Embed Size (px)
Citation preview

ORIGINAL PAPER
Aqueous-Phase Processing of Bio-oil Model CompoundsOver Pt–Re Supported on Carbon
Jie Fu • Sikander H. Hakim • Brent H. Shanks
Published online: 28 March 2012
� Springer Science+Business Media, LLC 2012
Abstract The aqueous-phase processing (APP) of bio-
mass-derived bio-oil model compounds such as ethanol,
acetaldehyde, formic acid and acetic acid over Pt–Re/C
was examined. For the APP of ethanol at 250 �C, the
product distribution was determined and quantified. H2,
CO2, CH4, C2H6, acetaldehyde, ethyl ether, ethyl acetate,
acetic acid were found to be primary products and C3H8,
methanol, butanol and acetal were found to be minor
products. By also exploring the product distributions of
acetaldehyde, acetic acid and formic acid under APP
conditions with the Pt–Re/C, the reaction network associ-
ated with the APP conversion of ethanol was determined.
Using this reaction network, flux analysis was performed
on the ethanol reaction system to determine the reaction
pathway and relative rates (v1–v8) for each step. From this
analysis, it was found that the dehydrogenation of the
ethanol was the most active reaction in the reaction system.
Keywords Aqueous-phase processing � Biomass �Ethanol � Pt–Re/C � Flux analysis
1 Introduction
Diminishing petroleum resources combined with environ-
mental concerns related to fossil fuels are making it increas-
ingly important to explore the potential of renewable fuels
from biomass. Lignocellulosic biomass, including trees,
grasses, energy crops and agricultural wastes, is in principle
a low-cost and abundant form of biomass [1] and bio-oil
derived from lignocellulosic biomass is a relatively inex-
pensive liquid fuel [2]. However, the bio-oil has limited
viability in its as-produced form due to its high content of
oxygenated species, which includes various acids, alcohols,
aldehydes, ketones, sugars, guaiacols, syringols furans, and
furfurals [3, 4]. These species can be divided into water
soluble and insoluble compounds, with the water soluble
species coming primarily from the carbohydrate portion of
the biomass. The soluble portion typically accounts for
about 60 wt% of bio-oil and has higher oxygen content [1],
so processing this fraction is a critical issue for upgrading
bio-oil to higher quality fuels.
The utilization of aqueous-phase processing (APP) was
first reported by Dumesic and co-workers [5, 6] for the
conversion of sugars and polyols to targeted hydrogen and
alkanes. An advantage of this approach was that targeted
products could be selectively produced by carefully con-
trolling the chemistry occurring in the aqueous phase. The
initial work in APP, which was termed aqueous phase
reforming, focused on the generation of hydrogen from
carbohydrates and their derivatives. This reaction was
generally catalyzed by Group VIII metals catalyst [5–18],
since these metals generally have higher activities for
breaking C–C bonds [19, 20]. In particular, Pt, Ni and Ru
exhibited high activities for the reforming reaction with Pt
and Pd yielding relatively high selectivity for the produc-
tion of H2. However, the activity of a Pt catalyst was low
when reaction temperatures were decreased below 570 K
[21]. Subsequently, a carbon-supported Pt–Re catalyst was
found to give high activity, stability, and selectivity to H2/
CO at relatively low temperatures [22], which was utilized
to convert glycerol into synthesis gas [21, 23, 24].
Recently, Dumesic and co-workers [25] applied the Pt–Re/
J. Fu � S. H. Hakim � B. H. Shanks (&)
Department of Chemical and Biological Engineering, Iowa State
University, 2114 Sweeney Hall, Ames, IA 50010, USA
e-mail: [email protected]
123
Top Catal (2012) 55:140–147
DOI 10.1007/s11244-012-9784-4

C to the conversion of sorbitol resulting in the production
of mono-functional hydrocarbons such as alcohols,
ketones, carboxylic acids, and heterocycles, which could be
used as reactive intermediates for fine chemicals and
polymers. They also proposed several approaches to
upgrade the monofunctional hydrocarbons to longer-chain
alkanes via ketonization, aldol condensation, hydrogena-
tion, and dehydration.
The soluble portion of bio-oil is known to contain var-
ious carbohydrates and their derivatives (Table 1 [1])
containing multiple oxygen-containing functional groups.
As such, the Pt–Re/C catalyst could be a good candidate
for converting the soluble portion of bio-oil to mono-
functional hydrocarbons that could be further upgraded.
However, the chemical complexity of this soluble portion
will result in a myriad of reactions when APP is applied.
Additionally, it would be desirable for the mono-functional
molecules present in the soluble bio-oil fraction to be less
reactive than those with multiple functional groups, so that
these molecules would not be converted. To determine
whether conversion of the soluble bio-oil fraction could be
accomplished with selective production of mono-functional
molecules there is a need to perform model compound
studies to understand the relative rates of the reactions that
could occur during the application of APP. Due to the large
number of species present in the soluble portion of bio-oil,
model compound studies in which simple to progressively
more complex molecules are examined create a systematic
basis for understanding the efficacy of applying APP to
bio-oil.
In the current study, ethanol, acetaldehyde, formic acid
and acetic acid were selected as the initial model com-
pounds. Although they represent some of the mono-func-
tional compound targets, the testing of them will provide
the necessary reactivity basis information needed to
advance to the more complicated multi-functional
compounds such as hydroxyacetaldehyde, hydroxyacetone,
furfural, and levoglucosan.
2 Experimental Section
2.1 Materials
Ethanol was obtained from Decon Labs Inc. Acetaldehyde
and acetal were obtained from Acros Organics and formic
acid, acetic acid, ethyl ether, ethyl acetate and butanol from
Fisher Chemical. The chemicals used to synthesize the
catalyst, H2PtCl6�6H2O and HReO4 and carbon black
(Vulcan, CV-XC72R) were obtained from Strem Chemi-
cals and Clean Fuel Energy, LLC, respectively. All of the
chemicals were used as received. Deionized water was
prepared in house.
2.2 Preparation and Characterization of Catalyst
5 % Pt–Re/C was prepared by incipient wetness impreg-
nation of carbon black with equimolar aqueous solutions of
H2PtCl6�6H2O and HReO4. The support was dried in air for
12 h at 110 �C before impregnation, and 4.5 g of solution
was used for each gram of the carbon support. The catalyst
was dried at 110 �C for 12 h in air after impregnation. The
ratio of Pt versus Re used was 1:1 [23].
Surface area, pore volume and the pore size distribution
of the catalyst were determined by N2 physisorption at
77 K with a Micromeritics ASAP 2020 instrument. A 0.1 g
catalyst sample was degassed at 100 �C for 5 h prior to
analysis. Table 2 shows the textural properties for the
catalyst as synthesized, after reduction and after use in the
reaction. The total number of surface metal atoms and
concomitant metal dispersion were determined from H2
chemisorption using a Micromeritics AutoChem II 2920. A
0.03 g catalyst sample was placed into a U-tube and
reduced at 450 �C in a hydrogen flow of 50 cm3/min for
2 h prior to analysis. The stoichiometric ratios used for
H/Pt and H/Re was both 1. The measured surface metal
atoms and metal dispersion were found to be 11 lmol/g
and 2.1 %, respectively.
Table 1 Composition of bio-oil
aqueous portion [1]Component Range
(wt%)
Formic acid 4–8
Acetic acid 8–12
Hydroxyacetaldehyde 5–10
Hydroxyacetone 8–12
Furfural 2–5
2-Furanone 2–5
Glucose 15–20
Levoglucosan 15–20
Guaiacol 4–8
Water 15–20
Table 2 Textural properties for the Pt–Re catalyst as synthesized and
after reduction and reaction
Catalyst BET SA
(m2/g)
BJH PV
(cc/g)
Pore
size (nm)
As synthesized 110 0.39 32–65
After reduction 140 0.38 37–60
After reaction 102 0.29 30–64
Top Catal (2012) 55:140–147 141
123

2.3 Experimental Procedure
APP was performed at 250 �C in a stainless steel, high pres-
sure batch reactor with a volume of 114 mL (Autoclave
Engineers), equipped with an electrical heating jacket, a gas
inlet, a thermocouple, a gas sample outlet, a liquid sample
outlet and a mechanical stirrer. Prior to reaction, in situ
reduction of catalyst within the reactor was carried out at
450 �C for 3 h in a hydrogen flow of 300 cm3/min. After the
reduction process, nitrogen was flowed through the reactor at
800 cm3/min for 20 min to remove any residual hydrogen.
The reactant solution of 59 mL was placed in the injector and
degassed using high-purity nitrogen from a cylinder. After
injecting the reactant solution into the reactor, the system
pressure was increased to 2 MPa using high-pressure nitrogen
from a cylinder. After the temperature inside the reactor had
reached the desired reaction temperature, the mechanical
stirrer was turned on which corresponded to t = 0. Samples
were collected at specific batch reaction times.
2.4 Sampling and Analysis
For a liquid sample, 2–3 mL samples were collected after
1 mL of solution had first been vented to purge the sample
line. The sample was filtered to remove particulate and
then diluted to a suitable concentration for analysis. The
sample was analyzed quantitatively using a GC-FID (Ag-
ilent 7890A) with a FID detector employing the external
reference method. The column used was Agilent DB824
(30 m 9 320 lm 9 1.8 lm). 0.2 lL of the sample was
injected onto the column using a split ratio of 30:1. Both
the injector and detector temperatures were set at 300 �C.
The oven temperature was held at 40 �C for 5 min and then
ramped to 120 �C (10 �C/min). Peaks were identified by
comparison of their retention times with those of standard
solutions of the pure compounds, and identities were con-
firmed using a GC/MS (Agilent 7890A/5975C).
Total organic carbon (TOC) in the liquid phase was
determined using a TOC/TN Analyzer (FormacsHT/TN). For
the analysis, a 2.5 mL sample was diluted in a 25 mL
volumetric flask by deionized water. The following oper-
ating conditions were used, a TC temperature of 680 �C,
injection volume of 25 lL and an air flow of 150 mL/min.
For gas samples, an amount of gas, which corresponded to
about a 3 bar drop in reaction pressure, was vented to purge
the sample line. Then, the same amount of gas was collected
using an airbag. The gas sample in the airbag was quantita-
tively analyzed using a SRI GC8610C equipped with TCD
and FID detectors. The detector temperatures for the TCD and
FID were set at 150 and 380 �C, respectively. The oven
temperature was held at 30 �C for 5 min and then ramped to
150 �C (15 �C/min). Peaks were identified by comparison of
their retention times with pure gases.
3 Results and Discussion
3.1 Distribution and Carbon Balance of Products
Given in Table 3 is the product distribution found for the
APP of ethanol using the standard reaction conditions with
and without the presence of the catalyst. The standard
deviations were determined from two replicate experi-
ments. The reactions were carried out with an ethanol
concentration of 25 wt%, a catalyst loading of 0.1 g, a
reaction temperature of 250 �C, a stirring rate of 750 rpm,
and a reaction time of 6 h. The results showed that H2,
CO2, CH4, C2H6, acetaldehyde, ethyl ether, ethyl acetate,
acetic acid were the main products from the reaction with
C3H8, methanol, butanol and acetal also observed but as
minor products. The yields of nearly all of the products
were quite low in the experiments without the catalyst with
the primary exception of acetaldehyde, which was found at
higher yield than was observed in the presence of the
catalyst. The blank experiments had carbon balances of
95 % and the experiments with the catalyst had carbon
balances of about 90 %. For further confirmation of the
carbon balance determined from quantifying the individual
species, the TOC in the liquid phase was determined. The
calculated carbon percent in the liquid phase by TOC plus
the calculated carbon percent in the gases as determined by
SRI GC was 88 %, which was quite similar to the carbon
Table 3 The product distribution (carbon mol%) resulting from APP
of ethanol
Blank (6 h) Pt–Re/C (6 h)
Gas products
H2a 1.0 ± 0.2 13.3 ± 1.9
CO – 0.09 ± 0.03
CO2 0.014 ± 0.002 1.6 ± 0.6
CH4 0.002 ± 0.0001 2.2 ± 0.6
C2H6 0.001 ± 0.0007 0.38 ± 0.09
C3H8 0.0004 ± 0.00004 0.02 ± 0.01
Liquid products
Acetaldehyde 1.32 ± 0.06 0.37 ± 0.07
Methanol 0.05 ± 0.01 0.08 ± 0.04
Ethyl ether 1.05 ± 1.09 2.1 ± 0.3
Ethyl acetate 0.08 ± 0.02 1.8 ± 0.3
Acetic acid 0.03 ± 0.01 3.5 ± 0.6
Butanol 0.02 ± 0.001 0.06 ± 0.02
Acetal 0.03 ± 0.003 0.03 ± 0.01
Reactant
Ethanol 92.1 ± 0.7 77.1 ± 1.8
Total 94.7 ± 0.9 89.4 ± 1.0
a The molar yield of H2 is calculated as the number of the moles of
H2 divided by the initial number of the moles of ethanol loaded into
the reactor
142 Top Catal (2012) 55:140–147
123

balance via the GC characterization. Therefore, about 10 %
of the carbon was not identified in the liquid and gas. One
source of this carbon lost could be coking or absorption of
compounds onto the supported carbon. The re-usability of
Pt–Re/C for a second cycle was investigated. The con-
version of ethanol over the recovered catalyst was 26 %,
which was very close to the conversion over the fresh
catalyst (22.9 ± 1.8 %) indicating good activity mainte-
nance for the catalyst.
3.2 Effect of Stirring Rate on the Reaction
Figure 1 shows the effect of stirring rate on the APP of
ethanol. The error bars in Fig. 1 represent standard devia-
tions as determined from two replicate experiments. The
reactions were carried out at a temperature of 250 �C, an
initial ethanol concentration of 25 wt%, an initial pressure
of 20 bar, and a reaction time of 6 h. The ethanol con-
version and the yields of most products are similar at 600,
750, 900 rpm, which indicated that the catalyst, solvent and
reactants were mixed well at stirring rates above 600 rpm.
3.3 Effect of Initial Pressure on the Reaction
Figure 2 shows the effect of the initial reaction pressure on
ethanol APP. The error bars in Fig. 2 represent standard
deviations as determined from two replicate experiments. The
reactions were performed at a temperature of 250 �C, an initial
ethanol concentration of 25 wt%, a catalyst loading of 0.1 g, a
stirring rate of 750 rpm, and a reaction time of 6 h. As with
stirring rate, the effect of initial pressure on ethanol conversion
and the product yields was not seen to be significant. This
result suggested that the presence of N2 did not affect the gas–
liquid chemical equilibrium between the species in the gas and
liquid phase.
3.4 Effect of Catalyst Loading on the Reaction
Figure 3 shows the effect of catalyst loading on the APP of
ethanol with the error bars representing the standard devia-
tions as determined from two replicate experiments. The
reactions were carried out at a temperature of 250 �C, an
initial ethanol concentration of 25 wt%, an initial pressure of
20 bar, a stirring rate of 750 rpm, and a reaction time of 6 h.
Neither the conversion of ethanol nor the product yields were
found to increase proportionally with the increase of catalyst
loading. However, the yields of CH4 and C2H6 were found to
significantly increase with catalyst loading.
3.5 Effect of Ethanol Concentration on the Reaction
Figure 4 shows the effect of initial ethanol concentration
on the APP reactions. The reactions were carried out at the
same base conditions as discussed above with only the
initial ethanol concentration being varied and the catalyst
loading being held at 0.2 g. The ethanol conversion and H2
yield were found to decrease significantly with increasing
ethanol concentration with the yields of CH4, CO2, CO and
(a)
(b)
(c)
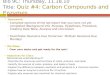
Fig. 1 Effect of stirring rate on ethanol APP at 250 �C. a Ethanol
conversion and H2 molar yield: (filled diamond) H2 molar yield; (opensquare) ethanol conversion. b Major product yields: (filled diamond)
ethyl ether; (open square) ethyl acetate; (filled triangle) acetic acid;
(open triangle) CO2; (filled square) CH4. c Minor product yields:
(filled diamond) acetaldehyde; (open square) methanol; (filledtriangle) butanol; (open triangle) acetal; (filled square) C2H6; (opendiamond) C3H8; (times) CO
Top Catal (2012) 55:140–147 143
123

methanol also decreasing. In contrast, the yields of most of
the liquid products were not significantly affected by the
initial ethanol concentration.
3.6 Reaction Pathway and Flux Analysis
To establish a reaction network for ethanol conversion
under APP conditions, experiments were performed with
acetaldehyde, acetic acid and formic acid as the reactants.
The product distributions resulting from these experiments
(a)
(b)
(c)
Fig. 2 Effect of initial pressure on ethanol APP at 250 �C. a Ethanol
conversion and H2 molar yield: (filled diamond) H2 molar yield; (opensquare) ethanol conversion. b Major product yields: (filled diamond)
ethyl ether; (open square) ethyl acetate; (filled triangle) acetic acid;
(open triangle) CO2; (filled square) CH4. c Minor product yields:
(filled diamond) acetaldehyde; (open square) methanol; (filledtriangle) butanol; (open triangle) acetal; (filled square) C2H6; (opendiamond) C3H8; (times) CO
0
10
20
30
40
0 0.1 0.2 0.3 0.4
catalyst loading/g
conv
ersi
on o
r mol
ar y
ield
/%
0
1
2
3
4
5
6
0 0.1 0.2 0.3 0.4
catalyst loading/g
carb
on y
ield
/%
0
0.1
0.2
0.3
0.4
0.5
0 0.1 0.2 0.3 0.4
catalyst loading/g
carb
on y
ield
/%
(a)
(b)
(c)
Fig. 3 Effect of catalyst loading on ethanol APP at 250 �C. a Ethanol
conversion and H2 molar yield: (filled diamond) H2 molar yield; (opensquare) ethanol conversion. b Major product yields: (filled diamond)
ethyl ether; (open square) ethyl acetate; (filled triangle) acetic acid;
(open triangle) CO2; (filled square) CH4; (open diamond) C2H6.
c Minor product yields: (filled diamond) acetaldehyde; (open square)
methanol; (filled triangle) butanol; (open triangle) acetal; (filledsquare) C3H8; (open diamond) CO
144 Top Catal (2012) 55:140–147
123

are shown in Table 4. The acetaldehyde was performed at
250 �C for 4 h with a 10 wt% acetaldehyde initial con-
centration and 0.1 g of catalyst. The shorted reaction time
was used as acetaldehyde was nearly completely consumed
within 4 h demonstrating its much higher reactivity than
ethanol over the Pt–Re/C catalyst. The main products were
very similar with those from ethanol: H2, CO2, CH4, C2H6,
acetaldehyde, ethyl ether, ethyl acetate, and acetic acid.
The abundance of acetic acid suggested that it was directly
formed from acetaldehyde. Shabaker et al. [16] reported
that acetic acid was produced from ethanol. The current
results were consistent with this report and further dem-
onstrated that acetaldehyde was a highly reactive inter-
mediate between ethanol and acetic acid.
As formic acid was even more reactive than acetalde-
hyde, the formic acid APP reaction was only run for 3 h at
250 �C with a 10 wt% of initial concentration and 0.1 g of
catalyst. Even for this shorted period, the formic acid was
almost completely consumed. A large amount of H2 and
CO2 was produced, but very little CH4 was observed. A
number of reports have stated that alkanes (especially CH4)
can be formed from the gas phase reaction of H2 and CO/
CO2 via methanation and Fischer–Tropsch reactions as the
reaction of H2 with CO/CO2 to form alkanes is highly
favorable at low temperature. The equilibrium constant at
500 K for the conversion of CO2 and H2 to methane is of
the order of 1010 per mole of CO2 [10, 26–28]. However,
the current work suggested that neither methanation nor
Fischer–Tropsch reactions involving CO/CO2 and H2
appeared to be important reactions over Pt–Re/C under the
conditions in this study.
In contrast to the reactivity of acetaldehyde and formic
acid, acetic acid was fairly nonreactive at the APP
(a)
(b)
(c)
Fig. 4 Effect of ethanol concentration on ethanol APP at 250 �C.
a Ethanol conversion and H2 molar yield: (filled diamond) H2 molar
yield; (open square) ethanol conversion. b Major product yields:
(filled diamond) ethyl ether; (open square) ethyl acetate; (filledtriangle) acetic acid; (open triangle) CO2; (filled square) CH4; (opendiamond) C2H6. c Minor product yields: (filled diamond) acetalde-
hyde; (open square) methanol; (filled triangle) butanol; (opentriangle) acetal; (filled square) C3H8; (open diamond) CO
Table 4 Product distributions (carbon mol%) resulting from the APP
of acetaldehyde, acetic acid and formic acid
Product Acetaldehyde Acetic acid Formic acid
H2a 10.8 5.7 79
CO 0.4 – 2.6
CO2 5.4 1.35 20.9
CH4 7.2 2 0.17
C2H6 0.2 0.04 0.03
C3H8 8.9 0.004 0.02
Ethanol 13.7 – –
Ethyl ether 0.5 – –
Ethyl acetate 0.3 – –
Acetic acid 17.0 – –
Butanol 0.5 – –
Acetal 0.2 – –
Conversion 99.8 2.4 99.3
C-balance 54.5 101 24.5
a The molar yield of H2 is calculated as the number of the moles of
H2 divided by the initial number of the moles of ethanol loaded into
the reactor
Top Catal (2012) 55:140–147 145
123

conditions of 250 �C for 5 h with 10 wt% of initial con-
centration and 0.1 g of catalyst. Only a small amount of H2,
CO2, and CH4 were produced and the conversion of acetic
acid was less than 3 % even after 5 h of reaction time. As
such, acetic acid was very stable at 250 �C in the presence
of the Pt–Re/C catalyst.
Based on the experiments performed in this work and
prior APP results from the literature [10, 16], a possible
reaction pathway that can be proposed for this reaction
system is shown in Fig. 5. Using the reaction data obtained
at 250 �C, 25 wt% initial ethanol concentration and 0.2 g
of catalyst, the stoichiometry predicted by the reaction
pathway was compared with the experimental results. The
moles of carbon contained in all of the reaction products,
including the end products (ethyl acetate, ethyl ether, CO,
CH4, C2H6) and the intermediate products (acetic acid,
acetaldehyde, CO2), were used in conjunction with the
reaction stoichiometry from the network in Fig. 5 to cal-
culate the number of ethanol moles consumed and the H2
molar yield. These calculated values of the ethanol moles
consumed and the molar yield H2 were 77.4 and
58.8 mmol, respectively, which was very close to the
experiment values (ethanol consumed: 78.1 mmol and H2
yield: 60.1 mmol). The close agreement between these
values demonstrated that the proposed reaction network
was a reasonable representation of the reaction system. The
model could then be used to evaluate the relative rates of
carbon flux (v1–v8) through the reaction network as shown
in Table 5.
3.7 Discussion
Several key points can be determined from comparing the
relative rates obtained from the flux analysis. First, the
activity for dehydrogenation/oxidation (v1, v6) was much
higher than activities for C–C cleavage (v2), dehydration/
hydrogenation (v3, v7), water–gas shift (v8) or other types
of reactions (v4, v5). The model could also be used in
conjunction with the parametric studies presented earlier.
In the effect of catalyst loading (Sect. 3.4), the yields of
CH4 and C2H6 were found to increase with higher catalyst
levels. From the reaction pathway analysis, CH4 and C2H6
would be expected to result from the C–O bond cleavage of
ethanol, followed by dehydration/hydrogenation, which
would suggest that the catalyst loading might have a
stronger influence on the dehydration/hydrogenation reac-
tion pathway. From the reactant concentration results (Sect.
3.5), ethanol conversion and H2 yield decreased with the
increase of ethanol concentration. While the yields of CH4,
CO2, CO and methanol also decreased, the yields of most
of the liquid products did not appear to be significantly
affected by the ethanol concentration ethanol. The amount
of ethanol present tended to impact the dehydrogenation,
C–C cleavage and dehydration/hydrogenation reaction
pathways, but did not seem to affect the other types of
reactions in the network.
4 Conclusion
Under the standard APP reaction conditions used in the
study, acetaldehyde and formic acid are rapidly converted
over the Pt–Re/C catalyst. While ethanol was also reactive,
it was less reactive. In contrast, acetic acid was quite stable
under the reaction conditions, so it was effectively a ter-
minal molecule. The conversion of ethanol led to H2, CO2,
CH4, C2H6, acetaldehyde, ethyl ether, ethyl acetate, acetic
acid as the primary products and C3H8, methanol, butanol
and acetal as minor products. A reaction network model
was generated for the APP of ethanol and fluxes through
the network calculated. From this work, it was determined
that the ethanol dehydrogenation was the most active
reaction for ethanol conversion. The amount of catalyst
present in the reaction system appeared to affect the
dehydration/hydrogenation reaction within the network,
whereas the initial concentration has stronger effect on the
Fig. 5 The reaction pathway for APP of ethanol over Pt–Re/C
Table 5 Relative rates of the carbon flux for each step in the ethanol
APP network
Relative rate Reaction mmol/h
v1 CH3CH2OH ? CH3CHO ? H2 17.1
v2 CH3CH2OH ? 3H2O ? 2CO2 ? 6H2 0.82
v3 C2H6O ? H2 � C2H6 ? H2O 0.82
v4 2CH3CH2OH ? C2H5OC2H5 ? H2O 2.3
v5 CH3COOH ? CH3CH2OH �
CH3COOCH2CH3 ? H2O
1.12
v6 CH3CHO ? H2O ? CH3COOH ? H2 5.98
v7 C2H6O ? 2H2 � 2CH4 ? H2O 2.66
v8 CO2 ? H2 � CO ? H2O 0.14
146 Top Catal (2012) 55:140–147
123

dehydrogenation, C–C cleavage and dehydration/hydro-
genation reaction cascade within the network. Under the
conditions explored in the study, the reaction of H2 and
CO/CO2 via methanation or Fischer–Tropsch reactions was
not active. With the knowledge gained on the reaction
network and fluxes related to ethanol APP, it will now be
possible to explore bio-oil molecules possessing higher
levels of functionality to determine the efficacy of utilizing
the APP reaction to upgrade the water soluble portion of
biomass-derived bio-oil.
Acknowledgments We acknowledge the financial support from
Department of Energy through the National Advanced Biofuels
Consortium (NABC).
References
1. Tushar PV, Huber GW (2009) Green Chem 11:1433
2. Wright MM, Brown RC (2007) Biofuel Bioprod Bior 1:49
3. Mohan D, Pittman CU, Steele PH (2006) Energy Fuel 20:848
4. Milne TA, Agblevor F, Davis M, Deutch S, Johnson D (1997) In:
Bridgwater AV, Boocock DGB (eds) Developments in thermo-
chemical biomass conversion. Blackie Academic and Profes-
sional, London
5. Cortright RD, Davda RR, Dumesic JA (2002) Nature 418:964
6. Huber GW, Cortright RD, Dumesic JA (2004) Angew Chem Int
Ed 43:1549
7. Shabaker JW, Davda RR, Huber GW, Cortright RD, Dumesic JA
(2003) J Catal 215:344
8. Davda RR, Dumesic JA (2003) Angew Chem Int Ed 42:4068
9. Davda RR, Dumesic JA (2004) Chem Commun 36
10. Davda RR, Shabaker JW, Huber GW, Cortright RD, Dumesic JA
(2005) Appl Catal B Environ 56:171
11. Huber GW, Dumesic JA (2006) Catal Today 111:119
12. Huber GW, Shabaker JW, Evans ST, Dumesic JA (2006) Appl
Catal B Environ 62:226
13. Luo N, Fu X, Cao F, Xiao T, Edwards PP (2008) Fuel 87:3483
14. Tang Z, Monroe J, Dong J, Nenoff T, Weinkauf D (2009) Ind Eng
Chem Res 48:2728
15. Davda RR, Shabaker JW, Huber GW, Cortright RD, Dumesic JA
(2003) Appl Catal B Environ 43:13
16. Shabaker JW, Huber GW, Davda RR, Cortright RD, Dumesic JA
(2003) Catal Lett 88:1
17. Cruz IO, Ribeiro NFP, Aranda DAG, Souza MMVM (2008)
Catal Commun 9:2606
18. Valenzuela MB, Jones CW, Agrawal PK (2006) Energy Fuel
20:1744
19. Sinfelt JH, Yates DJC (1967) J Catal 8:82
20. Somorjai GA (1994) Introduction to surface chemistry and
catalysis. Wiley, New York
21. Simonetti DA, Kunkes EL, Dumesic JA (2007) J Catal 247:298
22. Soares RR, Simonetti DA, Dumesic JA (2006) Angew Chem Int
Ed 45:3982
23. Kunkes EL, Simonetti DA, Dumesic JA, Pyrz WD, Murillo LE,
Chen JG, Buttrey DJ (2008) J Catal 260:164
24. King DL, Zhang L, Xia G, Karim AM, Heldebrant DJ, Wang X,
Peterson T, Wang Y (2010) Appl Catal B Environ 99:206
25. Kunkes EL, Simonetti DA, West RM, Serrano-Ruiz JC, Gartner
CA, Dumesic JA (2008) Science 322:417
26. Iglesia E, Soled SL, Fiato RA (1992) J Catal 137:212
27. Kellner CS, Bell AT (1981) J Catal 70:418
28. Vannice MA (1977) J Catal 50:228
Top Catal (2012) 55:140–147 147
123