Embed Size (px)
Citation preview

15-17-05-2013 r.
1
Aluminothermic Welding Process
Improvement
Frédéric DELCROIX – Krakow, 15-17 maj 2013 r

15-17-05-2013 r.
2
RAILWAYS
INCREASED NEEDS (axle load, traffic volume, speed, etc.)
Heavy Haul, High Speed Lines, Classical Lines, etc.
Availability
Reliability
Safety
Profit earning
Etc.
Costs
Maintenance
Etc.
Ballast track
Slab track
Rail grades
Trackwork
Rail joints
Rail grinding
Rail profile
Friction
Welding
Etc.
Concrete ties (sleepers)
Fastenings
Inspection
Maintenance
Track geometry
FEEDBACK

15-17-05-2013 r.
3
POROSITY Moisture
DEFECTS
INCLUSIONS (Slag, Sand…)
Preheating, mold, crucible,
tapping time…
"Classical" "Settings"
DEFECTS
LACK OF
FUSION
Preheating,
Rails Adjustment… CRACK Preheating…
"Classical" "Settings"

15-17-05-2013 r.
4
DEFECTS
THERMAL
CONTRACTION Rails movement during
solidification LEAK
Luting, Molds
Adjustment, Early
unmoulding…
"Classical" "Settings"
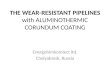
DEFECTS REX
DIPPING – METAL FLOW
15-17-05-2013 r.
5
DEFECTS REX
Rails
Standard
High Strength
OCP
UHC
R400HT
Bainitic
…
GRINDING
DIPPING – METAL FLOW
SQUAT
DEFECTS REX

15-17-05-2013 r.
6
Rolling Contact Fatigue – Head Check – Squat – etc. Grinding
10th international Heavy Haul association conference 2013
Preventive Grinding on Estrada de Ferro Carajás, Brazil Peter Sroba, Fernando Sgavioli, Richard Joy, Jose Ribamar Santos, Antonio C. A. Pina & Robert Caldwell
Railway Consultant, Newcastle, Australia, Vale, Estrada de Ferro Carajas, Brazil Transportation Technology Center Inc, Pueblo
Colorado, USA, 4NRC Surface Transportation, Ottawa, Canada
Brésil VALE : Projection : 2012=210MGT / 2016=460MGT : solution = meulage préventif
Rail Grinding on the South Central Railway Region of Indian Railways Peter Sroba, Pradeep Kumar Garg & Robert Caldwell
Railway Consultant, Newcastle, Australia, Indian Railways Institute of Civil Engineering, Pune, India 3NRC Surface
Transportation, Ottawa, Canada
Inde : Meulage préventif = réduction RCF et taux rupture rails + soudures
"Man vs. Machine": Testing Automated Rail Grinding Pre-Inspection vs. Manual Methods J. F. Holt, D. H. Isdahl, R. C. Harris, B. J. Koch, D. M. Daftari, C. P. Rudeen & J. M. Carlin
Loram Maintenance of Way, Inc., Hamel, MN USA
Publicité LORAM : UK, Inde réseau + métro Delhi, Brésil
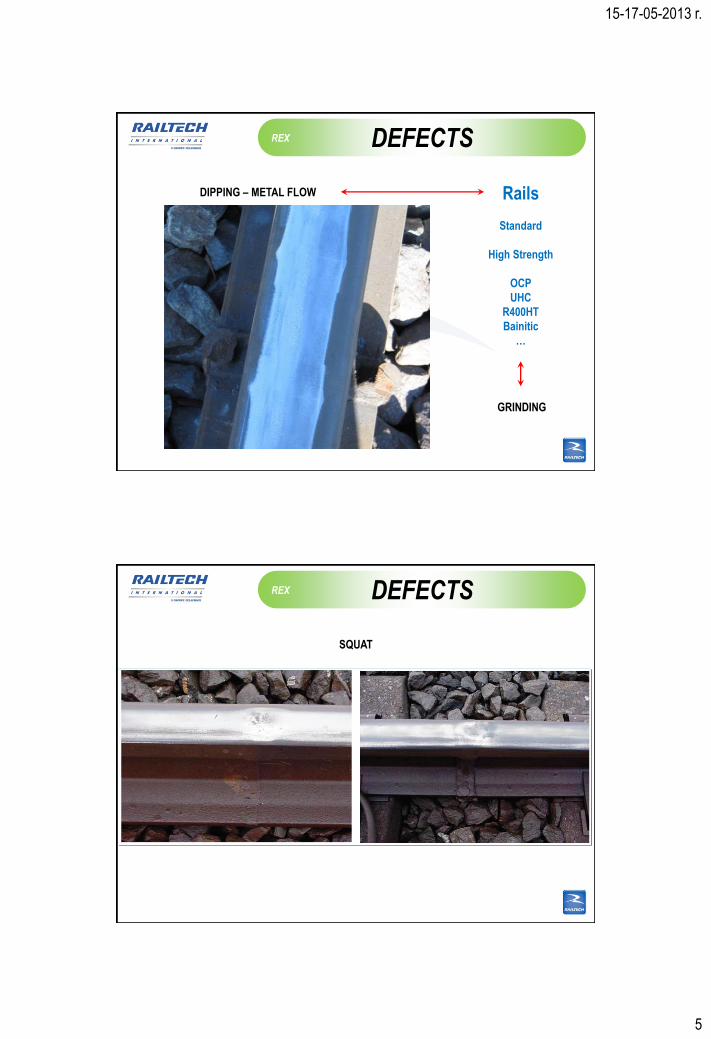
DEFECTS REX
FATIGUE WEB / HEAD
DEFECTS REX
15-17-05-2013 r.
7
FATIGUE FOOT
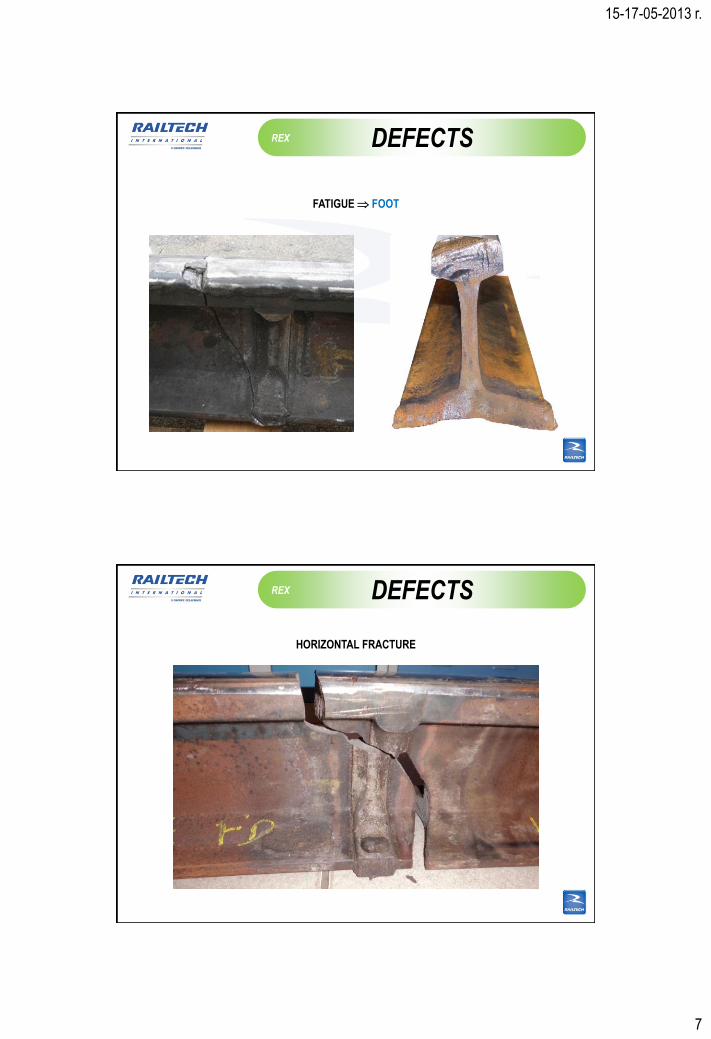
DEFECTS REX
HORIZONTAL FRACTURE
DEFECTS REX

15-17-05-2013 r.
8
SOLUTIONS
Before Railtech studies
Minimum weld life = 3 months
After Railtech solutions
56 months without rupture (september 2007 to may 2012)
326Mt – (191 000t/day)
Re-Railing
Exa
mp
le :
1 c
urv
e in
1 R
ailw
ay
SOLUTIONS
No rupture in the weld

15-17-05-2013 r.
9
HYBRID MOLDS
Head Wash Repear
Ignitor : Startwel
INFORMATIONS
FLASHING

15-17-05-2013 r.
10
Cold laps
3.8 million cycles @ 230MPa
1.2 million cycles @ 230MPa
FOOT FATIGUE FAILURE CHARACTERISTICS
All failures along fusion boundary
BREAKING… Rails misalignment
Molds misalignment
Wear
…
FLASHING

15-17-05-2013 r.
11
HYBRID MOLDS
CLASSICAL HYBRID
HYBRID MOLDS

15-17-05-2013 r.
12
HY Type B
4 to 15 mm
Wear difference between 2 rails
(Δ Wear) 4 mm ≤ Wear ≤ 7 mm
0 to 15 mm
Wear difference between 2 rails
(Δ Wear) ≤ 3 mm
Molds Wear
HY Type C
HYBRID MOLDS
HY Type B
New rail / Worn rail
4mm mini Worn rails : 7mm max Worn Rails : 11-8mm / 15mm
HYBRID MOLDS

15-17-05-2013 r.
13
New rails Worn rails : 15mm max Wear difference : 3mm max
HYBRID MOLDS
HY Type C
Wear = 15mm Max
4mm ≤ Δ Wear ≤ 7mm
15 m
m
4 m
m
4 m
m
HYBRID MOLDS
HY Type B

15-17-05-2013 r.
14
15 m
m
HYBRID MOLDS
HY Type C
Wear = 15mm Max
Δ Wear ≤ 3mm
CL
AS
SIC
AL
F
LA
SH
ING
HYBRID MOLDS
HY
BR
ID
WIT
HO
UT
FL
AS
HIN
G

15-17-05-2013 r.
15
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
0 HYB
1 HYB HYB
2 HYB HYB HYB
3 HYB HYB HYB HYB
4 HYC HYB HYB HYB HYB
5 HYC HYC HYB HYB HYB HYB
6 HYC HYC HYC HYB HYB HYB HYB
7 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB HYB HYB
8 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB HYB HYB
9 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB HYB
10 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB
11 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB
12 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC
13 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC
14 HYB HYB HYB HYB HYC HYC HYC HYC HYC
15 HYB HYB HYB HYB HYC HYC HYC HYC
RAILTECH QP MOULD SELECTION MATRIX
HYBRID FELT MOULDS FOR MAINTENANCE
See Note WEAR ON THE FIRST RAILW
EA
R O
N T
HE
SE
CO
ND
RA
IL
QPQP QP QP
QPQP QP QP
QPQP QP QP
QP QP QP
QP
QP
QP
QP
QP
QP
QPQP QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP QP
QP
QP
QP QP
QP QPQP
HYBRID MOLDS
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
0 HYB
1 HYB HYB
2 HYB HYB HYB
3 HYB HYB HYB HYB
4 HYC HYB HYB HYB HYB
5 HYC HYC HYB HYB HYB HYB
6 HYC HYC HYC HYB HYB HYB HYB
7 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB HYB HYB
8 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB HYB HYB
9 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB HYB
10 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB HYB
11 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC HYB
12 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC HYC
13 HYB HYB HYB HYB HYC HYC HYC HYC HYC HYC
14 HYB HYB HYB HYB HYC HYC HYC HYC HYC
15 HYB HYB HYB HYB HYC HYC HYC HYC
RAILTECH QP MOULD SELECTION MATRIX
HYBRID FELT MOULDS FOR MAINTENANCE
See Note WEAR ON THE FIRST RAIL
WE
AR
ON
TH
E S
EC
ON
D R
AIL
QPQP QP QP
QPQP QP QP
QPQP QP QP
QP QP QP
QP
QP
QP
QP
QP
QP
QPQP QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP
QP QP
QP
QP
QP QP
QP QPQP
HYBRID MOLDS
First rail worn 8mm
Example 1 Step = 3 mm = Mould type HYC
Second rail worn 11 mm
First rail worn 7 mm
Example 2 Step = 5 mm = Mould type HYB
Second rail worn 12 mm

15-17-05-2013 r.
16
Easy to use for the welder
Just grind the running surface
Quick setting
Same collar shape (top of the foot)
Good verticality molds adjustment (felt)
Avoid flashing (under the head, web and the foot)
HYBRID MOLDS
Head Wash Repear
15 m
m
No rail plug to introduce on track
Quick to establish
(no rail cut, no rail, no gap to achieve)
No destressing welding to perform

15-17-05-2013 r.
17
Hydraulic grinder Electric grinder Flame cuting
Head Wash Repear
Grinding : 50mm
Head Wash Repear
Contact mold / foot

15-17-05-2013 r.
18
Slow bending test : 36mm –1590 KN - No rupture
Head Wash Repear
STARTWEL ®

15-17-05-2013 r.
19
STARTWEL® STARTER
STARTWEL ®
STARTWEL®
Ignition
38

15-17-05-2013 r.
20
Liquid slag
Liquid steel
STARTWEL®
Reaction
39
STARTWEL ®

15-17-05-2013 r.
21
THANK YOU
FOR YOUR ATTENTION