr
ia•
Lava
gem
com
Ace
tona
•Se
cage
m–
DEG
ASI
FIC
AÇ
ÃO
•D
ecar
bona
ção
dos m
etai
s•
Rem
oção
de
gase
s em
atm
osfe
ra d
e am
onia
–O
XID
AÇ
ÃO
•Fo
rno
com
atm
osfe
ra o
xida
nte
•R
emoç
ão d
e pa
rte d
o ox
ido
–SI
NTE
RIZ
AÇ
ÃO
•Fo
rno
com
per
fil d
e To
, Vel
ocid
ade
de e
stei
ra e
atm
osfe
ra(C
O +
V
apor
de
H2O
) con
trola
dos
–LI
MPE
ZA
TE
C-E
NC
5-2
6
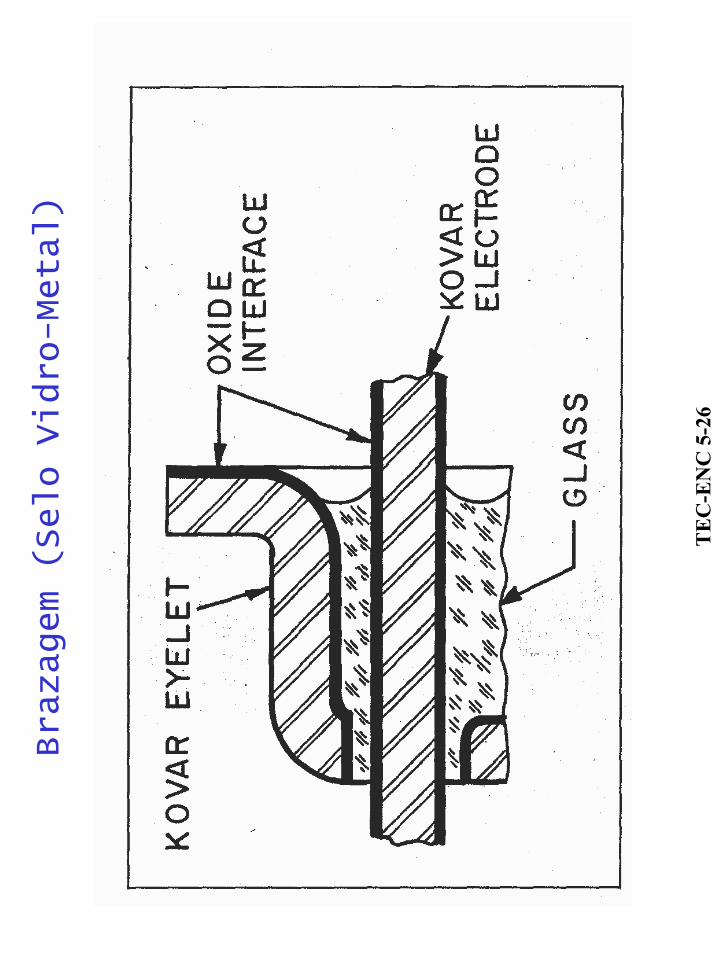
Brazagem (Selo Vidro-Metal)
TE
C-E
NC
5-2
7
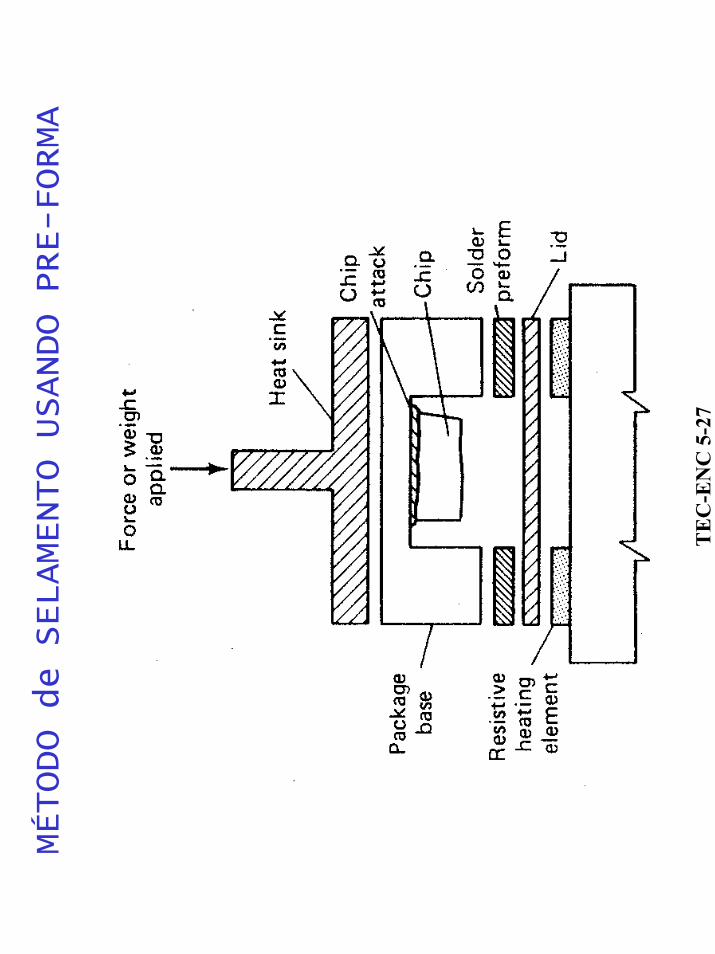
MÉTODO de SELAMENTO USANDO PRE-FORMA
TE
C-E
NC
5-2
8
POLIMEROS para ENCAPSULAMENTOS
•EP
OX
IES
•B
isfe
nol
•N
ovol
ac
•V
anta
gens
•B
oa a
desã
o•
Boa
est
abili
dade
com
To,
mat
eria
is q
uím
icos
, mei
o am
bien
te e
mec
ânic
a es
trutu
ral
•Po
uco
enco
lhim
ento
•C
ura
rápi
da•
Pouc
a pe
rmea
bilid
ade
devi
do a
um
idad
e•
Res
istê
ncia
die
létri
ca b
oa•
Vid
a lo
nga
de a
rmaz
enam
ento
•D
esva
ntag
ens
•M
uito
rígi
da•
Ade
re a
o m
olde
•D
ifíci
l de
rem
over
•C
onst
ante
die
létri
ca e
leva
da
TE
C-E
NC
5-2
9
POLIMEROS para ENCAPSULAMENTOS (cont.)
•SI
LIC
ON
ES•
Van
tage
ns•
Alta
flex
ibili
dade
•B
oa fa
ixa
de tr
abal
ho c
om a
tem
pera
tura
•B
aixa
con
stan
te d
ielé
trica
•A
lta re
sist
ênci
a di
elét
rica
•B
aixo
enc
olhi
men
to•
Apr
esen
ta v
ário
s mec
anis
mos
de
cura
(aer
óbic
o e
anae
róbi
co)
•D
esva
ntag
ens
•A
lto C
ET•
Esta
bilid
ade
mec
ânic
a ru
im•
Bai
xa a
desã
o•
Cus
to e
leva
do•
A c
ura
pode
ser i
nibi
da p
elas
quí
mic
as d
o pr
oces
so
TE
C-E
NC
5-3
0
POLIMEROS para ENCAPSULAMENTOS (cont.)
•U
RET
AN
OS
•V
anta
gens
•B
oa a
desã
o•
Cur
a rá
pida
•B
oa fl
exib
ilida
de•
Boa
est
abili
dade
com
quí
mic
as e
mei
o am
bien
te•
Res
istê
ncia
térm
ica
exce
lent
e•
Res
istê
ncia
mec
ânic
a a
choq
ue e
xcel
ente
•B
aixa
per
mea
bilid
ade
com
a u
mid
ade
•C
onst
ante
die
létri
ca b
aixa
•D
esva
ntag
ens
•Se
nsív
el a
um
idad
e an
tes d
a cu
ra•
Alto
CET
•D
ifíci
l de
rem
over
•Es
tabi
lidad
e di
men
sion
al c
om a
tem
pera
tura
ruim
•En
colh
e d
uran
te a
cur
a
TE
C-E
NC
5-3
1
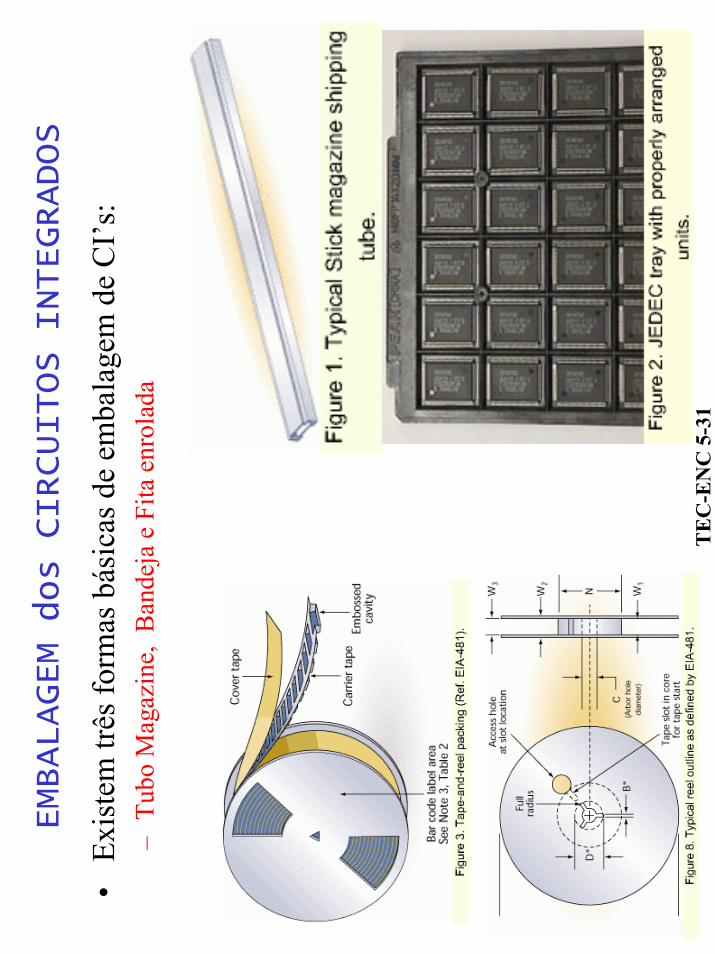
EMBALAGEM dos CIRCUITOS INTEGRADOS
•Ex
iste
m tr
ês fo
rmas
bás
icas
de
emba
lage
m d
e C
I’s:
–Tu
bo M
agaz
ine,
Ban
deja
e F
ita e
nrol
ada






![Materials Technology for Environmentally Green Micro ...lsi.usp.br/~acseabra/grad/2613_files/[4] Materials Technology for... · Materials Technology for Environmentally Green](https://img.pdfslide.us/doc/110x75/5b14f03d7f8b9a294c8cdbae/materials-technology-for-environmentally-green-micro-lsiuspbracseabragrad2613files4.jpg)







![Universidade São Marcos€¦ · Web viewCCNA 3 - Conceitos de Switching e Roteamento Intermediário: Programa CISCO NETWORKING ACADEMY, 2008. [GUARDIA, 2007] …](https://img.pdfslide.us/doc/110x75/5af89c4f7f8b9a2d5d8bd194/universidade-so-marcos-web-viewccna-3-conceitos-de-switching-e-roteamento-intermedirio.jpg)














