Embed Size (px)
Citation preview
American Institute of Aeronautics and Astronautics
1
New Manufacturing Method of Z-pinned Composite Laminates
Ik Hyeon Choi1
Korea Aerospace Research Institute, 45 Eoeun-dong, Yuseong-gu, Daejeon, 305-333, Republic of Korea
In Gul Kim2
Chungnam National University, 220 Gung-dong, Yuseong-gu, Daejeon, 305-764, Republic of Korea
and
Seok Min Ahn3, Chan Hong Yeom4, In Hee Hwang5 and Dae Sung Lee6
Korea Aerospace Research Institute, 45 Eoeun-dong, Yuseong-gu, Daejeon, 305-333, Republic of Korea
Z-pinning technique is one of the methods to enhance inter-laminar strength of laminated composites. In this paper conventional z-pinning technology will be introduced and new concept recently proposed by authors will be introduced. The performance in impact resistance of some trial specimens manufactured using the new concept will be investigated.
I. Introduction any techniques including 3D weaving, stitching and braiding have been developed to enhance inter-laminar
strength of laminated composites. However, z-pinning is the only technique which can be applied to prepreg laminated composite structures. If the other techniques are used to prepreg which is half cured composite materials,
probably it might result in excessive fiber damage that degrades in-plane mechanical properties. This is a serious
limitation because presently many highly loaded composite components, including many aircraft structures, are
made using prepreg laminates [1, 2].
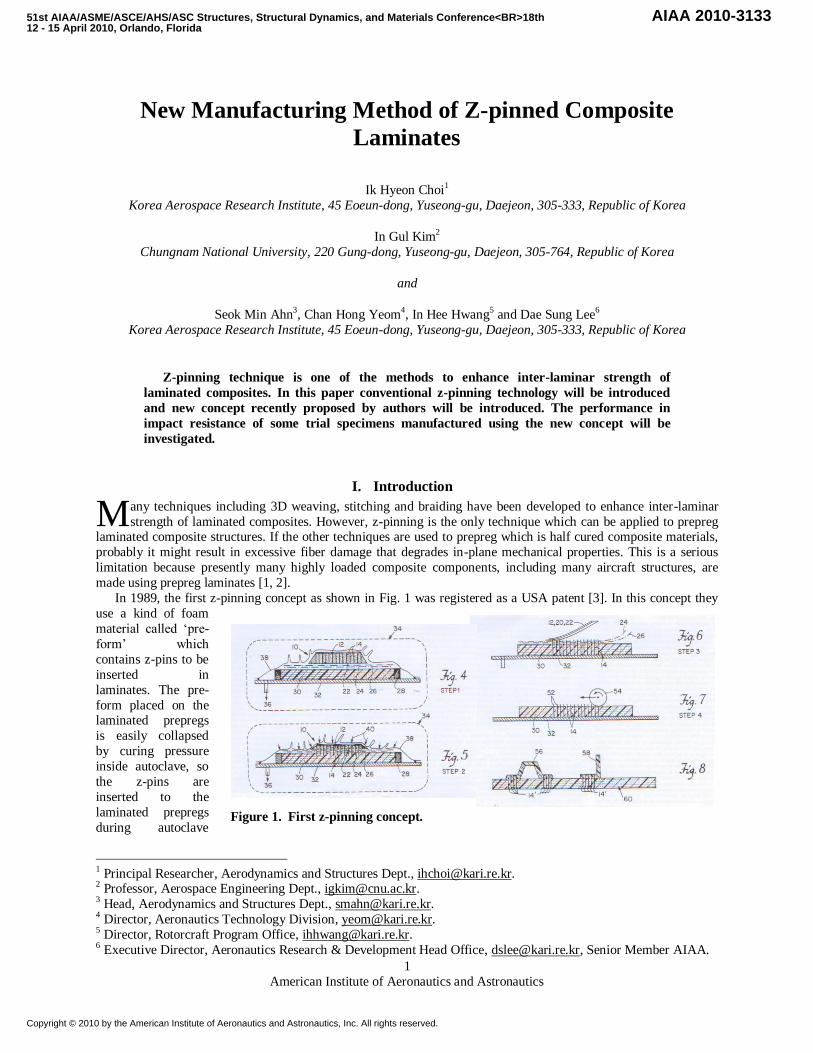
In 1989, the first z-pinning concept as shown in Fig. 1 was registered as a USA patent [3]. In this concept they
use a kind of foam
material called „pre-
form‟ which
contains z-pins to be
inserted in
laminates. The pre-
form placed on the laminated prepregs
is easily collapsed
by curing pressure
inside autoclave, so
the z-pins are
inserted to the
laminated prepregs
during autoclave
1 Principal Researcher, Aerodynamics and Structures Dept., [email protected]. 2 Professor, Aerospace Engineering Dept., [email protected]. 3 Head, Aerodynamics and Structures Dept., [email protected]. 4 Director, Aeronautics Technology Division, [email protected]. 5 Director, Rotorcraft Program Office, [email protected]. 6 Executive Director, Aeronautics Research & Development Head Office, [email protected], Senior Member AIAA.
M
Figure 1. First z-pinning concept.
51st AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference<BR> 18th12 - 15 April 2010, Orlando, Florida
AIAA 2010-3133
Copyright © 2010 by the American Institute of Aeronautics and Astronautics, Inc. All rights reserved.
American Institute of Aeronautics and Astronautics
2
curing process.
After the inserting
of the z-pins, the
compacted pre-
form by autoclave
pressure and the remained part of
the z-pins over the
upper surface of
the z-pinned
laminates are
removed by cutter.
However this
concept has not
been known to be
applied in real
structure yet.
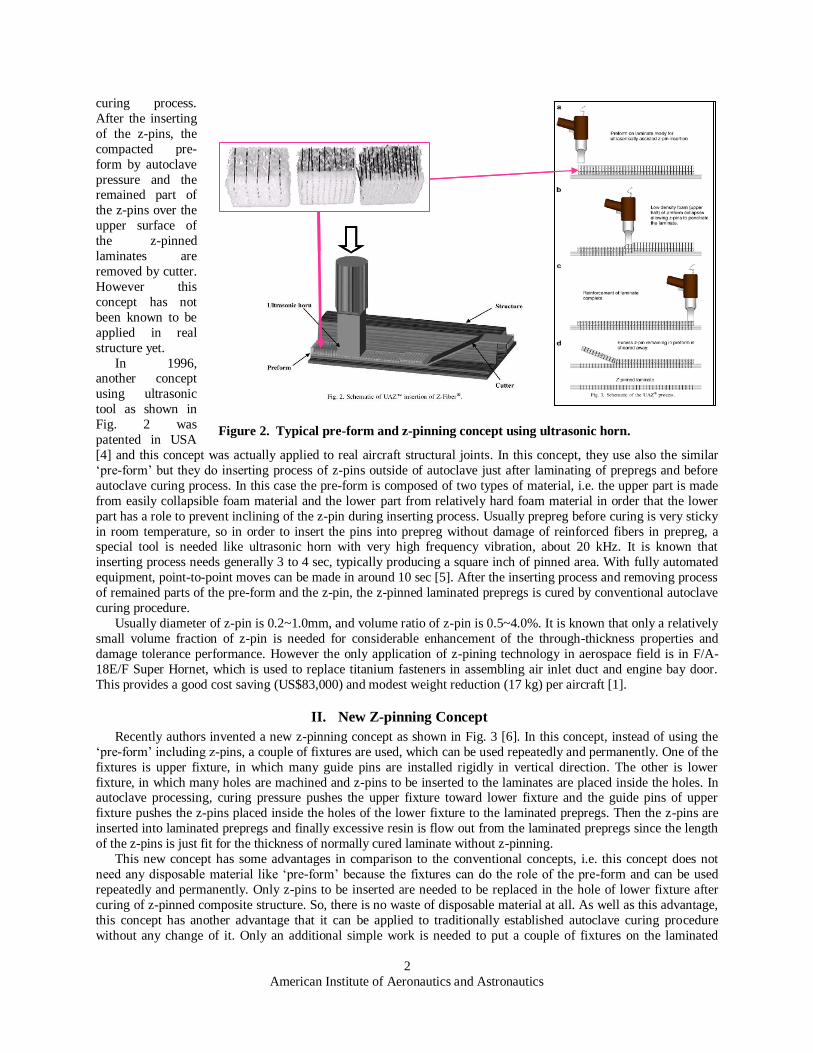
In 1996, another concept
using ultrasonic
tool as shown in
Fig. 2 was
patented in USA
[4] and this concept was actually applied to real aircraft structural joints. In this concept, they use also the similar
„pre-form‟ but they do inserting process of z-pins outside of autoclave just after laminating of prepregs and before
autoclave curing process. In this case the pre-form is composed of two types of material, i.e. the upper part is made
from easily collapsible foam material and the lower part from relatively hard foam material in order that the lower
part has a role to prevent inclining of the z-pin during inserting process. Usually prepreg before curing is very sticky
in room temperature, so in order to insert the pins into prepreg without damage of reinforced fibers in prepreg, a special tool is needed like ultrasonic horn with very high frequency vibration, about 20 kHz. It is known that
inserting process needs generally 3 to 4 sec, typically producing a square inch of pinned area. With fully automated
equipment, point-to-point moves can be made in around 10 sec [5]. After the inserting process and removing process
of remained parts of the pre-form and the z-pin, the z-pinned laminated prepregs is cured by conventional autoclave
curing procedure.
Usually diameter of z-pin is 0.2~1.0mm, and volume ratio of z-pin is 0.5~4.0%. It is known that only a relatively
small volume fraction of z-pin is needed for considerable enhancement of the through-thickness properties and
damage tolerance performance. However the only application of z-pining technology in aerospace field is in F/A-
18E/F Super Hornet, which is used to replace titanium fasteners in assembling air inlet duct and engine bay door.
This provides a good cost saving (US$83,000) and modest weight reduction (17 kg) per aircraft [1].
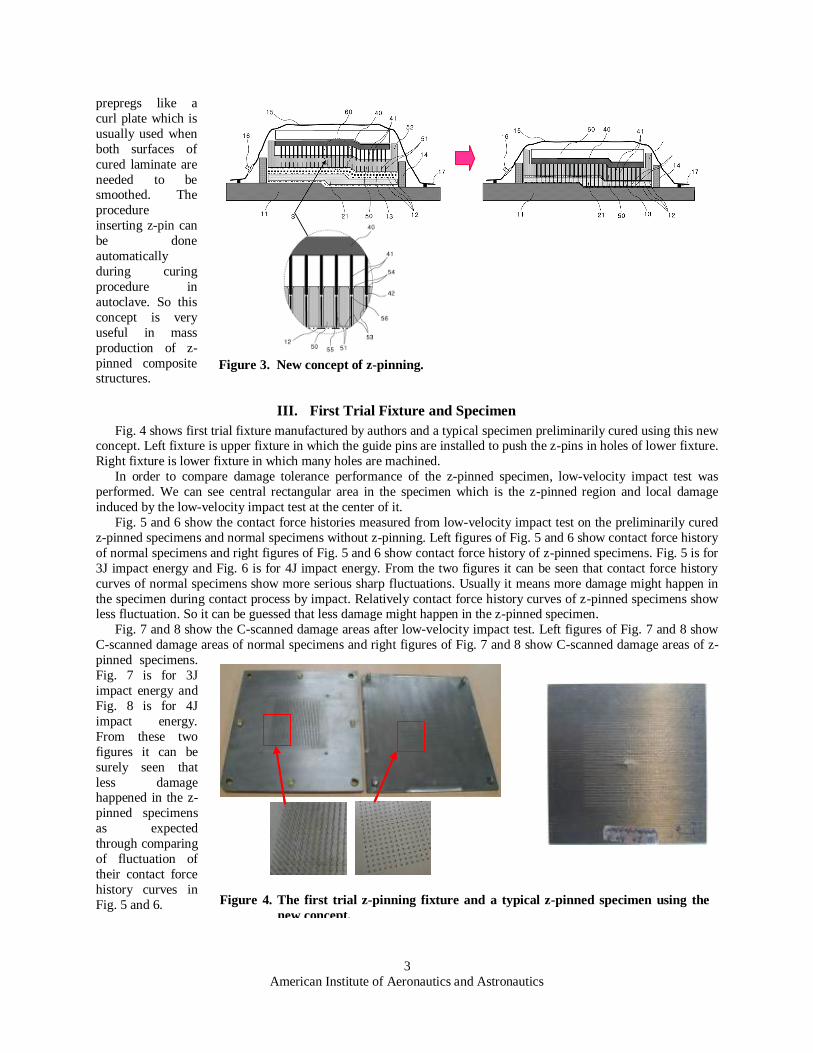
II. New Z-pinning Concept Recently authors invented a new z-pinning concept as shown in Fig. 3 [6]. In this concept, instead of using the
„pre-form‟ including z-pins, a couple of fixtures are used, which can be used repeatedly and permanently. One of the
fixtures is upper fixture, in which many guide pins are installed rigidly in vertical direction. The other is lower
fixture, in which many holes are machined and z-pins to be inserted to the laminates are placed inside the holes. In autoclave processing, curing pressure pushes the upper fixture toward lower fixture and the guide pins of upper
fixture pushes the z-pins placed inside the holes of the lower fixture to the laminated prepregs. Then the z-pins are
inserted into laminated prepregs and finally excessive resin is flow out from the laminated prepregs since the length
of the z-pins is just fit for the thickness of normally cured laminate without z-pinning.
This new concept has some advantages in comparison to the conventional concepts, i.e. this concept does not
need any disposable material like „pre-form‟ because the fixtures can do the role of the pre-form and can be used
repeatedly and permanently. Only z-pins to be inserted are needed to be replaced in the hole of lower fixture after
curing of z-pinned composite structure. So, there is no waste of disposable material at all. As well as this advantage,
this concept has another advantage that it can be applied to traditionally established autoclave curing procedure
without any change of it. Only an additional simple work is needed to put a couple of fixtures on the laminated
Figure 2. Typical pre-form and z-pinning concept using ultrasonic horn.
American Institute of Aeronautics and Astronautics
3
prepregs like a
curl plate which is
usually used when
both surfaces of
cured laminate are
needed to be smoothed. The
procedure
inserting z-pin can
be done
automatically
during curing
procedure in
autoclave. So this
concept is very
useful in mass
production of z-
pinned composite structures.
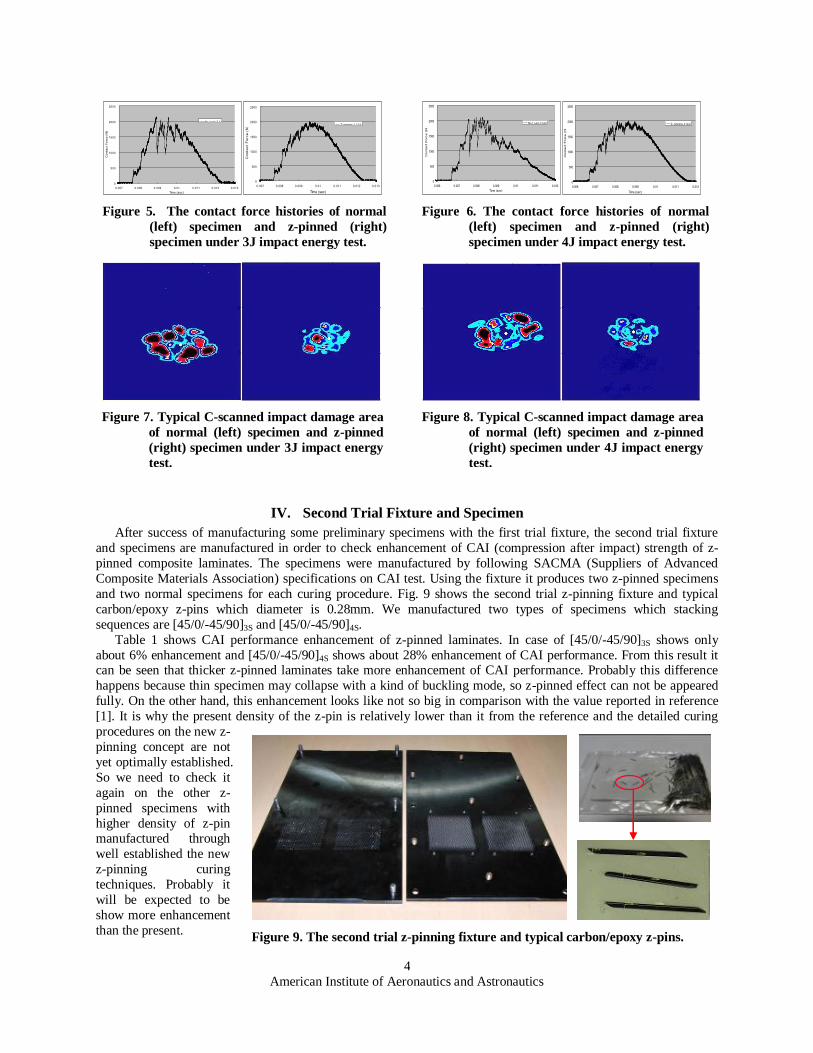
III. First Trial Fixture and Specimen Fig. 4 shows first trial fixture manufactured by authors and a typical specimen preliminarily cured using this new
concept. Left fixture is upper fixture in which the guide pins are installed to push the z-pins in holes of lower fixture.
Right fixture is lower fixture in which many holes are machined.
In order to compare damage tolerance performance of the z-pinned specimen, low-velocity impact test was
performed. We can see central rectangular area in the specimen which is the z-pinned region and local damage
induced by the low-velocity impact test at the center of it.
Fig. 5 and 6 show the contact force histories measured from low-velocity impact test on the preliminarily cured
z-pinned specimens and normal specimens without z-pinning. Left figures of Fig. 5 and 6 show contact force history
of normal specimens and right figures of Fig. 5 and 6 show contact force history of z-pinned specimens. Fig. 5 is for
3J impact energy and Fig. 6 is for 4J impact energy. From the two figures it can be seen that contact force history
curves of normal specimens show more serious sharp fluctuations. Usually it means more damage might happen in
the specimen during contact process by impact. Relatively contact force history curves of z-pinned specimens show less fluctuation. So it can be guessed that less damage might happen in the z-pinned specimen.
Fig. 7 and 8 show the C-scanned damage areas after low-velocity impact test. Left figures of Fig. 7 and 8 show
C-scanned damage areas of normal specimens and right figures of Fig. 7 and 8 show C-scanned damage areas of z-
pinned specimens.
Fig. 7 is for 3J
impact energy and
Fig. 8 is for 4J
impact energy.
From these two
figures it can be
surely seen that
less damage happened in the z-
pinned specimens
as expected
through comparing
of fluctuation of
their contact force
history curves in
Fig. 5 and 6.
Figure 3. New concept of z-pinning.
Figure 4. The first trial z-pinning fixture and a typical z-pinned specimen using the
new concept.
American Institute of Aeronautics and Astronautics
4
IV. Second Trial Fixture and Specimen After success of manufacturing some preliminary specimens with the first trial fixture, the second trial fixture
and specimens are manufactured in order to check enhancement of CAI (compression after impact) strength of z-
pinned composite laminates. The specimens were manufactured by following SACMA (Suppliers of Advanced
Composite Materials Association) specifications on CAI test. Using the fixture it produces two z-pinned specimens
and two normal specimens for each curing procedure. Fig. 9 shows the second trial z-pinning fixture and typical
carbon/epoxy z-pins which diameter is 0.28mm. We manufactured two types of specimens which stacking
sequences are [45/0/-45/90]3S and [45/0/-45/90]4S.
Table 1 shows CAI performance enhancement of z-pinned laminates. In case of [45/0/-45/90]3S shows only
about 6% enhancement and [45/0/-45/90]4S shows about 28% enhancement of CAI performance. From this result it can be seen that thicker z-pinned laminates take more enhancement of CAI performance. Probably this difference
happens because thin specimen may collapse with a kind of buckling mode, so z-pinned effect can not be appeared
fully. On the other hand, this enhancement looks like not so big in comparison with the value reported in reference
[1]. It is why the present density of the z-pin is relatively lower than it from the reference and the detailed curing
procedures on the new z-
pinning concept are not
yet optimally established.
So we need to check it
again on the other z-
pinned specimens with
higher density of z-pin manufactured through
well established the new
z-pinning curing
techniques. Probably it
will be expected to be
show more enhancement
than the present.
0
500
1000
1500
2000
2500
0.007 0.008 0.009 0.01 0.011 0.012 0.013
Time (sec)
Co
nta
ct
Fo
rce
(N
)
No load (3J)
0
500
1000
1500
2000
2500
0.007 0.008 0.009 0.01 0.011 0.012 0.013
Time (sec)
Co
nta
ct
Fo
rce (
N)
Z- pinning- 1 (3J)
Figure 5. The contact force histories of normal (left) specimen and z-pinned (right) specimen under 3J impact energy test.
0
500
1000
1500
2000
2500
0.006 0.007 0.008 0.009 0.01 0.011 0.012
Time (sec)
Co
nta
ct
Fo
rce
(N
)
No Load- 2 (4J)
0
500
1000
1500
2000
2500
0.006 0.007 0.008 0.009 0.01 0.011 0.012
Time (sec)
Co
nta
ct
Fo
rce
(N
)
Z- pinning- 2 (4J)
Figure 6. The contact force histories of normal (left) specimen and z-pinned (right) specimen under 4J impact energy test.
Figure 7. Typical C-scanned impact damage area of normal (left) specimen and z-pinned (right) specimen under 3J impact energy test.
Figure 8. Typical C-scanned impact damage area of normal (left) specimen and z-pinned (right) specimen under 4J impact energy test.
Figure 9. The second trial z-pinning fixture and typical carbon/epoxy z-pins.
American Institute of Aeronautics and Astronautics
5
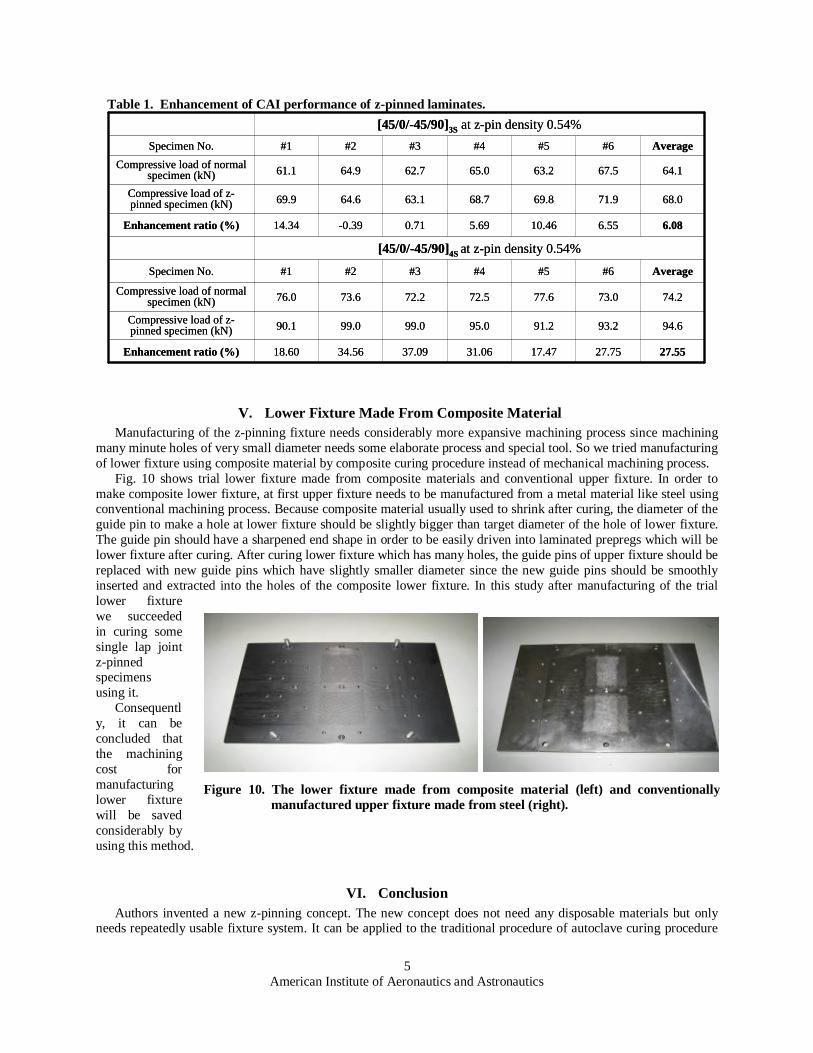
V. Lower Fixture Made From Composite Material Manufacturing of the z-pinning fixture needs considerably more expansive machining process since machining
many minute holes of very small diameter needs some elaborate process and special tool. So we tried manufacturing
of lower fixture using composite material by composite curing procedure instead of mechanical machining process.
Fig. 10 shows trial lower fixture made from composite materials and conventional upper fixture. In order to
make composite lower fixture, at first upper fixture needs to be manufactured from a metal material like steel using conventional machining process. Because composite material usually used to shrink after curing, the diameter of the
guide pin to make a hole at lower fixture should be slightly bigger than target diameter of the hole of lower fixture.
The guide pin should have a sharpened end shape in order to be easily driven into laminated prepregs which will be
lower fixture after curing. After curing lower fixture which has many holes, the guide pins of upper fixture should be
replaced with new guide pins which have slightly smaller diameter since the new guide pins should be smoothly
inserted and extracted into the holes of the composite lower fixture. In this study after manufacturing of the trial
lower fixture
we succeeded
in curing some
single lap joint
z-pinned specimens
using it.
Consequentl
y, it can be
concluded that
the machining
cost for
manufacturing
lower fixture
will be saved
considerably by
using this method.
VI. Conclusion Authors invented a new z-pinning concept. The new concept does not need any disposable materials but only
needs repeatedly usable fixture system. It can be applied to the traditional procedure of autoclave curing procedure
Table 1. Enhancement of CAI performance of z-pinned laminates.
[45/0/-45/90]4S at z-pin density 0.54%
[45/0/-45/90]3S at z-pin density 0.54%
27.75
93.2
73.0
#6
6.55
71.9
67.5
#6
27.55
94.6
74.2
Average
6.08
68.0
64.1
Average
#5#4#3#2#1Specimen No.
10.465.690.71-0.3914.34Enhancement ratio (%)
77.672.572.273.676.0Compressive load of normal
specimen (kN)
91.295.099.099.090.1Compressive load of z-pinned specimen (kN)
17.4731.0637.0934.5618.60Enhancement ratio (%)
69.868.763.164.669.9Compressive load of z-pinned specimen (kN)
63.265.062.764.961.1Compressive load of normal
specimen (kN)
#5#4#3#2#1Specimen No.
[45/0/-45/90]4S at z-pin density 0.54%
[45/0/-45/90]3S at z-pin density 0.54%
27.75
93.2
73.0
#6
6.55
71.9
67.5
#6
27.55
94.6
74.2
Average
6.08
68.0
64.1
Average
#5#4#3#2#1Specimen No.
10.465.690.71-0.3914.34Enhancement ratio (%)
77.672.572.273.676.0Compressive load of normal
specimen (kN)
91.295.099.099.090.1Compressive load of z-pinned specimen (kN)
17.4731.0637.0934.5618.60Enhancement ratio (%)
69.868.763.164.669.9Compressive load of z-pinned specimen (kN)
63.265.062.764.961.1Compressive load of normal
specimen (kN)
#5#4#3#2#1Specimen No.
Figure 10. The lower fixture made from composite material (left) and conventionally manufactured upper fixture made from steel (right).

American Institute of Aeronautics and Astronautics
6
without any change except for putting the fixture system on the laminated prepregs like a curl plate. So this new
concept is very useful in applying to mass production of z-pinned laminate composite structures.
Two trial preliminary fixture systems, in which the new z-pinning concept was applied, were manufactured and
some trial specimens were cured. Low-velocity impact test and CAI (compression after impact) test were performed
on the specimens. CAI strengths and damage areas as well as contact force histories were measured. The contact
force histories from the z-pinned specimen had less fluctuation than normal specimen, which means less damage happened in z-pinned specimens. From C-scanning results it was surely visualized that z-pinned laminates has better
performance in damage tolerance than normal laminates without z-pinning. The value of CAI strength of the present
z-pinned specimens was some enhanced even though it was not reached the reported value in reference because of
the present low density of z-pin and not yet fully established the new z-pinning curing techniques.
In order to save machining cost of lower fixture it was tried to make it from composite materials using composite
curing method. Using the composite lower fixture, it was succeeded to manufacturing z-pinned single lap joint
specimens. Consequently, it can be concluded that the machining cost for manufacturing lower fixture will be saved
considerably using this method.
References 1 Mouritz, A. P., “Review of Z-pinned Composite Laminates,” Composite: Part A, Vol. 38, 2007, pp. 2383-2397. 2 Dickinson, L. C., Farley G. L., and Hinders M. K., “Translaminar Reinforced Composites: A Review,” Journal of
Composites Technology and Research, Vol. 21, Issue 1, 1999, pp. 3-15. 3Boyce, J. S., Wallis, R. R. and Bullock, D. E., Foster-Miller Inc, Waltham, MA, U.S. Patent Application for a “Composite
Structure Reinforcement,” Patent No. 4,808,461, filed 28 Feb. 1989. 4Fusco, T. M., Magee, C. and Freitas, G., Foster-Miller Inc, Waltham, MA, U.S. Patent Application for a “Method and
System for Inserting Reinforcing Elements in a Composite Structure,” U.S. Patent No. 5,589,015, filed 31 Dec. 1996. 5Partridge, I. K., Cartie, D. D. R. and Bonnington, T., “Manufacture and Performance of Z-Pinned Composites,” Advanced
Polymeric Materials, edited by G. O. Shonaike and S. G. Advani, CRC Press, 2003, pp. 103-138. 6Choi, I. H., Hwang, I. H., Ahn, S. M., Kim, E. T., Yeom, C. H. and Lee, D. S., Korea Aerospace Research Institute, Daejeon,
Republic of Korea, R.O.K. Patent Application for a “A Method and an Apparatus for Making Composite Laminated Structure Reinforced by Inserting Pins, and a Method for Making the Apparatus,” Patent No. 10-0932302, filed 8 Dec. 2009.





























