Embed Size (px)
Citation preview
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.1
By
L. M. WaganerThe Boeing Company
With support from D. A. Deuser, K. T. Slattery, and G. W. Wille of The Boeing Company
F. Arcella and B. Cleveland of AeroMet Corporation
US/Japan Workshop on Fusion Power Plant StudiesAnd Advanced Technologies
San Diego
16 -17 March 2000
New, Ultra-Low Cost Fabrication Methods
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.2
Background• Fusion power core hardware is estimated to be too
expensive (e.g., experiments and commercial plants)
• Boeing and other aerospace firms are currently funding advanced fabrication processes of titanium aircraft parts, which promise significant material and labor savings.
• Boeing has evaluated the application of these innovative fabrication technologies to fusion components
Laser or Plasma Arc Forming
Spray CastingSpecifically:
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.3
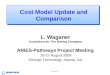
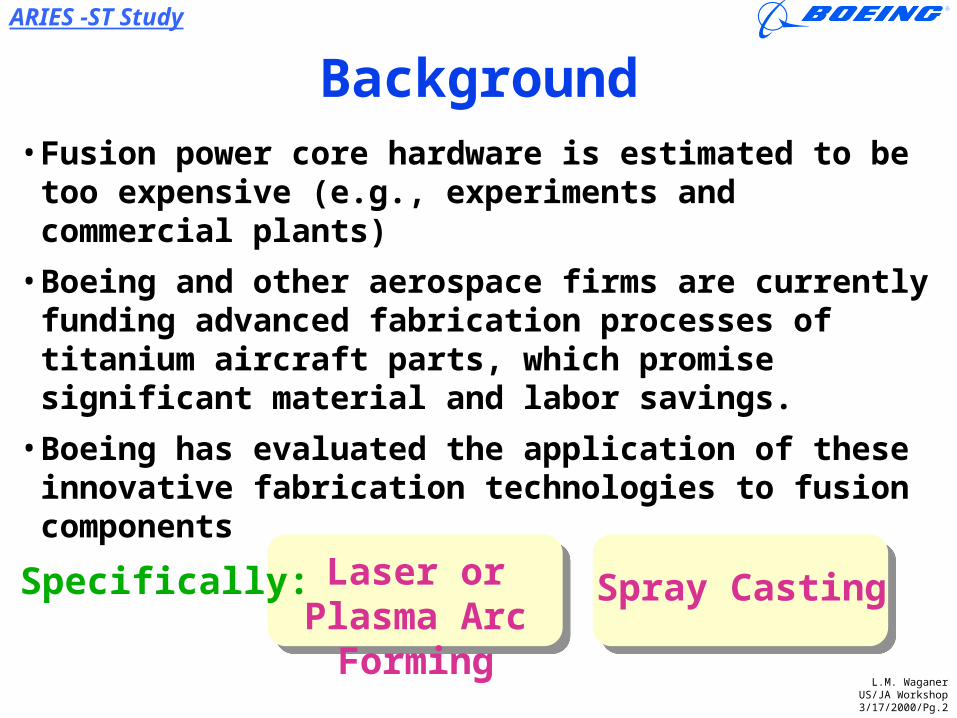
There are four distinct components:
• Centerpost
• Upper half section down to the bus bar connection
• Middle section from bus bar to maintenance break
• Lower section that is removed during maintenance actions
Elevation View of ARIES-ST Power CoreThis elevation view is the basis for the engineering cost estimate of the TF coil system.
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.4
Key Engineering Decisions That Influenced the Fabrication Process
• The copper centerpost will be cooled with single-pass, low-temperature, water cooling.
• The TF return conductor will be a shell (as opposed to discrete legs) to minimize field ripple.
• Aluminum was chosen as the outer shell conducting material to help reduce the weight and cost. The shell thickness is adjusted for proper coil resistance and recirculating power losses.
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.5
Problem Statement:
Thick Aluminum Return Conductor• The thick return conductor shells are difficult to form and weld• Multiple welds would require substantial tooling and heat
treatments to control warping
Conventional TF coil fabrication is too expensiveWater-Cooled Copper Centerpost• Long copper stock (30 m) would be difficult to obtain• Coolant passages suggest wedges with machined or rolled slots• Multiple welds the length of the centerpost are costly to
do/inspect and may induce warping• Would like to fabricate in factory with tooling, but shipping
851,000 kg centerpost would be difficult and costly
Fabrication of all parts would be labor intensive!
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.6
Revolutionary Fabrication TechniquesMay Significantly Reduce Cost
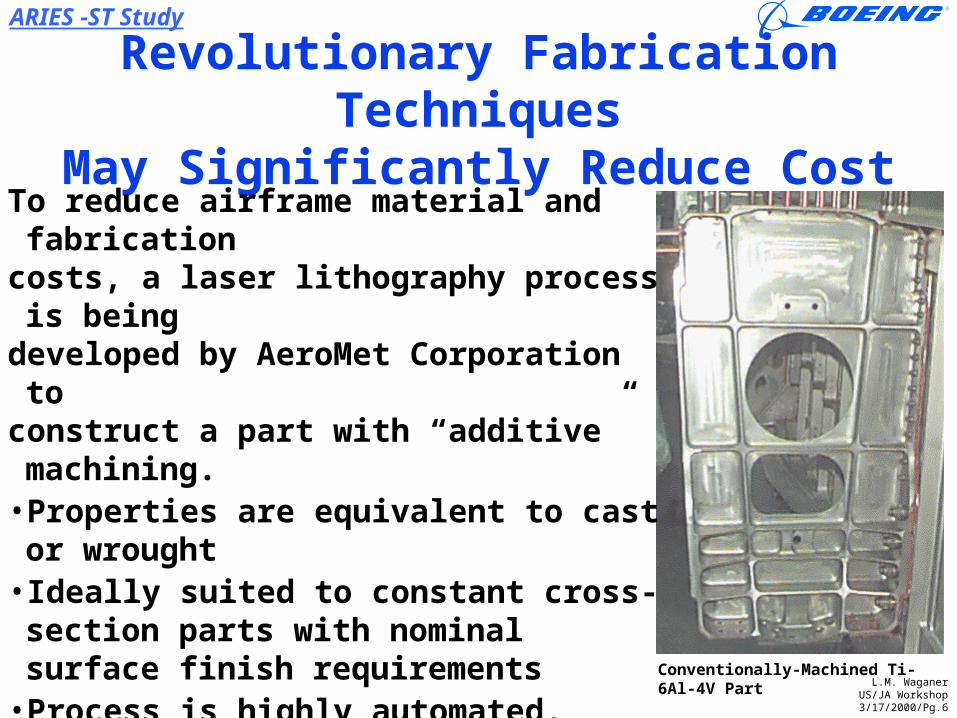
To reduce airframe material and fabrication costs, a laser lithography process is being developed by AeroMet Corporation to construct a part with “additive” machining. • Properties are equivalent to cast or wrought• Ideally suited to constant cross-section parts
with nominal surface finish requirements• Process is highly automated, hence minimal
labor cost• Fabrication of titanium components (at right)
using this process is being evaluated for use on Boeing products
Conventionally-Machined Ti-6Al-4V Part
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.7
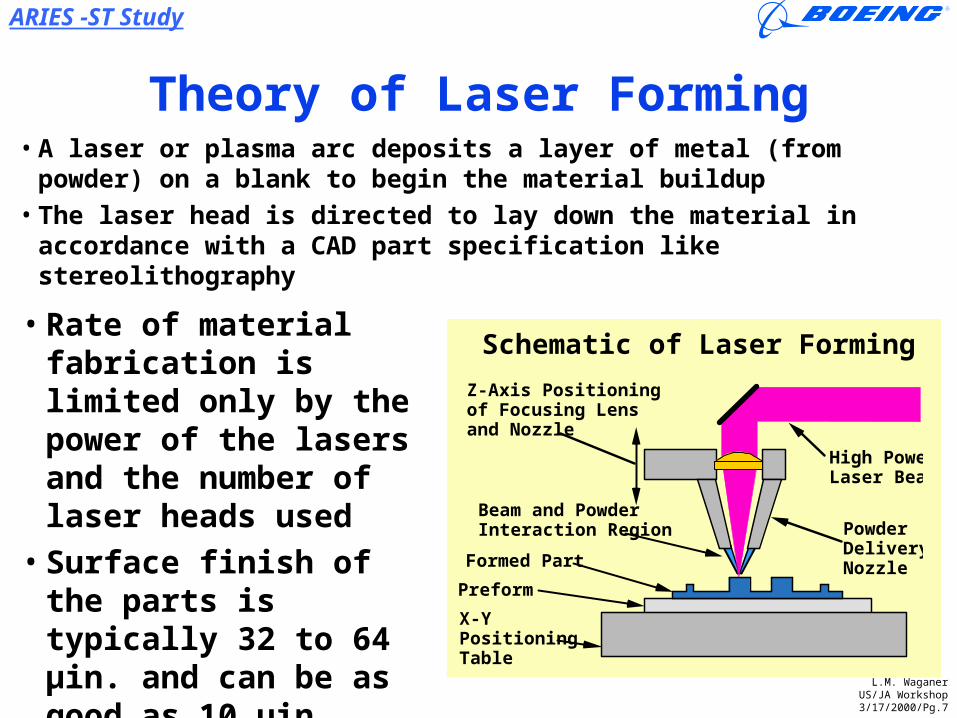
Theory of Laser Forming• A laser or plasma arc deposits a layer of metal (from powder) on
a blank to begin the material buildup
• The laser head is directed to lay down the material in accordance with a CAD part specification like stereolithography
• Rate of material fabrication is limited only by the power of the lasers and the number of laser heads used
• Surface finish of the parts is typically 32 to 64 µin. and can be as good as 10 µin.
Beam and PowderInteraction Region
Z-Axis Positioningof Focusing Lensand Nozzle
High PowerLaser Beam
PowderDeliveryNozzle
X-YPositioningTable
Preform
Formed Part
Schematic of Laser Forming Process
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.8
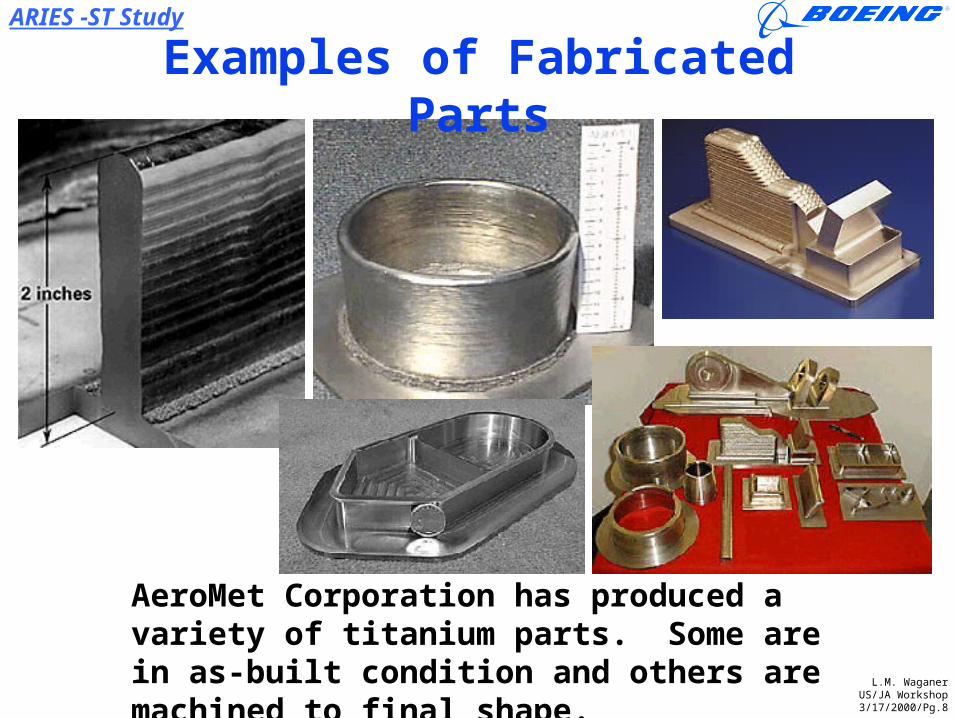
Examples of Fabricated Parts
AeroMet Corporation has produced a variety of titanium parts. Some are in as-built condition and others are machined to final shape.
ARIES -ST Study
L.M. WaganerUS/JA Workshop
3/17/2000/Pg.9
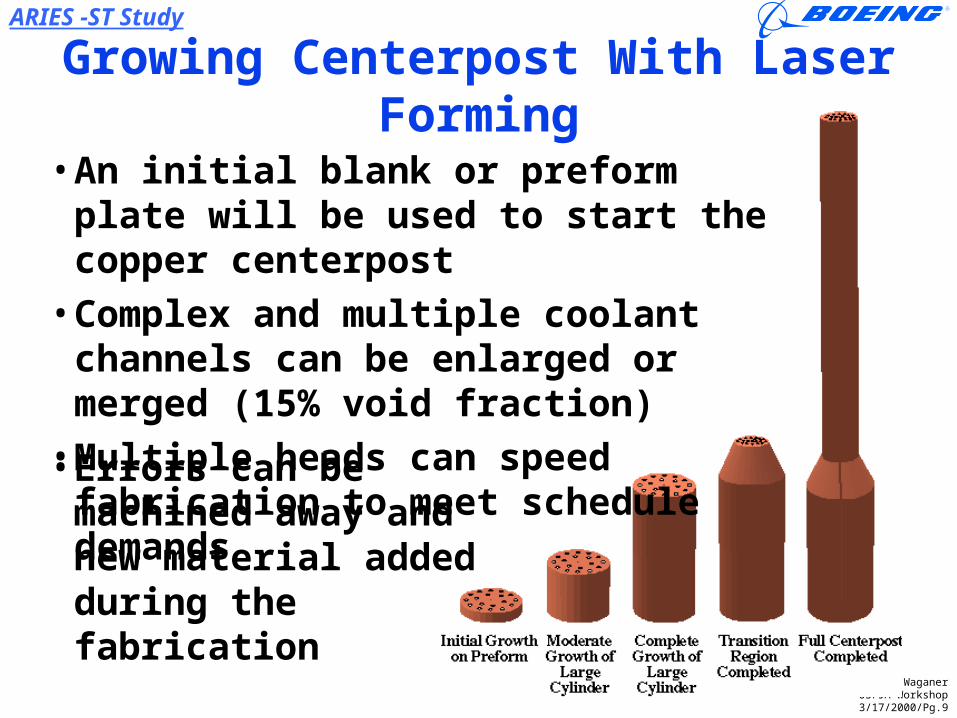
Growing Centerpost With Laser Forming
• An initial blank or preform plate will be used to start the copper centerpost
• Complex and multiple coolant channels can be enlarged or merged (15% void fraction)
• Multiple heads can speed fabrication to meet schedule demands
• Errors can be machined away and new material added during the fabrication
ARIES -ST Study
L.M. WaganerUS/JA Workshop 3/17/2000/Pg.10
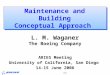
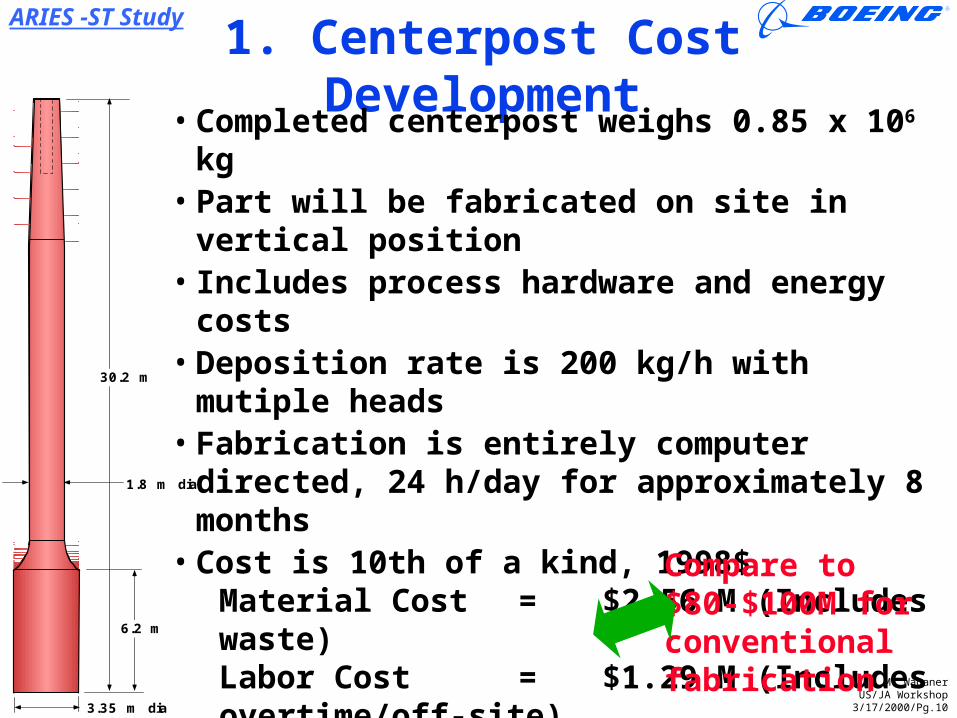
1. Centerpost Cost Development• Completed centerpost weighs 0.85 x 106 kg • Part will be fabricated on site in vertical position• Includes process hardware and energy costs• Deposition rate is 200 kg/h with mutiple heads• Fabrication is entirely computer directed, 24 h/day for
approximately 8 months• Cost is 10th of a kind, 1998$
Material Cost = $2.56 M (Includes waste)Labor Cost = $1.29 M (Includes overtime/off-site)Energy Cost = $0.09 MProcess Hrdwr = $1.18 MContingency = $1.02 MFees = $0.74 M Total Cost = $6.88 M Unit Cost = $8.1/kg
30.2 m
3.35 m dia
1.8 m dia
6.2 m
Compare to $80-$100M forconventional fabrication
ARIES -ST Study
L.M. WaganerUS/JA Workshop 3/17/2000/Pg.11
Spray Casting Is Attractive Fabrication Process for Outer TF Shell
• Molten alloy metals just above melting point are atomized and sprayed onto a preform to fabricate the part
• Fast deposition rates (0.5 kg/s/head with 4 heads)
• Minimal labor required with computer control
• Detail is less than laser forming (probably will need final machining on mating parts)
• Stainless steel coolant tubes can be embedded
ARIES -ST Study
L.M. WaganerUS/JA Workshop 3/17/2000/Pg.12
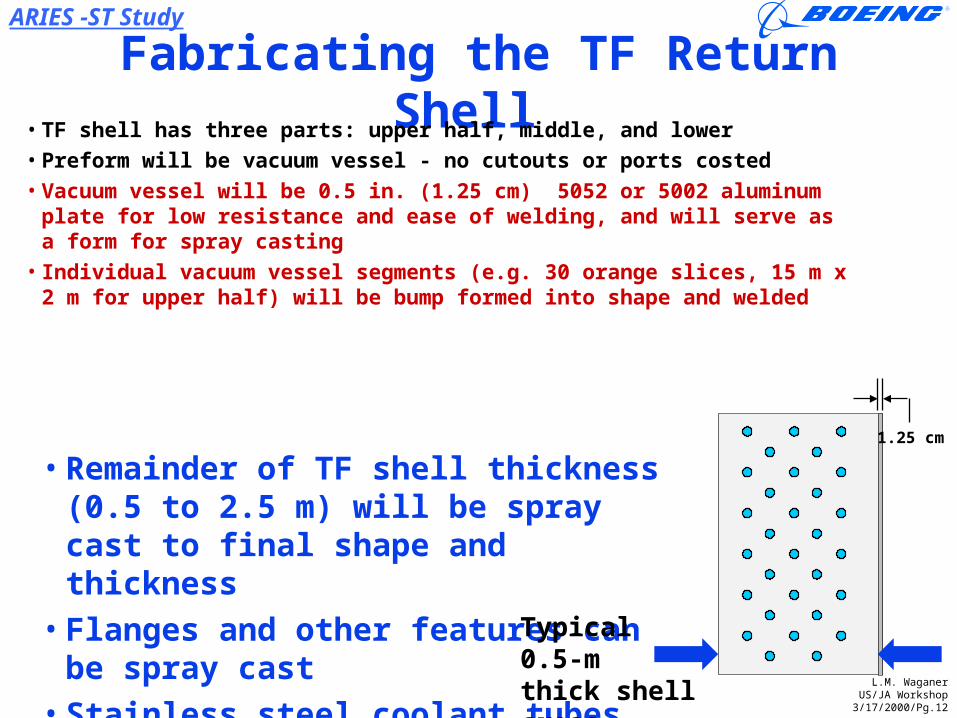
Fabricating the TF Return Shell • TF shell has three parts: upper half, middle, and lower• Preform will be vacuum vessel - no cutouts or ports costed• Vacuum vessel will be 0.5 in. (1.25 cm) 5052 or 5002 aluminum plate for low
resistance and ease of welding, and will serve as a form for spray casting• Individual vacuum vessel segments (e.g. 30 orange slices, 15 m x 2 m for
upper half) will be bump formed into shape and welded
• Remainder of TF shell thickness (0.5 to 2.5 m) will be spray cast to final shape and thickness
• Flanges and other features can be spray cast
• Stainless steel coolant tubes will be embedded in spray cast material Typical 0.5-m
thick shell cross-section
1.25 cm
ARIES -ST Study
L.M. WaganerUS/JA Workshop 3/17/2000/Pg.13
2. Vacuum Vessel Cost Development
• Conventional fabrication of “thin” aluminum shell– Bump-formed segments welded into full shells– Verify vacuum integrity
• Fabrication CostMaterial Cost = $0.29 MLabor Cost = $2.31 MContingency = $0.50 MFees = $0.36 M Total Cost = $3.39 M Unit Cost = $85.2/kg
This unit cost is representative of
conventional fabrication
ARIES -ST Study
L.M. WaganerUS/JA Workshop 3/17/2000/Pg.14
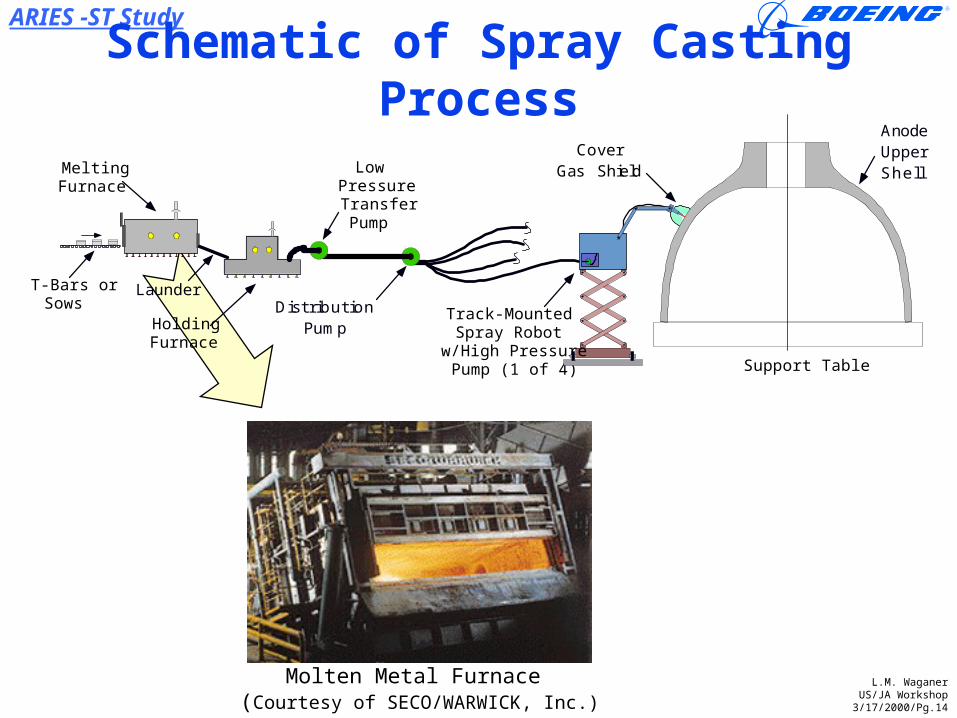
Schematic of Spray Casting Process
Support Table
T-Bars orSows
MeltingFurnace
HoldingFurnace
LowPressureTransfer
Pump
Track-MountedSpray Robot
w/High PressurePump (1 of 4)
CoverGas Shield
LaunderDistribution
Pump
AnodeUpperShell
Molten Metal Furnace (Courtesy of SECO/WARWICK, Inc.)
ARIES -ST Study
L.M. WaganerUS/JA Workshop 3/17/2000/Pg.15
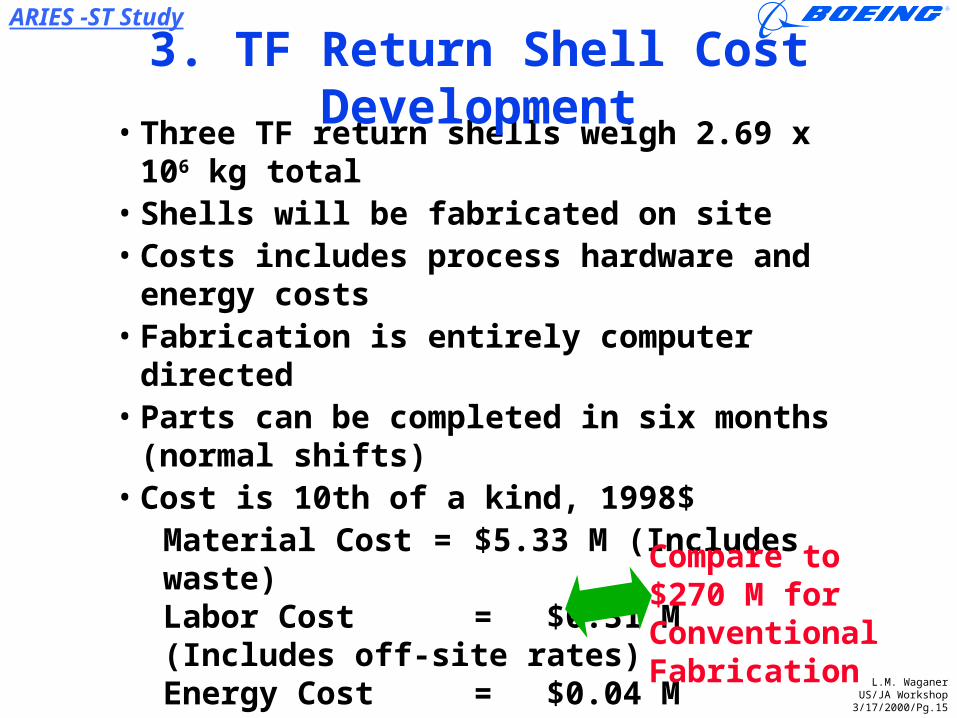
• Three TF return shells weigh 2.69 x 106 kg total • Shells will be fabricated on site• Costs includes process hardware and energy costs• Fabrication is entirely computer directed• Parts can be completed in six months (normal shifts)• Cost is 10th of a kind, 1998$
Material Cost = $5.33 M (Includes waste)Labor Cost = $0.31 M (Includes off-site rates)Energy Cost = $0.04 MProcess Hwdr = $4.03 M (Vendor quotes)Contingency = $1.94 MFees = $1.40 M Total Cost = $13.05 M Unit Cost = $4.85/kg
3. TF Return Shell Cost Development
Compare to $270 M forConventional Fabrication
ARIES -ST Study
L.M. WaganerUS/JA Workshop 3/17/2000/Pg.16
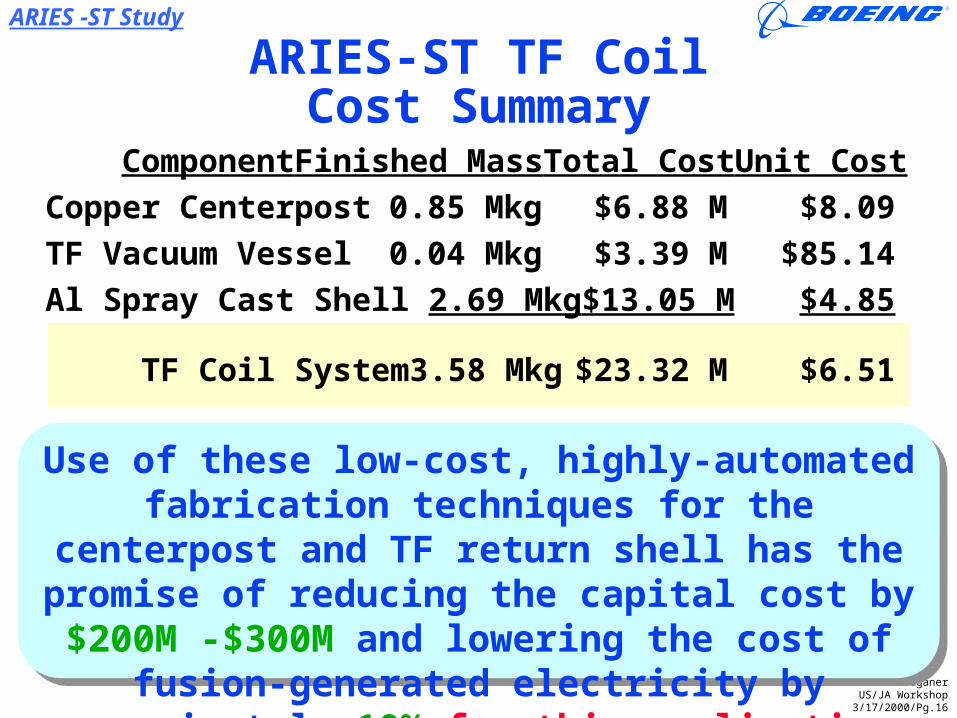
Component Finished Mass Total Cost Unit Cost
Copper Centerpost 0.85 Mkg $6.88 M $8.09
TF Vacuum Vessel 0.04 Mkg $3.39 M $85.14
Al Spray Cast Shell 2.69 Mkg $13.05 M $4.85
TF Coil System 3.58 Mkg $23.32 M $6.51
Use of these low-cost, highly-automated fabrication techniques for the centerpost and TF return shell has the
promise of reducing the capital cost by $200M -$300M and lowering the cost of fusion-generated electricity by
approximately 10% for this application.
ARIES-ST TF CoilCost Summary