Embed Size (px)
Citation preview

Port Said University Facutly of Science
Chemistry Department
New Polymer Composite Materials
Under The Supervision
of
AssocProfAyman S. Al-Hussaini
Prepared by
Aliaa IsmailDesoky Fourth level student
Industrial and AppliedChemistry Department
(2015-2016)

Aknowledgement
Firstely, I thank my God for providing me with everything that I require in
completing this project .
I would like to express my deepest thanks to my supervisor " Dr. Ayman S. Al-
Hussaini" for his patient guidance , constant supervision and his continuous support,
I consider myself lucky for being able to work with a very professional lecture like
him .
Also I'd like to thank "Dr. Ibrahim Mohey" head chemistry department port
said university for his contribution .
I'd like to express my special gratitude to all doctorsanddemonstrstors who
taught me during the four years.
My deepest thanks and appreciation to my parent, family and friends for
their cooperation, encouragement which helped me In the completion of this project .
Aliaa Ismail Desoky

Content……………………………………………………………………………………………….Page . No
Introduction to Polymer Composites ………………………………………………………………1
Definitions and Classification……………………………………………………………………..2-3
Thermosetting Polymer and NanoClay based Natural Fiber Bio-Composites……………………..4
Analysis of Mechanical Behavior of Glass Fibre/ Al2O3- SiCReinforced Polymer composites ……………………………………………………………………………………………………….5
Effect of different hybrid method on properties of carbonnanotubes/dolomite hybrid filled phenolic composites……………………………………………………………………………..…5-6
Preparation of composite particles with magnetic silica coreand fluorescent polymer shell………………………………………………………………………………………………...7-8
Anaerobic Biodegradation of Polymer Composites Filledwith Natural Fibers………………...…8-9
Polyvinyl alcohol–sulphanilic acid water soluble composite as corrosion inhibitor for mild steel in hydrochloric acid medium …………………………………………………………………….…10-9
Cross-linked gel polymer electrolyte containing multi-wall carbon nanotubes forapplication in dye-sensitized solar cells……………………………………………………………………………..11-13
Development of Natural Rubber-Fibrous NanoClayAttapulgite Composites: The Effect of Chemical Treatment of Filler on Mechanical and DynamicMechanical Properties of Composites………………………………………………………………………………………….14
Bioactivity of a Bio-composite Fabricated from CoCrMo/Bioactive Glass by Powder Metallurgy Method for Biomedical Application………………………………………………………...………15
The effect of nanosilica on the mechanical properties of polymer-cementcomposites (PCC)……………………………………………………………………………………………….16 Synthesis and ion conduction mechanism onhot-pressed sodium ion conducting nano composite polymerelectrolytes……………………………………………………………………………17-18 Flammability, Biodegradability and Mechanical Properties of Bio-Composites Waste Polypropylene /KenafFiber Containing Nano CaCO3 with Diammonium Phosphate…………………………………………………………………………………..….18-19

Characterization of Carbon Fiber Reinforced Epoxy Composites Modified with Nanoclay and Carbon Nanotubes……………………………………………………………………….………20-21 Thermal behavior of BST//PVDF ceramic–polymer composites…………………..………….. 21-22 Hybrid composites prepared from Industrialwaste: Mechanical and swelling behavior………………………………………………………………………………………….22-23 Development of a Safe Solid-State Microorganism/Biodegradable Polymer Composite for Decomposition of Formaldehyde………………………………………………………………….23 Fracture mechanisms in epoxy composites reinforced with carbonnanotubes…………………24-25 Enhanced mechanical properties of polyvinyl alcoholcomposite films containing copper oxide nanoparticlesas filler……………………………………………………………….…………...25-27 Effect of PET functionalization in composites ofrubber–PET–HDPE type………..………….28-29 Effect of types of wood on the thermal conductivities of wood sawdust particle reinforced composites…………………………………………………………………………….………..29-30 Looking for Oil-free Building Materials Clay Pipes to ReplacePolymer Pipes……………….30-31 Reinforcement of bacterial cellulose aerogels with biocompatiblepolymers…………………31-32 Electrodeposition, characterization, and antibacterial activity ofzinc/silver particle composite coatings……………………………………………………………………………………….…32-33 Effect of silicon carbide and pulping processes on physical andmechanical properties of pulp plastic composites (PPCs)………………………………………………………………………………34-35 The Effect of Pressure on Moisture Diffusion in Polymer Matrix Composites…………..…….35-36 Effect of epoxy modifiers (Al2O3/SiO2/TiO2) on mechanicalperformance of epoxy/glass fiber hybrid composites………………………………………………………………….……………37-38 Composite gels based on Poly (vinyl alcohol) for biomedicaluses……………………………38-39 Enhancing Fracture Toughness of Glass/Epoxy Compositesfor Wind Blades Using Silica Nanoparticles and RubberParticles……………………………………………………………..39-40 Polymer composites containing non-covalently functionalizedCarbon nanotubes: a study of their dispersion characteristicsand response to AC electric fields…………………………….……..40-41 Mechanical Behaviour of Polypropylene Reinforced PalmFibers Composites……………….41-42 Glass Fiber Reinforced Polymer-Clay Nanocomposites:Processing, Structure and Hygrothermal Effects onMechanical Properties……………………………………………………….……….42-44 Mechanical properties of HDPE/textile fibers composites…………………………………..….44-45

Mechanical and flame-retardant properties of epoxy/Mg–Al LDH composites………………..…45 Poly (vinyl alcohol – aniline) water soluble compositeas corrosion inhibitor for mild steel in 1 M HCl ………………………………………………………………………………………..……46-47 Effects of bone particle on the properties and microstructure ofpolypropylene/bone ash particulate composites………………………………………………………………………………….……47-49 References………………………………………………………………………………..……..50-52

Introduction to Polymer Composites Man has discovered long ago that clay bricks can be made stronger and moredurable by reinforcing
the clay with straw and sticks. There are also many naturally occurring composites, such as wood
and bones. Wood consists of strongcellulose fibers held togetherby a lignin matrix. Bones consist of
short and softcollagen fibers embedded in a mineral matrix. Both wood and bones demonstratethe
outstanding adaptability and capabilities of composite materials in supportingloads under diverse
conditions. Composite materials, thus far can be definedas materials consisting of two or more
constituents (phases) that are combined atthe macroscopic level and are not soluble in each other.
Modern synthetic composites using reinforcement fibers (one phase) and matrices (another phase)
ofvarious types have been introduced as replacement materials to metals in civilian,military, and
aerospace applications. The marking point in the composites revolution has been associated with the
development of carbon and boron fibers in the 1960s.These new fibers, which have higher stiffness
than glass fibers, gave a significant increase in the stiffness of composites structures. The ability to
tailor these materials to the specific needs and their superior properties are the drivingforce behind
this increased utilization. The high strength, high stiffness-to-weightratio of carbon-fiber-reinforced
polymers made them more suitable for aerospaceand high-performance sporting equipment. The
superior resistance of glass fibersto environmental attack made glass-fiber-reinforced polymers
more attractive formarine products and in the chemical and food industries.While the advantages of
composites over conventional materials are obvious,one must not overlook their limitations. Being
relatively new materials, there isan apparent lack in knowledge and experience that limits their fast
incorporationinto existing and new designs. The high cost of materials and complexities in
theirmanufacturing is perhaps the most serious problem that designers with compositeshave to deal
with. Components fabricated from composite materials are endeavored to be made net shape. This
in part is made possible because of the fact that many components are built layer by layer out of
contoured two-dimensional plies that closely capture the final shape of the product.
Definitions and Classification
Composite materials are composed of mixtures of two or more distinct constituentsor phases
separated by a distinct interface. For a material to be called a “compositematerial” within the
context of the technical discussion in this book it must satisfythe following conditions :

1. It is manufactured (naturally occurring composites such as wood and bones areexcluded).
2. It is composed of two or more physically and/or chemically distinct and suitablyarranged
constituents. This arrangement of constituents is imparted into thecomposite during early
manufacturing stages. Metal alloys that produce secondphase or intermetallic precipitates during
solidification or during subsequent heattreatment are not considered as composites.
3. The constituents are present in reasonable proportions.
4. It has characteristics that are not depicted by any of the constituents alone.Thus, a metal alloy that
develops second phase particles subsequent to heat treatment(e.g., precipitation hardening) is not a
composite. On the other hand, tungstencarbide powder that is mixed with a binder metal,
compacted, and sintered forms acemented carbide composite.The constituent that is continuous and
most of the time is present in the greaterquantity is called the matrix. The normal view is that it is
the matrix propertiesthat are improved on incorporating another constituent to produce a composite.
Themain purpose of the matrix is to enclose and bind the reinforcement, thus effectivelydistributing
applied load to it, and to protect it from outside and hostile environment.The majority of current
applications of composites utilize polymeric matrices, butmetal and ceramic matrices are also found
in specific high-temperature, high-wearapplications.The second constituent in a composite is the
reinforcement phase, which isin most cases made of a stronger and stiffer material than the matrix.
The reinforcementis the primary load-bearing constituent in the composite and its shape,volume,
and arrangement adversely affect the properties of the composite material.Reinforcements can be in
the form of long fibers, short fibers, particles, orwhiskers.
Composites are classified according to the type of matrix material into metalmatrix, ceramic matrix,
or polymer matrix composites. It is further classified accordingto the reinforcement form and
arrangement into particulate reinforced (random,preferred orientation) and fiber reinforced
(continuous, discontinuous, aligned, random). Hybrid composites are multilayer composites witha
mix of fibers in each (or some) of the layers. Advanced composites are thosecomposite materials
traditionally used in aerospace applications and are characterizedby high specific stiffness and
strength. Commonly, composite materials show marked anisotropy (properties are dependenton
direction) because of the distinctive properties of the constituents and the inhomogeneousor
textured distribution of the reinforcement. The composite materialsapproach isotropic state as the
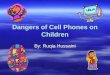
reinforcement phase becomes smaller in size andrandomly oriented.[i]

Figure 1:Classification of composites[ii]
Thermosetting Polymer and Nano Clay based Natural Fiber Bio-Composites Biocomposite materials based on natural fibres are of great interest, often due to their low cost
origin. Natural fibrereinforcedbiocomposites are emerging as a possible substitute to glass
fibrereinforced composites. Owing to the advantage of low cost, lowdensity, reduced energy
consumption, natural fibres offer an opportunity to developing countries to use their own
naturalresources for producing composite materials.Although glass and other synthetic fibre-
reinforced plastics possess high specificstrength, their fields of application are very limited because
of the inherent higher cost of production. In the present workexperiments have been conducted to
study the influence of nanoclay in polyester resin based composites reinforced with
coirfibres.Themechanical properties of the composite are evaluated. The addition of nanoclay to the

coirfibre reinforced compositesexhibited considerable enhancement in the mechanical propertiesat
lower cost and therefore can be used as a substitute to glassfibres.[iii]
Figure2:Images of specimen preparation and testing.
Analysis of Mechanical Behavior of Glass Fibre/ Al2O3- SiCReinforced Polymer composites
Nowadays, polymer matrix composite plays a vital role in industries namely automotive, aerospace
and marine. This paper involves thefabrication of epoxy and polyester resin composites using
aluminiumoxide, silicon carbide with different proportion of Al2O3 andSiCalongwith GFRP. A
mixing unit has been fabricated for making reinforcement mixtures. Mechanical testing like tensile,
impact hardness shear biaxial are conducted in order to know the properties of fabricated
composites. The result shows that composites with epoxy resin shows higherstrength as compared
to composites with polyester resin.[iv]

Figure3:Biaxial stress Vs. Test samples
Effect of different hybrid method on properties of carbonnanotubes/dolomite hybrid filled phenolic composites Hybridization of multi wall carbon nanotubes (MWCNTs) with other filler in polymer matrix
composites (PMC) is one of thetechniques for combining different properties of fillers for making
more unique composites. In this work, the hybrid filler(CNTs–dolomite) are prepared via chemical
vapour deposition (CVD hybrid) and the milling method (physically hybrid).
Theeffect of different hybrid method on properties of multi wall carbon nanotubes/dolomite hybrid
filled phenolic composites werestudied. Phenolic/CVD hybrid composites and phenolic/physically
hybrid composites with different filler loadings were preparedusing hot mounting press. The
prepared samples were characterized for their thermal conductivity and hardness. The
thermalconductivity was measured using the Transient Plane Source (TPS) method, using a Hot-
DiskTM Thermal Constant Analyzerand the hardness was measured using Rockwell micro-
hardness.
The results showed that at 5% filler loading, the phenolic/CVDhybrid composites were capable of
increasing the thermal conductivity and micro-hardness up to 7.22% and 101.6%
respectivelycompared to pure phenolic.[v]
Figure4: Thermal conductivity of phenolic, phenolic/CVD hybrid and phenolic/physically hybrid composites as a function of filler loading

Figure5: Hardness of phenolic, phenolic/CVD hybrid and phenolic/physically hybrid composites as a function of filler loading
Preparation of composite particles with magnetic silica coreand fluorescent polymer shell Dual functions of magnetic and fluorescent propertieswere created in composite particles that
incorporatedmagnetite (Fe3O4) nanoparticles in particle cores of silica andfluorescent pyrene in
particle shells of polystyrene. TheFe3O4 nanoparticles were prepared with a
conventionalhomogeneous precipitation method and surface modifiedwith a coupling agent of
carboxyethylsilanetriol. The silicaparticles incorporating Fe3O4 nanoparticles were synthesizedwith
a modified Stöber method in which the Fe3O4 nanoparticles were added to a System
oftetraethylorthosilicate(TEOS)/ammonia/water/ethanol. Then, theMagnetite/silicacomposite
particles were coated with the pyrene/polystyreneshell in a soap-free emulsion polymerization,
which wasconducted in the presence of pyrene in a mixed solvent ofwater/ethanol. The composite
particles prepared in the mixedsolvent had both magnetic and fluorescent properties. Thefluorescent
spectrum of the particles with Fe3O4 was verysimilar to that without Fe3O4, indicating that the
magneticcomponent within the core particles scarcely interfered withthe fluorescent emission from
the polymer shell.[vi]

Figure6: TEM image of magnetic silica particles prepared at [TEOS]=0.2 M, [H2O]=5 M, [NH3]=1 M, and 30 °C. The Fe3O4 nanoparticles were added at 2 min after the initiation of TEOS hydrolysis
Figure7: TEM image of silica particles prepared without the addition of Fe3O4 nanoparticles at [TEOS]=0.2 M, [H2O]=11 M, [NH3]=1 Mand 35 °C
Anaerobic Biodegradation of Polymer Composites Filledwith Natural Fibers
Polymer composites with natural fibers preparedby melt blending were investigated. Synthetic
andnatural macromolecules were used, including poly(lacticacid), polyhydroxybutyrate-co-
polyhydroxyvalerateandlow density polyethylene. These polymers were filled withflax fibers.

Mechanical properties of the composites, biogasproduction and mass loss under anaerobic digestion
havebeen presented. It has been shown that the mechanicalproperties sustain after 28 days of
biodegradation. Suchmaterials can be found in applications as packaging, aswell as in medicine as
polymeric scaffolds, and drugdelivery systems etc.[vii]
Figure8: Total biogas production from anaerobic digestion tests ofPHB/PHV and PHB/PHV F1 composite. There have been lack of changes in the value for other materials observed
Figure9: Picture of PE, PE+F1, PHB/PHV, PHB/PHV+F1, PLA and PLA+F1 samples after immersion for 28 and 42 days (respectively)
Polyvinyl alcohol–sulphanilic acid water solublecomposite as corrosion inhibitor for mild steelin hydrochloric acid medium

The inhibitive action of synthesized polyvinyl alcohol–sulphanilic acid (PVASA) compositeon the
corrosion of commercial mild steel in 1 M HCl medium has been investigated byweight loss,
potentiodynamic polarization, and electrochemical impedance spectroscopic (EIS)methods.
Characterization of PVASA composite has been carried out using Fourier transforminfrared
spectroscopy (FTIR).
Experimental results reveal that PVASA composite acts as an inhibitorin the acid environment. The
inhibition efficiency increases with an increase in the concentrationof the inhibitor. Maximum
inhibition efficiency of PVASA composite was found to be 84% at6000 ppm. Thermodynamic and
kinetic parameters have been obtained from temperature studies.Electrochemical measurement
reveals that PVASA composite acts as a mixed inhibitor and the
adsorption follows Langmuir adsorption isotherm.[viii]
Figure10: Variation of inhibition efficiency with temperature at various inhibitor concentrations.
Figure11:Potentiodynamic polarization curves for mild steel in 1 M HCl in absence and presence of different concentration of PVASA composite.

Cross-linked gel polymer electrolyte containing multi-wall carbon nanotubes forapplication in dye-sensitized solar cells
A cross-linked gel polymer electrolyte composed of poly (ethylene oxide-co-2-(2-methoxyethoxy)
ethylglycidylether-co-allylglycidyl ether, _-butyrolactone, LiI and I2, mixed with functionalized
multi-wallcarbon nanotubes (MWCNT), was applied in dye-sensitized solar cells (DSSC).
The electrolyte was characterizedby differential scanning calorimetry, conductivity measurements
and Raman spectroscopy. Dueto its nature, the terpolymer was chemically cross-linked during
DSSC assembly to give rise to quasi-solidstate solar cells. The gel polymer electrolyte containing 1
wt% of MWCNT exhibited conductivity valueshigher than 10−3 Scm−1. An increase in MWCNT
content provided a smaller concentration of polyiodidespecies, as confirmed by Raman
spectroscopy. The highest photocurrent (8.74mAcm−2) was achievedby DSSC based on the cross-
linked gel polymer electrolyte containing 1 wt% of MWCNT compared toDSSC based on non-
cross-linked gel polymer electrolytes (7.93mAcm−2). The incorporation of 3 wt%of MWCNT into
the gel polymer electrolyte promoted a decrease in both Jsc and Voc, probably due topoorer light
transmittance of the electrolyte in the visible range and higher charge recombination
losses,respectively. Thus, the highest efficiency in this work was achieved by using electrolyte
containing 1 wt%of MWCNT. After the cross-linking process, the dimensional stability of the gel
composite electrolyte wasimproved and the conversion efficiency of DSSC was only slightly
affected, changing from 3.37% (beforecross-linking) to 3.35%.[ix]

Figure12: (a) Scanning electron microscopy (FESEM) and (b) high-resolution transmission electron microscopy (HRTEM) images of MWCNT after oxidation and (c) Raman spectra of MWCNT before and after functionalization (laser excitation set at 632.8 nm).

Figure13: DSC curves of composite gel polymer electrolyte prepared with different MWCNT concentrations: (a) before and (b) after cross-linking.
DevelopmentofNaturalRubber-Fibro NanoClayAttapulgiteComposites: The Effect of ChemicalTreatment of Filler on Mechanical and DynamicMechanical Properties of Composites Common nanoclay fillers have layered structure. Some nanoclays like Attapulgite (AT), Sepiolite
have rodlikefibrous structure. Compared to layered structured clay fibrous clay AT can undergo
better dispersion in polymermatrix leading to better improvement in composite properties. Chemical
modifications of AT are done through aminetreatment as well as by amine+silane treatment to get

chemically modified fillers AAT and SAT respectively. In thepresent investigation, nano
composites are prepared using natural rubber (NR) filled with AT, AAT and SAT.
Threedifferent loadings of each filler are used namely 2.5, 5, and 10 phr (parts per hundred of
rubber). Mechanicalproperties like tensile strength, elongation at break increase with the increase in
filler loading up to 5 phr there afterthese properties marginally fall when loading is increased to 10
phr due to problem of filler dispersion at higherloading. However, modulus at 300% elongation and
tear strength increases with the increase in filler loading up to 10phr. Very similar trend can also be
observed for composites with chemically modified fillers, AAT and SAT. But thedegree of
reinforcement is higher in the case of AAT and SAT compared to that of unmodified filler AT for
the samefiller loading. This difference is mainly due to better polymer-filler interaction and filler
dispersion in the case ofchemically modified clays AAT and SAT compared to unmodified AT.
Tear strength of composites increasesremarkably with the addition of AT and which is further
enhanced when chemically modified clays AAT and SATare added. Dynamic-mechanical analyses
of different clay composites give idea about the difference in the degree ofpolymer–filler interaction
due to chemical treatment of filler.[x]
Figure14: FTIR of different clays
Bioactivity of a Bio-composite Fabricated from CoCrMo/Bioactive Glass by Powder Metallurgy Method for Biomedical Application In present times, researchers are attracted towards studies on biocomposite as a potential
biodegradable bone implant materials.Bioactivity of the composite in a simulated body fluid (SBF)
was investigated. A porous Co-Cr-Mo based composite materialwith bio-glass 45S5 was produce
by using powder metallurgy method (PM) technology. Prepared composite powders were
coldpressed and sintered at 1000°C for 2 h.
X-ray diffraction (XRD), scanning electron microscopy were used for phase analysis andalso for
evaluation of particle distribution of composites. Bioactivity behavior of the prepared
nanocomposites was evaluated insimulated body fluid (SBF) for 1 up to 18 days. The results
showed that the apatite layer were formed on the surface of samplewith addition of bioactive glass.

It was concluded that bioinert Co-Cr-Mo alloy could be successfully converted into
bioactivecomposite by adding 6 wt% of BG particles.[xi]
Figure15: SEM micrographs for samples (a) with no BG and (b) with 6 wt. % BG
The effect of nanosilica on the mechanical properties of polymer-cementcomposites (PCC) In the last decade nanomaterials due to their unique physical and chemical properties, have attracted
the interest of researchersto fabricate new building materials with novel functions. One of the most
referred to and used cementitiousnanosizedmaterialsisnanosilica (nSiO2). Although the number of
publications devoted to the influence of nanosilica on the properties ofcementitious composites has
increased over the course of the last decade, the field of polymer-cement composites (PCC)
hasremained under-studied.
Therefore, this paper will deal with the potential application and the influence of nanosilica (nSiO2)
onthe mechanical properties of PCC.In this study the influence of diameter (100 nm and 250 nm)
and quantity (1%, 3%, 5% by weight of cement) of nSiO2 on theconsistency and mechanical
properties of polymer-cement mortars (PCC) have been examined.
Moreover, the hydration ofcement compounds was followed by X-ray diffraction (XRD).Studies
have shown that the addition of nanosilica has great potential to accelerate the pozzolanic reaction,

thus reacting morewith the CH and increasing conversion of C-S-H, and having the potential to
improve mechanical properties of PCC. Theobstacle overcome is the high water demand of
nanosilica particles, leading to significant deterioration of consistency. Finerparticles of nSiO2
seem to be more effective and cause fewer problems with the consistency of fresh mortars.[xii]
Figure16: XRD pattern of target mortars: (a) CH peaks, and (b) C-S-H peaks.
Synthesis and ion conduction mechanism onhot-pressed sodium ion conducting nano-composite polymerelectrolytes
Synthesis and ion conduction studies on SiO2 dispersed hot-pressed sodium ion conductingnano-
composite polymer electrolytes (100 _ x)[70PEO:30NaHCO3] + xSiO2, where x is inwt.%, are
reported. The nano-composite polymer electrolytes (NCPEs) are cast by the dispersionofnano-filler
SiO2 using a hot-press method in place of the traditional solution-cast technique.The effect of nano-
filler SiO2 is characterized with the help of some basic ion transport parametersviz. ionic
conductivity, ionic mobility, mobile ion concentration and activation energy measurements.
The material characterization and polymer–salt/SiO2 complexation are reported with thehelp of
XRD, FTIR, SEM, DSC and TGA studies. Based on SPE host and NCPE OCC, a solidstate
polymeric battery fabrication and cell-potential discharge characteristics are also reportedat
different load conditions.[xiii]

Figure17: Schematic presentation of two kinds of cross-linking in NCPEs: (a) polymer segments via cation-cation interaction and (b) polymer segments via cation–anion interaction.
Figure18: XRD patterns: (a) NaHCO3, (b) pure PEO, (c) SPEhost: (70PEO:30NaHCO3), (d) purenano-sized SiO2 and (e) NCPE OCC: [95 (70PEO:30NaHCO3)+5SiO2].
Flammability, Biodegradability and Mechanical Propertiesof Bio-Composites Waste Polypropylene/KenafFiberContainingNano CaCO3 with Diammonium Phosphate

Bio-composites base on waste polypropylene (rPP) and kenaffibre (KF) using coupling agent
acrylic acid (AA), andcrosslinkerdivinylbenzene (DVB) containingnano CaCO3 (nCC) with and
without DAP as a mixture fire retardant(FR) was successfully processed in melt. Flammability of
bio-composite was horizontally burning tested, accordingto ASTM D635. To study the nature of its
biodegradability, the bio-composites were technically buried in garbagedump land. The tensile
strength properties of bio-composites were measured according to ASTM D638 type V. Effectof
20% total weight flame-retardant [nCC+DAP] ratio 7:13 can effectively reduce the burning rate
(BR) up to 54%compared to bio-composites without any fire retardant.
Biodegradability of bio-composite rPP/DVB/AA/KF/[nCC+DAP] was examined by burying the
bio-composite specimens in the garbage soil during four months. Thebiodegradability of bio-
composite was measured by the losing weight (LW) of bio-composite specimensafterburying in the
soil for four months, it was found up to 11.82%. However, the present of [nCC+DAP] in the
biocompositescan marginally decreasing the tensile strength (TS), compared to that of without
FR.[xiv]
Figure19: Results of flammability test of bio-composites: (a) time to ignition, (b) burning rate, and
(c) heat release
Figure20: Results of biodegradability test of bio-composites: (a) water absorption and (b) lost of weight

Figure21: Results of Mechanical Properties of Bio-composites: (a) MFI, (b) TS, and (c) Impact
Characterization of Carbon Fiber Reinforced Epoxy CompositesModified with Nanoclay and Carbon Nanotubes Fiber reinforced polymer composites show significantly superior performance over many traditional
metallic materials becauseof their superior strength to weight ratio and higher stiffness.
Enhancement of properties of FRP composites can be possible bythe modification of matrix
properties. Significant development in the use of nanoparticles for modification of epoxy matrix
hasled to improved mechanical properties of the FRP composites.
In this study, carbon fiber reinforced epoxy composites weremodified with 2
wt.%Montmorillonitenanoclay and 0.3 wt.% multi-walled carbon nanotubes (MWCNTs). 3 point
bending test,Dynamic Mechanical Analysis (DMA) and low velocity impact test (LVI) were
conducted for characterizing modified samples.
Results obtained from these experiments were compared with unmodified carbon/epoxy
composites. Reinforcement withnanoparticles was found to significantly improve the mechanical
and thermo-mechanical properties of carbon fiber reinforcedpolymer (CFRP) composites.[xv]

Figure22: Dispersion of nanoparticles and fabrication of laminates
Figure23: Thermoscopic images of control and modified carbon/epoxy composites.
Thermal behavior of BST//PVDF ceramic–polymer composites
In this paper, we report the results of a studyof microstructure and thermal behavior of ceramic–
polymercomposites composed of barium strontium titanateBa0.6Sr0.4TiO3 (BST60/40) and

polyvinylidenefluoride(PVDF). The Ba0.6Sr0.4TiO3 ceramic powder was preparedby the sol–gel
method.
Thermal evolution of the dried gelas well as ceramic powder was studied by simultaneousthermal
analysis. The composite BST60/40//PVDF wasobtained by hot pressing method for volume fraction
ofBST60/40 ceramic powder cv= 50 %. The morphology ofBST60/40//PVDF composite powder
was observed bytransmission electron microscopy and the morphology ofBST60/40//PVDF
composite sample was observed byscanning electron microscopy. Temperature dependence
ofdielectric constant and dielectric loss factor of BST60/40//PVDF composites was measured in the
frequency range off = (10 9 103–1 9 106) Hz. Dynamic mechanical propertiesof BST60/40//PVDF
composites were measured bydynamic mechanical thermal analysis DMTA.[xvi]
Figure24: The steps of preparing of BST60/40 ceramic powder: a sol, b gel, c gelating, d dry gel, e before calcinations, fafter calcinations
Figure25: The basic steps for fabrication of BST60/40//PVDF composite by hot pressing

technique
Hybrid composites prepared from Industrialwaste: Mechanical and swelling behavior
In this assessment, hybrid composites were prepared from the combination of industrial waste,as
marble waste powder (MWP) with conventional fillers, carbon black (CB) as well as silica
asreinforcing material, incorporated with natural rubber (NR). The properties studied were
curing,mechanical and swelling behavior.
Assimilation of CB as well as silica into MWP containingNR compound responded in decreasing
the scorch time and cure time besides increasing inthe torque. Additionally, increasing the CB and
silica in their respective NR hybrid compositeincreases the tensile, tear, modulus, hardness, and
cross-link density, but decreases the elongationand swelling coefficient. The degradation property
e.g., thermal aging of the hybrid compositewas also estimated. The overall behavior at 70 _C aging
temperature signified that thereplacement of MS by CB and silica improved the aging
performance.[xvii]
Development of a Safe Solid-StatMicroorganism/BiodegradablePolymer Composite for Decomposition of Formaldehyde
A very safe and environmentally friendly solidstatematerial for bioremediation was prepared using
acombination of Aspergillusoryzaeandpoly(e-caprolactone)(PCL), a porous biodegradable polymer.
The novelmaterial was capable of decomposing 200 ppm formaldehydesolutions to 0 ppm within 7
days.
Degradation abilitywas prolonged by addition of yeast extract-peptone-dextrosemedium into the
composite; 200 ppm formaldehydewas decomposed to 0 ppm over eight additional
decompositioncycles and 100 days. A unique mechanism isproposed where, during PCL
degradation, the solid-statecomposite provides nutrients to A. oryzae.[xviii]

Figure26: Sustainability of A. oryzae/nutrient/PCL composite (filled circle) or A. oryzae (filled triangle) formaldehyde degradation Fracture mechanisms in epoxy composites reinforced withcarbonnanotubes Recent advances in nanotechnology and nanostructured materials offer the possibility to improve
the mechanical properties ofcomposite structures in terms of toughness and stiffness. In particular,
in aerospace applications research efforts are focused onthe design of advanced composite materials
reinforced with carbon nanotubes (CNTs) that combine weight saving withmultifunctional
properties, including thermal, mechanical and electromagnetic ones. It is well known that carbon
nanoparticlesenhance the fracture strength, the modulus, and the yield strength of a polymer matrix
through different mechanisms. However,despite the large amount of investigations on CNT-based
composites and their relevant properties, there is a lack ofunderstanding of the mechanisms leading
to the failure of these materials under impact or static loads, which limits their use
inpracticalapplications.
In this work, we present an experimental investigation of the fracture mechanisms of aerospace
gradeepoxy composites reinforced with multi-walled CNTs bridging the mechanical
characterization with non-destructive methods,such as optical spectroscopy and electron
microscopy.
Our results show that it is possible to link the failure mechanisms of thenanostructured composite at
the interface between the CNT and the epoxy matrix, namely cracking, pull-out and
telescopicfailure, with the molecular fingerprint of the carbon structure at the fracture surface after
mechanical testing.[xix]

Figure27: HR-SEM images of the fracture surface of nanocomposite with 1 wt% loading of MWCNTs. Samples were coated with sputtered gold toimprovethe contrast, therefore the nanotube dimension appears bigger than the original size. Enhanced mechanical properties of polyvinylalcoholcomposite films containing copper oxide nanoparticlesas filler This study has been conducted to investigate the effect of incorporatingCuO nanoparticles inside
PVA matrix with the aim of enhancing the mechanicalproperties of PVA for reinforcement
purposes. Films were prepared by solutionintercalation technique with 0.5, 1.0, 1.5 and 2.0 wt%
CuOnanofiller content takingneat PVA as the reference for the study.
Structural characterisations of the preparednanocomposite films were carried out by FTIR, SEM
and XRD techniques. Variousmechanical parameters such as tensile strength, elastic modulus,
flexuralstrengthand toughness were investigated and significant enhancement in the properties
ofpolyvinyl alcohol films containing CuOnanofillers was observed. Elastic modulusand toughness
showed a linear relation with respect to nanofiller concentration atlowwt%, whereas at higher wt%
of CuO, the nature was observed to be non-linear.PVA-2.0 wt% CuOnanocomposite showed the

highest values of flexural strength,toughness and tensile strength among all the fabricated
nanocomposite films.[xx]

Figure28: SEM images of a neat PVA, b PVA-0.5 wt% CuO, c PVA-1.0 wt% CuO, d PVA- 1.5 wt% CuOand e PVA-2.0 wt% CuO Effect of PET functionalization in composites ofrubber–PET–HDPE type The functionalization of polyethylene terephthalate (PET) from tire rubber–PET–highdensity
polyethylene (HDPE) composites represents a key strategy for improving the compositeproperties.
This is a practical and effective method to improve the interface between matrix (wastetire rubber)
and fillers (waste PET and HDPE). By PET functionalization, adherence and surfaceproperties of
composite materials can be controlled. PET functionalization was performed withpolyethylene
glycol (PEG 400, 1%) and sodium dodecylsulphate (SDS 1%). The characterizationof the
components and composite are discussed in terms of surface energy values (evaluated fromwater
contact angle measurements) and surface morphology by using scanning electron
microscopy(SEM).
The structural and conformational changes were investigated by Fourier Transform Infrared(FTIR)
Spectroscopy while the crystalline structure was studied by X-ray diffraction (XRD).The improved
interfacial adhesion, thermal stability and mechanical properties (stress–strain, compressionand
impact resistance) of the composites are correlated with the PET functionalization,with non-ionic
(PEG) and an anionic surfactant (SDS).
The results proved that the interface propertiesare improved by functionalization of PET. The best
mechanical properties were recorded at30 min moulding. The samples with 45% PET–SDS showed
the best combination of mechanicalproperties: tensile strength (1.56 N/mm2), impact strength
(43.72 kJ/m2) and compression(158.78 N/mm2).[xxi]

Figure29: Formation of SDS micelles on PET chain.
Figure30 :SEM images of the fracture surface after tensile failure (1a-CS). Effect of types of wood on the thermal conductivities of wood sawdust particle reinforced composites Wood dust reinforcing polymer matrix composites has been one of the epoch-making and
pioneering study both from scientificand economical eye over the last decades, due to the eco-
friendliness and aesthetical properties. Wood dust is suitable andbeguiling filler for thermoset
polymers due to its cost effectiveness, low density and high specific properties. It is
biodegradableand nonabrasive during processing.
The research was proceeded with the objective of evaluating the effect of different types ofwood
saw dust on the properties of composite materials. In this experiment, thermal behaviours of
composites reinforced withwood dust particles of various woods (three types of woods) were
investigated. Size was a viable parameter to control theproperties of developed composites. As a
result two different particle sizes as medium and coarse sized wood particles were usedto develop
the composites and characterize their thermal conductivities.

The results of the experiment thus observed were quiteinteresting. Pure polyester has been found to
have lower thermal conductivity compared to that of any wood reinforced polyesterand that wood
strength or true density has been found to influence the thermal conductivity of the as-received
polymer. Withincrease in the dust particle content, thermal conductivities of all composites have
been found to increase.[xxii]
Figure31: Rectangular blocks made from three different woods (a) Kerosene, (b) Gamari and (c) Garjan.
Figure32: Photographs showing the (a) casting mould , (b) as cast sample and (c) final ASTM standard tensile test sample after machining . Looking for Oil-free Building Materials Clay Pipes to ReplacePolymer Pipes After centuries of environmental pollution, many studies have illustrated the impact of oil and its
products over the surroundingenvironment. Therefore, as a step toward sustainable neighbourhoods,
it may an idea to search for alternative oil-free buildingmaterials. On the other hand, plastic is
considered the main building material that derived from oil and used in a wide-range as(water
system pipes, insulation material, plastic fibre for reinforcement concrete, etc.).However, it is
enough for these materials to be derived from oil to be polluting materials, but they are also strange
materials tonature that they take thousands of years to decompose. Moreover, some materials like
polystyrene it is not even accepted yet tobe recycled because of the economic point of view.
All above has urged us to search for alternative eco-friendly materials, thus the natural materials
that come from the earth likeclay may be that one. So these papers are going to present the

possibility of replacing plastic pipes with clay ones by test andanalyze some specimens following
the standards.[xxiii]
Figure33: (a) the nature of clay; (b) crushed sieved clay “powdery clay; (c) type of sand used
Figure34: The Final pipes Reinforcement of bacterial cellulose aerogels with biocompatiblepolymers Bacterial cellulose (BC) aerogels, which are fragile, ultra-lightweight, open-porous and
transversallyisotropic materials, have been reinforced with the biocompatible polymers polylactic
acid (PLA), poly-caprolactone (PCL), cellulose acetate (CA), and poly(methyl methacrylate)
(PMMA), respectively, atvarying BC/polymer ratios. Supercritical carbon dioxide anti-solvent
precipitation and simultaneousextraction of the anti-solvent using scCO2have been used as core
techniques for incorporating thesecondary polymer into the BC matrix and to convert the formed
composite organogels into aerogels.
Uniaxial compression tests revealed a considerable enhancement of the mechanical properties as
com-pared to BC aerogels. Nitrogen sorption experiments at 77 K and scanning electron
micrographs confirmedthe preservation (or even enhancement) of the surface-area-to-volume ratio

for most of the samples.The formation of an open-porous, interpenetrating network of the second
polymer has been demon-strated by treatment of BC/PMMA hybrid aerogels with EMIM acetate,
which exclusively extractedcellulose, leaving behind self-supporting organogels.[xxiv]
Figure35: BC/PMMA80 organogel during extraction of BC with an ionic liquid, containing regions of varying amounts of residual BC (opaque). SEM pictures: morphology of aBC/PMMA80 aerogel (A) and of an aerogel as obtained from (A) after extraction of BC by EMIM acetate. Electrodeposition, characterization, and antibacterial activity ofzinc/silver particle composite coatings
Composite coatings consisting of zinc and silver particles (Zn/AgPs) with antibacterial activity were
pre-pared using an electrodeposition technique. The morphology, composition, and structure of the
Zn/AgPscomposite coatings were analyzed using scanning electron microscopy (SEM) coupled
with energy-dispersive spectroscopy (EDS), inductively coupled plasma (ICP) spectrometry, and X-
ray diffraction(XRD).
The antibacterial properties of the coatings against the microorganisms Escherichia coli as a
modelGram-negative bacterium and Staphylococcus aureus as a model Gram-positive bacterium
were studiedquantitatively and qualitatively. The results revealed that the dispersant
cetyltrimethylammonium bro-mide (CTAB) assisted in the formation of a stable suspension of Ag
particles in the electrolytic bath for24 h. Likewise, a high concentration of CTAB in the electrolytic
bath promoted an increase in the numberof Ag particles occluded in the Zn/AgPs coatings.
The Zn/AgPs coatings that were obtained were compact,smooth, and shiny materials. Antimicrobial
tests performed on the Zn/AgPs coatings revealed that theinhibition of bacterial growth after 30

minof contact time was between 91% and 98% when the AgPscontent ranged from 4.3 to 14.0 mg
cm−3. [xxv]
Figure36:Schematic model of the absorption of CTAB on charged electrode surfaces.
Figure37: Tests of the antibacterial activity of Zn/AgP coatings with 4.3 mg cm−3AgPs against pathogens: (a) E. coli and (b) S. aureus.
Effect of silicon carbide and pulping processes on physical andmechanical properties of pulp plastic composites (PPCs) This study evaluated the effect of different pulping processes and SiC particles on physical and
mechanicalproperties of pulp plastic composites (PPCs). Polypropylene (PP), SODA and NSSC
pulp fibers (max. 40 and50 wt.%), silicon carbide particles (0, 5, 10, 15 wt.%), and 5 wt.% maleic
anhydride polypropylene (MAPP)as coupling agent were used to produce pulp plastic composites
(PPCs) by injection molding. The physical and mechanical properties of samples were characterized
according to ASTM standards. SODA pulpcomposites illustrated higher values in all properties
except contact angle and showed approximatelysame abrasion resistance compared to NSSC pulp
composites.

The addition of SiC particles improved thenegative effect of pulp fibers in water absorption, and
increased both contact angle and abrasion resistance of PPCs. By contrast, tensile, flexural, and
impact properties of pulp plastic composites decreased byincreasingSiC particles. In general, 50
wt.% SODA/SiC composite containing 10 wt.% SiC particles showedthe highest efficiency among
composites .[xxvi]
Figure38: (a) Flexural strength and (b) flexural modulus as function of SODA and NSSC pulps and SiC content. The Effect of Pressure on Moisture Diffusion in Polymer Matrix Composites Temperature and humidity play a significant role in themechanicalbehaviorand long-term durability
of polymer matrix composites (PMCs). Several standardtest methods including some accelerated

test methods involving higher temperaturesand pressures are available for environmental
qualification of these PMCs. While theeffect of temperature on humidity diffusion has been studied
extensively, the effectof pressure has received less attention.
This study seeks to interrogate the effect ofpressure on diffusion. This effect was observed by
building test chambers designedto maintain a constant relative humidity of 80 % at 60 ◦C at three
different pressures(0.1014 MPa, 0.5171 MPa, and 1.0342 MPa). A liquid water immersion test
chamber at 60 ◦C was also considered. It was observed that the time to saturation and thesaturation
moisture content increased with increasing chamber pressure. Immersionin liquid water provided
the upper bound for the maximum moisture saturation and alower bound for the time to
saturation.[xxvii]
Figure39: Schematic of the accelerated experimental test setup Effect of epoxy modifiers (Al2O3/SiO2/TiO2 ) on mechanicalperformance of epox/glass fiber hybrid composites

Fiber reinforced polymer composite is an important material for structural application. The
diversified application of FRPcomposite has taken centre of attraction for interdisciplinary research.
However, improvements on mechanical properties of thisclass of materials are still under research
for different applications.
In this paper we have modified the epoxy matrix by Al2O3,SiO2 and TiO2 micro particles in glass
fiber/epoxy composite to improve the mechanical properties. The composites arefabricated by hand
lay-up method. It is observed that mechanical properties like flexural strength, flexural modulus and
ILSS aremore in case of SiO2 modified epoxy composite compare to other micro modifiers. This
may be because of smaller particle sizeof silica compare to others. Alumina modified epoxy
composite increases the hardness and impact energy compare to othermodifiers.
Agglomeration of Al2O3 micro particles in the matrix is observed in SEM. This may be because of
bigger particle sizeof Alumina. SEM analysis clearly indicates the mode of failure is the
combination of crack in matrix, matrix/fiber debondingandfiber pull out for all types of
composites.[xxviii]
Figure40: SEM micrograph for TiO2 particle modified epoxy composite Composite gels based on Poly (vinyl alcohol) for biomedicaluses Nowadays, poly (vinyl alcohol) (PVA) hydrogels are being studied for several biomedical
applications such as jointreplacement, wound dressings and controlled drug-releasing devices,

among others. Reinforced PVA hydrogels showgood mechanical properties and are a suitable
option to replace cartilages. Furthermore, these materials can prevent loss ofbody fluids, be a barrier
against bacteria and also permeable to oxygen, for these all interesting properties, they are usedlike
wound dressings. For drug delivery systems a material that can control the dose and release at the
site of action isdesirable, this can be accomplished using hydrogels, which are loaded with a drug,
and then they can release it when anexternal stimulus (light, temperature, magnetic field, etc.) takes
place.
The aim of this work was to obtain compositehydrogels for the previously mentioned biomedical
applications. Hydroxyapatite (HA) reinforced PVA gels were preparedfor potential uses as cartilage
replacement, HA improves the mechanical, tribological and fixing properties of the
polymer,reaching values similar to that of the cartilages.
For wound dressings, the hydrogel was reinforced with bentonite (clay) inorder to increase the
dimensional stability and antimicrobial properties. Gels with controlled drug release capability
undermagnetic stimulation (ferrogels) were also synthesized and characterized here.[xxix]
Figure41: a, b and c show the micrographs for the composites where it can be observed the HA particles,bentonite and magnetite within the matrix of PVA. a) b) Enhancing Fracture Toughness of Glass/Epoxy Compositesfor Wind Blades Using Silica Nanoparticles and RubberParticles The research aims to investigate the interlaminar fracture toughness of glass fiber/epoxy
composites, which consistofthe silica nanoparticles and the rubber particles. Two kinds of rubber
particles, one is the reactive liquid rubber(CTBN) and the other is the core-shell rubber (CSR), were
employed to modify the fracture toughness of epoxy resin.
In general, the disadvantage of adding rubber particles into polymeric resin is the dramatic
reduction of stiffnessalthough the toughness could be modified accordingly. In order to enhance the
fracture toughness of the fibercomposites without sacrificing their stiffness, the silica nanoparticles

in conjunction with the rubber particles wereintroduced concurrently into the epoxy matrix to form
a hybrid nanocomposite.
Experimental results obtained fromtensile tests on bulk epoxy confirm the presumption that the
reduction of the epoxy stiffness because of the presenceof rubber particles can be effectively
compensated by the silica nanoparticles. Furthermore, the fracture testsconducted on the DCB
specimens revealed that the inclusion of silica nanoparticles together with the CSR particlecan
appreciably increase the fracture toughness of the glass/epoxy composites up to 82%. On the other
hand, whenthe epoxy matrices were modified with CTBN rubber particles and silica nanoparticles,
the improvement of theinterlaminar fracture toughness was around 48%.[xxx]
Polymer composites containing non-covalently functionalizedCarbon nanotubes: a study of their dispersion characteristicsand response to AC electric fields Multi-wall carbon nanotubes (MWCNT) functionalized with a hyperbranched polyethylene (HBPE)
and subsequentlymelt compounded with an ethylene-octene copolymer (EOC8100) matrix are
examined in terms of their dispersioncharacteristics and electric field response.
It was found that, when compared with their non-functionalizedcounterparts, HBPE-functionalized
MWCNT produce substantially more uniform composites. On the other hand,MWCNT
functionalization results in a higher electrical percolation threshold. Electrification of the composite
meltsshowed that longer insulator-to-conductor transition times should be expected as a
consequence of the improveddispersion quality. The functionalization, however, did not prevent
MWCNT from forming highly electricallyconducting networks in the melt, or exhibiting electric
field-induced percolation thresholds of less than 1wt% filler.[xxxi]
Figure42: Schematics of the: (a) Electrode cell; (b) Test circuit used for electrification of the composites

Figure43: Effect of MWCNT surface functionalization on its distribution inside a polymer matrix under an electric field. Mechanical Behaviour of Polypropylene Reinforced PalmFibers Composites Nowadays, a great attention has been dedicated to natural fibers as reinforcement for polymers.
Natural fibers,compared to glass fibers, exhibit better mechanical properties, such as stiffness,
impact strength, flexibility andmodulus. However certain drawbacks, such as the incompatibility
between fibers and polymer matrices, the tendencyto form aggregates during processing and the
poor resistance to moisture, reduce the use of these natural fibers asreinforcements in polymers.
Several treatments and modifications are being used to improve fibers/matrixcompatibility, such as
bleaching, acetylation and use coupling agent.
In this work, the effect of coupling agent in thepalm fibers/ PP composites was evaluated on
mechanical behavior .Palm fibers were mixed with the polymericmatrix (PP) in a thermokinetic
mixer, with speed rate maintained at 5250 rpm, in which fibers were responsible for 5wt% in the
composition. When the coupling agent was used, the proportion of PP was 95 wt% and the coupling
agentwas 5 phr. After the mixture, composites were dried, ground in mill and placed in an injector
camera according toASTM D-790 specification.
Results showed that, the addition of coupling agent in the composites improvedsignificantly the
flexible strength and modulus when compared to the pure polymer.[xxxii]

Figure44: SEM of palm fibers cross section (A) and (B) and longitudinal (C) and (D).
Glass Fiber Reinforced Polymer-Clay Nanocomposites:Processing, Structure and Hygrothermal Effects onMechanical Properties Polymer composites have been the mainstay of high-performance structural materials, but these
materials areinherently sensitive to environmental factors such as temperature, exposure to liquids,
gases, electrical fieldsandradiation, which significantly affects their useful life. Addition of layered
silicate nanofillers in the polymer matrixhas led to improvements in the elastic moduli, strength,
heat resistance, decreased gas permeability and flammability. In the present work epoxy modified
with Cloisite 30 B®nanoclay (at 1, 3 and 5 wt% of resin) and E-glassunidirectional fibers are used
to prepare fiber reinforced nanocomposites using hand lay-up method.
Thenanocomposites have been characterized by X-ray diffraction (XRD) and scanning electron
microscopy (SEM).XRD results show that the interlayer spacing between the clay platelets
increased significantly indicating that thepolymer is able to intercalate between the clay layers. The
mechanical properties are measured by carrying outtensile, hardness and flexural tests and values
are compared with those found for fiber reinforced neat epoxycomposites.

The tests show that an addition of nano-clay up to 3 wt% increases tensile strength and micro-
hardnessand there is a decrease in values with further clay addition up to 5 wt%. The flexural
strength increased significantlywith clay loading and the highest value is observed for specimens
with 5 wt% of clay. Further, durability studies onnanocomposites have been performed in water and
NaOH baths under accelerated hygrothermal conditions. Duringthe exposure it is observed that the
degradation in NaOH environment is more severe than in water.[xxxiii]
Figure45: (a) Flexural Strength degradation; and (b) percent decrease in strength in water bath .itshows the effect of immersion of specimen in water on flexural strength of specimen. It can beseen from Figures a and b that 3 wt% nanoclay specimen outperformed in terms that the degradation in flexural strength in water bath was less in comparison to other specimens.
Figure46:(a) Flexural Strength degradation; and (b) percent decrease in strength in NaOHbath, as can be seen from Figures a and b, the strength degradation wasapproximately same for 3 wt% and 5 wt% specimens. The neat epoxy – fiber composite suffered a steep drop in strength in both water and NaOH bath. Mechanical properties of HDPE/textile fibers composites

The use of natural fibers as reinforcement for thermoplastics has generated much interest due to the
low cost, lowdensity, high specific properties characteristics. In this work the mechanical properties
of high density polyethylene/textile fibers residues composites were studied. Effect of pretreatment
with sulfuric acid on textile fibers to preparecomposites was made to provide an improvement in
mechanical properties of these materials.
This treatment onfibers was evaluated by X-ray diffraction technique. Composites were produced in
a thermokinetic mixer in thefollowing composition: 5 and 10 wt% fibers. After mixing the samples
were injection molding according to ASTMD-638 specification.
Specimens were tested in tensile mode and composite fractures surface were analyzed in
ascanningelectron microscopy. Also was studied moisture absorption. Results showed that HDPE/
textile fibersresidue presents good mechanical performance compared with high-density
polyethylene.[xxxiv]
Figure47: SEM of fractures composites: (a) HDPE/ FT 5%; (b) HDPE/ FT 10%.
Mechanical and flame-retardant properties of epoxy/Mg–Al LDH composites Layered double hydroxides (LDH) are a class of chemical compounds that can be used to modify or
incorporatecharacteristics into a variety of thermoplastics or thermosets polymer matrices. The
focus of thepresent work is to synthesize organomodified-LDH MgAl intercalated with glycinate, to
use them to formulateepoxy composites with distinct LDH content, and to evaluate their

mechanical, thermal andflame-retardant (horizontal and vertical burning) properties. The solvents
used to aid LDH dispersion intothe resin were acetone, chloroform and dimethylformamide.
All samples containing 1%, 3% and 5% (w/w)of LDH showed self-extinguishing behavior in the
vertical test and all samples containing LDH showedbetter performance in terms of burning rate
than pristine epoxy. The mechanical properties of the compositesvaried based on the solvent used
and the lowest concentration of LDH (1%) yielded the best performance,as expected for this kind of
filler .[xxxv]
Poly (vinyl alcohol – aniline) water soluble compositeas corrosion inhibitor for mild steel in 1 M HCl
Poly (vinyl alcohol – aniline) PVAA composite was tested for its performance in protectingmild
steel MS against corrosion in 1 MHCl. The inhibitive parameters were evaluated by meansof weight
loss, electrochemical polarization and impedance methods.
Results indicated that theaddition of PVAA to the acid reduces the corrosion of the metal. Inhibition
efficiency increases withincrease in inhibitor concentration. The results further revealed that PVAA
at a concentration of2000 ppm furnishes a maximum of 92% inhibition efficiency. Thermodynamic
parameters suchas free energy of adsorption, heat of adsorption, etc., had been evaluated from
temperature studies.The adsorption of PVAA followed Langmuir and Temkin adsorption isotherms.
Polarizationcurves revealed that PVAA is a mixed inhibitor.[xxxvi]
Figure48: Langmuir’s adsorption plots of PVAA composite in1.0 M HCl.

Figure49: Temkin’s adsorption plots of PVAA composite in 1.0 M HCl.
Figure50: Potenziodynamic polarization curves of mild steel in 1.0 M HCl. Effects of bone particle on the properties and microstructure ofpolypropylene/bone ash particulate composites
The effects of uncarbonized (fresh) and carbonized bone particles on the microstructure and
properties ofpolypropylene composites have been studied. The addition of the bone particles ranges
from 5 to 25 wt%inuncarbonized and carbonized forms in the polypropylene matrix. The physical
and mechanical propertieswere used as criteria for the evaluation of the composites. Microstructures
of the composites wereassessed with scanning electron microscopy (SEM/EDS).
The results revealed that the addition of carbonizedbone particles reinforcement has superior
properties than uncarbonized bone particles compositebased materials with an increase in the
compressive strength, hardness values, tensile strength and flexuralstrength by 53%, 45% and 35%
respectively, and a decrease in the % elongation and impact energy by75% and 32%, respectively at
25 wt% carbonized bone, with 28% increase in tensile strength at 15 wt% carbonizedbone addition.
The increase in strength and hardness values was attributed to the distribution ofhard phases of bone
particles in the ductile polypropylene matrix.[xxxvii]

Figure51: Schematic diagram of the flow sheet for the development of polypropylene/bone reinforced composite.
Figure52: Micrograph of (a) carbonized bone powder (CB) (b) fresh bone powder (FB) (c) polypropylene (d) pressed PP/bonecomposite.

Figure53: Variation of flexural strength with wt% bone.

References
1 - Jamal Y. Sheikh-Ahmad - Machining of Polymer Composites (2009).
ii - Bunsell, A.R. and Harris, B. Composites, 5, 157(1974).
iii - K Deepaka, N SrinivasaReddya, T V SeshaiahNaidua -Procedia Materials Science 10, 626 -
631( 2015).
iv- S. Rajesh a*, B. VijayaRamnathb, C.Elanchezhianb, N.Aravindc, V.VijaiRahuld, S. Sathishd -
Procedia Engineering 97, 598 - 606( 2014 )
v - SitiShuhadah Md. Saleh a, b, Hazizan Md. Akil a, c* , Muhammad HelmiAbdulKudusa,
KhairelRafeziAhmadb and NurSurayaAnis Ahmad Bakhtiara - Procedia Chemistry 19, 45-49( 2016
)
6-Daisuke Nagao &Mikio Yokoyama & Shu Saeki & Yoshio Kobayashi &Mikio Konno - Colloid
PolymSci 286, 959-964(2008)
vii - Andrzej Iwan´czuk • Marek Kozłowski •Marcin Łukaszewicz • SławomirJabłon´ ski - J Polym
Environ 23,277–282(2015)
viii - M. Srimathi *, R. Rajalakshmi, S. Subhashini - Arabian Journal of Chemistry 7, 647–
656(2014)
ix - João E. Benedetti, Aline A. Corrêa, MayaraCarmello, Luiz C.P. Almeida, Agnaldo S. Gonc¸
alves, Ana F. Nogueira∗ - Journal of Power Sources 208, 263–270(2012)
x - J.P. Ratha, T.K. Chakia, D. Khastgira, - Procedia Chemistry 4, 131–137( 2012 )
xi - RohayaAbdullaha, NurMaizatulShimaAdzalib, ZuraidawaniCheDaudc - Procedia Chemistry
19, 566 – 570( 2016)
xii - PawełSikoraa,*, PawełŁukowskia, Krzysztof Cendrowskib,
ElżbietaHorszczarukb,EwaMijowskab - Procedia Engineering 108, 139– 145 ( 2015 )
xiii - Angesh Chandra a,*, Archana Chandra a,b, K. Thakur c - Arabian Journal of Chemistry
(2013)
xiv - N.S. Suhartya,, I.P. Almanarb, Sudirmanc, K. Dihardjod, N. Astasaria - Procedia Chemistry 4,
282 – 287( 2012 )
xv - MdEkramul Islam, Tanjheel H. Mahdi, Mahesh V. Hosur*, ShaikJeelani - Procedia
Engineering 105, 821 – 828( 2015 )

xvi - KatarzynaOsin´ska • DionizyCzekaj - J Therm Anal Calorim 113,69–76(2013)
xvii - Khalil Ahmed * - Journal of Advanced Research 6, 225–232(2015)
xviii - Ikuhiro Tanida • AsamiSakaue • Satoshi Osawa - J Polym Environ 22,329–335(2014)
xix- S. Laurenzia*, S. Bottib, A. Rufolonic, M. G. Santonicolad - Procedia Engineering 88, 157 –
164( 2014 )
xx- JammulaKoteshwara Rao1• Abhishek Raizada1 •Debargha Ganguly1 • Madri Manish Mankad1
•S. V. Satyanarayana2 • G. M. Madhu1 - Polym. Bull. 72,2033–2047 (2015)
xxi - Cristina Cazan *, MihaelaCosnita, Anca Duta - Arabian Journal of Chemistry (2015)
xxii - M.Faruk Hossain, ShoumyaNandyShuvo*, M.A.Islam - Procedia Engineering 90, 46 – 51(
2014 )
xxiii - Riyadh Salhaa, Florin V.Tosaa - Procedia Technology 22, 343 – 350( 2016 )
xxiv - N. Pirchera, S. Veigelb, N. Aignera,1, J.M. Nedelecc,d, T. Rosenaua, F. Liebnera,∗ -
Carbohydrate Polymers 111 , 505–513 (2014)
xxv - Y. Reyes-Vidala,1, R. Suarez-Rojasa, C. Ruiza, J. Torresa, StefanT¸˘aluc,AliaMéndezb, G.
Trejoa,∗ - Applied Surface Science 342 , 34–41(2015)
xxvi - AlirezaSukhtesaraie, S. Behnam Hosseini∗ - Journal of Asian Ceramic Societies 4 ,112–
119(2016)
xxvii - S. P. Pilli · L. V. Smith - Int J Thermophys 33,1715–1725(2012)
xxviii - Ramesh K. Nayak a*, Alina Dasha and B.C.Ray b - Procedia Materials Science 6 ,1359 –
1364( 2014 )
xxix - J.S. Gonzaleza*, A.S. Maioloa, C.E. Hoppeb and V.A. Alvareza - Procedia Materials
Science 1 , 483 – 490( 2012 )
xxx - J.L. TSAIa1, B.H. HUANG1, and Y.L. CHENG1 - Procedia Engineering 14 ,1982–
1987(2011)
xxxi - O. Osazuwaa, M. Kontopouloua, P. Xiangb, Z. Yeb, A. Docoslisa a* - Procedia Engineering
42 ,1414 – 1424( 2012 )
xxxii- Goulart, S.A.S.a; Oliveira, T.A.a; Teixeira, A.a; Miléo, P.C.b; Mulinari, D.R.a - Procedia
Engineering 10 ,2034–2039(2011)
xxxiii - B. Sharmaa, , S. Mahajana, R. Chhibbera, R. Mehtab - Procedia Chemistry 4 , 39 – 46(
2012 )
xxxiv - P. S. Souzaa*, E. F. Rodriguesa, J. M. C Pretaa, S. A. S. Goularta, D. R. Mulinaria -
Procedia Engineering 10 ,2040–2045(2011)

xxxv - Cristiane M. Becker a,⇑, Aline D. Gabbardo a, Fernando Wypych b, Sandro C. Amico a -
Composites: Part A 42 ,196–202(2011)
xxxvi - R. Karthikaiselvi a,*, S. Subhashini b, R. Rajalakshmi b - Arabian Journal of Chemistry 5,
517–522(2012)
xxxvii - F. Asuke a, V.S. Aigbodion b,⇑, M. Abdulwahaba,c, O.S.I. Fayomi c, A.P.I. Popoola c,
C.I. Nwoyi d, B. Garba a - Results in Physics 2 ,135–141 (2012)