Embed Size (px)
Citation preview

1
APROXIMACIÓN METAHEURÍSTICA PARA LA
DISTRIBUCIÓN ÓPTIMA DE EQUIPOS EN TRES DIMENSIONES Johan Andrés García Meneses1 (201521881)
Departamento de ingeniería química, Universidad de los Andes, Colombia
__________________________________________________________________________
Abstract: The following paper presents a mathematical formulation for solving a plant design
problem with safety considerations. This model based on a bacterial foraging optimization
algorithm (BFOA) which allows to find the optimum position for each process unit within a
multifloor plant, in order to minimize capital costs associated to equipment loss, piping,
secondary contention, and usage of area. The presented model is a Mixed Integer Non-linear
Programming (MINLP) and Dow’s Fire and Explosion Index is used to quantify the risk. The
applicability of the model is evaluated by an illustrative example regarding layout optimization
for the C3-MR liquefaction process. The aim of the BFOA solution approach is to provide support
to expert decision-making during the early plant layout steps. For this reason, different feasible
solutions are presented for the proposed study case.
Keywords: Plant layout, Bacteria foraging, Fire and Explosion Index, Optimization
__________________________________________________________________________
1. Introducción
La distribución de planta se refiere a la
disposición espacial de los equipos de proceso y
sus interconexiones como, por ejemplo, las
tuberías. Lo anterior determina condiciones a lo
largo del ciclo de vida del activo [1]. En términos
operativos, se requiere que un equipo se ubique el
uno cerca del otro para así reducir los costos
asociados a tuberías y uso del suelo. Por otra parte,
las preocupaciones de seguridad buscan que los
equipos estén alejados unos de otros para evitar
accidentes graves. Estos dos objetivos van en
direcciones contrarias, lo que hace que encontrar
una solución a este problema de distribución sea
retador pero muy relevante.
Existen seis grandes enfoques de diseño de
planta de procesos. El primero de ellos es el diseño de manera informal mediante la intuición basada en
la experiencia; el segundo son los métodos
formales de optimización económica; el tercero es
el examen crítico; el cuarto es el examen de calificación; el quinto son los modelos
matemáticos y, por último, los enfoques basados en
software [2]. Las metodologías actuales son siempre una mezcla de estos seis enfoques y en
proporciones variables. Siempre hay un fuerte
elemento de la intuición, y siempre hay un grado significativo de análisis formal.
1 Enviar correspondencia a [email protected]
Desde otro punto de vista, el diseño de planta
puede ser clasificado en dos categorías: diseño
basado en un enfoque prescriptivo y diseño no
prescriptivo o basado en el rendimiento [1]. El primero comprende todo aquel conocimiento
basado en la experiencia del diseñador y modelos
heurísticos, pero que no tienen garantía de optimalidad en la solución obtenida. El segundo
busca modelar los elementos del diseño de planta
con el fin de obtener una visión más amplia. Dentro de este enfoque se encuentra el análisis de riesgo y
métodos de optimización económica. En
consecuencia, este proyecto busca encontrar una
solución óptima al problema de distribución de planta en un espacio tridimensional aplicando un
algoritmo de optimización en particular. Sumado a
esto, no solamente se espera una única solución sino un conjunto de ellas de tal manera que sea el
criterio experto el encargado de determinar la más
factible. Esto indica que se busca apoyar la
decisión del diseñador con la solución matemática. En otras palabras, un balance entre el enfoque
prescriptivo y el basado en rendimiento.
Con el objetivo de realizar una buena
formulación matemática, es evidente la necesidad
de realizar una revisión en la literatura sobre este tema. Patsiatzis et al. [3] realiza una apropiada
descripción de los primeros estudios sobre

2
distribución. Este autor describe un enfoque
heurístico con aspectos de seguridad planteado por
Fuchino et al. En dicha investigación, los módulos de equipos son divididos en subgrupos y cada
subgrupo se divide en arreglos de equipos según
sus características y seguridad [4]. Algoritmos genéticos también se implementaron en esta clase
de problemas como es el caso de Castell et al.
quien usa el Mond Index como cuantificador de riesgo [5]. Penteado y Ciric [6] propusieron un
modelo no lineal con enteros mixtos con el cual
determinaron simultáneamente la distribución de
equipos, el número y el tipo de configuraciones de seguridad necesarias, así como el riesgo financiero
asociado a posibles accidentes.
Patsiatzis et al. [7] realizó una formulación
lineal (MILP2) para distribución de equipos en dos
dimensiones y también multifloor3 donde se tiene
en cuenta las dimensiones reales de cada equipo, el
área disponible y considera un espacio de
optimización continuo. Luego, extendió su modelo
lineal a uno no lineal en espacio continuo con
consideraciones de seguridad implementando el
riesgo financiero. Sin embargo, el alta no linealidad
de este último limita la aplicación del modelo a
problemas sencillos en dos dimensiones. Más
adelante, este mismo autor corregiría los
inconvenientes aplicando no el riesgo financiero si
no el Índice de fuego y explosión de Dow (Dow’s
F&EI) para cuantificar el riesgo del proceso [8].
Sin embargo, este modelo era bueno solo para
problemas de distribución de un piso.
Por otra parte, Park et al. hizo una formulación
lineal para problemas multifloor usando un método
de TNT equivalente al F&EI de Dow [9]. Aunque
resolvió el problema de Patsiatzis, su aplicabilidad
se limitó a equipos que no superaban la altura de
cada piso, debido a que se debía garantizar la
asignación en secuencia lo cual no consiguió.
Además, la cuantificación de riesgo usando el
equivalente de TNT solamente considera posibles
explosiones como potencial de riesgo, por lo que
hace menos riguroso el estudio. Dado el caso de
estudio que se considera en este proyecto, es
necesario formular un modelo matemático donde
se pueda distribuir equipos en diferentes pisos y
2 Mixed integer nonlinear programming.
teniendo en cuenta que pueden sobrepasar el límite
de altura para cada nivel. Recientemente, Park et
al. realizó una formulación matemática no lineal
para distribución multifloor usando F&EI como
cuantificador del riesgo. La solución óptima fue
encontrada mediante el Software de optimización
GAMS con el solver Dicopt [10]. Hasta ahora es el
único estudio de distribución multifloor con
consideraciones de seguridad. Por tal motivo, este
proyecto tomará como guía dicha formulación,
pero aplicando un algoritmo de optimización
basado en la búsqueda de alimento de bacterias
(BFOA). Este último fue desarrollado por Passino
hacía el año 2002 [11]. Además, se usará el índice
de Dow (F&EI) [8].
Respecto a la continuación del proyecto, se
proporciona una descripción de la metodología
utilizada, se presenta un estudio de caso que sirve
para mostrar la aplicabilidad y la efectividad del
enfoque propuesto. El análisis de los resultados
obtenidos se discute en la penúltima sección.
Finalmente, se proporciona conclusiones y
recomendaciones para trabajos futuros.
2. Algoritmo de optimización basado en la
búsqueda de alimento de bacterias.
El algoritmo de optimización basado en la
búsqueda de alimento de bacterias (BFOA) es
considerado un integrante reciente en la familia de
algoritmos de optimización inspirados en la
naturaleza. Das et al. en su capítulo del libro
Fundamentos de la inteligencia computacional
menciona que, durante las últimas cinco décadas,
los algoritmos de optimización como los
algoritmos genéticos (GA) o de programación
evolutiva (EP), los cuales se inspiran en la
evolución y la genética natural, han dominado el
campo de los algoritmos de optimización [12]. Sin
embargo, en los últimos años los algoritmos
inspirados en enjambres naturales como la
optimización de enjambre de partículas (PSO, por
sus siglas en inglés) han empezado a destacarse por
su gran eficacia [12]. Siguiendo la misma línea de
los algoritmos PSO, Passino propuso el BFOA en
[11]. Este último se basa en la aplicación de la
estrategia de búsqueda de alimento grupal de un
3 Pisos multiples. Se mantiene en inglés por conveniencia en la
redacción.

3
Figura 1. Pseudocódigo del BFOA
enjambre de bacterias E. Coli para la optimización
de funciones multivariable. Las bacterias buscan
nutrientes de una manera que aumenten la energía
obtenida por unidad de tiempo [11]. Cada bacteria
también se comunica con otros enviando señales,
es decir, secreciones a lo largo de su camino que
les indica a otras bacterias la presencia de
nutrientes o algún ambiente hostil más adelante
[12]. El proceso, en el cual una bacteria se mueve
dando pequeños pasos mientras busca nutrientes,
se llama quimiotaxis y la idea clave de BFOA es
imitar el movimiento quimiotáctico de bacterias
virtuales en el espacio de optimización. A
continuación, se describe brevemente el
comportamiento bacteriano:
Quimiotaxis: biológicamente, una bacteria E.
Coli puede moverse de dos maneras diferentes:
nadar durante un período de tiempo en la misma
dirección o puede girar, y alternar entre estos dos
4 Este término se mantiene en inglés debido a que no hay una
traducción apropiada en español.
modos de funcionamiento durante toda su vida
[13].
Swarmming4: se refiere a la capacidad de las
bacterias de E. coli para emitir un agente químico
cuando descubren ambientes ricos en nutrientes. A
su vez, otras bacterias de E. coli responden
moviéndose (enjambrando) hacia regiones
abundantes que están marcadas con el atrayente
[13].
Reproducción: las bacterias menos sanas
eventualmente mueren, mientras que cada una de
las bacterias más sanas se dividen en otras dos. Esto
mantiene constante el tamaño del enjambre [12].
Eliminación y dispersión: los cambios
graduales o repentinos en el entorno local donde
vive una población de bacterias pueden ocurrir
debido a varias razones, por ejemplo, un aumento
significativo de la temperatura puede matar una
cierta cantidad de bacterias incluso cuando se
encuentren en una región con alta concentración de

4
nutrientes. Los eventos pueden tener lugar de tal
manera que todas las bacterias en una región
mueran o se dispersen en una nueva ubicación [12].
Las anteriores etapas que describen el
comportamiento de la bacteria E. Coli pueden
traducirse a un modelo matemático. Se supone el
espacio de optimización como una superficie de
nutrientes que cada bacteria debe recorrer en busca
de un mayor bienestar. Sin embargo, ese recorrido
involucra un costo que depende del punto donde se
encuentre la bacteria. En otras palabras, el valor de
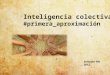
la función objetivo. El método comienza con la
generación de una población inicial de bacterias
ubicada en diferentes puntos del espacio de
optimización, como se puede ver en el paso i.) de
la Figura 1. Cada bacteria representa una posible
solución al problema que se esté tratando. Luego
empieza el ciclo quimiotáctico. En este ciclo la
bacteria se mueve un paso pequeño determinado
por una dirección generada aleatoriamente (paso
ii.), Figura 1). En dicho nuevo punto se evalúa la
función objetivo (costo). Si ésta es menor, se
continúa avanzando en esa dirección (nado) hasta
que se complete un número determinado de pasos
de nado Ns o hasta que la función objetivo deje de
decrecer (paso iii.), Figura 1). Luego se pasa a la
siguiente bacteria y se repite el proceso. Una vez
terminada toda la población, se repite el ciclo Nc
veces. Cuando la quimiotaxis ha terminado, las
bacterias con mejor “salud” se duplican y las
menos favorecidas mueren (paso iv.), Figura 1). La
salud de cada bacteria se determina sumando el
costo de vida a lo largo de todo su recorrido. Es
decir, sumando el valor de la función objetivo
evaluada en los diferentes puntos por los que pasó
la bacteria. Las mejores bacterias (con menor costo
asociado) se duplican mientras que las que tienen
un nivel más alto mueren. En este ciclo se ha
ubicado todas las bacterias en los puntos del
espacio de optimización donde se tiene una menor
función objetivo. En seguida se empieza la
quimiotaxis y se repite el proceso Nre veces. Por
último, existe la posibilidad que ciertas bacterias
mueran debido a agentes o eventos externos. La
ocurrencia de este fenómeno se rige por una
probabilidad definida por el programador. En este
caso, se vuelve a inicializar cierta fracción de la
población de bacterias. De lo contrario, la posición
de cada bacteria se mantiene igual y se continúa
con el algoritmo (paso v.), Figura 1).
De acuerdo con lo anterior, se puede crear una
amplia variedad de BFOA. Un algoritmo podría
desarrollarse basado únicamente en la quimiotaxis
o mediante la combinación de todos los elementos
descritos anteriormente, o sea, considerando la
comunicación entre células (swarmming). Además,
las características individuales, como la
reproducción o quimiotaxis, pueden operarse de
muchas maneras. Cabe resaltar que debido a que el
algoritmo es estructurado en su totalidad, no es
posible agregar restricciones como sucede en
software especializado de optimización. En el
BFOA, el dominio del problema no está restringido
por lo que se debe implementar un método para el
manejo de las restricciones de tal manera que se
evite la inviabilidad. Lo anterior consiste en la
creación de un factor de penalidad. Éste multiplica
a la función objetivo y aumenta su magnitud
proporcionalmente al número de restricciones que
no se cumplen. Por ejemplo, si cierta bacteria
presenta una solución donde hay solapamiento de
equipos, el factor de penalidad será grande
haciendo que haya un gradiente desfavorable y la
bacteria no avanzará más en esa dirección (buscará
otra donde sea factible la solución).
3. Índice de fuego y explosión de Dow
El potencial de incendio y/o explosión de
cualquier planta de proceso, especialmente en
aquellas donde se procesan o almacenan
hidrocarburos, es considerablemente alto [14].
Cuando ese potencial se materializa, conduce a la
pérdida de vidas, lesiones graves, pérdidas
financieras incalculables debido al daño del equipo
y la interrupción de la producción, la pérdida de
empleos para los trabajadores y el daño permanente
al medio ambiente [14]. El índice de incendio y
explosión de Dow se considera una herramienta
muy útil para determinar el riesgo potencial de las
plantas de proceso en la etapa inicial de su diseño,
ya que proporciona un método sistemático, fácil y
cuantitativo para evaluar el riesgo general de un
incendio o una explosión [10]. Sin embargo, este
índice puede volverse poco realista en las etapas de
diseño detallado ya que no se basa en análisis de
consecuencias y cálculos de probabilidad precisos
[15]. Por ello, es recomendado usarlo en una etapa

5
Figura 2. Metodología F&EI
temprana de diseño, pues puede ser muy útil para
calcular el riesgo general de un proceso con
información muy limitada como diagramas de flujo
del proceso, los balances de materia y energía y los
datos de costos aproximados.
La metodología empleada se describe en la
Figura 2. El primer paso para determinar el índice
es seleccionar una unidad de proceso pertinente, es
decir, una unidad de proceso que podría tener un
impacto severo en toda la planta. Se debe escoger
teniendo en cuenta el potencial energético, la
cantidad de material peligroso dentro del equipo,
condiciones de operación o si se considera una
unidad crítica dentro de la operación [10]. Si
alguna unidad cumple con alguno de estos
aspectos, se dice que tiene una alta probabilidad de
incendio o explosión por eventos desafortunados.
Luego continúa la determinación del factor de
material (MF), el cual, es una medida de la energía
potencial de los materiales. El tercer paso es el
cálculo del factor de riesgo F3 de la unidad de
proceso. El factor de riesgo de la unidad de proceso
se puede obtener del factor de peligro general F1 y
del factor de peligro especial F2. Los factores de
riesgo generales y especiales están relacionados
con la magnitud y la probabilidad de un incendio y
una explosión, respectivamente. El cuarto paso es
el cálculo del índice de incendio y explosión
(F&EI) mediante la multiplicación del factor de
riesgo de la unidad de proceso y el MF.
Por otra parte, se debe determinar el factor de
daño DF y el factor de crédito de control de pérdida
CF. El DF representa el efecto general del daño por
incendio y explosión. El CF se refiere a la
capacidad que tiene una barrera de seguridad de
reducir o prevenir un incidente en particular.
Finalmente se calcula el daño máximo probable
real de la propiedad (MPPD) que indica la posible
pérdida o daños a la propiedad que podría resultar
de un incidente con el funcionamiento adecuado de
las barreras de protección. El cálculo del MPPD
real se describe más adelante en la formulación
matemática del problema.
4. Formulación matemática sugerida
Para la formulación matemática de este
proyecto se tomó como guía el estudio realizado
por Park et al. sobre distribución multifloor con

6
consideraciones de seguridad [10]. Definición del
problema: en un principio se debe conocer las
características de los equipos a distribuir y de la
planta:
1) Número de equipos y sus dimensiones
(LxDxH)
2) Número de pisos disponibles para la
distribución
3) Información acerca de la conexión entre
equipos
4) Información sobre costos
5) Altura entre pisos, generalmente constante
para todos
6) Radio de exposición de cada equipo
7) Factor de daño (DF)
8) Factor de crédito de control de pérdida
Restricciones para la asignación de piso: cada
equipo debe ser asignado a un solo piso en
particular. Esta restricción se expresa como sigue:
∑ 𝐹𝑖𝑘 = 1 ∀ 𝑖𝑁𝐹𝑘=1 (1)
Donde 𝐹𝑖𝑘 es una variable binaria que toma el
valor de 1 si el equipo 𝑖 es asignado al piso 𝑘. Cero
de lo contrario. Para efectos del modelo, es
necesario definir otra variable en base a la variable
𝐹𝑖𝑘.
𝑍𝑖𝑗 𝑝𝑎𝑟𝑎 𝑖 = 1,2, … , 𝑁𝐸; 𝑗 = 𝑖 + 1, … , 𝑁𝐸 (2)
En este caso, 𝑍𝑖𝑗 es una variable binaria que
toma el valor de 1 si el equipo 𝑖 es asignado al
mismo piso del equipo 𝑗. Cero de lo contrario. Esta
variable permite conocer qué equipos fueron
asignados al mismo piso y sobre los cuales se debe
evaluar la restricción de solapamiento de la cual se
hablará más adelante.
Restricciones sobre orientación de equipos: es
necesario suponer que todos los equipos tienen una
forma rectangular, aunque no sea del todo real. De
esta forma se puede considerar un largo y ancho
para cada uno de ellos.
𝐿𝑖 = 𝑎𝑖 ∙ 𝑂𝑖 + 𝑏𝑖 ∙ (1 − 𝑂𝑖) ∀ 𝑖 (3)
𝐷𝑖 = 𝑎𝑖 + 𝑏𝑖 − 𝐿𝑖 ∀ 𝑖 (4)
Donde 𝐿𝑖 es la longitud del equipo 𝑖 y 𝐷𝑖 el
ancho. 𝑎𝑖 y 𝑏𝑖 son las dimensiones de cada equipo
y 𝑂𝑖 representa una variable binaria que permite
variar la orientación de los equipos.
Restricciones de no solapamiento: existe la
posibilidad que varios equipos sean asignados a un
mismo piso. En este caso se debe garantizar que
ninguno de ellos quede ubicado sobre algún otro.
Para esto es necesario saber qué unidades
comparten piso, lo cual significa que 𝑍𝑖𝑗 = 1.
𝑎𝑏𝑠(𝑥𝑖 − 𝑥𝑗) ≥𝐿𝑖+𝐿𝑗
2 (5)
𝑝𝑎𝑟𝑎 𝑖 = 1,2, … , 𝑁𝐸; 𝑗 = 𝑖 + 1, … , 𝑁𝐸
𝑎𝑏𝑠(𝑦𝑖 − 𝑦𝑗) ≥𝐷𝑖+𝐷𝑗
2 (6)
𝑝𝑎𝑟𝑎 𝑖 = 1,2, … , 𝑁𝐸; 𝑗 = 𝑖 + 1, … , 𝑁𝐸
Las variables 𝑥𝑖 y 𝑦𝑖 son las coordenadas en el
plano del equipo 𝑖.
Restricciones de secuencia: existen equipos que
pueden sobrepasar la altura de piso e incluso
ocupar 𝑛 pisos, como por ejemplo una torre de
destilación. Sea 𝐼𝑚 el conjunto de 𝑛 partes de un
equipo que deben asignarse a 𝑛 pisos consecutivos
y en las mismas coordenadas (x,y).
𝑥𝑖1 = 𝑥𝑖2 = ⋯ = 𝑥𝑖𝑛 ∀ 𝑖 ∈ 𝐼𝑚 , 𝑛 ≤ 𝑁𝐹 (7)
𝑦𝑖1 = 𝑦𝑖2 = ⋯ = 𝑦𝑖𝑛 ∀ 𝑖 ∈ 𝐼𝑚 , 𝑛 ≤ 𝑁𝐹 (8)
∑ (𝐹𝑖1,𝑘 ∙ 𝐹𝑖2,𝑘+1, … , 𝐹𝑖𝑛,𝑘+𝑛−1) = 1 ∀ 𝑖𝑁𝐹−𝑛+1
𝑘=1
∈ 𝐼𝑚 , 𝑛 ≤ 𝑁𝐹
(9)
Restricciones de distancia: será necesario dos
tipos de medida entre equipos: rectilínea y
euclidiana: la primera para costos de tubería y la
segunda en el aspecto de seguridad.
𝑋𝑖𝑗 = 𝑎𝑏𝑠(𝑥𝑖 − 𝑥𝑗) (10)
𝑌𝑖𝑗 = 𝑎𝑏𝑠(𝑦𝑖 − 𝑦𝑗) (11)
𝑍𝑖𝑗 = 𝑎𝑏𝑠(𝑘𝑖 − 𝑘𝑗) ∙ 𝐻𝐹 (12)
𝑝𝑎𝑟𝑎 𝑖 = 1,2, … , 𝑁𝐸; 𝑗 = 𝑖 + 1, … , 𝑁𝐸
𝐷𝑟𝑒𝑐 = 𝑋𝑖𝑗 + 𝑌𝑖𝑗 + 𝑍𝑖𝑗 (13)
𝐷𝑒𝑢𝑐 = √𝑋𝑖𝑗2 + 𝑌𝑖𝑗
2 + 𝑍𝑖𝑗2 (14)
Restricciones de seguridad: en la sección Índice
de fuego y explosión de Dow se mostró los

7
primeros pasos para el cálculo del daño máximo
probable real en una propiedad (equipo). Solo es
necesario determinar el área de exposición 𝑉𝑖. Ésta
se determina teniendo en cuenta el valor de
reemplazo de una pieza de un equipo que puede ser
expuesto a fuego o explosión.
𝑉𝑖 = 𝑃𝐶𝑖 + ∑ (𝑃𝐶𝑗 ∙ 𝑀𝑖𝑗 − 𝑃𝐶𝑗 ∙ 𝑀𝑖𝑗 ∙𝐷𝑒𝑢𝑐
𝐸𝐷𝑖)
𝑗≠𝑖 ∀ 𝑖 ∈ 𝐼𝑝
(15)
Donde 𝑃𝐶𝑖,𝑗 representa el costo de compra del
equipo 𝑖 o 𝑗. 𝑀𝑖𝑗 es la variable binaria que toma el
valor de 1 si el equipo 𝑗 está ubicado dentro del
radio de exposición 𝐸𝐷𝑖 del equipo 𝑖. Cero de lo
contrario. 𝐷𝑒𝑢𝑐 es la distancia euclidiana entre las
dos unidades. 𝐼𝑝 es el conjunto de equipos
pertinentes o críticos. Finalmente, el MPPD real se
calcula como sigue:
Ω𝑖 = 𝐷𝐹𝑖 ∙ 𝑉𝑖 ∙ ∑ 𝐶𝐹𝑡𝑡∈𝑇𝑖 ∙ 𝑃𝑖𝑡 ∀ 𝑖 ∈ 𝐼𝑝 (16)
∑ 𝑃𝑖𝑡𝑡∈𝑇𝑖= 1 ∀ 𝑖 ∈ 𝐼𝑝 (17)
𝑃𝑖𝑡 es una variable binaria que toma el valor de
1 si la configuración de seguridad 𝑡 es instalada en
el equipo 𝑖. Cero de lo contrario. 𝐶𝐹𝑡 representa el
factor de crédito de control de pérdida de la
configuración de seguridad 𝑡 y 𝐷𝐹𝑖 el factor de
daño del equipo 𝑖.
Restricciones adicionales: estas restricciones se
plantean para limitar el dominio del problema, es
decir, el área disponible para la planta.
𝑥𝑖 ≥𝐿𝑖
2 ∀𝑖 (18)
𝑦𝑖 ≥𝐷𝑖
2 ∀𝑖 (19)
𝑥𝑖 +𝐿𝑖
2≤ 𝑋𝑚𝑎𝑥 ∀𝑖 (20)
𝑦𝑖 +𝐷𝑖
2≤ 𝑌𝑚𝑎𝑥 ∀𝑖 (21)
𝑋𝑚𝑎𝑥 y 𝑌𝑚𝑎𝑥 son el largo y ancho del terreno
disponible, respectivamente.
Función objetivo:
min(∑ ∑ 𝐶𝐶𝑖𝑗 ∙ 𝐷𝑟𝑒𝑐 + ∑ Ω𝑖 𝑖 + ∑ ∑ 𝐷𝐶𝑡 ∙𝑡∈𝑇𝑖𝑗≠𝑖𝑖
𝑃𝑖𝑡 + 𝐹𝐴 ∙ (𝐿𝐶 + 𝐹𝐶 ∙ 𝑁𝐹))
(22)
Figura 3. Esquema detallado del proceso de licuefacción C3-MR

8
El primer término hace referencia al costo de
conexiones por tubería, por eso se relaciona con la
distancia rectilínea entre equipo. El siguiente
término es el MPPD real, el cual cuantifica el
riesgo asociado al proceso. El tercer término es el
costo de la configuración de seguridad 𝑡 si ésta fue
instalada en el equipo 𝑖. Por último, 𝐿𝐶 es el costo
de terreno por metro cuadrado (USD $ 5.000),
𝐹𝐶 el costo de construcción de cada piso (USD $
1.000), 𝑁𝐹 el número de pisos y 𝐹𝐴 el área total
del terreno.
5. Caso de estudio
En los últimos años, se ha producido un
crecimiento interesante en la demanda del gas
natural licuado (LNG, por sus siglas en inglés)
debido a que es uno de los combustibles más
limpios, con bajas emisiones de dióxido de carbono
(CO2), óxidos de azufre (SOx) y óxidos de
nitrógeno (NOx) durante su combustión [10].
Tabla 1. . Costo de compra por equipo [10]
LNG puede ser producido mediante varios
procesos de licuefacción como ciclos de expansión
basado en nitrógeno y ciclos basados en
refrigerante mixto (MR). Este último se compone
de varios subprocesos y la mayoría de ellos se
consideran de alto peligro [16]. A causa de esto, es
importante considerar aspectos de seguridad en la
distribución de la planta de LNG. Para lograr
niveles de seguridad aceptable, se debe formular un
problema de optimización que tenga en cuenta la
seguridad inherente, así como el aspecto
económico. Por tal motivo se selecciona este
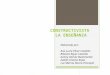
proceso como caso de estudio (C3-MR). El ciclo de
licuefacción C3-MR consta de dos ciclos de
refrigerante: el ciclo de propano y el ciclo de
refrigerante mixto, un intercambiador de calor
criogénico principal (MCHE) y tres pre enfriadores
C3 [10]. En la
Figura 3 se muestra el esquema detallado del
C3-MR. Los costos de compra de cada equipo se
describen en la Tabla 1. Las posibles
configuraciones de dispositivos de protección para
un equipo pertinente, sus costos de compra y los
factores de crédito de control de pérdida se
enumeran en la Tabla 2.
Para disminuir la complejidad del problema, el
proceso se puede dividir en tres módulos
separados. Esta acción se realiza teniendo en
cuenta la dirección de flujo del proceso y la
funcionalidad de cada equipo. Esto permite, para
este proyecto, un requerimiento computacional
menor, así como los tiempos de ejecución del
algoritmo. En términos prácticos, la
modularización reduce el cronograma del proyecto
y el volumen de trabajo de construcción [10].
Tabla 2. Configuraciones de seguridad disponibles [10]
Desde el punto de vista de la optimización, la
división por módulos permite encontrar soluciones
óptimas más fácilmente, pero sin la garantía que
esa solución sea el mínimo global del problema. El
módulo 1 incluye el sistema de compresión C3, el
módulo 2 incluye el sistema de preenfriamiento y
el módulo 3 incluye el sistema de compresión MR
y el MCHE. Los radios de exposición (𝐸𝐷𝑖) y los
factores de daño (𝐷𝐹𝑖) del equipo pertinente se
enumeran en la Tabla 4. Estos valores se calculan
en función del F&EI de Dow. El equipo pertinente

9
Tabla 3. Dimensiones de los equipos [10]
se selecciona de acuerdo con las pautas
establecidas anteriormente.
Las dimensiones de los equipos, su número de
identificación y nombre se pueden ver en la Tabla
3. Estos datos son propios de una planta de
producción de 4 mil toneladas por año. Se supone
que la altura de piso es de 8 m, el número de pisos
se supone de 5, el costo del terreno será de 5.000
dólares por metro cuadrado, y se supone que el
costo de construcción del piso será de 1.000 dólares
por metro cuadrado.
6. Resultados y discusión
Teniendo en cuenta que la función objetivo
depende en gran medida de variables binarias, es
difícil, en términos de optimización, encontrar
direcciones apropiadas. Resulta ilógico variar la
posición de cada bacteria (coordenadas del equipo
x y y) a la vez que se cambia el piso de asignación.
Por esta razón, se decidió aumentar
considerablemente el número de bacterias y a cada
una de ellas se le asignó una distribución multifloor
diferente. De esta manera, cada bacteria se encarga
de encontrar el posicionamiento de equipos para su
distribución multifloor asignada. Luego, se
compara cada solución y se determina la más
factible. Como una bacteria se encarga de una sola
distribución, se debe aumentar el número de ciclos
quimiotácticos y de nado para garantizar un
recorrido grande y que se alcance la solución
óptima.

10
Tabla 4. Radios de exposición y factor de daño [10]
De igual manera, la probabilidad de
eliminación/dispersión debe ser alta para que las
bacterias con peor salud (mayor función objetivo)
se inicialicen nuevamente y tengan oportunidad de
encontrar una mejor solución.
La inicialización de cada bacteria se realizó
aleatoriamente. El software empleado para resolver
este problema fue Matlab R2018b en un PC con
Intel® Core™ i5-5200U CPU @ 2.20 GHz. Los
parámetros del algoritmo se describen a
continuación:
Número de ciclos de eliminación dispersión
( 𝑁𝑒𝑑 = 2)
Número de ciclos de reproducción (𝑁𝑒𝑑 = 3)
Número de ciclos quimiotácticos (𝑁𝑐 = 80)
Número de bacterias (𝑆 = 500)
Numero de pasos en nado (𝑁𝑠 = 80)
Módulo 1. La Figura 4 y la Figura 5 muestran la
evolución de la función objetivo máxima y mínima
a lo largo de cada generación de bacterias,
respectivamente. En la función máxima se
presentan picos debido a los eventos de
eliminación dispersión que reinicializan las
bacterias. Su nueva posición puede tener una
función objetivo más alta. También puede
obedecer a la distribución multifloor asignada, ya
que en el ciclo de reproducción se replica tanto la
bacteria como su distribución, lo que puede
significar que, en la nueva posición, esa
distribución no tenga la mejor solución. La Figura
5 muestra la función objetivo de la mejor bacteria
en cada generación. Alrededor de la generación
1000 la función se estabiliza por lo que se
considera que se encontró el mínimo. El tiempo
computacional es de aproximadamente 240
segundos, pero puede variar en cada puesta en
marcha del algoritmo, debido a la aleatoriedad de
las distribuciones multifloor asignadas a cada
bacteria.
Figura 4. Función objetivo máxima, módulo 1
Figura 5. Función objetivo mínima, módulo 1
La distribución en el plano y multifloor de la
mejor solución encontrada se presenta en la Figura
6. El valor del costo total es de USD $19.254.00
con un área total de 509.17 m2. La información
detallada de los resultados se presenta en la Tabla
5. El equipo 1 es asignado al piso 1; el equipo 8 es
asignado al piso 2; los equipos 2 y 6 son asignados
al piso 3; el equipo 3 es asignado al piso 4 y los
equipos 4, 5 y 7 son asignados al piso 5.

11
Tabla 5. Resumen de la distribución del módulo 1
El compresor de propano (equipo 2) es la
unidad más costosa del módulo y la que tiene el
mayor radio de exposición y factor de daño. Por
otra parte, las vasijas (equipos 1, 5 y 7) son los
menos costosos, pero al igual que el compresor, se
consideran de alto riesgo, aunque en menor
medida. Es lógico que los equipos críticos estén
alejados los unos de los otros (compresor y
vasijas), lo cual se presenta en la solución obtenida:
el compresor de propano es asignado al piso 3 y las
vasijas a los pisos 1 y 5 (hay un piso de por medio
entre ellos). Los enfriadores, equipos 4, 6 y 8, se
ubican en los pisos 5, 3 y 2 respectivamente. Lo
anterior obedece a que los costos asociados a
tubería fueron mayores a los que representan el
riesgo.
Respecto a las barreras de seguridad, al
compresor por ser el equipo con mayor nivel de
riesgo, se le asigna la configuración con mayor
nivel de seguridad. Por último, existe un aspecto
importante que corrobora la factibilidad de la
solución. La grúa aérea para el compresor de
propano fue asignada un piso más arriba de este
último, lo cual es estrictamente necesario. Dado
que este caso de estudio fue tomado de otra
investigación sobre distribución tridimensional de
equipos [10], es relevante verificar los resultados
obtenidos. En la Tabla 6 se presenta el costo total
y el área necesaria en cada caso. Tanto el área como
el costo obtenidos mediante BFOA son menores a
los reportados por Park et al. para el módulo 1. Esa
diferencia puede obedecer a que en este estudio se
consideró un costo de tubería constante para todas
las conexiones entre equipos. Este valor fue
obtenido de [6] y escalado al año 2018 mediante el
Índice de costos de planta para ingeniería química
(CEPCI, por su sigla en inglés) [17]. Sin embargo,
en [10] no se especifica si se usó un costo de tubería
diferente para cada par de equipos o fue constante
por lo que una comparación inmediata entre
estudios no es conveniente. Los demás parámetros
como dimensiones de equipos, costos de compra,
radios de exposición, entre otros, fueron tomados
iguales a los reportados por Park et al. A pesar de
la diferencia en el costo de tubería, ambos
resultados son cercanos, especialmente el costo
total, lo que respalda el éxito del BFOA aplicado a
problemas de distribución de planta multifloor.
Tabla 6. Comparación de resultados entre estudios
Los resultados para el módulo 2 y 3 se presentan
en la sección de Anexos de este documento. Como
se estableció en un principio, este proyecto busca
encontrar mediante BFOA un conjunto de
soluciones factibles para la distribución de planta
multifloor y que sea el criterio experto el encargado
de escoger la más conveniente. De acuerdo con lo
anterior, también se presentan tres soluciones
adicionales para cada módulo. La información
detallada se puede ver en las Tablas 7-19 de la
sección de Anexos.

12
Figura 6. Distribución de equipo módulo 1: (a) Piso 1: equipo1 (b) Piso 2: equipo 8 (c) Piso 3: Equipos 2 y 6 (d) Piso 4: equipo 3 (e) Piso 5: equipos 4, 5 y 7
7. Conclusiones y trabajo futuro
En este proyecto se propuso un modelo
matemático para resolver el problema de
distribución de planta multifloor con
consideraciones de seguridad. Se usó el Índice de
fuego y explosión de Dow como cuantificador del
nivel de riesgo asociado a posibles eventos de
incendio o explosión. El caso de estudio fue la
licuefacción de gas natural C3-MR. De igual
manera se consideran dispositivos de seguridad
que pueden o no ser instalados en un determinado
equipo con el fin de reducir o prevenir el daño
debido a eventos desafortunados. Se considera dos
tipos de distancia entre equipos: una rectilínea que
representa mejor la tubería necesaria y una
distancia euclidiana para aspectos de seguridad.
El modelo propuesto resuelve
satisfactoriamente la distribución de los equipos de
la licuefacción C3-MR usando el BFOA.
Comparado con el modelo propuesto por Park et al.
[10], en este estudio se reduce considerablemente
las variables de decisión, haciendo menos
complejo el problema a resolver y, por lo tanto,
encontrar una solución óptima. Igualmente, se
presentan distintas soluciones factibles cumpliendo
con el objetivo del proyecto, de tal manera que sea
el criterio experto quien tome la decisión de cuál
implementar en el diseño de planta.
Finalmente, el BFOA permite una flexibilidad
en el manejo de restricciones por lo que es posible
adicionar nuevas consideraciones de diseño como
interconexión entre equipos específicos,
restricciones de dirección de flujo o
implementación de racks de tuberías. Así mismo,
permite el análisis de soluciones específicas en
términos de consideraciones de seguridad o la
incorporación de otras unidades de proceso. Estas
propuestas junto con la evaluación del riesgo
pueden complementar el enfoque propuesto.
8. Nomenclatura
𝑎𝑖 Dimensión del equipo 𝑖
𝑏𝑖 Dimensión del equipo 𝑖

13
𝐶𝐹𝑡 Factor de crédito de control de pérdida de la
configuración de seguridad 𝑡
𝐶𝐶𝑖𝑗 Costo de tubería por unidad de longitud entre en
equipo 𝑖 y el equipo 𝑗
𝐷𝑖 Ancho del equipo 𝑖 [m]
𝐷𝑒𝑢𝑐,𝑖𝑗 Distancia euclidiana entre el equipo 𝑖 y el equipo
𝑗
𝐷𝐹𝑖 Factor de daño del equipo 𝑖
𝐷𝑟𝑒𝑐,𝑖𝑗 Distancia rectilínea entre el equipo 𝑖 y el equipo
𝑗
𝐸𝐷𝑖 Radio de exposición del equipo 𝑖
𝐹𝑖𝑘 Variable binaria que toma el valor de 1 si el
equipo 𝑖 es asignado al piso 𝑘. Cero de lo
contrario
𝐹𝐴 Área total de cada piso
𝐹𝐶 Costo de construcción de cada piso
𝐼𝑚 Conjunto de 𝑛 partes de un equipo determinado
que debe ser asignado a 𝑛 pisos.
𝐿𝑖 Largo del equipo 𝑖 [m]
𝐿𝐶 Costo del terreno por unidad de área
𝑀𝑖𝑗 Variable binaria que toma el valor de 1 si el
equipo 𝑗 está ubicado dentro del radio de
exposición del equipo 𝑖. Cero de lo contrario
𝑁𝐸 Número de equipos
𝑁𝐹 Número de pisos
𝑂𝑖 Variable binaria que toma el valor de 1 o 0 para
variar la orientación del equipo 𝑖
Ω𝑖 Daño máximo probable real de la unidad 𝑖
𝑃𝐶𝑖 Costo de compra del equipo 𝑖
𝑃𝑖𝑡 Variable binaria que toma el valor de 1 si la
configuración de seguridad 𝑡 es instalada en el
equipo 𝑖. Cero de lo contrario
𝑉𝑖 Área de exposición del equipo 𝑖
𝑥𝑖 Ubicación del equipo 𝑖 en la coordenada 𝑥
𝑋𝑚𝑎𝑥 Largo del terreno necesario [m]
y Ubicación del equipo 𝑖 en la coordenada 𝑦
𝑌𝑚𝑎𝑥 Ancho del terreno necesario [m]
𝑍𝑖𝑗 Variable binaria que toma el valor de 1 si el
equipo 𝑗 fue asignado al mismo piso que el
equipo 𝑖. Cero de lo contrario
9. Referencias
[1] D. A. Sierra, J. F. Rueda, C. Mejía, I. Mura y F.
Muñoz, «Bacterial-foraging optimization algorithm for
process plant layouts,» Bogotá D.C., 2018.
[2] S. Moran, Process Plant Layout, 2 ed., Butterworth-
Heinemann, 2017, p. 756.
[3] D. Patsiatzis, G. Knight y L. G. Papageorgiou, «AN
MILP APPROACH TO SAFE PROCESS PLANT
LAYOUT, » Chemical Engineering Research and
Design, vol. 82, nº 5, pp. 579-586, 2004.
[4] T. Fuchino, T. Itoh y M. Muraki, «Arrangement of
Process Equipment Modules with Consideration of
Plant Safety,» Journal of chemical engineering of Japan
, vol. 30, nº 5, pp. 896-901, 1997.
[5] C. M. L. Castell, R. Lakshmanan, J. M. Skilling y R.
Bañares-Alcántara, «Optimisation of Process Plant
Layout Using Genetic Algorithms, » Computers &
Chemical Engineering, vol. 22, nº 1, pp. S993-S996,
1998.
[6] F. D. Penteado y A. R. Ciric, «An MINLP Approach
for Safe Process Plant Layout, » Industrial &
Engineering Chemistry Research, vol. 35, nº 4, pp.
1354-1361, 1996.
[7] D. I. Patsiatzis y L. G. Papageorgiou, «Optimal
multi-floor process plant layout,» Computers and
Chemical Engineering, vol. 26, pp. 575-583, 2002.
[8] American Institute of Chemical Engineers, «DOW'S
FIRE & EXPLOSION INDEX HAZARD
CLASSIFICATION GUIDE, » American Institute of
Chemical Engineers, New York, 1994.
[9] K. Park, J. Koo, D. Shin, C. J. Lee y E. S. Yoon,
«Optimal multi-floor plant layout with consideration of
safety distance base on mathematical programming and
modified consequence analysis,» Korean Journal of
Chemical Engineering, vol. 28, nº 4, pp. 1009-1018,
2011.
[10] K. Park, D. Shin y W. Won, «Risk based 3-
dimensional and multifloor plant layout optimization for
liquefied natural gas (LNG) liquefaction process,»
Korean Journal of Chemical Engineering, vol. 35, nº 5,
pp. 1053-1064, 2018.
[11] K. M. Passino, «Biomimicry of bacterial foraging
for distributed optimization and control, » IEEE Control
Systems Magazine, vol. 22, nº 3, pp. 52-67, 2002.
[12] S. Das, A. Biswas, S. Dasgupta y A. Abraham,
«Bacterial Foraging Optimization Algorithm:
Theoretical Foundations, Analysis, and Applications, »

14
de Foundations of Computational Intelligence, vol. 3,
Kolkata, India: Springer.
[13] A. Brabazon, M. O'Neill y S. McGarraghy, Natural
Computing Algorithms, 1 ed., Springer-Verlag Berlin
Heidelberg, 2015, pp. 187-200.
[14] J. P. Gupta , G. Khemani y M. S. Mannan,
«Calculation of Fire and Explosion Index (F&EI) value
for the Dow Guide taking credit for the loss control
measures,» Journal of Loss Prevention in the Process
Industries, vol. 16, nº 4, pp. 235-241, 2003.
[15] Center for Chemical Process Safety, «Guidelines
for Chemical Process Quantitative Risk Analysis, »
Wiley Interscience, New York, 1999.
[16] J. Hwang y K.-Y. Lee, «Optimal liquefaction
process cycle considering simplicity and efficiency for
LNG FPSO at FEED stage, » Computers and Chemical
Engineering, vol. 63, pp. 1-33, 2014.
[17] U.S. Department of Labor's Bureau of Labor
Statistics, «THE CHEMICAL ENGINEERING PLANT
COST INDEX, Chemical Engineering, » 2017.

15
10. Anexos
10.1 Información detallada de la distribución del módulo 2.
Tabla 7. Resumen de la distribución del módulo 2
Figura 7. Distribución de equipos módulo 2
10.2 Otras soluciones factibles:
10.2.1 Módulo 1:
Tabla 8. Resumen de la distribución N° 1

16
Tabla 9. Resumen de la distribución N° 2
Tabla 10. Resumen de la distribución N° 3
Tabla 11. Comparación de alternativas
10.2.2 Módulo 2:
Tabla 12. Resumen de la distribución N° 1

17
Tabla 13. Resumen de la distribución N° 2
Tabla 14. Resumen de la distribución N° 3
Tabla 15. Comparación de alternativas
10.2.3 Módulo 3:
Tabla 16. Resumen de la distribución N° 1

18
Tabla 17. Resumen de la distribución N° 2
Tabla 18. Resumen de la distribución N° 3
Tabla 19. Comparación de alternativas