Embed Size (px)
Citation preview

The Pennsylvania State University
The Graduate School
AN ANALYSIS OF TESTING CONFIGURATIONS FOR THE TRIBOLOGICAL
CHARACTERIZATION OF SILICON CARBIDE
A Thesis in
Engineering Science & Mechanics
by
Mique A. Gonzales
Submitted in Partial Fulfillment
of the Requirements
for the Degree of
Master of Science
August 2019

ii
The thesis of Mique A. Gonzales was reviewed and approved* by the following:
Albert Eliot Segall
Professor of Engineering Science & Mechanics
Thesis Advisor
Andrea Paola Arguelles
Assistant Professor of Engineering Science & Mechanics
Reginald Felix Hamilton
Associate Professor of Engineering Science & Mechanics
Judith A. Todd
Department Head and P.B. Breneman Chair of Engineering Science & Mechanics
Professor of Engineering Science & Mechanics
Matthew Krohn
Morgan Advanced Materials Project Manager
Special Signatory
Joseph Abrahamson
Morgan Advanced Materials Project Supervisor
Special Signatory
*Signatures are on file in the Graduate School

iii
ABSTRACT
Mechanical shaft seals have a variety of applications; their use ranges anywhere from
household appliances to well pumps. In many cases, such as the well pump example, these seals
are expected to have a long service life. Materials used in such applications are required to be
highly reliable and demonstrate high resistivity to wear for example. Often, materials selected for
such a purpose are ceramics such as tungsten carbide, silicon nitride, and silicon carbide. Silicon
carbide (SiC) was the material of interest in this study which sought to characterize tribological
testing configurations. Multiple configurations were analyzed and ranked for their ability to
characterize the wear and friction performance of SiC sliding on Carbon in water. These
configurations included Pin on Disk which featured a pin sliding against a disk, Block on Ring
which featured a ring sliding under a block, and Ring on Disk in which a flat ring slid against a
spinning disk. A high fidelity test that could quantify wear and friction for silicon carbide was
needed in order to foster the development of new materials for the purpose of mechanical shaft
seals and other applications. Friction and wear rate data were collected and analyzed between
testing configurations. Results of the analysis also demonstrated issues such as splashing and
abnormal wear scar geometries potentially leading to unreliable results. Based on issues
experienced when conducting and developing the tests, recommendations were made for
improvement such that high fidelity and consistent results may be gathered.

iv
TABLE OF CONTENTS
LIST OF FIGURES ......................................................................................................... VII
LIST OF TABLES ............................................................................................................. X
ACKNOWLEDGEMENTS .............................................................................................. XI
Chapter 1 Introduction ........................................................................................................ 1
Principles of Operation for Mechanical Shaft Seals .................................................... 1
Project Objectives ........................................................................................................ 3
Brief Overview of Testing Configurations .................................................................. 3
Pin on Disk .............................................................................................................. 3
Block on Ring ......................................................................................................... 5
Ring on Disk ........................................................................................................... 6
Chapter 2 Review of Existing Literature ............................................................................ 8
Ultra-Low Coefficient of Friction ............................................................................... 8
Run-in Period ............................................................................................................... 9
Wear Rate Dependencies ........................................................................................... 11
Fluid film Thickness .................................................................................................. 12
Wear Particle / Debris Deposition ............................................................................. 13
ASTM Standards ....................................................................................................... 14
Chapter 3 Testing Configurations ..................................................................................... 17
Test Development Methodology ............................................................................... 17
Applied Methods ....................................................................................................... 18
Pin on Disk ............................................................................................................ 18
Block on Ring ....................................................................................................... 22
Ring on Disk ......................................................................................................... 26

v
Chapter 4 Experimental Methods ..................................................................................... 29
Optical Profilolmetry ................................................................................................. 29
Specimen analysis using optical profilometry ........................................................... 30
Normalization ............................................................................................................ 32
Sliding distance and speed normalization ............................................................. 34
Pressure normalization .......................................................................................... 36
Experimental Procedure ............................................................................................. 40
Data Acquisition ........................................................................................................ 44
Chapter 5 Experimental Results and Analysis .................................................................. 46
Friction Results .......................................................................................................... 46
Pin on Disk ............................................................................................................ 46
Block on Ring ....................................................................................................... 49
Ring on Disk ......................................................................................................... 52
Wear Results .............................................................................................................. 56
Block on Ring and Pin on Disk............................................................................. 56
Pin on Disk and Ring on Disk............................................................................... 57
Chapter 6 Conclusion and Recommendations .................................................................. 59
Recommendations for testing configurations ............................................................ 59
Pin on Disk ............................................................................................................ 59
Block on Ring ....................................................................................................... 62
Ring on Disk ......................................................................................................... 63
Outliers ...................................................................................................................... 66
Final Recommendation .............................................................................................. 66
Wear Debris Analysis ................................................................................................ 68
Testing Parameters ..................................................................................................... 69
APPENDIX A .............................................................................................................. 71
PoD preliminary splashing study raw data ................................................................ 71
RoD size analysis MATLAB code ............................................................................ 72

vi
APPENDIX B Supplemental Mathematical Formulation............................................ 73
List of Variables ........................................................................................................ 73
Supplemental Hertzian contact Equations ................................................................. 74
Ball on Flat contact pressure ................................................................................. 74
Width of cylinder on cylinder line contact ........................................................... 74
Values used for Material Constants ........................................................................... 74
WORKS CITED .......................................................................................................... 75

vii
LIST OF FIGURES
Figure 1-1: Mechanical shaft seal schematic from Grundfos [4] ................................................... 2
Figure 1-2: A cross-sectioned view of PoD testing configuration showing the pin, reservoir (with
baffles), and fluid recirculation cup ............................................................................ 4
Figure 1-3: BoR set up for the Bruker UMT TriboLab. Note the absence of the BoR lower drive
module here which drives the rotating ring. ................................................................ 5
Figure 1-4: Cross sectioned schematic of the RoD system used in the Bruker UMT TriboLab .... 6
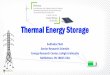
Figure 2-1: Distribution of coefficient of friction for self-mated pairs from Andersson et al.[2] .. 9
Figure 2-2: Depiction of the run-in period of SiC samples from a BoR test. ............................... 10
Figure 3-1: PoD configuration showing the load cell, suspension, pin support assembly, and
lower assembly which includes the disk, reservoir, and fluid return cup ................. 19
Figure 3-2: Schematic of a Bruker PoD setup .............................................................................. 20
Figure 3-3: Operational PoD test .................................................................................................. 20
Figure 3-4: Centering tools for PoD and RoD configurations. The longitudinal axis of the
alignment pin is collinear with that of the pin or raised ring. ................................... 22
Figure 3-5: Non- technical operational BoR configuration. Note this depiction does not depict
blocks used in this study. ........................................................................................... 23
Figure 3-6: Schematic of a Bruker BoR setup .............................................................................. 23
Figure 3-7: Left) Normal Wear Scar in conformance with ASTM G77-17. Right) Abnormal wear
Scar which must be re-run-in accordance with ASTM G77-17 ................................ 25
Figure 3-8: Operational BoR test where the speed is excessive. Note the towels packed around
the module; they were in place to protect the TriboLab. ........................................... 26
Figure 3-9: Schematic of a Bruker RoD setup .............................................................................. 27

viii
Figure 3-10: RoD configuration featuring the load cell, suspension, torque sensor, self-leveling
assembly, ring, and lower assembly including the reservoir and disk. ..................... 28
Figure 4-1: Example of Stylus Profilometry for a BoR ring (BoR SiC 1 C-Ring 1) .................... 31
Figure 4-2: Schematic of a RoD ring ............................................................................................ 32
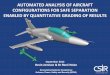
Figure 4-3: Pin from a PoD test depicting trailing edge wear scar (SiC-2-2 side 1) .................... 33
Figure 4-4: Comparison between BoR non-conformal (left) and conformal contact (right). Note
the conformal contact is greatly exaggerated for explanatory effect, such large
contact was not observed in this study. ..................................................................... 37
Figure 4-5: Example of the wear scar of a PoD test used to determine contact area and
subsequently pressure for normalization across the other parameters. ..................... 41
Figure 4-6: Example of the wear scar of a RoD test used to determine the volume lost from a
Carbon disk. The wear scar depicted here was similar to that seen in PoD Carbon
disks as well. .............................................................................................................. 42
Figure 4-7: Example of the wear scar of a BoR test used to determine the volume lost as well as
the final contact pressure. .......................................................................................... 43
Figure 4-8: Example of a series of unsmoothed data .................................................................... 45
Figure 5-1: SiC-1 PoD coefficient of friction distributions with respect to time. ........................ 47
Figure 5-2: SiC-2 PoD coefficient of friction distributions with respect to time ......................... 47
Figure 5-3: SiC-3 PoD coefficient of friction distributions with respect to time ......................... 48
Figure 5-4: Averages of all configurations for PoD coefficient of friction distributions with
respect to time ........................................................................................................... 49
Figure 5-5: SiC-2 BoR coefficient of friction distribution with respect to time ........................... 50
Figure 5-6: SiC-1 BoR coefficient of friction distribution with respect to time ........................... 51

ix
Figure 5-7: Averages of all configurations for BoR coefficient of friction distribution with
respect to time ........................................................................................................... 52
Figure 5-8: SiC-1 RoD coefficient of friction distributions with respect to time ......................... 53
Figure 5-9: SiC-2 RoD coefficient of friction distributions with respect to time ......................... 53
Figure 5-10: SiC-3 RoD coefficient of friction distributions with respect to time ....................... 54
Figure 5-11: Averages of all configurations for RoD coefficient of friction distributions with
respect to time ........................................................................................................... 55
Figure 5-12: Wear rates for PoD and BoR comparing SiC Pins and Blocks ................................ 57
Figure 5-13: Wear rates for PoD and RoD comparing Carbon disks from both configurations .. 58
Figure 6-1: Optical profilometry of a SiC-2 pin before testing; note the waviness in the pin
surface and the extensive chipping around the edges of the pin. .............................. 60
Figure 6-2: Simple analysis of sample thickness variations and the force required to match
working pressures seen in the PoD and BoR configurations .................................... 64
Figure 6-3: Geometry of a Carbon disk used in PoD and RoD .................................................... 65

x
LIST OF TABLES
Table 4-1: Summarization of test configuration wear scar radius and maximum RPM ............... 35
Table 4-2: Testing parameters for each testing configuration and material subtype. ................... 44
Table 6-1: Pin on Disk test parameters ......................................................................................... 69
Table 6-2: Block on Ring test parameters..................................................................................... 69
Table 6-3: Ring on Disk test parameters....................................................................................... 70
Table A-4: Preliminary PoD testing for lubricant volume and rotation speed ............................. 71

xi
ACKNOWLEDGEMENTS
I would first like to thank Dr. Albert Segall for his support and guidance through this
project. Dr. Segall was instrumental to the project and was a voice of guidance for problems that
arose with respect to the project and everyday academic life as a graduate student. I would also
like to thank Morgan Materials, in particular Dr. Phil Armstrong for providing material and
financial support of the project on behalf of Morgan Materials and to Dr. Matthew Krohn and Dr.
Joseph Abrahamson for providing technical assistance and guidance thought the project. They
were also responsible for acting as an intermediary between the research team at Penn State and
Morgan Materials.
I would also like to thank Karthik Srinivas Venkataraman for his assistance in carrying
out day to day lab activities and to his contribution toward project methodology development. I
would also like to thank him for lending his skill set in optical profilometry and data plot
generation.
Next, I would like to thank Kaleb Ellison for his technical advisory in the area of
Solidworks which I used for graphical representations and technical drawings.
I would also like to thank The Department of Engineering Science and Mechanics and
Dr. Lucas Passmore for financial support as a teaching assistant over the course of my entire
degree process. Without such support, accomplishing this venture would not have been possible.
Finally, I would like to thank my parents for their support of this venture and of my
future goals and aspirations.

1
Chapter 1
Introduction
As new materials are devised for use in a variety of platforms, an evolution of testing
methods used to characterize them becomes necessary. In particular, the driving application of
this study was mechanical shaft seals which require the use of specialty materials; in some cases,
these materials are engineered. Most notably for this study, were engineered grades of Silicon
Carbide (SiC) ceramics; SiC is characterized by its excellent wear resistance and low coefficient
of friction, especially when used with water as a lubricating fluid [1]–[3].
A detailed comparative analysis between common tribological evaluation mechanisms
was desired in order to gather an understanding of the pros and cons of each with respect to one
another. In doing this analysis, one could use the gathered knowledge for the practical
application of SiC wear and friction analyses. That is, this test development was used to pave the
way to the establishment of high fidelity and low cost experimental evaluations of the
tribological properties of SiC.
Principles of Operation for Mechanical Shaft Seals
The premise of mechanical shaft seals is the full immersion of the seal in a pumped fluid.
When the pump is operational, the seals (pictured in Figure 1-1) are separated by a thin film
comprised of the pumped fluid [4]. Fluid is drawn into the gap between the two seals (usually
both sides are made of SiC or a combination of wear resistant materials) where it serves as a
lubricant on which the seals rely to achieve a long service life. The fluid film thickness is
typically on the order of 0.2 microns [4]. The larger the fluid film thickness, the more the seal
tends to leak. However, if the fluid film is too small or if a film does not form, excessive wear

2
and friction may ensue. The desire to extend the service life and the presence of the lubricating
film were the driving motivations for this study.
Figure 1-1: Mechanical shaft seal schematic from Grundfos [4]
Another factor regarding the fluid film is evaporation of pumped material. On the
pumped side, fluid is drawn in due to the spinning seals. According to Grundfos [4], as fluid is
drawn in, it heats up in part due to friction effects which causes the vapor pressure to increase.
Vapor pressure takes on a distribution which spans the radius of the seal faces; as vapor pressure
increases, evaporation occurs. Evaporation begins on the atmosphere side of the seal face and
eventually, with evolving vapor pressure, it begins to move closer to the pumped fluid side. As
the fluid evaporates, the surfaces are brought into close or exact contact which could cause
damage. An evaporation gradient near the threshold means, the oxygen content varies; the

3
presence of which has potential implications on wear. A brief discussion of wear mode as a
result of oxygenation can be found in Chapter 2, in particular suggestions were made by Verma
et al.[5].
Typically seals are made of materials with a high resistivity to wear. In the case of this
study, SiC made using different manufacturing methods was tested against Carbon specimens.
Project Objectives
To fully satisfy the endpoints of the project, the following objectives were set to guide
experimentation, evaluation, and characterization. They will also assist in the generation of
recommendations at the conclusion of the project.
1) Develop a standardized testing methodology for the three testing configurations (Pin on Disk,
Block on Ring, and Ring on Disk).
2) Determine experimental parameters for each of the testing configurations in order to mimic
the actual relevant conditions.
3) Normalize all the parameters between the test configurations. This would allow for a direct
comparison between configurations and to determine limitations when using a Bruker
Universal Mechanical Tester (UMT) TriboLab.
4) Evaluate and rank each test configuration with respect to ability to replicate relevant seal
conditions.
Brief Overview of Testing Configurations
Pin on Disk
Pin on Disk (PoD) experiments can and have been conducted in multiple ways as will be
discussed in the next chapter. The basic premise is the combination of a pin in contact with a

4
disk with a relative velocity between the surfaces (either may spin however in this study, the disk
spun under the pin); this configuration is not to be confused with the very similar linear
reciprocating wear test which may also use a pin [6]. The relative motion between the two pairs
is constant and without interruption. A representation of the PoD configuration employed in the
Bruker UMT TriboLab can be found in Figure 1-2. Note the baffles in the cross-sectioned view
which are tasked with fluid recirculation; problems with recirculation will be discussed later.
Figure 1-2: A cross-sectioned view of PoD testing configuration showing the pin, reservoir (with
baffles), and fluid recirculation cup
In a typical PoD test, the pin has a hemispherical shaped head in conformance with
ASTM standard G99-17 [7]. Such conditions may also be accomplished with a Ball on Disk
(BoD) test which is effectively the same test given the contact of a round and flat surface. A load
is applied along the axial direction of the pin or ball holder in the case of BoD. A measurement is
then taken in order to establish the friction force acting on the specimen as relative motion is
induced between the pin and disk.

5
Block on Ring
Block on Ring (BoR) is the second testing configuration that was explored in this study.
BoR employs a stationary block which rests on a rotating ring; an illustration of which is
depicted in Figure 1-3. The ring is affixed to a steel mandrill whose radius of curvature matches
that of the inner diameter of the ring. A washer and bolt are used to hold the ring tightly against
the mandrill which spins. Note that in Figure 1-3, the lower drive and mandrill are not depicted.
It is always the case that the block remain stationary and the ring spins thus providing the
relative motion between the contacting bodies. ASTM standard G77-17 [8] served as a guide for
the BoR test.
Figure 1-3: BoR set up for the Bruker UMT TriboLab. Note the absence of the BoR lower drive
module here which drives the rotating ring.
To measure friction during the test, the force against the side of the block was measured.
Note the long dowel like structures in Figure 1-3; these objects were attached to a load cell

6
known as the SLB. The SLB was a pretensioned load cell which could measure force in either
direction allowing for analysis of a clockwise or anticlockwise rotating ring. More information
on the setup process will be provided in Chapter 3.
Ring on Disk
Ring on Disk (RoD) was the final testing method explored by this study. Initially, the
RoD configuration was favored for its geometric resemblance to a mechanical shaft seal. The
premise of RoD is a raised ring mated to a disk. As seen with PoD, either sample may rotate
while the other is held stationary. In the case of this study, the SiC ring was held stationary above
the rotating Carbon disk. A simple schematic of the RoD system used by the Bruker TriboLab is
shown in Figure 1-4. Note that the RoD configuration uses the same fluid reservoir used in PoD
however, the recirculation cup is absent. The consequences of this including splashing induced
by centripetal forces, will be discussed later. The prospects for the use of RoD will be discussed
in Chapter 6.
Figure 1-4: Cross sectioned schematic of the RoD system used in the Bruker UMT TriboLab

7
Like the other configurations, an ASTM standard was loosely followed. In this case,
ASTM D3702 was used as a guide [9] as there is no dedicated standard for this configuration.
D3702 refers to a thrust washer testing machine; therefore, modifications were allowed for. A
complete description of RoD setup will be given later. Friction was measured via a torque sensor
mounted above the stationary ring while force was applied directly downward on the ring fixture
and measured via a load cell.

8
Chapter 2
Review of Existing Literature
Existing works were reviewed and pertinent information collected with respect to this
study. Data collected and conclusions made by other researchers were used primarily for
guidance and for corroboration of results. Because this study seeks to establish the characteristics
and to evaluate three tribological testing configurations for silicon carbide (SiC), it was
necessary to understand what should be expected from data and methods. That is, should certain
data sets appear to significantly deviate from the conclusions of existing literature, it would
prompt a review of the test to ensure it was operating properly and to determine the reasons for
any perceived differences.
Ultra-Low Coefficient of Friction
A primary finding of experimentation was the occurrence of ultra-low coefficients of
friction (ULCF). Such findings are detailed later in Chapter 5. Careful inspection of existing
literature indicated that ULCF is common amongst tribology studies involving water lubricated
ceramics such as SiC. All the referenced literature will discuss coefficient of friction values
obtained from self-mating materials. Note that in this study, SiC was always mated to Carbon.
Similar friction results however should be expected as both are Carbon based materials.
An ultra-low coefficient of friction was well documented among existing sources of
literature [2], [3], [10] (and others). Chen et al. [3] conducted water lubricated wear and friction
testing of, among other ceramics, SiC. Researchers performed a study which sought to
characterize the effect of initial surface roughness on the tribological characteristics of certain
ceramics (one of which being SiC). Water was used as a lubricant for the Pin on Disk (PoD)
testing configuration where samples were run for several thousand cycles. Of particular interest,

9
coefficient of friction values as low as 0.01 were reported. While this value was significantly
lower than that which was seen in this study, it served to verify data collected which will be
discussed in Chapter 5.
Another instance of ULCF was presented by Andersson et al. [2] in which SiC was
evaluated against itself for friction performance. While Andersson did not quote exact values for
coefficient of friction, it is clear from provided figures such as Figure 2-1 that coefficient of
friction values are well below 0.1 which was consistent with data collected during this study.
Again, such data will be discussed in Chapter 5.
Figure 2-1: Distribution of coefficient of friction for self-mated pairs from Andersson et al.[2]
Run-in Period
Another phenomenon observed during experimentation was the occurrence of a run-in
period. Run-in is characterized by the sudden onset of a rapidly climbing coefficient of friction
followed by a decay to a steady state mode characteristic of ULCF. Note Figure 2-2 in which an
example of run-in is depicted. Advance knowledge of the run-in phenomenon prompted the need

10
to design tests that would capture both the run-in period and the steady state value. That is tests
whose duration were long enough to capture data that would illustrate this phenomenon.
Figure 2-2: Depiction of the run-in period of SiC samples from a BoR test.
The utility of run-in was discussed by several literature sources. First was Verma et al.
[5] who tested for the applicability of certain tribological testing methods for copper-steel and
aluminum-steel mating materials in which run-in was recognized and allowed for. Furthermore,
Rao et al. [11] also allowed for run-in times in their discussion of sliding distance effect on
friction and wear of Al-SiCp composites.
Observations were made with respect to the duration of run-in. For example, Balarini et
al. [12] noted that smoother surfaces typically need less time to run-in. They noted that initial
surface roughness is at least partially responsible for the occurrence of ultra-low coefficients of
friction and that rougher surfaces experience higher Hertzian contact pressure between the

11
asperities and thus, require more time to adjust to achieve a steady state ULCF. Balarini noted
that wear often tends to evolve from a tribomechanical to a tribochemical mode. It was suggested
that the tribochemical mode was partially responsible for the development of ULCF. Special
considerations need to be made to ensure that run-in does not induce tribomechanical wear.
Wang et al. [13] discussed in their paper ‘Optimization of the surface texture for SiC
sliding in water’ that the run-in phase should be controlled; a rapid increase in load can cause a
shift from tribochemical to tribomechanical wear. It was noted that such a change in wear mode
would damage SiC surfaces due to its brittle nature. Such findings were confirmed by Balarini
[12] who noted that initially, the brittle nature of SiC gave rise to asperity fracture which occurs
at higher rates than tribochemical reactions and in fact inhibits ULCF. An absence of ULCF was
not noted in any of the results in this study, therefore, it is safe to assume that loading was not
excessive and did not produce a deviation to tribomechanical wear during run-in.
Laurent et al. [14] also discussed the run-in period. They suggested that initial contact
was Hertzian in nature which was also noted by Balarini. However, Laurent also noted that
because of the high Hertzian contact between asperities, a condition of hydrodynamic lubrication
would not occur. The absence of a hydrodynamic lubrication condition was used as an
explanation for the higher coefficient of friction values characteristic of the run-in phase.
Wear Rate Dependencies
It is well established that the coefficient of friction is dependent on surface roughness
[12],[3], normal force, and is independent of other factors such as sliding speed as defined by
classical mechanics. Such a claim is especially evident when one considers the classical
mechanics definition of friction given by equation (2-1) where F is the friction force, µ is the
coefficient of dynamic friction, and N is the normal force.

12
𝐹 = 𝜇𝑁 (2-1)
However, as suggested by Rani et al. [1], wear rate is dependent on sliding speed. Rani used a
ball on disk (similar to Pin on Disk) test for various self-mated ceramics most notably for this
study, SiC. Not only did Rani discuss the need for a run-in period which adds to the claims of the
previous section, but also found an ultra-low coefficient of friction. A distinct inverse
dependency on sliding speed was noted as a result of the experimentation on wear rate of SiC.
For example, testing at a certain constant load with a sliding speed of 1.185 m/s produced a wear
rate of approximately 2 mm2/N. A sample of the same material sliding over the same distance
with the same load sliding at 0.18 m/s experience a wear rate of nearly 6.25 mm2/N. The trend of
higher wear rate at lower sliding speeds was noted at other loads as well and was not isolated to
SiC specimens. It became imperative to establish the same tangential velocity for specimens for
this study so as to avoid the introduction of new variables. Rani also noted a small dependency
on coefficient of friction with sliding speed though according to classical mechanics (equation
(2-1)), it should not. This portion of Rani’s work was noted as small and was therefore not
considered of high importance. Further discussion on friction as a function of sliding speed will
be provided in the next section.
Fluid film Thickness
The classical mechanics solution for friction force (equation (2-1)) says that dynamic
friction is not a function of sliding velocity. However, when one considers the operational
principles of a mechanical shaft seal as discussed in Chapter 1, friction becomes dependent on
sliding velocity. Recall that the seal faces are separated by the lubricating film. At different
velocities the film thickness changes and thus standoff distance between asperities changes. At a

13
relatively small film thickness, asperities may come into contact changing the coefficient of
friction and thus, establishing a dependency on the sliding velocity [4],[14].
Laurent [14] discussed the phenomenon regarding friction force as a function of sliding
velocity. Through the use of a Stribeck curve, higher sliding velocities were shown to yield a
lower coefficient of friction. As the sliding velocity increases, more fluid is drawn into the gap
and thus, the distance between the seal faces grows to a point where asperities no longer interact
with one another. Such findings illustrate why it is important for one, to match sliding velocities
between testing configurations, and two, to have a sliding velocity that is sufficiently high to
provide conditions for hydrodynamic bearing lubrication representative of the application.
Other sources suggest that the coefficient of friction is related to the operating pressure
through fluid thickness [15], [16]. It was suggested by Zhao that higher pressure will expand the
size of the pores and thus, allow more fluid to be retained between the surfaces. Essentially as
more fluid is allowed into the gap between the surfaces, asperities are no longer in contact.
Wear Particle / Debris Deposition
Wear particles or debris, are small pieces of material that have fractured and become
suspended in the lubricating fluid; wear debris will be discussed later in this study due to some
potentially significant implications they have. According to Tomizawa et al. [17], hydrodynamic
bearing conditions do not occur with silicon carbide due to the presence of wear debris in the
lubricant in combination with an uneven wear surface. This led Tomizawa to conclude that SiC
wears by a tribochemical wear mode which is responsible for the ULCF phenomenon as
previously discussed [12].

14
Tomizawa used a Pin on Disk testing configuration with a hemispherical shaped head
(the significance of this shape will be discussed in subsequent chapters). They noted that not only
were wear debris a cause of the inhibition of a hydrodynamic bearing lubrication condition but
the surface profile was also responsible. They further noted that wear in SiC is dependent on
crystallographic orientation [17]. This information will be important in the evaluation of the Pin
on Disk testing configuration which will be discussed in Chapter 6.
ASTM Standards
A variety of ASTM Standards exist for the three testing configurations used in the course
of this study. In general, ASTM standards were used as guidelines for the completion of this
study and not necessarily followed exactly. To begin, ASTM G190-15[18] provided initial
guidance on how to run a general wear test and gave recommendations on what should be taken
into consideration. Primarily, it was noted that a minimum of three measurements should be
made to ensure a statistically significant data set. G190-15 noted that it is of high importance to
replicate to the best of the ability of the user, the relevant conditions that are being simulated in
the test. For this research, mechanical shaft seals were the end application and therefore it makes
the most sense to use RoD as it has geometries most equivalent to those seen in mechanical shaft
seals (Figure 1-1). Finally, it was also suggested that a wear debris analysis be conducted at the
conclusion of the test. While specific methods were not provided, ASTM G75-15 [19] which
concerns itself with slurry abrasivity, may be a good source to start with. The review of standards
that govern this topic including ASTM G75-15 are left to the reader to reference as needed.
The next ASTM standard reviewed was ASTM G99-17 [7] which refers to the Pin on
Disk testing configuration. The most important takeaway from G99-17 related to this study are
the geometries of the samples. Pins are required by the standard to have a hemispherical head for

15
the portion that contacts the disk. The significance of this stipulation will be discussed in
subsequent chapters. In lieu of a pin, a ball which is held in place and prevented from rotating
may be substituted. In addition to G99-17, ASTM G133-05 [6] which governs a linear
reciprocating Ball on Flat test was applied as well. While this study did not use a Ball on Flat or
a linear reciprocating test, it did employ a wear analysis method dictated by this standard. The
standard suggested quantifying wear by taking the cross sectional area of the wear scar and
multiplying by the length (equation (4-2) (not depicted here)). This method was adopted for the
wear analysis of RoD which will be discussed in further detail in Chapter 4.
Because there is no ASTM standard that strictly and explicitly governed the RoD
configuration, a close substitute (ASTM D3702 [9]) was used. ASTM D3702 governs a wear test
of a self-lubricated contact using a thrust washer testing machine. Physically, the configuration
of D3702 is very similar to the Bruker RoD setup used in this study. To illustrate why the
standard was used only as a guide, consider that the standard requires a run-in time of 40 hours
with a total test duration of 50 to 4,000 hours. Mostly, the standard was used for sample
preparation and to validate the use of a torque sensor for measuring friction.
The final ASTM standard reviewed was ASTM G77-17 [8] which refers to the analysis
of friction and wear using a Block on Ring testing apparatus. The first recommendation of this
standard was the use of a fixed sliding distance as it is known that wear rate is nonlinear with
sliding distance. Whether that refers to alloys only or is also applicable for ceramics was not
specified. Given the findings previously discussed by Rani et al. [1], a fixed distance was used to
help reduce variation between testing configurations. The standard was mostly used as a guide as
before with modifications to adapt it to the Bruker UMT TriboLab and other factors. Some of
these factors included sample preparation and governed the acceptable qualities of wear scar

16
geometries. These qualities will be discussed later in Chapter 3. Further, the use of a pre-loading
and pre-run stage (discussed later) as suggested by Bruker were considered acceptable given the
stipulations of G77-17.
Deviations included the determination of wear by measuring the weight and size of
samples before and after testing. As will be discussed later, measuring weight loss was not
possible and modifications (which will be discussed later) were made. As a result of the Bruker
UMT TriboLab using a non-standard block holder, an ASTM adherent block was not used. The
TriboLab employed a larger holder than that of the ASTM specifications. As will be discussed
later, the difference in block size was not of concern.

17
Chapter 3
Testing Configurations
Test Development Methodology
A test-development methodology was necessary to make the tribological evaluation
configurations relevant and comparable with each another. To establish a procedure that helped
normalize the parameters across the different testing configurations, it was necessary to specify
test conditions such as the tangential velocity and contact pressure that would work across all the
configurations. Every configuration presented some challenges that made it difficult to normalize
a specific parameter. Because of inherent differences of the testing configurations and limitations
of the tribometer a dynamic test development strategy was needed. The process flow that
governed the project was as follows.
1. Define Pin on Disk (PoD) experimental parameters.
2. Characterize the PoD wear scar using optical white light profilolmetry.
3. Determine the contact pressure experienced using the wear scar area from step 2.
4. Use a Hertzian contact stress calculation to determine the load needed to achieve
the same contact pressure in the Block on Ring (BoR) configuration and run a
normalized BoR test at said load. Set the normalized BoR test to occur at the same
tangential velocity
5. Quantify wear loss on the block using optical profilolmetry.
6. Reproduce the same contact pressure and tangential velocities in Ring on Disk
(RoD).
7. Use a dynamic modification process for any configuration which may not be able
to meet the previously determined parameters.

18
8. Increase sampling size for each configuration to gather statistically significant
data for comparative purposes.
Applied Methods
As previously discussed, the primary endpoint of this study was the comparison and
normalization of the different testing protocols. A synopsis of these protocols are as follows:
Replication of realistic conditions and the need for repeatability drove many of the parameters of
the testing configurations. In order to replicate the conditions under which a mechanical shaft
seal would operate, deionized (DI) water was used as a lubricant. Recall from Chapter 1 that the
pumped fluid is used as a lubricant for the seals (many of which run in water). In order to
replicate application conditions, reliably standardize each test configuration, and allow for
repeatability beyond this study, DI water was employed.
Pin on Disk
PoD when employed in the Bruker UMT TriboLab uses a stationary pin and a rotating
disk. For this configuration, the pin was made of Silicon Carbide (SiC) and the rotating disk was
made of Carbon. PoD was conducted using a flat headed pin contrary to the requirements of
ASTM G99-17 [7] due to an inability to procure SiC pins with the appropriate geometry.
Significant difficulty and cost in machining of SiC into the proper shape lead to the use of flat
pins which had implications such as chipping damage and non-uniformity in wear scars which
will be discussed in subsequent chapters.
PoD was set up in the following manner. First, to combat any chipping damage around
the edge, pins were chamfered with a wet sanding machine where necessary; a discussion of chip
damage will be given in Chapter 6. Each pin was spaced 0.3 inches from the collet to allow for
consistency between each PoD test. The mechanical systems used by the Bruker UMT TriboLab

19
can be viewed in Figure 3-2 and Figure 3-3. The load is applied from above to the Pin Support
Assembly which is stationary. Friction is measured via a load cell which can be seen in Figure
3-1. The 2000 N load cell was capable of measuring force in the vertical and in one of the
transverse directions. Applied normal force was measured in the vertical direction and friction
was measured in the transverse direction.
Figure 3-1: PoD configuration showing the load cell, suspension, pin support assembly, and
lower assembly which includes the disk, reservoir, and fluid return cup
Load cell
Suspension
Pin holder
and collet
(Pin Support
Assembly)
Recirculation cup
Carbon Disk

20
Figure 3-2: Schematic of a Bruker PoD setup
Figure 3-3: Operational PoD test
To begin a test, both samples are fixed in the device and using Bruker’s software, the pin
centered. Once centered, the pin could be positioned at any radius between 12.7 and 25 mm.
Water was then introduced into the fluid reservoir. While the Carbon sample and fluid reservoir
rotated, the pin and recirculation cup remained stationary. By the action of centripetal forces

21
acting on the water, fluid flowed over the testing section to the outer walls. Baffles in the fluid
reservoir then returned the water to the stationary recirculation cup. As a result of the fluid
recirculation cup remaining stationary, water was able to flow back to the center without
interruption. The water then flowed back over the sample area and repeated the process.
Preliminary testing using dummy samples revealed lubricant retention issues. As the fluid
reservoir spun about its central axis, the water would tend to flow to the outer edges, a
consequence of centripetal forces. At certain combinations of rotation speed and fluid volume,
water would breach the top of the containment vessel instead of returning to the recirculation cup
as intended. Such characteristics could not be tolerated as it would result in the loss of
lubricating fluid and would potentially introduce water into sensitive areas of the TriboLab over
the course of a test. Furthermore, it was found that splashing could occur at higher rotation
speeds and with smaller volumes of water. Certain combinations of water volume and rotation
speed were explored. After this preliminary study was performed, it was found that the highest
speed and volume combination that the system could handle was 1000 RPM and 30 mL of water.
Operating at this volume and speed (or slower), would provide adequate lubrication for the
sample and retain water in the reservoir. A detailed table of the preliminary testing can be found
in Appendix A.
To initiate a test, the upper assembly from Figure 3-1 was centered using alignment tools
(Figure 3-4) and set screws to make course adjustments. Once course adjustments were made,
the software and onboard motors were used to make fine adjustments. The final adjusted position
was set as the zero point in the software; all measurements of radius were made with respect to
this point. Ensuring the center was as close to the true center as possible was highly important as
deviations from true center would cause the eccentricity of the wear track to deviate from zero.

22
The reservoir was then filled with an appropriate volume of water and the test initiated. The test
followed a preprogramed script which contained all testing parameters.
Figure 3-4: Centering tools for PoD and RoD configurations. The longitudinal axis of the
alignment pin is collinear with that of the pin or raised ring.
Block on Ring
As previously discussed in Chapter 2, BoR operates with a stationary block pressed
against a rotating ring. For this study, the block was fabricated from SiC and the ring from
Carbon. Shown in Figure 3-5 and Figure 3-6, is the basic BoR configuration for the Bruker
TriboLab. BoR testing in this study deviated from ASTM G77-17 [8] in the dimensioning of the
block because Bruker used a different size holder than specified by G77-17. The deviation from
the ASTM standard in this case was negligible and would not affect repeatability or the integrity
of the testing performed here.

23
Figure 3-5: Non- technical operational BoR configuration. Note this depiction does not depict
blocks used in this study.
Figure 3-6: Schematic of a Bruker BoR setup
Load cell
Suspension
Mandrill
assembly
Fluid Reservoir SLB
Block Pusher

24
While a BoR test was in progress, the friction force would push the block against one of
the two housing walls depending on which direction the ring was rotating. Friction was measured
by a load cell which was attached to the cylindrical bars on either side of the housing. These bars
were connected to the block holder on one end and attached to the SLB, a pretensioned load cell,
on the other (Figure 3-5 and Figure 3-6). The purpose of the SLB was to gather friction force
data transverse to the direction of the normal force (the direction of friction). Because the SLB
was a pretensioned load cell, it had to be balanced before each test could begin. Balancing the
SLB was done by the adjustment of a set screw on the one side of the apparatus.
BoR testing was performed in the following manner. The Carbon ring was mounted to a
steel mandrill whose radius of curvature matched that of the inner radius of curvature of the ring.
Bruker designed the BoR drive to accept Timken roller bearing rings which allows one to
reproduce rings easily for BoR testing. As such, the Carbon rings were fabricated to the
dimensions of the Timken roller bearing rings. A bolt and washer were used to hold the rings on
the mandrill. They also provided a normal force to bond the ring to the mandrill via a friction fit.
One must take care when mounting the ring as too little torque could allow for slippage of the
ring against the mandrill, while too much could fracture the ring (made of brittle Carbon). This
issue would not be as prevalent when dealing with ductile alloys. Hence, the brittle nature of
ceramics prohibits the use of excessive torque to fasten the rings in place. While specific
measurements were not taken, it was noted that a simple “hand tight” fit was sufficient to hold
the ring in position properly without either fracturing or slipping.
Next, the block would be placed in the holder and a roller device which was affixed to the
load cell would push down on it. Preliminary testing indicated that care had to be taken for block
placement during the test. The TriboLab uses a self-aligning holder which could rotate about the

25
SLB bars depicted in Figure 3-5 and Figure 3-6. To begin the test, the block would be loaded to
less than 1N and the ring spun at a slow speed (between 20 and 30 RPM) for approximately 30
seconds per a recommendation by Bruker; the wear on the specimens was considered negligible
during this process. By rotating the block in the self-aligning block holder so it sat on the ring
appropriately, the likelihood of achieving abnormal wear scars as depicted in Figure 3-7 (right
image) was significantly reduced. A non-uniform wear scar could not be tolerated per ASTM
G77-17. Wear scars of a diamond shape or hourglass shape are considered abnormal and
necessitate a re-test.
Figure 3-7: Left) Normal Wear Scar in conformance with ASTM G77-17. Right) Abnormal wear
Scar which must be re-run-in accordance with ASTM G77-17
As with PoD, splashing also became an issue which needed to be addressed since the ring
sat in a shallow pool of lubricant which was contained in an open top reservoir (Figure 3-8).
When spinning, lubricant tends to coat and attach itself to the ring which provides lubricant for
the test section on top of the ring. At sufficient velocities, flow separation from the surface would
occur and water would be thrown from the ring. ASTM G77-17 recommends 6.4 mm of
lubricant coverage above the lower surface of the ring. It was found in preliminary trials, that 40
mL of water operating at 1200 RPM would be sufficient for the Bruker UMT TriboLab as
minimal splashing would occur. Such splashing however, would not be acceptable for long

26
duration testing as excessive amounts of fluid would be lost; much of which would likely contain
debris whose presence can influence the outcome of a tribology study [13].
Figure 3-8: Operational BoR test where the speed is excessive. Note the towels packed around
the module; they were in place to protect the TriboLab.
Ring on Disk
RoD operates with a raised flat faced ring in contact with a disk. In this study, the ring
was fabricated from SiC and the disk from Carbon. RoD became the initial favorite for its
geometrical similarities to mechanical shaft seals. As previously mentioned, there are no specific
ASTM standards that pertain to RoD; ASTM D3702 [9] (which uses a thrust washer testing
machine) was used as the test for which it provides guidance, is very similar to RoD. To
substantiate this, Verma et al. [5] also used this standard for a RoD test in the analysis of copper
– steel and aluminum – steel tribological studies.

27
Using the Bruker UMT TriboLab, RoD was performed in the same rotating fluid
reservoir used in PoD with the absence however, of the recirculation cup. The RoD configuration
is shown in Figure 3-9; the absence of the recirculation cup here posed significant rotational
speed limitations. The consequence of no recirculation cup was that higher speeds were no
longer possible. One of the primary functions of the recirculation cup was to work in conjunction
with the baffles to redistribute water to the center so that it may re-coat the test section. As in
PoD, water will tend to move toward the outer edges of the reservoir, the severity of such an
occurrence was directly related to the rotating speed of the reservoir. Excessive rotation
velocities had two consequences; water would be thrown out of the reservoir dramatically which
could nullify a test and potentially damage the TriboLab and the test section would run dry as all
the water would pool in the edges. As before with PoD, preliminary studies were performed in
which critical volumes and velocities were characterized. It was found that in order to reliably
submerge the test section and prevent water from being thrown from the reservoir, the
combination of maximum volume of lubricant and speed were 40 mL at a rotation speed of 300
RPM or slower.
Figure 3-9: Schematic of a Bruker RoD setup

28
During the test, force was applied downward and measured with a load cell positioned
above the self-leveling assembly depicted in Figure 3-9. The self-leveling assembly was crucial
to ensure a uniform wear scar around the Carbon disk. To measure friction, a torque sensor was
installed between the load cell and the self-leveling assembly as shown in Figure 3-10.
Figure 3-10: RoD configuration featuring the load cell, suspension, torque sensor, self-leveling
assembly, ring, and lower assembly including the reservoir and disk.
The set up process for the RoD configuration was simple. The fixture was centered using
the same procedure from PoD. Once this was complete, the reservoir was filled with an
appropriate volume of water and the test initiated. Testing as in the other configurations followed
a script which was customized for the test at hand.
Load cell
Suspension
Self-leveling
assembly
Fluid Reservoir
Carbon Disk
Torque
Sensor

29
Chapter 4
Experimental Methods
Optical Profilolmetry
Optical white light profilolmetry was performed using a Zygo NexView 3D. The purpose
of optical profilolmetry was multifaceted and played a pivotal role in experimental design and
analysis. For reasons that will be discussed later, optical profilolmetry was used for the initial
characterization of contact pressure for Pin on Disk (PoD). Following each test, optical
profilolmetry was used to characterize the wear volume lost.
In order to characterize the area of contact, Zygo’s Mx software was used. The software
enabled the user to discretize and evaluate the affected area (the wear scar). The software used
imagery taken from the profilometer and would calculate the area in µm2. Calculated area could
then be used in the basic axial stress equation (equation (4-1)) to back solve for the contact
pressures given that the force, P had been dictated by the user.
𝜎 =
𝑃
𝐴 (4-1)
Here A is the contact area calculated using the Mx software and σ is the contact pressure.
Determining contact pressure proved pivotal and will be discussed in a subsequent section.
Volume loss was also calculated using Optical profilolmetry and Zygo’s Mx software.
The simplest method for determining mass loss would be to use a sensitive scale. However, the
use of a scale was not possible due to the relatively small volume of material lost; a consequence
of the tribological properties of Silicon Carbide (SiC) under well lubricated conditions and short

30
sliding distances. Several previously conducted studies have used a stylus profilometer [2], [20].
Stylus profilometry was explored though it did not prove useful as will be discussed later.
Specimen analysis using optical profilometry
Profilometry was done to estimate and compare the volume loss for the SiC pins, Carbon
disks, and SiC blocks. Pins were analyzed by establishing the unworn portion of the pin as a
reference surface. A discussion as to why the pin did not wear uniformly will be conducted later
in this chapter. The volume of the scar was then determined with Mx by finding the depth of the
wear scar relative to the unworn reference surface.
For disks in both PoD and Ring on Disk (RoD), two sections of the track like wear scar
were analyzed to reduce imaging time; no accuracy is suspected to have been lost due to the
uniformity of the wear scar. Once the two sections were characterized, their cross sectional areas
were averaged and multiplied by the average of the inner and outer circumference of the wear
scar. Doing so gave the total volume loss from the Carbon disks. This process was chosen
because it was in conformity to ASTM G133-05 [6] which gives procedures for a Ball on Flat
linear reciprocating wear configuration. The test for which the standard pertains, produces a
similar wear scar so it was deemed acceptable to use. ASTM G133-05 specifies the
multiplication of the cross sectional area by the length of the wear scar as seen in equation (4-2).
Here, V is the wear volume, ACS is the cross sectional area of the wear scar, and L is the length
(or circumference) of the wear scar as measured using the average of the inner and outer radii.
𝑉 = 𝐴𝑐𝑠 ∗ 𝐿 (4-2)
To quantify the wear of the blocks, the entire scar was imaged using optical profilometry
(the small size of the scar making imaging time a non-factor). Using the unworn surface as a

31
reference, the volume loss was calculated through Mx in the same manner in which pin
specimens were quantified.
The two sample types that would prove impossible to analyze with the optical
profilometer were the rings from RoD and Block on Ring (BoR). Characterizing the Carbon
rings from BoR was not possible due to the inherent curvature. Attempts to quantify the wear
scar using a stylus profilometer for the BoR rings also failed. An example of a stylus profile can
be seen in Figure 4-1. After leveling to compensate for angled readings, the profile shows no
appreciable wear scar from which to gather data.
Figure 4-1: Example of Stylus Profilometry for a BoR ring (BoR SiC 1 C-Ring 1)
Rings from RoD also proved impossible to characterize with the optical profilometer, due
to the height of the ring relative to its base (Figure 4-2); such height meant the profilometer had
no surface to reference. The wearing surface was 0.13 inches above the nearest reference point.
As a result, the profilometer could not focus on the details of the relatively shallow wear on the
worn surface and on the reference point simultaneously.
Profile curve - BoR S SiC 1 C-Ring 1 > Microroughness filtered (cut-off 2.5 µm) > Leveled (Least squares method)
0 1 2 3 4 5 6 7 mm
µm
-10
-5
0
5
Parameters Value Unit
Length 8.00 mm

32
Figure 4-2: Schematic of a RoD ring
Normalization
A key component of the comparative analysis of the three different testing configurations
was the normalization of procedures and parameters to the fullest extent possible. Normalization
involves sample preparation, testing parameters, and sample analysis. By normalizing
parameters, results of the tests become more comparable and serve to satisfy the primary
endpoint of this study. Furthermore, by understanding the limitations of the various tests when
run in the Bruker UMT TriboLab, one can generate a protocol upon which the testing and
analysis would be performed.
Optical profilolmetry of PoD was carried out on both the pin and disk for an analysis of
wear. The rationale behind characterizing both was to gather as much available data as possible.
Doing so would prove useful when comparing against both the BoR and RoD configurations
because only the block could be analyzed for BoR (SiC) and disk for RoD (Carbon). Because the

33
pins from PoD were flat headed in nonconformity to ASTM G99-17 [7], they developed
abnormal wear scars. Note Figure 4-3 in which a completed PoD test pin is depicted. Preliminary
trials indicated that instead of wearing on the entire surface as was expected, some pitching
occurred in the collet that caused the pins to wear only on the trailing edge. The consequence of
this was multifaceted in that the wear scar would change with time thus causing the contact area
and by extension the contact pressure to evolve over the course of the test. Preliminary testing
indicated that precise prediction of the exact wear scar geometry and the exact final pressure was
impossible.
Figure 4-3: Pin from a PoD test depicting trailing edge wear scar (SiC-2-2 side 1)
It was for the aforementioned problems that PoD was chosen as a comparative platform
upon which to evaluate and compare the three different testing configurations. PoD could be
evaluated for wear on both the SiC and Carbon samples where the other configurations could
not. BoR and PoD would be compared against one another through the wear and friction results
of the SiC components while RoD and PoD would be compared using the wear and friction

34
accumulated on the Carbon disks. While assessing the tests against one another in such a manner
presents a limitation, it became apparent that other methods were not practical or possible.
Other methods by which to standardize the testing of all the different evaluative
configurations was to normalize the experimental parameters. That is, it was dictated that the
sliding distance, tangential speed, and contact pressure should be the same or as close as possible
across all the testing configurations.
Sliding distance and speed normalization
Because it was desired to have the sliding distance and speed be the same across all the
testing configurations, careful selection of the testing parameters were made. The selection of
distance was simple and depended on preliminary trials to ensure capture of the different stages
(run-in to steady state). A distance of one kilometer was used for all test configurations as
preliminary trials revealed that distance was well suited to characterizing run-in and steady state.
Selection of testing speed was based on the previously discussed preliminary trials in which
lubricant volume and rotation speed were characterized for each test. Drawing from this, one
would initially assume that the rotating velocity would be uniform across the different
configurations. However, the different configurations produced wear tracks at different radii.
Because of this, the use of a uniform surface speed or tangential velocity was adopted by each of
the testing configurations. Pertinent sample geometries and the corresponding maximum rotating
speed are summarized in Table 4-1.

35
Table 4-1: Summarization of test configuration wear scar radius and maximum RPM
Test Radius of wear track (mm) Maximum achievable RPM
Pin on Disk 20 1000
Ring on Disk 17.45 300
Block on Ring 17.48 1200
After carefully reviewing the parameters of Table 4-1, it is clear that RoD was the
limiting factor despite the different radii. Therefore, a speed of 200 RPM was selected for RoD
to allow for a margin of safety and to ensure the testing section would be constantly immersed in
water. By selecting 200 RPM for RoD, it was found that the tangential velocity to be matched in
the other testing configurations was 78.6 ft/min. To determine surface speed, average
circumference (equation (4-3)) was multiplied by the number of revolutions in order to give a
total distance in feet (equation (4-4)). Then the distance was divided by test time to account for
spin rate and units were converted from inches to feet, hence the division by 12, to yield equation
(4-5). Here C is the circumference in inches, d is the average diameter of the wear track in
inches, and Nrev is the number of revolutions.
𝐶 = 𝜋 ∗ 𝑑 (4-3)
𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑒 = 𝐶 ∗ 𝑁𝑟𝑒𝑣 (4-4)
𝑆𝑢𝑟𝑓𝑎𝑐𝑒 𝑆𝑝𝑒𝑒𝑑 (
𝑓𝑡
min) =
𝜋
12∗ 𝑅𝑃𝑀 ∗ 𝑑 (4-5)

36
Subsequently, the value of surface speed achieved in RoD would be used to dictate the
RPM in the other configurations in order to match the surface speeds. Using equation (4-6) , one
can determine the appropriate RPM for any configuration. Again, d is the average diameter of
the wear track.
𝑅𝑃𝑀 =𝑠𝑢𝑟𝑓𝑎𝑐𝑒 𝑠𝑝𝑒𝑒𝑑 (
𝑓𝑡min) ∗ 12
𝜋𝑑
(4-6)
Pressure normalization
Pressure normalization played a key role in the comparative analysis of the three testing
configurations. Typically, a higher contact pressure will lead to a greater volume lost. In order to
properly compare the testing configurations, one must have a series of tests which conform as
closely as possible with regard to contact pressure. There were however, some severe limitations
on the ability to maintain a contact pressure across each configuration. The only test that would
inherently experience conformal contact was RoD due to the two flat surfaces sliding against one
another; PoD and BoR configurations are non-conformal by nature. Over the course of a test
BoR initially experiences non-conformal contact that tends to evolve to a semi-conformal contact
as shown in Figure 4-4.

37
Figure 4-4: Comparison between BoR non-conformal (left) and conformal contact (right). Note
the conformal contact is greatly exaggerated for explanatory effect, such large
contact was not observed in this study.
As depicted in Figure 4-4, the interaction is essentially a line whose dimensions can be
expressed using Hertzian Contact Theory (Appendix B). The contact area evolves over the
course of the test; a representation of the transition to a semi-conformal contact is shown in
Figure 4-4 on the right. At this point, the contact is semi-conformal and no longer necessarily
Hertzian. While the depictions in Figure 4-4 are exaggerated significantly for illustrative effect,
it is clear that contact area changes and thus the contact pressure constantly evolves over the
duration of the test.
Because there is no way to maintain constant contact pressure throughout the entire
testing period, it became necessary to dictate a starting pressure that would conform to the values
experienced in PoD. It was a working assumption that the change in contact area that would
induce lower pressures would be relatively small and thus negligible. In order to determine the
load required to start a BoR test, Hertzian Contact was used as previously mentioned. In

38
particular, the Hertzian contact solution for a cylinder on cylinder contact was employed. To
utilize this contact solution for BoR, one need only let the radius of the particular set which
pertains to the block (flat surface) go to infinity. Doing so effectively makes the radius of
curvature infinity and defines it as a flat surface.
Hertzian contact stress is given by equation (4-7) [21]. Here, P is the applied load, R1,
R2, E1, E2, and ν1, ν2, are the radii, Young’s Modulus, and Poisson’s Ratio of each contacting
cylinder, respectively.
𝜎 = (𝑃 (
1𝑅1+1𝑅2)
𝜋 (1 − 𝜈1
2
𝐸1+1 − 𝜈2
2
𝐸2)
)
2
(4-7)
Using equation (4-7), one can input the pressures experienced by PoD into the value for σ
and solve for the value of F. Again, once a force is specified, it remains constant during the
course of the test. The average amount of pressure decrease experienced over the course of each
BoR test is given in Chapter 6.
As previously mentioned, the only test which resulted in a conformal contact was RoD.
Due to the geometry of the ring and the flat disk, a constant area was worn at all times during the
course of the test. The only exception to this would be if the RoD configuration was utilized for
extremely long duration tests. In this situation, it is conceivable that the vertical walls of the ring
would begin to contact the edges of the wear scar as it developed. This was not a concern for the
testing performed in this study as the depth of the wear scar was relatively small. Any contact
between the walls of the ring and the interior of the wear scar would be negligible. Moreover, the

39
normal force between these walls should be zero as no forces are applied in that direction
assuming perfect alignment.
The primary issue that arose with pressure normalization for RoD was the contact area.
As previously shown in Figure 3-9, the thickness of the ring for RoD was 0.14 inches with an
inner diameter of 1.25 inches. A simple calculation reveals that the contact area (the topmost flat
surface of the ring) was 0.611 in2. Using the axial stress equation (4-1) from before, the force
required to match the PoD pressures would have been approximately 3000 lbf or more than
13000 Newtons; a complete description of force and pressure derivation will be outlined at the
end of this chapter. Adherence to the pressure levels generated by PoD were not possible for
RoD as the load cells available were only capable of withstanding 200 kg or 1962 N of force
which is equivalent to roughly 441 lbf. Given that the dimensions of the RoD configuration
could not be altered, a contact pressure was specified for RoD. Recall that one could not specify
a pressure for PoD as it was impossible to accurately predict stress from applied load given the
unusual wear scar generated. Therefore, 1 MPa was used for the pressure in RoD; 1 MPa was
chosen because it was a multiple of the contact pressures used in PoD and BoR. Furthermore, it
was found during preliminary trials, that large forces induced audible vibrations representing an
additional variable which could make a comparative analysis more error prone. The inability to
match pressures represented a significant limitation on the comparative analysis of this study.
However, with the samples available, it was unavoidable.
There is one final element of this study to be discussed. In order to introduce sample
diversity while simultaneously generating data that could be used by the sponsor, three different
grades of SiC were used. These grades were SiC-1, SiC-2 and SiC-3; the grades were named as

40
such to protect proprietary information. All three grades of SiC would be tested against Carbon
samples in each of the different testing configurations.
Experimental Procedure
All experiments were initiated with the same sample preparation procedure. The
equipment was cleaned with a soapy water mixture. Following scrubbing, equipment was rinsed
with 190 proof ethanol and dried with compressed air. Samples were rinsed with the 190 proof
ethanol and also dried with compressed air. During the preparation of all equipment and samples,
nitrile gloves were worn to prevent hand oils from contaminating samples.
Deionized (DI) water was collected from DI taps and stored in Erlenmeyer flasks which
had been washed with the aforementioned procedure regarding equipment. Additionally, several
liters of DI water were flushed through the flasks before the final sample of water was collected.
Doing so cleared old water from the lines and also served to rinse any remaining impurities from
inside the flask. DI water was then dispensed into squirt bottles which had also been cleaned in
the same manner. The squirt bottles and the Erlenmeyer flasks only contained DI water at any
given time with the exception of the washing procedures.
Experimentation began with the PoD configuration due to its role as the comparative
baseline between the BoR and RoD tests as well as its characteristic wear scar which made
precise pressure prediction impossible. Based on preliminary trials, a reasonable load of 60 N
was applied. Following the completion of a PoD test of each material subtype, Optical
profilometry was performed; an example of which can be viewed in Figure 4-5. Once the contact
area was determined, the pressures were calculated. The Hertzian Contact solution from equation
(4-7) was employed using the PoD pressures from profilometry to determine the force required
in BoR. Note, this procedure was performed for each of the different grades of SiC so as to

41
normalize testing; thus pressures from SiC-1 would not be used to calculate Hertzian pressures
for SiC-2 samples and so on. Optical profilometry was also performed on the Carbon disk used
in the PoD test to gather data on volume loss. Such data would then be used to compare against
RoD wear rates. PoD wear scars in the disks closely resembled RoD wear scars, an example of
which can be viewed in Figure 4-6.
Figure 4-5: Example of the wear scar of a PoD test used to determine contact area and
subsequently pressure for normalization across the other parameters.

42
Figure 4-6: Example of the wear scar of a RoD test used to determine the volume lost from a
Carbon disk. The wear scar depicted here was similar to that seen in PoD Carbon
disks as well.
After determining the needed force, BoR was run at the same tangential velocity and
distance using the same initial Hertzian Contact pressure. After the completion of a BoR test, the
blocks were analyzed using Optical Profilometry (an example of which is depicted in Figure 4-7)
to determine the volume of material that was lost as well as the contact area which would allow
for the determination of the final contact pressure. Final contact pressures for BoR can be viewed
in Chapter 6. The above was performed for SiC-1 and SiC-2; SiC-3 was never analyzed using
BoR due to the lack of samples.
.

43
Figure 4-7: Example of the wear scar of a BoR test used to determine the volume lost as well as
the final contact pressure.
RoD was run next at the same tangential velocity and distance. As previously discussed
the main difference was the contact pressure of 1 MPa which deviated from the other
configurations. The Carbon disks were analyzed under optical profilometry, an example of which
is detailed in Figure 4-6
A complete listing of the experimental parameters can be viewed in Table 4-2. Note that
the determination of contact pressures for SiC-3 were not as important as they did not have an
analog in the BoR test configuration. As previously discussed, Hertzian contact was used to
determine the load needed for a BoR configuration to match the pressures seen in PoD. Values
for Young’s Modulus and Poisson’s ratio which were used for pressure normalization are
provided in Appendix B. Differences between the testing durations are an artifact of the need for
the same testing distance with configurations that use different radii. That is, the tangential

44
velocity was maintained across the configurations and because of different radii, different RPMs
were used and thus different durations were also necessary.
Table 4-2: Testing parameters for each testing configuration and material subtype.
SiC grade Speed (RPM) Load, N (lbf) Estimated Contact pressure
MPa (psi)
Duration
(sec)
PoD
SiC-1 191 60.07 (13.5) 34.67 (5028) 2500
SiC-2 191 60.07 (13.5) 33.93 (4921) 2500
SiC-3 191 60.07 (13.5) No data1 2500
BoR
SiC-1 218 26.6 (5.97) 34.67 (5028) 2506
SiC-2 218 25.56 (5.75) 33.93 (4921) 2506
RoD
SiC-1 200 348.4 (78.32) 1 (145.038) 2506
SiC-2 200 348.4 (78.32) 1 (145.038) 2506
SiC-3 200 348.4 (78.32) 1 (145.038) 2506
Data Acquisition
Data acquisition was performed using the operating software which accompanied the
Bruker UMT TriboLab. Preliminary trials of data acquisition rates between 10 and 50 hertz
produced significant noise in the data, though a trend was still apparent. In general, it was found
that lower data sampling rates produced intermittent data results while higher sample rates
produced excessive data points. An intermediate sampling rate of 20 Hz was used to address the
issues.
1 Data was not collected here due to the absence of a SiC-3 block to normalize

45
In order to smooth the collected data, LOWESS (Locally Weighted Scatterplot
Smoothing) was implemented. An example of a pre-smoothed data set can be viewed in Figure
4-8. LOWESS is a non-parametric smoothing function and is not dependent on the assumption of
a characteristic equation that would be used to fit a curve. The absence of a need for a function to
drive the fitting of data was useful in that it made smoothening simple, especially since every
data set was sufficiently different. Furthermore a defining function was not desired; only that the
noise in the data be reduced and a general trend be visible graphically was required.
Figure 4-8: Example of a series of unsmoothed data

46
Chapter 5
Experimental Results and Analysis
Friction Results
Pin on Disk
Coefficient of friction distributions over time related to Pin on Disk (PoD) are detailed in
Figure 5-1, Figure 5-2, and Figure 5-3. The SiC-1 pins all demonstrated an average coefficient of
friction of 0.035. This value tended to be consistent over the course of the testing cycle with little
variation. While both SiC-1 and SiC-2 pins exhibited similar average values (~0.035), they
indicated different trends with respect to time. SiC-2 pins tended to experience a rapid increase
in friction on the order of thirty percent relative to their initial value. The coefficient of friction
then tended to decrease with time to a steady state value over the course of the one-kilometer test
distance. The initial jump in the SiC-2 pins is consistent with the findings of some of the
literature discussed in Chapter 2. The period over which the coefficient of friction rises from its
starting value and decays toward steady state is referred to as run-in. As previously discussed, it
can be a result of initial asperities interacting and/or a brief tribomechanical period of wear. The
exact cause is undetermined from these results. Further analysis could be conducted to determine
the cause of such distributions.

47
Figure 5-1: SiC-1 PoD coefficient of friction distributions with respect to time.
Figure 5-2: SiC-2 PoD coefficient of friction distributions with respect to time
SiC-2-3
SiC-2-4
SiC-2-5
SiC-2-Average
SiC-1-5
SiC-1-6
SiC-1-7
SiC-1-Average

48
Figure 5-3: SiC-3 PoD coefficient of friction distributions with respect to time
The coefficient of friction distributions of SiC-3 pins as shown in Figure 5-3 are
markedly different from that of the SiC-1 and SiC-2 pins. Most notably, the coefficient of
friction tends to increase with time and sliding distance. In general, coefficient of friction starts
at approximately 0.05 and ends at 0.085 on average. This represents an increase of seventy
percent. It is not clear if over the course of continued sliding past 1000 meters, the coefficient of
friction will reach a steady state and/ or return to a lower value. The consistency across each test
for SiC-3 pins demonstrates that it may be characteristic of SiC-3 when tested with PoD however
more testing is needed to be definitive.
The distributions of the averages of the three materials in the PoD configuration are given
in Figure 5-4. Note both SiC-1 and SiC-2 pins exhibit a similar trend in that they tend to hover
between a coefficient of friction of 0.03 and 0.05. Clearly, and as discussed previously, SiC-3
SiC-3-1
SiC-3-2
SiC-3-3
SiC-3-4
SiC-3-Average

49
pins are the outlier. It is possible that the rise over time was an extended run-in. However based
on literature and the other configuration’s data, this seems unlikely given SiC-1 and SiC-2 all
decayed to steady state relatively quickly. The reason for the continuous growth in coefficient of
friction is unclear. As such, careful attention will be paid to the coefficient of friction in the RoD
configuration for the SiC-3 sample set.
Figure 5-4: Averages of all configurations for PoD coefficient of friction distributions with
respect to time
Block on Ring
Results of Block on Ring (BoR) testing shown in Figure 5-5 and Figure 5-6 suggests that
both SiC-1 and SiC-2 blocks experience a similar coefficient of friction when worn against
Carbon rings in deionized (DI) water. In general, samples experienced wear that evolved into a
steady state mode for the SiC-1 set, but not for SiC-2 in contrast to the results seen with PoD.
Note the distribution for SiC-1-2 shown in Figure 5-6, which has an unexplained jump in friction
SiC-2-Average
SiC-1-Average SiC-3-Average

50
during the onset of the test. This outlier data still follows the decreasing friction trend until
achieving a steady state mode. Such a distribution suggests that the general trend for SiC-1
coefficient of friction in BoR is to jump rapidly and then settle. The anomalous SiC-1-2 sample
from Figure 5-6 could, among a wide range of factors, be a result of sufficiently different sample
properties, sensor calibration error, or combination of the two.
Figure 5-5: SiC-2 BoR coefficient of friction distribution with respect to time
SiC-2-1
SiC-2-2
SiC-2-3
SiC-2-4
SiC-2-Average

51
Figure 5-6: SiC-1 BoR coefficient of friction distribution with respect to time
SiC-2 blocks appear to follow a more linear trend over the course of the test with an
average coefficient of friction of approximately 0.09. Unlike the run-in stage seen in the PoD set,
the BoR SiC-2 samples seem to be more stable over time given their coefficient of friction was
seemingly relatively less variable.
As seen in the PoD averages set (Figure 5-4), the averages of the SiC-1 and SiC-2
samples exhibited similar coefficients of friction (approximately 0.04). As shown in Figure 5-7,
the averages of SiC-1 and SiC-2 samples in the BoR configuration achieved a coefficient of
friction between 0.082 and 0.09. The coefficients of friction between SiC-1 and SiC-2 were
similar within a configuration; the PoD testing yielded a coefficient of friction roughly twice that
experienced by BoR. However, one should take note of the scale. While a 50% difference does
exist, the values are relatively close; a difference of 0.04.
SiC-1-1 SiC-1-2
SiC-1-3
SiC-1-Average

52
Figure 5-7: Averages of all configurations for BoR coefficient of friction distribution with
respect to time
Ring on Disk
Ring on Disk (RoD) evaluations of the three SiC materials yielded similar results which
seem to corroborate the data from PoD and BoR. Shown in Figure 5-8, Figure 5-9, and Figure
5-10 are the SiC-2 RoD coefficients of friction with respect to time. The coefficient of friction
data tends to increase in the beginning of the test and then decays over time until achieving
steady state. This trend was also noted in the PoD and BoR testing. The occurrence of run-in is
most evident in the SiC-2 RoD set (Figure 5-9). However, the phenomenon can also be seen to a
certain extent in Figure 5-8 and Figure 5-10 for SiC-1 and SiC-3 respectively.
SiC-2-Average
SiC-1-Average

53
Figure 5-8: SiC-1 RoD coefficient of friction distributions with respect to time
Figure 5-9: SiC-2 RoD coefficient of friction distributions with respect to time
SiC-2-1
SiC-2-2
SiC-2-3
SiC-2-Average
SiC-1-1
SiC-1-2
SiC-1-3
SiC-1-4
SiC-1-Average

54
Figure 5-10: SiC-3 RoD coefficient of friction distributions with respect to time
Note the SiC-2 distribution in Figure 5-9 where there is an outlier (SiC-2-1) which seems
to have a similar run-in period, yet the trend in coefficient of friction tends to remain at a higher
value than what was seen during the other tests. This could be due in part, to mixed lubrication
conditions. Theoretically, because the environment was identical, there should be no difference
in lubrication conditions between any of the RoD tests. However, RoD presented itself as a
difficult test to run due to reliability and confidence of achieving proper lubrication conditions in
the test section as a result of centripetal forces on the water. It is possible that unforeseen
circumstances led to slightly different lubrication conditions between tests. This could also
explain seemingly erroneous distributions such as SiC-1-1 in Figure 5-8, and the run-in section
of SiC-3-1 and SiC-3-3 in Figure 5-10.
SiC-3-1
SiC-3-2
SiC-3-3
SiC-3-4
SiC-3-Average

55
Contrary to what was found in the PoD and BoR data, RoD results suggests that the
coefficients of friction for SiC-1 and SiC-3 are closely aligned while SiC-2 samples exhibit
lower values. Recall from before in PoD and BoR, SiC-1 and SiC-2 materials tended to group
together while SiC-3 stood alone. The coefficients of friction observed from SiC-1 and SiC-3 are
not unprecedented and tend to achieve an approximate value of 0.085. One should note however,
that while the SiC-2 average from Figure 5-11 was approximately 0.055, it was well within the
range of the averages seen in PoD and BoR
Figure 5-11: Averages of all configurations for RoD coefficient of friction distributions with
respect to time
SiC-1-Average
SiC-3-Average
SiC-2-Average

56
Wear Results
An analysis on wear rates was also conducted as previously mentioned in Chapter 4; due
to the nature of the testing configurations, certain considerations had to be made with respect to
wear rate comparisons. For instance, PoD and BoR were compared only by the wear on the SiC
portion of the SiC-Carbon pair. Conversely, the Carbon specimens were compared between the
PoD and RoD configurations. Thus, one could only compare wear between BoR and PoD and
between PoD and RoD. Furthermore, before beginning any discussion its worth recalling that the
operating pressure at which the PoD specimens operated relative to RoD was significantly
different due to the geometries of the RoD specimens and abnormal wear scar of the PoD
configuration.
Block on Ring and Pin on Disk
The first comparative analysis regarding wear rates was performed using BoR and PoD
as shown in Figure 5-12. Between the two configurations, PoD exhibited higher wear rates over
the one kilometer test distance. This was most notable in the SiC-1 material category where the
pins sustained a wear rate of 0.0016 mm3/km while the Blocks experienced a significantly lower
value of 0.0004 mm3/km. Differences between the SiC-2 sets were less notable though the
Blocks again demonstrated a higher resistivity to wear.

57
Figure 5-12: Wear rates for PoD and BoR comparing SiC Pins and Blocks
Pin on Disk and Ring on Disk
Wear rates for the PoD and RoD configurations are shown in Figure 5-13; the wear data
is not directly comparable to the results presented in Figure 5-12 as already discussed at the
beginning of this section and in Chapter 4. Wear was generally lower for the RoD configuration
relative to the PoD configuration. The only exception to this trend was the SiC-2 samples though
the difference of the volume loss may be negligible. Although not directly comparable, a similar
trend was noticed between the PoD and BoR configurations shown in Figure 5-12. The most
noteworthy difference in wear rates between PoD and RoD was the SiC-3 material. Using a PoD
configuration, results indicate that the wear rate was 65 times higher than what was observed in
the RoD configuration. The friction data collected does not offer an explanation for this
Block on Ring Pin on Disk
SiC-2 0.0018 0.002
SiC-1 0.0004 0.0016
0
0.0005
0.001
0.0015
0.002
0.0025
Wo
rn V
olu
me
per
slid
ing
dis
tan
ce (
mm
3/k
m)
(SiC
)

58
difference as in both the PoD and RoD friction curves from earlier, the coefficient of friction was
near 0.085 for each configuration.
Figure 5-13: Wear rates for PoD and RoD comparing Carbon disks from both configurations
Pin on Disk Ring on Disk
SiC-2 0.36 0.4
SiC-1 0.235 0.038
SiC-3 0.85 0.013
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
Wo
rn V
olu
me
per
slid
ing
dis
tan
ce (
mm
3/k
m)
(Car
bo
n D
isks
)

59
Chapter 6
Conclusion and Recommendations
Recommendations for testing configurations
Pin on Disk (PoD), Block on Ring (BoR), and Ring on Disk (RoD) were evaluated for
their ability to test and produce high fidelity data for Silicon Carbide (SiC) tribology studies.
Over the course of the study, idiosyncrasies of each testing configuration presented challenges
such as abnormal wear scaring, running speed, and splashing among others. Detailed in this
chapter, are recommendations serving to advance each testing configuration; the implementation
of such recommendations will serve to produce tests with high fidelity and consistent results for
the purpose of SiC tribology studies.
Pin on Disk
The primary issue faced by PoD was its nonconformity to the ASTM G99-17[7] which
specifies that a hemispherical head be used. Should PoD be used for future testing, it is
recommended that a hemispherical pin be used. While this opens PoD up to a constantly
evolving wear scar size (which was already an issue experienced with the use of flat headed
pins), it also drastically reduces the likelihood of non-uniformities in wear as was found in the
analysis of the flat headed pins. A round headed pin would offer a more consistent albeit,
evolving wear surface with significantly less variation than was seen in this study. A Hertzian
contact solution for a round on flat does exist (Appendix B) and would serve to help make BoR
and PoD tests comparable.
Another issue presented by the flat headed pin was the surface profile before testing was
performed; note Figure 6-1 which is a depiction of a SiC-2 pin before testing. The pin surface

60
has extensive peaks and valleys which would have multiple consequences. First, higher regions
on the pin would likely make initial contact regardless of pitching. This would result in relatively
high pressures at the asperities and would influence the coefficient of friction during run-in.
Multiple run-in periods could also occur as lower regions (initially unworn) come into contact
with the mating material over time. Additionally, it would make the determination of the wear
scar far more difficult and likely played a considerable role in the measured values of wear for
the pins.
Figure 6-1: Optical profilometry of a SiC-2 pin before testing; note the waviness in the pin
surface and the extensive chipping around the edges of the pin.
Extensive pre-processing chipping damage of the pre-worn surface was also an issue.
Any effort made to characterize the wear scar would be more difficult given the chipping of the
edges. Should the pitching problem be solved to allow the entire surface to simultaneously wear,
one would still have to potentially contend with the loss of contact area as a result of the
chipping damage. Not all samples had pre-existing damage as shown in Figure 6-1; because the

61
extent of damage was varied, gathering consistent results was difficult. To mitigate chipping
when flat headed pins are used, it is recommended that the corners of the pin be chamfered with
a wet sander.
As discussed earlier, pitching of the pin also occurred in the collet during testing.
Regardless of the pin head dimension, pin pitch will remain an issue and produce the
characteristic trailing edge wear scar from Figure 4-3. To address pitching, it is recommended
that the collet length be increased; in particular it is recommended that the section of the collet
which contacts the pin be extended. This will help to mitigate the pitching moment caused by the
friction force over the length of the exposed pin. With the current configuration of the collet and
fluid recirculation cup, it is not practical to reduce the moment arm (pin length protruding from
the collet (0.3 inches)). However a longer section that “grabs” the pin would contribute
significantly toward the reduction of pitching.
It is further recommended that the pins be run in a fluid reservoir that can handle larger
volumes of fluid. PoD experienced many issues with splashing and breaching which were a
function of angular velocity. If the walls of the fluid cup were taller, they could contain more
water at a higher rpm while simultaneously ensuring a fully lubricated test section. An
alternative to a taller fluid reservoir would be an immersion tank which would also serve to
guarantee test section lubrication while minimizing splashing.
Should one use a PoD testing method, consideration should be given to the
crystallographic orientation with respect to the sliding direction. It was suggested by Tomizawa
et al. [17] that the orientation of the crystallographic structure likely plays a role in the wear of
SiC. Because the pin is free to be mounted in any angular orientation, the direction of
crystallographic structures could vary significantly. Such variation potentially introduces

62
significant variation in collected data. Crystallographic orientation could be a potential issue for
the other configurations as well.
Block on Ring
The most problematic issue experienced with BoR was the excessive splashing during
testing. As previously discussed, splashing occurred at higher velocities due to flow separation.
In order to counter this, it is recommended a fully enclosed tank be used allowing for a sample to
be run at any speed where the limitation would be the Bruker UMT TriboLab itself (maximum of
5000 rpm).
As mentioned in the previous section, Crystallographic orientation may also be an issue,
though less so when compared to PoD. The user should take care to mount the blocks in the
same orientation to avoid differences between tests. A study for each material should be
conducted to investigate the role of crystallographic orientation on wear and friction results. Note
that for this study, crystallographic orientation was not accounted for; as a result, blocks were
placed in the holder randomly. The dependency on crystallographic orientation is therefore
unclear from the data of this study.
Finally, there is no method available to mitigate the constant development of the wear
scar and contact pressure when using BoR. Therefore, it is recommended that BoR testing only
be compared to other BoR tests since it is not necessarily reliable to employ a comparative study
between two different materials if one were to use techniques with evolving and constant
pressures. As will be discussed later, limitations exist on the ability of Hertzian contact theory to
predict the final contact pressure due to the evolution of the wear scar over time.

63
Ring on Disk
The primary limitations of the RoD configuration were the maximum attainable surface
speed and contact pressure by the TriboLab. As previously discussed, the speed was limited by
splashing analogous to PoD. To address this issue, higher walls and a fluid return system are
recommended along with a stationary fluid cup for RoD. Such a setup is not possible when using
the TriboLab, but could partially mitigate transfer of momentum to the water. Such a system in
which the bottom sample remains stationary while the top spins was featured in the work by Liu
et al. [15]. Additionally, the use of a hood that would passively return fluid to the reservoir
would be useful.
A dedicated pumped fluid return system is needed for BoR to be truly successful. By
returning fluid from the outer edges of the test section to the middle, continuous lubrication will
be guaranteed over the course of the test. By actively pumping fluid to the middle, higher
operating speeds would be achievable. In place of a complicated fluid return system, a high
walled fluid cup that would be capable of handling a sufficient volume of lubricant would be
beneficial.
The final recommendation for RoD is the geometry of the raised ring sample. The surface
area is several orders of magnitude larger than the contact area of the other two configurations.
As a result, more than 13,000 Newtons (approximately 440 lbf) of force would be required to
generate the same contact pressures. Therefore, a smaller contact area is needed as shown in
Figure 6-2 which is an analysis of inner and outer radii for RoD compared against the forces
needed to achieve the 34 MPa pressure of the other configurations. The analysis evaluates the
force required for different thicknesses at different inner diameters; the horizontal line at 440 lbf
represents the limitation of the current load sensors

64
Figure 6-2: Simple analysis of sample thickness variations and the force required to match
working pressures seen in the PoD and BoR configurations
In its current state, the Bruker TriboLab using a 1961 N (440 lbf) load cell would not be
capable of achieving the same contact pressure seen by the BoR and PoD tests due to the large
contact area of the RoD ring. The minimum inner radius of the RoD ring is 0.5 inches which was
imposed so as to avoid including fixture support features in the wear scar (see Figure 6-3 for a
drawing of a Carbon disk used for RoD tests). Should one decrease the thickness of the ring to
0.05 inches as shown in Figure 6-2, the required force needed to achieve the same operating
pressure would be approximately 813 lbf. If RoD is used, it may be beneficial to set a test
geometry and use it as the contact pressure baseline. A detailed MATLAB code used for the ring
size analysis can be found in Appendix A.
440 lbf load cell limit

65
Figure 6-3: Geometry of a Carbon disk used in PoD and RoD
Should such recommendations be implemented, the RoD configuration stands to be an
excellent choice as a tribological test for mechanical shaft seals. As noted by ASTM G190-
15[18], the use of a technique that most accurately mimics the application is one of the most
effective tests that can be run. According to Verma et al. [5], because RoD was completely
submerged in lubricant, it mimicked the sample oxygen exposure level and thus could have had
an effect on the tribochemical wear mode. Neither BoR nor PoD seem to be able to replicate
such an environmental consideration. However, recall the brief discussion on mechanical shaft
seal principles of operation in Chapter 1; evaporation of pumped fluid can occur if vapor
pressure varies critically over the shaft seal face. In the presence of water as a pumped fluid with
a seal that has a tendency to operate under higher heat, evaporation may be a factor. Should this
be the case, it may befit one to understand the evaporation phenomenon in order to replicate such

66
scenarios. As such, RoD may not be a proper test given that varying the oxygen content may
affect the tribochemical wear characteristics.
Outliers
Recall the distributions from Chapter 5 shown in Figure 5-4, Figure 5-6, and Figure 5-11
in particular, as these distributions all have outlier data which skew the averages. As suggested
by ASTM G190-15 [18], three tests are needed per set in order to constitute statistically
significant data upon which to potentially draw conclusions. In the presence of outliers, it is
suggested that additional testing be performed. Additional testing was not performed for this
study where outliers existed because data regarding friction over time was not a primary end
point and there were limitations on project time and funding. Gathering data with relatively few
outliers becomes imperative when it will be used to make decisions on products for example. In
such situations, it is suggested that a sufficient number of tests be conducted until at least three
series of data exhibit similar trends. Only then should a given set be considered sufficiently
reliable upon which to draw conclusions.
Final Recommendation
After examining all the attributes of the three different test configurations and
considering all of the recommendations which if made would produce a superior testing protocol,
a final judgement can be made with regard to which test is best suited. To recap, all testing
configurations had issues that can be rectified to varying degrees including splashing or
breaching of the lubricating fluid which typically posed a tangential velocity restriction on the
test. Furthermore, because either the contact area was constantly evolving or significantly larger
than other configurations, contact pressure considerations were also necessary.

67
Based on the testing and analysis completed thus far, the recommended test configuration
is BoR. The rationale is as follows and can be implemented with or without the
recommendations from the previous section. First, the BoR configuration has an established
ASTM standard which makes it more universally applicable to other comparative analyses if
followed. BoR can also be run at higher speeds than the other options with the TriboLab without
extensive modification. When BoR is used in its current set up with the TriboLab, it could be run
at 1200 rpm if monitored. If modified to include an enclosure, the configuration could run faster,
thus enabling it to operate close to the application speeds. The only limitation to BoR is its
constantly evolving wear scar geometry (and pressure) and the potential fracture of the rings
when ceramics are used. However, carefully applying torque to the set screw allowed for testing
in which no slippage, seizure, or fracture was experienced. A reasonable approximation is to run
every comparative analysis using BoR with the same initial contact pressure as predicted by
Hertzian contact theory. Ultimately, the ease of set-up, capability to measure wear scar volume
with precision on the profilometer, ability to match contact pressure and tangential velocity with
other configurations, and an ASTM standard makes BoR the first choice of experiment.
PoD was eliminated in its current configuration as a viable test option primarily due to
the flat head. If PoD were to be used in the future, it is strongly recommended that a
hemispherical head be employed to avoid surface waviness, chipping, and an abnormal wear
scaring. Furthermore, potentially extensive modifications to equipment may be necessary to
counter the splashing/ breaching and lubrication issue; such modifications would be similar to
those previously discussed in the RoD recommendations section
RoD was initially favored to be the most practical test. However, due to the required
modifications, along with the cost per sample, RoD is not recommended as a test configuration;

68
in its current form, RoD is a cost prohibitive experimental procedure that is not capable of
producing results as close to actual operational conditions as the other configurations. This is
unfortunate given the geometric similarities to the application the tests are attempting to mimic.
Should a multi-configuration series of test be performed where RoD is involved, one should
allow RoD to set the contact pressure based on fabricated geometries. Then BoR and PoD
(assuming a hemispherical pin) could be adapted to the contact pressure set by RoD using
Hertzian contact theory.
Wear Debris Analysis
At the conclusion of each testing period, a darkening of the water lubricant was often
observed that likely indicated the presence of wear particles or debris. Recall from Chapter 2 that
wear particles are generated by the interaction of SiC with itself and that their presence plays a
role in the lubrication conditions [17] and wear. It is not unreasonable to suggest that the
interaction between SiC and Carbon would also produce such debris. It is suggested (and
supported by ASTM G190-15 [18]) that the testing fluid be analyzed for suspended debris in
future studies. Clearly one would want to design a test where splashing was completely
eliminated if lubrication fluid is to be analyzed.
In preliminary trials, cleaning techniques that included alcohol base ultra-sonication
discolored the fluid in which samples were prepared. It is possible that the resin which was used
to impregnate the Carbon with lubricating material or the lubricating material itself was
dislodged which also could have occurred during testing. An analysis of the contents of
lubricating fluid would be immensely helpful in characterizing the tribological conditions of the
materials. For the analysis of the fluid contents, one could employ ASTM standard G75-15 [19]
which concerns itself with the evaluation of slurry abrasivity.

69
Testing Parameters
Testing parameters used for this study are provided in Table 6-1, Table 6-2, and Table
6-3. These tables provide the pertinent testing parameters needed for test replication. Note in
particular Table 6-2 which describes the BoR testing parameters along with the final estimated
contact pressures. Final pressures were significantly lower than those estimated by Hertzian
Contact; pressures decreased over time as a result of the continually growing wear scar. These
changes in pressure indicate that BoR (and PoD if using a hemispherical head) cannot be directly
compared to tests with constant wear scar geometries as previously discussed.
Table 6-1: Pin on Disk test parameters
Speed
ft/min
(RPM)
Load
N (lbf)
Contact
Pressure
MPa (psi)
Wear track
avg. radius
mm(in)
Duration
sec.
Distance
km Lubricant
Lubricant
volume
ml
SiC-1 78.6
(191)
60.07(13.
5) 34.67(5028)
20(.787) 2500 1 DI Water 30
SiC-2 78.6
(191)
60.07(13.
5) 33.93(4921)
20(.787) 2500 1 DI Water 30
SiC-3 78.6
(191)
60.07(13.
5)
Not
recorded
20(.787) 2500 1 DI Water 30
Table 6-2: Block on Ring test parameters
Speed
ft/min
(RPM)
Load
N (lbf)
Hertzian
Contact
Pressure
MPa (psi)
Final avg.
Contact
Pressure
MPa (psi)
Duration
sec.
Distance
km Lubricant
Lubricant
volume
ml
SiC-1 78.6
(218) 26.6(5.97) 34.67 (5028)
13.75
(1994.27) 2506 1 DI Water 40
SiC-2 78.6
(218) 25.56(5.75) 33.93 (4921)
10.96
(1589.61) 2506 1 DI Water 40

70
Table 6-3: Ring on Disk test parameters
Speed
ft/min
(RPM)
Load
N (lbf)
Contact
Pressure
MPa (psi)
Duration
sec.
Distance
km Lubricant
Lubricant
volume
ml
SiC-1 78.6
(200)
348.4(78.
32) 1(145.038) 2506 1 DI Water 40
SiC-2 78.6
(200)
348.4(78.
32) 1(145.038) 2506 1 DI Water 40
SiC-3 78.6
(200)
348.4(78.
32) 1(145.038) 2506 1 DI Water 40

71
APPENDIX A
PoD preliminary splashing study raw data
Table A-4: Preliminary PoD testing for lubricant volume and rotation speed
RPM Lubricant Volume (mL) Notes
200 40 Sufficient
500 40-45 Some fluid loss
800 30 Good recirculation (40mL too
much fluid)
1000 30 Good recirculation
1500 30 Circulation with losses, could
be tolerated with
replenishment
2000 20-30 Some out of chamber
splashing
3000 15-20 20ml gives out of chamber
splashing, avoid in general
4000 15-20 Out of chamber splashing;
avoid in general

72
RoD size analysis MATLAB code
clear
clc
close all
%Pressure of 34 MPa
P = 4931.28; % psi
a = 1;
for Ir = .5:.1:1.3
b = 1;
for thick = .05:.01:.125
Or = Ir + thick;
force(a,b) = P * pi()*(Or^2-Ir^2);
thickness(a,b) = thick;
b = b + 1;
end
Inner_radius(a) = Ir;
a = a + 1;
end
hold on
for a = 1:1:9
plot(thickness(a,:),force(a,:))
legendInfo{a}=['Inner Radius = ', num2str(Inner_radius(a)) 'in'];
legend(legendInfo)
end
ylim([200 5500])
refline(0,440)
title('Variations in Geometries to match Pressure')
xlabel('Thickness (in)')
ylabel('Force (lbf)')
yyaxis right
ylim([200 5500])
ylabel('Force (lbf)','color','k')
ax = gca;
ax.YAxis(1).Color = 'k';
ax.YAxis(2).Color = 'k';

73
APPENDIX B
Supplemental Mathematical Formulation
List of Variables
F: Friction Force
µ: Coefficient of Dynamic Friction
N: Normal Force
σ: Contact Pressure
b: Width of line contact for cylinder on cylinder Hertzian contact
P: Load Applied
A: Area (pressure)
V: Volume
ACS: Cross Sectional Area (wear scar)
L: Length of Wear Scar Track
C: Circumference (average)
d: Wear track Diameter (average)
Nrev: Number of Revolutions
RPM: Revolutions per Minute
R1: Radius of cylinder 1 (Hertzian contact)
R2: Radius of cylinder 2 (Hertzian contact)
ν1: Poisson’s Ratio of Cylinder 1 (Hertzian contact)
ν2: Poisson’s Ratio of Cylinder 2 (Hertzian contact)
E1: Young’s Modulus of Cylinder 1 (Hertzian contact)
E2: Young’s Modulus of Cylinder 2 (Hertzian contact)

74
Supplemental Hertzian contact Equations
Ball on Flat contact pressure
𝜎 =1
𝜋
(
6𝑃 (
1𝑅1+1𝑅2)2
(1 − 𝜈1
2
𝐸1+1 − 𝜈2
2
𝐸2)2
)
13⁄
(B-1)
Width of cylinder on cylinder line contact
𝑏 = 4(𝑃 (1 − 𝜈1
2
𝐸1+1 − 𝜈2
2
𝐸2)
𝜋 (1𝑅1+1𝑅2)
)
12⁄
(B-2)
Values used for Material Constants
νSiC: 0.14
νCarbon: 0.2
ESiC: 410 GPa
ECarbon: 15.85 GPa

75
WORKS CITED
[1] D. Amutha Rani, Y. Yoshizawa, H. Hyuga, K. Hirao, and Y. Yamauchi, “Tribological
behavior of ceramic materials (Si3N4, SiC and Al2O3) in aqueous medium,” J. Eur.
Ceram. Soc., vol. 24, no. 10–11, pp. 3279–3284, 2004.
[2] P. Andersson, “Water-lubricated pin-on-disc tests with ceramics,” Wear, vol. 154, pp. 37–
47, 1992.
[3] M. Chen, K. Koji, and A. Koshi, “Friction and Wear of self-mated SiC and Si3N4 sliding
in water,” SAE Tech. Pap. Ser., vol. 1, pp. 246–255, 2010.
[4] Grundfos Research and Technology, “Mechanical shaft seals for pumps,” p. 105, 2009.
[5] S. Verma, V. Kumar, and K. D. Gupta, “Applicability of ring-on-disc and pin-on-plate test
methods for Cu-steel and Al-steel systems for large area conformal contacts,” Lubr. Sci.,
vol. 24, no. 6, pp. 273–290, 2012.
[6] ASTM International, “Standard Test Method for Linearly Reciprocating Ball-on-Flat
Sliding Wear 1 G133-05,” Annu. B. Stand., vol. i, no. Reapproved 2016, pp. 1–9, 2018.
[7] ASTM International, “Standard Test Method for Wear Testing with a Pin-on-Disk
Apparatus G99-17,” Annu. B. ASTM Stand., vol. 05, no. 2016, pp. 1–6, 2017.
[8] ASTM International, “Standard Test Method for Ranking Resistance of Materials to
Sliding Wear Using Block-on-Ring Wear Test G77-17,” Wear, vol. 05, no. Reapproved,
pp. 1–11, 2010.
[9] ASTM International, “Standard Test Method for Wear Rate and Coefficient of Friction of

76
Materials in Self-Lubricated Rubbing Contact Using a Thrust Washer Testing Machine
D3702-94,” vol. 94, no. Reapproved, pp. 1–5, 2011.
[10] V. Ferreira, H. N. Yoshimura, and A. Sinatora, “Ultra-low friction coefficient in alumina-
silicon nitride pair lubricated with water,” Wear, vol. 296, no. 1–2, pp. 656–659, 2012.
[11] R. N. Rao and S. Das, “Effect of sliding distance on the wear and friction behavior of as
cast and heat-treated Al-SiCp composites,” Mater. Des., vol. 32, no. 5, pp. 3051–3058,
2011.
[12] R. Balarini, N. F. Strey, A. Sinatora, and C. Scandian, “The influence of initial roughness
and circular axial run-out on friction and wear behavior of Si3N4-Al2O3 sliding in water,”
Tribol. Int., vol. 101, pp. 226–233, 2016.
[13] X. Wang, K. Adachi, K. Otsuka, and K. Kato, “Optimization of the surface texture for
silicon carbide sliding in water,” Appl. Surf. Sci., vol. 253, no. 3, pp. 1282–1286, 2006.
[14] L. Jordi, C. Iliev, and T. E. Fischer, “Lubrication of silicon nitride and silicon carbide by
water: Running in, wear and operation of sliding bearings,” Tribol. Lett., vol. 17, no. 3,
pp. 367–376, 2004.
[15] Y. Liu, X. Zhao, Q. Wen, and Y. Wang, “On frictional performance of sintering materials
used by mechanical seals in water,” Ind. Lubr. Tribol., vol. 66, no. 1, pp. 23–30, 2014.
[16] X. Zhao, Y. Liu, Q. Wen, and Y. Wang, “Frictional performance of silicon carbide under
different lubrication conditions,” Friction, vol. 2, no. 1, pp. 58–63, 2014.
[17] H. Tomizawa and T. E. Fischer, “Friction and wear of silicon nitride and silicon carbide in
water: Hydrodynamic lubrication at low sliding speed obtained by tribochemical wear,”

77
ASLE Trans., vol. 30, no. 1, pp. 41–46, 1987.
[18] ASTM International, “Standard Guide for Developing and Selecting Wear Tests 1 G190-
15,” pp. 2–6, 2014.
[19] ASTM International, “Standard Test Method for Determination of Slurry Abrasivity
(Miller Number) and Slurry Abrasion Response of Materials (SAR Number) G75-15,”
Am. Soc. Test. Mater. , ASTM Int., vol. volume:1, no. September 2009, pp. 1–9, 2013.
[20] J. Wang, Y. Cheng, Y. Zhang, Z. Yin, X. Hu, and Q. Yuan, “Friction and wear behavior
of microwave sintered Al 2 O 3 /TiC/GPLs ceramic sliding against bearing steel and their
cutting performance in dry turning of hardened steel,” Ceram. Int., vol. 43, no. 17, pp.
14827–14835, 2017.
[21] R. D. Arnell, P. B. Davies, J. Halling, and T. L. Whomes, Tribololgy: Principles and
Design Applications, 1st ed. MacMillan Education LTD, 1991.