Embed Size (px)
Citation preview

A comparative study of the cutting forces in high speed machining of Ti–6Al–4V and Inconel 718 with a
round cutting edge tool.
Andrew Orme5 October 2009
N. Fang, Q. Wua
Purpose• Ti-6Al-4V• Inconel 718• Same set-up• Measure cutting forces

Importance• Tool wear• Machined surface integrity (aerospace)• Tool life• Economics

ReferencesArunachalam, R., Mannan, M.A., 2000. Machinability of nickel-based high tempera-ture alloys. Mach. Sci. Technol. 4, 127–268.Albrecht, P., 1960. New developments in the theory of metal cutting process: partI—the ploughing process in metal cutting. ASME J. Eng. Indus. 82, 348–357.Baker, M., Rosler, J., Siemers, C., 2002. Finite element simulation of segmented chipformation of Ti6Al4V. ASME J. Manufact. Sci. Eng. 124, 485–488.Barry, J., Byrne, G., Lennon, D., 2001. Observations on chip formation and acousticemission in machining Ti–6Al–4V alloy. Int. J.Mach. Tools Manuf. 41, 1055–1070.Bayoumi, A.E., Xie, J.Q., 1995. Some metallurgical aspects of chip formation in cuttingTi–6wt %Al–4wt. %V alloy. Mater. Sci. Eng. A 190, 173–180.Behrens, A., Kalisch, K., Wulfsberg, J.P., 2004. Possibilities and problems of finiteelement simulation of high speed cutting mechanics. In: Proceedings of the2004 ASME International Mechanical Engineering Congress and R&D Exposition,Anaheim, CA, pp. 1–9.Coelho, R.T., Silva, L.R., Braghini, A., Bezerra, A.A., 2004. Some effects of cutting edgepreparation and geometric modifications when turning
INCONEL 718 (TM) athigh cutting speeds. J. Mater. Process. Technol. 148, 147–153.Dudzinski, D., Devillez, A., 2004. A review of developments towards dry and highspeed machining of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 44, 439–456.Ezugwu, E.O., Bonney, J., 2003.An overviewof the machinability of aeroengine alloys.J. Mater. Process Technol. 134, 233–253.Ezugwu, E.O., Fadare, D.A., Bonney, J., Silva, R.B., Sales, W.F., 2005. Modeling thecorrelation between cutting and process parameters in high-speed machiningof Inconel 718 alloy using an artificial neural network. Int. J. Mach. Tools Manuf.45, 1375–1385.Fang, N., 2003. Slip-line modeling of machining with a rounded-edge tool, part I:new model and theory. J. Mech. Phys. Solids 51, 715–742.Fang, N., Wu, Q., 2005. The effects of chamfered and honed tool edge geometry inmachining of three aluminum alloys. Int. J. Mach. Tools Manuf. 45, 1178–1187.Komanduri, R., Hou, Z.B., 2002. On thermoplastic shear instability in the machiningof a titanium alloy (Ti–6Al–4V). Metall. Mater. Trans. A 33A, 2995–3010.
ReferencesNabhani, F., 2001. Machining of aerospace titanium alloys. Roboti. Comput. Integr.Manuf. 17, 99–106.Nalbant, M., Altm, A., Gokkaya, H., 2007. The effect of cutting speed and cutting toolgeometry on machinability properties of nickel-base Inconel 718 super alloys.Mater. Des. 28, 1334–1338.Narutaki, N., Yamane, Y., 1993. High speed machining of Inconel 718 with ceramictools. Annals of CIRP 42, 103–106.Quan, Y.M.,Wang, C.Y., He, Z.W., 2004. Experimental investigation on the high speedmachining of hardened steel. Adv. Mater. Manufact. Sci. Technol. Mater. Sci.Forum 471–472, 339–343.Roth, R.N., Oxley, P.L.B., 1972. Slip-line field analysis for orthogonal machining basedupon experimental flow field. J. Mech. Eng. Sci. 14, 85–97.Schulz, H., Abele, E., Sahm, A., 2001. Material aspects of chip formation in HSCmachining. CIRP Annal. 50, 45–48.Shirakashi, T., Obikawa, T., 1998. Recent progress and some difficulties in computa-tional modeling of machining. Mach. Sci. Technol. 2, 277–301.Siems, S., Dollmeier, R., Warnecke, G., 2000. Material
behavior of aluminum alloy7075 and AISI 1045 steel in high speed machining. Trans. NAMRI/SME 28,101–106.Su, Y., He, N., Li, L., Li, X.L., 2006. An experimental investigation of effects of cool-ing/lubrication conditions on tool wear in high-speed endmilling of Ti–6Al–4V.Wear 261, 760–766.Usui, E., Hoshi, K., 1963. Slip-line fields in metal machining which involve cen-tered fans. In: Proceedings of the International Production Engineering ResearchConference, ASME, Pittsburgh, pp. 61–71.Wu, Q., Fang, N., 2006. Effect and modeling of tool edge wear in high-speed finishmachining of supperalloy Inconel 718. Trans. NAMRI/SME 34, 340–397Liu, K., Li, X.P., Rahman,M., Neo, K.S., Liu, X.D., 2007. A study of the effect of tool cut-ting edge radius on ductile cutting of siliconwafers. Inter. J. Adv.Manuf. Technol.32, 631–637.Molinari, A., Musquar, C., Sutter, G., 2002. Adiabatic shear banding in high speedmachining of Ti–6Al–4V: experiments and modeling. Int. J. Plast. 18, 443–459.

Relation to course• Normal, Thrust, Cutting Force• Equations
Fc = Fs cos ( - )/[b a cos ( + - )] f b a
Ft = Fs sin ( - )/[b a cos ( + - )]f b a
Design• Good comparison
• Minimize variation • High Strength to weight ratio• Low thermal conductivity• Heat •Chip formation• Cutting Forces• Cutting Power• Cutting Energy• Material Removal Rate• Tool geometry

Design of Experiment•Small feed rates 0.075, 0.09, 0.105, 0.12mm/r • Work material (tube) Ti–6Al–4V and Inconel 718• Tube outer diameter 50mm• Tube wall thickness 1.4mm for Ti–6Al–4V
1. 2mm for Inconel 718• Tool insert TPG 432 (Kennametal Inc.)• Tool material Cemented carbide (KC 8050) with TiC/TiN/TiCN coating• Tool working rake angle 5◦• Tool edge radius 0.06mm (.002in)• Cutting speed 58, 87, 116, 144, 174m/min
.05*π=.157m
174m/min * 1rev/.157m
=
1107rpm.

Equipment• CNC Turning Lathe• Finish Machining• Five Cutting Speeds• Four feed rates• No cutting fluid or coolant• Tool radius measured after each cycle• Kistler Dynamometer• Kistler Amplifier• Data Acquisition System(Labview)• 20 Cutting Tests for each material• Most tests repeated 3 times
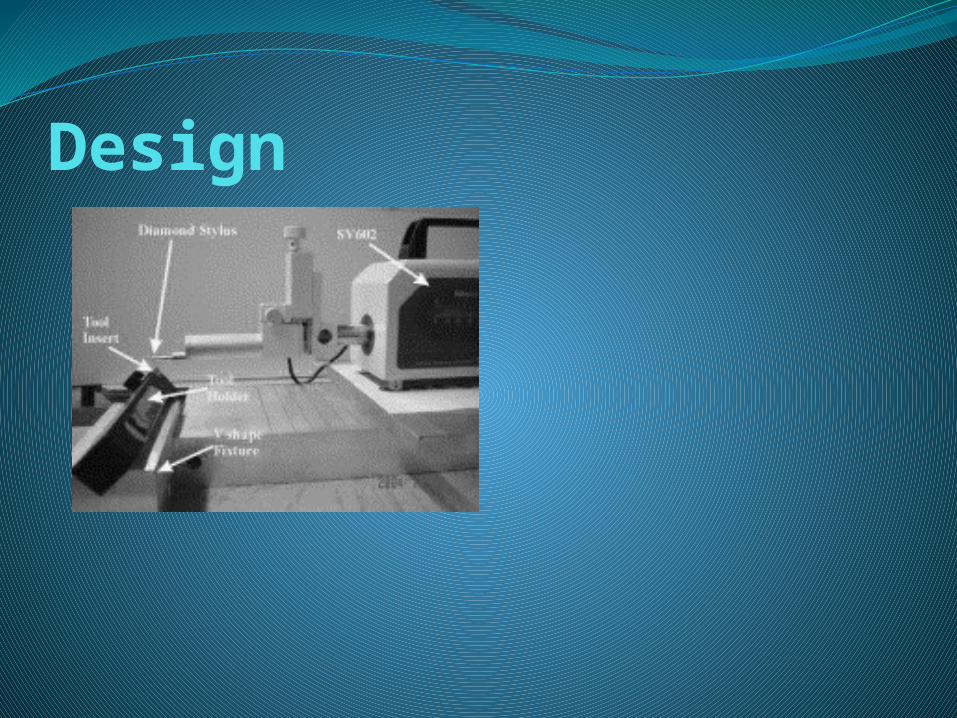
Design
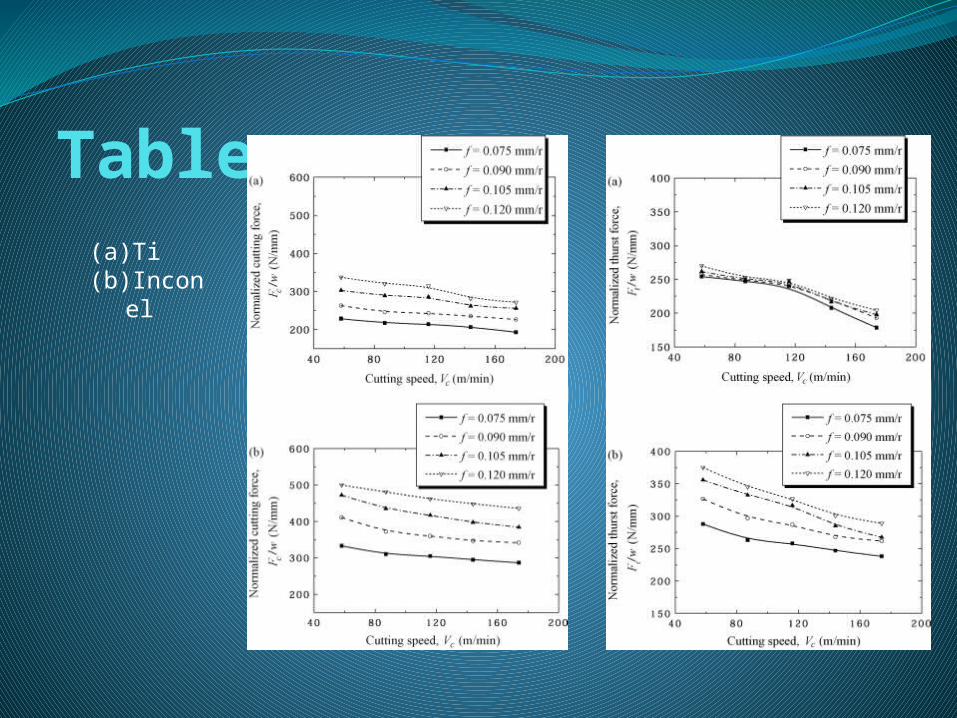
Tables(a)Ti(b)Incone
l

Tables(a)Ti(b) Inconel
Force Ratio• Determines direction of resultant force

Empirical Regression•Cutting Force
Fc_Ti64=103.52Vc−0.155f0.784w
Fc_In718=103.81Vc−0.153f0.894w
• Thrust ForceFt_Ti64=103.02Vc
−0.257f0.127w
Ft_In718=103.41Vc−0.216f0.495w
• Resultant ForceRTi64=103.44Vc
−0.202f0.483w
RIn718=103.80Vc−0.175f0.746w
•Force RatioFc_Ti64/Ft_Ti64=100.508Vc
0.101f0.657
Fc_In718/Ft_In718=100.394Vc0.0635f0.400
Conclusions1. Increased cutting speed means lower cutting forces
but higher force ratio.2. Increased feed rate means increased cutting forces
and increased force ratio.3. Cutting force and thrust are higher for Inconel than
for Titanium.4. As feed rate changes, thrust force varies more in
Inconel than Titanium.

Industrial Use• Jet Engines• Aerospace• High strength to low weight ratio • High Speed Machining?
Develop new tools• Equations can be used to estimate cutting forces.



![of Ti 6Al 4V Ti 6Al 4V 1B for FRIB beam dumppuhep1.princeton.edu/mumu/target/FRIB/amroussia_112613.pdfTi-6Al-4V vs Ti-6Al-4V-1B Alloy Ti‐6Al‐4V Ti‐6Al‐4V‐1B E [GPa] At RT](https://img.pdfslide.us/doc/110x75/5eb2d6d755eb4c7aaa54e97d/of-ti-6al-4v-ti-6al-4v-1b-for-frib-beam-ti-6al-4v-vs-ti-6al-4v-1b-alloy-tia6ala4v.jpg)