Embed Size (px)
Citation preview
Instrument: AMH55 with LM248AT (w/10X and 50X Objectives)
Decarburization Depth Analysis Using Microindentation Hardness Testing
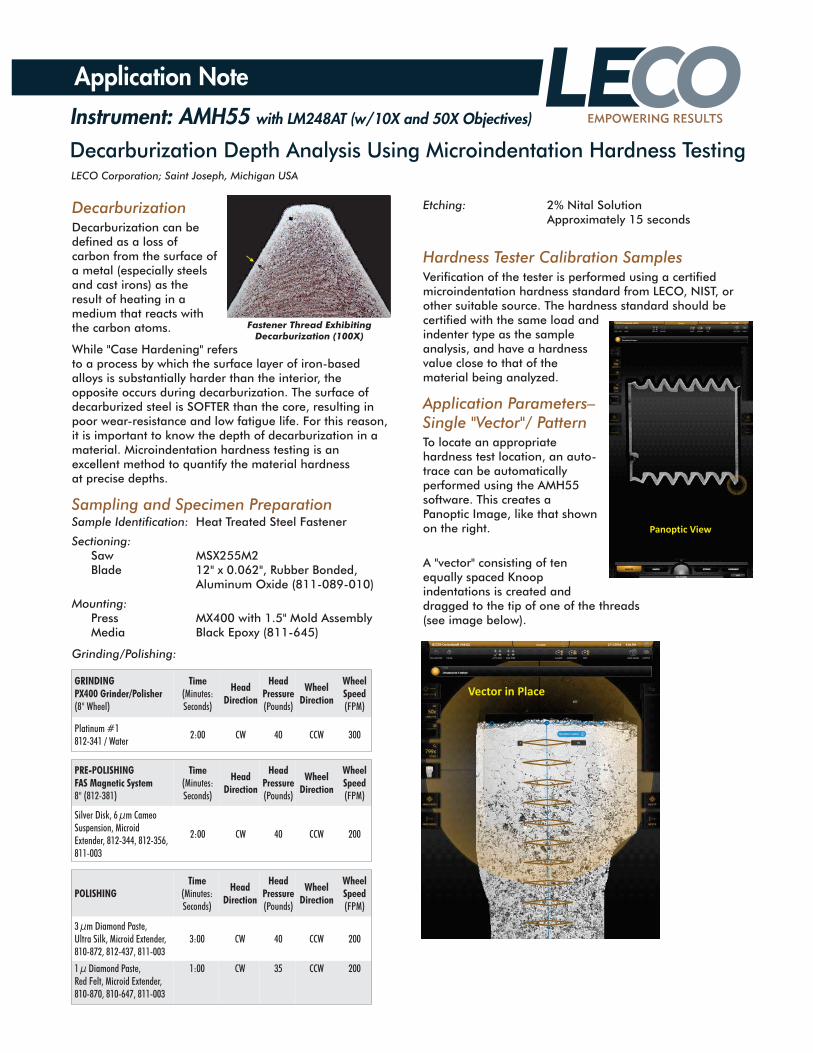
DecarburizationDecarburization can bedefined as a loss ofcarbon from the surface ofa metal (especially steelsand cast irons) as theresult of heating in amedium that reacts withthe carbon atoms.
While "Case Hardening" refersto a process by which the surface layer of iron-basedalloys is substantially harder than the interior, theopposite occurs during decarburization. The surface ofdecarburized steel is SOFTER than the core, resulting inpoor wear-resistance and low fatigue life. For this reason,it is important to know the depth of decarburization in amaterial. Microindentation hardness testing is anexcellent method to quantify the material hardnessat precise depths.
Sampling and Specimen PreparationSample Identification: Heat Treated Steel Fastener
Sectioning:Saw MSX255M2Blade 12" x 0.062", Rubber Bonded,
Aluminum Oxide (811-089-010)
Mounting:Press MX400 with 1.5" Mold AssemblyMedia Black Epoxy (811-645)
Grinding/Polishing:
Etching: 2% Nital SolutionApproximately 15 seconds
Hardness Tester Calibration SamplesVerification of the tester is performed using a certifiedmicroindentation hardness standard from LECO, NIST, orother suitable source. The hardness standard should becertified with the same load andindenter type as the sampleanalysis, and have a hardnessvalue close to that of thematerial being analyzed.
Application Parameters–Single "Vector"/ PatternTo locate an appropriatehardness test location, an auto-trace can be automaticallyperformed using the AMH55software. This creates aPanoptic Image, like that shownon the right.
A "vector" consisting of tenequally spaced Knoopindentations is created anddragged to the tip of one of the threads(see image below).
LECO Corporation; Saint Joseph, Michigan USA
EMPOWERING RESULTS
Application Note
Fastener Thread ExhibitingDecarburization (100X)
Vector in Place
Panoptic View
GRINDINGPX400 Grinder/Polisher(8" Wheel)
Time(Minutes:Seconds)
HeadDirection
HeadPressure(Pounds)
WheelDirection
WheelSpeed(FPM)
Platinum #1812-341 / Water
2:00 CW 40 CCW 300
PRE-POLISHINGFAS Magnetic System8" (812-381)
Time(Minutes:Seconds)
HeadDirection
HeadPressure(Pounds)
WheelDirection
WheelSpeed(FPM)
Silver Disk, 6 µm CameoSuspension, MicroidExtender, 812-344, 812-356,811-003
2:00 CW 40 CCW 200
POLISHINGTime
(Minutes:Seconds)
HeadDirection
HeadPressure(Pounds)
WheelDirection
WheelSpeed(FPM)
3 µm Diamond Paste,Ultra Silk, Microid Extender,810-872, 812-437, 811-003
3:00 CW 40 CCW 200
1 µ Diamond Paste,Red Felt, Microid Extender,810-870, 810-647, 811-003
1:00 CW 35 CCW 200
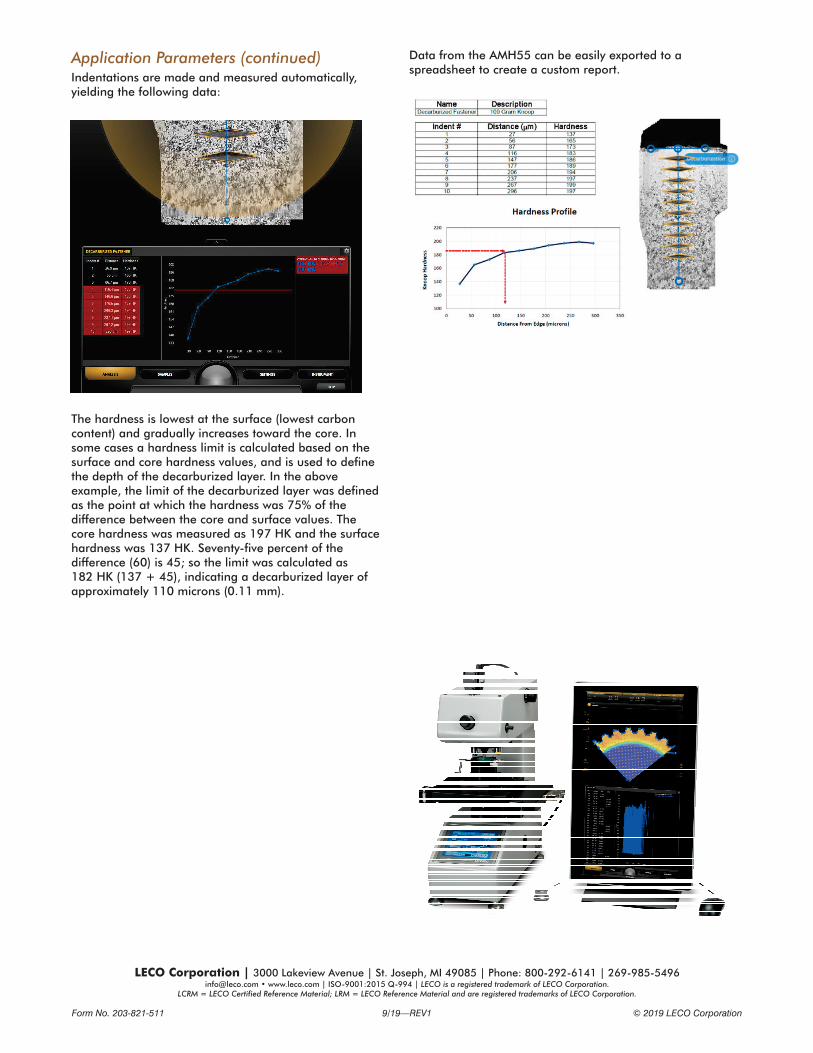
Application Parameters (continued)Indentations are made and measured automatically,yielding the following data:
The hardness is lowest at the surface (lowest carboncontent) and gradually increases toward the core. Insome cases a hardness limit is calculated based on thesurface and core hardness values, and is used to definethe depth of the decarburized layer. In the aboveexample, the limit of the decarburized layer was definedas the point at which the hardness was 75% of thedifference between the core and surface values. Thecore hardness was measured as 197 HK and the surfacehardness was 137 HK. Seventy-five percent of thedifference (60) is 45; so the limit was calculated as182 HK (137 + 45), indicating a decarburized layer ofapproximately 110 microns (0.11 mm).
Data from the AMH55 can be easily exported to aspreadsheet to create a custom report.
LECO Corporation | 3000 Lakeview Avenue | St. Joseph, 49085 | Phone: 800-292-6141 | [email protected] • www.leco.com | -9001:2015 Q-994 |ISO LECO LECOis a registered trademark of Corporation.
LCRM = LECO Certified Reference Material; LRM = LECO Reference Material and are registered trademarks of LECO Corporation.
Form No. 203- 511 9/19— 1 © 2019 Corporation821- REV LECO





























