Upload
jjirwin
View
213
Download
0
Embed Size (px)
Citation preview
8/4/2019 ASME_Ch9_p001-024
1/24
CHAPTER
9
9.1 INTRODUCTION
This chapter provides a summary of some of the more signifi-
cant requirements of the ASME Code Section III, SubsectionNE, and a commentary on such requirements. The comments on
and interpretation of the rules are strictly the opinions of the
author and are not to be considered as official ASME Code
Committee interpretations. These opinions are based on several
years of experience in design, analysis, and construction of
containment vessels and participation in various ASME Code
Committees.
The Code requirements cited may be simplified and abbreviated
in this write-up and may not reflect all details of the rules. The
applicable edition of the Code must be consulted for actual appli-
cations. Some comparisons with the rules of Section VIII are
included for information. The analysis procedures are not dealt
with in any great detail, since they are similar to those of
Subsection NB and Section VIII, Division 2 prior to the 2007
Edition. More emphasis has been placed on the unique features ofSubsection NE.
A number of Code Cases and references that pertain to the
rules of this Subsection have been cited. Again, only the points
significant to the item of discussion have been included here. For a
complete understanding, the entire reference should be consulted.
This chapter is based on the 2007 Edition of the Code.
9.2 SCOPE OF SUBSECTION NE
Subsection NE, organized into articles similar to those of other
subsections of Section III, establishes rules for material, design,
fabrication, examination, inspection, testing, overpressure protec-
tion, and documentation of metal containment vessels . Metal
Containments are those vessels with the metal (usually steel)
shell resisting the entire pressure without any help from backingmaterials such as concrete. The metal liners of concrete vessels,
which perform a leak tightness function, are not covered by this
subsection (they are covered by Section III, Division 2). The rules
are for new construction only and do not address service deterio-
ration. It should be pointed out that the rules of Subsection NE are
supplemented by the rules of Subsection NCA, and that the manu-
facturer of a Class MC vessel must be aware of Subsection NCA
requirements as well as the Section III Appendices, Section II,
Section V, and Section IX.
The scope of Subsection NE is specified in paragraph
NE-1100.
This paragraph requires that a vessel classified as Class MC
must be constructed in accordance with the rules of Subsection
NE, with one exception. The exception is provided in NCA-2134,
Optional Use of Code Classes. NCA-2134(c) allows the con-
struction and stamping of a containment vessel, classified by the
Design Specifications as a Class MC vessel, in accordance to the
rules of Subsection NB, provided that the rules of NE-7000 are
applied in lieu of the rules of NB-7000 for protection against
overpressure. This is based on the fact that although the rules of
Subsection NB for Class 1 vessels are considered to be at least as
safe as the rules of Subsection NE, the overpressure protection
requirements of different classes of vessels need to be different
because of the varied functions that they serve.
Class MC may be applied only to containment vessels and their
appurtenances. This class of construction is not applicable to pip-
ing, pumps, and valves that may be a part of the containment sys-
tem. Such piping, pumps, and valves must be classified by theDesign Specifications as Class 1 or Class 2 and constructed to the
rules of Subsections NB or NC, respectively. Figure NE-1120-1
provides some guidelines for classification of typical containment
penetrations.
Like all other Sections of the ASME Code, Subsection NE rec-
ognizes that all different details of construction cannot be cov-
ered. For those cases for which no rules are provided, the
Certificate Holder is responsible to provide details of construction
that are consistent with those provided by the rules of this
Subsection. This is similar to the provisions of the commonly
used paragraph U-2(g) of Section VIII, Division 1. However,
Subsection NE requires that such details be approved by the
owner or his designee and be accepted by the Inspector.
9.3 BOUNDARIES OF JURISDICTIONOF SUBSECTION NE
The boundaries of jurisdiction of Subsection NE are defined in
paragraph NE-1130. The total containment system comprises the
following:
(1) the containment vessel;
(2) penetrations and appurtenances attached to the vessel; and
(3) piping, pumps, and valves
SUBSECTION NE CLASS
MC COMPONENTS
Kamran Mokhtarian and Roger F. Reddy
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 1
8/4/2019 ASME_Ch9_p001-024
2/24
2 Chapter 9
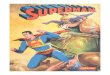
The Design Specifications must define the boundaries of the con-
tainment vessel and the classification of each of the items in the
preceding list. Figure NE-1132-1 (reproduced here as Fig. 9.1)
provides some guidelines for specifying jurisdictional boundaries.
The jurisdiction of Subsection NE shall, as a minimum, extend
to the following points:
(1) for welded connections, the first circumferential joint
excluding the connecting weld;
(2) for bolted connections, the face of first flange and excluding
the bolting; and
(3) for screwed connections, the first threaded joint.
The limits in the preceding list are minimums and could be
extended to points further away from the vessel shell by the
Design Specifications.The Code-specified boundaries between the containment vessel
and the attachments depend on the types of attachments.
FIG.9.1 SOME TYPICAL JURISDICTIONAL BOUNDARIES FOR WELDED CONNECTIONS, CLASS MC CONTAINMENT VESSELS
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 2
8/4/2019 ASME_Ch9_p001-024
3/24
COMPANION GUIDE TO THE ASME BOILER & PRESSURE VESSEL CODE 3
For this purpose, the following four types of attachments are
defined:
(1) pressure-retaining attachments, such as stiffeners and open-
ing reinforcement;
(2) non-pressure retaining attachments, such as thermal sleeves,
supports, and brackets;(3) structural attachments, which perform either a pressure-
retaining function or a support function.
(4) nonstructural attachments, which perform neither pressure-
retaining nor support functions.
Figure NE-1132.2-1, NE-1132.2-2, and NE-1132.2-3 (repro-
duced here as Figs. 9.2, 9.3, and 9.4) are provided to aid in
defining the boundary and construction requirements. Some of
the more significant requirements provided by these figures areas follows.
FIG. 9.2 ATTACHMENTS IN THE CONTAINMENT VESSEL SUPPORT LOAD PATH THAT DO NOT PERFORM A
PRESSURE-RETAINING FUNCTION
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 3
8/4/2019 ASME_Ch9_p001-024
4/24
4 Chapter 9
(1) Attachments cast or forged with the vessel or weld buildupare a part of the vessel.
(2) Attachments having a pressure-retaining function are a part
of the vessel.
(3) Within 2tfrom the pressure-retaining portion of the vessel,
the first connecting weld of a non-pressure-retaining struc-
tural attachment to the vessel is a part of the vessel. Beyond
2t, the first weld is a part of the attachment.
(4) The first connecting weld of a non-structural attachment to
the vessel is part of the attachment.
(5) Except in items (3) and (4) above, for a nonpressure-retainingattachment, the vessel boundary is at the surface of the
vessel.
(6) Mechanical fasteners connecting nonpressure-retaining
attachments are part of the attachment.
Again, the vessel boundary may be specified by the Design
Specifications to extend further than the minimums defined in the
preceding list.
FIG. 9.3 ATTACHMENTS THAT DO NOT PERFORM A PRESSURE-RETAINING FUNCTION AND ARE NOT IN THE CONTAIN-
MENT VESSEL SUPPORT LOAD PATH (NONSTRUCTURAL ATTACHMENTS)
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 4
8/4/2019 ASME_Ch9_p001-024
5/24
COMPANION GUIDE TO THE ASME BOILER & PRESSURE VESSEL CODE 5
9.4 GENERAL MATERIALREQUIREMENTS
The material requirements for Class MC vessels are specified
in article NE-2000. Additional requirements regarding materials
and materials suppliers are included in Subsection NCA. Metallic
materials used for Class MC construction must be to a SA, SB, or
SFA specification (these specifications are included in Section IIof the ASME Code). Rules for manufacturing, identifying, and
certifying these materials are provided in Subsection NCA.
Tubular products and fittings, which are welded with filler metal,
must be stamped with the nuclear part (NPT) symbol, but name-
plates are not required. Metallic materials produced under an
ASTM designation may be accepted, provided that the material
has been manufactured to an ASTM specification date identified as
acceptable in the applicable Edition of Section II. Likewise, weld-
ing material produced to an AWS designation may be accepted,
provided that the AWS specification is indicated to be identical
with the corresponding ASME specification. If a material does
not have an ASME specification, it may not be used for Class MC
construction unless permitted by a Section III Code Case. The
materials that are allowed for class MC construction are listed in
Table NE-2121(a)-1. This Table is continuously updated to add
new materials or delete materials no longer permitted.
Paragraph NCA-3800 of Subsection NCA contains extensiverequirements regarding certification and marking of materials and
certification of Material Organizations. The term Material
Organization was introduced in the 1994 Addenda to refer to orga-
nizations such as Material Manufacturers and Material Suppliers
that must be accredited by obtaining a Quality System Certificate.
(For definitions of terms, see NCA- 9000.) These quality system
requirements are significantly more extensive than those for other
Sections of the ASME Code and are one of the major contributors
to the high cost of nuclear components. The Material Organizations
FIG. 9.4 ATTACHMENTS THAT PERFORM A PRESSURE-RETAINING FUNCTION
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 5
8/4/2019 ASME_Ch9_p001-024
6/24
6 Chapter 9
may be accredited by ASME or by the Certificate Holder. The
Material Organization is responsible for establishing, documenting,
implementing, and maintaining a Quality System Program in
accordance with NCA-3850. Material traceability requirements
are specified in NCA-3856; Material Certification requirements
are described in NCA-3860. The Material Organization must pro-
vide a Certified Material Test Report (CMTR) or a Certificate of
Compliance (COC) at the time of material shipment. A COC may
be provided in lieu of a CMTR only for material in. and less
nominal pipe size and for bolting 1 in. and less. Any material
allowed to be supplied with a COC and all materials defined as
small products are exempt from the quality system requirements
of NCA-3800. Small products are defined as
(1) pipe, tubes, fittings, and flanges 2 in. nominal pipe size and
less;
(2) bolting materials 1 in. nominal diameter and less; and
(3) bars with a nominal cross sectional area of 1 in.2 and less.
The material certification requirements of this Subsection are
generally more restrictive than those of all other Sections of the
ASME Code.
A rather limited number of materials are permitted for use inSubsection NE. These materials are listed in Tables NE-2121(a)-1
and NE-2121(a)-2. Although these tables include a number of
high-alloy materials, containment vessels are usually made of
carbon or low-alloy steels. In the past the most commonly used
materials were SA-516, Grade 70 plate; SA-105 forging; SA-106
piping; and SA-193 bolting. There is usually no need for high-
alloy and nonferritic materials or for high-strength materials in
the construction of containment vessels. Normalized SA-516
material, has the desirable combination of strength and toughness.
Because most containment vessels are inside buildings the tough-
ness requirements can easily be met. Unless the material is impact
tested, pressure-retaining material of ferritic steel with thickness
greater than in. must be normalized or quenched and tempered,
fully killed, and melted to a fine grain melting practice.
Any examination, test, or treatment required by both the MaterialSpecifications and Subsection NE need to be performed only once.
Any of these operations may be performed by the Certificate Holder,
but if any operations beyond those of the Material Specifications
are to be performed by the Material Organization, they must be
specified by the Certificate Holder in his/her purchase order.
Requirements pertaining to material test coupons for ferritic steels
are given in NE-2200. When such steel is subjected to heat treatment
during fabrication or installation of a containment vessel, the material
used for the tensile and impact test specimens shall be heat treated in
the same manner as the vessel. (The only exception to this rule is for
test specimens of P-No. 1 materials with a nominal thickness of 2 in.
or less.) The Certificate Holder must provide the Material
Organization with the temperature and heating/cooling rates to be
used. In the case of postweld heat treatment, the total time at temper-
ature for the test material must not be less than 80% of the total time
at temperature during actual post-weld heat treatment (PWHT) of the
material. Any PWHT time that is anticipated to be applied to
the material after the vessel has been stamped must be specified by
the owner in the Design Specification. The Certificate Holder, in turn,
is required to specify this additional time to the Material
Organization. When ferritic material is subjected to quenching from
the austenitizing temperature, the test coupons representing those
materials shall be cooled at a rate similar to but no faster than the
main body of the material, with some minor exceptions. Using ther-
mal barriers or insulation to achieve this may be necessary.
14
3
4
All welding materials used in the construction of Class MC
containment vessels must conform to the requirements of the
welding material specification. In addition, welding materials
must meet all the requirements of Subsection NE that are related
to these materials. One such requirement is the identification of
welding materials. Such materials must be controlled during fab-
rication so that they are identifiable as acceptable until the mate-
rial is actually consumed in the process. For the testing of welding
material, the Certificate Holder must provide the following infor-
mation:
(1) the welding process;
(2) the SFA specification and classification;
(3) the minimum tensile strength in the as-welded and/or heat-
treated condition;
(4) the drop weight testing requirements;
(5) the Charpy V-notch testing requirements;
(6) the preheat and interpass temperatures for welding of test
coupons;
(7) the postweld heat treatment requirements;
(8) the elements for which chemical analysis is required; and
(9) the minimum delta ferrite.
Detailed requirements are specified for testing of weld material
that go far beyond those required by other Sections of the ASME
Code NE-2420 and NE-2430 must be thoroughly studied to
assure that all requirements are complied with.
Rules for examination and repair of pressure retaining material
are provided in paragraph NE-2530. Examinations required by the
Material Specifications must be performed at the time of material
manufacture. Surface defects must be removed by grinding or
machining. After defect elimination, the depression must be
blended uniformly into the surrounding surfaces to minimize
stress concentration. If the elimination of the defect reduces the
thickness below the minimum required thickness, the material
must be repaired by welding. Such material repair may be per-
formed by the Material Organization provided the depth of the
repair cavity does not exceed one-third of the nominal thicknessand that the prior approval of the Certificate Holder has been
obtained. The welding procedure and welders must be qualified in
accordance with the rules of NE-4000 and Section IX. Each repair
weld must be examined by using the magnetic-particle or liquid-
penetrant method. In addition, when the depth of the repair cavity
exceeds certain limits, the repair weld must be radiographically
examined. Those repairs that are required to be radiographically
examined must be described in a Certified Material Test Report.
Normally, manufacturers perform all weld repairs themselves and
do not allow such repairs to be made by the Material Organization.
9.5 CERTIFIED MATERIAL TESTREPORTS
Appendix P provides recommendations for the contents ofCertified Material Test Reports (CMTR). Although this is a Non-
Mandatory Appendix, complying with it is generally expected.
The materials requirements may change with each edition or
addenda of the Code, and the purchaser must identify the applica-
ble document. For metallic materials, the following information is
recommended to be shown in the CMTRs:
Name of certifying organization.
Number and expiration date of the organizations Certificate
of Authorization.
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 6
8/4/2019 ASME_Ch9_p001-024
7/24
COMPANION GUIDE TO THE ASME BOILER & PRESSURE VESSEL CODE 7
Purchasers order or contract number.
Description of material including specification number,
grade, class, and type.
Description of material identification marking.
Actual results of chemical analyses, tests, and examinations
required.
Reports of weld repairs performed.
Charpy V-notch and drop weight test results.
Nondestructive examinations performed and accepted.
Under certain circumstances, additional information, such as
heat treatment data, hydrostatic test data, ferrite number, and
grain size, also may have to be included in the CMTR. It is not
required that all the Material Specifications and Code require-
ments be performed by the same organization. When treatments
and tests are performed by different organizations, the Certificate
Holder must ensure that each organization providing services be
identified on the CMTR along with the activities for which that
organization is responsible. Alternatively, CMTRs may be provided
by the other organizations for the services they perform; these
should be referenced on and attached to the CMTR furnished by
the material supplier. All CMTRs must include a dated statementaffirming that the contents of the report are correct and accurate;
however, a CMTR is not required to be signed or notarized, which
makes the electronic submittal of such reports possible.
9.6 MATERIAL TOUGHNESSREQUIREMENTS
All pressure-retaining materials must be impact tested unless
exempted by the provisions of this subsection. The following are
some of the provisions of this subsection. The following are some
of the exemption provided:
(1) Materials with nominal thickness of in. or less.
(2) Bolting with a nominal size of 1 in. or less.
(3) Bars with a nominal cross-sectional area of 1 in.2 or less.
58
(4) Pipe, tube, and fittings with a nominal pipe size 6 in.diame-
ter or less.
(5) Austenitic stainless steels.
(6) Nonferrous materials.
(7) Materials for which TNDT is lower than the Lowest Service
Metal Temperature (LSMT) at least by an amount estab-
lished by Appendix R of the Appendices to Section III.
(8) Materials with LSMT exceeding 150F.
The LSMT, which is required to be specified by the Design
Specifications, is defined as the lowest temperature that the metal
may experience in service while a plant is in operation. This
exemption does not apply to the weld metal or the welding proce-
dure qualification. The TNDT is the temperature at or above the nil-
ductility transition temperature and is 10F below the temperature
at which at least two specimens show no-break performance. The
values of TNDT for some commonly used materials are listed in
Table NE-2311(a)-1. The values listed in this table were obtained
from data on heavy section steels and are conservative for the
range of thicknesses commonly used for containment vessels.
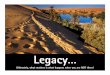
Appendix R provides rules for determining the permissible
lowest service metal temperatures for materials, relative to the nil-ductility transition temperatures. Figure R-1200-1 (reproduced
here as Fig. 9.5) provides the values for factor A as a function of
material thickness. The permissible LSMT is obtained by adding
this factor to the nil-ductility transition temperature for the mater-
ial. For the material to be acceptable, the permissible LSMT must
not be higher than the specified lowest service metal temperature.
Non-Mandatory Appendix G presents a procedure for obtaining
the allowable loadings for ferritic pressure-retaining materials to
protect against nonductile failure. This procedure is based on
principles of linear elastic fracture mechanics. To apply this pro-
cedure, a maximum postulated flaw has to be assumed at each
location. The postulated flaw must be consistent with the NDE
method and acceptance criteria used at that location. The mode I
stress intensity factors for various loadings are then calculated at
each of the points under consideration. Such factors are then
FIG. 9.5 DETERMINATION OF PERMISSIBLE LSMT (LOWEST SERVICE METAL TEMPERATURE)
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 7
8/4/2019 ASME_Ch9_p001-024
8/24
8 Chapter 9
added, and the sum is compared with the critical (reference) stress
intensity value, which is a function of the material and tempera-
ture at the point. Different procedures are recommended for dif-
ferent components and operating conditions. It should be noted
that the term stress intensity factor, as used in fracture mechanics,
has a meaning totally different from the term stress intensity used
for stress evaluations.
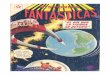
Figure G-2210-1 (reproduced here as Fig. 9.6) provides a con-
servative relationship between the critical stress intensity factor
and the difference between the temperature and the nil-ductility
temperature of the material. This curve is based on the lower
bound of test results for a number of commonly used ferritic
steels. As expected, the values of this factor increase with increas-
ing temperature, and the rate of increase becomes very significant
for temperatures that exceed the nil-ductility temperature by more
than 100F or 120F. It is generally assumed that at these tempera-
tures, nonductile failure is not of concern. For a temperature equal
to the NDT temperature, the given value of the stress intensity
factor is 40 ksi; this value drops gradually with colder tempera-
tures, approaching an asymptotic value of about 25. The values
obtained from this curve may be used for ferritic steels with spec-
ified minimum yield strength at room temperature not exceeding50 ksi. For other materials, or whenever the designer chooses, the
actual values for a certain material may be obtained and used
from the test.
The postulated defect used to derive the recommended proce-
dure of Appendix G is a sharp surface defect normal to the direc-
tion of maximum stress. Note that only tensile stresses are of any
significance in brittle fracture, and compressive stresses need not
be considered. The assumed flaw, for thicknesses in the range of
thicknesses between 4 in. and 12 in., has a depth of one-fourth the
section thickness and a length of 1.5 times the section thickness.
For greater thicknesses, the postulated defect for the 12 in. thick
section is used. For sections less than 4 in. thick, the 1 in. deep
defect is conservatively postulated. If the designer chooses, smaller
defects may be used on an individual basis if such smaller defect
can be ensured.
If impact testing is required, paragraphs NE-2320 and NE-2330
provide test procedures and acceptance criteria. Two options are
provided for impact testing of pressure boundary materials. The
first option is Charpy V-notch testing at or below the LSMT.
The second option is drop weight testing to show that the LSMT is
satisfied in accordance with the rules of Appendix R. Materials
may be used at temperatures colder than those established by
either test method, provided that their use is justified by an
Appendix G analysis or equivalent. This provision is similar to
Section VIII provisions that allow the operation of a vessel at tem-
peratures colder than the Minimum Design etal Temperature
(MDMT) provided that the stresses are low enough to meet the
specified rules. If the Design Specifications require a vessel hydro-
static or pneumatic test temperature that is lower than the LSMT,
the impact testing for pressure-retaining materials must be per-
formed at or below the lowest specified vessel test temperature.
The user also has the option of specifying a Lowest OverpressureTest Metal Temperature, which is defined as the lowest tempera-
ture the metal may experience during the overpressure test. In this
case, in addition to the tests required for the operating conditions,
Charpy V-notch testing must be performed at a temperature not
more than 30F below the Lowest Overpressure Test Metal
Temperature. The specific test methods and acceptance standards
for these tests are different from those for tests based on LSMT
(See NE-2333.)
The test temperature and the results of all impact testing must
be reported in the CMTR. For Charpy V-notch testing, the results
FIG. 9.6
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 8
8/4/2019 ASME_Ch9_p001-024
9/24
COMPANION GUIDE TO THE ASME BOILER & PRESSURE VESSEL CODE 9
must include both the lateral expansion and absorbed energy. The
impact test specimens must be removed from a depth within the
material that is at least as far from the material surface as that
specified for tensile test specimens in the material specification.
The orientation of specimens for drop weight tests may be in any
direction. For Charpy V-notch specimens the orientation of speci-
mens should be in accordance with SA-370, except for quenched
and tempered materials. Specific requirements for quenched and
tempered materials regarding the orientation of the specimens are
provided in paragraph NE-2220.
It should be noted that the specific test methods and acceptance
standards specified for tests based on the LSMT and those speci-
fied for tests based on Lowest Overpressure Test Metal
Temperature are different. For the test case, only Charpy V-notch
testing is required, and the required average energy value for any
thickness is either 15 ft. lb. or 20 ft. lb., depending on the speci-
fied minimum tensile strength. For the service conditions, the
requirements are more refined and more restrictive. The impact
test requirements of Article NE-2000 must be used in conjunction
with the test requirements of Article NE-4000. The requirements
for impact testing of welds and heat-affected zones are explained
in the fabrication rules. It has long been recognized that thewelding process causes a reduction in the toughness of the heat-
affected zone. Vessel manufacturers used to have their own rules
for ensuring that the HAZ meets the material toughness require-
ments for qualifying the weld procedure. The 2002 Addenda to
NE-4335 provides rules for compensating for the toughness
decrease during welding. Three different methods are offered,
which may be used individually or in combination.
9.7 GENERAL DESIGN REQUIREMENTS
Design and analysis requirements are contained in Article
NE-3000. The loadings that must be taken into account for design
are essentially the same as those listed in Section III for Classes 1,
2 and 3 pressure vessels with the addition of reactions to steam
and water jet impingement. Jet impingement is, of course, one of
the major loadings to which a containment vessel will be subjected
if an accidental pipe break occurs.
The allowable stress value used for design-by-formula analysis
and the basic allowable stress intensity value used for design-
by-stress analysis (with the exception of that used for limiting
secondary stress intensity) are each 1.1 times the allowables for
Section VIII, Division 1 vessels given in Tables 1A and 1B of
Section II, Part D. For the limit on secondary stress intensity, the
basic allowable is the same as that for Section III, Class 1 compo-
nents given in Tables 2A and 2B of Section II, Part D. Up to the
1998 edition (which includes the 1998 Addenda), the stress allow-
ables for temperatures below the creep range, listed in Tables 1A
and 1B, essentially have been based on the smaller of two-thirds
of the specified minimum yield strength and one-quarter of the
specified minimum ultimate strength. (Other factors are involved;for details, see Appendix 1 of Section II, Part D.) With the 1999
addenda, the design margin on tensile strength was reduced from
4.0 to 3.5, resulting in higher allowable stresses, for most materi-
als. The allowable stress values of Tables 1A and 1B reflect the
reduction in design margin on ultimate strength. The ASME Code
Committee has approved the use of these higher allowables for
nuclear containment vessels built to Subsection NE, keeping the
factor of 1.1. The justification for the reduction in design factor
on ultimate strength is included in WRC Bulletin 435 [1].
Basically, the justification is based on the improvements made in
the Code since 1967. These included improved steel making
processes and improvements in nondestructive examination capa-
bilities. The reduction in design factor was made in Sections I, III
(for Classes 2, 3, and MC), and VIII, Division 1.
The reason for the 1.1 multiplier on allowable stress, which
allows stresses 10% higher than those for Section VIII, Division 1
vessels is based on the fact that, unlike most pressure vessels,
containment vessels do not have pressure relief devices. The
110% is equivalent to the pressure accumulation permitted prior
to the full discharge of the pressure relief devices.
If clad material is used for construction, certain design and
analysis requirements must be met. No structural strength may
be attributed to the cladding material for satisfying primary
stress limits. For certain design calculations, credit may be taken
for clad thickness of integrally clad plates. If such credit is taken
for clad thickness, the Maximum Service Metal Temperature
(MSMT) used must be the lower of the values allowed for base
plate material and the cladding material. If credit is not taken for
the clad thickness, the MSMT of the vessel is that allowed for
the base plate material. For components subject to internal pres-
sure, the inside diameter of clad material may be used in thedesign equations, regardless of whether clad material is included
in design thickness or not. When checking for bearing stresses,
the presence of cladding on bearing surfaces must always be
considered.
9.8 QUALIFICATIONS OFPROFESSIONAL ENGINEERS
The rules of Section III Code, including Subsection NE, call
for certification of certain documents by registered professional
engineers. Such certifications are required for the Design
Specifications, the Design Report, and the Overpressure Protection
Report. These certifications must be performed by engineers who
meet certain specified requirements, which are specified in the
Appendix XXIII. The qualifications of the professional engineers
in meeting the requirements of this Appendix must be evaluated
and verified by the owner or the N Certificate Holder, as applica-
ble, responsible for the activity being certified. A record of the
qualifications of professional engineers must be maintained. The
first requirement for certifying engineers is registration in at least
one state of the United States or one province of Canada. In addi-
tion, four years of varied applicable experience, of which at least
two years are spent in the specialty field, is required. The engi-
neers must keep current their knowledge of the Codes and continue
professional development in their specialty fields. Detailed require-
ments are specified for certifiers of various documents. Engineers
must assure themselves that they are qualified to perform the spe-
cific certification activities and must prepare a statement attesting to
that fact. Appendix XXIII also presents the items to be specifically
reviewed in each document for a valid certification. Forms andexamples for these certification activities are also provided.
These detailed certification and personnel qualification require-
ments are among the factors that contribute to the quality of a
Section III vessel as compared with a Section VIII vessel. Section
VIII, Division 1, has no certification requirements other than that
for the data reports. Section VIII, Division 2, requires the certifi-
cation of the Design Specifications and the Design Report by a
professional engineer. However, no detailed requirements for the
experience and documentation of the qualifications are provided.
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 9
8/4/2019 ASME_Ch9_p001-024
10/24
10 Chapter 9
There is some belief that additional certification and qualification
requirements are needed for Section VIII and, in particular, for
Division 1.
The purpose of requiring a Registered Professional Engineer
was to assure that only qualified engineers would be responsible
for design of equipment that requires stress analysis. The ASME
Code had permitted anyone to design equipment when the design
consisted of merely substituting numbers in equations to deter-
mine the required thickness. However, the Committee felt that a
detailed stress analysis required the engineering judgment of a
Registered Professional Engineer (RPE), because they were con-
vinced that the Rules of Ethics would prevent the engineer from
certifying the design if he didnt understand the provisions of the
Code. There have been times when engineers have certified
designs of pressure retaining equipment without a full under-
standing of Code requirements, but these engineers are subject to
heavy punishments such as jail and large fines. The purpose of
requiring an RPE is to protect the public.
9.9 OWNERS DESIGN SPECIFICATIONS
Non-Mandatory Appendix B provides detailed guidelines for
the preparation and contents of the Design Specifications. This
Appendix refers to paragraph NCA-3252 for the minimum contents
of the certified Design Specifications. The Design Specifications
must contain sufficient detail to provide a complete basis for
design and construction. As a minimum it must include functions
and boundaries of items, all design and overpressure protection
requirements, the environmental conditions, the Code classifica-
tion of the items, the material requirements, the operating require-
ments, and the effective Code edition and addenda. It is the
responsibility of the owner to provide the Design Specifications.
The Design Specifications must be certified as correct and com-
plete and also certified to be in compliance with the requirements
of the Code by one or more Registered Professional Engineers
(RPEs) competent in the applicable field of design. The RPEs
must also be qualified in accordance with the requirements of
Appendix XXIII (formerly ANSI/ASME N626.3). This Appendix
has detailed requirements for qualifications and duties of special-
ized professional engineers. Such engineers must have a mini-
mum of four years of varied application experience, at least two
of which must have been in the specialty field for which they per-
form certification activity. In addition, they must keep current
their knowledge of Code requirements and continue professional
development in their specialty fields through personal study and
experience. Such qualifications must be reviewed by their
employers at least once every three years to assure that the qualifi-
cations have been maintained. A continuing record of such activi-
ties must be included in the qualification records of the individual.
The filing requirements for the Design Specifications are also
included in Subsection NCA. A copy of the Design Specifications
must be made available to the Inspector at the manufacturing sitebefore the fabrication begins. A copy must also be filed at the
location of installation and be made available to the enforcement
authorities having jurisdiction over the plant installation.
Appendix B lists the loads to be addressed in the Design
Specifications. This list is similar to that of paragraph UG-22 in
Section VIII, Division 1, which lists the loads to be addressed by
the designer. But specific details are provided here for the deter-
mination of each load and how loads are assigned to various ser-
vice limits. Guidelines for load combinations are provided, and it
is noted that the Code stress allowables are not intended to pro-
vide limits on deformations.
The materials requirements that should be addressed in the
Design Specifications are also listed. Also to be included are
any unusual fabrication requirements, whether a hydrotest or
pneumatic test is to be performed, any restrictions on testing
requirements, and leak-tightness requirements. In addition to the
requirements for vessels, Appendix B includes specific require-
ments for pumps, valves, and piping. Article B-11000 lists refer-
ences, which contain regulatory requirements. This list is very
helpful to the engineer preparing the Design Specifications. The
regulatory requirements need to be included either by description
or by reference.
9.10 CERTIFIED DESIGN REPORT
Appendix C provides non-mandatory guidelines for the prepa-
ration of the design report by the Certificate Holder. In general,
the Design Report should be based upon analysis to demonstrate
the adequacy of the structural design to meet all the requirements
of the certified Design Specifications and the Code. At a mini-mum, the report should include the results, conclusions, and
other considerations showing that all requirements related to
structural design are met. Guidelines are provided for the prepa-
ration of the Design Report, with the intent being to cause uni-
formity of such reports to the extent possible. The design report
must be reviewed by the owner or his designee to determine that
all the design and service loadings as stated in the Design
Specifications have been evaluated and that the acceptance crite-
ria of the Code have been met. The responsibility for the method
of analysis and the accuracy of the Design Report remains with
the Certificate Holder.
Suggestions for distribution and retention of the report are also
provided. The owner is responsible for designating the records to
be maintained. The owner is also responsible for continued main-
tenance of the records required by the Code. The owner must
advise the enforcement authority in writing regarding the location
of the records, including the Design Report.
9.11 DESIGN BY ANALYSIS
The rules for design by analysis are specified in Paragraph
NE-3200. These rules are very similar to those of Subsection NB
and Section VIII, Division 2 (prior to the 2007 Edition). The theory
of failure used is the maximum shear stress theory. At a given
point, the maximum shear stress is equal to one-half the differ-
ence between the algebraically largest and the algebraically small-
est of the three principal stresses. The term stress intensity is
defined as twice the maximum shear stress, having a value equal
to the difference between the algebraically largest and smallest
principal stresses at a given point.Terms related to stress analysis are defined in NE-3213.
Calculated stresses need to be categorized as primary, secondary,
or peak, with each category having different allowables, depend-
ing on the mode of failure that they may cause. Primary stresses
are those developed by the imposed loadings and are necessary to
satisfy the laws of equilibrium between external and internal
forces. Such stresses, which are not self-limiting, may cause gross
distortion or collapse. Primary stresses are further divided into
general membrane, local membrane, and bending.
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 10
8/4/2019 ASME_Ch9_p001-024
11/24
COMPANION GUIDE TO THE ASME BOILER & PRESSURE VESSEL CODE 11
A general membrane stress extends over large enough portion
of the vessel shell so that an effective redistribution of load is not
possible when the material yields. An example of such stress cate-
gory is the membrane stress due to pressure. These stresses are
limited to the basic stress allowable, which provides a minimum
margin of 1.5 on the minimum specified yield strength. Since the
actual yield strength of most materials may be substantially higher
than the specified minimum value, the true safety margins are
generally greater than those apparent from the basis for allowable
stresses. Another factor contributing to the conservatism of this
stress category is the strain-hardening properties exhibited by
most materials.
A local primary stress is that produced by pressure or mechani-
cal loading and is associated with a discontinuity effect. Such
stresses are sufficiently localized to have the ability to redistribute
to the adjoining areas that have lower stresses. The primary con-
cern with this stress category is excessive local distortion. The
allowable stress for this category of stress is 1.5 times the basic
stress allowable. This value may exceed the yield strength for cer-
tain materials, but since it is localized and able to redistribute, a
collapse failure is not of concern. Criteria are provided for deter-
mining when a stress distribution may be considered local. The dis-tance over which the membrane stress intensity exceeds 1.1 times
the basic allowable shall not extend more than 1.0 , in the
meridional direction. Another limitation is that any two locally
stressed regions may not be closer to each other than 2.5 , to
avoid overlap between the stress fields. The Code does not specify
a limit on the extent of the region with stresses between 1.0 and 1.1
times the basic stress allowable. This may appear as a loophole,
which will allow exceeding the stress allowable by up to 10% for
unlimited distances. But if applied properly to the locally stressed
discontinuities, the shell attenuation will cause a reduction of such
local stresses to basic allowables within a reasonable distance.
A primary bending stress is the through thickness bending at a
point caused by external loadings. A prime example of such stress
is that due to pressure on a flat plate. The limit on the surface stress
for such stress (including the primary membrane stress) is 1.5
times the basic allowable. The factor of 1.5 in this case is the shape
factor to cause through thickness yielding. It should be pointed out
that the Code rules are for rectangular cross sections of normally
encountered pressure vessel shells. If a cross section other than a
rectangular one is encountered, this allowable should be adjusted
by replacing the 1.5 factor with the appropriate shape factor.
A secondary stress is that developed by the constraint of adja-
cent material or by self-constraint of the structure. The basic char-
acteristic of a secondary stress is that it is self-limiting. When the
material yields or distorts locally, the conditions that cause the
stress are satisfied, and one application of the load cannot cause
failure. The primary concern with secondary stresses is the possi-
bility of excessive deformation and fatigue failure. The limit on
the range of primary plus secondary stress intensity at any point is
3.0 times the basic stress allowable. This value is limited to two
times the yield strength of the material, at temperature. The sig-nificance of this limit is that if the range of primary plus sec-
ondary stress intensity does not exceed twice yield, incremental
distortion cannot take place when the stresses are cycled, and also
that the stress intensity range will shake down to elastic action.
This will validate the Code specified fatigue analysis, which is
based on equivalent elastic stresses. For further explanation, see
the ASME published document on the criteria of Section III [2].
A peak stress is that increment of stress that is additive to the
primary plus secondary stresses, caused by local discontinuities
2RT
2RT
and local thermal gradients, including the effects of stress concen-
trations. Such stress does not cause significant distortion; the pri-
mary concern with it is the formation of fatigue crack or that it
will cause brittle fracture. Examples of peak stresses are thermal
stresses due to differential expansion of cladding material, stresses
at local structural discontinuities, and surface stresses produced
by thermal shock. There is no limit specified on peak stresses;
they are included in the fatigue analysis and the number of cycles
is limited by the specified procedure.
The aforementioned stress allowables are for Service Level A
and have been simplified in this chapter. For details of deriving
the stress intensities of various categories and detailed stress lim-
its for various Service Levels, see NE-3200.
The Code does not provide mandatory rules for the methods of
calculating stresses. However, Non-Mandatory Appendix A pro-
vides formulas for calculating stress in some commonly encoun-
tered shells. Appendix A was commonly used for stress analysis
of pressure vessels before use of computers became common-
place. Appendix A is still useful to help engineers understand and
verify the results of computer solutions. Appendix A is consistent
with the design theory of Section III and Section VIII, Division 2
(prior to the 2007 Edition), but finite element computer programsare not.
In spite of the fact that finite element analysis (FEA) is inap-
propriate and not consistent with the design theories of Section
III, some engineers, who do not understand the Code, still use
FEA for stress analysis of Section III pressure vessels. Some of
the problems associated with FEA are that if elements other than
shell elements are used, nonlinear through-thickness stresses may
result. At transition elements between shells, the radial direction
is not defined and categorizing stresses is difficult. At local struc-
tural discontinuities, some but not all of the peak stresses will be
included in the results. How much of peak stresses have been
included depends on the fineness of the model mesh, and to
separate out the secondary and peak stresses is very difficult. The
PVRC has been working on a project called 3-D Stress
Categorization to give recommendations on how to categorize
stresses from a three-dimensional finite element analysis. The
results of this project recently have been published as WRC
Bulletin 429. In addition to this Bulletin, there are a number of
published papers that address the problem of stress classification.
Table NE-3217-1 was put into the Code to assist the designer in
categorizing the calculated stresses. However, this table does not
address the questions that are raised when finite element models
are used. Some of the recommendations of the WRC Bulletin 429
are very briefly summarized in the following list:
(1) General primary membrane stresses should be calculated by
equilibrium equations and not by FEM.
(2) Primary and secondary bending stresses should be lin-
earized for comparing with the allowables.
(3) Linearized distributions should develop the same net forces
and moments.(4) Primary and secondary stress evaluations should be per-
formed in basic structural elements only.
(5) For fatigue analysis in transition regions, the primary plus
secondary stress intensity range should be evaluated in the
nearest structural element.
(6) For primary membrane stress evaluation, the six stress com-
ponents should be averaged across thickness. The average
principal stress should be calculated from the average stress
components.
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 11
8/4/2019 ASME_Ch9_p001-024
12/24
12 Chapter 9
The stress intensity limits for the design condition and specified
service loadings are summarized in Table NE-3221-1. For the
design condition, the limits for primary stresses are the same as
those for Service Level A, and secondary and peak stresses need
not be addressed. The allowables for Service Level B are the same
as those for Service Level A. For Service Levels C and D, an
evaluation of secondary and peak stresses is not required. The pri-
mary stresses for Service Level C are the same as Level A if the
structure is not continuous and integral, in which case the allow-
ables are at least 20% higher. Service Level D limits get the same
20% increase for structures that are not integral and continuous.
Also, Service Level D limits, for the same types of structures,
depend on whether an elastic or inelastic analysis is performed.
For an inelastic analysis, the limit is 85% of the allowable calcu-
lated in accordance with Appendix F; for an elastic analysis, the
allowables are 1.5 times those allowed for inelastic analysis.
9.12 APPENDIX F
If Service Level D Limits are specified by the Design
Specifications, the guidelines of Appendix F are to be used. Eventhough this is a Non-Mandatory Appendix, it provides the only
reasonable approach for the evaluation of Service Level D. The
guidelines are intended to ensure that violation of the pressure
retaining function will not occur, but are not intended to ensure
operability of the components during or after the specified event.
The rules of this Appendix, intended for severe hypothesized
accidents, are not applicable to the portion of a component or sup-
port for which a failure has been hypothesized.
For Service Level D Limits, only those on primary stresses are
prescribed. Peak stresses and secondary stresses (the latter being
self-limiting) are of no consequence for this noncyclic event. The
potential for buckling under compressive loads and for brittle
fracture should be considered. Appendix F provides for either
elastic analysis or plastic analysis, and also provides limits for
each. For both methods, Appendix F calls for consideration of
geometric non-linearities, if appropriate. However, no limits on
strains or deformations are provided. Such limits may need to be
provided in the Design Specifications, depending on the function
of the component and the deformation limit that can adversely
affect the operability of the component.
If an elastic analysis is used, the general primary membrane
stress intensity is to be limited to the lesser of 2.4 times the basic
allowable or 0.7 times the minimum specified ultimate strength.
This assures a certain margin against rupture. The local primary
membrane stress intensity and the primary membrane plus primary
bending stress intensity are to be limited to 150% of the limit for
general primary membrane stress intensity. This limit is justified
by the fact that these local stresses will be redistributed to the
adjacent area before they cause rupture. The average primary
shear stress across a section loaded in pure limited to 0.42 times
the shear is not to exceed 0.42 times the specified minimum ulti-mate strength. In all the preceding limits, some additional conser-
vatism is produced by the fact that the actual material properties
are usually greater than the specified minimum values. For com-
pressive stresses, the recommended allowable stresses are equal to
150% of those obtained from the rules of NE-3133, which means
that the safety margins are reduced by a factor of 1.5. If the criti-
cal buckling value is determined by analysis or test, the recom-
mended design margin to be used is 1.5, as compared to 3.0 for
other service limits.
If a plastic analysis is performed, the general primary mem-
brane stress intensity is to be limited to 0.7 times the specified
minimum ultimate strength for most materials. The maximum pri-
mary stress at any location is limited to 0.9 times the ultimate and
the average primary shear is ultimate. If a collapse analysis is
used, the specified load should not exceed 90% of the limit analy-
sis collapse load or 100% of plastic collapse load or test collapse
load.
9.13 FATIGUE ANALYSIS
Containment vessels normally are designed to provide protec-
tion against release of contaminated materials in case of a severe
accident. As a result, they are not subject to significant cyclic
pressure loadings. However, environmental, cyclic piping, and
thermal loads may be specified and, consequently, may need to be
designed. The rules for fatigue analysis are very similar to those
of Subsection NB and Section VIII, Division 2. Subsection NE
includes fatigue exemption rules, similar to one of the methods
provided in Section VIII, Division 2. If a vessel does not meet all
the exemption conditions, then a detailed fatigue analysis must beperformed. The S-N curves, providing allowable number of cycles
for calculated stress intensity amplitude associated with each type
of cycle, are identical to those of other ASME Codes. These
curves were developed in the early 1960s from data obtained from
strain-controlled testing of smooth, polished small specimens in
air. To account for the size effects, environmental effects, surface
roughness, and many other differences between the test environ-
ment and the actual components, design factors of 2 and 20 were
applied to the mean test result of the stress intensity amplitude
and the number of cycles, respectively. The lower of the two
resulting values was plotted as a design curve. These design fac-
tors of 2 and 20 were also intended to account for data scatter and
to provide safety margins. The design curves conservatively
include the effects of mean stresses, so that mean (noncyclic)
stresses do not need to be included in the calculation of the range
of peak stress intensity. These curves have not been updated with
recent test results and advances in analytical methods. It has been
questioned whether the factors of 2 and 20 are adequate to
account for service conditions (especially in corrosive environ-
ments) and to provide adequate safety margins. For several years,
the PVRC has had a Task Group working on proposals for updat-
ing the Code fatigue rules. A significant part of the work assigned
to the Task Group has been to evaluate the effects of various
environments on the fatigue life of components. The report of the
Task Group was recently submitted to the ASME Code
Committee for consideration and possible updating of the Code
fatigue rules.
The Code rules employ the Miners linear damage law for com-
bining the effects of various types of cycles on the overall fatigue
life. This is a simplified and conservative method that does not
account for the sequence of cycles. In reality, the sequence oflarge amplitude versus small amplitude cycles will affect the
resulting fatigue life. All cycles due to Service Levels A and B
Limits, and due to Service Level C Limits where the structure is
not integral and continuous, need to be accounted for. However,
other Service Level C Limits, Service Level D Limits, and the
overpressure test cycles prescribed by the Code do not need to be
included in the fatigue analysis. A service cycle is defined as the
initiation and establishment of new conditions followed by a
return to the conditions that prevailed at the beginning of the
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 12
8/4/2019 ASME_Ch9_p001-024
13/24
COMPANION GUIDE TO THE ASME BOILER & PRESSURE VESSEL CODE 13
cycle. A stress cycle is defined as a condition in which the alter-
nating stress difference goes from an initial value through an alge-
braic maximum value and an algebraic minimum value and then
returns to the initial value. A single operational cycle may result
in one or more stress cycles. Dynamic effects must also be
accounted for in the fatigue analysis.
To arrive at the maximum range of peak stresses at a point, the
stress concentration effects of local discontinuities must be con-
sidered. To use the theoretical stress concentration factors at
these points would be too conservative. The use of fatigue
strength reduction factor is recommended. This factor is a stress
intensification factor that accounts for the effect of a local struc-
tural discontinuity on the fatigue strength. The fatigue strength
reduction factor does not have to exceed a value of 5.0, whereas
a theoretical stress concentration value is unlimited. The Code
recommends that a value of 4.0 be applied to the backside of fil-
let welds. This subsection also has some stress indices suggested
for application to pressure stresses at openings, provided that the
opening meets all the requirements of paragraph NE-3338. For
openings that do not meet these requirements and for other local
structural discontinuities, the fatigue strength reduction factors
must be established by analytical and/or experimental means.The use of theoretical stress concentration factor is convenient
and commonly employed.
Another factor that may be applicable to the range of peak
stress intensity is the Ke value obtained from the simplified elastic-
plastic analysis of paragraph NE-3228.3. If the range of primary
plus secondary stress intensity exceeds the 3Sm allowable, the
Code allows the through-thickness thermal-bending stresses,
which have some characteristics of peak stresses, to be deleted
from the range. However, a penalty factor, Ke, is applied to the
range of peak stresses. This factor is a function of the mate-rial
and the calculated range of primary plus secondary stress inten-
sity, and can have a value of up to 3.33. The stress intensity
amplitudes plotted on S-N curves are calculated by multiplying
the test strain values by the material modulus of elasticity, the
value of which is shown on each curve. If the value of the modu-
lus of elasticity used in the stress analysis (to arrive at the range
of elstically calculated stresses) is different from that used for
plotting the curve, a correction factor must be applied. This factor
is the ratio of the modulus of elasticity given on the design fatigue
curve to the value of the modulus of elasticity used in the analy-
sis. Since an operating cycle could cover a range of temperatures
and the modulus of elasticity is a temperature-dependent value,
the question often arises regarding what value of temperature to
use to establish this ratio. It is commonly believed that using an
average temperature over the range is adequate, and this is com-
monly what is done.
9.14 BUCKLING
Rules for buckling analysis are provided in NE-3133. Theserules cover shells and formed heads under external pressure and
cylindrical shells under uniform axial compression, and include
criteria for sizing of stiffeners. These rules are the same as those
in Section VIII and in other subsections of Section III, and have
been in the Codes for several decades. They were derived by
applying knockdown factors, obtained from tests, to the classical
buckling solutions. These factors are consistent with the out-of-
round-ness and deviation-from-true form tolerances that are
allowed. The design margins are not uniform for all loadings and
all geometries, and they range from approximately 2.0 to 3.0. If
the design-by-formula option of this Code is adopted, the use of
these rules is mandatory.
If the design-by-analysis option of NE-3200 is used, the analy-
sis for compressive stresses must be in accordance with the provi-
sions of NE-3222. This paragraph allows the use of buckling rules
of paragraph NE-3133. It also allows the use of calculating the
critical buckling stress by any one of three methods and the appli-
cation of a design factor of three. One method of calculating the
critical stress is by rigorous analysis, which includes the effects of
geometric imperfections and large deformations, but this is a diffi-
cult and expensive option; the expected imperfections are difficult
to predict and model. The second method of calculating the criti-
cal values is by applying a knockdown factor to the buckling
stresses obtained from a classical linear analysis. The knockdown
factors are to account for the difference in buckling stress of a
perfect shell and a fabricated shell constructed to certain imper-
fection tolerances. These factors are obtained from tests of mod-
els fabricated to tolerances allowed by this Code. This is the most
commonly used method of establishing critical stress values and
is the method by which buckling rules of most Codes have been
derived. The third option is the test of models under the sameconditions as those expected for the actual vessel. Again, this can
be an expensive option and is open to interpretation regarding the
size and details of the model.
With the exception of some of the containment vessels (which
are designed for dynamic loadings) for which a rigorous analysis
has been performed, most containment vessels are designed either
by the rules of NE-3133 or by the alternative rules of Code Case
N-284. It has been recognized for some time that the rules of
NE-3133 are not current and neither cover all geometries and
loadings normally encountered on containment vessels nor pro-
vide uniform and reasonable safety margins for all geometries and
loadings. In the mid-1970s, the ASME formed a group to develop
rules for design of containment vessels under compressive stresses.
Most containment vessel designs are controlled by buckling either
caused by environmental loads such as earthquakes or caused by
specified operating dynamic pressures that generate vacuum con-
ditions. Most such loadings are nonaxisymmetric and nonuniform
in the axial direction, which results in nonuniform compressive
stresses that cannot be easily analyzed by the rules of NE-3133.
This recognition led to the need for a more complete and rigorous
set of rules. The ASME Task Force worked on such alternative
rules for several years, the result of which was Code Case N-284.
The rules of this Code Case were based mostly on the research
performed and papers published by Clarence Miller. The original
Code Case contained many typographical errors. These errors
were corrected, the Code Case was improved, and Revision 1 of
the Case was published.
Code Case N-284 covers many geometries that the rules of the
Code do not address, including ring- and/or stringer-stiffened
cylinders, one-way or two-way stiffened spherical shells and
formed heads, and torroidal/ellipsoidal shells. Many loadingsother than those addressed by the Code are also included, some of
which are overturning moment across the entire vessel cross sec-
tion, in-plane shear, unequal biaxial compressive stresses in
spherical shells and formed heads, and thermal stresses.
Interaction relationships are provided for evaluation of any com-
binations of loads for which allowables are included. The design
margin recommended in the Code Case for both the design condi-
tions and the Service Level A and B Limits is a uniform value of
2.0. For Service Level C Limits, this value may be reduced to
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 13
8/4/2019 ASME_Ch9_p001-024
14/24
14 Chapter 9
1.67; for Service Level D Limits, a value of 1.34 is recommended.
These design margins are lower than those of the Code rules and
reflect the more rigorous approach of the Code Case. Some addi-
tional safety margin is introduced into the rules by the fact that
the knockdown factors, which are used to develop the critical
buckling values, are based on the lower bound of the test data.
The use of these design margins (or factors of safety), as well as
the use of the Code Case as an alternative to the Code rules, must
be approved by the owner and the jurisdictional authority. The use
of the aforementioned design margins is controversial and has not
been universally accepted. However, the methodology of the Code
Case has been extensively used not only on containment vessels,
but also on many thin-shell structures such as storage tanks. The
use of the Code Case, especially if the proposed design margins
are used, will result in more economical designs either from less
shell thickness or from a smaller number of stiffeners. The size of
stiffeners will also be significantly smaller than that required by
the Code rules. The Code always uses an n of 2 to determine the
size of rings, whereas the Code Case recognizes the fact that rings
are tied to the shell and, as a result, are forced to buckle in a
greater number of nodes.
The Code Case has some general guidelines for the treatmentof the effect of openings on shell buckling. Based on experience
and test results, it is concluded that reinforced openings will not
deteriorate the buckling capacity of the shell as long as the open-
ing diameter does not exceed 10% of the shell diameter. The
effect of larger diameter openings must be considered in the
design report. The rules of the Code Case are limited to shells
with a radius-to-thickness ratio not greater than 1000 and a shell
thickness not less than in. For thinner shells, it is felt that geo-
metric nonlinear effects become significant and cannot be simply
accounted for in the design rules.
Some guidelines on performing stress analysis and bifurcation
analysis are also provided in the Code Case. One difficulty associ-
ated with performing theoretical buckling analysis is the fact that
the knockdown factors, reflecting the difference between perfect
shells and fabricated shells, need to be accounted for. Such fac-
tors, however, are different for different loadings. For a vessel
subject to combination of loadings, it would be difficult to deter-
mine the appropriate knockdown factor to apply to the theoretical
results for arriving at critical values. One suggestion to bypass
this problem is to apply the appropriate knockdown factor to each
loading component and then use such amplified loads for per-
forming the analysis. The resulting Eigenvalue is the design mar-
gin (safety margin) for the applied loading combination.
Some guidelines are also provided for the treatment of local
discontinuity membrane stresses. For compressive membrane
stresses that are not uniform along the axis of the shell, a conserv-
ative approach would be to assume that the maximum value is
applicable over the entire panel. This in certain cases can result in
overly conservative designs or in fact may be impractical to com-
ply with. An example of such a case is the circumferential mem-
brane stress generated at the fixed end of a cylindrical shell due totemperature increase. In fact, many cylindrical containment ves-
sels have a concrete flat bottom and are subject to a design tem-
perature condition. The fixity of the base in the radial direction
results in very large compressive circumferential membrane
stresses at the base. However, these stresses attenuate as the dis-
tance from the base is increased. The Code Case suggests that an
average value of membrane stress within a distance of from
the point of fixity be used for comparison with the hoop compres-
sion allowables. The reasoning is that a shell does not buckle at
1RT
14
one point, but rather that it will buckle over a distance of at least
one attenuation length. Even this proposed approach is very con-
servative, as the same restraint at the base that causes the high
stresses will stiffen the shell and prevent the formation of buckles
within a reasonable multiple of the attenuation distance. It would
not be difficult to perform a bifurcation analysis of such details,
which model the actual geometry and the calculated distribution
of stresses. Applicable knockdown factors will need to be applied
to the results to determine the critical value for a vessel fabricated
to the tolerances of the Code. The knockdown factors of the Code
Case are based on assuming that Code tolerances are met. If the
actual vessel imperfections are significantly less than those
allowed, credit may be taken for this fact and the higher values of
knockdown factor may be used. A flow chart at the end of the
Code Case N-284 directs the user through various steps needed to
establish the allowables and to demonstrate that interaction rela-
tionships for various loading combinations are met. Establishing
allowables for each individual load is rather straightforward
except for the case of shells stiffened in two directions. For such
shells, an energy approach is used, which may require a number
of iterations to solve. Because hand calculations would be very
tedious, a computer program for such shells is recommended. Theuse of interaction equations would also be very time consuming to
perform by hand and is best done by a computer program. To cre-
ate an economical design for a vessel that is designed for buckling
may involve a number of trials. There are trade-offs between shell
thickness and number of stiffeners, between the number of
stiffen-ers and the size of stiffeners, and between one-way and
two-way stiffening. There are no rules of thumb for such determi-
nations and factors as the unit cost of material versus fabrication
cost, possible need for post-weld heat treatment, shipping clear-
ances, and many others must be considered.
Since the introduction of the Code Case, a great deal of addi-
tional work has been performed by the PVRC and the ASME
Code Committee to develop more current and justifiable rules for
design of shell structures subject to buckling. The results of the
PVRC work are included in WRC Bulletin 406 [3]. The work of
this Bulletin and the recommendations therein have been used to
develop a set of Alternative Rules for the buckling design of
Section VIII vessels, Divisions 1 and 2. These alternative rules
were published in Code Case 2286. The alternative rules of the
Code Cases mostly provide higher stress allowables than those of
the Code, indicating that the Code rules are generally too conser-
vative. The alternative rules were put in the Code Case to provide
a trial period before they were incorporated into Section VIII.
These new rules are anticipated to be eventually adopted by
Section III as well. The buckling stress allowables of the alterna-
tive rules are based on theoretical buckling equations, which have
been reduced by knockdown factors, and on plasticity reduction
factors that are determined from tests (similar to the approach of
Code Case N-284). The allowable stresses are then calculated by
applying a design factor to the buckling stress. The design factors
provided by the Code Case range from 2.0, for stresses up to theproportional limit of the material, to 1.67 at yield stress. In addi-
tion to what is covered in the present Code, equations are provid-
ed for column buckling, which may be needed for tall, slender
vessels, for bending over the full cross section of cylindrical and
conical shells, for ring-stiffened cylinders and cones under axial
compression, for spherical shells and formed heads under nonuni-
form stress, and for combined loadings. (For more details on this
Code Case, see the chapter on Section VIII, Division 2.) Code
Case 2286, being based on theoretical buckling values being
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 14
8/4/2019 ASME_Ch9_p001-024
15/24
COMPANION GUIDE TO THE ASME BOILER & PRESSURE VESSEL CODE 15
reduced by knockdown factors based on test results, meets the
provisions of NE-3222 regarding the procedure. However, the
design margins of this Code Case do not meet NE-3222 and must
be adjusted. Case N-284-2 was published in 2007. This revision
corrects numerous errors, mostly in the design formulas, that were
published in N-284-1. Case 2286-1, for Section VIII, Division 1
and 2 applications, was published in 2001. Case N-759 was
copied from Case 2286-1, for use in nuclear applications, and was
published in 2007.
9.15 REINFORCEMENT OFCONE-TO-CYLINDER JUNCTION
Rules for reinforcement of cone-to-cylinder junctions are pro-
vided in Appendix XXII-1000. These rules are very similar to
those of Section VIII, Division 2, and they are applicable to
reducer sections where all elements have a common axis and the
half-apex angle does not exceed 60 deg. Criteria are provided for
determining the need for reinforcement at either end of the transi-
tion cone. A formula is given for calculating the required area of
reinforcement. Any excess material in the cone or cylinder, withincertain distance from the junction, may be counted as reinforce-
ment. Any additional area of reinforcement, which may be
required, must be located within a specified distance from the
junction. If the junction is to be considered as a line of restraint
for vessel external pressure design, a moment of inertia criteria
for the junction is to be met as well. These criteria are based on
ring buckling for a ring composed of the reinforcing element plus
the participating portions of the cone and cylinder. These are very
conservative criteria because they assume an isolated ring that
buckles into two nodes. The actual ring, being tied into the
adjoining shells, is forced into a higher number of nodes, requir-
ing more of an in-plane load to cause it to buckle. The criteria for
the required area at the junction are old and undocumented. More
justifiable rules for cone-to-cylinder reinforcement are being
developed by the PVRC.
For half-apex angles exceeding 60 deg. or whenever the designer
chooses, the design may be based on special analysis as an alter-
native to the rules discussed in the preceding paragraph. Such
special analysis can be easily performed by a shells-of-rev-olution
or finite element program. The calculated stresses at the junction
must meet all the stress allowables of Subsection NE. In such an
analysis, the effects of buckling must also be considered, in which
case a design margin of 3.3 on theoretical buckling pressure is
appropriate.
9.16 PLASTIC ANALYSIS
Some of the basic stress allowables may be relaxed if a plastic
analysis is performed. The rules for plastic analysis are specified
in NE-3228. The limits on local membrane stress intensity, primaryplus secondary stress intensity, thermal stress ratchet, and pro-
gressive distortion of nonintegral connections need not be satis-
fied if a plastic analysis is performed. The results of this analysis
are considered acceptable if shakedown occurs and if the defor-
mations do not exceed specified limits. The limits on local mem-
brane stress intensity and primary plus secondary stress intensity
may also be waived if it can be shown by limit analysis or by tests
that the specified loadings do not exceed two-thirds of the lower-
bound collapse load.
Another exemption to the basic stress allowables is the
Simplified ElasticPlastic Analysis procedure of NE-3228.3. This
provision allows exceeding the specified limit on the range of pri-
mary plus secondary stress intensity under certain conditions. The
limit must be satisfied with the exclusion of thermal bending.
However, the fatigue analysis is penalized by applying a factor to
the calculated peak stress intensity amplitude. The value of the
factor depends on the material as well as on the value of the
calculated range of primary plus secondary stress intensity. The jus-
tification for this provision stems from the fact that thermal bending
stresses have some attributes of peak stress. This exemption usually
does not have to be resorted to for the design of containment ves-
sels. However, for reactor vessels, because of more rapid tempera-
ture fluctuations and thicker sections, the thermal-bending stresses
are significant and the use of this provision is common.
9.17 DESIGN BY FORMULA
Rules for design by formula are provided in NE-3300. These
rules (which are similar to the design rules of Section VIII) are
applicable to the design loadings and Service Levels A and BLoadings if such loadings do not include substantial mechanical
or thermal loads. Substantial loads are defined as those that result
in stresses exceeding 10% of the primary stresses induced by the
design pressure. If the mechanical and thermal loads are substan-
tial, and also for Service Levels C and D, the rules for design by
analysis must be used. The allowable stresses to be used in these
formulas are 1.1 times the allowables for Section VIII, Division 1.
This will result in vessels with about 10% less wall thickness than
Section VIII, Division 1 vessels designed for the same conditions.
The design formulas for formed heads are the same as those for
Section VIII, Division 1. It is generally recognized that these rules
were developed on the basis of experience, rather than research.
For several years, work has been ongoing within both the PVRC
and the ASME Code Committee to update these rules. Two ellip-
soidal head models were tested for the PVRC by Praxair, and
many analytical studies were performed by Professor Kalnins.
Some of this work was published in WRC Bulletin 414 [4]. Based
on this work, Code Cases 2260 and 2261 were developed for
Divisions 1 and 2 of Section VIII. These Cases were issued for a
trial period before they were incorporated into the ASME Codes.
These alternative rules result in generally less thickness require-
ments, but for a few materials, they require a greater thickness
than that of the existing rules.
9.18 OPENINGS
For an opening in a vessel or vessel part not in cyclic service,
the area replacement rules of NE-3330 are allowed in lieu of an
analysis. The same applies to openings in vessels or parts, which
are subject to cyclic service but can be rendered exempt fromdetailed fatigue analysis by the rules of this subsection. The area
replacement rules are similar to those of Section VIII, Division 2
prior to the 2007 Edition, with some of the features of Division 1
also included. These rules assure that the collapse pressure of the
opening area is at least the same as that for the unpenetrated
portion of the shell. However, no conclusions may be drawn regard-
ing the fatigue resistance of the intersection and nozzle attach-
ment details. The fatigue exemption rules are based on assuming
the highest fatigue strength reduction factor consistent with the
ASME_Ch09_p001-024.qxd 8/13/08 4:19 PM Page 15
8/4/2019 ASME_Ch9_p001-024
16/24
16 Chapter 9
details allowed. Meeting these conservatively derived rules ensures
that the opening area is safe from a fatigue standpoint.
For a vessel or vessel part in cyclic service that does not meet
the fatigue exemption rules, the limits on primary and secondary
stresses need to be met and a fatigue analysis must be performed
in the vicinity of the openings. The primary stress limits may be
considered satisfied if the area replacement rules are met. The
limits on primary plus secondary stresses may also be considered
satisfied if, in the vicinity of the opening, the stress intensity
resulting from external nozzle loads and thermal effects is shown
to be less than 1.5 times the basic stress allowable. This rule is
based on the assumption that the pressure-induced stresses in this
vicinity are limited to 1.5 times the basic stress allowable by
meeting the area replacement rules. This would ensure that the
sum of stresses from pressure, external loadings, and thermal
effects will meet the limit of 3.0 times the basic stress allowable.
If a fatigue analysis is required in the vicinity of the opening, the
peak stresses may be determined by one of three acceptable meth-
ods. The first method is the use of analytical techniques, such as
finite element programs. If this method is used, all loadings need
to be included and the mesh needs to be fine enough to produce
the maximum peak stresses; generating an adequate mesh may bedifficult, particularly in welded areas. The second method allowed
is experimental stress analysis, which is based on the use of data
from experiments. If this option is chosen, the requirements of
Appendix II must be followed and met. The third method is the
stress index method, which is based on the use of available ana-
lytical results and test data in the creation of indices to be applied
to the nominal shell stresses. The term stress index is defined as
the ratio of the stress component under consideration to the com-
puted stress component in the unpenetrated shell. Stress indices
are provided for pressure loading, for a limited range of geometric
parameters, in this Code. For geometries not covered in Subsection
NE and for loadings other than pressure, such indices may be inde-
pendently determined and used. However, the Code does not pro-
vide guidelines on the extent of analytical and/or test results that
are required to establish indices for a range of geometries.
9.19 BOLTED FLANGE CONNECTIONS
Rules for bolted flange connections are provided in Appendix
XI. These rules are applicable to Class 2 and Class 3 components
as well as to Class MC vessels. The design rules only provide for
hydrostatic end loads and gasket-seating loads, and are very simi-
lar to those of Section VIII. A discussion of design considerations
for bolted flange connections is included in Appendix XII. This
Mandatory Appendix is very similar to a Non-Mandatory
Appendix in Section VIII, which provides suggestions for consid-
eration. Only circular flanges designated Class RF (raised face)
are covered by the rules of Appendix XI. Rules for Class FF (flat
face) flanges are provided in Non-Mandatory Appendix L. The
design rules in Appendix XI are used primarily for internal pres-sure, but some rules are also provided for external pressure.
Designing a flange involves the selection of the gasket material,
type, and dimensions; flange facing; bolting; hub proportions;
flange width; and flange thickness. It is recommended that bolted
flange connections conforming to the standards listed in
Subsection NE be used rather than customized designed flanges.
Such standard flanges are usually more economical not only
because of the lack of involvement in the design effort, but mainly
because standard flanges are smaller cross-sectionally than
designed flanges. It is commonly recognized that most standard
flanges do

![024 024 024 024 024 024 024 024 024 024 024 024 024 024 ... · V 030f-~ 034y. \" _4:3 1 E E 030 3 I "'~-='\»¥_.;. 030-:"'* 7 030 E]uzmPLATE-CHARCOAL FINISH EEIZ PRECAST concnm-mwxmcuancousum](https://img.pdfslide.us/doc/110x75/5f5b5133881fc8234a1a6813/024-024-024-024-024-024-024-024-024-024-024-024-024-024-v-030f-034y-.jpg)