Embed Size (px)
Citation preview

An Initial Analysis of Long-Distance Slurry
Transport in Subarctic Environment
Wilhelm Friberg
Mechanical Engineering, master's level (120 credits)
2021
Luleå University of Technology
Department of Engineering Sciences and Mathematics

Foreword
This report covers the master thesis work conducted for LKAB at Luleå University of
Technology. The thesis is a study of slurry transportation in the subarctic climate in
Norrbotten. Special thanks go to my supervisors Johan Breheim and Anders Sellgren
as well as my examiner Pär Jonsén for their input and support during my thesis.
Thank you to the people at LKAB pilot apatite plant who provided useful data for this
thesis. I also want to send gratitude to my parents, Lars and Helena for their support
during my studies in Luleå.

Abstract
In today’s economy, it is important to have a sustainable business model where as
little as possible goes to waste or finding solutions to create something useful out of
by-products. Therefore, LKAB are looking to make a large investment into creating
an infrastructure of several plants to turn tailings from the production of iron ore into
usable products for several industries which LKAB has designated project ReeMAP
(Rear Earth Elements and MonoAmmonium Phosphate). These products include
phosphorus used in the production of food, gypsum used in the building industry and
fluorine used in the chemical industry.
One of the key ingredients in making these products is apatite, a calcium-phosphate
crystal which is extracted from the tailings. The plant where the apatite is to be
produced will be located close to the mining sites in Kiruna and Malmberget and then
transported to the coast. The transportation can be caried out by rail carts which is
how the iron ore is transported. Depending on the quantity of apatite that will be
transported, a new rail track would need to be built which is a huge investment on top
of the investment for the ReeMAP infrastructure. An alternative transportation
method for the apatite is to use a pipeline that is pressurized by a series of pumps
known as slurry transportation. This method of transporting material has been utilized
in many countries around the world as it has shown to be a cost effective and more
environmentally cautious method of transportation.
Slurry transportation comes with its own unique challenges, the major ones are
making sure the slurry is well mixed and the solid particles do not deposit inside the
pipeline and the other is the risk of freezing during a longer system shutdown. This
has been studied using Computational Fluid Dynamics analysis in the software
ANSYS Fluent. In addition, an overview calculation of the pressure losses to
determine the number of pumps needed for the transportation has been conducted.
The software ANSYS Fluent Multiphase was used to model the interaction of solid
apatite particles with water and determine the volume concentration of apatite inside
the pipeline. For the freezing of water inside the pipeline during a shutdown and
stationary flow, the software ANSYS Fluent Solidification/Melting was used for the
modelling.

The results from the flow model show that the apatite becomes pseudo-homogenous
during the transportation, given that the particle size remains within a certain interval,
which will deposit the correct amount of apatite at the outlet of the pipeline. The
results from the freezing model shows that a shutdown of a few hours is possible
without the risk of the water freezing inside the pipeline. With insulation, this time
may be extended.

Sammanfattning
I dagen samhälle är det viktigt att minska utsläpp och spill i tillverkning av varor. För
LKAB, vid tillverkningen av järnmalm så skapas en stor del avfallsand som resterar.
LKAB har därför valt att utvärdera en stor investering i ett projekt benämnd ReeMAP
(Rear Earth Elements and MonoAmmonium Phosphate) där avfallsanden ska
användas för att skapa bland annat fluor som används inom kemikalier industrin, gips
som används inom byggindustrin och gödsel som används flitigt inom odling.
Ett av huvudämnena vid tillverkning av dessa produkter är apatit, en kalcium-
fosfatkristall som utvinns ur avfallsanden. Verket som utvinner apatiten, apatitverket,
kommer att befinna sig vid gruvorna i Kiruna och Malmberget. Apatiten transporteras
sedan till kusten. Apatiten kan transporteras via järnväg som järnmalmen men det
kommer medföra att ett nytt spår behövs då det är kapacitetsbrist på Malmbanan vid
ett högre tonnage av apatit. Ett alternativ till detta är att apatiten transporteras i en
pipeline med en serie av pumpstationer efter flotationsprocessen i apatitverket.
Slurrytransport är något som används flitigt inom industrin då det har visat sig vara en
mer kostnadseffektiv metod än transport med räls.
Med slurrytransport så tillkommer en del unika utmaningar, bland annat så är det
viktigt att apatiten är väl fördelad i slurryn för att flödet ska vara så jämnt som möjligt
och att slurryn inte fryser när det inte är något flöde och slurryn är stilla i röret. Båda
dessa problem har studerats med Computational Fluid Dynamics analys med
beräkningsprogrammet ANSYS Fluent vilket är ett numeriskt program som har visat
sig kunna modellera slurrytransport med hög precision. En överslagsberäkning har
också utförts för att bedöma tryckfallet i röret och energiförbrukningen av pumparna
för att transportera apatiten. Beräkningsprogrammet ANSYS Fluent Multiphase
används för att modellera apatiten som en kontinuerlig fas av solida partiklar och
volymfördelningen av apatit partiklarna i slurryn bestäms. Beräkningsprogrammet
ANSYS Fluent Solidification/Melting användes för att visa fasövergången mellan
vatten och is i pipelinen och bestämma tiden det tar för att slurryn ska börja frysa och
hur lång tid det tar tills slurryn har fryst.
Resultaten visar att apatiten blir pseudo-homogent under transporten i pipelinen givet
att apatit partiklarna inte är för stora då större partiklar deponeras i botten av röret.
Tryckförlusterna som sker i röret enligt modellen som tagits fram i ANSYS Fluent är

lägre än det tryckfallet som förväntas vilket visar att det finns möjligheter för
förbättringar i modellen. Resultaten visar också att risken för frysning existerar men
att slurryn kan vara stillastående över flera timmars tid innan det börjar frysa och flera
dagar innan slurryn blir helt till is. Isolering kan möjligtvis förlänga isbildnings tiden.
Detta medför att slurrytransport är en möjlighet för LKAB att använda som
transportmedel för apatiten.

Table of Contents
Introduction .................................................................................................................. 1
1.1 Iron Pellets Manufacturing ............................................................................ 1
1.2 Waste Products to Usable Products ............................................................... 2
1.3 Thesis statement & Delimitation ................................................................... 3
1.4 Aims and Objectives ...................................................................................... 5
1.5 Computational Fluid Dynamics ..................................................................... 5
1.6 Pipeline .......................................................................................................... 6
1.7 Earlier work ................................................................................................... 6
Background and Theory.............................................................................................. 8
1.1 Slurry and Slurry pumping............................................................................. 8
1.2 Apatite ............................................................................................................ 8
1.3 ANSYS Fluent Multiphase .......................................................................... 10
1.4 ANSYS Fluent Solidification/Melting ......................................................... 11
Method ........................................................................................................................ 13
1.5 Holistic Perspective ..................................................................................... 13
1.6 Sedimentation Analysis ............................................................................... 14
1.6.1 Physical Test – Sedimentation Analysis ................................................... 14
1.6.2 Simulation – Sedimentation Analysis ....................................................... 15
1.7 Flow Simulation ........................................................................................... 19
1.7.1 Horizontal pipe – Comparision ............................................................... 19
1.7.2 Horizontal pipe – Steady .......................................................................... 20
1.7.3 Horizontal Pipe – Sedimented ................................................................. 22
1.8 Freezing Model ............................................................................................ 23
1.8.1 Freezing Model – ANSYS Fluent Control ................................................ 23
1.8.2 Freezing Model – MATLAB Control........................................................ 25
1.8.3 Freezing Model – Pipeline ....................................................................... 26
Results ......................................................................................................................... 29
1.9 Holistic Perspective ..................................................................................... 29
1.10 Sedimentation Analysis ............................................................................... 29
1.11 Flow Model – Comparison .......................................................................... 32
1.12 Flow Model – Steady ................................................................................... 33
1.13 Flow Model – Transient ............................................................................... 45

1.14 Freezing Model – MATLAB Control .......................................................... 45
1.15 Freezing Model – ANSYS Fluent Control................................................... 46
1.16 Freezing Model – Pipeline ........................................................................... 50
Discussion.................................................................................................................... 52
Conclusion .................................................................................................................. 57
References ................................................................................................................... 59
Appendix 1 – Holistic Perspective ............................................................................ 62
Appendix 2 - Numerical heat flow model in MATLAB.......................................... 66
Appendix 3 – Maximum Packing Limit ................................................................... 68
Appendix 4 – MATLAB script for explicit heat equation ...................................... 69
Appendix 5 – MATLAB script losses approximation ............................................. 71

1
1 Introduction
Luossavaara-Kiirunavaara AB (LKAB) is a mining and mineral group that mines and
processes iron ore in the Swedish province of Norrbotten. LKAB was established in
1890 and has stood as a cornerstone for the Swedish export industry ever since,
having supplied iron for steel manufactures in Europe. In 1954, LKAB builds a
pelletization plant to enrich the iron ore further to give added value for their
customers (LKAB Iron, 2017). In 2019, LKAB produced 27.2 million tons of iron ore
which is 80% of the total iron ore produced in Europe, making LKAB the largest iron
ore producer of Europe (LKAB, 2017). As LKAB strives to develop their business
model ever more, the thought of using todays mining waste for the products of the
future is one with many challenges. This is however the ambition of project ReeMAP,
an LKAB Minerals project which involves using as much of the mined material as
possible for the use of green technology and for the production of food.
1.1 Iron Pellets Manufacturing
The waste comes from the production of iron pellets, LKABs main product which is
used as a key ingredient in the production of steel. In order to create the Pellets from
the mined ore, several processes take place which including Sorting, Concentrating
and Pelletizing. The first step of Sorting involves breaking down the mined ore into
smaller pieces and initially sorted from waste rock. This is done using powerful
magnets which attracts the magnetic ore from the waste rock. This increases the iron
content from roughly 45% to 62% (LKAB Sorting, 2017).
When the sorting process is complete, the iron ore is transported to the concentrating
plant. Here the ore is ground to a fine powder and mixed with water to create a slurry.
From there, the slurry is filtered to eliminate waste minerals such as silicon, sodium
and phosphorus. This raises the concentration of iron to 68% (LKAB Conc., 2017).
The concentrating process also includes flotation which involves adding additives to
the slurry to increase the ore concentration further. The additives attract phosphorus
mineral apatite which binds them to form air bubbles and can be removed from the
surface as foam. Once the iron ore has reached the desired concentration it is
transported to the pelletizing plant.

2
In the pelletizing plant the concentrated iron ore is mixed with bentonite which is
used as a binder. The concentrate is placed in a large rotating drum which creates
small spheres, 10 mm in diameter, which are known as pellets. The pellets are then
dried and pre-heated to increase the strength of the pellets. After this, the pellets
become sintered to bind the individual iron ore particles together after which they are
cooled and are shipped to the desired destination. The entire pellets production
amounts to 28 million tons of processed iron ore every year, which leaves a lot of
waste materials (LKAB Iron, 2017).
1.2 Waste Products to Usable Products
Many of the waste materials such as phosphorous and fluorine are used in everyday
products for individual consumers such as toothpaste or for the production of food
such as fertilizer. For this to be possible, LKAB is in discussions regarding a large
investment into creating an entire network of plants to manufacture products for the
Swedish and international economy (LKAB Iron, 2017). These products include:
• Fluorine which is heavily used in the medical field and chemicals industry
• Phosphorus used in the production of food
• Gypsum which is used in the construction industry
• Rare Earth Elements (REE) used in green technology such as wind turbines
and electric motors (LKAB Reemap, 2021)
To be able to produce these products, several stages are involved to turn the waste
products to usable products and materials. The first step is the production of pellets
where the waste comes about. This waste or by-product, which from here on is known
as tailing product, is collected and stored in tailing ponds. From there the product is
transported to an apatite plant where the tailing product is upgraded to produce an
apatite concentrate, which contains the necessary minerals to produce the desired
products. The apatite concentrate is then transported to the Hydro where it is mixed
with hydrochloric acid to produce Fluorine, Rare Earth Elements, Gypsum and
Phosphoric acid as shown in figure 1. The Phosphoric acid is then transported to a

3
concentration plant where it is mixed with ammonia to produce Mineral fertilizer
(LKAB Reemap, 2021).
Figure 1: Production cycle of materials and plants (Nyhetsbyrån, u.d.)
1.3 Thesis statement & Delimitation
This master thesis work revolves around the transportation of the apatite concentrate.
One option is to transport it as a slurry from the Apatite plant to the Hydro plant using
a pipeline and a series of pumps. Using pipeline transportation would eliminate the
need for additional train transport and potentially reduce the cost. Today, the rail track
is being used to maximum capacity currently and an extra tack would be required to
cover additional transport demands. Since the apatite plant is located at the mines in
Kiruna and Malmberget and the Hydro plant by a site near a harbor, the pipeline
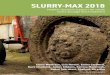
would be roughly 300 km long. Long distance transport of slurry has been used in the
past. Most notably by the OCP Group who utilizes a 235-kilometre pipeline network
in Morocco to transport the slurry from the production plant in Khourigba to the
terminal station in Jorf Lasfar, a schematic of the pipeline is shown in figure 2. This
has helped reduce the water needed by 3 million cubic meters per year and reduce the
CO2 emissions by 930 thousand tons per year (OCP Slurry pipeline, 2015).

4
Figure 2: OCP Morocco slurry pipeline network (Aggragate Business, 2014)
There are a number of other examples of utilizing pipelines for slurry transport.
However, using it in the northern most territory of Sweden has its own unique
problems in terms of both terrain and climate. The problem description is defined as:
• What are the opportunities and challenges with long distance slurry transport
in a subarctic environment?
This is a very open description, which leaves a lot of room for identifying and
reasoning of potential problems that can be formulated. This will include:
• Design Computer Aided Design file for geometry for ANSYS Fluent
• Determine ideal geometry for desired slurry velocity and the flow
• Calculation of pressure losses during the transportation
• Map out potential route of pipeline
• CFD analysis for flow in 3D for varying concentration of apatite
• Freezing behavior of slurry in pipeline for different conditions
• Sedimentation of slurry in pipeline
In order to validate the simulation results, physical tests were performed alongside the
simulations. There is a limit to the amount of physical testing that were conducted for
this thesis but will be a part of future work required for a successful system for
LKAB. The physical tests will include:
• Sedimentation of slurry

5
Due to the complexity of the models, certain delimitations are stated to reduce the
calculation times. These limitations include:
• Regarding the slurry as incompressible
• No structural mechanics simulations will be performed
• Only a short portion of the pipeline will be analyzed using CFD
• Ambient temperature outside the pipeline will be constant
• No wear is considered on the pipeline
1.4 Aims and Objectives
The main aim of this thesis is to obtain an initial understanding of slurry
transportation with long-distance pipeline systems in a subarctic environment. The
main objective is to develop a model that can predict the flow behavior and the solid
particle distribution in a pipe section. The second objective is to develop a model that
can determine the risk of freezing when there is no flow in the pipeline.
1.5 Computational Fluid Dynamics
The most common method for modelling of fluid flow, is the use of computational
fluid dynamics, (CFD). CFD is a numerical approximation approach to solve partial
differential equations that govern the behavior of the fluid. The governing equations
used in CFD for both 2D and 3D are conservation of momentum, mass, and energy
equations. The nature of these governing equations are non-linear partial differential
equations and an exact solution can only be found in simple cases which rarely exist
in the practice of fluid mechanics (Saqr, 2017). Therefore, equation discretization is
introduced to linearize which creates a set of linear equations. In order to accomplish
this the domain, where the flow problem is to be solved, is discretized into a finite
number of elements and nodes. The solution algorithm solves the set of linear
equations in each of the nodes given the boundary and initial conditions for the flow.
The most common method for discretization of the domain is the Finite Volume
Method (FVM). This method divides the domain into a finite number of elements or
cells where the centroid of the cell is the variable for the linearized equations. The
divided domain is more commonly referred to as the mesh. Interpolation methods are
used to calculate the change of the studied variable in between the centroid nodes
(Saqr, 2017).

6
There are several programs available to perform CFD analysis. The commercial
software ANSYS Fluent was chosen as the preferred tool. ANSYS Fluent has the
capabilities of both calculating turbulent and laminar flow as well as particle
interaction. Fluent also has many pre-described functions such as Multiphase and
Solidification/Melting which can come in handy for slurry transportation and
freezing.
1.6 Pipeline
For this thesis, it is assumed that the apatite pipeline will run as stated from Kiruna
and/or Malmberget to Luleå where the apatite will be used to form the finished
products, which will thereafter be shipped from the Luleå docks. For this thesis, it is
assumed that the pipeline will run parallel to Malmbanan, the train rails that transport
the iron pellets. The rail track is depicted in figure 3.
Figure 3: Rail track map from Luleå to Riksgränsen (järnvägsstyrelsen, 1931)
1.7 Earlier work
There have been several earlier works when it comes to CFD analysis of slurry for
pipeline applications. These include:
• Characteristics of flow
• Influence of particle drag
• Particle size influence on flow
• Concentration and velocity influence on flow
• Temperature drop during flow

7
• Freezing risk over longer shutdown time
Some of the previous work that has been done include (Li, et al., 2018) and (Kumar
Gapaliya & Kaushal, 2016) who’s works consists of CFD analysis of slurry flow in
horizontal pipes at a range of velocities, concentrations and particle sizes. Both these
studies have been conducted using ANSYS Fluent and have made comparisons with
experimental data. The results from the data shows that ANSYS Fluent can simulate
the velocity as well as the volume concentration distribution of the sand at a high
precision. From these findings, ANSYS Fluent was chosen as the preferred tool for
simulating the flow of slurry in a pipeline configuration.

8
2 Background and Theory
This chapter covers the theories used in the thesis as well as background information
to give a better understanding of slurry pumping.
2.1 Slurry and Slurry pumping
A slurry is defined as a mixture consisting of fluid and solid particle mediums (Metso
Minerals AB, 2012).A slurry can be composed of just a single fluid and solid particles
which is known as a two-phase slurry. Slurry can consist of more fluids, most
commonly water and air together with solid particles which is known as a three-phase
slurry. In most cases, the fluid is simply used to be able to transport the solid particles
using slurry pumping. The fluid used is usually water however other chemical
compound like fluids can be used such as acid and alcohol (Metso Minerals AB,
2012).
Slurry pumping is the method of transporting slurry under pressure via pipelines. The
pressure is supplied from pumps located along the pipeline. The pumps used is
dependent mainly on the type of slurry that is to be pumped as well as the application
for which it is used. The most common pumps used for slurry pumping are centrifugal
pumps and positive displacement pumps. The centrifugal pumps help feed the slurry
to the positive displacement pumps which creates the flow for the slurry. An installed
positive displacement pump along with a schematic of a positive displacement pump
is shown in figure 4.
Figure 4: Positive displacement pump for slurry transportation (Weir, 2015)
2.2 Apatite
The solid particles that make up the slurry along with water is apatite concentrate or
simply apatite. Apatite, in its purest form, is a calcium-phosphate crystal that contain
a variety of minerals. Apatite will be part of the production of the products described

9
in the introduction. The apatite will be produced in a plant consisting of several steps
depicted in figure 5.
Figure 5: Potential apatite plant schematic of the individual processes (Nyhetsbyrån,
u.d.)
The plant consists of several steps that enriches the tailing sand to become apatite
concentrate. The first step involves removing large particles and metals. The metals
will be returned to the pellets plant while the large particles will be transported back
to the tailing ponds. The next step is to remove the absolute smallest particles that can
interfere with the flotation process, these particles are as well transported back to the
tailing ponds. Before the flotation process can begin, a mixing process takes place
where flotation reagents are added to the remaining tailing sand. The flotation process
is where the apatite is extracted from the tailing sand. The reagents react to collector
molecules surrounding the apatite particles. This reaction causes bubbles to form
which raise to the surface with the apatite particles that can then be collected. The
remaining tailing sand is sent back to the tailing ponds. The final step of the process,
as it stands during the writing of this report, is the drying process where the apatite
concentrate is filtered to dewater the apatite and subsequently dried. Since the apatite
is planned to be shipped via trains, it makes logistical sense to ship it dry as it takes up
less space. This process will most likely be changed where a filtration process could
be obsolete. This is due to the apatite needing to be mixed with water for the slurry
transportation. (LKAB apatite, 2020)
For the simulations, it is important to know the density and particle size of the apatite
concentrate. The apatite concentration test lab KA3 were able to produce a sample for

10
this report, specifying the mineral contents of the apatite concentrate, density, and the
particle size. The density of the apatite concentrate is 2970 𝑘𝑔/𝑚3. This value is
taken as the average for the entire test sample of varying particle size.
The particle size was determined using two different methods, sieve analysis and laser
diffraction analysis. Both methods are common practices when looking at particle
distribution to determine particle size. Sieve analysis is a process where sand material
is passed through a series of stacked sieves with varying mesh sizes. The sand is
loaded at the top sieve and a shaker is used to separate the particles. The mass of sand
for each sieve is then measured to produce a particle size distribution spectrum
(Jamal, 2017). Laser diffraction analysis is a method where the diffraction pattern of
laser beams is studied to determine the particle geometry (Malvern Panalytical, 2021).
The reason for using two methods is that sieve analysis cannot be dependable below a
certain diameter, around 45 micrometers. The particle distribution can be seen in
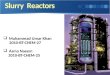
figure 6.
Figure 6: Particle distribution of apatite from apatite pilot plant at the Kiruna mine
The graph shows the cumulative mass of particles up to the given particle size. This
can therefore be used to determine the average particle size, which is around 45
micrometers, which will serve as the base particle size for the simulations. This being
said, there are some industry standard tests, which utilize more than one particle size.
The particle sizes that will be utilized are 50, 100 and 150 micrometers. It will also be
possible to use more than one particle size to obtain a comparative simulation.
2.3 ANSYS Fluent Multiphase
To simulate the slurry, ANSYS Fluent Multiphase solver is used. The Multiphase
solver enables multiple phases to be used within a geometry. A phase can be defined

11
with a set of material properties which interacts with the other phase or phases in
which it presides (ANSYS Multiphase, 2009). The phase interaction can be set as any
combination of gas and liquid together with solid. There are three different types of
multiphase models that can be generated: Volume of Fluid, also known as VOF,
Mixture model and the Eulerian model. The VOF model is strictly a fluid-fluid phase
interaction model, which is not applicable for slurry transport (ANSYS Multiphase,
2009). The difference between the Mixture model and Eulerian model is essentially
that the Mixture model is a simplified multiphase model where a single set of
momentum and continuity equations are solved as a mixture of all the phases
combined. In the Eulerian model however, the turbulence equations can be solved for
each of the different phases, Per Phase model, or together with the Mixture model.
The Mixture model will therefore yield a faster solution however might not give as
correct of a solution. When using Multiphase models in ANSYS, either Mixture or
Eulerian, there is no difference when it comes to the governing equations between
liquid-liquid phases or liquid-solid phases (ANSYS Multiphase, 2009). Instead, the
viscosity of the granular phase is determined by a series of equations that are input
parameters for ANSYS Fluent Multiphase.
2.4 ANSYS Fluent Solidification/Melting
The freezing simulations was performed using ANSYS Fluent using the
Solidification/Melting model. The model allows for simulation of the solidification
and melting process, at a single temperature or over a range of different temperatures
depending on the material used, see (ANSYS Solid, 2009). The model uses an
enthalpy-porosity formulation that, utilizes sink terms that are applied to the
momentum equations to account for pressure drop when the liquid phase becomes
solid (ANSYS Solid, 2009). The porosity will change when the liquid freezes and
becomes solid and the enthalpy-porosity formulation creates a “mushy zone” where
the porosity is taken from the liquid-fraction. The liquid-fraction can be viewed
during post-processing visualization that shows the quantity of solid and liquid
phases.
There are however limitations to the solidification/melting model. The main being
that multiphase modelling cannot be combined with solidification/melting model
(ANSYS Solid, 2009). Therefore, inclusion of water and apatite slurry to the model
was not possible. Because of this, the necessary values needed for the model to be as

12
accurate as possible needs to be derived from the multiphase model. These values
include the viscosity and thermal diffusivity. Another limitation is that it is not
possible to specify different material properties for solid and liquid phase. Since water
expands as it freezes, there could be instances where the simulation shows freezing
where in the real world, it will not be possible and instead the pressure increases.

13
3 Method
This part of the report covers the methods used to get an understanding of the pipeline
pressure loss and energy consumption as well as the setup the models and physical
experimental tests.
3.1 Holistic Perspective
In order to obtain a wider view of the problem at hand, a scenario was created for a
pipeline, which would cover a length equivalent to the length between Kirunavaara
and Luleå. This pipeline however would not undergo the same elevation changes
instead be on a linear decline. The goal of this scenario is to acquire a better
understanding of the pressure losses due to friction on the pipeline wall as well as the
energy consumption required to transport the slurry.
In the scenario, the pipeline has a length of 300 km and an inner diameter of 250 mm.
The elevation difference between the inlet and outlet is 450 meters. This is set using
the elevation difference between the Kiruna and Luleå as shown in figure 3. The
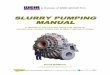
average flow velocity was set using the critical velocity for sedimentation, figure 7.
For example, with a particle size of 150 micrometers and a pipe diameter of 0.25
meters, the critical velocity would be 1.8 m/s. The critical velocity is the limit where
the slurry will undergo deposition if the velocity was any lower. Since deposition of
particles will lead to increased losses and possibly plugging of the pipeline, it is
important to control the maximum particle size that can enter the pipeline system.
Figure 7: Nomogram showing the deposition velocity for solid particles in a fluid
(Metso Minerals AB, 2012)

14
Utilizing the methods and equations in Appendix 1, the pressure losses and energy
consumption was determined.
3.2 Sedimentation Analysis
In order to obtain a better understanding of the sedimentation that occurs when the
fluid is stationary, a physical sedimentation analysis was performed using a
measuring cylinder. A sedimentation analysis was also performed in ANSYS Fluent
to validate the model. The data gathered from the physical analysis will also give the
maximum packing limit that is the maximum volume the solid particles in the slurry
as a percentage.
3.2.1 Physical Test – Sedimentation Analysis
The physical test that was performed for this thesis work was the sedimentation
process of tailing sand in a measuring cylinder. The purpose for the test is to be able
to identify the time taken for sedimentation to occur as well as identifying the
maximum packing limit. The maximum packing limit is important to know since it is
an input value used for ANSYS Fluent. The results will also provide with a base
comparison to the simulation results achieved using ANSYS Fluent.
To start of a 250 ml +/- 2 ml measuring cylinder was used as the control volume to
perform the tests. The geometry is very different from the slurry pipeline however, it
will provide a good comparison for a simulation model which will be setup in a
similar manor. In the physical tests, tailing sand sample taken from the tailing ponds
in Kiruna is used due to the lack of plentiful apatite. The tailing sand appeared more
course than the apatite that, one assumes, will not yield an exact packing limit for the
apatite however, it will give a base value to use for the flow simulation.
To begin, a scale was used to measure the weight of the tailings as well as the water.
Using weight instead of volume to measure out the correct volume fraction provided a
more reliable measurement of the different phases. For the experiments 75, 100 and
125 grams of tailing sand and water was measured up using an electronic scale with a
certainty of +/- 1 gram. The tailings and water were then poured into the measuring
cylinder and mixed. The resulting volume was then checked with the theoretical
volume since the density of the phases were both known along with their masses.

15
Once a homogenous mixture was achieved, the measuring glass was placed on a table
surface allowing the tailings to sink and sediment completely. Once the mixture has
reached a sufficient sedimentation, the elapsed time will be compared with the
simulation results. In order to determine the maximum packing limit, the volume of
tailings has to be determined. This is calculated using equation 22 while the
maximum packing limit is then determined using equation 23. These equations are
found in appendix 3. The maximum packing limit will be used as an input for ANSYS
Fluent.
The results from this experimental set up will be displayed in tabular form where the
total volume of the slurry is before the experiment, from this the volume of the
tailings can be calculated, the sedimentation volume after one hour and 24 hours
respectfully which are the volumes of the slurry when sedimentation has occurred.
Finally, the maximum packing limit is determined.
3.2.2 Simulation – Sedimentation Analysis
A simulation was created which replicated the scenario with the measuring cylinder.
The purpose of this simulation was to find similarities and differences of the
interaction between the water and tailing sand of the physical experiment vs
numerical models. From the start, there are already differences between the two: In
the model, the tailing sand grains are assumed perfect spheres, which is not the case
with the actual tailing sand. Another difference is the grain size, for the numerical
model a single grain size is used to reduce the computation burden whereas the tailing
sand has varying grain sizes.
To begin the geometry was created using ANSYS DesignModeler. The geometry
replicated the physical experiment where 100 grams of tailing sand was used. In order
to set the geometry, the total volume of the slurry of the measuring cylinder had to be
determined. The total volume of 100 grams of tailing sand mixed with 100 grams of
water was determined to be 138 cubic centimeters. The inner diameter of the
measuring cylinder is 27 mm. With this data, the height of the cylinder was set to 241
mm. The Primitives tool was used to create the geometry setting the radius to 13.5
millimeters and the height along the y-direction to 241 millimeters. The geometry
origin was set to (0,0,0). Once the geometry was set, the cylinder was generated. The
final volume was then verified and compared with the experimental setup.

16
The mesh was then created for the simulation using ANSYS Mesh. The geometry is
simple enough to utilize the Multizone method all Quad elements and Inflation to
refine the mesh around the cylinder wall. Mesh Defeaturing and Use Adaptive Sizing
were both deactivated to improve the mesh quality. Capture Proximity and Capture
Curvature were subsequently activated which minimizes the mesh size. The
remaining settings were left unchanged. The initial element size was set to 0.025
meters, resulting in 450388 elements. For this simulation, there is no inlet or outlet
and all the surfaces are going to be set to Wall boundary condition. Named Select
Faces was used to define the top, bottom and cylinder wall which are to be setup in
Fluent. The final mesh can be seen in figure 8.
Figure 8: Mesh of measuring cylinder model utilizing Multizone and Inflation mesh
method, 450388 elements
Now that the mesh has been defined, the simulation can be setup in Fluent. In the
Fluent Launcher, Double precision is activated which is recommended when using the
Multiphase modeler. When Fluent is opened, a mesh check is performed to see if
there are errors in the mesh or if Fluent has problems reading the mesh. The next step
is to set the simulation as transient and activate gravity setting it to -9.81 m/𝑠2 along
the y-direction. The Model section was then entered too define which models will be
used for the model. The first Model to be selected is Multiphase, which is set to
Eulerian. After the Multiphase Eulerian model is selected, the materials need to be
determined. Since Multiphase Eulerian sees all phases as continuous phases, both the
water and apatite are setup as fluids. Water is added from Fluent Database as water-
liquid with the predetermined material data whereas apatite is defined from air where

17
the density is changed to 2970 kg/𝑚3. The governing equations of the phase
definition will determine the viscosity of the mixture on its own.
When the materials have been defined, the Multiphase model is re-entered. In the
phases tab, the Primary Phase material is set to water-liquid and the Secondary Phase
is set to apatite. The Secondary Phase is also stated to be granular with the diameter
being set to 50 µm. The next step is to define the viscosities so the model can
determine the sheer stress viscosity of the apatite phase. The setting were selected
according to (ANSYS Multiphase, 2009) and (Li, et al., 2018) for modelling solid
particles in Multiphase flow. The sheer stress viscosity consists of the Granular
viscosity, Granular Bulk viscosity and Frictional viscosity. Granular viscosity is set to
Syamlal-Obrien which calculates the granular viscosity according to Symalal and
O’brien’s equation (Syamlal, et al., 1993), The Granular Bulk viscosity is set to Lun-
et-al which calculates the solid particles bulk viscosity according to a formula (Lun, et
al., 1984), and the Frictional viscosity is set to Schaeffer (Scheaffer, 1987). These
settings individually calculate the viscosity based on several parameters including the
volume fraction, density, diameter, collision restitution, granular temperature and the
radial distribution of the solid phase (ANSYS Multiphase, 2009). The Frictional
Pressure is set to Johnson-Jackson, which calculates the pressure gradient of the
granular phase momentum equation (Johnson & Jackson, 1987). The Friction Packing
Limit is left as the default input of 0.61, as is the Angle of Internal Friction of 30
degrees. The Maximum Packing Limit is set based on experimental data collected
from the physical test. Frictional Modulus and Elasticity Modulus are set to derive.
Next, the Phase Interaction is considered. This section dictates how the water interacts
with the apatite and how the apatite interacts with itself. The Drag-Coefficient is set to
Syamlal-Obrien that is best suited for liquid-solid interaction. The Lift Coefficient is
set to none since the inclusion of Lift Coefficient for a solid phase that is closely
packed or consists of small particles has little to no effect (ANSYS Def. EM, 2009).
The Surface Tension coefficient is then specified using the surface tension of water,
setting a constant value of 7.5 N/mm. For the solid-solid phase interaction the
Restitution Coefficient is set to 0.2.
The next step is defining the viscous model. The turbulence model used for this
simulation was k-ϵ, which is recommended for multiphase flow. The Enhanced Wall
Treatment is selected since it is uncertain whether the mesh is fine enough at the walls

18
to use Scalable Wall Function. The k-ϵ model used was Standard which is the default
setting. The Turbulence Multiphase Model was set to Mixture. This model sets that
the phases will share k-ϵ equations which is a simpler model than Per Phase
Turbulence Model which sets individual k-ϵ equations for the phases. Mixture model
was chosen to reduce the computational burden and achieve better convergence.
Next, the Boundary Conditions are considered. For this simulation, no inlet or outlet
exist and instead only wall boundaries are used. Each Wall is set so the Wall Motion
is Stationary Wall and No Slip condition is set for water while Specularity Restitution
slip condition was considered for apatite. The value for Specularity Restitution was
set to 0.45 (Li, et al., 2018). These conditions were set for the all surfaces. Wall
motion is set to Stationary Wall for all surfaces.
In the Solution Methods tab, the Coupling and Discretization equations are set. The
Pressure-Velocity Coupling Scheme is set to Phase Coupled SIMPLE and Solve N-
Phase Volume Fraction Equations activated. The Spatial Discretization Gradient and
Pressure are set to Least Squares Cell Based and Second Order respectfully, which are
the default settings. Momentum, Turbulent Kinetic Energy and Turbulent Dissipation
Rate are all set to Second Order Upwind, which is a more precise method compared
with First Order Upwind. Volume Fraction is set to First Order Upwind which is the
default input. For the Transient Formulation, Second Order Implicit is used to achieve
higher precision of the results.
Now that the Solution Method is set, the initial values are set in Solution
Initialization. Under Solution Initialization, the Initialization Method is set to
Standard Initialization. Compute From is left blank so the initialization occurs from
all surfaces. The Initial Values all remain as default input apart from Turbulent
Kinetic Energy and Turbulent Dissipation Rate for both water and apatite that are set
to 0.001. The Volume Fraction of apatite was set to 0.25 which replicated the physical
experiment. The solution is now initialized.
Final step is to setup Solution Run Calculation. Time Advancement Type is set to
Fixed and Method set to User-Specified. The Parameters are set so the Number of
Time Steps is set to 500 000 and Time Step Size is set to 0.002 s giving the solution a
total time of 16 minutes and 40 seconds. Max Iterations/Time step is set to 250,
Reporting Interval and Profile Update Interval remained as default values of 1.

19
The residual convergence values were changed so that each of the residuals that were
calculated had to achieve 1e-5 for the simulation to be considered converged.
3.3 Flow Simulation
The flow simulations are intended to show the behavior of the flow, distribution of
apatite, pressure losses and how sedimentation affects the flow for a horizontal pipe
section. This simulation will give an initial estimate to the particle distribution and the
pressure gradient. For long distance slurry transport, the velocity of the slurry is most
chosen based on the deposition velocity of the solid particles. The deposition velocity
is chosen based on the particle diameter, particle density and the diameter of the
pipeline. To see if the slurry has been deposited or not during the transportation, the
particle distribution is studied. If the velocity that was chosen for the simulation is
sufficient to avoid deposition, the slurry will be evenly distributed in the pipeline. A
flow, which shows a near homogenous distribution, is referred to as pseudo-
homogenous flow and is distinguished in long distance slurry flow. The diameter of
the pipeline is set to 0.25 meters.
3.3.1 Horizontal pipe – Comparison
In order to determine how well the model predicts the concentration of apatite as it
flows in the pipeline, a control model was created which replicated the setup in figure
5AI from (Li, et al., 2018). This was to obtain some validation of the model and
determine how well it can perform slurry flow simulations. The model produced by
(Li, et al., 2018) has been validated against empirical data which shows that ANSYS
Fluent Multiphase can produce reliable results for slurry transport.
The geometry for the model was a horizontal pipeline of length L = 6 meters and
diameter D = 103 mm. The mesh method used was Sweep with an element size of
0.015 meters. Mesh Defeaturing was deactivated and Capture proximity was
activated. The mesh size was set to 0.015 meters and resulted in 408033 elements.
When the mesh process was completed, the model setup was started using Fluent. As
with the measuring cylinder simulation, using ANSYS Fluent Launcher double
precision was activated. This simulation was set to steady state. Gravity was enabled,
setting it to -9.81 m/s2 along the y-direction.

20
The Multiphase Model and the Viscous Model were both set up using the same
method as described in section 3.2 in this report. The boundary conditions for the
simulation were then set. For the Inlet, the Velocity magnitude was set to 3 m/s. Since
the flow is internal, the best practice of setting Turbulence is using Specification
Method Intensity and Hydraulic Diameter. The Volume Fraction on the inlet was set
to 0.25 since 25% of the volume will be apatite. The Intensity is set to the default
value of 5% and the Hydraulic Diameter was set to 0.25 meters, the pipeline diameter.
The outlet is set so the gauge-pressure is zero Pa and as with the inlet, Turbulence is
set using Specification Method Intensity and Hydraulic Diameter. The Intensity value
is set as default at 5% and the Hydraulic Diameter is set to 0.25 meter. The sidewall,
pipe wall, is set so the Wall Motion is Stationary Wall and Shear Condition was set to
No slip for both water and apatite.
The Solution Methods used were set to the same settings used for the measuring
cylinder simulation discussed in section 3.2. In the Solution Initialization, Second-
Order Upwind was set for Momentum. Under Solution, Run Calculation was set so
the Number of Iterations were 20000, Reporting Interval set to 1 and Profile Update
Interval set to 1.
3.3.2 Horizontal pipe – Steady
To begin, a simple horizontal pipe was created. The pipe length was set to 2.5 meters,
which was selected to reduce the computation time and 25 meters should the results
necessitate for studying a longer pipeline section. The geometry was created ins
ANSYS DesignModeler since the geometry did not necessitate in any more advanced
CAD software due to its simplicity. A Primitive Cylinder was created and generated.
The mesh was then created using Mesh. The mesh is pre-set to CFD and Fluent mesh
that remained since it is the desired program. Furthermore, the mesh method was
selected. Since the geometry is a simple pipe, Multizone method was used and all
Quads was activated. All Quads attempts to create a mesh of hexahedral shaped
elements, which is desired for CFD meshing. Inflation was also used to refine the
elements close to the pipeline wall. In cases where this is not possible, tetrahedral
elements was used instead. Under Mesh Sizing, Adaptive mesh sizing and Mesh
Defeaturing were deactivated while Capture Proximity and Capture Curvature was
activated. The initial element size was set to 0.02 meters and a mesh convergence

21
study was executed to ensure that the mesh elements were appropriately sized. The
final mesh can be seen in figure 9.
a) b)
Figure 9: Mesh of pipeline utilizing a) Multizone and Inflation mesh method,
510456 elements and b) Sweep mesh method, 470088 elements
Once the mesh was generated, Create Name Selected was used to define the surface to
be used as inlet, outlet and pipeline wall. This is done so that Fluent can recognize the
type of boundary that is necessary for the simulation. Figure 10 shows the inlet, outlet
and pipeline-wall respectfully.
a) b)
c)
Figure 10: Named Select Faces for Inlet, Outlet and Pipe wall used to set boundary
values in ANSYS Fluent

22
When the mesh process was completed, the model setup was started using Fluent. As
with the measuring cylinder simulation, using ANSYS Fluent Launcher double
precision was activated. This simulation is done for both steady-state and transient
flow, to examine the flow pattern when it is stable and determine how the flow
behaves when the slurry has been deposited. This was to gain information on flow
changes over time and when steady state was achieved. Gravity was enabled, setting it
to -9.81 m/s2 along the y-direction.
The Multiphase Model and the Viscous Model were both set up using the same
method as described in section 3.2 in this report. The boundary conditions for the
simulation were then set. Because of the name selection created during the Mesh
process, ANSYS Fluent has set up the faces as the correct boundaries. For the Inlet,
the Velocity magnitude was set to 2 m/s. Since the flow is internal, the best practice
of setting Turbulence is using Specification Method Intensity and Hydraulic
Diameter. The Volume Fraction on the inlet was set to 0.25 since 25% of the volume
will be apatite. The Intensity is set to the default value of 5% and the Hydraulic
Diameter was set to 0.25 meters, the pipeline diameter. The outlet is set so the gauge-
pressure is zero Pa and as with the inlet, Turbulence is set using Specification Method
Intensity and Hydraulic Diameter. The Intensity value is set as default at 5% and the
Hydraulic Diameter is set to 0.25 meter. The sidewall, pipe wall, is set so the Wall
Motion is Stationary Wall and Shear Condition was set to No slip for both water and
apatite.
The Solution Methods used were set to the same settings used for the measuring
cylinder simulation discussed in section 3.2. In the Solution Initialization, Second-
Order Upwind was set for Momentum. Under Solution, Run Calculation was set so
the Number of Iterations were 20000, Reporting Interval set to 1 and Profile Update
Interval set to 1.
3.3.3 Horizontal Pipe – Sedimented
In order to determine the flow behavior if a longer stop has occurred and
sedimentation has happened, a flow analysis was created where the Initial Conditions
were set so the apatite volume fraction was non-homogenous. The geometry and mesh
used for the model were taken from the steady simulation where the pipe length was

23
2.5 meters. The model was now set to transient to calculate the behavior of the flow
reaching a steady state.
The Phase Definition and Interaction were set with the same input as with the steady
flow simulation in section 3.3.1. The boundary conditions used were No-Slip for both
apatite and water to ensure convergence and the Inlet and Outlet conditions were set
the same as in section 3.3.1. In order to set the Initial Condition of the volume
fraction, a Patch is created. The volume that is to be patched is the volume of the
sedimented slurry which is determined from equation 24. Once the patch has been
made, Run Calculation can be setup.
The total number of time steps is set to 20000, the time step size is set to 0.05
seconds, Reporting Interval set to 1 and Profile Update Interval set to 1.
3.4 Freezing Model
The freezing model is created to see the risk of freezing for various stages of the
pipeline. For this thesis work, most of the pipeline is assumed to be dug underground
and surrounded by earth, which will give an extra insulation. However, there could be
certain sections of the pipeline where this is not possible, and the pipeline is exposed
to the very low temperatures experienced of the arctic climate. With these
assumptions in mind, a few different computational setups were created to obtain a
better understanding of the freezing risk for entirety of the pipeline. The freezing
model will be used when the slurry is flowing during normal operation as well as
stationary if there is a stop of flow for maintenance or repairs of the pipe or pumps.
Since the pipeline will, as stated, be placed underground for most of the length,
setting the ambient temperature as the ground temperature is most prevalent. Using
data from Trafikverket, the lowest temperature recorded during the winter of 2020 to
2021 was -4°C at 1 meter below the surface which, is the ideal depth for the pipeline.
3.4.1 Freezing Model – ANSYS Fluent Control
A control model was first developed in order to verify the numerical model results.
The idea was to compare the heat flow simulation with a separately developed
numerical simulation using MATLAB.
Now that the boundary temperature has been established, a model can be created
using ANSYS Fluent. To start a two-dimensional model was created to reduce the

24
calculation time. This model was a simple 1-by-1-meter square which will be used as
a base to compare with a separately developed a numerical solution in MATLAB. For
this simulation, two separate cases were created. One case which utilized the
solidification/melting model and one which did not utilize it. This was done for two
reasons: the case without solidification/melting will be compared with a separately
developed analytical solution done using MATLAB to see its accuracy. The other
reason is to see the effects of having some of the slurry freeze and act as insulation,
which would affect the heat transfer. Figure 11 shows the geometry of the square.
Figure 11: Geometry of 1-by-1-meter square with Sweep mesh method, 10000
elements
The mesh method was set to automatic with all quads selected. Mesh defeaturing was
deselected and Capture proximity was selected. The element size was set to 0.01
meters to obtain the same number of elements as the model developed using
MATLAB.
In ANSYS Fluent Launcher, Double precision was activated to enhance the
calculation. In the General settings of ANSYS Fluent, Time was set too transient. No
gravity is included for this simulation to keep the simulation as similar as possible to
the separate analytical solution created using MATLAB. The 2D Space is set to
Planar.
As stated, this simulation will be run both with and without the Solidification/Melting
model. To begin with, a calculation will be performed without Solidification/Melting
and subsequently only energy model will be used, the turbulence and flow equations
are deactivated. The material water-liquid was then added to the simulation with all

25
values set as default. Water-liquid was then defined as the material for Cell Zone
Condition. The boundary conditions were set as No-Slip for Momentum and -4°C for
Thermal Temperature.
For the simulation, which utilizes Solidification/Melting, the material constants for
water-liquid were changed to piecewise-linear functions for the density, thermal
conductivity, and specific heat capacity. The material data was collected from
(Engineering Toolbox, 2004). The solidus and liquidus temperatures were set to 0°C
and the melting heat set to 334000 j/kg. The boundary conditions were set as No-slip
for momentum and -4°C for Thermal Temperature.
The convergence criteria were set to 1e-4, solution control was set to SIMPLE and
Spatial Discretization for Pressure was set to PRESTO! which is recommended for a
Solidification/Melting model simulation (Ansys Solidification/Melting 2016). The
Solution Control Under-Relaxation Factors were set as default for all except for
Liquid Fraction update which is set to 0.1. The time step size was set to 0.01 seconds
and number of time steps set to 30000.
3.4.2 Freezing Model – MATLAB Control
With the freezing model produced using ANSYS Fluent, a separate model was
produced using MATLAB, which replicated the control scenario. The model created
was an explicit model and utilized the two-dimensional heat equation where the
material data required is the thermal expansion coefficient. This equation does not
consider that the control area freezes at a given temperature which is why a non-
freezing model was created using ANSYS Fluent.
The two-dimensional heat equation can be found in Appendix 2 Numerical heat flow
model in MATLAB along with the MATLAB script in Appendix 4.
An iterative calculation method was produced. First the variables were defined, these
including the lengths in both x and y direction being set to 1, the total calculation time
set to 400 seconds. The total calculation time was set to this initially however was
altered to see the exact time at which the final node reached a temperature of 0°C. The
delta values were also set to 0.01 for Δx and Δy and 0.0002 for Δt. Next, the initial
temperature was set to 4°C and the boundary values were set to -4°C as used for the
model. Figure 12 shows the initial conditions for the explicit simulation.

26
Figure 12: Initial conditions of explicit MATLAB heat-equation solver 1-by-1-meter,
initial temperature 4°C and boundary temperature -4°C
When the initial conditions and boundary values were set, the iteration process was
established. The iterations were created so the temperature is first calculated along the
y-direction, then along the x-direction and finally in time t. Once the calculation
completed all the iterations, a surface plot was produced to determine the temperature
of the surface at the final time. The total calculation time was then altered to meet the
criteria of the final node reaching 0°C. The MATLAB script can be found in
Appendix 3 for further detail regarding the calculation.
3.4.3 Freezing Model – Pipeline
The pipeline section that will be used for the simulations was a 1-meter section of the
pipeline. The Mesh considered was a Multizone mesh with the element size being set
to 0.006 meters resulting in 459000 elements. Figure 13 shows the mesh of the 1-
meter section of pipeline with the pipeline wall.

27
Figure 13: Mesh of 1-meter pipeline for freezing simulation utilizing Multizone and
Inflation mesh method
Double precision is activated in Fluent Launcher. In ANSYS Fluent the simulation is
set to transient since it is desired to determine the volume which has been frozen at a
certain time. Gravity is also activated and set to -9.81 𝑚/𝑠2.
Solidification/Melting model is then activated, and mushy zone coefficient is set to
default value of 10000. Water-Liquid is then added to the materials list from the
Fluent Database. The solidus and liquidus temperatures are set to 0°C which sets the
temperature at which the phase transition will occur. The Pure Solvent Melting Heat
is set to 334000 J/kg which is the heat required to melt or freeze water. Density,
Thermal Conductivity and Specific heat capacity are all defined as linear-piecewise
functions with data for both water and ice, this data is collected from Engineering
Toolbox (Engineering Toolbox, 2004). By setting these values, the model will
consider that 0°C is ice and anything above this value is water.
The Boundary Conditions are initially set so the inlet and outlet are regarded as walls.
This will replicate the scenario without flow. Setting the inlet and outlet as walls
instead of setting the velocity as 0 m/s was done to simplify the calculation. No Slip
conditions were set for all walls while a temperature of -20°C was set for the pipe
wall and the inlet and outlet temperatures were set to 1°C. A wall was also added to
the pipeline wall with a thickness set to 0.015 mm and material stated as steel.
The Solution Method Scheme was set to SIMPLE and Spatial Discretization for
Pressure was set to “PRESTO!” which is recommended for a Solidification/Melting
model simulation. The Solution Control Under-Relaxation Factors were set as default

28
for all except for Liquid Fraction update which is set to 0.1. The Solution Equations
are set so the Flow equations are deactivated for the simulation. This is done to reduce
the computational burden for the simulation.
The Solution Initialization is set so the temperature is 4°C and all other variables are
set as default.

29
4 Results
In this section, the results from the experiments and simulations are presented.
4.1 Holistic Perspective
The main parameters found from the holistic perspective analysis in Appendix 1 are
displayed in table 1.
Table 1: Results from holistic perspective analysis where velocity is 2 m/s, pipe
diameter 250 mm, pipe length 300 km, inlet outlet height difference of 450 meters,
solid particle diameter 𝑑50 = 50 𝜇𝑚, pump efficiency 𝑒𝑛 = 0.9, mass fraction 50%
apatite and particle density 2970 kg/𝑚3
Parameter Value
Total Flow rate 0.0981 𝑚3/𝑠
Slurry density 1490 kg/𝑚3
Apatite mass flow rate 73.3 𝑘𝑔/𝑠
Apatite annual mass flow rate 2.31 Mtons/year
Head requirement in meters slurry 5912 m
Total Pressure requirement 86.8 MPa
Power Consumption 9450 kW
Energy requirement 35.8 kWh per ton of apatite
The results from the holistic perspective analysis shows that the total pressure loss is
~87 MPa. This pressure loss would require 3-4 separate pump stations to deliver
apatite at a rate of 73 kg/s.
4.2 Sedimentation Analysis
The results from the sedimentation analysis yields the maximum packing limit for the
solid particles in the slurry and are recorded in table 2. The packing limit is derived by
dividing the volume of solid particles by the volume of the settled slurry.

30
Table 2: Results from sedimentation experiments using measuring cylinder with
varying mass of tailing sand and water
The average Maximum packing limit is determined as 39.14% which is the value that
will be entered into ANSYS Fluent for the Multiphase model.
a) b)
Figure 14: Volume fraction of apatite in sedimentation simulation for measuring
cylinder with 100 grams of apatite and 100 grams of water at time a) t = 0 seconds
and b) t = 245 seconds
Figure 14.a) shows the homogenous slurry at the start of the simulation, no deposition
of solid particles has occurred. Figure 14.b) shows that the settled slurry volume is
~90 ml at time t = 245 seconds.
Mass [g] Total Volume
[𝑐𝑚3]
Sedimentation
Volume after 1
hour [𝑐𝑚3]
Sedimentation
Volume after 24
hours [𝑐𝑚3]
Maximum
packing limit [%]
75 106 78 76 39.57
100 138 100 98 38.21
125 174 124 122 39.65

31
a) b) c)
Figure 15: Sedimentation experimental test with 100 grams of tailing sand and 100
grams of water in measuring cylinder at time a) t = 0 seconds, b) t = 245 seconds and
c) t = 40 minutes
Figure 15 shows the experimental sedimentation analysis. Figure 15.a) depicts the
tailing sand homogenously distributed in the water at the start of the analysis, time t =
0 seconds. Figure 15.b) shows that some deposition has occurred at time t = 245
seconds, the deposited slurry has a volume of ~130 ml. Figure 15.c) shows the
deposited tailing sand at time t = 40 minutes, with a volume of ~98 ml.

32
4.3 Flow Model – Comparison
The control model for flow was set according to figure 5AI from (Li, et al., 2018)
which geometry and input data was used to verify the model developed for this thesis.
I) II)
III) IV)
Figure 16: Solid particle concentration for flow in a pipeline with pipe diameter D =
103 mm, particle diameter d = 90 μm, particle density ρ=2520 kg/𝑚3, solid particle
concentration 𝐶𝑎𝑓 = 19% and velocity v = 3 m/s utilizing Sweep mesh method and
1e-3 convergence criteria
Figure 16.I) shows the contour of the volume fraction of solid particles at L = 5
meters. The volume fraction of solid particles is the percentage of volume taken up by
the solid particles. Figure 16.II) shows the volume faction on a rake from the top of
the pipe to the bottom at the center of the pipe at L = 5 meters with the red line
replicating the volume fraction from (Li, et al., 2018). The value along the x-axis in
figure 16.II) is volume fraction ratio where the volume fraction is divided by 19%.
Figure 16.III) and 16.IV) are taken from (Li, et al., 2018). Figure 16.III) shows the
volume fraction for cross-section at length L = 5 meters. Figure 16.IV) shows the
volume fraction ratio of the volume fraction divided by 19% along the x-axis. The
dimensionless height of the pipeline is set along the y-axis.

33
4.4 Flow Model – Steady
Below are the results from the steady flow simulations. The results are depicted for a
variety of velocities and apatite particle sizes. Each model was created with two
different mesh methods and had two different convergence criteria: one where the
mesh method was set to Multizone and Inflation and the convergence criteria was set
to 1e-3. The other where the mesh method was set to Sweep, and the convergence
criteria was set to 1e-5. The mesh sizes were similar, number of elements being
~500000. The first results depict the apatite concentration in a cross-section of the
pipeline for a range of velocities. The concentration of apatite contour, rake and
velocity profiles were all measured at L = 21 meters.

34
a.I.) a.II.)
b.I) b.II)
c.I) c.II)
Figure 17: Apatite concentration contour and graph for flow in a pipeline with
diameter D = 250 mm, particle diameter d=50μm, particle density ρ=2970 kg/𝑚3,
apatite concentration 𝐶𝑎𝑓 = 25%, a) v=2 m/s, b) v=2.5 m/s and c) v=3 m/s utilizing
Multizone and Inflation mesh method and 1e-5 convergence criteria
Figures 17 a.I), 17 b.I) and 17 c.I) shows the volume fraction of apatite on a pipeline
cross-section measured at L = 21 meters with an inlet velocity of 2 m/s, 2.5 m/s and 3
m/s respectfully. The figures depict the results from simulations with the model
utilizing Multizone and Inflation mesh method. The color scale shows the different
volume fraction of apatite on the cross-section. Figures 17 a.II), 17 b.II) and 17 c.II)

35
shows the volume fraction ratio as a rake from the top of the pipeline to the bottom at
L = 21 meters for 2 m/s, 2.5 m/s and 3 m/s respectfully. The volume fraction ratio is
the volume fraction at a certain point divided by 25%. The volume fraction ratio is set
along the x-axis and the height of the pipeline is set along the y-axis in the figures.
a.I) a.II)
b.I) b.II)
c.I) c.II)
Figure 18: Apatite concentration contour and graph for flow in a pipeline with
diameter D = 250 mm, particle diameter d=50μm, particle density ρ=2970 kg/𝑚3,
apatite concentration 𝐶𝑎𝑓 = 25%, a) v=2 m/s, b) v=2.5 m/s and c) v=3 m/s utilizing
Sweep mesh method and 1e-3 convergence criteria

36
Figures 18 a.I), 18 b.I) and 18 c.I) shows the volume fraction of apatite on a pipeline
cross-section at length L = 21 meters for 2 m/s, 2.5 m/s and 3 m/s respectfully.
Figures 18 a.I), 18 b.I) and 18 c.I) are the results from simulations where the model
utilized Sweep mesh method and 1e-3 convergence criteria. A color scale is used to
show the volume fraction of apatite on the cross-section. Figures 18 a.II), 18 b.II) and
18 c.II) depict the volume fraction ratio of apatite at a rake from the bottom of the
pipeline to the top at length L = 21 meters for 2 m/s, 2.5 m/s and 3 m/s slurry velocity
respectfully. The volume fraction ratio is set along the x-axis and the vertical position
in the pipe along the y-axis. The volume fraction ratio of apatite is the volume
fraction at a set point divided by 25%. Figures 18 a.I) and 18 a.II) shows that the
slurry is pseudo-homogenous and deposition of solid particles has not occurred.
Figures 18 b.I) and 18 b.II) shows that the slurry is more pseudo-homogenous. Figure
18 c.I) and 18 c.II) shows that the slurry is even pseudo-homogenous.
The second analysis was a change of particle diameter, setting it to 50, 100 and 150
μm respectfully. Two models were analyzed: one that utilized Multizone and Inflation
mesh method, and one that utilized Sweep mesh method.

37
a.I) a.II)
b.I) b.II)
c.I) c.II)
Figure 19: Apatite concentration contour and graph for flow in a pipeline with
diameter D = 250 mm, velocity v = 2 m/s, particle density ρ=2970 kg/𝑚3, apatite
concentration 𝐶𝑎𝑓 = 25%, particle diameter a) d = 50 µm, b) d =100 µm and c)
d=150 µm, utilizing Multizone and Inflation mesh method
Figures 19 a.I), 19 b.I) and 19 c.I) shows the volume fraction of apatite on a pipeline
cross-section at length L = 21 meters for apatite particle diameters of 50, 100 and 150
micrometers respectfully. A color range is used represent the various volume fractions
of apatite on the cross-section. Figures 19 a.II), 19 b.II) and 19 c.II) depicts the
volume fraction ratio of apatite along a vertical rake from the top to the bottom of the
pipeline at length L = 21 meters. The volume fraction ratio of apatite is set along the

38
x-axis and the vertical placement in the pipeline along the y-axis. The volume fraction
ratio is the volume fraction divided by 25%, the inlet volume fraction. Figures 19 a.I)
and 19 a.II) shows that the slurry is pseudo-homogenous and deposition of solid
particles has not occurred. Figures 19 b.I) and 19 b.II) shows that the slurry is more
heterogeneous however no deposition of solid particles has occurred. Figure 19 c.I)
and 19 c.II) shows that the slurry is not pseudo-homogenous and that deposition of
solid particles has occurred.

39
a.I) a.II)
b.I) b.II)
c.I) c.II)
Figure 20: Apatite concentration contour and graph for flow in a pipeline with
diameter D = 250 mm, velocity v = 2 m/s, particle density ρ=2970 kg/𝑚3, apatite
concentration 𝐶𝑎𝑓 = 25%, particle diameter a) d = 50 µm, b) d =100 µm and c)
d=150 µm, utilizing Sweep mesh method
Figures 20 a.I), 20 b.I) and 20 c.I) shows the volume fraction of apatite on a pipeline
cross-section at length L = 21 meters for apatite particle diameters of 50, 100 and 150
micrometers respectfully. A color range is used represent the various volume fractions
of apatite on the cross-section. Figures 20 a.II), 20 b.II) and 20 c.II) depicts the
volume fraction ratio of apatite along a vertical rake from the top to the bottom of the
pipeline at length L = 21 meters. The volume fraction ratio of apatite is set along the

40
x-axis and the vertical placement in the pipeline along the y-axis. The volume fraction
ratio is the volume fraction divided by 25%, the inlet volume fraction. Figures 20 a.I)
and 20 a.II) shows that the slurry is pseudo-homogenous and deposition of solid
particles has not occurred. Figures 20 b.I) and 20 b.II) shows that the slurry is more
heterogeneous however no deposition of solid particles has occurred. Figure 20 c.I)
and 20 c.II) shows that the slurry is not pseudo-homogenous and that deposition of
solid particles has occurred.
The velocity profile was also studied for various particle sizes and depicted in figures
21 and 22. As with the concentration of apatite analysis, both Multizone and Inflation
mesh method and Sweep mesh method were analyzed.

41
a)
b)
c)
Figure 21: Velocity profiles of water in slurry flowing in pipeline with pipe diameter
D=250 mm, velocity v=2 m/s, apatite volume concentration 𝐶𝑎𝑓 = 25%, apatite
particle diameter a) d=50 µm, b) d=100 µm and c) d=150 μm utilizing Multizone and
Inflation mesh method and convergence criteria 1e-5
Figures 21 a), 21 b) and 21 c) shows the velocity profile of the water phase inside the
pipeline measured from the bottom to the top of the pipeline at L = 21 meters for
particle diameters of 50, 100 and 150 micrometers respectfully. The velocity
magnitude is set along the x-axis and vertical position in the pipeline is set along the
y-axis. Figure 21 a) shows an even, well-formed velocity profile. Figure 21 b) shows

42
an even velocity profile. Figure 21 c) shows an uneven velocity profile where the
velocity is 1.5 m/s near the bottom of the pipeline and deposition of solid particles has
occurred.
a)
b)
c)
Figure 22: Velocity profiles of water in slurry flowing in pipeline with pipe diameter
D=250 mm, velocity v=2 m/s, apatite volume concentration 𝐶𝑎𝑓 = 25%, apatite
particle diameter a) d=50 µm, b) d=100 µm and c) d=150 μm utilizing Sweep mesh
method and convergence criteria 1e-3
Figures 22 a), 22 b) and 22 c) shows the velocity profile of the water phase inside the
pipeline measured from the bottom to the top of the pipeline at L = 21 meters. The
velocity magnitude is set along the x-axis and vertical position in the pipeline is set

43
along the y-axis. Figure 22 a) shows an even, well-formed velocity profile. Figure 22
b) shows an even velocity profile. Figure 22 c) shows an uneven velocity profile
where the velocity is 1.5 m/s near the bottom of the pipeline and deposition of solid
particles has occurred.
The pressure gradients were studied, and the results are displayed in figures 23 a), 23
b) and 23 c). The pressure gradient as the derivative of pressure with respect to z,
which is the direction of the pipeline and is set along the y-axis. The position along
the pipeline in the flow direction is set along the x-axis. The pressure gradient depicts
the decrease in pressure per meter of pipeline. The pressure gradient stabilizes after
certain length of pipeline. The pressure gradient for slurry with solid particles
diameter of 50 micrometers, figure 23 a), is ~85 Pa/m. With solid particles diameter
of 100 micrometers, figure 23 b), the pressure gradient is ~90 Pa/m. With solid
particles diameter of 150 micrometers, figure 23 c) the pressure gradient is ~140
Pa/m.

44
a)
b)
c)
Figure 23: Pressure gradient in pipeline with pipe diameter D=250 mm, velocity v=2
m/s, apatite volume concentration 𝐶𝑎𝑓 = 25%, apatite particle diameter a) d=50 µm,
b) d=100 µm and c) d=150 μm utilizing Sweep mesh method and convergence
criteria 1e-3

45
4.5 Flow Model – Transient
The transient simulation shows how the flow behaves after a shutdown where the
solid apatite particles have deposited at the bottom of the pipeline. The volume
fraction for the deposited apatite particles is taken from the sedimentation analysis
performed with the measuring cylinders.
a)
b)
Figure 24: Flow in 2.5-meter pipeline with deposited particles at the bottom of the
pipeline where the pipeline diameter D = 250 mm, apatite particle diameter d =
50μm, velocity v = 2 m/s, apatite concentration 𝐶𝑎𝑓 = 25% at time a) t = 0 seconds
and b) t = 5 seconds with Sweep mesh method and convergence criteria 1e-3
Figure 24 a) shows the volume fraction of the deposited apatite inside the pipeline of
length L = 2.5 meters. This volume fraction is set to 39.14% for the deposited apatite
particles and the remaining volume is pure water, volume fraction of 0% apatite. This
is to represent the distribution of apatite if flow is stopped over a longer time. Figure
24 b) shows the volume fraction of apatite when a constant flow is run for 5 seconds.
The slurry becomes pseudo-homogenous after 5 seconds of flow.
4.6 Freezing Model – MATLAB Control
The MATLAB control model shows that at time 282 seconds for all of the nodes too
reached a temperature of 0°C.

46
Figure 25: Temperature plot of 1-by-1-meter square with initial temperature of 4°C
and boundary temperature of -4°C at time t=282 seconds
Figure 25 shows the 1-by-1-meter plate where x-axis shows the length of the plate
and the y-axis shows the other length of the plate. The z-direction shows the
temperature in Celsius. The temperature for the node located at (0.5,0.5) is the last
node to reach 0°C at time t = 282 seconds.
4.7 Freezing Model – ANSYS Fluent Control
The freezing model control developed in ANSYS Fluent was simulated to determine
the time at which the temperature reached 0°C and compare the results with the
simulation results from the MATLAB developed model. The model was developed
with and without Solidification/Melting model.
a) b)
Figure 26: Temperature of 1-by-1-meter square in ANSYS Fluent with initial
temperature T = 4°C and boundary temperature T = -4°C without
Solidification/Melting model at time a) t = 0 sec and b) t = 30 sec

47
Figure 26 a) shows the temperature at the start of the simulation where the 1-by-1-
meter plate is 4°C except for the boundaries, which are set at -4°C. Figure 26 b)
shows the temperature of the at time t = 30 seconds where the 1-by-1-meter plate is -
1.5°C except for the boundaries where the temperature is -4°C.
Figure 27: Temperature plot over time for point located at (0.5,0.5) on 1-by-1-meter
square from ANSYS Fluent developed model without solidification/melting model with
initial temperature 4°C and boundary temperature -4°C
Figure 27 shows a time plot of the temperature of the node located at (0.5,0.5) on the
1-by-1-meter plates. The times is set along the x-axis and the temperature in Celsius is
set along the y-axis. Figure 27 shows that the node at (0.5,0.5) reaches 0°C after 20
seconds without solidification/melting model.
a) b)
Figure 28: Temperature of 1-by-1-meter square in ANSYS Fluent with initial
temperature T = 4°C and boundary temperature T = -4°C with Solidification/Melting
model at time a) t = 0 sec and b) t = 20 sec

48
a) b)
Figure 29: Liquid fraction of 1-by-1-meter square in ANSYS Fluent with initial
temperature T = 4°C and boundary temperature T = -4°C with Solidification/Melting
model at time a) t = 0 sec and b) t = 65 sec
Figure 30: Temperature of point located at (0.5,0.5) on 1-by-1-meter square over
time in ANSYS Fluent with initial temperature T = 4°C and boundary temperature T
= -4°C with Solidification/Melting model

49
Figure 31: Liquid fraction of point located at (0.5,0.5) on 1-by-1-meter square over
time in ANSYS Fluent with initial temperature T = 4°C and boundary temperature T
= -4°C with Solidification/Melting model
Figure 28 a) shows the temperature at the start of the simulation where the 1-by-1-
meter plate is 4°C except for the boundaries, which are set at -4°C. Figure 28 b)
shows the temperature of the at time t = 20 seconds where the 1-by-1-meter plate is
0°C except for the boundaries where the temperature is -4°C. Figure 29 a) shows the
liquid fraction, the fraction of water which is liquid at the start of the simulation, time
t = 0 seconds. Figure 29 b) shows the liquid fraction of the water at time t = 65
seconds. At time t = 65 seconds, figure 29 b) shows that the plate has completely
frozen and become ice. Figure 30 shows the temperature of the node located at
(0.5,0.5) over time. Flow time is set along the x-axis and temperature in Celsius is set
along the y-axis. Figure 30 shows that the node located at (0.5,0.5) reaches 0°C at
time t = 20 seconds. Figure 31 shows the liquid fraction of the node located at
(0.5,0.5) over time. The flow time is set along the x-axis and the temperature is set
along the y-axis. Figure 31 shows that the freezing process for the node located at
(0.5,0.5) starts at time t = 20 seconds. Figure 31 also shows that the node located at
(0.5,0.5) freezes completely at time t = 65 seconds. During the freezing process,
figure 30 shows that the temperature at the node located at (0.5,0.5) decreases from
0°C at time t = 20 seconds to -3.1°C at time t = 65 seconds.

50
4.8 Freezing Model – Pipeline
The freezing simulation for the pipeline model shows how the temperature and liquid
fraction changes over time. The measurement was taken at half the length of the
pipeline, L = 0.5 meters.
Figure 32: Temperature plot of 1 meter section of pipeline with water with initial
temperature 4°C and boundary temperature -4°C at time t=2634 seconds
Figure 33: Heat flux from the inner pipeline wall over time for stationary flow and
pipeline diameter D = 250 mm, boundary temperature T = -4°C and initial
temperature T = 4°C
Figure 32 shows the temperature of a cross-section of the 1-meter pipeline set at L =
0.5 meters at time t = 2634 seconds, roughly 44 minutes. The temperature of the solid

51
pipeline wall is -4°C and the temperature of the water is 2.97°C. Figure 33 shows the
heat-flux out of the inner wall of the pipeline, the wall between the pipeline and
water, over time. The flow time is set along the x-axis and the heat-flux, measured in
Watts, is set along the y-axis. At the start of the simulation, the heat-flux is 0 Watts.
During the first stage of the simulation the heat-flux has a minimum value at time t =
25 seconds where it reaches -500 W. As the simulation progresses, the heat-flux starts
to increase and stabilize. At time t = 1400 seconds, the heat flux is -54 W.

52
5 Discussion
The methods used for this thesis were a holistic perspective and the software ANSYS
Fluent to conduct an initial analysis of slurry transportation in a sub-arctic
environment. The idea behind the holistic perspective was to obtain a better
understanding of the pressure losses and the power consumption required to run the
pumps. The pipeline location used for this thesis should not be viewed as the final
rendition but as a guideline for future work that will give good input for further
development. A comprehensive script was developed which can be further developed
and used to obtain more assessments that are accurate if an exact placement of the
pipeline is made in the future.
The flow models were created in ANSYS Fluent which has been proven to be able to
calculate the solid particle concentration and velocity profile with to a high degree of
accuracy. For this thesis however, there were certain simplifications made which were
necessary due to the ANSYS License being limited and the computers, which were
unable to compute for elements ranging in the millions. This effected the Turbulence
model which could be used, necessitating in a simple Mixture Turbulence model
instead of the preferred Per phase Turbulence model due to the simulation not
yielding a converged result. Since this was discovered during the thesis work, in
retrospect it could have been beneficial to use a different program to solve the flow
problem. Initially, LS-Dyna was a potential other computational tool that could have
been used. LS-Dyna has capabilities of computing flow and multi-physics problems
with the ICFD keyword, see (Larsson, et al., 2020), (Larsson, et al., 2021) and
(Jonsén, et al., 2019). This was later abandoned due to a lack of time to develop
separate models for each program and a lack of experience with this tool but can be a
potential software for future work in this area.
Another aspect, which effects the results in the ANSYS Fluent models, is the
Multiphase model setup. There are a number of different setting which can be used
for defining the phases in Multiphase model. The setting chosen for this thesis work
may not be the most appropriate since the selection was made via recommendations
from ANSYS Study Guide along with (Li, et al., 2018) choice of phase definition for
the solid particles. Further analysis would be required to determine which settings are
most appropriate for the apatite phase.

53
The freezing models developed were limited due to the Multiphase model not being
applicable with Solidification/Melting model. This setback lead to the freezing model
only being developed with water as the fluid in the domain. The freezing process will
therefore be different from reality since the heat capacity is most likely different for
apatite than for water. An opportunity does arise when only water is used for the
simulation which is the freezing can be roughly calculated by hand. If it is assumed
the specific heat capacity is constant when the water is fluid and the heat flux from
the pipeline-wall is known along with the mass of water, the time for the water to
reach 0°C from the initial temperature 4°C can be calculated. From there the time it
takes for the water to freeze can be calculated. The latent heat capacity during the
phase change from water to ice is known and the heat flux from the pipeline-wall is
known. The two durations can then be added to give the total duration for water to go
from 4°C water to 0°C ice. This can serve as a control test to see if the simulation
yields a reasonable result. The idea of creating the control models was however, in
retrospect, of little relevance for freezing in the pipeline. It does however depict how
the Solidification/Melting model functions and how it effects the heat transfer.
The results from the flow simulation shows the particle distribution inside a pipeline
of 250 mm diameter for various velocities and particle sizes. The methods used for
the models were simplified in terms of both mesh and Turbulence model used. The
mesh generated was not fine enough to utilize Per phase Turbulence model. Looking
at (Li, et al., 2018) and (Kumar Gapaliya & Kaushal, 2016) models, the mesh
included around 10 million elements, which was not able to be replicated for this
thesis work. The reason for this is that the ANSYS Academic license does not allow
for more than ~500 thousand elements. When using Per phase turbulence with only
500 thousand elements, the solution did not give a converged result. This necessitated
in the use of Mixture Turbulence model that is more suited when the different phases
have a similar density i.e. a density ratio close to 1. In this case, the density ratio is ~3
which indicates that Per phase Turbulence model will yield better results.
The holistic perspective calculations show that the total flow of apatite is 2.31 million
tons per year. The pressure loss for this flow is roughly calculated to ~87 MPa which
would require 3-4 pump stations along the pipeline and a total energy requirement of
35.8 kWh/tons dry apatite. For these calculations, the losses that occur inside the
pump stations for instance are not accounted for, as they are considered minor losses.

54
The sedimentation simulation, figure 14, shows that the sedimented slurry at time t =
245 seconds is very different from the sedimented slurry volume at the same time for
the experimental setup. This difference is due to the particle sizes not being the same
and the shape of each particle in the model are perfect spheres while the tailing sand
in the experimental setup have more odd shape.
The control simulation results which replicated one of (Li, et al., 2018) models, but
utilized Mixture Turbulence model instead of Per phase Turbulence, shows that the
model can describe the concentration of apatite during flow in a pipeline. The contour
plane, figure 16, shows that there is a higher percentage of apatite at the bottom of the
pipeline than at the upper part, which is consistent with the simulation results
achieved by (Li, et al., 2018). The simulation results show 0.3% higher concentration
of solid particles when compared with (Li, et al., 2018) results shown in figure 16.III).
The model used for this verification has a more simplified mesh in comparison to the
other models. A simple sweep mesh is used without inflation and the convergence
criteria is set to 1e-3. This resulted in performing simulations with a Sweep mesh
method and convergence criteria set to 1e-3 for all other flow models.
The results from figure 17 shows that an increase in velocity decreases the spread of
the concentration of apatite in the pipeline. With higher velocity, the slurry becomes
more pseudo-homogenous. This is consistent with the findings of both (Li, et al.,
2018) and (Kumar Gapaliya & Kaushal, 2016). The increase in velocity will yield a
higher flow so more apatite can be transported over the same length of time. This
does however also affect the pressure losses. With a higher velocity comes a higher
pressure-loss and would require more powerful or even a larger number of pumps to
transport. Figure 18 shows the same behavior however for each velocity the slurry is
more homogenous, but the effect of the slurry becoming more homogenous with
increased velocity remains but to a lesser degree.
Figure 19 shows that as the particles in the slurry increase in diameter, the slurry
becomes less homogenous. With a particle diameter of 50 and 100 micrometers, the
slurry is still pseudo-homogenous but with a particle diameter of 150 micrometers, the
slurry has become a sedimented bed at the bottom of the pipeline. This behavior will
cause the pipeline to wear unevenly. This could over a longer period cause issues
which would require the pipeline to be changed. This behavior is apparent in both the

55
mesh method where Multizone and Inflation is utilized as well as Sweep method
depicted in figure 20.
The velocity profiles depicted in figure 21 for Multizone and Inflation mesh as well as
figure 22 for Sweep mesh both show that transporting slurry with an apatite particle
size of 50 and 100 micrometers will transport all the apatite particles at an even flow.
However, with a particle size of 150 micrometers, particles will not be transported as
desired due to the velocity being reduced near the bottom of the pipeline. The slurry
will not contain the desired amount of apatite at the outlet.
The pressure gradients, shown in figure 23, indicate that with larger particles, the
pressure gradient increases i.e. the pressure loss per meter pipeline is greater. This is
consistent with the findings of Kumar & Kaushal’s report (Kumar Gapaliya &
Kaushal, 2016). The pressure gradient is somewhat lower than the pressure gradient
for the holistic perspective where the pressure drop per meter of pipeline is 275 Pa/m
and the pressure drop from the simulation utilizing 150 micrometers stabilizes at ~130
Pa/m. It should be observed that the pressure gradients achieved is lower than the
pressure gradient for pure water in the holistic perspective. This indicates that the
pressure gradient derived from the models is not reliable. The actual apatite slurry has
an average particle size of about 50µm which in the horizontal pipeline in Figure 23
a) would require a pressure gradient of about 85 Pa/m However, the corresponding
gradient for water flow only at the same velocity (2 m/s) would be about 115 Pa/m.
The pressure requirement simulations are here uncertain for the slurry with a solids-
to-water density ratio of nearly 3 and a distribution of particle sizes. A finer mesh and
additional numerical capabilities may be required, which in turn would require a more
comprehensive tool license. The pressure requirement is discussed further in
Appendix 1.
The transient flow model in figure 24 shows how the solid particles would settle in
the pipeline if flow were to stop for a longer period. When the flow is initiated, the
particles start to flow with the slurry and again becomes pseudo-homogenous after ~5
seconds.
The freezing model results depicted in figure 25 shows that the temperature will reach
below 0°C for all nodes after 282 seconds. This model is very simple by design and
does not accurately depict reality but instead serves to compare with the model.

56
Figure 25 shows that the temperature reaches 0°C for all nodes well before 282
seconds, roughly 20 seconds. This disparity in results could be a result of an ill-
developed model in MATLAB which is an explicit model and could use improvement
to give more reliable results. An interesting result from the freezing simulation results
with Solidification/Melting model, figure 29 and 30, shows that the temperature is not
constant during the freezing process. This could be due to the solidus and liquidus
temperature set to the same temperature which
The results from the freezing simulation in the pipeline shows that the water inside
the pipeline can withstand freezing for ~44 minutes at least, since the temperature has
only decreased by 1°C from the initial temperature. The heat flow out of the pipeline
wall averages at ~76 Watts after over 20 minutes, which indicates that the water will
start to freeze after approximately 3 hours if the specific heat capacity is considered as
constant. The heat flow out of the pipeline wall does however decrease over time so
the time will be extended slightly. If a longer stop is required, insulation will be
needed around the pipeline to reduce the risk of freezing.

57
6 Conclusion and Future Work
The conclusions that can be made with confidence for the CFD models developed in
this thesis work to simulate the flow and freezing process as well as the holistic
perspective are as follows. The flow of apatite gives a pseudo-homogenous flow
pattern, which is desired for slurry transportation. Furthermore, the model can to some
degree simulate slurry transportation despite being simplified. It is uncertain how well
the model can describe slurry flow due to a lack of experimental data. A well-
instrumented experimental setup can be used to evaluate how well the model
describes the concentration of apatite particles as well as the shape of the velocity
profile. The developed CFD model has been a limiting factor for the results of this
thesis work as only a student license is available. By utilizing a full license and more
processing power, the steady and sedimented flow models could both be set to give
improved accuracy; Per Phase turbulence model and finer mesh are the recommended
changes.
The freezing model developed is limited due to the phase being modelled is water and
not slurry. However, it could be concluded that the fluid will not freeze for many
hours, if not longer with insulation surrounding the pipeline.
The holistic perspective calculations show that it would be possible to transport a
large quantity of slurry over a long distance. A pipeline is an environmentally friendly
solution with small maintenance and installation cost compared to railway. LKAB has
a good foundation to make further analysis to see if slurry transportation should be
considered as an alternative transportation method.
The future work that would be recommended is to continue to develop the models and
utilize a more complete license. This would open the possibilities of creating a finer
mesh and utilize Per Phase turbulence model which is highly recommended for
phases where the density ratio is larger than 1 (ANSYS Multiphase, 2009). Applying
this to the model, a more accurate pressure gradient could be determined, which is
important when designing the pipeline system. It would also be possible to model
more than one particle size of apatite in the same model. This would allow for
simulations of slurry flow where the particles are more representative of the particle
distribution curve in figure 6. Another possible future work is to model some more
complex geometries. This could be beneficial to determine the flow during elevation
changes or curvature over the terrain. The freezing model could also be further

58
developed. A more representative material could be used instead of pure water where
the slurry is modelled instead. This would give a more accurate simulation of the
freezing process.

59
7 References
Aggragate Business, 2014. OCP Pipeline. [Online]
Available at: https://www.aggbusiness.com/ab12/feature/weir-minerals-targets-
morocco-quarrying-sector
[Accessed 30 05 2021].
ANSYS Def. EM, 2009. ANSYS Fluent 12.0 Theory Guide - 24.5.2 Defining Phases
for Eulerian Model. [Online]
Available at:
https://www.afs.enea.it/project/neptunius/docs/fluent/html/ug/node744.htm
ANSYS Multiphase, 2009. ANSYS Fluent 12.0 Theory Guide - 16. Multiphase Flow.
[Online]
Available at:
https://www.afs.enea.it/project/neptunius/docs/fluent/html/th/node288.htm
ANSYS Solid, 2009. ANSYS Fluent 12.0 Theory Guide - 17. Solidification and
Melting. [Online]
Available at:
https://www.afs.enea.it/project/neptunius/docs/fluent/html/th/node349.htm
[Accessed 20 May 2021].
Engineering Toolbox, 2004. Ice-Thermal Properties. [Online]
Available at: https://www.engineeringtoolbox.com/ice-thermal-properties-d_576.html
[Accessed 30 05 2021].
Jamal, H., 2017. About Civil. [Online]
Available at: https://www.aboutcivil.org/Sieve-analysis-and-soil-classification.html
Johnson, P. & Jackson, R., 1987. Frictional-collisional constitutive relations for
granular materials, with application to plane shearing. Journal Fluid Mechanics,
Volume 176, pp. 67-93.
Jonsén, P., Hammarberg, S., Pålsson, B. & Lindkvist, G., 2019. Preliminary
validation of a new way to model physical interactions between pulp, charge and mill
structure in tumbling mills. Minerals Engineering, Volume 130, pp. 76-84.
järnvägsstyrelsen, K., 1931. Malmbanan profil. [Art] (Kungliga järnvägsstyrelsen).
Kumar Gapaliya, M. & Kaushal, D., 2016. Modeling of sand-water slurry flow
through horizontal pipe using CFD. Journal of Hydrology and Hydromechanics,
vol.64, no.3, pp. 261-272.
Larsson, S., Pålsson, B., Paria, M. & Jonsén, P., 2020. A novel approach for
modelling of physical interactions between slurry, grinding media and mill structure
in stirred media mills. Minerals Engineering, Volume 148.
Larsson, S., Rodriguez Prieto, J., Heiskari, H. & Jonsén, P., 2021. A Novel Particle-
Based Aprroach for Modeling a Wet Vertical Stirred Media Mill. Minerals, 11(1), p.
https://doi.org/10.3390/min11010055.
Li, M.-Z., He, Y.-P., Liu, Y. & Huang, C., 2018. Hydrodynamic simulation of multi-
sized high concentration slurry transport in pipelines. Ocean Engineering, pp. 691-
705.

60
LKAB apatite, 2020. LKAB ReeMAP. [Online]
Available at: https://ree-map.com/about-reemap/apatite-production/
[Accessed 20 May 2021].
LKAB Conc., 2017. LKAB Concentration. [Online]
Available at: https://www.lkab.com/en/about-lkab/from-mine-to-
port/processing/concentration/
[Accessed 20 May 2021].
LKAB Iron, 2017. LKAB in brief, It starts with iron. [Online]
Available at: https://www.lkab.com/en/about-lkab/lkab-in-brief/it-starts-with-the-iron/
[Accessed 22 May 2021].
LKAB Reemap, 2021. About ReeMAP. [Online]
Available at: https://ree-map.com/sv/om-reemap/
LKAB Sorting, 2017. About LKAB Sorting. [Online]
Available at: https://www.lkab.com/en/about-lkab/from-mine-to-
port/processing/sorting/
[Accessed 20 May 2021].
LKAB, 2017. LKAB in brief. [Online]
Available at: https://www.lkab.com/en/about-lkab/lkab-in-brief/
[Accessed 20 May 2021].
Lun, C., Savage, S., Jeffrey, D. & Chepurniy, N., 1984. Kinetic Theories for Granular
Flow: Inelastic Particles in Couette Flow and Slightly Inelastic Particles in a General
Flow Field.. Journal of Fluid Mechanics, Volume 140, pp. 223-256.
Malvern Panalytical, 2021. Laser Diffraction. [Online]
Available at: https://www.malvernpanalytical.com/en/products/technology/light-
scattering/laser-diffraction
Metso Minerals AB, 2012. Slurry Pump Basic. 2 ed. Sweden: Metso Minerals.
Moody, L. F., 1944. Friction Factors for Pipe Flow, Princton, N.J.: Transactions of
the ASME.
Nyhetsbyrån, H., n.d. Apatite plant. [Art] (Apatite plant illustration).
OCP Slurry pipeline. 2015. [Film] Directed by OCP Group. s.l.: s.n.
Saqr, K., 2017. Practical Introduction to Computational Fluid Dynamics, s.l.:
Harvard Dataverse.
Scheaffer, D. G., 1987. Instability in the evolution equations describing
incompressible granular flow. Journal of Differential Equations, 66(1), pp. 19-50.
Sellgren, A., 1986. Ekonomisk Drift Av Slurrypumpinstallationer, Luleå: Luleå
University of Technology.
Swamee, P. & Jain, A., 1976. Explicit equations for pipe-flow problems. ASCE, pp.
657-664.
Syamlal, M., Rogers, W. & O'Brien, T., 1993. MFIX documentation: Theory guide,
Morgantown, West Virginia: U.S. Department of Energy.
Weir, 2015. Brochure GEHO PD pump range. [Online]
Available at: https://pdf.directindustry.com/pdf/weir-power-industrial/brochure-geho-

61
pd-pump-range/26348-781545.html
[Accessed 09 June 2021].

62
8 Appendix 1 – Holistic Perspective
Equations used for holistic perspective for pseudo-homogenous long-distance
slurry transport. After Sellgren (1986).
A pseudo-homogenous slurry flow is characterized by the particle distribution being
nearly uniformly distributed along the cross-section of the pipeline. It is important
that the velocity is sufficiently high so the solid particles do not deposit along the
bottom of the pipeline. With an average particle size of 50 μm, the slurry may exhibit
viscous non-Newtonian behavior. Therefore, the frictional resistance is impacted by
both the viscous flow of the fluid and the mechanical behavior of solid particles.
For simplicity, the total frictional effects of the pseudo-homogenous slurry will be
calculated as water friction losses multiplied by a factor to account for the solid
particles’ mechanical losses. The velocity is set as the velocity in which deposition
does not occur.
The cross-section area A of the pipeline,
𝐴 =
𝜋𝐷2
4 Eq. 1
where D is the inner diameter of the pipeline.
The total flow Q in the pipeline,
𝑄 = 𝐴 ∙ 𝑣 Eq. 2
where v is the velocity of the slurry.
The solids density ratio ss,
where 𝜌𝑎 is the compact solid density of the apatite and 𝜌𝑣 is the density of water.
The solids concentration by volume, C, is determined by the volume of solids divided
by the volume of solids and water. Utilizing mass equals volume times density, then
the dry solids mass flow per hour, Ms in kg/s, is determined from the total flow 𝑄
multiplied by the density of water which yields
𝑠𝑠 = 𝜌𝑎
𝜌𝑣
Eq. 3
𝑀𝑠 = 𝑄 ∙ 𝜌𝑎 ∙ 𝐶 Eq. 4

63
The dry solids particle mass flow per year is given as,
The friction losses for liquids are determined using the Darcy-Weisbach friction
equation to determine the head loss during flow in a pipe. The Darcy-Weisbach
equation is stated as ΔHf given in meters head loss of the flowing medium,
𝛥𝐻𝑓 = 𝑓𝑑 ∙
𝐿
𝐷∙
𝑣2
2 ∙ 𝑔 Eq. 6
The friction coefficient is approximated using the Moody diagram which is dependent
on the surface roughness coefficient of the pipe, ϵ, and Reynolds number, Re,
𝑅𝑒 =
𝜌𝑣 ∙ 𝑣 ∙ 𝐷
𝜇𝑣
Eq. 7
Where 𝜇𝑣 and 𝜌𝑣 is the viscosity and density of water respectively. The Moody
Diagram considers Reynolds number where the medium is turbulent i.e. Re > about
4000. From this the friction coefficient can be determined from the Moody diagram
(Moody, 1944) or it can be calculated directly using the following relationship
presented by (Swamee & Jain, 1976) which gives values within 1% of the Moody
diagram ,
𝑓𝑑 = 1.325(𝑙𝑛 (
𝜀
𝐷∙3.7+
5.7
𝑅𝑒0.9))2.⁄
Eq. 8
The best practice in engineering terms for a flowing medium is to refer to the
mechanical energy balance as “head” in meters which is a measure of the mechanical
energy of the flowing medium per unit mass. The total required pumping “head” for a
pseudo-homogenous slurry is given as
𝛥𝐻 = 𝛥𝐻𝑓 + 𝛥𝐻𝑚 − 𝐻, Eq. 9
Where H is the total elevation difference between the inlet and outlet. The minor head
loss in the pipeline, Δ𝐻𝑚, are calculated as
𝑀𝑠,𝑦𝑒𝑎𝑟 = 𝑀𝑠 ∙ 3600 ∙ 24 ∙ 365.25 Eq. 5

64
𝛥𝐻𝑚 = ∑ 𝐾𝑖
𝑖
∙𝑣2
2 ∙ 𝑔 Eq. 10
Where Ki are coefficients connected to the physical obstacles that the slurry
must overcome i.e. inlet, bends and outlet. The minor losses for this initial
calculation of long-distance slurry transport are neglected so the total head is
given as
𝛥𝐻 = 𝛥𝐻𝑓 − 𝐻. Eq. 11
This equation holds for an arbitrary pipeline length L provided that the pressure is not
lower than ambient pressure at any stage of the pipeline. The losses in equation 11 are
regarded in terms of meters head loss of the flowing medium, the total pressure
required to transport the slurry with regards to the mechanical energy is determined as
𝛥𝑝 = 𝛥𝐻 ∙ 𝜌𝑡𝑜𝑡 ∙ 𝑔, Eq. 12
Where 𝜌𝑡𝑜𝑡 is the density of the slurry,
𝜌𝑡𝑜𝑡 = 𝜌𝑣(1 + 𝐶(𝑆𝑆 − 1)). Eq. 13
The total power output of the pumps 𝑃,
𝑃 = 𝛥𝑝 ∙
𝑄
𝑒𝑛
Eq. 14
Where 𝑒𝑛 is the efficiency of the pumps. The energy consumption can also be
expressed as kWh/ton dry apatite by dividing P by the mass flow of apatite per hour.
By studying available information along with experience from supervisors, the
friction coefficient determined from equation 8 should be multiplied by 1.8 to achieve
a more realistic approximation of the head losses.
These equations, are applied to the case presented in section 3.3 in this report utilizing
the particle distribution presented in figure 6, surface roughness inside the pipeline set

65
to ϵ = 0.025 mm, an inner pipe diameter of 250 mm giving a fd = 0.0145 (eq.8) for
water and 0.0145.1.8=0.026 for slurry. The velocity is set to 2 m/s based on the
deposition velocity at 1.5 m/s which is increased to get a margin of safety to avoid
deposition of solid particles at the bottom of the pipe. A total pipeline length of 300
km applied to (eq. 6) gives Hf = 6360 m. Applying an elevation difference between
inlet and outlet of 450 m, (eq.11) yields H = 5912 m. The friction loss and velocity
values should be regarded as preliminary and seen as estimates.
The slurry density is obtained from eq.13 for the solid particle density of 2970 𝑘𝑔/𝑚3
and a concentration by volume of 25%. The apatite mass flow is obtained from eq.4
utilizing the flow determined from eq. 2 and the cross-sectional area of the pipe
utilizing eq.1. With a pipeline diameter of 0.25 m, an operating velocity of 2 m/s and
the apatite density of 2970 kg/𝑚3, the apatite mass flow is 73.3 kg/s (eq. 4). Utilizing
eq. 5, the apatite mass flow per year is determined to be 2.31 Mtons/year. The total
pressure loss is determined from the total head loss in meters, 5628 m, together with
the slurry density as well as the gravitational constant. The total pressure loss from
Eq. 12 yields 82.6 MPa. The power consumption in W is determined from eq. 14.
Utilizing a total flow of 0.0981𝑚3/𝑠, total pressure loss of 82.6 MPa and a pump
efficiency of 90% then the power consumption is 9450 kW. With eq. 5, total mass
flow rate of apatite is 2.3 Mtons per year, the energy requirement is 35.8 kWh per ton
dry apatite can be calculated.

66
9 Appendix 2 - Numerical heat flow model in MATLAB.
The premise equation is the two-dimensional heat flow equation,
𝑑𝑇𝑑𝑡
= 𝛼 (𝑑
2𝑇
𝑑𝑥2
+𝑑
2𝑇
𝑑𝑦2
) Eq. 14
Where 𝑇 is the temperature, 𝑑𝑇
𝑑𝑡 is the differentiation of temperature over time,
𝑑2𝑇
𝑑𝑥2 is
the second order differentiation of temperature over x and 𝑑2𝑇
𝑑𝑦2 is the second order
differentiation of temperature over y. The constant 𝛼 is the thermal diffusivity given
in 𝑚2
𝑠.
The temperature 𝑇 is denoted as
𝑇 = 𝑇𝑛,𝑚𝑝
= 𝑇(𝑥𝑛, 𝑦𝑚 , 𝑡𝑝) Eq. 15
The variables are defined as
𝑥𝑛 = 𝑛 ∙ 𝛥𝑥, 𝑛 ∈ [1, 𝑁],
𝑦𝑚 = 𝑚 ∙ 𝛥𝑦, 𝑚 ∈ [1, 𝑀],
𝑡𝑝 = 𝑝 ∙ 𝛥𝑡, 𝑝 ∈ [1, 𝑃].
Push forward method of differentiation of temperature T with respect to time t yields
𝑑𝑇𝑑𝑡
=𝑇𝑛,𝑚
𝑝+1 − 𝑇𝑛,𝑚𝑝
𝛥𝑡. Eq. 16
Second order differentiation of temperature T with respect to x,
𝑑2𝑇
𝑑𝑥2=
𝑇𝑛+1,𝑚𝑝
− 2𝑇𝑛,𝑚𝑝 + 𝑇𝑛−1,𝑚
𝑝
𝛥𝑥2. Eq. 17

67
Second order differentiation of temperature T with respect to y,
𝑑2𝑇
𝑑𝑦2=
𝑇𝑛,𝑚+1𝑝
− 2𝑇𝑛,𝑚𝑝 + 𝑇𝑛,𝑚−1
𝑝
𝛥𝑦2. Eq. 18
Applying equations 16, 17 and 18 into equation 14 yields
𝑇𝑛,𝑚𝑝+1
− 𝑇𝑛,𝑚𝑝
𝛥𝑡= 𝛼(
𝑇𝑛+1,𝑚𝑝
− 2𝑇𝑛,𝑚𝑝
+ 𝑇𝑛−1,𝑚𝑝
𝛥𝑥2+
𝑇𝑛,𝑚+1𝑝
− 2𝑇𝑛,𝑚𝑝
+ 𝑇𝑛,𝑚−1𝑝
𝛥𝑦2). Eq. 19
By stating that 𝛥y2 = 𝛥x2, equation 18 can be rearranged to give
𝑇𝑛,𝑚𝑝+1
= 𝐾(𝑇𝑛+1,𝑚𝑝
+ 𝑇𝑛−1,𝑚𝑝
+ 𝑇𝑛,𝑚+1𝑝
+ 𝑇𝑛,𝑚−1𝑝
) + 𝑇𝑛,𝑚𝑝 (1 − 4𝐾), Eq. 20
Where K is defined as
𝐾 = 𝛼𝛥𝑡
𝛥𝑥2, Eq. 21

68
10 Appendix 3 – Maximum Packing Limit
The volume of apatite in the measuring cylinder is approximated to be
𝑉𝑎 = 𝑉𝑡𝑜𝑡,𝑚𝑐 −𝑀𝑤
𝜌𝑤, Eq. 22
Where 𝑉𝑡𝑜𝑡,𝑚𝑐 is the total volume of slurry inside the measuring cylinder, 𝑀𝑤 is the
mass of water and 𝜌𝑤 is the density of water.
The Maximum Packing Limit is determined by
𝑣𝑚𝑝𝑙% = 𝑉𝑎
𝑉𝑠𝑒𝑑× 100, Eq. 23
Where Va is the volume of apatite and Vsed is the total volume of the sedimented
slurry.
The volume which is patched for the sedimentation analysis is defined as
𝑉𝑠𝑒𝑑,𝑝𝑖𝑝𝑒 = 𝑉𝑡𝑜𝑡 ∙0.25
𝑣𝑚𝑝𝑙%, Eq. 24
Where 𝑉𝑡𝑜𝑡 is the total volume of the pipe.

69
11 Appendix 4 – MATLAB script for explicit heat equation
Defining variables
nx = 100; %Discrete steps in x-
direction
ny = 100; %Discrete steps in y-
direction
x = linspace(0,1,nx); %Vector in x-direction from 0 to
1 meter y = linspace(0,1,ny); %Vector in y-direction
from 0 to 1 meter
dx = 1/(nx-1); %Step size in x-direction
dy = 1/(ny-1); %Step size in y-direction
[X,Y] = meshgrid(x,y); %Mesh of surface
t = 282.2; %Total calculation time
nt = 16000; %Number of discrete time
steps
dt = t/nt; %Step size for time
T = 4*ones(nx,ny,nt); %Initial temperature for
surface alpha = 210e-6; %Thermal expansion
coefficient
K = (alpha*dt)/(dx^2); %Coefficient
Boundary conditions
for p = 1:nt+1
T(1,:,p) = -4; T(end,:,p) = -4; T(:,1,p) = -4;
T(:,end,p) = -4;
end
Inital temperature
initialT = T(:,:,1);
Loop
for l = 1:nt
for i = 2:nx-1
for j = 2:ny-1
T(i,j,l+1) = K*(T(i+1,j,l)-(2*T(i,j,l))+T(i-1,j,l))...
+ K*(T(i,j+1,l)-(2*T(i,j,l))+T(i,j-1,l))+T(i,j,l);

70
end
end
end
Plot FinalTmiddle = T(nx/2,ny/2,nt);%Temp. in middle of mesh FinalT = T(:,:,nt); %Temp. at final time step
%figure(2)
%surf(X,Y,initialT) %Figure of initial temp.
%figure(1)
%surf(X,Y,FinalT); %Figure of final temp.

71
12 Appendix 5 – MATLAB script losses approximation
Mf = 2.284893099676012e+06; %Apatite flow tons per year
Mfkg = Mf.*1e3; %Apatite flow kg per year
L = 300e3; %Total Length of pipeline
g = 9.82; %Gravitational acceleration
phi = 0.25; %Volume fraction
rhof = 2950; %Density of Apatite
rhov = 998.2; %Density of Water
ss = rhof/rhov; %Density ratio
muv = 0.001; %Viscosity of water
Mfs = Mfkg./(365.25*24*60*60); %Apatite flow kg per second
Mvs = Mfs; %Water flow kg per second
Mtot = Mfs+Mvs; %Total flow kg per second
Qf = Mfs./rhof; %Apatite flow m3 per second
Qv = Mvs./rhov; %Water flow m3 per second
Qtot = Qf+Qv; %Total flow m3 per second
C = Qf./Qtot; %Volume fraction of apatite
Qtottimme = Qtot*60*60; %Total flow m3 per hour
rhotot = Mtot./Qtot; %Density of slurry
D = 0.25; %Pipe inner diameter
A = pi*(D^2)/4; %Cross-section area of pipe
Vtot = Qtot./A; %Velocity of slurry
Re = rhov*(Vtot.*D)./mu; %Reynolds Number
epsD = 0.05/250; %Approx. of surface roughness ratio
fd = 1.325./((log((epsD./3.7)+(5.74./(Re.^0.9)))).^2); %Friction loss coefficient
fd = fd*1.8; %Friction loss coefficient slurry
deltah = (fd.*(L/D).*(Vtot.^2))/(2*g); %Head loss from major losses
deltah = deltah-440; %Total head loss with elevation
deltapminor = 3000*(Vtot^2)/(2*g); %Head loss from minor losses

72
deltap = deltah.*(rhotot.*g) + deltapminor; %Total pressure loss in Pa
deltapmpa = deltap./1e6; %Total pressure loss in MPa
deltapmeter = deltap/L; %Pressure loss gradient
en = 0.9; %Pump efficiency
Effekt = deltap.*Qtot./en; %Power consumption
e = 1e-6.*(1/en).*deltap./(C.*ss.*3.6); %Energy usage