-
1Introduction
Intravenous lipid emulsions, such as Intralipid have been in
clinical use for nearly 50 years1. They were developed to prevent
or reverse fatty acid deficiency and provide a source of calories
for patients requiring parenteral nutrition2. The positive
attributes of lipid emulsions are numerous3. In general, they are
biocom-patible, biodegradable, physically stable (particularly
nanoemulsions and microemulsions), and relatively easy to produce
on a large scale using proven technol-ogy4. Therefore, lipid
emulsions were also investigated as potential delivery vehicles for
drugs with poor water
solubility by taking advantage of the large oil content in these
emulsions5.
Oils typically used in lipid emulsions consist of digestible
long-chain triglycerides (LCT), such as soybean oil, sesame seed
oil, cottonseed oil, and safflower oil3. Until recently,
triglycerides derived from soybean were the sole source of
commercial parenteral lipids. The infusion of these lipids,
however, was implicated in complications such as impaired function
of the clotting and immunological systems6 as well as increased
lipid peroxidation in vivo. Therefore, a second-generation lipid
emulsions were developed in which soybean oil was
RESEARCH ARTICLE
Vitamin E fortified parenteral lipid emulsions: PlackettBurman
screening of primary process and composition parameters
Alaadin Alayoubi1, Mahmoud Nazzal2, Paul W. Sylvester1, and Sami
Nazzal1
1Department of Basic Pharmaceutical Sciences, College of
Pharmacy, University of Louisiana at Monroe, Monroe, LA, USA and
2Department of Allied Medical Sciences, Faculty of Applied Medical
Sciences, Jordan University of Science and Technology, Irbid,
Jordan
AbstractThe objective of this study was to screen the effect of
eight formulations and process parameters on the physical
attributes and stability of Vitamin E-rich parenteral lipid
emulsions. Screening was performed using a 12-run, 8-factor,
2-level PlackettBurman design. This design was employed to
construct polynomial equations that identified the magnitude and
direction of the linear effect of homogenization pressure, number
of homogenization cycles, primary and secondary emulsifiers,
pre-homogenization temperature, oil loading, and ratio of vitamin E
to medium-chain triglycerides (MCT) in the oil phase on particle
size, polydispersity index, short-term stability, and outlet
temperature of manufactured emulsions. The viscosity of vitamin E
was reduced from 3700 (100%) to 64 mPa.s (30%) by MCT addition. As
viscosity is critical for efficient emulsification, vitamin/MCT
ratio was the most significant contributor for the stability of
emulsions. Particle size increased from 236 to 388 nm, and
percentage vitamin remaining emulsified after 48 h dropped from 100
to 73% with increase in vitamin/MCT ratio from 30/70 to 70/30.
Significant decrease in particle size and PI, and an increase in
outlet temperature were also observed with increase in
homogenization pressure and number of homogenization cycles.
Emulsifiers and oil loading, however, had insignificant effect on
the responses. Overall, stable submicron emulsions at vitamin/MCT
ratio of 30/70 could be prepared at 25,000 psi and 25 cycles in
ambient conditions. The identification of these parameters by a
well-constructed design demonstrated the utility of screening
studies in the Quality by Design approach to pharmaceutical product
development.Keywords: vitamin E, PlackettBurman, emulsion,
screening, experimental design
Address for Correspondence: Sami Nazzal, Ph.D., Associate
Professor of Pharmaceutics, College of Pharmacy1800 Bienville Dr,
University of Louisiana at Monroe, Monroe, LA 71201. Tel: +1 (318)
342-1726. Fax: +1 (318) 342-1737. E-mail: [email protected]
(Received 12 January 2012; revised 28 March 2012; accepted 29
March 2012)
Drug Development and Industrial Pharmacy, 2012; Early Online:
111 2012 Informa Healthcare USA, Inc.ISSN 0363-9045 print/ISSN
1520-5762 onlineDOI: 10.3109/03639045.2012.682223
Drug Development and Industrial Pharmacy
00
00
1
11
12January2012
28March2012
29March2012
0363-9045
1520-5762
2012 Informa Healthcare USA, Inc.
10.3109/03639045.2012.682223
2012
Process development for vitamin E lipid emulsions
A. Alayoubi et al.
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
Equipo 31Resaltado
Equipo 31Resaltado
Equipo 31Resaltado
Equipo 31Nota adhesivadaada
Equipo 31Nota adhesivacoagulacin
Equipo 31Resaltado
-
2 A. Alayoubi et al.
Drug Development and Industrial Pharmacy
partially substituted with medium-chain triglycerides (MCT7).
Several examples have also been cited where -tocopherol (vitamin E)
in small quantities, usually
-
Process development for vitamin E lipid emulsions 3
2012 Informa Healthcare USA, Inc.
(response) variables using the following polynomial model20:
1 1 2 2 3 3 4 4 n n0A A A A A AY X X X X X
In this model, Y is the response, Ao is a constant, and
A1A
n are the coefficients of the independent variables
(X). When generating the model and analyzing input data, the
PlackettBurman design ranks the variables based on their magnitude
of effect and designates a signs (+ or ) to each effect to indicate
whether an increase in the level of each variable has a positive
(+) or negative () effect on the response21. For this study, eight
variables were screened in random 12 blocks (runs) for their effect
on the quality of vitamin E loaded emulsions. The list of
independent variables (X) and their levels, and the monitored
responses (Y) are listed in Table 1. This design was constructed
using
STATGRAPHICS Plus software (Version 2.1; Statistical Graphics
Corp., Rockville, MD).
Preparation of the emulsionsEmulsions (15 mL) were prepared by
first mixing vita-min E with MCT at 30/70 or 70/30 ratios to form
the oil phase. When needed, cholesterol was then dissolved in the
oil phase to act as a secondary emulsifier. The primary emulsifiers
[Lipoid E80 S and Tween 80] were dispersed in DI water to form the
aqueous phase of the emulsion to which glycerol (2.25%, w/w of the
total emulsion) was added to adjust tonicity. The con-centration of
the primary and secondary emulsifiers varied according to the
statistical mod-el as given in Table 2. The oil and the aqueous
phases were heated separately for 5 min at the temperature
specified by the design for each trial. The two phases were then
mixed at 15,000 rpm for 2 min using an IKA Ultra- Turrax T8 mixer
(IKA Works Inc., Wilmington, NC) to form the crude pre-emulsion.
The final concentration of the oil phase in the emulsions was
either 10 or 20% w/w of the total emulsion. A submicron emulsion
was obtained by passing the coarse pre-emulsion through a
high-pressure homogenizer (EmulsiFlex-C3, Avestin Inc, Ottawa,
Canada) for several cycles and under homogenization pressure
predefined by the statistical design. The temperature of the
resulting emulsions was measured and the pH was adjusted to 8 0.05
using 0.1 N sodium hydroxide solution. This was essential as lipid
emulsions are most stable at pH values higher than 7.522.
Physical characterization of the Vitamin E
emulsionsIntensity-weighed mean particle size and population
distribution (polydispersity index [PI]) of the emulsions were
measured by photon correlation spectroscopy at 23C and a fixed
angle of 90 using Nicomp 380 ZLS submicron particle size analyzer
(PSS Inc., Santa Barbara, CA). PI, which is a measure of
homogeneity and
Table 2. The 12 runs of the PlackettBurman screening design and
the observed responses for each run.
Run
Factors (independent variable) Observed responsesX
1X
2X
3X
4X
5X
6X
7X
8Y
1Y
2Y
3Y
4
1 25 25 1.2 2.0 0 30 10 70 166 0.227 100 422 25 5 2.4 0.5 0 30
20 70 209 0.161 100 423 5 5 1.2 2.0 0.5 70 10 70 519 0.505 47 314
25 5 2.4 2.0 0 70 10 25 373 0.376 84 415 5 5 1.2 0.5 0 30 10 25 324
0.317 100 306 5 5 2.4 2.0 0.5 30 20 70 299 0.219 100 307 25 25 2.4
0.5 0.5 70 10 70 290 0.236 91 538 25 5 1.2 0.5 0.5 70 20 25 342
0.337 85 489 5 25 2.4 0.5 0.5 30 10 25 274 0.224 100 32
10 5 25 2.4 2.0 0 70 20 25 372 0.409 62 3311 25 25 1.2 2.0 0.5
30 20 25 147 0.115 100 5112 5 25 1.2 0.5 0 70 20 70 431 0.345 69
35
Table 1. List of independent factors and dependent responses of
the PlackettBurman screening design. Also shown are the low and
high levels of each independent factor, which were coded as 1 and 1
in ANOVA, respectively.
Low level (1)
High level (1)
Independent factors X
1: Homogenization pressure (psi) 1000 5 25
X2: Number of cycles 5 25
X3: Lipoid E80 S (% w/w) 1.2 2.4
X4: Tween 80 (% w/w) 0.5 2
X5: Cholesterol (% w/w) 0 0.5
X6: % Vitamin E in the oil phase (% w/w) 30 70
X7: % Oil phase in the emulsion (% w/w) 10 20
X8: Temperature during high shear
homogenization (C)25 70
Dependent factors (responses) Y
1: Particle size (nm)
Y2: Polydispersity index (PI)
Y3: % Vitamin E remaining emulsified after 48 h of storage
Y4: The temperature of the emulsion at the end of the
homogenization run (C)
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
4 A. Alayoubi et al.
Drug Development and Industrial Pharmacy
width of the size distribution, ranges from 0 (indicating a
monodisperse system) to 0.5 (indicating a relatively broad
distribution23). When needed, samples were diluted with filtered DI
water. Analyses were performed in triplicates unless otherwise
specified. Short-term stability was assessed by measuring the size
and concentration of vitamin E remaining emulsified after storage
at ambient conditions for 48 h. The percentage of vitamin E
emulsified was determined by first removing the separated oils from
the surface of the emulsion. The content of vitamin E remaining
emulsified was then determined by analyzing a sample collected from
the bulk of the emulsion spectrophotometrically at 295 nm (Cary 50
probe-UV spectrophotometer, Varian Inc., Cary, NC) after dilution
with appropriate amount of methanol.
Results and discussion
Viscosity measurementThe viscosity of the oil phase plays an
essential role in determining the physical properties of the
emulsion24. It is known that the viscosity of the oil phase is
important for the break-up of emulsion droplets during the
emul-sification and homogenization process. The higher the
viscosity the longer it takes to deform a droplet, where
deformation time (
def) can be estimated from the ratio of
oil viscosity () to the external stress acting on the droplet
(25):
ref=
This effect was seen in preliminary studies during which it was
observed that emulsifying vitamin E into an aqueous surfactant
solution was difficult. Due to its high viscosity, vitamin E would
form a paste or a crude dispersion that would quickly phase
separate. To aid in vitamin E emulsification, binary blends with
MCT were used as the oil phase to lower the viscosity of vitamin E.
While soybean oil (LCT) is commonly used in commer-cial emulsions,
MCT was used in this study for its meta-bolic advantages. MCT has a
faster rate of hydrolysis by lipoprotein lipase leading to more
rapid clearance when administered26,27. Furthermore, MCT/LCT (1:1,
wt/wt) emulsions are used in commercial products in Europe, Asia,
and South America, in order to avoid linoleic acid overload, a
condition caused by excessive quantity (5254%) of linoleic acid
(C18:2 -6), an -6 polyunsatu-rated fatty acid in soybean oil28,29.
Linoleic acid, in large amounts, may have deleterious effects
because of its conversion to arachidonic acid (C20:4 -6) and may
lead to proinflammatory eicosanoids via the cyclooxygenase and
lipoxygenase pathways29.
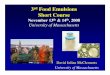
To demonstrate the impact of MCT, the viscosity of the binary
blends was measured at different vitamin E/MCT ratios (Figure 1).
The viscosity of the blends decreased from a high of 3700 mPa.s for
vitamin E alone to a low of 27 mPa.s, which is the viscosity of
pure MCT. At the lower
end, the viscosity reached a plateau at an approximate ratio of
30/70 for vitamin E/ MCT blends. Therefore, two levels of vitamin E
loading in the emulsion were evalu-ated in this study representing
a high viscosity system at a 70/30 ratio and a low viscosity system
at a 30/70 ratio of vitamin E to MCT. The effect of viscosity on
emulsion processing and stability is further discussed in the
subse-quent sections.
Experimental designA 12-run PlackettBurman screening design was
used in this study to estimate the main effects of eight
indepen-dent variables. These variables included process
param-eters [homogenization pressure, number of cycles, and
Temperature during high-shear homogenization] and composition
parameters [concentration of primary and secondary emulsifier, %
oil loading, and % vitamin E in the oil phase]. While the
PlackettBurman design does not consider the interaction terms
between the indepen-dent variables, it greatly reduces the number
of experi-ments that are required to evaluate their main
effects19.
The upper and lower level of each independent variable [X
1X
8] is listed in Table 1. These levels were
identified in preliminary studies. In addition, the list of
dependent variables [Y
1Y
4] that were evaluated in this
study is given in Table 1. The exact level of independent
variables [X
1X
8] and the observed responses [Y
1Y
4] for
each of the 12 runs are given in Table 2.The results from Table
2 were used to generate polyno-
mial equations for each response (Table 3). Polynomial equations
were vital to understand the relationship between the independent
and dependent variables. The magnitude and direction of the factor
coefficient in each equation (as given in subsequent sections) was
used to explain the nature of factor effect [X
1X
8] on the responses
[Y1Y
4]. Factors with coefficients of greater magnitude
Figure 1. Viscosity profile of the binary blends of vitamin E
and MCT as a function of % (w/w) MCT in the blend.
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
Process development for vitamin E lipid emulsions 5
2012 Informa Healthcare USA, Inc.
show a high effect on the response. The regression coefficient
obtained for Y
1, Y
2, Y
3, and Y
4 was 0.98, 0.96,
0.87, and 0.96, which indicates that the model as fitted
explains 98, 96, 87, and 96% of the variability around the mean,
respectively.
By using ANOVA, it was possible to calculate the significance of
the ratio of mean square variation due to regression coefficient
and residual error. The ANOVA of the model parameters for the
response Y
1 [particle size] is
given in Table 4. Three factors [X1, X
2, and X
6] had p values
less than 0.1, indicating that they had a significant effect on
particle size whereas the remaining factors [X
3X
5,
X7, and X
8] had no significant effect on the response.
Similar analysis was done for the responses Y2 [PI], Y
3 [%
vitamin E that remained emulsified after 48 h of storage] and
Y
4 [the temperature of the emulsion at the end of
the homogenization run]. The ANOVA of the model parameters for
the response Y
2 is given in Table 4. Three
factors, homogenization pressure (X1), number of cycles
(X2), and % vitamin E in oil phase (X
6) had a significant (p
value < 0.10) effect on this response. For Y3, however, X
6
was the only factor that had a significant effect (p value <
0.10) on this response. For the response Y
4, two factors
X1 and X
2 had a significant effect on the temperature of
the emulsion at the end of the homogenization run. The
statistical significance of the effect of each independent variable
on the responses was estimated by ANOVA, which was visually
presented by Pareto Charts, for each response (Figure 2). An
in-depth discussion on the effect of each independent variable on
the responses is given in the subsequent sections.
Effect of homogenizing pressure (X1) and
number of homogenization cycles (X2)
Despite the common use of high-pressure homogenizers, few
studies dealt with the effect of homogenization pres-sures within a
broad range on emulsion properties30,31. Therefore, in this study
homogenization pressure at two levels, low (5000 psi) and high
(25,000 psi) was evaluated for its effect on the physical stability
of vitamin E emulsions. From the statistical analysis of the
results (Table 4 and Figures 2A and 2B), it could be deduced that
an increase in homogenization pressure led to a significant
reduction in particle size (Y
1) and PI (Y
2). This was in line with previously
reported data where it was demonstrated that the average
diameter of fat globules decreases with emulsification
pres-sure32. A positive correlation was also observed between the
temperature of the emulsions at the end of the homog-enization run
and the applied pressure and the number of cycles (Figure 3).
Homogenization pressure, however, had an insignificant effect on
the % vitamin E that remained emulsified into the aqueous phase of
the emulsion after 48 h of storage. Similar observations were
observed when the effect of the number of homogenization cycles on
the quality of the emulsions was assessed. The estimation of the
optimum number of cycles during homogeniza-tion was the focus of
many studies24,30,31,33. Muller et al. for example, found that the
optimum number of cycles for cas-tor oil emulsions without causing
any over processing was eight. Processing of vitamin E, which has
higher polarity and viscosity than castor oil is, however more
challenging. Therefore, a wider range from 5 to 25 cycles was
screened in this study. As expected, increasing the number of
cycles improved the physical properties of the emul-sion. It
significantly reduced particle size and marginally reduced PI.
Furthermore, no over processing or instabil-ity was observed when
the emulsions were processed through 25 cycles. While 25 cycles may
be excessive, in certain applications such as the case with viscous
lipids, it may be essential. The fact that stable emulsions were
obtained is a strong indication that running emulsions through a
large number of cycles is acceptable. On the other hand, running
the emulsion though only five cycles was insufficient to produce
stable emulsions as observed by the separation of vitamin E after
48 h of storage. An interaction effect is expected between
homogenization pressure and the number of cycles. The
PlackettBurman design, however, only evaluates the linear effect of
each factor independently of their potential interaction with other
factors. Such complex correlation is the subject of future studies.
Visually, the effect of pressure and homog-enization cycles on
practice size and polydispersity index is illustrated by the linear
3D surface plot given in Figures 4A and 5A, respectively.
Effect of surfactants and co-surfactant concentrations (X
3, X
4, and X
5)
Surfactants are considered the backbone of any emulsion.
Therefore, studying the effect of surfactants on the process of
developing lipid emulsions is essential34,35. Biocompatible
Table 3. (A) Regression equations of the fitted models for the
responses (Y1Y4) and (B) adjusted regression equations for Y1Y4
showing factors with significant effect on the response at =
0.1.(A) Regression equations of the fitted modelsY
1 = 312.17 57.67 X
1 32.17 X
2 9.33 X
3 + 0.50 X
4 0.33 X
5 + 75.67 X
6 12.17 X
7 + 6.83 X
8
Y2 = 0.2893 0.0473 X
1 0.0299 X
2 0.0184 X
3 + 0.0193 X
4 0.0166 X
5 + 0.0788 X
6 0.0249 X
7 0.0071 X
8
Y3= 86.5 + 6.83 X
1 + 0.5 X
2 + 3.0 X
3 4.33 X
4 + 0.667 X
5 13.5 X
6 0.5 X
7 2.0 X
8
Y4 = 39.0 + 7.167 X
1 + 2.0 X
2 0.5 X
3 1.0 X
4 + 1.833 X
5 + 1.167 X
6 + 0.833 X
7 0.167 X
8
Adjusted regression equations at = 0.1 [showing factors with
significant effect on the responses (p < 0.1)]Y
1 = 312.17 57.67 X
1 32.17 X
2 + 75.67 X
6
Y2 = 0.2893 0.0473 X
1 0.0299 X
2 + 0.0788 X
6
Y3= 86.5 13.5 X
6
Y4 = 39.0 + 7.167 X
1 + 2.0 X
2
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
6 A. Alayoubi et al.
Drug Development and Industrial Pharmacy
phospholipids are the primary emulsifiers in commercial lipid
emulsions5. Stable vitamin E emulsions, however, could not be
prepared when phospholipids were the only emulsifiers used8 Poor
stability of vitamin E emulsions could be attributed to its
polarity and viscosity. Vitamin E is more polar than LCT and MCT
because of the hydroxyl group on the aromatic chromanol ring. Such
polarity may result in higher solubility of phospholipids in
vitamin E with the result that the emulsifier becomes less
available at the vitamin E/water interface. It was reported that
combining phospholipids with other surfactants is essential to
improve the stability of vitamin E emulsions as compared with the
stability of emulsions when prepared using only a single
emulsifier9. This phenomenon was observed in our preliminary
studies, where stable emulsions with high vitamin E loading could
not be formed using Lipoid E80S alone. Therefore, Tween 80, a
hydrophilic emulsifier with a high Hydrophilic-lipophilic balance
(HLB) value was co-admixed with Lipoid E80S to form the primary
emulsifier in this study.
The concentration of Tween 80 in the emulsion ranged from 0.52%,
whereas Lipoid E80S was evalu-ated within a concentration range
from 1.2 to 2.4%. From the Pareto chart (Figure 2) and Table 4,
however, it could be readily concluded that both factors had no
significant effect on any of the responses. This indicates that
vitamin E emulsions 1020% oil phase could be readily manu-factured
irrespective of the concentration of the emulsi-fiers used, as long
as the minimum amount of primary emulsifiers was added to the
system. This minimum was 1.2% for Lipoid E80S, which is exactly the
same concen-tration used in commercial 20% soybean oil lipid
emul-sions. A minimum of 0.5% Tween 80 was also essential for the
reasons discussed above. Higher concentrations of Lipoid E80S and
Tween 80 had no added advan-tage. In addition, cholesterol had no
significant effect on the quality of the emulsions, which might be
attributed to the presence of Tween 80, a stronger emulsifier, in
the phospholipids layer. Cholesterol is commonly used to stabilize
phospholipids bilayers in liposomes36. It was also used in the
preparation of several emulsions3739. Therefore, it was of interest
to observe whether the pres-ence or absence of cholesterol had any
impact on the formation and quality of vitamin E emulsions. It was
hypothesized that the hydroxyl group in cholesterol would stabilize
the chromanol ring of vitamin E at the water interface. Such
effect, however, was insignificant (Table 4). Nonetheless, it may
be worth investigating the effect of cholesterol at higher
concentrations on the stability of lipid emulsions, which is beyond
the scope of this study.
Effect of vitamin E to MCT ratio (X6)
This was by far the most significant factor with a profound
impact on the quality of the emulsions. Increasing the ratio of
vitamin E in the oil phase from 30/70 to 70/30 significantly
increased particle size and PI (Figure 2A Ta
ble
4.
An
alys
is o
f var
ian
ce fo
r th
e re
spon
ses
(Y1
Y4)
sh
owin
g th
e F
rati
o an
d s
ign
ifica
nce
(p
val
ue)
of e
ach
fact
or o
n th
e m
easu
red
res
pon
se.
Sou
rce
dfa
Y1 [
par
ticl
e si
ze]
Y2 [
pol
ydis
per
sity
ind
ex]
Y3 [
% v
itam
in E
rem
ain
ing
emu
lsifi
ed
afte
r 48
h o
f sto
rage
]Y
4 [th
e te
mp
erat
ure
of t
he
emu
lsio
n
at th
e en
d o
f th
e h
omog
eniz
atio
n r
un
]
SOSb
MSc
F ra
tio
p va
lue
SOSb
MSc
F ra
tio
p va
lue
SOSb
MSc
F ra
tio
p va
lue
SOSb
MSc
F ra
tio
p va
lue
X1
139
,905
39,9
0554
.21
0.00
50.
0268
0.02
6814
.70
0.03
156
056
03.
740.
148
616.
3361
6.33
72.9
90.
003
X2
112
,416
12,4
1616
.87
0.02
60.
0107
0.01
075.
890.
093
33
0.02
0.89
648
.00
48.0
05.
680.
097
X3
110
4510
451.
420.
319
0.00
410.
0041
2.23
0.23
210
810
80.
458
0.45
83.
003.
000.
360.
593
X4
13.
03.
00.
000.
953
0.00
450.
0045
2.44
0.21
622
522
51.
510.
307
12.0
012
.00
1.42
0.31
9X
51
1.33
1.33
0.00
0.96
90.
0033
0.00
331.
810.
271
55
0.04
0.86
240
.33
40.3
34.
780.
117
X6
168
,705
68,7
0593
.34
0.00
20.
0744
0.07
4440
.83
0.00
821
8721
8714
.61
0.03
116
.33
16.3
31.
930.
258
X7
117
7617
762.
410.
218
0.00
750.
0075
4.09
0.13
63
30.
020.
896
8.33
8.33
0.99
0.39
4X
81
560
560
0.76
0.44
70.
0006
0.00
060.
330.
606
4848
0.32
0.61
10.
330.
330.
040.
855
Tota
l err
or3
2208
736
0.00
550.
0018
449
150
25.3
38.
44To
tald
1112
,662
20.
1373
3589
770
a Deg
rees
of f
reed
om, b
Sum
of s
qu
ares
., c M
ean
Sq
uar
e, d T
otal
cor
rect
ed.
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
Process development for vitamin E lipid emulsions 7
2012 Informa Healthcare USA, Inc.
and 2B). It also had a negative impact on the stability of the
emulsions as measured by the % vitamin E remaining emulsified after
48 h of storage (Figure 2C). At higher vitamin E ratio, the
emulsions broke and a significant portion of vitamin E separated
into a visible oily layer on the surface of the emulsion. The
negative impact of high vitamin E to MCT ratio (Figure 6) could be
attributed to its high viscosity and polarity as discussed above.
In general, oil phases with higher viscosities require higher
homogenization pressures to achieve smaller particle
size distributions, otherwise coarse and unstable large oil
droplets coalesce resulting in a destabilization effect34.
Furthermore, because of the higher polarity of vitamin E as
compared with MCT, less surfactant will be available at the vitamin
E/water interface. It is worth noting that the negative effects of
vitamin E were not observed when the emulsions were loaded with 20%
oil phase containing vitamin E and MCT at a ratio of 30/70 (Figures
4B and 5B), which is equivalent to 6% vitamin E of the total
emulsion. On the other hand, emulsions loaded with 10% oil phase
with vitamin E to MCT ratio of 70/30 (equivalent to 7% vitamin E of
the total emulsion) were unstable, even in the presence of excess
phospholipids. Therefore, it could be concluded that emulsifying
vitamin E alone in the absence of secondary low viscosity oil is
challenging. Addition of MCT lowered the viscosity of the blend and
provided a hydrophobic core to stabilize the oil/water interface.
Furthermore, within the range of parameters that were evaluated in
this study, only homogenization pressure and number of
homogenization cycle seemed to aid in the emulsification of
emulsions with high vitamin E to MCT ratio in the oil phase. This
could be seen from their significant effect on emulsion stability.
The optimum manufacturing conditions and the interaction effect
between pressure and number of cycles, however, warrants further
investigation. Increasing the concentration of primary and
secondary surfactants had insignificant effect on the stability of
the emulsions. This indicates that simply increasing the
concentration of these emulsifiers is not expected to improve the
quality of the emulsion. Rather, factors other than those
evaluated
Figure 2. Standardized Pareto charts showing the significance (
= 0.1) of each independent variable (X18
) on the responses (A) Y1 [particle
size], (B) Y2 [polydispersity index], (C) Y
3 [% vitamin E that remained emulsified after 48 h of storage]
and (D) Y
4 [emulsion temperature].
White bars indicate a positive effect whereas black bars
indicate a negative effect on the response. Bars that extend beyond
the vertical line indicate a significant effect (p < 0.1) of the
factor on the response.
Figure 3. 2D contour plot showing the effects of homogenization
pressure (psi) (X
1), and number of cycles (X
2) on the response Y
4 [the
temperature of the emulsion at the end of the homogenization
run].
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
8 A. Alayoubi et al.
Drug Development and Industrial Pharmacy
in this study, such as the presence of a ternary emulsifier or a
different primary emulsifier altogether may be needed to stabilize
the emulsions with high vitamin E to MCT ratio in the oil
phase.
Effect of % oil loading (X7)
Loading emulsions with high concentrations of the oil phase has
its advantages. It provides a reservoir to solubilize lipophilic
drugs and delivers more energy when used in nutritional
applications. High oil concentrations, however, often lead to an
increase in particle size and viscosity of the system30 which in
turn may compromise emulsion stability. The increase in particle
size may result from an impoverishment of the surfactant at the
interface and an increase in the surface tension of the dispersed
oil phase30. In this study, however, no significant differences
between the 10 and 20% emulsions was observed. In essence, loading
an emulsion with 10 or 20% oil phase while keeping
the amount of the other constituents constant resulted in
insignificant change in size, PI, or emulsion stability. This
should be of no surprise as several comparable and stable emulsions
with 20% oil load are commercially available. This further confirms
an earlier observation that using 1.2% Lipoid E80 S is sufficient
to stabilize these emulsions even when the oil phase was partially
substituted with vitamin E. In fact, several studies showed that
10% fat emulsions contain phospholipids in amounts that usually
exceed what is needed to stabilize the lipid droplets26. Excess
phospholipids (PL) in emulsions with low oil loading form vesicular
PL-rich or TG (triglyceride)-free particles that can induce plasma
lipid accumulation in children and adults26. Hyperphospholipidemia
has been reported in studies of animals, infants, and adults
receiving regular 10% MCT/LCT fat emulsions with a PL: TG ratio of
0.1226 Therefore, it is essential from a clinical perspective to
use the minimum concentration of phospholipids that is sufficient
to produce stable parenteral emulsions. While
Figure 4. 3D response surface plots showing (A) the effect of
homogenization pressure (psi) (X
1), and number of cycles (X
2) on
the response Y1 [particle size of the emulsions] and (B) the
effect of
oil loading in the emulsion and the percentage of vitamin E in
the oil phase on the same response (Y
1).
Figure 5. 3D response surface plots showing (A) the effect of
homogenization pressure (psi) (X
1), and number of cycles (X
2) on
the response Y2 [polydispersity index (PI) of the emulsion]
and
(B) the effect of oil loading in the emulsion and the percentage
of vitamin E in the oil phase on the same response (Y
2).
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
Process development for vitamin E lipid emulsions 9
2012 Informa Healthcare USA, Inc.
the least concentration of Lipoid E80S could not be identified
from the current PlackettBurman design, it clearly demonstrated
that higher concentrations are not necessary beyond what is used in
commercial products.
Effect of temperature during high-shear homogenization (X
8)
In the literature, different temperatures were reported for the
primary high-shear homogenization step when
preparing the crude emulsions using Lipoid E80 as the primary
emulsifier. It ranged from ambient conditions, where no heat was
applied, to 5070C9,30,40. Some stud-ies considered this a critical
factor during the homog-enization process. While temperatures above
the phase transition temperature of phospholipids is important to
fluidize the bilayers and aid in liposome formation41,42, such
requirement may not be critical during emulsion formation by the
high-pressure homogenization pro-cess. Furthermore, it is well
known that the degradation of heat-labile drugs, including vitamin
E, and lipids is time and temperature dependent. Nonetheless, it
could be argued that temperatures may lower the interfacial tension
and viscosity of the oil phase25 thereby facili-tating emulsion
formation. To investigate the effect of temperature, formulations
were prepared at either low or high temperatures during the
high-shear homogeni-zation step. For low temperature, the
formulations were prepared at ambient conditions whereas for high
tem-perature, formulations were prepared at 70C, which was
frequently cited in the literature. The results of this study
(Table 4 and Figure 2) showed that temperature had no significant
effect on the physical properties and stability of the emulsions.
High temperature did not improve the properties of the emulsion.
Therefore, it was concluded that emulsions could be readily
prepared at room tem-perature. Instead, a more critical parameter
may be the operational temperature at the end of the high-pressure
homogenization step. Increasing pressure and number of cycles
during homogenization was found to raise the temperature of the
developed emulsion (Figure 3). The average temperature of the
emulsions at exit ranged from 30C when the emulsions were prepared
using five cycles at 5000 psi to 53C for the emulsion made using 25
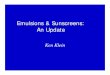
cycles at 25,000 psi. Evaluating the effect of tempera-ture during
high-pressure homogenization, however, was beyond the scope of this
study. Nonetheless, it could be readily seen that no correlation
existed when the exit temperature from each run was plotted against
mea-sured particle size and the stability of the emulsions after 48
h of storage (Figure 7). Stable submicron emulsions were
successfully prepared at low temperatures. This may indicate that
temperature has little or no effect on the quality of vitamin E/MCT
emulsions when prepared using the parameters outlined in this
study. To accurately estimate the effect of temperature during
high-pressure homogenization, this parameter will be evaluated as
an independent variable in future studies by maintaining the
temperature constant during homogenization with the aid of heat
exchanger.
Conclusions
Parenteral lipid emulsions could be readily prepared by the
high-shear homogenization process. However, preparing emulsions for
highly viscous or polar oils, such as the case with vitamin E, is
challenging. There is a need for emulsions with high vitamin E
loading to serve as versatile carriers
Figure 7. Observed particle size (nm) and stability of the
emulsions for each of the 12 PlackettBurman runs as a function of
the measured temperature of the same emulsions at the end of the
high-pressure homogenizing cycles.
Figure 6. Linear plot of the fitted model showing the negative
effect of the percentage of vitamin E loaded in the oil phase
(fraction of the Vit E/MCT blend, X
6) on the stability of the emulsions, expressed as
the percentage of vitamin E that remained emulsified in water
after 48 h of storage at ambient conditions (Y
2).
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
10 A. Alayoubi et al.
Drug Development and Industrial Pharmacy
for co-administered drugs. To circumvent the challenges
associated with emulsifying vitamin E, high viscosity could be
addressed by emulsifying blends of viscous vitamin E with low
viscosity oil, such as MCT. This may also help lower the polarity
of the oil phase and thereby increasing the ratio of emulsifiers at
the oil/water interface. This approach was confirmed in this study
where the ratio of vitamin E to MCT was found to play the most
significant effect on the quality and stability of the emulsions.
Increasing the concentration of phospholipids or adjusting
homogenization temperature did not improve the quality of the
emulsions; rather a more complex emulsifying system may be needed.
Other factors, such as homogenization pressure and number of
homogenization cycles was also shown to improve the quality of the
emulsions, though optimum condition may require further
optimization. Overall, stable submicron emulsions with high vitamin
E loading could be prepared at ambient temperature using 1.2%
phospholipids and 0.5% Tween 80 (0.5%) at low vitamin E to MCT
ratios.
Declaration of interest
This study was supported by grant from First Tech International
Ltd (Wanchai, Hong Kong). The authors alone are responsible for the
content and writing of this article.
References 1. Driscoll DF, Nehne J, Peterss H, Franke R,
Bistrian BR, Niemann
W. (2002). The influence of medium-chain triglycerides on the
stability of all-in-one formulations. Int J Pharm, 240:110.
2. Cukier C, Waitzberg DL, Logullo AF, Bacchi CE, Travassos VH,
Torrinhas RS et al. (1999). Lipid and lipid-free total parenteral
nutrition: differential effects on macrophage phagocytosis in rats.
Nutrition, 15:885889.
3. Constantinides PP, Tustian A, Kessler DR. (2004). Tocol
emulsions for drug solubilization and parenteral delivery. Adv Drug
Deliv Rev, 56:12431255.
4. Li J, Nie S, Yang X, Wang C, Cui S, Pan W. (2008).
Optimization of tocol emulsions for the intravenous delivery of
clarithromycin. Int J Pharm, 356:282290.
5. Jumaa M, Mller BW. (2002). Parenteral emulsions stabilized
with a mixture of phospholipids and PEG-660-12-hydroxy-stearate:
evaluation of accelerated and long-term stability. Eur J Pharm
Biopharm, 54:207212.
6. Manuel-y-Keenoy B, Nonneman L, De Bosscher H, Vertommen J,
Schrans S, Kltsch K, De Leeuw I. (2002). Effects of intravenous
supplementation with atocopherol in patients receiving total
parenteral nutrition containing medium-and long-chain
triglycerides. Eur J Clin Nutrition, 56:121128.
7. Tlessy IG, Balogh J, Csempesz F, Szente V, Dredn J, Zelk R.
(2009). Comparison of the physicochemical properties of
MCT-containing fat emulsions in total nutrient admixtures. Colloids
Surf B Biointerfaces, 72:7579.
8. Constantinides PP, Han J, Davis SS. (2006). Advances in the
use of tocols as drug delivery vehicles. Pharm Res, 23:243255.
9. Han J, Davis SS, Papandreou C, Melia CD, Washington C.
(2004). Design and evaluation of an emulsion vehicle for
paclitaxel. I. Physicochemical properties and plasma stability.
Pharm Res, 21:15731580.
10. Kato Y, Watanabe K, Nakakura M, Hosokawa T, Hayakawa E, Ito
K. (1993). Blood clearance and tissue distribution of various
formulations of -tocopherol injection after intravenous
administration. Chem Pharm Bull, 41:599604.
11. Rajendran A, Palanisamy A, Thangavelu V. (2008). Evaluation
of medium components by PlackettBurman statistical design for
lipase production by Candida rugosa and kinetic modeling. Sheng Wu
Gong Cheng Xue Bao, 24:436444.
12. Zidan AS, Sammour OA, Hammad MA, Megrab NA, Habib MJ, Khan
MA. (2007). Quality by design: understanding the formulation
variables of a cyclosporine A self-nanoemulsified drug delivery
systems by Box-Behnken design and desirability function. Int J
Pharm, 332:5563.
13. Yu LX. (2008). Pharmaceutical quality by design: product and
process development, understanding, and control. Pharm Res,
25:781791.
14. Snee RD, Cini P, Kamm JJ, Meyers CA. (2008). Quality by
design: shortening the path to acceptance. The Free Library.
15. Arnum PV. (2007). A FDA Perspective on Quality by Design.
Pharmaceutical Technology Sourcing and Management.
16. Verma S, Lan Y, Gokhale R, Burgess DJ. (2009). Quality by
design approach to understand the process of nanosuspension
preparation. Int J Pharm, 377:185198.
17. Shah RB, Zidan AS, Funck T, Tawakkul MA, Nguyenpho A, Khan
MA. (2007). Quality by design: characterization of
self-nano-emulsified drug delivery systems (SNEDDs) using
ultrasonic resonator technology. Int J Pharm, 341:189194.
18. Rajendran A, Thangavelu V. (2007). Sequential optimization
of culture medium composition for extracellular lipase production
by Bacillus sphaericus using statistical methods. J Chem Technol
Biotechnol, 82:460470.
19. Sastry SV, Khan MA. (1998). Aqueous based polymeric
dispersion: PlackettBurman design for screening of formulation
variables of atenolol gastrointestinal therapeutic system. Pharm
Acta Helv, 73:105112.
20. El-Malah Y, Nazzal S. (2006). Hydrophilic matrices:
application of Placket-Burman screening design to model the effect
of POLYOX-carbopol blends on drug release. Int J Pharm,
309:163170.
21. Murray J. (1994). X-Stat, Version 2.02. Statistical
Experimentation Design, Data Analysis and Nonlinear Optimisation.
2.02. ed. Hoboken, New Jersey, USA: John Wiley and Sons.
22. Jumaa M, Mller BW. (2001). Development of a novel parenteral
formulation for tetrazepam using a lipid emulsion. Drug Dev Ind
Pharm, 27:11151121.
23. Cheong JN, Tan CP, Man YBC, Misran M. (2008). -Tocopherol
nanodispersions: Preparation, characterization and stability
evaluation. J Food Engg, 89:204209.
24. Floury J, Desrumaux A, Lardires J. (2000). Effect of
high-pressure homogenization on droplet size distributions and
rheological properties of model oil-in-water emulsions. Innov Food
Sci Emerg Technol, 1:127134.
25. Tadros TF. (2005). Applied Surfactants: Principles and
Applications. Weinheim, Germany: Wiley-VCH.
26. Lai HS, Lin WH, Wu HC, Chang KJ, Chen WJ. (2005). Effects of
a medium-chain triacylglycerol/long-chain triacylglycerol fat
emulsion containing a reduced ratio of phospholipid to
triacylglycerol in pediatric surgical patients. Nutrition,
21:825830.
27. Deckelbaum RJ, Hamilton JA, Moser A, Bengtsson-Olivecrona G,
Butbul E, Carpentier YA et al. (1990). Medium-chain versus
long-chain triacylglycerol emulsion hydrolysis by lipoprotein
lipase and hepatic lipase: implications for the mechanisms of
lipase action. Biochemistry, 29:11361142.
28. Deckelbaum RJa, Calder PCb, Carpentier YAc. (2004). Using
different intravenous lipids: underutilized therapeutic approaches?
[Miscellaneous]. Curr Opin Clin Nutrition Metabol Care,
7:113115.
29. Ton MN, Chang C, Carpentier YA, Deckelbaum RJ. (2005). In
vivo and in vitro properties of an intravenous lipid emulsion
containing only medium chain and fish oil triglycerides. Clin Nutr,
24:492501.
30. Jumaa M, Mller BW. (1998). The effect of oil components and
homogenization conditions on the physicochemical properties and
stability of parenteral fat emulsions. Int J Pharm, 163:8189.
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.
-
Process development for vitamin E lipid emulsions 11
2012 Informa Healthcare USA, Inc.
31. Floury J, Desrumaux A, Legrand J. Effect of
ultra-high-pressure homogenization on structure and on rheological
properties of soy protein-stabilized emulsions. (2002). J Food Sci,
67:33883395.
32. Mulder H, Walstra P. (1974). The milk fat globule: emulsion
science as applied to milk products and comparable foods.
Commonwealth Agricultural Bureaux.
33. Desrumaux A, Marcand J. (2002). Formation of sunflower oil
emulsions stabilized by whey proteins with high-pressure
homogenization (up to 350 MPa): effect of pressure on emulsion
characteristics. Int J Food Sci Technol, 37:263269.
34. Palanuwech J, Coupland JN. (2003). Effect of surfactant type
on the stability of oil-in-water emulsions to dispersed phase
crystallization. Colloid Surfaces Physicochem Eng Aspect,
223:251262.
35. Osborn HT, Akoh CC. (2004). Effect of emulsifier type,
droplet size, and oil concentration on lipid oxidation in
structured lipid-based oil-in-water emulsions. Food Chem,
84:451456.
36. Megli FM, Conte E, Ishikawa T. (2011). Cholesterol
attenuates and prevents bilayer damage and breakdown in
lipoperoxidized model membranes. A spin labeling EPR study. Biochim
Biophys Acta, 1808:22672274.
37. Redgrave TG, Vassiliou GG, Callow MJ. (1987). Cholesterol is
necessary for triacylglycerol-phospholipid emulsions to mimic the
metabolism of lipoproteins. Biochim Biophys Acta, 921:154157.
38. Maranhao RC, Tercyak AM, Redgrave TG. (1986). Effects of
cholesterol content on the metabolism of protein-free emulsion
models of lipoproteins. Biochim Biophys Acta, 875:247255.
39. Lenzo NP, Martins I, Mortimer BC, Redgrave TG. (1988).
Effects of phospholipid composition on the metabolism of
triacylglycerol, cholesteryl ester and phosphatidylcholine from
lipid emulsions injected intravenously in rats. Biochim Biophys
Acta, 960:111118.
40. Snder A, Scherze I, Muschiolik G. (2001). Physico-chemical
characteristics of oil-in-water emulsions based on whey
protein-phospholipid mixtures. Colloids Surf B Biointerfaces,
21:7585.
41. Huang C, Li S. (1999). Calorimetric and molecular mechanics
studies of the thermotropic phase behavior of membrane
phospholipids. Biochim Biophys Acta, 1422:273307.
42. Lasic DD. (1997). Liposomes in Gene Delivery.Boca Raton, FL,
USA: CRC Press.
Dru
g D
evel
opm
ent a
nd In
dustr
ial P
harm
acy
Dow
nloa
ded
from
info
rmah
ealth
care
.com
by
Uni
vers
itaet
sspi
tal o
n 08
/23/
12Fo
r per
sona
l use
onl
y.