Embed Size (px)
Citation preview

Application of Right Size Testing, Regulatory Responses and Future Directions
Barry Cherney – Amgen Inc.
WCBP January 2016

Overview
• QbD and risk evaluations in an integrated control strategy
• Application of right size testing for legacy products and regulatory responses
• Achieving a future state with newer technologies
• Achieving a future state through risk based decision making
2

An effective and efficient testing strategy utilizes QbD concepts
Characterize
attributes
and perform
risk
assessment
Characterize
process.
Measure the
critical
quality
attribute at
the point
where it is
controlled
Eliminate
redundant
testing
A lean and targeted control strategy eliminates “noise” and puts
focus on what is important to control
Develop
method(s) for
critical
quality
attributes
E.g. MS Based method
(Future State)
A1
A3
A5Attribute
DS Process
Step
1 2 DS
CQA 1 X X

Control strategy integrates all aspects of process and product controls
Production Process
Procedural controls(facility, equipment and operational parameters)
Input controls(raw materials and components)
In-process testing(validation, IPCs, process monitoring)
What is the right size and scope of end product testing?
(specifications, comparability, stability)
Control elements are well coordinated and integrated in
an effective control strategies
4

Scientific risk-based evaluations were used to create a streamlined and focused control strategy
• product characterization
• attribute knowledge
• safety and efficacy assessments
5
Risk Overall The potential
adverse
impact of the
PQA
Severity
The probability of
the PQA falling
outside of
acceptable
ranges due to
deviations
Occurrence
The detection
capability and
stringency of the
tests applied.
Detection
, ,
• process
characterization
• challenge studies
• degradation
studies
• historical data
• method sensitivity and
specificity
• testing frequency
(i.e. lot release vs.
comparability
• limits
• downstream
redundancy

General Principles for Revise Existing Specifications
• Removal of tests for impurities with well understood mechanisms for removal and proven process capability
• Removal of redundant tests that are performed at multiple points in the process
• Move testing to the point at which it is controlled• Apply Real-Time-Release-Testing (RTRT) where appropriate
• Removal of tests for quality attributes that are well controlled during manufacturing and where adequate detections are in place to identify issues
• Removal of stability tests for attributes that are not impacted by relevant mechanisms of product degradation
Maintain the ability to perform tests as needed
e.g., for comparability and non-conformance investigations

APPLICATION OF RIGHT SIZE TESTING AND REGULATORY
RESPONSES
7

GENERAL REGULATORY FEEDBACK
• Multiple regulatory applications were submitted to the US FDA (8)
• Limited number of submissions to EU, HC, TGA, CH, and Emerging Markets
• In General Amgen’s approach was well received by regulators (50-100% of proposals accepted)
• US FDA was more restrictive than the other jurisdictions which accepted most if not all of our proposals
• We were more successful eliminating DS testing rather than DP release and stability specifications
• Low probability of an occurrence did not trump the need for a sensitive method of detection
8

Removal of tests for process related impurities with well understood mechanisms for removal and proven process capability for clearance (eg., CHOP, DNA, Protein A)
CHO Protein in VI Pool
CHOP Challenge Study Demonstrates
Excess Clearance Capacity at Column 3
Process Step Normal Process Challenge
Study Results
Column 1 pool 2500 to 3300
ng/mg
2148 ng/mg
VI pool 1 to 2 ng/mg Skip
Column 2 pool 0 to 1 ng/mg Skip
Column 3 pool NT 8.3 ng/mg
(2.4 LRV)
Historical Data

PEGylated Protein:Removal of Redundant Tests for the Same Attributes
• SDS-PAGE gels and SE-HPLC are redundant for detecting the attributes of interest, detection assured through SE-HPLC
10
Regulatory response was mixed, FDA cited multiple cases where unexpected protein
clips occurred during routine manufacture. SEC was not sufficiently robust
Current Optimized
CQ
A1
Method
Release Stability
DS DP DS DP
SEC X X X X
Gel X X X X
CQ
A1
Method
Release Stability
DS DP DS DP
SEC X X X X
Gel
]

Removal of redundant tests and movement of testing
to the point nearest where the attribute is controlled
11
CQA is determined early in DS process; does not change through further
purification, DP processing, or storage
Attribute
Process Step Stability
Col2
Pool
DS DP DS DP
CQA 1 X X X X X
Attribute
Process Step Stability
Col2
Pool
DS DP DS DP
CQA 1 X
Current Optimized
Column 2 Pool vs. DP DP Stability

Removal of redundant tests that are performed at
multiple points in the process and move testing to the
point at which it is controlled
12
CE-HPLC lot purity is determined early in the DS process
AttributeProcess Step
VI Pool DS DP
CQA 1 X X X
AttributeProcess Step
VI Pool DS DP
CQA 1 X
Current
Right Sized
VI Pool vs. DP
Regulatory response was positive for moving the test from DS release to in-process.
Removal from DP testing was questioned due to the assay’s ability to detect other
potential degradation products.

Move DP testing to in-process at the point at which it is last controlled (real time release)
• Protein concentration
• Deliverable volume
• pH
• Osmolality
• Polysorbate
• Appearance, Color, Clarity
• Product related variants
13

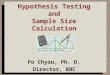
Proposed product potency testing removed from DP specifications
14
Overlay Plot of DS and DP Potency Histogram of DS and DP Potency Paired Differences
Summary of Testing Assessment
• DS is tested with no significant change in product potency between DS and DP
under normal processing conditions
• Characterization studies demonstrate that DP process stresses are not expected to
impact potency, critical operating parameters are well controlled
• For all products, changes in potency would be detected by assays that are retained
on the DP specification and monitoring program would initiate investigations if OOT.

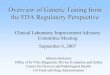
For Product X Aggregation is the primary degradation
product with the potential to impact potency. Changes
are more readily detected by SE-HPLC
15
Impact of Force degradation at 60oC of mAb X
Assessed by SE-HPLC and Bioassays
0
20
40
60
80
100
120
0 1 2 3 4 5 6 7 8
Days at 60°C
% R
ela
tive P
ote
ncy
0
20
40
60
80
100
120
% M
ain
Peak
HTRF
Reporter Gene
TRAP
SEC
85
90
95
100
105
110
115
120
0 0.5 1 1.5 2 2.5 3 3.5
% R
ela
tive
Po
ten
cy
Time (Months)
HTRF Bioassay A
98.2
98.4
98.6
98.8
99
99.2
99.4
99.6
99.8
0 0.5 1 1.5 2 2.5 3 3.5
% M
ain
Pe
ak
Time (Months)
SE-HPLC Main Peak B
Impact of Accelerated Thermal Storage Condition at 37C of
mAb X Assessed by HTRF Assays (Panel A) and SE-HPLC
(Panel B)
Regulatory response was mixed, FDA cited regulatory requirements (21 CFR 610.10
and 600.3(s)) and the need to confirm protein conformation for a therapeutic DP
protein. The proposal was accepted by other jurisdictions.

Removal of stability tests
16

Use statistical tools to identify attributes that do not change during storage
% M
ain
Peak
65
70
75
80
85
90
Time (months)
0 6 12 18 24 30 36 42 48
AOFdata.CEXds
___ Predicted Mean __ __ 95% Confidence Bound on Mean
Lot Number
0010023946001003145900100556690010067117001006807600100683330010068338001008852800100893110010110845001011488100101183700010129046001014262400101478440010148022001014850400101557720010173317049C048022049C048023049C080952049D106926049D108163
Lower Spec = 65
Recommended
Storage -30 C
Accelerated
Storage 5 C
No practically important changes over time.
Removal of potentially stability-indicating assays was questioned by FDA even when
no change observed at the recommended or accelerated conditions to monitor for rare
unexpected events

Removal of stability tests for attributes that are not impacted by the known mechanisms of product degradation and do not change over time
Current State:
(Red—assays to remove)
• Appearance, color, clarity
• CE-HPLC
• SE-HPLC
• rCE-SDS/SDS PAGE
• Bioassay
• pH
• Protein Concentration
Optimized:
(Blue- not approved in all regions)
• SE-HPLC
• rCE-SDS
• Bioassay
• pH
• Appearance
18
Stability Testing for Drug Substance
Optimized*:
(Blue- not approved in all regions)
• Appearance (Occasionally retained )
• Purity CE-HPLC; RP-HPLC
• SE-HPLC
• rCE-SDS/SDS PAGE
• pH (Occasionally retained)
*Lyo product optimized

Removal of stability tests for attributes that are not impacted by the known mechanisms of product degradation and do not change over time
Current State:
(Red—assays to remove)
• Appearance, color, clarity
• CE-HPLC
• SE-HPLC
• rCE-SDS
• Bioassay
• pH
• Protein Concentration
Optimized:
(Blue- not approved in all regions)
• SE-HPLC
• rCE-SDS
• Bioassay
• pH
• Appearance
19
Stability Testing for Drug Product
Optimized:
(Blue- not approved in all regions)
• Appearance
• CE-HPLC/ RP-HPLC
• SE-HPLC
• rCE-SDS
• Bioassay
• pH

Introducing Newer Technologies Achieving a Future State
20

Achieving a Future State for Biologics
• Knowledge of attribute criticality is improving through scientific studies and clinical experience
• High resolution analytical capabilities such as MS provide detailed characteristics of critical protein attributes
• Use of attribute specific control levers to control critical product attributes during manufacturing
• Through more direct measurement and control during processing, we will deliver safe and efficacious biopharmaceuticals with well defined attributes
21

Thermo Exactive (Orbitrap MS)
• Thermo Exactive (Orbitrap Family)
• Hi resolution
• Fast scan speed
• Small footprint
• Technology allows for “Plug and Play” peptide map analysis
• Pinpoint Software provides the ability to generate a comprehensive attribute target list and automated quantification.
• Alignment of method and instrumentation for process development, PAT control and product disposition
. 22

Replacing non-attribute specific assays with methods capable of specifically detecting and measuring critical attributes.
CEX separation
70% Potency
Attribute 1
Attribute 2
Attribute 3
Attribute 4
Current
Release Method
150% Potency
Attribute 5
100% Potency
Main peak
Product
UnderstandingFuture
Release Method
Sub-fraction & BRQA
Assessment
CEX separation
MS Based method
A1
A3
A5A1, A2
2 x A3
A3, A4
A5
Attribute Potency
*
Safety
Main
peak
100% 1
A1 50% 3
A2 110% 3
A3 95% 7
A4 102% 1
A5 150% 5
Regulatory Argument:
Replacing CEX monitoring
of pre-peaks with more
specific method monitoring
relevant attributes:
• A1 (efficacy)
• A3 (safety)
• A5 (safety and efficacy)

Single Multi-Attribute method is able to directly monitor more attributes than all other conventional methods combined
24
Multi-Attribute Method Conventional Release Methods
Antibody PQA Pep Map-MS SEC CEX rCE-SDS nrCE-SDS HILIC ID ELISA HCP ELISA
Aggregate Assessment N Y Indirect Y Y N N N
Deamidation (Isomerization) Assessment Y N Indirect N N N N N
Disulfide Isoform Assessment maybe N Indirect N Y N N N
Glycation Assessment Y N N Y Y N N N
High Mannose Assessment Y N N N N Y N N
Methionine Oxidation Assessment Y N N N N N N N
Signal Peptide Assessment Y N N N N N N N
Unusual Glycosylation Assessment Y N Indirect maybe maybe Y N N
CDR Tryptophan Degradation Assessment Y Indirect N N N N N N
Non-consensus Glycosylation Assessment Y N N maybe maybe N N N
N-terminal pyroGlutamate Assessment Y N Indirect N N N N N
C-terminal Lysine Assessment Y N Y N N N N N
Galactosylation Assessment Y N N N N Y N N
Dimer Assessment N Y N N N N N N
Fragmentation (peptide bond) Assessment Y maybe N Y Y N N N
Disulfide Reduction (DS Fragmentation) Assessment maybe N N N Y N N N
Host Cell Protein Assessment Y N N N N N N Y
Mutations/Misincorporations Assessment Y N N N N N N N
Hydroxylysine Assessment Y N N N N N N N
Thioether Assessment Y N N N N N N N
Trisulfide Assessment maybe N N N N N N N
Non-glycosylated Heavy Chain Y N N N N N N N
DNA Assessment no N N N N N N N
Cysteine Adducts Assessment maybe N maybe N N N N N
C-terminal Amidation Assessment Y N Indirect N N N N N
CDR Conformers (HIC Isoform) Assessment no N Indirect N N N N N
O-linked glycans Assessment maybe N N N N N N N
Fucosylation Assessment Y N N N N N N N
Residual Protein A Y N N N N N N N
Identity Y N Y N N N Y N
which PQA’s to monitor and control based on risk to PQ

Multi-Attribute Method (MAM)
• Provides direct monitoring of PQA’s compared to indirect monitoring by conventional methods (ie CEX)
• Allows one to focus on critical PQA’s thus assessing the risk associated with biologically relevant attributes
• Eliminates conventional release assays
• CEX
• CE-SDS
• ID test
• HPLC
• HCP ELISA
• PrA ELISA

Attribute Focused Acceptance Criteria
*Average purity for historical lots
Many product specifications report %main peak - ambiguous with regards to the
CQA’s being controlled. Proposal to focus on the CQAs
Attribute Current State Parameter Future State Parameter
Size
Variants
SEC %Main peak Not reported
SEC % HMW SEC %HMW (dimer* and
aggregate*)
rCE-SDS %HC +%LC rCE-SDS %LMW+%MMW
Charge
Variants
by CEX or
cIEF**
%Main peak Not reported
% Acidic peaks: ‘report’ or
‘comparable to RS’
% Acidic peaks*: specify range
% Basic peaks: ‘report’ or
‘comparable to RS’
% Basic peaks*: specify range

Achieving a “future state: through risk based decision making and reliance on
the PQS
27

Even in the era of QbD, non-Risked based rejections are still common
• Setting limits well below a possible adverse impact to PQ as it relates to S & E (eg., endotoxin)
• Setting limits for variants that are different for each SKU (eg., metox AC varies from 5% to 17%)
• Setting limits for new peaks without any understanding of the risk
• Setting limits based on non specific information
• SVPs by HIAC (no info on nature of the SVP)
• HCP by Elisa (no info on nature of the protein
• CE-HPLC (multiple variants with various level of risk
Investigational limits to determine the actual risk to PQ should be established when additional information can inform a decision.
28

Embracing a science and risked based control strategy
• QbD is making an impact but specification setting has lagged behind – mostly were still setting limits based on process capability with input from clinical experience
• Monitoring process capability is an important tool for continuous process understanding and improvement but should not be the basis for a product rejection
• Industry and regulators have to fully embrace risked based control strategies and move away from reliance on limited clinical experience and/or process consistency
29

Conclusions
• An integrated, risk-based control strategy utilizing PQA understanding and process knowledge offers the opportunity for right size testing providing control of critical attributes at the appropriate point in the process
• High resolution analytics will make many current methods less informative and redundant
• Implementation of QbD (including Q10) permits increased reliance on PQS to investigate and make appropriate decisions for patients rather than reject product that is suitable for its intended use
30

Acknowledgements
• Jay Higgins
• Bob Bailey
• Tony Mired-Sluis
• Karen Miller
• Chantal Cazeault/ Darrin Cowley
• Julie King/ John Rolf/ Simon Szeto /Barbara Rellahan
• Roger Hart
• Tom Monica
• Wendy Laderach
31