Embed Size (px)
Citation preview

WELDING RESEARCH
JUNE 2019 / WELDING JOURNAL 165-s
Introduction Several deformation techniques to produce lightweightmaterial with higher mechanical properties have significantapplications as compared to other manufacturing processes(Ref. 1). Polymers replace metals and its alloys from differ-
ent applications due to the benefits accrued, such as lowweight to strength ratio, lower manufacturing costs, corro-sion resistance, and design flexibility (Ref. 2). Parts madewith a combination of similar/dissimilar materials, such asmetal-metal, polymer-polymer, and metal-polymer, are inhigh demand. The aim of joining two materials is to improvethe product design and their mechanical properties to utilizeit in an efficient and functional manner based on the type ofapplications. However, optimal mechanical performance of alow-weight material with cost-effective joining is a challeng-ing task for any structural application (Ref. 3). Nonconventional energy sources such as microwaves,high-speed lasers, and solar energy are different methodsfor joining the polymers. Radiation interaction between thepolymers causes microwave to yield a better quality of joint,but the product is expensive (Ref. 4). High-speed laser weld-ing is used to weld polymer as well as metal, but productweight increases due to the addition of additive to increasethe heat absorption capacity of polymer/metal (Ref. 4). An-other technique to join the polymers by solar energy concen-trator has irregular power supply and is limited to daytimeonly (Ref. 5). Conventional methods, such as mechanical fastening, hotplate welding, hot gas welding, and adhesive bonding, arefrequently used for joining polymers (Refs. 6, 7). In the join-ing of polymers and metals, authors recommend adhesivejoining, which is more reliable and flexible compared to me-chanical joining (Ref. 8). Bartczak et al. (Ref. 9) observedthat load-bearing capacity is higher in the adhesive joint ascompared to spot welding. Hot plate welding is another pop-ular joining technique used to achieve strong weld strengthin thermoplastic composite (Ref. 10). Polymer surface in hotplate joining techniques is diffused when the part is subject-ed to high compressive load. Stress concentration due tospot welding (Ref. 10), a requirement of extensive surfacepreparation and heavy weight due to additive materials (Ref.11), and harmful environmental emissions during chemical
SUPPLEMENT TO THE WELDING JOURNAL, JUNE 2019Sponsored by the American Welding Society
Assessment of Thermoplastic WeldabilityUsing the Deformation Technique
A new technique to join the polymer through the Y-shape die channel was developed
BY P. KUMAR AND S. S. PANDA
ABSTRACT The joining of similar/dissimilar materials by using con-ventional and nonconventional techniques is a challengingtask to produce cost-effective joints without overweighingthe product. Traditionally, adhesive welding is the preferredtechnique used to join polymers at the cost of increase inproduct weight. The use of nonconventional techniques inwelding polymers is limited due to an expensive source ofenergy. However, all of these techniques have limited appli-cations for the joining of polymers. To overcome this limita-tion, constant efforts are given to develop a new techniqueto join the polymer through the Y-shape die channel. The Y-shape die channel is the reliable method to join two similarnatures of polymers without the use of additive materials,hence product overweight can be avoided. The joint em-ployed through the preheated die channel at 150°C and de-veloped back pressure cause proper blending between thepolymers. The reason for the development of back pressureis the nature of joint interface with exploring the scope ofmetal forming operation such as extrusion and equal chan-nel angular pressing (ECAP) into a new joining procedure.Channel design, joining procedures, dynamic mechanicalanalysis (DMA), and x-ray diffraction (XRD) of the jointswere used to assess the weldability of polymers.
KEYWORDS• Y-Shape • Extrusion • Equal Channel Angular Pressing• Polymer • Dynamic Mechanical Analysis • X-Ray
Diffraction
https://doi.org/10.29391/2019.98.013
Kumar (2018100) Supplement.qxp_Layout 1 5/9/19 1:37 PM Page 165

WELDING RESEARCH
WELDING JOURNAL / JUNE 2019, VOL. 98166-s
reactions (Ref. 12) are certain limitation of the mechanicalfastening and joining technique. Another conventional technique to join the polymers isfriction stir welding (Ref. 13), but the application of thistechnique is limited in polymers joining because of the stick-ing behavior of tools and polymers. To retain softened poly-mers in the welded zone, Bozkurt used optimization tech-niques over tool rotation speed, tool transverse speed, andtool tilt angle to achieve the sound strength of the weld(Ref. 14). No other techniques are available to avoid the voidgenerated during the joining of polymers; however, modifiedsolid state welding can supplement this issue with an appli-cation of external pressure over the welded region. Kumar and Panda (Ref. 15) recently developed a Y-shapedie channel to join the similar nature of Anulon-114polyamide rods. As a part of a conventional technique, the Y-shape die channel works on the deformation technique princi-ple where polymers passed through the Y-shape channel in apreheated die condition at 2⁄3 of polymers melting point. Thesoftened polymers diffused when it passed through a reduceddie section of the Y-shape channel. Pressure developed in thereduced die section minimizes the void without outweighingthe weight of the product. Such additive-free polymer jointshave higher hardness in comparison to base polymer. One-turn equal channel angular pressing (ECAP) (L-shape)works on severe plastic deformation (SPD) to refine the grainsize without changing its initial cross-sectional area of speci-
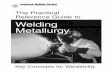
men as in Fig. 1A (Ref. 16). A mathematical relation was pro-posed by Kumar and Panda to find a maximum equivalentplastic strain, as given in Equation 1 (Ref. 17). To achieve high-er equivalent plastic strain, the billet taken from the exit chan-nel is reused a number of times by following different routes ofrotation (Ref. 18). In each number of passes, the billet gets fur-ther refined, resulting in an increase in punch load. Surfacefractures and extensive punch load over specimen are majordrawbacks of the processes because this method is still underconsideration for laboratory tests (Ref. 19). To prevent surfacefracture and the rise of punch load, die preheating can be em-ployed in the process, but it deteriorates the mechanical prop-erties of the billet (Ref. 20). Similarly in another work, it hasbeen observed that back pressure is utilized in the process tominimize surface fracture, but it fails to reduce the punch load(Ref. 21). Kumar and Panda used a two-turn (S-shape) ECAPchannel to minimize the number of passes and volumetric lossin a single press as shown in Fig. 1B (Ref. 22). Previous re-searchers observed that channel geometry, selection of materi-als, material dimensions, and working conditions are impor-tant factors that influence the punch load.
where N is the number of passes, is the channel angle, and is the corner angle.
=N3
2cot+2
+ cosec+2
(1)
Fig. 1 — Schematic of ECAP channel: A — One turn (L-shape); B — two turn (S-shape).
Fig. 2 — Y-shape die channel: A — Channel schematic; B — actual die design.
A
A
B
B
Kumar (2018100) Supplement.qxp_Layout 1 5/9/19 1:37 PM Page 166

Several authors have reported that the application ofhigh pressure in extruding the polymer raises the glasstransaction temperature in the order of 0.02°C/kg/cm2
(Refs. 23, 24). The objective of this work is to explore themetal forming operation in the joining procedure by usingthe effect of both die preheating and developed back pres-sure. Moreover, the effect of die preheating in response ofstorage modulus, loss factor, loss tangent, and crystal pa-rameter observed for extruded polymer is compared withbase polymer. This paper discusses the design guideline ofthe Y-shape die channel, materials joining procedure, andtheir properties characterization.
Materials and Methods
Design of Die Channel
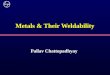
Design of the Y-shape die channel to join the polymerwas based on the die schematic of ECAP channel. Details ofdie fabrication and its working procedure were as followed: In design, one-turn ECAP channel has two abrupt anglesknown as channel angle () and corner angle () as shownin Fig. 1A. Channel and corner angles at bend enable the bil-let to move forward by imposing a large plastic strain whenpassed through the inner die radii (Rinn) and outer die radii(Rout). In two-turn ECAP channel, each end of the taperchannel intersected with two different channels known asinlet channel and exit channel as shown in Fig. 1B. The billetsheared at the first die turn and continuously flowedthrough the taper channel and then exited. Developed Y-shape die channel as shown in Fig. 2A and B isthe embodiment of two similar and circular two-turn ECAPchannels as shown in Fig. 1B (Ref. 25). In die design, the Y em-bodies two inlet channels, two taper channels, and one com-mon exit channel as shown in Fig. 2A and B. Due to the designsymmetricity, channel is marked as left and right for thenomenclature of geometry as specified in Fig. 2A. Offset dis-tance between both inlet channels resulted in the intersectionof taper channel having a common exit channel. The axialpoint of intersection between taper channels and commonexit channel is termed as tri-junction (T). In both symmetricchannels, channel angle (1L, 2L, 1R, 2R), corner angle (1L,1R), inner die radii (Rinn1L, Rinn2L, Rinn1R, Rinn2R), and outer dieradii (Rout1L, Rout2R) were constant at each die turn. The Y-shapedie channel as observed in Fig. 2A and B has a circular cross
section of 12 mm diameter, 120-deg channel angle, 20-degcorner angle, 2-mm internal die radii, and 5-mm outer dieradii. Material from two different inlet channels to the com-mon exit channel was merged at tri-junction where the pres-ence of the corner angle (2L, 2R) and outer die radii (Rout2L,Rout2R) was ineffective in comparison to the first die turn. Foreasier processing of materials, the die was split into two equalparts. To control eccentric and unsymmetrical load distribu-tion in both inlet channels, two numbers of punches with aguided punch holder were used.
Working Procedure to Join the Polymers
Two polymer rods (working sample) from a commerciallyavailable Anulon-114 polyamide ([-NH-(CH2)5-CO]nMOS2) were prepared. Each polymer rod with a 0.1-mm dia-metrical clearance was inserted inside an inlet channel andpressed by a 50-kN universal testing machine (UTM)(Zwick/Roell Z005). The UTM has a given strain rate of0.01/s and continues to press the rods until it reaches to75% of billet length at room temperature as shown in Fig. 3.Polymer through cold die channel was not joined even athigher extrusion pressure. To join two similar natures ofrods, polymer must pass through a preheated die. Duringthe extrusion, it was ensured that the temperature of thepreheated die did not exceed 2⁄3 of the polymer’s meltingpoint (220°C). Softened polymers after crossing the tri-junction entered into a common exit channel, hence poly-mer surfaces got diffused. The procedures were repeatedlyperformed to obtain defect-free joints (specimen-d), asshown in Fig. 4A. Line contact of two polymer rods, whenpassed through the reduced die section, caused arced inter-locking along the transverse direction, resulting in the im-provement in joint strength as shown in Fig. 4B.
WELDING RESEARCH
JUNE 2019 / WELDING JOURNAL 167-s
Fig. 3 — Experimental procedure to extrude the polymer.
Fig. 4 — Polymers through preheated die at the following: A — Joint polymers; B — concave structure.
A
B
Kumar (2018100) Supplement.qxp_Layout 1 5/9/19 1:38 PM Page 167

Results
Punch Load in Y-Shape Extrusion Channel
Actual punch load in an extrusion die is often very high andimportant from a safety point of view. The ultrasound biomi-croscopy (UBM) technique gives a more appropriate approxi-mate solution to determine the upper load of punch in an ex-trusion die. The energy required to perform plastic deforma-tion based on UBM expression is given in Equation 2 (Ref. 26).After determining the kinematic admissible velocity field andusing Equation 2, an analytical force model was developed in acircular Y-shape die channel, as given in Equation 3. To vali-date the analytical force model, experiments (cold and hot ex-trusion) were carried out to join two polymer rods through Y-shape dies using UTM compression dies as shown in Fig. 3.The bottom part of the compression setup was stationarywhile the upper part was moving. Upper compression setup ofUTM was in contact with two cylindrical punches having11.90 mm diameter and 150-mm length to extrude the poly-mers. A guided punch holder was utilized to restrict free move-ment of both punch. Experimental punch load obtained forboth cold and hot extrusion was then compared with the ana-lytical model and is shown in Figs. 5 and 6.
where v is the workpiece volume, ij is the stress tensor, 1J
is the strain rate tensor, dV is the differential volume, sd issurfaces discontinuity, is the shear stress, |u| is velocitydiscontinuity, st is surface area of the workpiece, Fi is the ex-ternal force, ui is surface velocity, and P is the power in thedeformation zone.
P= ij.1J dV
v
+ | u|dS= Fiuistsd
(2)
F = 2 1 + cos L( )
+2 1L( )3sin 1L
2+ 1L
2( )D
2( )2
first turn
+ 2L( )3sin 2L
22L
2( )D
2( )2
second turn
+m3
D
LIL +2Dcot 1L
2+ 1L
2( )+LTL
+Dcot 2L
22L
2( )+ 1L( )
sin 1L
2+ 1L
2( )Rinn1L +Rext1L
2
+ 2L( )2sin 2L
22L
2( )Rinn2L+Rext2L
2
(3)
WELDING RESEARCH
WELDING JOURNAL / JUNE 2019, VOL. 98168-s
Fig. 5 — Experimental and analytical extrusion load in colddie channel.
Fig. 6 — Experimental and UBM extrusion load in preheateddie channel.
Table 1 — Crystal Parameter of Anulon-114 Base and Joint Polymer
Sample Crystal Form 2 (deg) dhkl (nm) Hhkl (nm)
Base Polymer 14.1 0.627342 11.1662 16.9 0.523988 16.92034 18.62 0.475955 18.84516 21.14 0.419756 16.27943 21.84 0.406461 13.44457 Joint Polymer 20 0.443293 4.577482 23.88 0.37216 3.06415
Kumar (2018100) Supplement.qxp_Layout 1 5/9/19 1:39 PM Page 168

where L is angle of left billet inclination with exit channel, is flow stress determined from compression test, D is bil-let diameter, m is coefficient of friction, L1L is inlet length ofbillet in left ECAP channel, and LTL is taper length of billetin left ECAP channel. Other parameters are as defined inFig. 2A.
Dynamic Mechanical Analysis
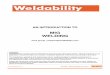
Dynamic mechanical analysis (DMA) of joint and base poly-mer was performed on a TA instrument analyzer in a single-cantilever mode with model DMA-Q800. Results were ob-served for storage modulus (E’), loss factor, and loss tangent(tan) at a constant frequency of 1 Hz while varying the tem-perature from 45° to 180°C with a heating rate of 5°C/min. Aplot of storage modulus, loss factor, and tangent (loss factor/storage modulus) with reference to variation in temperaturefor base and joint polymer are shown in Fig. 7A–C.
X-Ray Diffractometer Analysis
The DMA experiment was not suitable for the determina-tion of crystal structure because every crystal has a differentvalue of enthalpy, resulting in different crystalline forma-tions. A nondestructive examination such as the x-ray dif-fraction (XRD) was adapted for the crystalline behavior ofAnulon-114 polymer. A polymer circular disc with 1 mmthickness and 12 mm diameter cut from base and joint poly-mer was prepared by following grinding and polishingprocesses. XRD of polymer disc was performed on theRigaku model-TTRAX3 instrument with a supplying con-stant wavelength () of 0.1542 nm. All peak intensities ob-served at different reflecting angles (2) for both base andjoint polymer are shown in Fig. 8A and B. The crystals parameter (interplanar spacing and size) ofbase and joint polymer was determined by using Bragg’s andScherrer’s relation as given in Equations 4 and 5 (Ref. 27)and presented in Table 1.
where dhkl is the interplaner distance of crystallite, (0.154056 nm) is the wavelength of x-ray, and is the inci-dent angle.
where Hhkl is the crystallite size, hkl is the miller indices, k (0.89) is the shape factor of crystallite, w is the half dif-fraction peak width, and b (0.15) is the broaden factor of the apparatus.
Discussion
Punch Load in Y-Shape Extrusion Channel
In cold extrusion, it is observed that the polymer rod ex-truded from the die exit channel is not joined, and corre-sponding punch loads are recorded as shown in Fig. 5. Theload required to compress the billet in the inlet channel in-creased rapidly until it completely filled the gap of the firstdie turn while achieving a punch load up to 8 kN. A constantpunch load of 27 kN was achieved when polymer began toflow through a 25-mm-long taper channel and suddenly in-creased when it reached the second turn. When the billetreached the end of the second die turn, it exerted back pres-sure over another polymer, resulting in the accumulation ofdhkl =
2sin(4)
Hhkl =K
w2–b2180
cos(5)
WELDING RESEARCH
JUNE 2019 / WELDING JOURNAL 169-s
Fig. 7 — A — Storage modulus; B — loss factor of polymer; C — tan as a function of temperature.
A B
C
Kumar (2018100) Supplement.qxp_Layout 1 5/9/19 1:39 PM Page 169

material at tri-junction. Upon continuous application ofload, material began to flow through the die common exitchannel at a constant punch load of 43 kN. The material em-ployed for cold extrusion has a flow stress of 47 MPa, result-ing in 44.1 kN of analytical load, which is 2.5% higher thanexperimental load. To join the polymers, preheated die channel (at 150°C)was utilized and the corresponding punch load is recordedas shown in Fig. 6. Load experienced in the preheated diechannel was much lower than cold die channel. Up to firstturn, the punch load rapidly increased to 7.5 kN and almostconstant in die taper channel. Developed back pressure attri-junction caused the punch load to increase up to 15 kN,which is much lower compared to cold extrusion. The mate-rial employed for hot extrusion has flow stress of 13 MPa,resulting in 16.1 kN of analytical load, which is 6.8% higherthan the experimental load.
Dynamic Mechanical Analysis
Below the glass transition temperature, segmental mobil-ity in joint polymer is highly restricted due to which storagemodulus is higher as compared to the base polymer ob-served in Fig. 7A. Increase in temperature softens the poly-mers, resulting in a decrease in storage modulus. Due to thelow viscoelastic nature of joint polymer, the rate of crystaldebonding is higher, resulting in a lower storage modulus ascompared to base polymer. A sharp and slight decrease of E’for both joint and base polymer finally became equals at78°C; thereafter, both polymers slightly decreased andreached a constant storage modulus at 180°C. When tem-perature is at 45°C, joint polymer has 15% higher storagemodulus as compared to base polymer. Polymer processedthrough the preheated die channel shows 67.5% higher lossfactor as compared to base polymer due to loss of energy inthe form of heat as shown in Fig. 7B. At a higher tempera-ture from 78° to 180°C, the loss factor of the bases polymerbecome higher than the joint polymer due to segmentationof the polymer chain. It is observed from Fig. 7C that thebase polymer has two different glass transition tempera-tures (45° and 88°C), which is due to molecular motion ofpolymer chain. Similarly, glass transition temperature ofjoint polymer is observed at 45° and 96°C. The maximumtan for base and joint polymer is approximately 0.078 and0.114, respectively. Higher tan (31%) in joint polymer is an
indication of low elasticity and high storage modulus due todie preheating.
X-Ray Diffractometer Analysis
Polymers’ mechanical properties are completely boundedwith their crystalline stability in the form of hydrogen bond-ing. The presence of hydrogen bonding in parallel and an-tiparallel chain arrangement is referred to -form and -form stability of polymers (Ref. 28). All peak intensitiesabout 2 at 14.1, 16.9, 21.14, and 21.84 deg are character-ized as -form and 18.62 deg as -form stability of basepolymer as observed from Fig. 8A (Ref. 29). Position of peakintensities at 20 and 20.88 deg are characterized as -formstability of polymers when processed through preheated dieas observed from Fig. 8B (Ref. 30). It is also observed thatpeak positions (2) of joint polymers have been shifted ascompared to base polymer, which is due to joint interfer-ence. Similarly, lower shoulder width is an indication ofhigher crystallinity as observed in joint polymer. Fusionheat due to the presence of -form in base polymer makes astronger interaction between the polymers’ chain by con-verting into -form. The disappearance of -form in a jointpolymer caused by Brill transition when two reflectionpeaks merged into a single -form (Refs. 31, 32) is an indi-cation of an increase in bond strength as compared to basepolymer. The developed -form is the most thermally stablecrystalline form of Anulon-114 polymer. It is observed fromTable 1 that antiparallel chain arrangement is transformedto parallel chain arrangement indicated by a significant re-duction of interplanar distance (dhkl) when polymer blendedthrough the Y-shape die channel. Irregular value of crystal-lite size (Hhkl) of base polymer is an indication of inhomoge-neous dispersion. Inhomogeneity of joint polymer signifi-cantly reduces as compared to base polymer. Pressure andfusion heat through ECAP-based Y-shape channel causes therefinement of crystal size, hence, polymers crystallinity in-creases.
Conclusions
This paper demonstrated the weldability of polymerthrough SPD-based Y-shape die. This study was completed byconsidering the all-geometrical parameters of ECAP channel.Polymer processed through preheated die channel required
WELDING RESEARCH
WELDING JOURNAL / JUNE 2019, VOL. 98170-s
Fig. 8 — XRD pattern: A — Base polymer; B — joint polymer.
A B
Kumar (2018100) Supplement.qxp_Layout 1 5/9/19 1:40 PM Page 170

65% lower punch load as compared to cold die channel. Eventhough loss of energy is more and plasticity reduces signifi-cantly in case of joint polymer, it achieved 15% higher storagemodulus as compared to base polymer at 45°C as evidenced bythe DMA analysis. Reduced crystallite size and interplaner dis-tance with homogeneous dispersion in joint polymer is evi-denced from the XRD analysis. A proposed design configura-tion of preheated Y-shape die transforms the -form into -form stability of blended polymers.
1. Ostwald, P. F., and Munoz, J. 2008. Manufacturing Processesand Systems. John Wiley & Sons. 2. Gupta, N., and Paramsothy, M. 2014. Metal- and polymer-matrix composites: Functional lightweight materials for high-performance structures. JOM 66(6): 862–865. DOI: 10.1007/s11837-014-0969-0 3. Das, S. 2001. The cost of automotive polymer composites: Areview and assessment of DOE’s lightweight materials compositesresearch (No. ORNL/TM-2000/283). Oak Ridge National Lab,Tenn. 4. Tamrin, K. F., Yusoff, N., and Zakariyah, S. S. 2013. Laser lapjoining of dissimilar materials: A review of factors affecting jointstrength. Materials and Manufacturing Processes 28(8): 857–871.DOI: 10.1080/10426914.2013.792413 5. Zhao, H., Fu, Z., Wu, Y. X., and Zhao, Y. Z. 2007. Design andimplementation of an auto bonding manufacturing process forspace solar cells. Materials and Manufacturing Processes 22:851–858. DOI: 10.1080/10426910701448909 6. Grewell, D., and Benatar, A. 2007. Welding of plastics: Funda-mentals and new developments. International Polymer Processing22(1): 43–60. DOI: doi.org/10.3139/217.0051 7. Meschut, G., Janzen, V., and Olfermann, T. J. 2014. Innova-tive and highly productive joining technologies for multi-materiallightweight car body structures. Journal of Materials Engineeringand Performance 23(5): 1515–1523. DOI: 10.1007/s11665-014-0962-3 8. Kah, P., Suoranta, R., Martikainen, J., and Magnus, C. 2014.Techniques for joining dissimilar materials: Metals and polymers.Review on Advanced Materials Science 36: 152–164. 9. Bartczak, B., Mucha, J., and Trzepieciński, T. 2013. Stress dis-tribution in adhesively-bonded joints and the loading capacity ofhybrid joints of car body steels for the automotive industry. Inter-national Journal of Adhesion and Adhesives 45: 42–52. DOI:10.1016/j.ijadhadh.2013.03.012 10. Yousefpour, A., Hojjati, M., and Immarigeon, J. 2004. Fu-sion bonding/welding of thermoplastic composites. Journal of Ther-moplastic Composite Materials 17(4): 303–341. DOI: 10.1177/0892705704045187 11. Dilip, J. J. S., Babu, S., Varadha Rajan, S., Rafi, K. H., JanakiRam, G. D., and Stucker, B. E. 2013. Use of friction surfacing foradditive manufacturing. Materials and Manufacturing Processes28(2): 189–194. DOI: 10.1080/10426914.2012.677912 12. Ojeda, T. 2013. Polymers and the Environment. In PolymerScience InTech. DOI: 10.5772/51057 13. Nelson, T. W., Sorenson, C. D., and Johns, C. J. 2004. Fric-tion Stir Welding of Polymeric Materials. U.S. Patent No. 6,811,632.Washington, D.C.: U.S. Patent and Trademark Office. 14. Bozkurt, Y. 2012. The optimization of friction stir weldingprocess parameters to achieve maximum tensile strength in poly-ethylene sheets. Materials & Design 35: 440–445. DOI: 10.1016/j.matdes.2011.09.008 15. Kumar, P., and Panda, S. S. 2018. An innovative method tojoin two polymer rods through Y-shape extrusion channel. Meas-urement 119: 270–282. DOI: 10.1016/j.measurement.2018.01.060
16. Segal, V. M. 1977. The Method of Material Preparation forSubsequent Working. Patent of the USSR. No. 575892. 17. Kumar, P., and Panda, S. S. 2017. Finite element analysis ofdie offset in two-turn incremental ECAP. Materials Today: Proceed-ings 4(2): 2419–2424. DOI: 10.1016/j.matpr.2017.02.092 18. Kumar, P., and Panda, S. S. 2018. A review on properties andmicrostructure of micro-extruded product using SPD and as-castmaterial. Sādhanā 43(5): 77. DOI: 10.1007/s12046-018-0874-2 19. Surendarnath, S., Sankaranarayanasamy, K., and Rav-isankar, B. 2014. Workability study on 99.04% pure aluminumprocessed by ECAP. Materials and Manufacturing Processes 29:691–696. DOI: 10.1080/10426914.2014.892978 20. Bhupatiraju, M., and Greczanik, R. 2013. Cold extrusion.ASM Handbook, Volume 14A: Metalworking: Bulk Forming. S. L.Semiatin (Ed.). 405–418. 21. Wang, Y. L., Lapovok, R., Wang, J. T., Qi, Y. S., and Estrin, Y.2015. Thermal behavior of copper processed by ECAP with andwithout back pressure. Materials Science and Engineering: A 628:21–29. DOI: 10.1016/j.msea.2015.01.021 22. Kumar, P., and Panda, S. S. 2017. Numerical simulation ofAl1070 alloy through hybrid SPD process. The International Journalof Advanced Manufacturing Technology 91(1–4): 835–846. DOI:10.1007/s00170-016-9768-9 23. Murthy, N. S., Curran, S. A., Aharoni, S. M., and Minor, H.1991. Premelting crystalline relaxations and phase transitions innylon 6 and 6,6. Macromolecules 24(11): 3215–3220. 24. Paul, D. R., and Robeson, L. M. 2008. Polymer nanotechnol-ogy: Nanocomposites. Polymer 49(15): 3187–3204. DOI: 10.1016/j.polymer.2008.04.017 25. Kumar, P., and Panda, S. S. 2018. A Method of Joining Poly-mers Rods Through Deformation Technique Using a Y-Shape Die Appa-ratus. Indian Institute of Technology Patna. Indian Patent Refer-ence No. 201831007503. 26. Kobayashi, S., Kobayashi, S., Oh, S. I., and Altan, T. 1989.Metal Forming and the Finite Element Method. Oxford UniversityPress on Demand. 27. Shan, G. F., Yang, W., Xie, B. H., Li, Z. M., Chen, J., and Yang,M. B. 2005. Double yielding behaviors of polyamide 6 and glassbead filled polyamide 6 composites. Polymer Testing 24(6):704–711. DOI: 10.1016/j.polymertesting.2005.05.003 28. Jahromi, A. E., Jahromi, H. R. E., Hemmati, F., Saeb, M. R.,Goodarzi, V., and Formela, K. 2016. Morphology and mechanicalproperties of polyamide/clay nanocomposites toughened withNBR/NBR-g-GMA: A comparative study. Composites Part B: Engi-neering 90: 478–484. DOI: 10.1016/j.compositesb.2015.12.042 29. Fornes, T. D., and Paul, D. R. 2003. Crystallization behaviorof nylon 6 nanocomposites. Polymer 44(14): 3945–3961. DOI:10.1016/S0032-3861(03)00344-6 30. Pan, B., Yue, Q., Ren, J., Wang, H., Jian, L., Zhang, J., andYang, S. A. 2006. A study on attapulgite reinforced PA6 compos-ites. Polymer Testing 25(3): 384–391. DOI: 10.1016/j.polymertest-ing.2005.11.012 31. Murthy, N. S., Aharoni, S. M., and Szollosi, A. B. 1985. Sta-bility of the form and the development of the form in nylon 6.Journal of Polymer Science Part B: Polymer Physics 23(12):2549–2565. DOI: 10.1002/pol.1985.180231212 32. Kyotani, M., and Mitsuhashi, S. 1972. Studies on crystallineforms of nylon 6. II. Crystallization from the melt. Journal of Poly-mer Science Part B: Polymer Physics 10(8): 1497–1508. DOI:10.1002/pol.1972.160100807
WELDING RESEARCH
JUNE 2019 / WELDING JOURNAL 171-s
PINTU KUMAR ([email protected]) and SUDHANSU SEKHARPANDA ([email protected]) are with the Department of Mechanical Engineering, Indian Institute of Technology Patna,Bihar, India.
References
Kumar (2018100) Supplement.qxp_Layout 1 5/9/19 1:41 PM Page 171