Embed Size (px)
Citation preview

International Journal of Adhesion & Adhesives 33 (2012) 56–60
Contents lists available at SciVerse ScienceDirect
International Journal of Adhesion & Adhesives
0143-74
doi:10.1
n Corr
Engenh
Dr. Rob
fax: þ3
E-m
journal homepage: www.elsevier.com/locate/ijadhadh
Alternative to latent catalysts for curing UF resins used in the production oflow formaldehyde emission wood-based panels
Nuno Costa a,b,c, Jo~ao Pereira a,b, Jorge Martins a,d, Jo~ao Ferra c, Paulo Cruz c, Fern~ao Magalh~aes a,Adelio Mendes a, Luısa Carvalho a,d,n
a LEPAE—Laboratorio de Engenharia de Processos, Ambiente e Energia, Faculdade de Engenharia, Universidade do Porto, rua Dr. Roberto Frias, 4200-465 Porto, Portugalb Rede de Competencias em Polımeros, Porto, Portugalc EuroResinas—Industrias Quımicas, SA, Sines, Portugald DEMad—Departamento de Engenharia de Madeiras, Instituto Politecnico de Viseu, Campus Politecnico de Repeses, 3504-510 Viseu, Portugal
a r t i c l e i n f o
Article history:
Accepted 28 October 2011This paper studies alternative catalysts to ammonium sulfate for curing urea-formaldehyde (UF) resins.
When using a latent catalyst like ammonium sulfate, hexamine is formed as by-product of curing
Available online 12 November 2011Keywords:
Adhesives for wood
Wood
Adhesion by chemical bonding
Mechanical properties of adhesives
Formaldehyde emission
96/$ - see front matter & 2011 Elsevier Ltd. A
016/j.ijadhadh.2011.11.003
esponding author at: Universidade do Po
aria de Processos, Ambiente e Energia, Fa
erto Frias, 4200-465 Porto, Portugal. Tel.: þ3
51 22 508 14 40.
ail address: [email protected] (L.
a b s t r a c t
reaction. It is believed that hexamine hydrolysis may contribute to formaldehyde release during the
life-time of wood-based panels produced with UF resins. Orthophosphoric acid, on the other hand,
catalyzes resin cure without by-product formation and was compared to ammonium sulfate. The pot-
life of adhesives with both catalysts was evaluated at 40 1C with a Brookfield rheometer. Mechanical
resistance tests performed with ABES (Automated Bonding Evaluation System) showed that orthopho-
sphoric acid effectively catalyzes UF resin cure. Particleboards were produced using both catalysts and
the most important properties evaluated, according to European Standards: formaldehyde content,
internal bond, moisture content, thickness swelling and density. Particleboards cured with orthopho-
sphoric acid and stored under forceful conditions of humidity and temperature presented similar
internal bond and lower formaldehyde content than those produced with ammonium sulfate.
& 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Urea-formaldehyde (UF) resins are based on the reaction oftwo monomers, urea and formaldehyde. UF resins are the mostwidely used adhesives in the manufacture of wood-based panels,such as particleboard (PB) and medium density fiberboard (MDF),due to their high reactivity, low cost and excellent adhesionto wood. Nevertheless, their main disadvantage is the lowresistance towards water and moisture, especially at high tem-perature, thus promoting hydrolysis of aminomethylene links andtherefore causing continuous formaldehyde release from thepanel [1].
Nowadays companies are compelled to produce low formal-dehyde emission panels due to the recent reclassification offormaldehyde by the International Agency for Research on Cancer(IARC) as ‘‘carcinogenic to humans (Group 1)’’ [2].
Formaldehyde emissions from particleboard come from twosources: free formaldehyde (unreacted formaldehyde molecules)
ll rights reserved.
rto, LEPAE—Laboratorio de
culdade de Engenharia, rua
51 22 508 14 00;
Carvalho).
and polymer hydrolysis (breakdown of the urea-formaldehydelinkages) [3]. The method considered as ‘‘reference’’ for evaluationof formaldehyde emissions is the large chamber method (EN 717-1),which simulates human living environments. However, this test isexpensive and time consuming. Therefore, the perforator method(EN 120) has gained wide acceptance in industry for productioncontrol due to its reproducibility and low cost. The current for-maldehyde emission standard level for particleboard in Europe isthe E1 class, which corresponds to a limit of 8 mg/100 g of oven dryboard (EN 312).
In recent years, national formaldehyde regulations were estab-lished and/or reformulated in some countries, further limitingformaldehyde emission from wood-based panels. In USA a newregulation is applied since 2009 (phase 1 in 2009 and phase 2 in2010) to both domestic and imported wood-based panels (Carb1 and 2). In response of this new regulation the major industrialconsumers of wood-based panels, like IKEA, required the ‘‘E0.5’’regulation for all products, which is approximately half of E1class [4].
Different strategies for producing low formaldehyde emissionboards have been attempted, such as reducing formaldehyde tourea (or amine groups, (NH2)2) ratios [5] and addition of for-maldehyde scavengers to the resin or glue system [6]. These,however, impair physico–mechanical properties. New processes

N. Costa et al. / International Journal of Adhesion & Adhesives 33 (2012) 56–60 57
for resin synthesis have been exhaustively studied in order tounderstand the major factors that affect the formaldehyde emis-sion [7]. Relevant factors for panel manufacture were also studied,like nature of wood mixes, resin content, platen temperature andpressing programs [8]. Alternative gluing systems with formalde-hyde substitutes (e.g. dimethoxyethanal) are expensive and pre-sent weaker properties than formaldehyde based resins [9].
Reducing the formaldehyde/urea (F/U) molar ratio is an alter-native for decreasing formaldehyde emissions from panels, butthe minimum limit has already been attained, since furtherlowering the molar ratio impairs resin cure due to the excessivelylow free formaldehyde content [10,11]. The conventional cata-lysts (also called latent catalysts) consume formaldehyde tocreate an acid environment, essential for the cure reaction [12].Latent catalysts like ammonium sulfate react with formaldehyde,forming sulfuric acid, water and hexamine [13,14] (Eq. (1)).
2(NH4)2SO4þ6CHOH22H2SO4þ6H2Oþ(CH2)6N4 (1)
An excess of latent catalyst can act also as formaldehydescavenger, because it may consume unreacted formaldehyde afterthe cure. However, under acidic conditions and heat, hexamineformed may decompose releasing formaldehyde [15]. Hexaminemay also react slowly with water, forming ammonia and for-maldehyde [16,17]. Both mechanisms may lead to formaldehydeemission during the lifetime of the panel.
Resins with low F/U molar ratio have a low free formaldehydecontent, which may impair the action of a conventional latentcatalyst and not allow the generation of a sufficiently acidenvironment for resin cure. Decreasing pH prior to applicationis not a solution since the resin would start reacting in the timespan between blending with the wood particles and the start ofthe hot press cycle. The pressure applied would destroy the early-formed cross-linked structures.
Scarce information can be found in literature about alternativecatalysts for UF resins. The use of buffer solutions was tried in thepast [18], but the results obtained did not convince the industrialproducers due to the low reactivity of the glue mix compared toconventional catalysts.
Many authors published studies that characterizing woodadhesives and cure with different techniques, like DMTA [19],DSC [20], or comparing different techniques for characterizationof wood adhesives with thermal analysis, like TMA, IPATES orABES (Automated Bonding Evaluation System) [21–23].
Orthophosphoric acid is a non-toxic inorganic triprotic acid.Increasing temperature accelerates the hydrolysis reactions con-siderably, decreasing pH. With pKa’s of 2.12, 7.21 and 12.68 [24],orthophosphoric acid can provide a sufficiently acidic environ-ment to induce cure of UF resins. Some studies made on the use oforthophosphoric acid as fire retardant additive revealed adecrease in physical properties of wood and plywood [25,26].At high temperatures, the high content of phosphoric acid causedsignificant acid hydrolysis on wood, therefore damaging perfor-mance [27]. More recently, studies with lower fire-retardantcontents of orthophosphoric acid in MDF panels (between 2 to6% based on oven dry fiber weight) exhibited more satisfactoryresults, showing that for contents above 2% the panels withorthophosphoric acid still present the quality parameters ofinternal bond [28].
The addition of formaldehyde scavengers is another approachrecently adopted and widely studied [29]. But these compoundsconsume free formaldehyde available for the cure reaction,consequently weakening internal bond resistance [30].
In this paper, the performance of orthophosphoric acid as aurea-formaldehyde resin catalyst is compared to a latent catalyst(ammonium sulfate). ABES tests were made and particleboard
panels were produced with both catalysts and their propertiesevaluated.
2. Material and methods
2.1. Materials
Standard UF resins for production of E1 boards were suppliedby Euroresinas—Industrias Quımicas, SA (Sines—Portugal). Woodparticles, paraffin and ammonium sulfate were supplied by SonaeIndustria PCDM, SA (Oliveira do Hospital—Portugal). Analyticalgrade orthophosphoric acid 85% solution was purchased fromPanreac.
Beech veneer strips for ABES tests were supplied by SonaeIndustria, PCDM SA (Mangualde—Portugal).
2.2. Methods
The press program was optimized for adhesives with reactivity(gel time) of about 60 s. To determine the amount of orthopho-sphoric acid needed, 200 g of a standard UF resin with 63% solidcontent was titrated with orthophosphoric acid (85% w/w),recording the pH value for each addition. Samples with 250 mLwere removed and the reactivitity of the sample was measured ina laboratory test tube immersed in boiling water. A stirring rodwas used to detect the onset of gelification. The reactivitycorresponds to the time necessary for attaining this state.
The amount of orthophosphoric acid used in all subsequenttests corresponded to quantity needed to promote resin gelifica-tion in 60 s.
To evaluate pot-life, the resin catalyzed with orthophosphoricacid or ammonium sulfate was kept at controlled temperature(40 1C) and the viscosity was measured with a Brookfield DV-IIIUltra viscometer, with a 62 spindle at 60 rpm until 500 cP, and at30 rpm until 1000 cP.
Tests with the ABES apparatus were made for both catalystsystems. 15 mL of adhesive was spread on beech veneer stripswith 0.5 mm thickness, 20 mm wide and 117 mm in length,stored at 20 1C and 65% RH. Adherent pairs were mounted inthe ABES machine with an overlapping area of 60 mm2. Theveneers were prepared using a pneumatically driven precisionsample-cutting device supplied by Adhesive Evaluation SystemsInc (Corvallis, Oregon). Four different temperatures (85, 95, 105and 115 1C) were considered with press times between 50 and600 s.
Wood particles were blended with resin, paraffin and catalystin a laboratory glue blender. Face and core layers of woodparticles were blended separately. The amount of ammoniumsulfate was 1% (based in solid resin) in face layer and 3% (based insolid resin) in core layer. The amount of paraffin was 2% (based insolid resin) in face and core layer.
Three layer particleboards were hand formed in a squaresection aluminum mold (220�220�80 mm3). The wood massdistribution was as follows: 20% for the upper face layer, 62% forthe core layer and 18% in the bottom face layer. The pressing cycleconditions (stage duration, press closing time and platen tem-perature) were set in accordance to typical industrial practices.The press schedule of an industrial continuous process (for16 mm boards) was transposed to a batch cycle. The mats werethen pressed in a laboratory scale, computer controlled, batchhot-press, equipped with a LVDT sensor (linear variable displace-ment transducer), pressure transducer and thermocouples.
The boards were hermetically conditioned until being tested.The evaluated physico–mechanical properties, and the corre-sponding standard measurement methods, were: density (D)

N. Costa et al. / International Journal of Adhesion & Adhesives 33 (2012) 56–6058
(EN 323), internal bond (IB) (EN 319), moisture content (MC) (EN322) and thickness swelling (TS) (EN 317). For each experiment,four board samples were produced. For formaldehyde content(FC) analysis, according to EN 120, one of the four panels of eachseries was selected randomly. One of the panels of each series wasstored at lab conditions during 120 day. Then, part of the panelwas cut to evaluate the internal bond. The other part was storedat controlled temperature (54 1C) and relative humidity (75%)during 90 day. Internal bond and formaldehyde content wereevaluated after this storage period.
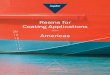
Fig. 2. Pot-life of UF resin with catalysts ammonium sulfate and orthophosphoric acid.
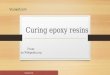
Fig. 3. Shear strength history for resin containing catalyst ammonium sulfate for
curing temperatures between 85 and 115 1C (indicated in the legend).
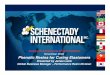
Fig. 4. Shear strength history for resin containing catalyst orthophosphoric acid
3. Results and discussion
3.1. Reactivity of the adhesive
Fig. 1 presents the pH and reactivity values of the UF resin fordifferent amounts of orthophosphoric acid. The target was to obtaina reactivity of about 60 s. This reactivity was obtained for about5.2 g of solid acid per kg of solid resin, corresponding to a pHE5.
3.2. Evaluation of pot-life
The pot-life of the resin/catalyst mixture has a special interestin industrial applications. The blending of adhesive with woodparticles occurs often at temperatures around 40 1C (exit tem-perature of the wood particle dryer). When operational problemsoccur, a delay of more than 30 min can occur until panel pressing.It is therefore desirable that the pot-life of the adhesive be longerthan one hour. Fig. 2 shows the evolution of the resin viscosityalready containing catalyst at 40 1C. When orthophosphoric acidis used, the pot-life is around 40 min, while ammonium sulfateleads to a value of 120 min. This difference in pot-life wasexpected. Orthophosphoric acid immediately acidifies the resininducing the cure. On the other hand, ammonium sulfate is alatent acid and its reaction with formaldehyde to producesulphuric acid (Eq. 1) is slow at 40 1C. The fact that ammoniumsulfate only induces rapid curing under hot-pressing conditions isa major advantage in industrial operation, since it avoids resinpre-cure problems. The short pot-life of orthophosphoric acid is alimitation common to all acid catalysts, but could be, in principle,overcome by resorting to encapsulation.
3.3. ABES tests
The effect of pressing time and temperature was assessed forboth catalysts with the ABES apparatus. The shear strength results
Fig. 1. pH and reactivity of the titrated UF resin.
for curing temperatures between 85 and 115 1C (indicated in the legend).
for ammonium sulfate are shown in Fig. 3 and for orthopho-sphoric acid in Fig. 4.
For all temperatures, UF resin presents a faster cure whenusing ammonium sulfate. This denotes that ammonium sulfateprovides better conditions for curing, as it promotes a lower pHthan orthophosphoric acid. At 105 1C, the data for ammoniumsulfate presents an irregular behavior, which may be caused bywater vaporization interfering with resin cure. This may be thecause of the inconsistent slope for ammonium sulfate at 105 1C.The maximum shear strength value is the same for both catalystsand all temperatures, corresponding to the limiting strength ofthe 0.5 mm beech strips.
The slope of the regression lines in Figs. 3 and 4 reflects thereactivity of the adhesive. The reactivity index (Ri) describes thebonding kinetics of the adhesive system [31,32] and is given by:
Ri ¼�T � lnðkÞ ð2Þ

N. Costa et al. / International Journal of Adhesion & Adhesives 33 (2012) 56–60 59
where T is the absolute temperature (K) and k is the rate of thebond strength development (kPa s�1). As shown by Heinemann[31], the linearity of the data (Fig. 5) suggests that bond strengthdevelopment rate can be described by a first order chemicalreaction. To obtain the activation energy values, the reactivityindex was multiplied by the universal gas constant (R). Thereactivity index and activation energy values obtained withammonium sulfate were 4.73 and 39.28 kJ mol�1, and withorthophosphoric acid were 7.22 and 60.04 kJ mol�1. The highervalues of activation energy for orthophosphoric acid indicate thatwith this catalyst resin cure is more sensitive to temperature.
3.4. Production of particleboards
To further evaluate the performance of orthophosphoric acidin relation to ammonium sulfate, a series of particleboards withthe same catalyst amount as before was prepared and tested. Theamount of resin used was 6.9 g of solid resin per 100 g of drywood in core layer and 6.3 in face layer was applied in both cases.For each series, 5 boards were made. One of the boards, randomlyselected, was used for measuring formaldehyde content, 3 wereused for evaluating density, thickness swelling, moisture contentand internal bond and 1 board was stored at room temperaturefor 120 day. After storage, the board was cut, and part was usedfor evaluating internal bond and the other part was stored atcontrolled temperature (54 1C) and relative humidity (75%) formore than 90 days. Then internal bond and formaldehyde contentwere measured. The results are presented in Tables 1 and 2.
As seen in Table 1, thickness swelling is similar for bothcatalysts, but internal bond is higher for ammonium sulfate.This could be associated to pH during cure being lower withammonium sulfate, as previously discussed. The internal bond ofboards stored during 120 day increased for panels cured with
Fig. 5. ABES-derived Arrhenius plot for both catalysts.
Table 1Results of physical and mechanical tests for boards produced with both catalysts. Inte
Catalyst Density
(kg/m3)
Thickness
swelling (%)
Moisture
content (%)
Interna
produc
Ammonium sulfate 633 27.5 6.6 0.3570
Orthophosphoric acid 634 25.3 6.5 0.2970
Table 2Results of moisture (MC) and formaldehyde content (FC) for boards produced with bo
Catalyst Moisture
content (%)
Formaldehyde
content (mg/10
oven dry board
Ammonium sulfate 6.6 5.8
Orthophosphoric acid 6.5 10.9
ammonium sulfate and stayed constant for orthophosphoric acid.The stability of the internal bond during storage at room condi-tions shows that the amount of acid used is not sufficient to causewood deterioration and reduction of internal cohesion. Whenstored for more than 90 days under forceful conditions, internalbond decreased substantially in both cases, but more so forammonium sulfate catalyzed panels (about 50%).
Table 2 presents the results for moisture and formaldehydecontent. According to Pizzi [14], the measured formaldehydecontent comes from different sources: unreacted formaldehyde,hydrolysis of methylene-ether bridges and hydrolysis of hexamine.The formaldehyde content evaluated after board production is lowerfor the resin catalyzed by ammonium sulfate, due to the capabilityof ammonia to react with free formaldehyde, therefore acting also asa scavenger. Free formaldehyde is released during the days subse-quent to production of boards.
Formaldehyde content after storage at forceful conditions ishigher for ammonium sulfate catalyzed boards. This may berelated to formaldehyde released from hydrolyzis of methylene-ether bridges or decomposition of hexamine formed during cure[16] (see Eq. (1)).
The lower values of formaldehyde content for boards withacid-catalyzed resin encourage the study of catalysts that do notproduce hexamine as by-product. The presence of hexamine asformaldehyde release agent could be a problem for production ofboards with low formaldehyde emission, close to natural woodvalues. The limitation of the reduced pot-life might be overcomeby encapsulating the active agent with a material that melts orbursts during board pressing.
4. Conclusions
Experiments with ABES proved that orthophosphoric acid isable to effectively catalyze the cure of UF resins, althoughammonium sulfate presents faster bond development. In addition,resin combined with orthophosphoric acid presents a shorter pot-life than ammonium sulfate.
Particleboards with both catalysts present reasonable internalbond values, which increase slightly after 120 day of storage.Under forceful conditions (high temperature and relative humid-ity), both present a decrease in internal bond. When orthopho-sphoric acid is used, formaldehyde content after panel productionis significantly higher when compared with ammonium sulfate.However, after free formaldehyde was released during storage,the board cured with orthophosphoric acid presented the lowestformaldehyde content. This may indicate that hexamine produced
rnal bond results include standard deviation values.
l bond after
tion (N/mm2)
Internal bond after
conditioning – 120 days
(N/mm2)
Internal Bond after
forceful conditions – 210 days
(N/mm2)
.02 0.3970.05 0.1970.02
.01 0.3070.02 0.1970.04
th catalysts.
0 g
)
Moisture content
(210 days) (%)
Formaldehyde content
(210 days) (mg/100 g
oven dry board)
13.1 6.6
13.1 5.6

N. Costa et al. / International Journal of Adhesion & Adhesives 33 (2012) 56–6060
during cure with ammonium sulfate is a potential formaldehyderelease agent in wood based panels.
Acknowledgments
This work is co-founded by FEDER (Fundo Europeu de Desen-volvimento Regional)/QREN (E0_formaldehyde project with refer-ence FCOMP010202FEDER005347) under the framework of‘‘Programa Operacional Factor de Competitividade’’.
The authors wish to thank Euroresinas (Sonae Industria) andSonae Industria PCDM for providing the equipment and rawmaterials needed for this work.
Nuno Costa wishes to thank FCT for PhD grant SFRH/BDE/33655/2009.
References
[1] Dunky M. Urea-formaldehyde (UF) adhesive resins for wood. Int J AdhesAdhes 1998;18:95–107.
[2] IARC. Monographs on the Evaluation of Cancinogenic Risck to Humans. WorldHealth Organization—International Agency For Research On Cancer; 2006.
[3] Athanassiadou E, Ohlmeyer M. Emissions of Formaldehyde and VOC fromWood-based Panels. In: Fan M, Ohlmeyer M, Irle M, Haelvoet W, Athanassia-dou E, Rochester I, editors. COST Action WG3 (E49)-Performance in use andnew products of wood based composites. London: Brunel University Press;2009. p. 219–40.
[4] Amano T, Warner HE. Laboratory detection of protonated formaldehyde(H2cohþ). Astrophys J 1989;342:L99–101.
[5] Dongbin F, Jianzhang L, An M. Curing characteristics of low molar ratio urea-formaldehyde resin. J Adhes Inter 2006;7:45–52.
[6] Eom Y-G, Kim J-S, Kim S, Kim J-A, Kim H-J. Reduction of formaldehydeemission from particleboards by bio-scavengers. Mokchae Konghak2006;34:29–41.
[7] Ferra J, o M., Mena PC, Martins J, Mendes A, lio M, et al. Optimization of thesynthesis of urea-formaldehyde resins using response surface methodology. JAdhes Sci Technol 2010;24:1454–71.
[8] Pereira J, Pinto B, Martins J, Carvalho L, Costa C. Production of environmen-tally compatible particleboard with a high recycled content. Ecowood2008:97–104.
[9] Hoffmann MR, Schaefer HF. Hydroxycarbene (Hcoh) and protonatedformaldehyde—2 potentially observable inter-stellar molecules. Astrophys J1981;249:563–5.
[10] Myers GE. How mole ratio of uf resin affects formaldehyde emission andother properties—a literature critique. Forest Prod J 1984;34:35–41.
[11] Lehmann WF. Method and Composition for Reduction of Formaldehyde Emis-sion in Wood Composite Panels. US: Weyerhaeuser Company; 1983. p. 6.
[12] Dunky M, The Chemistry of Adhesives. In: Dunky M.E. (editor), In COSTAction E13: Wood Adhesion and Glued Products, State of the art Report,2001.
[13] Barbera JJ, Metzger A, Wolf M. Sulfites, Thiosulfates, and Dithionites. Wiley-VCH Verlag GmbH & Co. KGaA; 2000.
[14] Pizzi A, Mittal KL, Handbook of Adhesive Technology, New York, 1994.[15] Walker JF. Formaldehyde. New York: Waverly Press, Inc; 1944.[16] Conner AH. Urea-Formaldehyde Adhesive Resins. In: Salamone JC, editor.
Polimeric Materials Encyclopedia. CRC Press; 1996. p. 8496–501.[17] Pizzi A. Wood adhesives: chemistry and technology, vol 2. M. Dekker; 1989.[18] Gunnells D, Griffin K. Catalyst Systems. In: Bradfield J, editor. Resin and
Blending Seminar Proceedings. Portland, Oregon Charlotte, North Carolina:Forest Products Society; 1998. p. 176.
[19] Onic L, Bucur V, Ansell MP, Pizzi A, Deglise X, Merlin A. Dynamic thermo-mechanical analysis as a control technique for thermoset bonding of woodjoints. Int J Adhes Adhes 1998;18:89–94.
[20] Xing C, Deng J, Zhang SY, Riedl B, Cloutier A. Differential scanning calorimetrycharacterization of urea-formaldehyde resin curing behavior as affected byless desirable wood material and catalyst content. J Appl Polym Sci2005;98:2027–32.
[21] Zorba T, Papadopoulou E, Hatjiissaak A, Paraskevopoulos KM, Chrissafis K.Urea-formaldehyde resins characterized by thermal analysis and FTIRmethod. J Therm Anal Calorim 2008;92:29–33.
[22] Lecourt M, Pizzi A, Humphrey P. Comparison of TMA and ABES as forecastingsystems of wood bonding effectiveness. Holz Roh Werkst 2003;61:75–6.
[23] Ferra JMM, Ohlmeyer M, Mendes AM, Costa MRN, Carvalho LH, Magalh~aesFD. Evaluation of urea-formaldehyde adhesives performance by recentlydeveloped mechanical tests. Int J Adhes Adhes 2011;31:127–34.
[24] Atkins P, Jones L. Chemical Principles. 3rd ed. New York: W.H. Freeman andCompany; 2005.
[25] Lebow PK, Winandy JE. Verification of a kinetics-based model for long-termeffects of fire retardants on bending strength at elevated temperatures. WoodFiber Sci 1999;31:49–61.
[26] LeVan SL, Ross RJ, Winandy JE. Effect of Fire Retardant Chemicals on thebending Properties of Wood at Elevated Temperatures. Forest ProductLaboratory; 1990.
[27] Levan SL, Winandy JE. Effects of fire retardant treatments on woodstrength—a review. Wood Fiber Sci 1990;22:113–31.
[28] Ayrilmis N. Effect of fire retardants on internal bond strength and bonddurability of structural fiberboard. Build Environ 2007;42:1200–6.
[29] Roffael E, Formaldehyde scavengers in wood-based panels—An Overview,6th European Wood-Based Panel Symposium, Hanover/Germany, 2008.
[30] Myers GE. Effects of post-manufacture board treatments on formaldehydeemission: a literature review (1960–1984). Forest Prod J 1984;36:41–51.
[31] Rammon RM. The influence of synthesis parameters on the structure of urea-formaldehyde resins. Washington, USA: Washington State University; 1984.
[32] Ohishi M, Ishikawa S, Amano T, Oka H, Irvine WM, Dickens JE, et al.Detection of a new interstellar molecular ion, H2COHþ (protonated for-maldehyde). Astrophys J 1996;471:L61–4.