Embed Size (px)
Citation preview

Weldability of Tantalum Alloys
Two-phase program investigates the major factors that influence weld ductility in simple solid-solution strengthened tantalum alloys
By P. A. K A M M E R , R. E. M O N R O E A N D D . C . M A R T I N
ABSTRACT. The factors which might affect the ductil ity of fusion welds in tantalum alloys include: interstit ial impurities, we ld ing pa rame te rs , alloy-elements, and weldment micro-structure. The study of these factors showed that base metal alloy content and interstit ial impurity content were most important. In general, machine fusion welds in simple, solid-solution s t reng thened t a n t a l u m alloys w i th a total alloy content (Hf, Mo, W, Re) greater than 13 atomic percent wi l l have a room temperature minimum bend radius greater than 2t in the as-welded condit ion. The interstit ial content of tantalum-alloy sheet should be less than 100 ppm by weight total of Q 2 , N 2 , and H2
wi th a carbon content of about 50 ppm or less if fusion welds are to be ductile at room temperature. The 2t bend transit ion temperature of fu sion welds in Ta-5W-2.5Mo and Ta-10W-2.5Mo is < —320 F if the welds are stress relieved 1 hr at 1500 F. This postweld stress-relief heat treatment wi l l lower the 2t bend transit ion temperature of welds in Ta-10W-2.5Mo from > 75 F to <
P. A. KAMMER, formerly with Battelle Memorial Institute, is now associate director of research, Teledyne McKay Company, York, Pennsylvania, R. E. MONROE and D. C. MARTIN are division chief. Materials Joining Technology Division, and senior technical advisor. Process and Physical Metallurgy Department, respectively, Battelle Memorial Institute, Columbus. Ohio.
-320 F. Tensile joint efficiencies f rom 86 percent at room temperature to 88 percent at 3500 F can be obtained w i th fusion welds in Ta-5W-2.5Mo and Ta-10W-2.5Mo, but the joint efficiencies of welds in Ta-17W are lower: 27 percent at 75 F and 68 percent at 3500 F. The application of an Sn-AI-Mo oxidation-resistant coating to fusion welds in Ta-5W-2.5Mo and Ta-10W-2.5Mo impaired the ductility of welds in both alloys. Elevated temperature exposures of 10 hr at 3000 F and 1 hr at 3500 F in vacuum did not affect the ducti l i ty of base metal or welds. A more severe exposure of 10 hr at 3500 F impaired the ductil ity of both base metal and welds in the Ta-10W-2.5Mo alloy.
In t roduct ion Tantalum is inherently a soft,
fabricable, weldable metal that possesses a high melt ing temperature (5425 F) and excellent ductil ity at cryogenic temperatures. Its high melt ing point provides excellent potential for structural util ization at temperatures higher than any other common refractory metal except tungsten. However, tantalum is vastly superior to tungsten wi th respect to fabricability, ductility, and weldability. To develop this potential and provide competitive strength at temperatures greater than about 2000 F, tantalum must be alloyed. Recognizing the potential of tantalum-base alloys, the Air Force
Systems C o m m a n d and o ther Government agencies have sponsored, comprehensive alloy development and scale-up programs. As a result of these ana otner programs, several promising alloys were developed wh ich combined the excellent fabricability and low-temperature ductility of pure tantalum wi th good strength at temperatures up to 3500 F. These alloys can be divided into two main classes: (1) simple solid-solution strengthened alloys such as Ta-5W-2.5Mo, Ta-10W-2.5Mo, and Ta-8W-2Hf and (2) complex alloys using sol id-solut ion Strengthening and/or d ispers ion strengthening such asTa-9.6W-2.4Hf-0.01 C, and Ta-6.5W-3.0Re-1.0Hf-0.3Zr-0.025Y. This paper deals w i th the weldabi l i ty of the former alloys; a subsequent paper wi l l cover the complex alloys.
Preliminary evaluations of the weldabil i ty of these alloys showed that fusion welds in some (Ta-10W, Ta-8W-2Hf) were ductile whi le in others (Ta-5W-2.5Mo, Ta-10.2.5Mo, Ta-17W) fusion welds were brittle.1
These results showed that further study was required before the requirements of good ductil ity could be met by weldments in many of the current alloys. Furthermore, it was apparent that as stronger, more complex alloys were developed, similar welding problems could be expected. Therefore, the present program was initiated w i th two main ob-: jectives: (1) To determine the causes
304 -s I J U N E 1 9 7 2

of the poor ducti l i ty of welds in many tantalum alloys and to evaluate methods to improve weld ductil ity and (2) To evaluate the mechanical properties of welds made w i th improved procedures in three selected alloys: Ta-5W-2.5Mo, Ta-10W-2.5Mo, and Ta-17W.
A two-phase program was established to accomplish these objectives. Each phase was planned to accomplish one of the above major objectives. The Phase I study was planned to investigate the influence of four major factors on weld ductility: (1) interstit ial impurities, (2) welding parameters, (3) alloying elements, and (4) weldment microstructures. Phase II was a comprehensive study of the welded mechanical properties of selected alloys.
Mater ia ls
Table 1 lists the materials available for the program by code number, composit ion, source, quantity and use.
For convenience the materials used during the program can be divided into two groups as fol lows:
Special Alloys — The 11 alloys which were to be prepared or procured for use in Phase I to study the factors which affect weld ductility.
Experimental Alloys — The three alloys wh ich were prepared for use in Phase I and for wh ich weld mechanical property data were obtained in Phase II.
In addition, sheet material of three alloys, No. 1t, 2t, and 3t was available from a previous sheet evaluation program.2 The details of the fabrication of the sheet used in the program are given in Reference 3. Al l materials were prepared f rom vacuum arc-melted ingots or buttons. The major differences in fabrication was that the buttons were hot and cold rolled directly to sheet wh i le the large ingots were first broken down by extrusion and press forging and then rolled to sheet. Unless otherwise noted, all of the welding was done wi th material annealed as fo l lows:
1 -Hr annealing temperature, F
2500 2700
Alloy
4 , 6 , 7 1t, 5, 8, 9, 10, 12, 13, 14, 15 2t 1 2, 3t 3.
2800 2900 3000 3100
Since the quality ot the base metals is very important in welding programs, the materials utilized were evaluated by (1) visual and metallographic e x a m i n a t i o n , (2) chemical analyses, and (3) mechanical testing. These first two evaluations are summarized in the fol lowing discussion; the latter is included wi th the welding results.
Visual and Metallographic Examination
Visual examination of the three experimental alloys indicated that both the sheet prepared as pa r t ' o f this program and that transferred from the previous program were of excellent quality. The sheets were free from cracks and surface defects.
Table 1—Materials Available for the Program
Alloy Nominal code composit ion, no. weight percent
1
I t
2
2t
3
3t
4
5 6 7 8 9
10
Ta-5W-2.5Mo
• *
Ta-10W~2.5Mo
••
Ta-17W
*•
Ta-2.5Mo
Ta-5Mo Ta-3Re Ta-5Hf Ta-10W Ta-12.5W Ta-7W-3Re
11 Ta-5W-2.5Mo
12 Ta-5W-2.5Mo-0.01C
13 Ta-5W-2.5Mo-0.03C 14 Ta-5W-2.5Mo-0.05C
Source
Prepared f rom 20- lb arc-melted ingot
Transferred f rom previous program (a)
Prepared from 20- lb arc-melted ingot
Transferred f rom previous program (al
Prepared from 20-lb arc-melted ingot
Transferred f rom previous program (a)
Prepared from 150-g arc-melted button
Furnished by General Electric Company; made from arc-melted ingot
Prepared from 150-g arc-melted button
Prepared f rom 1 50-g arc-melted button
Approximate amount of 0.040- ln. -
thick sheet, sq in.
4 0 0
110
4 0 0
230
350
20
20
20 20 20 20 20 20
Use in program
Base-l ine alloy In Phase I; Phase II alloy
Initial studies in Phase I
Phase II alloy
Initial studies in Phase I
Phase II alloy
Initial studies in Phase I
Phase I alloy, effects of composit ion
"
"
20
20
20 20
Phase I alloy, effects of interstit ial elements
Phase I alloy. effects of interstit ial e lements
"
(a) See Reference 2.
W E L D I N G R E S E A R C H S U P P L E M E N T ! 3 0 5 - s

,._,
' - - ; > . : ,
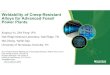
Fig. 1 — Typical microstructures of recrystallized experimental and special alloys. (X 100; etchant: 30 cc lactic. 10 cc HNOi, 5cc HF.) (a) Experimental alloy 1, Ta-5W-2.5 Mo; (b) special alloy 4, Ta-2.5 Mo; (c) special alloy 8, Ta-lOW
However, as is common for materials prepared on an experimental basis, some of the sheet was not completely flat. Thickness variations as much as _+_ 0.005 in. were measured from end to end on single pieces and from piece to piece.
The quality, as indicated by visual examination, of the special alloys prepared at Battelle was not as good as that of the experimental alloys. The sheet surfaces were rougher and, in some instances, shal low edge cracks were detected. However, these minor imperfections are typical of sheet rolled directly from button ingots. Thickness variations were measured similar to those found for the experimental alloys.
Samples of recrystallized sheet of both the experimental and special alloys were prepared for metallographic examination. Photomicrographs of typical microstructures are shown in Fig. 1. The microstructure of all three experimental alloys, Ta-5W-2.5Mo, Ta-10W-2.5Mo, and Ta-
17W, was similar to that shown in Figure 1(a). However, the microstructure of the recrystallized Ta-17W showed a marked degree of banding. This banding was evidence that the alloy had not been completely homogenized during fabrication. The microstructures of the special alloys were of two general types as shown in Fig. 1(b) and 1(c). The fol lowing special alloys had microstructures which were mixtures of f ine- and medium-sized grains as shown in Fig. 1(b):
Alloy 4—2.5 Mo Alloy 6—3 Re Alloy 7—5 Hf Alloy 10— 7W-3Re Alloy 14—5W-2.5Mo-0.03C Alloy 15—5W-2.5Mo-0.05C
The other special alloys had micro-structures wh ich were mixtures of f ine, medium, and very coarse grains as shown in Fig. 1(c). This type of microstructure is often found in sheet rolled directly from button ingots.
Chemical Analyses Many of the program materials
were analyzed for chemical and in terstit ial element contents. The results of these analyses are given in Tables 2 and 3. One of the most signif icant observations based on these analyses was that the oxygen contents of the experimental alloy sheet prepared during this program were much lower than those of the sheet transferred f rom the previous contract:
Average Oxygen Content, ppm by wt.
65 204
33 97
7 95 indicated
sheet and
Al loy
1 (Ta - 5 W - 2.5Mo) 1t(Ta - 5 W - 2.5Mo) 2 (Ta - 1 OW - 2.5Mo) 2t (Ta - 1 OW - 2.5Mo) 3 (Ta-17W) 3t (Ta-17W)
In general, the analyses that all the experimental the special alloy sheet prepared during the program were of good quality.
306-s I J U N E 1 9 7 2

Exper imenta l E q u i p m e n t and Procedures
The fol lowing sections describe the equipment and procedures used during the program. The discussion is divided into sections on (1) welding, (2) mechanical testing, and (3) other procedures, including heat treatment, oxidation-resistant coating, chemical analyses, and metallography.
Welding
The majority of the welding in the program was done w i th the gas tungsten-arc process (GTA). In addition, a lesser amount of work was done wi th electron beam and resistance-spot welding processes.
Gas Tungsten-Arc Welding
Most of the GTA welds were made by machine welding; only a few welds were made manually. A l l of the GTA welds were made in vacuum-purged welding chambers. Three different chambers were used, but the majority of the machine welds were made in a chamber that had a vacuum capability of purge,< 5 x 10~5 torr, and pressure rise, < 5 x 10"5 t o r r /m in . Most of the GTA welds were made in the fixture sketched in Figure 2. This f ixture'provided a moderately high level of restraint combined w i th a large heat sink to produce rapid cooling of the welds.
All of the machine GTA welding was done wi th a 3-phase rectifier equipped wi th a high frequency unit to assist in starting the d-c straight polarity welding arc. The manual GTA welding was done w i th a d-c motor generator power supp ly equipped w i th a foot-operated current control. The welding parameters of arc current, voltage, and travel speed for each automatic weld were recorded wi th pen-and-ink recording electronic mill ivolt potentiometers using the necessary voltage divider circuits and precision shunts. The accuracy of these recorders was _±0.25 percent.
Carefully controlled procedures were used to prepare and weld samples during the program. The standard procedures used are given in Table 4. Any deviations from these procedures were noted and are indicated where appropriate. Major deviations which were evaluated include the fo l lowing: (1) substitution of machine grinding for mil l ing to prepare the edges of the weld specimens and (2) el imination of the pickling step from the cleaning procedure. Welds were depos i ted parallel to the sheet rolling direction. Typical specimens comprised two coupons % by 3 inches. Except for a few manual welds all of the gas tung
sten-arc welds were made wi thout the addition of fi l ler metal . The fi l ler used for the manual welds was obtained by shearing sheet material into narrow strips.
Electron Beam Welding
Electron beam welds were made wi th two different units: (1) a 3 kw low power density machine and (2) a 9 kw high power density machine. Preliminary welds were made w i th both units; the 3 kw unit was selected for the detailed study. Most of the welding w i th the unit was done in the 5 x 10 " 3 to 5 x 10 - 4 torr range. The specimen size, preparation and welding fixture were the same as used for the GTA weld ing. A strip of tantalum sheet was placed in the bottom of the backing bar groove to prevent vaporization of copper f rom the bar during welding.
Resistance-Spot Welding
A l imited number of resistance-spot welding experiments were made to establish welding schedules and prepare shear specimens from the three experimental alloys. A 50 kva single-phase spot welder equipped w i th synchronous controls was used. This machine has maximum rated current of 25,000 amp and maximum electrode force of 1550 pounds. The welding electrodes were %- in . diam RWMA Class II alloy w i th a 10-in. spherical radius face. The actual weld ing current and number of cycles were measured through a pickup coil connected to a current analyzer. Welds were made wi th a pulsation technique to produce a weld wi thout melt ing at the weld interface.
Bend Testing
Two different bend tests were used during the program: a V-block bend and the Materials Advisory Board (MAB) 3-point bend. In the V-block test, each specimen is bent wi th a series of decreasing radii punches. The radius of the smallest punch causing no cracking and the radius of the punch causing cracking are recorded. This test permits a minimum bend-radius value to be obtained for each specimen.
Min imum bend radius (MBR) =
Radius of smallest punch passed
Thickness of specimen
The MAB 3-point bend tes t , however, permits only one bend per specimen. Thus a series of specimens must be tested w i th different radius punches to obtain a MBR value. Therefore, the V-block test was used during Phase I when only a l imited number of specimens could be
prepared. A previous comparison of these two bend tests has shown that the V-block is more severe and results in apparent bend transit ion temperatures about 60 F higher than those determined w i th the MAB 3-point bend.2 Two types of bend data were obtained: (1) Min imum bend radius (MBR) at room temperature and -100 F and (2) Bend transit ion temperature for a 2t radius bend wi th a bend angle of at least 90 degrees.
Two sizes of bend specimens were used during the program. To conserve material during Phase I, a sub-size specimen, 0.5 in. wide by 1.5 in. long, was used. In Phase II, the MAB recommended specimen for 0.040-in.-thick material, 0.50 in. wide by 2.50 in. long, was used. The welds were parallel to the length d imension. The specimens were tested without removing any weld reinforcement. The thickness of the portion of the specimen that cracked was used to calculate bend values. Cracking was detected by visual inspection at 20X and w i th dye penetrant.
Tension Testing
A l l tension tests at room temperature were conducted using conventional hydraulic testing machines. Load-strain curves were obtained wi th a strain gage attached to each specimen. A strain rate of 0.002 i n . / i n . / m i n was used throughout each test. Elevated temperature tension tests were conducted in vacuum. A constant strain rate of 0.05 i n . / i n . / m i n was used for all elevated temperature tests. The specimens had a gage section VA by 0.25 in. and were tested w i th the weld reinforcement intact. Tensile strengths were calculated using the original cross-sectional area of the portion of the specimen in which failure occurred.
Phase I — Weldabi l i ty
The experimental studies in Phase I determined the effects of four pr imary factors on the bend ductil ity of welds in tantalum alloys. These factors were: (1) Interstit ial impurit ies, (2) Welding parameters, (3) Al loying elements, and (4) Weldment micro-structure. During the program it was determined that there were other factors which also would affect weld ductility. The effect of one of these, bend specimen surface condit ion, was found to be so important the results from the bend tests of specimens improperly prepared are not considered reliable.
The results of the nondestructive inspections of Phase I welds revealed, w i th a few exceptions, that the only weld defects present were
W E L D I N G R E S E A R C H S U P P L E M E N T 307 -s

Table 2~Chemical Analyses of Selected Program Materials
Nominal Form Alloy composition, analyzed r w Mo Re Hf
1 I t 2 2t 3 3t
10
Ta-5W-2.5Mo
Ta-10W-2.5Mo
Ta-17W
Ta-7W-3Re
Ingot Sheet Ingot Sheet Ingot Sheet Ingot
5.5 4.8 9.2 9.7
17.3 17.4 6.89
2.17 2.5 2.16 2.3 0.0020
NA NA
— NA — NA — NA
2.84
— NA — NA — NA NA
Fe Composition, weight percent (a)
Cr N i Cb
0.0015 < 0.0005 < 0.0005 < 0.0025 NA NA NA NA
0.0020 < 0.0005 < 0.0005 < 0.0025 NA NA NA NA
0.0010 < 0.0005 < 0.0005 < 0.0025 NA NA NA NA NA NA NA NA
Al
< 0.0010 NA
< 0.0010 NA
< 0.0010 NA NA
Cu
< 0.0001 NA
< 0.0001 NA
< 0.0001 NA NA
T, • — NA — NA
< 0.0005 NA NA
(a) NA indicates not analyzed for or not reported, a dash {—} ind icates not detected
Table
Alloy
1 1 1t 1t 1t 2 2t 3 3t 5 8 9
10 12 13 14 15
3—Interstitial Contents of S
composition,
Ta-5W-2.5Mo
"
Ta-10W-2.5Mo
Ta-17W
Ta-5Mo Ta-10W Ta-12.5W Ta-7W-3Re Ta-5W-2.5Mo Ta-5W-2.5Mo-0.01C Ta-5W-2.5Mo-0.03C Ta-5W-2.5Mo-0.05C
elected Program Materials
Material code
GP-530 GP-532
(c) GP-501 GP-506 GP-538
(c) GP-554
(c) GP-517 GP-520 GP-523 GP-507 GP-526 GP-527 GP-528 GP-529
1
' o2
79 + 2 50 + 3
207 193 + 2 211 + 2
33 + 2 97 7.4 + 0.2 95
44.4 + 3 71.7 + 3
58 + 4 47 + 2
— — — —
lysis
H2
0.9 • 0.3 5.2 t 0.4
3 0.6 + 0.5 0.7 + 0.5 0.4 i 0.2
1 1.1 + 0.2
1 3.7 ± 0.4 3.7 + 0.4 7.3 • 0.5 2.2 t 0.3
— — — —
(a) ppm by weight
N 2 lb l '
7,0 t 0.4 14 1 1
— 10.5 t 0.3 11.4 t 0.5 4.5 l 0.3
— 2.9 + 0.3
— 16.8 t 0.5 20.5 + 0.5
33 + 1 8.6 ± 0.4
— — — —"-
Micro-Kjeldahl, M2lbi
30 — 60 20 20 20 90 20 90 — — — — — — — —
i Conductro-
metric, C
58 44 — 40 32 15 20 16 20 67 53 83 — 53
120 300 520
(a) Analyses given are for recrystal l ized sheet Ingot analyses in ppm by weight were as fo l lows
Alloy 1 Alloy 2 Alloy 3 Alloy 10 Alloy 11b
35 30 13 40 5 0 3
— — — 2 -3 2
31 33 21
2 0
19 32 11 12
1 10 -120
(b) Ni t rogen contents for some of the mater ia ls were de te rmined by both vacuum-fus ion and micro-Kje ldahl method since the former is considered less reliable for determin ing ni t rogen in tanta lum alloys
(c) Data from previous program. Contract No AF 33(6571-891 1
pores. However, proper preweld cleaning, including an acid pickle, el iminated gross porosity. Alloy 3 and 3t, Ta-17W, were the only materials which showed susceptibility to cracking during weld ing, but the susceptibility was not severe.
Effect of Interstitial Impurities
The effect of interstit ial impurit ies was studied w i th three different techniques:
(1) Comparison was made of the bend ductility of welds made in sheet materials w i th similar nominal compositions but w i th different interstitial contents. This was primari ly a comparison of the materials transferred from the previous program w i th the materials prepared as part of this program,
(2) Special alloys were prepared
w i t h different interstit ial contents. The effect of carbon content was studied w i th special Alloys 12 through 1 5.
(3) Welds were made in helium atmospheres wh ich were deliberately contaminated w i th oxygen, nitrogen, or hydrogen.
As previously noted, the interstit ial content of the Ta-5W-2.5Mo, Ta-10W-2.5Mo,.and Ta-17W sheet pre-
, Clcmpnq ba*.
Mold-down ba*
Fig. 2—Details of welding fixture-Spacing S for hold-down bar varied from 0.5 to 0.75 in.
pared as part of th is program (Alloys 1, 2, and 3) was lower than that of the comparable alloy sheet t ransferred from the previous study (Alloys 1t, 2t, and 3t). Figure 3 compares the bend ductil ity of gas tungsten-arc welds made in these materials. In each of the four comparisons the welds were made in pure hel ium wi th the indicated welding conditions. In every case but one, the average weld bend-ductil i ty value is lower for the low interstit ial material. Only one data point was obtained for the low interstit ial material in the case of the exception (Ta-10W-2.5Mo welded at 10 ipm), which may have caused the except ion. However, it appears wel l established that weldable tantalum alloy sheet must have a low interstit ial content. The maximum tolerable level was not established quantita-
308 -s l J U N E 1 9 7 2

tively for the three experimental alloys. However, on the basis of the data in Fig. 3 it appears that the total interstit ial content should be at least less than 100 ppm by weight .
The effect of base metal carbon content on weld bend ductil ity is shown by the data in Table 5. A t f i rst glance the data in Table 5 appears to indicate that base metal carbon content had a marked effect on we ld ductility. The bend values increased from V2t to 281/2t as the analyzed carbon content increased from 53 to 520 ppm by weight. However, the re suits of vacuum fusion analyses of selected welds (footnote in Table 5) showed that the hydrogen content was high in the welds w i th the high bend values. These effects are shown in Fig. 4. The hydrogen content of these welds was higher than that of any other welds in Ta-5W-2.5Mo sheet that were analyzed. Therefore it is not possible to determine if the decreases in weld ducti l i ty were caused by increasing carbon, hydrogen, or both. However, two important conclusions can be stated: (1) A carbon content of at least 100 ppm by weight can be to l erated in weldable Ta-5W-2.5Mo sheet and (2) A we ld hydrogen content of at least 17 ppm by weight does not affect the ducti l i ty of welds in Ta-5W-2.5Mo sheet.
The relative effects of three we ld ing atmosphere contaminants, nitrogen, oxygen, and hydrogen, on we ld bend ductil ity are shown in Fig. 5. Nitrogen was most deleterious; oxygen had a slightly lesser effect. Hydrogen was much less deleterious than either nitrogen or oxygen. The ductil ity of welds in Al loy 1, Ta-5W-2.5Mo, was much less affected by welding atmosphere contaminat ion than were welds in Al loy 2, Ta-10W-2.5 Mo. This is clearly shown in Fig. 6.
Vacuum fusion analyses of welds made in contaminated and pure helium were made. Al though the bend test results clearly showed that we lding atmosphere contaminat ion affected the welds, there was no correlat ion between atmosphere and weld analysis nor we ld analysis and we ld bend ductility. The reasons for this are not known, but it appears that the results of the interstit ial analyses of the welds may not be reliable.
Effect of Welding Parameters
The basic weld ing parameters which were studied include the fo l lowing: (1) Arc travel speed, (2) Arc current, (3) Arc voltage and (4) Restraint and cooling rate as influenced
CD
E
4 0
30
20
10
n
• Indicates value greater than plotted value
r*~i
•
•ft. ft
•
•
3
Average value
• i
•
» •
ttii KJ V
1 Alloy 2 2t
10 ipm 2 2t 20 ipm
31
Fig. 3—Effect of base metal interstitial contents (shown in Table 3) on the average ductility of gas tungsten-arc welds. Welds were made at 10 ipm, except on Alloys 2 and 2t which were welded at 20 ipm, as well as 10 ipm
Table 4—Standard Specimen Preparation and Gas Tungsten-Arc Welding Procedures
Preparation of Specimens 1. Cut coupons from sheet with water-cooled cutoff wheel 2. Identify each coupon with material identification number showing parent sheet
and location in parent sheet 3. Mill edges to be welded to obtain square straight edges 4. Draw file edges to remove any machining marks 5. Clean as follows:
(a) Rinse in acetone (b) Pickle for 30 sec in a mixture of 55 percent H2S04
per cent HF (c) Rinse in warm water (d) Dry with warm air blast
6. Wrap in clean tissue paper; handle with tongs or clean, white gloves only
25 percent HN03, and 20
GTA Welding Procedure
1. Disasseinble welding fixture and clean with acetone 2. Assemble fixture and align prepared specimens and tabs in fixture; handle with
clean, white gloves 3. Close chamber and evacuate to a pressure of 5 * 10~5 torr or less. During
roughing pump operation (10H3 torr), flow purge the inert-gas-backfill system 4. Check chamber leak rate; maximum of 0.5 x 10^" torr/min over a 3-min period
Re-evacuate to 5 x 10 - 5 torr or less Backfill chamber to a slight positive pressure of about 1-2 psig; backfill time is about 40-60 sec Weld; use recording meters Allow weld to cool in chamber, about 5 min Remove welded specimen from chamber and identify with weld number
by the welding fixture. The first three parameters were used in the usual manner to calculate energy input and, in conjunction w i th measurements of the weld fusion zones, energy input per unit fusion-zone volume.
During the program the energy input at each travel speed was adjusted to produce full penetration
welds w i th face width of about Va inch. The data in Fig. 7 show this was accomplished for all welds used to study the effect of welding parameters except for one weld made w i th a high energy input at 5 ipm. The data show that the widths of the root of these welds were not as consistent as the widths of the faces. A l though there are relatively large
W E L D I N G R E S E A R C H S U P P L E M E N T ! 3 0 9 - s

r> -D D o: x> c CD
m £ E
s Q. E
E o o
CC
35
30
25
20
15
10
i \ /
• O J^r^^. 1 1
35
30
25
2 0
15
10
100 2 0 0 3 0 0 4 0 0
Carbon Content , ppm by weight
d. Possible Ef fect of Carbon
5 0 0
*-*~* 10 20 30 40
Hydrogen Content , ppm by weight
b. Possible Effect of Hydrogen
50 A - 5 I S 7 3
Fig. 4—Comparison of the possible effect of (a) carbon and (b) hydrogen on the weld bend ductility of special Ta-5W-2 5 Mo + C alloys
Table 5—Ef fec t of Carbon Con ten t on Bend Duc t i l i t y of We lds in T a - 5 W - 2 . 5 0 M o Sheet
Al loy
12 12 13 13 14 14 15 15
Carbon content, ppm by we igh t
Desired Analyzed
<100 <100 100 100 300 300 500 500
53 53 120 120 300 300 520 520
Weld
GP-53 ( GP-60 GP-54 GP-61 GP-55 GP-62 GP-56 GP-63
a)
Minimum bend
RT
<0.5 —
<0.5 — 3.5 5.5
27 28.5
radius, t — 100
<0.5 —
<0.5 — — — —
F
(a) Results (ppm by weight) of vacuum-fusion analyses of welds were as fol lows:
GP-54 55 ± 4 20.4 t 0.5 17.2 1 0 . 5
o, N, H2
GP-53 49 1 4 29.1 ± 0.5 1 5 . 2 + 0 . 5
3P-55 68 1 5 26 + 1 25.8 1 0 . 5
GP-56 55 1 3 31 11 36.8 1 0 . 5
d i f f e r e n c e s in t u n g s t e n c o n t e n t
a m o n g t h e t h r e e a l l oys , n o s i g n i f i
c a n t d i f f e r e n c e s a re a p p a r e n t i n F ig.
7 or i n F ig. 8 .
T h e a p p r o x i m a t e c r o s s - s e c t i o n a l
a r e a s of t h e w e l d s w e r e c a l c u l a t e d
us ing t h e w i d t h m e a s u r e m e n t s a n d
a s s u m i n g t h a t t h e w e l d c r o s s s e c t i o n
h a d t h e s h a p e of a r e g u l a r t r a p e z o i d .
T h e resu l t s of t h e s e c a l c u l a t i o n s a re
p l o t t e d in F ig. 9 . T h e f u s i o n zone
a reas w e r e f o u n d to d e c r e a s e *
s l i g h t l y as t h e t r a v e l s p e e d w a s
i n c r e a s e d . In o t h e r w o r d s , a s m a l l e r
v o l u m e of m e t a l w a s m e l t e d a t t h e
h i g h e r speeds .
T h e da ta p l o t t e d i n F ig. 1 0 s h o w
t h a t t h e e n e r g y i npu t per un i t f u s i o n -
zone v o l u m e w a s g r e a t e r a t l o w e r
arc t r a v e l speeds . T h i s p r o b a b l y r e
s u l t ed f r o m a l o w e r e f f i c i e n c y of h e a t
t r a n s f e r a t l o w s p e e d s a n d t h a t a
g rea te r v o l u m e of n o n f u s e d m e t a l is
s u b j e c t e d to a t h e r m a l cyc le a t l o w
speeds . In o t h e r w o r d s , t h e w e l d
h e a t - a f f e c t e d z o n e s s h o u l d be la rger
a n d a n y m e t a l l u r g i c a l r e a c t i o n s s u c h
a s g r a i n g r o w t h or p r e c i p i t a t i o n
s h o u l d be m o r e p r o n o u n c e d a t l o w
speeds .
T h e resu l t s of b e n d t e s t s of w e l d s
m a d e to d e t e r m i n e t h e e f f ec t s of t h e
w e l d i n g p a r a m e t e r s o n w e l d d u c t i l i t y
a re s u m m a r i z e d in F igs. 11 a n d 1 2 .
T h e sca t te r i n t h e b e n d t e s t da ta
m a d e t h e e f f ec t o f e n e r g y i n p u t o r
a rc t r ave l s p e e d d i f f i cu l t t o e s t a b l i s h .
T h e r e f o r e t h e f o l l o w i n g r e s u l t s m u s t
be v i e w e d as q u a l i t a t i v e t r e n d s
r a t h e r t h a n q u a n t i t a t i v e r e l a t i o n
sh ips . E x a m i n a t i o n o f F ig . 11 a n d 1 2
revea l s t h e f o l l o w i n g :
(1) T h e d u c t i l i t y o f w e l d s in l o w -
i n t e r s t i t i a l s h e e t of t h e T a - 5 W -
2 . 5 M o a l loy (A l l oy 1) is n o t a f f e c t e d
by arc t r a v e l speed or e n e r g y inpu t .
W e l d s at a l l c o m b i n a t i o n s a re duc t i l e .
(2) T h e d u c t i l i t y of w e l d s in h i g h -
i n te r s t i t i a l s h e e t of t h e T a - 5 W -
2 . 5 M o a l l oy (A l l oy 1t) is b e t t e r a t
h i g h t r ave l s p e e d s a n d l o w e n e r g y
i n p u t s — 3 0 t o 7 5 i p m a n d 2 5 0 0 t o
3 0 0 0 j o u l e s per i n c h .
(3) T h e d u c t i l i t y of w e l d s in b o t h
l o w - i n t e r s t i t i a l s h e e t ( A l l o y 2) a n d
h i g h - i n t e r s t i t i a l s h e e t ( A l l o y 2 t ) of
t h e T a - 1 0 W - 2 . 5 M o a l l oy is bes t a t
m o d e r a t e e n e r g y i n p u t s — 3 4 0 0 t o
7 6 0 0 j o u l e s per i n c h . T r a v e l s p e e d
has no d e f i n i t e e f fec t .
(4) T h e duc t i l i t y of w e l d s in l o w -
i n t e r s t i t i a l s h e e t of t h e T a - 1 7 W A l l o y
(A l l oy 3) is bes t at m o d e r a t e e n e r g y
i n p u t s — 3 4 0 0 t o 7 6 0 0 j o u l e s pe r
3 1 0 - s I J U N E 1 9 7 2

inch. Travel speed has no definite effect.
The studies of the effect of restraint and cooling rate as influenced by the welding f ixture did not show that the variations studied had any effect.
Effect of Alloying Elements
The effect of alloying elements on weld bend ductil ity was studied by making welds in nine special alloys and the three experimental alloys. The results of this study are given in Table 6. Based on these results, the alloys can be divided into three groups on the basis as welded of weld ductil ity: (a) Welds ducti le* at both room temperature and - 1 0 0 F; Ta-2.5Mo, Ta-3Re, Ta-5Hf, Ta-5W-2.5Mo, (Alloys 4, 6, 7, and 1), (b) Welds ductile at room temperature but not at - 1 0 0 F; Ta-5Mo, Ta-10W, Ta-12.5W (Alloys 5, 8, and 9) and (c) No ductile welds at room temperature: Ta-7W-3Re, Ta-17W (Alloys 10 and 3).
TheTa-10W-2.5Mo alloy is borderline between (2) and (3) since one specimen was ductile at room temperature whi le the second was not. Two factors must be considered when the validity of the above classif ications is evaluated. First, the results for most of the alloys were obtained using only one welding speed and energy input. As pointed out previously, different alloys may require different welding condit ions to produce optimum weld ductil ity. Second, the results cover only one lot of sheet for most of the alloys. In most
^Minimum bend radius of 2t or less in V-block test at room temperature.
i/ o /
To-IC
/
7
/ / /
W-25M0
4] /
/
/ / / Y
V
T a - 5 W - 2 . 5 M o
Hydrogen
Level of Conlaminolion in Welding Atmosphere, ppm by volume
Fig. 6—Difference in loss of weld ductility, due to atmospheric contaminants, between Alloy 2 (solid lines) and Alloy 1 (broken line and single point) showing effect of alloy content
25
20
15
10
5
0
w tffl Miiuy i , lu-yvv- i^ j IVIO
ID Alloy2,Ta-IOW-2.5
Boseline bend values ore Alloy 1, < | t
Alloy 2, I3 j t
-o-
- • -
-On
-«- •
M
0
o
1?
- 1
i
-•-
• O -
- i »-
1 1 1 1 •
100 N2 100 02 100 H2 500 N2 500 0., 200 H2 1000 N2 1000 H2
Welding Atmosphere Contaminant, nominal ppm by volume
Fig. 5—Relative effect of welding atmosphere contaminants on weld bend ductility
10
c
2 4 a; 'o
.? 2 5
- /
—
-
/ / • « • * / t
/ o /
A /
Foce Root • o • a A A
1 1
' • •
• I A
A /
°/ CD/
•o
Ta-5W-To-lOW T0-I7W
/ /
2.5Mo 2.5Mo
a
A
•
A
1
V ^ J ^ -
CA / D /
A /
1
~->-«^.
~ ^ » ^ / Face
\ T ^ / Root
/ D
1 1
Fig.
16,000
.4 12,000
J- 8 0 0 0
rd
£ 4 0 0 0
2000 4000 6000 8000 10,000 12,000 14,000 16,000
Energy Input , jou les / inch A-51683
7—Effect of energy input on face and root widths of gas tungsten-arc welds
m
• - T o - 5 W - 2 . 5 M o o - Ta- lOW-2.5 Mo • - Ta- l7W
# — - * -
10 20 30 40 50 60 70
Arc Trovel Speed , ipm A-5i68i
80
Fig. 8—Energy input required for full penetration gas tungsten-arc welds in 0.040-in. tantalum alloy sheet
W E L D I N G R E S E A R C H S U P P L E M E N T ! 311 -s

—
-
1 o / • /
/ « /
1
o
/ A / / • /
/ /
/ • /
/ • / / /
1
• - T Q - 5 W - 2 . 5 M O
O - Ta-lOW-2.5Mo A-Ta-17W
/ v ^~~~7—""-~->^ / / / / /^~~*~7~~~
/ /a./ / / / Areas based on the assumption
that the weld cross section has the shape of o regular trapezoid
I i I
Arc Travel Speed, ipm
Fig. 9—Effect of arc travel speed on weld area for gas tungsten-arc welds
E
£ 30
TX i r—v
• -o -
To- 5 W - 2 Ta- IOW- 2 T 0 - 1 7 W
1
5 M o 5 Mo
•
•
Arc Travel Speed,ipm
Fig. 10—Effect of arc travel speed on energy input per unit fusion-zone volume for gas tungsten-arc welds
k
- 5
t
1
l»
t
I
1
jr SL. I
1 I
1
J 1
i
f
]
3
'
• - Al loy
O - A l l o y
• - A l l o y 2
a - A l l o y 2 !
A - A l l o y 3
A - A l l o y 3 t
• „
Arc Travel Speed, ipm
Fig. 11—Effect of arc travel speed on the ductility of gas tungsten-arc welds
i A
T •
A
a A
D
o
t 8
j-^3 %m° • • : • * •
t.« ki
A
4
a •
a
2
•
• - A l loy I
• - A l l o y 2 D - A l l o y 2 t A - A l l o y 3 A - A l l o y 3 t
1
(I2J00) (14,400)
Sauare Root of Energy Input, •/jovresTTTf
Fig. 12—Effect of energy input on the ductility of gas tungsten-arc welds. Abscissa values in parentheses are energy inputs in joules/in.
cases this lot was fabricated from button ingots, a method wh ich often does not produce sheet of opt imum quality.
The total effect of al loying addit ions to tantalum has been shown to aepend on the relative number of atoms added and on the electronic structure of these atoms.4 5 Rhenium w i th a total of 7 s- and d-electrons has a greater hardening effect at small concentrations than hafnium (4 s- and d-electrons), molybdenum (6 s- and d-electrons), or tungsten (6 s- and d-electrons). An empir ical correction factor can be derived f rom the relationship between cast hardness and alloy content and used to correct the alloy content of the alloys studied for the relatively large effect of rhenium:
(a) Effect of Re = 34.7 VHN/a tomic percent
(b) Effect of other = 11.8 VHN/atomic percent
(c) Correction Factor =
This factor was used to correct the compositions of the alloys studied in this program. Using these data, the effect of the total of the metallic a l loying elements on weld bend ducti lity can be determined. As shown in Fig. 13, this establishes the composit ional ranges for the three classes of tantalum alloys previously defined:
2 0
1 '5
E
1
< 5
T n • Room temperature O IOOF
CIQ5S
-<* C * - '
Of
Class
n
j
J 1
•e o *
/
J
1 j
• /
/ / Class n r ->-
Effect Re
Effect othei = 2.94
Total Metallic Alloying Elements, oto*n*c percent (corrected for Re)
Fig. 13—Effect of alloying elements oh the ductility of gas tungsten-arc welds
Weld ductil ity
Class I Class II Class 111
(a)
Metall ic alloying elements, atomic %,
corrected for Re
0 to 9.6 9.6 to 13.0 13.0 and over
(a) Machine deposited welds in the as-welded condition.
It should be kept in mind that these limits of alloy content have been derived for simple, so l id -so lu t ion strengthened alloys. Furthermore, the guidelines are based primari ly on sheet rolled directly f rom button ingots and, therefore, are conservative.
Effect of Microstructure
The general microstructural features of the welds in most of the special and experimental alloys were similar, as shown in Fig. 14(a) and (b). Since most of the bend test fa i l ures occurred in the weld fusion zone, the study of this portion of the welds was emphasized. The fusion zones of the welds contained relatively large grains and, w i th the exception of the two hafnium-containing alloys, cellular substructures.
312-s I J U NE 1 9 7 2

This cellular substructure has been observed previously in tantalum-alloy welds. Depending on the or ientat ion of the metallographic section with respect to the cell growth direct ion, the structure visible varies f rom a network of hexagonal cells to groups of nearly parallel lines. The orientation of the cells w i th in a single grain appears to be similar. As the total alloy content increased the substructure became more sharply delineated as a result of greater segregation.
The contrast between the two types of fusion zone substructure is shown in Fig. 15. The dendrit ic substructure of the Ta-5Hf alloy is s imilar to that observed in many other refractory metal welds. This difference by itself did not produce any signif icant differences in we ld ductil ity. Ductile welds were found in both groups.
Measurements of both fusion zone grain and cell size were made in an attempt to correlate them wi th weld ductility. Neither grain size nor cell size could be correlated w i th weld ductility. However, there was a correlation between energy input and cell and grain size as shown in Fig. 16. When the cell diameters were plotted as a function of energy input, it was apparent that there were two different relationships as indicated by Curves A and B in Figure 16(a). However, it was not clear f rom the available data whether Curve A represents the relationship for the high interstit ial materials, Al loy 1t or 2t, or the low alloy materials, Alloys 1 and 1t. Similarly, Curve B could represent the low interstit ial materials, Alloys 2 and 3, or the high alloy materials, Alloys 2, 2t, and 3. Since either impurity or alloy content could affect solidif ication of the welds, the problem cannot be resolved w i th the available data.
The effect of energy input on fusion zone grain size was much clearer. As shown in Fig. 16(b), increased energy inputs resulted in increased grain size as expected, Increased energy input results in larger grains in the weld heat-affected zone and thus fewer sites for the nucleation of fusion zone grains. In addit ion, the lower cooling rates associated wi th high energy inputs would also result in fewer grains in the weld fusion zone.
As previously discussed, material quality had a signif icant effect on weld ductility. Similarly, material quality affected the microstructure of welds in Ta-5W-2.5Mo sheet. As shown in Fig. 15, the fusion zones of welds in better quality material , Alloy 1, contained only a few scat-
**:::
Fig. 14—Microstructures typical of welds in special alloys: (a) Alloy 5, Ta-5Mo; (b) Alloy 8. Ta-lOW. (X100, reduced 30%; etchant, 30 cc lactic WccHNO ,5ccHF)
Table 6—Effect of Alloy Content on Bend Ductility of Welds in Tantalum Alloys
Minimum bend radius, t
Alloy
1 2 3
4 5
6 7 8
9
10
12
Nominal composition,
percent
Ta-5W-2.5Mo Ta-10W-2.5Mo Ta-17W
Ta-2.5Mo Ta-5Mo
Ta-3Re Ta-5Hf Ta-10W
Ta-12.5W \
Ta-7W-3Re
Ta-5W-2.5Mo
Weld
Various GP-88 GP-104 GP-116 GP-47 GP-50 GP-57 GP-48 GP-49 GP-51 GP-58 GP-80 GP-52 GP-59 GP-46 GP-82 GP-83 GP-183 GP-186 GP-53 GP-60
Room temperature
Avg <0.5 11, 0.5 26, 33
12, 21.5 <0.5 <0.5 —
<0.5 <0 .5 <0.£ —
<0.5 <0.5 —
4.5, 0.5 5, 8 5, 5
< 0.5,0.5 <0.5«c0.5
<0.5
-100 F
Avg <0.5 — — — <0.5 —
1.5 <0.5 <0.5 — 5.5
— — 12
— — —
<0.5 <0.5 —
<0.5
All data Is from welds made at 20-ipm travel speed and tested in the as-welded condition
tered micropores as compared w i t h welds in poorer quality material, Alloy 1t. This effect was not observed in Alloys 2 and 2t and Alloys
in both Alloys 2 and 2t contained moderate amounts of microporosity, whi le the fusion zones in Alloys 3 and 3t welds contained few micro-
3 and 3t. The fusion zones of welds pores. Therefore, it appears that the
W E L D I N G R E S E A R C H S U P P L E M E N T ! 3 1 3 - s

'•"
Fig. 15—Effect of alloy content on fusion-zone substructure: (a) cellular substructure in Alloy 1. Ta-5W-2.5 Mo; (b) dendritic substructure in Alloy 7, Ta-5 HF. Both XlOO, reduced 20%. Etchant: (a) 20g NHA FHF, 100 cc H20, 50 cc HNOz; fb) 30 cc lactic, 10 cc HN02, 5 cc HF
Curve B
Curve A
•
•
r i • : A S : » K S W - 2 . 5 M O
o X
KM
Hoy 3 To-I
^ ^ v
'W
A
2000 4000 6000 Energy Input, joules/in.
2C00 4000 6000 Energy Input, joules/in.
Fig. 16—Effect of energy input on fusion-zone microstructure; (a) effect on cell size; fb) effect on grain diameter
Table 7—Effect of Postweld Heat Treatment on Ductility of Gas Tungsten-Arc Welds
Alloy Weld
2 GP-87 2 GP-95 3 GP-1 12 3 Various
Arc travel speed.
ipm
10 10 10 10
1 -hr vacuum heat t reatment temperature, F
2200 1500 2000 None
Room temperature min bend radius, t
As welded Heat treated
13.5
Avg > 36
< 0.5 < 0.5
(a)
(a) Minimum bend radius could not be determined Specimens were brittle and broke outside bend area on average die radius of 43.5t.
Table 8—Gas Tungsten-Arc Welding Conditions
Alloy
Ta-5W-2.5Mo Ta-10W-2.5Mo Ta-17W
Arc si speed. ipm
20 10 10
Arc current
amp
110 83 85
Arc voltage,
v
15 15 15
Energy input, j ou les / i n .
5,000 7,500 7,600
large amount of microporosity of welds in Alloy 1t is a result of its exceptionally high interstit ial content: 204 ppm 0 2 , 33 ppm N 2 , 1.4 ppm H2
and 36 ppm C. However, the possible effect of unknown metallic impurities cannot be el iminated.
There was a marked contrast between the size of weld porosi ty detected by radiography and the microporosity revealed by microscopy. The large pore in Fig. 17 was detected by radiography, but the small pores were not. Microporosity was particularly pronounced in welds made w i th unpickled sheet. Pickling should be included as part of the preweld cleaning procedure in all tantalum alloy fusion welding.
As a f inal effort to determine further effects of microstructure on weld ductility, microhardness measurements were made on transverse sections of selected welds. No consistent correlation between weld hardness and bend . ductility was noted except in the case of special
314-s I J U N E 1 9 7 2

Fig. 17— Variation in fusion-zone porosity due to base metal quality in Ta-5W-2.5 Mo welds: (a) Alloy 1. weld GP-42, no porosity; (b) Alloy It, weld GP-24, microporosity; (cj Alloy It, weld GP-23, micro-andmacroporosity. AIIX100, reduced30%. Etchant: (a)30 cc lactic, Wcc HN03,5ccHF;(b)and(c)20gNHAFHF, WOccHiO, 50ccH/\IO3
ca rbon-con ta in ing T a - 5 W - 2 . 5 M o alloys (12, 13, 14, and 15). For the other alloys, some of the hardest welds were ductile wh i le others were brittle. For example, one specimen from Weld GP-88 had a fusion zone hardness of 2 7 0 VHN and a bend value of l i t , wh i le the second specimen from the weld has a hardness of 338 VHN and a bend value of Vit. No consistent r e l a t i onsh ip among the hardnesses of the three zones in the welds was found. For example, in some welds the fusion zone had the highest hardness whi le in others it had the lowest hardness.
Other Effects
The most signif icant of the secondary effects which were studied was the effect of surface condit ion on weld ductility. Grinding markedly impaired the ductility of welded specimens, but had a lesser effect on unwelded specimens. A vacuum anneal of 1 hr at 2500 F restored the ducti l i ty of a ground weld specimen. These effects were clarif ied by metallographic examinations of transverse sections of the specimens. Grinding produced a narrow, severely cold worked region just beneath the surface of the specimens. Figure 18 illustrates this effect. No differences were observed between the cold worked layers in the welds and the layers in the unwelded sheet. The high temperature anneal resulted in recrystallization of the cold worked layer as shown in Fig. 18.
Other factors wh ich were studied included preweld edge preparation
Table 9—Settings
Alloy
Ta-5W-2.5Mo Ta-10W-2.5Mo Ta-17W
for Resistance-Spot Welding
Electrode force,
lb
1000 1000 1000
Heat t ime. cycles
2 2 2
Heat pulses
10 10 10
Cool t ime, cycles
30 30 30
Peak current,
amp
19,250 19,250 15,200
Table 10—Comparison Between the Room Temperature Minimum Bend Radii of the Present and Previous Work, Based on 3-Point Bend Tests
Electron
Al loy Ta-5W-2.5Mo Ta-10W-2.5Mo Ta-17W
Base Present
< 0.5t < 0.5t < 0 . 5 t
metal Previous
< 0.5t < 0.5t < 0 . 5 t
GTA Present
< 0 . 5 t < 0 . 5 t > 38t
we ld Previous
8.5t 27 to 45t > 10t
beam weld
Present
< 0 . 5 t < 0 . 5 t
11 to > 34t
Table 11 —Comparison Between the 2t Transition Temperatures of the Present Work and the 4 t Transition Temperatures of the Previous Program
EB
Alloy
Ta-5W-2.5Mo Ta Ta
-10W-2.5Mo -17W
< <
Base Present
- 3 2 0 F - 3 2 0 F
32 F
metal Previous
< - 3 2 0 < - 3 2 0
14-32
F F F
< <
GTA Present
- 1 7 5 -320
300
F F F
weld Previous
135 F 325 F
575-600 F
weld Present
- 3 2 0 F - 1 0 0 F
375 F
and preweld cleaning. No definite difference on the basis of weld ductil ity was noted among machining, gr inding, or cutting as methods of preweld edge preparation. As previously
noted, pickling is an essential preweld cleaning step.
Improvement of Weld Ductility
Based on the available data, it
W E L D I N G R E S E A R C H S U P P L E M E N T ! 315 -s

C o
o .-
c O C
0 ) c a I-V, CO
C3
h*
3 SS 0}
cc I
CM
i i £
> <
c CD_
o
01
•0)
tn r 2 2 5 h
CD
fl < J -
j S
£™ c a>
2 m
<D
£ E a>
m c 0
o m
U J
• a
B
0)
'o
_& o
cn a>
-< - O
? C N
CO
• o CD 1 -
i
-> •
<
I I <D
r a N
r o cn
c r f ) N
r o cn
d) r 0 N
c 0 CO
ci;
c r> N
C o CO
CD C-o
c o CD
Q) C 0
c o en
1 I 11)
c_ n N
r 0 cn
a; c n N
r o cn
CD
( o N
C o cn
81
c n
r 0 cn
CD C
o N
c 0 cn
CD C
o N
c o cn
I B C. 0 N
c o cn
3 3 3 3 3 3 3 3
CD C
0 N
r o CO
o c o N
c o CO
CJ
c_ 1 1 N
c 0 cn
CD E 0 NJ
r o CO
I o I o I 1 KI • KI '
CD C O N
C
o CO
0) [
0 N
r 0 CO
CI) r o N
r n CO
0) c o
c o CO
CD c o
c o CO
CD
C 0
r 0 cn
I 5
3 3 3 3
O i n c O C D ' ^ c s - ^ ^ - ^ t ^ - C D ^ r i -co i> - - oo «- o «-
O i O l O O ^ ' c f t O * M O O C O o*5 < - r» i - oo cs o
o i n o c o m * CN i -
^ M L D O C M O r^ i - 00 CT) CN
3 3 3 3 LL L L U . U .
c P O C O ^ O I I N t D O C O C D M O CN I - CO T - CO IO
• 3 " O O C O C N C N L O O ) C O I ^ [ ^ 0 0 CN i - co co LO
C O O C O L O . - C \ | C O O O O C O I ^ O ) CN i- >- co i- co to
l i CN co co ̂ t •i CN I I oo co co LO I r-
co OD
co oo oo o I 9 o CD
CO CO
r̂ a)iN(>)cBcqcjjqqcoc*) CXJ'*CN-*cr,CNir--CNK^:dO) cocor^oor^r^'-<-<->-^-
CN O-tfcO-^-CDLOCNO cococo"*d'-cocbdc6cb"ct OLOrJ)00)0)CNCNCN«— *— *r-
* o n c o c M ^ m c D i n ^ O ) co c o c o c o c x ) L o c b d u 3 ^ d c 6 o o c o r ^ o o r ^ r - - - ' - * ^ ' -
O COOCOOCNICD^tCDtOr^ d ^ K d r - ~ d d % t r o c N ^ a j '
!r> ~ U oo co co co co r^
UT) CO O O <* CN <J> *& <?> O K CN d O LO CT) CD I t o CM d 0"> I ^ C O C O I ^ C O C O " - t - * -
^ - c q c N r ^ a - j u D O c N c N ' c t o c n c o ( d c » ) o r i d h * j ( x j i i ) * *
g O l D C 0 O ) O > O > C N C N C N ' - » - r -
in *""*"" ^ O O C N L O C N ' - C O C N L O
5 c o o o ^ r ^ d ^ c d i o d o D r - ^ c o O O l O O O O O O J C N c N C N * - ' - ' -
l— CN c q c o > - a ) . - c o c o o o c D - e d c ^ o o d c n c r i c d c N C T i r ^ ' t c N
CN C D l O C O C D C O r ^ ' - C M ' - ' - ' - - -
| N ^ O CO M 3 ) CO T J >cf O) CO oo r ^ c o r ^ c o c D c O ' - — * - r -
C0 CN • - LO CO CD C N P ^ C O - y S c v l S ' ^ C N i c T i c d - T T K ' - ' - O ) r ^ c O L n r ^ c o c o > - — < - > - > -
L O L O L D L O L O L O O O O O O O i - ~ r - r ~ - r ^ i - N * ^ - o o o o o o
r~ r^ o o t o LO CN CN co co co co
• - c n c D c N i c o m o m m - 3 t o O L O ' d - ' - j / o o r ^ o c N c o r - ~ COCNLO.— O C O C O C O O r ^ ' c t C O 0 ) 1 0 0 0 0 ) 0 3 1 ^ " — CM CN >— « - * -
O q O M C O O ^ M r - C M U ) cb*cNT-^cdcbo)^ -do)c6co^ a ) L O O O ) C O C O C N C N . - > - < - < -
L O L O L O L O L O L O O O O O O O r v r ^ r ^ i ^ i ^ r ^ O o o o o o
r-- r*- o o to to CM CN CO CO CO CO
3
J2 B -a T J CD CD
E E < <
3. 2 2 CU CD
5 5
a "o is TJ 1= <£ "5 S c $ E g E g E
S S T J T J
0) CD TJ TO CD CD CD
CO ra I— I— CO CD col— co h - co l— mtDUULULUCCiOci iOcnLO
O CN CD LO CO CO CM CN ̂ - CN O) T— ^tco
LO" ̂ -' *-" CN «-̂ r-" to" >-" 00 CO CO CN
L O t > . C N 0 0 r ^ C O < c t ^ ^ T C N < c t C 0 " ^ - L O C N ' ^ - O O N t C N ' ^ - C M L O C N J L O L O T - T - C O C O U O T - L O T — ID T— 0 . 0 . 0 - 0 . 0 . 6 - 0 . 0 - 0 . 0 - 0 - 0 .
^ _ u ; u j u v r i y r t L J r w
E E g g - ^ - s E g E g E g C D C D - . - . g g c D ^ . C D . - . C D - . c o c f l > < l ' c o < l c o * l c o < l . co col— I— c o c o col— col— col— c Q c D O O u j i j j c n O ' i i c s m u
v - CO IX) CN
C N L O C N T — C N C N ^ - c N l ^ ' - C N C N
r-~ »t" r-~ CN >-" • - CO" r-" CO" i -^ >-" T-"
d c o ^ d d c o c T j L n o b c N L o d ) L O L O L O t O > - ' > - ' * L O ^ ' l ^ ^ ' < n L O l O ' - r - C 0 C 0 L O ^ L 0 ' - | - L O > - | -
C L l l l X a . L L . C L . L L . Q - Q L O - D L O . CD (J <-D O <3 CTJ CO (JCJCDCICJ
— c 0 cn
CD r 0 N
C o cn
CD C c i N
c 0 cn
CD C o
c o CO
CD
C q
c CJ
cn
I I CD C 0) o £ o o o o
KJ ' K.I ' KJ ' K.I
" ^ C O ^ C N O C O T - C N C N ^ C N J ; v - CN co
^ • C D V ' c N ^ O ^ m c N ' ^ C N ^ CN CN cn
V
L O C O V C 0 O I ^ > - > - C N 0 0 " -_ i <- CN CN
I | N i - 0 I * I I CN CO LO I r -
CO CO
O O O C N C O C O L O C N C O r c o c o c x i ' - c n d ^ m c o c b c N O C O C N O C O C N C N C N " - " - ' -
• * C O O O C N ^ C N r - ^ -c n c o K i o c c i d ' ^ - ' t - N r c b d O C O C O O C O C O T - C N * — T - T —
LOLOCOCOCDCNCOCOCN cotooDKodKo6cocNa)-d; ' O C O * - 0 ) N * M C N * M ^ ^ ^
* ' CO
O ) CN O ) CO
.—
CO
CM I I I oo t r>-<- I S ^ CN « - r-
• * L o c o c o r ^ ' ^ e n - — c T ) > - - T c r c b K o d c o c N l e n d a ) c o - i i c x > c o c N ' - c N ^ ^ >
O) CN 7TCO
o> co -iia)
CN LO O • *
: S C N ^ 2 2
L O L O L O I O L O O O O O O O r ~ i - ^ r v r - ~ r ^ o o o o o o
r̂ r̂ o o LO LO CM CN CO CO CO CO
JZ ,_,
IT-
a> b a> (n CO
OJ
cn cu E Cl) Cfl CO
QU
12 12 CD a)
< < i - \-<3<Si
o
5 2 TJ 2 -o 2 TJ T J " ! i ® i « i « E g E 8 E g g CD rf CD rf CD rf
cn < - cn < . cn < . CO co I— tts I - co I— UJ CD CTJ CO O CO O
O O L O C N C N C N ' C t C N C D C N ^ r c N
CD" ^ t <-" i - " • -" CO" t^ CO" ^-" CO" «-* 4 o ) r - c o L n 4 o r O ' - - coco LOLO rcjLO * - LOCOLOCOLOCO l O L O r - T — COLO*— LO r - LO r-
i j l L L . t i t x i i t x i i i x o . o _ C L .
c i n O
o
=:
g c r E ti>
(1)
.c
r
o
O oo j n ro D) JD
o CD
j - "
C
o c a>
0 )
l E E
c u j - T J C
M * s O _5 fc
o 5 j ! o ' 5 in ¥ a- *= « un ? o - £ c
ca 3 " TJ
316-s I J U N E 1 9 7 2

Table 13—Results of Room Temperature Tension Tests of Resistance-Spot Welded Specimens
Specimen
GP-228 GP-229 GP-230
GP-232 GP-233 GP-234
GP-235 GP-236 GP-237
Nugget diam..
in.
0.18 0.18 0.18
0.18 0.18 0.17
0.18 0.16 0.17
Load a fai lure.
lb
Shear Strength,
psi
Al loy 1, Ta-5W-2.5Mo
968 1068
966
Alloy 2, Ta-
600 736 8 2 8
Alloy 3,
670 706 664
38,100 45 ,900 37 ,800
40 ,600 avg
10W-2 .5Mo
Ta 17W
23,600 29 ,000 48 ,600
33,700 avg
26 ,400 35 ,200 29 ,200
30 ,300 avg
Remarks
Shear failure Shear Failure Shear failure
Shear fai lure Shear failure Shear fai lure
Shear failure Shear failure Shear failure
7:77-77^7S77;m77+ :: .= \77l::^:
^^•::m;;f:':;-m^^7-;7H.
t|i^w '••"• 7 >
P.
To-IOW(4t) To-5W-25Mo(2t) Ta- I0W- 2 *jf^o(2t)
Fig. 19—Comparison of bend ductility of gas tungsten-arc welded tantalum alloys
Fig. 18—Effects of grinding on base metal and welds in Ta-5W-2.5 Mo sheet: (a) base metal as welded; (b) base metal machine ground; (c) fusion zone machine ground and annealed 1 hr at 2500 F. (X100, reduced 33%,. Etchant: (a) and (b) 20g NHd FHF 100 cc H20, 50 cc HN03; (c) 30 cc lactic, 10 cc HN03, 5 cc HF)
appeared that postweld heat treatment would be most likely to improve weld ductility. The effect of heat treatment is shown by the data in Table 7. The ductil ity of welds in Al loy 2, Ta-10W-2.5Mo, was improved by both the 2200 and 1500 F heat treatment. The ductil ity of welds in Al loy 3, Ta-17W, was not improved by a 2000 F heat treatment. Vacuum fusion analyses carried out in this program showed
that the heat treatments had no significant effect on the interstit ial contents of the welds. Similarly, microscopic examination and microhardness measurements showed no significant change due to the heat treatment. These observations, in combination w i th the effectiveness of the relatively low temperature heat treatment at 1500 F, indicate that the beneficial effect in Al loy 2 may be due to a reduction in residual stresses in the weldments or to redistribution of interstit ial impurities.
Two other potential methods of improving weld ductility were evaluated: (1) Postweld heat treatment by means of nonfusion welding passes, and (2) The addition of low interstit ial content fi l ler metal to welds in high interstit ial sheet. Neither method was successful.
Phase I I — M e c h a n i c a l Propert ies
The primary objective of Phase II was to determine the mechanical properties of base metal, gas tungsten-arc welds and electron beam welds in the three experimental alloys. The properties determined include: (1) Room temperature min i mum bend radius, (2) 2t bend transit ion temperature, and (3) Tensile properties. In addition, a brief study of resistance-spot welding was performed. The final portion of Phase II was a study of the effects of elevated temperature exposure and the application of a oxidation resistant coating on the ductil ity of gas tungsten-arc welds in Ta-5W-2.5Mo andTa-10W-2.5Mo.
The gas tungsten-arc welding conditions used in Phase II were selected on the basis of the results of Phase I. Electron beam and resistance-spot welding conditions were selected on the basis of brief prel iminary studies. The gas tungsten-arc welding conditions are given in Table 8. These conditions were adjusted as required to compensate for variations in sheet thickness. The electron beam welding conditions selected on the basis of the prel iminary welds were as fol lows: beam voltage, 15 kv; beam current, 85 ma; travel speed, 5 ipm; average width of weld face, 8 / 6 4 in.; average width of weld root, 7 / 6 4 in.; depth-to-width ratio, 0.32.
The Ta-5W-2.5Mo and Ta-17W fusion welds were evaluated in the as-welded condit ion, whi le the Ta-10W-2.5Mo fusion welds were evaluated after a postweld heat treatment of 1 hr at 1500 F. The Phase II fusion welds were inspected visually and by radiography. A few widely scattered pores were detected, but the specimens were cut f rom defect-free areas only.
W E L D I N G R E S E A R C H S U P P L E M E N T ! 317-s

Table 14—Ef fec t of Elevated Tempera ture Exposure on Room Temperature Bend Duc t i l i t y of Tanta lum Al loys
Type
Base metal GTA weld GTA weld Base metal GTA weld GTA weld Base metal GTA weld GTA weld
Base metal GTA weld GTA weld Base metal GTA weld GTA we ld Base metal GTA weld GTA weld
Exposu Temp,
F
3000 3000 3000 3500 3500 3500 3500 3500 3500
3000 3000 3000 3500 3500 3500 3500 3500 3500
re Time,
hr
Alloy
10 10 10
1 1 1
10 10 10
Al loy 2
10 10 10
1 1 1
10 10 10
Radius of die,
t
Ang le of bend under
load, deg
1, Ta-5W-2.5Mo
< 0.5 2
< 0.5 < 0.5
2 < 0.5 < 0.5
2 < 0.5
105 102 103 105 103 105 103 103 104
Ta-10W-2.5Mo<a>
< 0.5 2
< 0.5 < 0.5
2 < 0.5 < 0.5
2 2
106 105 105 105 101 105 103
87 103
Springback deg
3 1 4 2 3 5 1 2 1
6 3 6 5 4 5
— — 5
Result
Pass Pass Pass Pass Pass Pass Pass Pass Pass
Pass Pass Pass Pass Pass Pass Cracked Cracked Pass
(a) Welds were heat treated 1 hr at 1500 F prior to exposure.
T0-I7W (Base)
• • Ta- lOW-2.5 Mo IBcse)
Ta -5W-25Mo (Bess)
Ta-17 W (Weld)
NTa- IOW-2.5Mo (Weld) Ta-5 W-2.5 Mo (Weld)
2600 2 8 0 0 3 0 0 0 3 2 0 0 3 4 0 0 3 6 0 0
Test Temperature, F
Fig. 20—Elevated temperature strength of tantalum alloy welds
3 8 0 0 31525
T h e r e s i s t a n c e - s p o t w e l d i n g c o n d i t i o n s s e l e c t e d o n t h e bas is of t h e p r e l i m i n a r y w e l d s a re g i v e n in Tab le 9. T h e resu l t s of t h e v a r i o u s Phase II s t ud ies are g i v e n i n t h e f o l l o w i n g d i s c u s s i o n .
Gas Tungsten-Arc and Elect ron Beam Welds
T h e b e n d a n d t e n s i l e p r o p e r t i e s of f u s i o n w e l d s m a d e w i t h t h e gas t u n g s t e n - a r c a n d e l e c t r o n b e a m p roc esses w e r e s t u d i e d in d e t a i l .
Bend Properties. B a s e d on t h e resu l t s of 3 - p o i n t b e n d t e s t s t h e r o o m t e m p e r a t u r e m i n i m u m b e n d rad i i w e r e s u m m a r i z e d w i t h c o m p a r ab le da ta f r o m t h e p r e v i o u s w o r k 2
a n d a re p r e s e n t e d in Tab le 10 . W e l d s in t h e T a - 5 W - 2 . 5 M o a n d T a -1 0 W - 2 . 5 M o (af ter 1 hr at 1 5 0 0 F) a l l oys h a d e x c e l l e n t b e n d d u c t i l i t y a t r o o m t e m p e r a t u r e . No d i f f e r e n c e in t h e r o o m t e m p e r a t u r e duc t i l i t y of G T A a n d EB w e l d s in t h e s e t w o a l loys w a s f o u n d . C o n s i d e r a b l e i m
p r o v e m e n t over t h e p r e v i o u s r esu l t s w a s o b t a i n e d . Fus ion w e l d s i n . t h e T a - 1 7 W a l l oy a re b r i t t l e at r o o m t e m p e r a t u r e . H o w e v e r , t h e r e w a s an i n d i c a t i o n t h a t e l e c t r o n b e a m w e l d s m a y be less so. A s p r e v i o u s l y d i s cussed , t h e t u n g s t e n c o n t e n t of t h i s a l loy is h i g h e r t h a n t h e m a x i m u m p e r m i s s i b l e level for d u c t i l e w e l d s .
Based o n t h e resu l t s of t h e b e n d tes t s m a d e t o d e t e r m i n e t r a n s i t i o n t e m p e r a t u r e s , t h e 2 t t r a n s i t i o n t e m p e r a t u r e s a re c o m p a r e d w i t h t h e 4 t t r a n s i t i o n t e m p e r a t u r e s f r o m t h e p r e v ious p r o g r a m 2 in T ab l e 1 1 . A p o s t w e l d hea t t r e a t m e n t of 1 hr at 1 5 0 0 F l o w e r e d t h e t r a n s i t i o n t e m p e r a t u r e fo r gas t u n g s t e n - a r c w e l d s i n T a - 5 W - 2 . 5 M o t o < - 3 2 0 F.
C o n s i d e r a b l e i m p r o v e m e n t over t h e p rev ious resu l t s w a s o b t a i n e d . T h e e x c e l l e n t l o w t e m p e r a t u r e d u c t i l ity of T a - 5 W - 2 . 5 M o a n d T a - 1 0 W -2 . 5 M o s h e e t w a s r e t a i n e d by s t r e s s re l i eved gas t u n g s t e n - a r c w e l d s . H o w e v e r , e l e c t r o n b e a m w e l d s in t h e s e t w o a l l oys h a d s l i g h t l y h i g h e r t r a n s i t i o n t e m p e r a t u r e s . T h i s m a y have r esu l t ed f r o m t h e r o u g h e r su r f ace c o n t o u r of t h e e l e c t r o n b e a m w e l d s . T h e t r a n s i t i o n t e m p e r a t u r e for w e l d s in t h e T a - 1 7 W a l loy , a l t h o u g h s t i l l w e l l a b o v e r o o m t e m p e r a t u r e , w a s abou t 3 0 0 F l o w e r t h a n t h e p r e v i o u s resu l t . In F ig. 19 , t h e r esu l t s o b t a i n e d in t h i s p r o g r a m are c o m p a r e d w i t h s o m e resu l t s f o u n d in t h e l i t e ra tu re fo r T a - 1 0 W . T h e T a - 5 W - 2 . 5 M o a n d T a - 1 0 W -2 . 5 M o a l l oys have as l o w a w e l d b e n d t r a n s i t i o n t e m p e r a t u r e as d o e s T a - 1 0 W .
Tensile Properties. T e n s i l e t e s t s of gas t u n g s t e n - a r c a n d e l e c t r o n b e a m w e l d s w e r e r u n at 7 5 , 2 7 0 0 , 3 0 0 0 , a n d 3 5 0 0 F. T h e resu l t s a re g i v e n in Tab le 12 . T h e t e n s i l e j o i n t e f f i c i e n c i e s r a n g e d f r o m 2 7 to 8 6 pe r c e n t a t r o o m t e m p e r a t u r e a n d f r o m 6 8 to 8 8 p e r c e n t a t 3 5 0 0 F. T h e h i g h e s t j o i n t e f f i c i e n c i e s w e r e o b t a i n e d w i t h t h e s t r es s r e l i eved T a -1 0 W - 2 . 5 M o a l loy w e l d s a n d t h e l o w est w i t h t h e b r i t t l e T a - 1 7 W , w e l d s . T h e da ta i nd i ca te t h a t t h e p o s t w e l d h e a t t r e a t m e n t of 1 hr at 1 5 0 0 F m a d e t h e w e l d e d T a - 1 0 W - 2 . 5 M o a l loy less s u s c e p t i b l e t o p r e m a t u r e t e n s i l e f a i l u r e . No s i g n i f i c a n t d i f f e r e n c e s b e t w e e n t h e t e n s i l e s t r e n g t h s of G T A a n d e l e c t r o n b e a m w e l d s w e r e o b s e r v e d . H o w e v e r , t h e e lec t r o n b e a m w e l d s h a d s l i g h t l y l o w e r e l o n g a t i o n va lues . T h i s m a y be s i m p l y a g e o m e t r i c a l e f f ec t r e s u l t i n g f r o m t h e n a r r o w e r w i d t h of t h e e lec t r o n b e a m w e l d s . A s w a s e x p e c t e d , t h e j o i n t e f f i c i e n c i e s of w e l d s in w r o u g h t m a t e r i a l w e r e l o w e r t h a n t h o s e of w e l d s in r ec r ys ta l l i zed m a t e r i a l . H o w e v e r , t h e r o o m t e m p e r a t u r e t e n s i l e s t r e n g t h s of w e l d s i n
3 1 8 - s I J U N E 1 9 7 2

Fig 21 — Typical resistance-spot weld microstructure in experimental Alloy 3, Ta-17 W: (a) Complete nugget (X100, reduced 20%; etchant: 30 cc lactic, 30 cc HN03, Wcc HF plus 20% lVH4 FHF); fb) Weld interface (X250, reduced 45%,; etchant same as above)
wrought material were higher than those of welds in recrystallized material. No differences in we ld ducti l i ty were observed. The tensile strength of the welds dropped more sharply above 3000 F than did the corresponding base metal as shown in Fig. 20.
Resistance Spot Welds
The results of the tension tests of the resistance-spot welded specimens are given in Table 13. The recommended weld diameter for most materials is 3t + 0.06 in. or 0.126 in. for 0.040- in. thick material. As shown by the data in Table 13, the welds were about the recommended size. A l l of the specimens fai led in shear through the center of the weld. Metal lographic examinat ion of typical welds showed that the welds were solid-state welds made just below the melt ing temperature of the base metal. A typical weld is shown in Fig. 21(a). The microstructure at the weld interface, as shown by Fig. 21(b), shows that some grain boundary melt ing occurred in the weld. Very little grain growth, however, took place during the pulsation welding cycle. This technique appears to be a good methood of resistance-spot weld ing tantalum alloys w i th conventional equipment.
Elevated-Temperature Exposure
The effects of elevated-temper
ature exposures are shown in Table 14. Only the Ta-10W-2.5Mo alloy was affected by the exposures to elevated temperatures. Ten hrs at 3500 F impaired the room temperature ductil ity of both the base-metal specimen and one GTA weld. Metallographic examination showed that considerable grain g r o w t h had occurred in the specimens and that the cellular fusion zone substructure was no longer present. Grain growth resulting in a f ew very large grains greatly reduces the grain boundary surface area per unit volume in the specimen. Thus, the grain boundary impurity concentrat ion is increased. In an alloy, such as Ta-10W-2.5Mo, which is moderately susceptible to embrit t lement by impurit ies, the expected effect would be a reduction in ductility. However, in an alloy such as Ta-5W-2.5Mo, which is less susceptible to embri t t lement by impurities, the same grain growth might not impair ductility; this was the case.
Oxidation Resistant Coating
The effects of the application of an oxidation resistant coating to base metal and gas tungsten-arc welds are shown in Tables 15 and 16. The ductilities of the base-metal samples was not affected. The bend ductil ity of the welds in both alloys was impaired, but the welds in Al loy 2, Ta-10W-2.5Mo, were affected to a great
degree. The tensile ducti l i ty of the welds in Al loy 1, Ta-5W-2.5Mo, was not affected by the application of the coating, whi le the tensile ductil ity of welds in Al loy 2 was impaired. No differences in coating adherence were noted for the base metal, heat-affected zone, or fusion zone. Fine, second-phase particles, not normally observed in uncoated specimens, were detected in most of the coated specimens which w e r e m e t a l lographically examined. The presence of these particles is evidence of contamination during the coating cycle. This contaminat ion is the most likely cause of the observed reduct ion in ductil ity for coated specimens.
Conclus ions On the basis of the results de
scribed in this paper, the fol lowing major conclusions relative to the weldabil i ty of simple, solid-solution strengthened tantalum alloys are drawn.
(1) Ductile fusion welds can be made in many tantalum alloys including Ta-5W-2.5Mo and Ta-10W-2.5Mo provided:
(a) The base metal is of good quality, including low interstit ial content (less than about 100 ppm total O2, N 2 , and H2) and f ine-to-medium grain size.
(b) Proper machine welding procedures are used, including
W E L D I N G R E S E A R C H S U P P L E M E N T ! 3 1 9 - s

Table 1 6 —Effect of Oxidation-Resistant Coating'"' on the Room Temperature Tensile Properties of Tantalum Alloys
Specimen Type
GP-563-3, 4 Base metal GP-1 49-1, 2 GTA weld
83,8 74.2
GP-564-2, 565-5 Base metal 95.5 GP-1 27-2. 129-1 GTA weld —
0.2% offset , yield strength, ksi
2 Avg
83.8 73.9
105 85.8
83.8 74.0
100
Avg I r
Noncoated 1
Ultimate tensile _ strength, ksi _
Avg nr Average joint
_ efficiency, % nr
Elongation in 1 in.,%
77.5 63.6
2 Avg Noncoated Coated Noncoated 1
Alloy 1, Ta-5W-2.5Mo
95.6 84.9
939 8 3 9
94.8 84.4
88,7 72.9
Alloy 2, Ta-10W-2.5Mo'
96.2 104 38 78.4
111 87.3
108 82.9
108 93.2
89
77
82
86
1
9
21 0
2 Avg
26 — 9 9
20 20 1 1
No Avg ncoated
30 8
25 8
(a) Coated with Sylcor R505F Sn-AI-Mo coaling. (b) Heat treated 1 hr at 1500 F prior to coating.
Table 15—Ef fec t of Ox idat ion-Res is tant Coat ing {dl on R o o m Temperature Bend Duc t i l i t y of Tan ta lum Al loys
Specimen
GP-572-2 GP-573-1 GP-135-1 GP-163-1
GP-568-6 GP-568-10 GP-144-3 GP-161-1
Type
Base metal Base metal GTA weld GTA weld
Base metal Base metal GTA weld GTA weld
Radius of die,
t
Angle of bend under
load, deg
Al loy 1, Ta-5W-2.5Mo
2 < 0.5
2 < 0.5
99 104 101 105
Al loy 2, Ta-10W-2 ,5Mo (b l
2 < 0.5
2 2
102 100
64 20
Springback, deg
3 6 5 7
8 4
Result
Pass Pass Pass Cracked
Pass Pass Cracked Cracked
(a) Coated with Sylcor R505F Sn-AI-Mo coating (b) Heat treated 1 hr at 1 BOO F prior to coating
moderate energy inputs and welding atmospheres of standard purity.
(c) Correct postweld procedures are used, including a moderate temperature postweld heat treatment (about 1500 F for 1 hr) and no surface gr inding of welds.
(2) The alloy content of Ta-17W is too high to permit room temperature ductile fusion welds to be made.
(3) The tensile joint efficiencies that can be obtained in gas tungsten-arc and electron beam welded tantalum alloys are from 27 to 86 percent at 75 F and from 68 to 88 at 3500 F. At room temperature, the joint efficiency varied from 82 percent for Ta-5W-2.5Mo to 86 percent for Ta-10W-2.5Mo to 27 percent for Ta-17W.
(4) A postweld heat treatment of 1 hr at 1 500 F markedly improves the ductility of GTA and EB welds in both the Ta-5W-2.5Mo and Ta-10W-2.5Mo.
(5) The factors which most signif icantly affect the as-welded ductil ity of GTA and EB welds in tantalum alloys are base-metal alloy and interstit ial impurity content. The effect of alloy
content can be summarized as fo l lows:
(a) Ductile welds — total metallic alloy content less than 10 atomic percent.
(b) Brittle welds — total metallic alloy content greater than T3 atomic percent.
(c) Alloy contents between 10 and 13 atomic percent can result in either ductile or brittle welds. (The alloy content must be corrected for the enhanced effect of elements such as rhenium).
The interstit ial content of tantalum alloy sheet should be less than about 100 ppm by weight total of oxygen, nitrogen, and hydrogen w i th a carbon content of about 50 ppm or less if GTA or EB welds are to be ductile at room temperature.
(6) The ductil ity of tantalum-alloy welds is only moderately affected by oxygen, nitrogen, or hydrogen in the welding atmosphere. The effect increases w i th increasing alloy content. No problems should be encoun tered w i th standard-purity ( > 9 9 . 9 9 percent) inert welding gases in vac
uum-purged welding chambers. Nitrogen in the welding atmosphere is the most deleterious, oxygen second, and hydrogen the least.
(7) The application of a Sn-AI-Mo oxidation resistant coating impairs the ductil ity of tantalum alloy welds. The severity of th is effect decreases wi th decreasing alloy content.
(8) Moderate elevated temperature exposures to vacuum (10 hr at 3000 F or 1 hr at 3500 F) do not affect the ducti l i t ies of tantalum alloy base metals or welds. More severe exposures (10 hr at 3500 F) impair the ductil ity of both base metal and gas tungsten-arc welds in alloys such as Ta-10W-2.5Mo.
(9) Other conclusions include: (1) Tantalum alloy welds should not be surface ground unless grinding is fo l lowed by an annealing treatment at about 2500 F, and (2) Electron beam welding may produce more ductile fusion welds in high-alloy tantalum alloys than does gas tungsten-arc welding, but has little beneficial effect in moderately alloyed materials.
Acknowledgment
The research described in this paper was conducted at the Columbus Laboratories, Battelle Memorial InstL-tute, under the sponsorship of the Air Force Materials Laboratory, Research and Technology Division, Air Force Systems Command, The Project Monitor was R. F. Bowman, Metals and Ceramics Division.
References
1. Kammer, P A,, Monroe, R. E., and Martin, D. C, "Some Preliminary Weldability Evaluations of Tantalum Alloys," Refractory Metals and Alloys lit: Applied Aspects. Gordon and Breach, 1966 pp 365-377.
2 Hallowell. J. B„ Maykuth, D. J., and Ogden, H. R„ "Final Report on Tantalum Alloy Processing Development," ML-TDR-64-63 Battelle Memorial Institute to Air Force Systems Command, March 1964, Contract No. AF 33 (6571-8911.
3 Kammer, P. A , Monroe, R. E , and Martin, D. C, "Weldability of Tantalum Alloys," AFML-TR-65-329, Bat-, telle Memorial Institute to Air Force Materials Laboratory. October, 1965, Contract AF 33(615)-1730.
4. Schmidt, F, F., Imgram, A G., Klopp, W. D„ Bartlett, E S., and Ogden, H. R., "Investigation of Tantalum and Its Alloys," ASD-TDR-62-594, Part I, Battelle Memorial Institute to Aeronautical Systems Division, July, 1962, Contract AF 33(6161-7688.
5. Schmidt, F F., Bartlett, E. S., and Ogden, H R., "Investigations of Tantalum and Its Alloys," ASD-TDR-62-594, Part ll, Battelle Memorial Institute to Aeronautical Systems Division, May I 963, Contract No. AF 33(657)-7927. j*
320-s I J U N E 1 9 7 2






![Microstructure and Electrochemical Properties of Refractory Nanocrystalline Tantalum ... · 2018. 1. 6. · Tantalum constitutes a base for its refractory alloys and composites [6-8]](https://img.pdfslide.us/doc/110x75/60e8e3bf8448a03431285802/microstructure-and-electrochemical-properties-of-refractory-nanocrystalline-tantalum.jpg)