Embed Size (px)
Citation preview

Alain TURKIELTAUB –ex WAGON AUTOMOTIVE
Comment le Lean peut-il aider un site en difficulté ?
COMMENT LE LEAN PEUT SAUVER UN SITE DONT L’ACTIVITE S’EFFONDRE ?
I. LES ACTIVITES HOSHIN, CLES D’UNE AMELIORATION RAPIDE DE LA PRODUCTIVITE
II. LA FORMATION DU MANAGEMENT AU KAIZEN, INCONTOURNABLE POUR PERENNISER LA DEMARCHE
III. LA GESTION TERRAIN DE LA QUALITE, UN ATOUT VIS-À-VIS DU CLIENT ET DU COMPTE D’EXPLOITATION
IV. LA GESTION TERRAIN DE LA SECURITE, C’EST RESPECTER L’HOMME QUI EST AU CENTRE DU SYSTÈME
V. L’ADAPTATION CONSTANTE DES STRUCTURES A L’ACTIVITE, C’EST LA PARTIE LA PLUS DIFFICILE A GERER
2
COMMENT LE LEAN PEUT SAUVER UN SITE DONT L’ACTIVITE S’EFFONDRE ?
I. LES ACTIVITES HOSHIN, CLES D’UNE AMELIORATION RAPIDE DE LA PRODUCTIVITE
RESULTATS : 30% de productivité MOD en 18 mois
EXEMPLE : chantier Hoshin îlot robotisé que nous appellerons îlot A1 :
Au départ : 4 personnes par équipe, dont 2 employées à retoucher les soudures
Notre prévision : 3 par équipe
Au final : 2 par équipe, les retouches étant intégrées dans le temps de cycle
Réaction des opérateurs : nos postures sont moins pénibles qu’au départ
METHODOLOGIE : très simple
3
Les activités Hoshin, clés d’une amélioration rapide de la productivité METHODOLOGIE - CHANTIER HOSHIN ____________________________________________________________________________________ 1 Présenter les personnes, l’agenda et les consignes de sécurité. 2 Décrire le but du Hoshin : adapter la production à la demande client et limiter les pertes de temps qui n’ajoutent pas de valeur au produit ( attentes, fréquentiels, déplacements, … ). 3 Présenter les 7 types de gaspillages et distribuer les « CARTES HOSHIN ». 4 Présenter les 12 états d’esprits du Kaizen puis suggérer de faire des Propositions d’Amélioration sur post-it. Elles seront réalisées au maximum durant le chantier, les plus complexes seront suivies sur un tableau Kaizen affiché sur l’îlot. 5 Valider le périmètre du chantier et présenter tous les produits finis. 6 Pour chaque produit fini rechercher la demande client moyenne, les fluctuations et la tendance. 7 Faire des analyses Cartographie, Spaghetti-chart ou MIFA afin de prendre conscience des gaspillages et disposer de données réelles sur le processus 8 Rechercher la productivité réelle de l’îlot ( Quantité / équipe ; Effectif sur l’îlot ; heures travaillées / équipe ) et en déduire le temps de travail réel par pièce. 9 Présenter la définition des temps de cycle. 10 Faire un rapide exercice de formation au chronométrage d’un cycle décomposé. 11 Faire 20 chronométrages de chaque opération ( Mini ; Maxi ; Attentes ; Déplacements ).
4
13 Calculer le temps sec de travail par pièce ( Somme des temps Mini – Attentes – Déplacements ) et le comparer au temps passé réel.
14 Fixer l’objectif en terme de réduction de l’écart entre le temps réel et le temps sec.
15 Calculer le temps de travail objectif par pièce et la productivité qui en résultera.
16 Calculer le Takt-Time puis l’effectif idéal d’opérateurs par équipe ( minimum possible ).
17 Envisager l’adaptabilité au volume en cas de fluctuation en plus comme en moins ( Ex : + heures supplémentaires ; - 1 opérateur sur la ligne ) et décider des différentes possibilités d’effectifs.
18 Valider les contraintes du chantier ( éléments incontournables, non modifiables, non déplaçables …).
19 Réfléchir à l’implantation sur un plan de la zone vierge avec des étiquettes amovibles.
20 Rechercher le meilleur équilibrage possible des tâches et préciser le rôle de chacun.
21 Envisager les possibilités : d’implantation en U, d’opérateurs proche les uns des autres, de petits contenants, d’approvisionnements frontaux, de changements de container sans perturber le cycle, d’éjection automatique en fin de cycle, de travail au "pièce à pièce", d’opérateurs tournants.
22 Aller sur place valider tout ce qu’il est possible de simuler.
23 Faire un SMED sur chaque moyen, afin de minimiser les encours et gagner de la distance parcourue (implanter les encours proches du fournisseur interne afin qu’il pilote seul ses changements de série).
24 Déménager les moyens en étant présent pour corriger des détails découverts dans la réalité.
25 Faire un 5S complet de la zone et marquer au sol tous les emplacements.
26 Redémarrer la production, chronométrer, ajuster si besoin et suivre la productivité.
27 Corriger les documents décrivant les modes opératoires afin de préciser le rôle de chacun.
28 S’assurer de l’existence de tous les documents standard de suivi ( tableau de marche, suivi des défauts, suivi des temps de changement de série, suivi du TRS, film de production, Kaizen-board ).
29 Mettre sur le Kaizen-board l’ensemble des actions restant à faire ultérieurement.
30 Afficher sur la zone la fiche de synthèse du chantier Hoshin, mais aussi celles du SMED et du 5S.
5
PREPARATION PREALABLE A UN CHANTIER HOSHIN • Constituer un groupe d’environ 7 personnes avec au moins un opérateur de chaque équipe. • Définir les dates et horaires et prévoir les repas ensemble. • Etablir l’agenda du chantier à partir de l‘agenda type pour chantier Hoshin. • Définir le périmètre du chantier et ses contraintes ( éléments incontournables, non modifiables, non déplaçables,
… ). • Constituer un stock de couverture pour l’arrêt de la production et prévoir le remplacement des opérateurs
impliqués dans le chantier. • Prévoir un espace d’affichage sur la zone pour un tableau papier et 3 feuilles A3. • Réserver une salle avec tableau papier, feutres en couleurs, scotch, TV et magnétoscope. • Disposer des EPI nécessaires ( bouchons d’oreille, lunettes, chaussures, blouses, gants ). • Disposer de : 1 calculatrice, 3 chronomètres, 3 planches support d’écriture avec papiers et stylos. • Prévoir une caméra et un appareil photo numérique. • Réserver la disponibilité des personnes compétentes en interne ou externe pour faire les déplacements, les
câblages des énergies, les modifications des supports et des containers, … • Imprimer en très grand un plan actuel de la zone de production concernée. • Imprimer à la même échelle, un plan de la zone vidée des moyens et des stocks ( y noter l’échelle ). • Faire des étiquettes à la même échelle, de tous les moyens et containers nécessaires. • Prévoir du papier blanc, des ciseaux, une règle et de la colle à papier. • Disposer d’étiquettes rouges avec liens, de scotch pour marquage au sol et d’un marqueur indélébile. • Disposer de balais, de pelles, d’un aspirateur industriel, de chiffons, de produit de nettoyage. • Disposer de peinture, de pinceaux, de scotch de protection et de solvant. • Prévoir une grosse poubelle, un transpalette, une auto-laveuse de sol et un grattoir de scotch au sol. • Faire des copies des documents existants, décrivant les modes opératoires, les changements de séries,
les approvisionnements et les contrôles. • Préparer des formulaires de « cartographie », de « mode opératoire de changement de série », de « plan de
vérification 5S » et de « description des rôles ». • Préparer pour chacun des participants une « CARTE HOSHIN ». • Préparer des formulaires de synthèse pour les chantiers Hoshin, SMED et 5S.
6
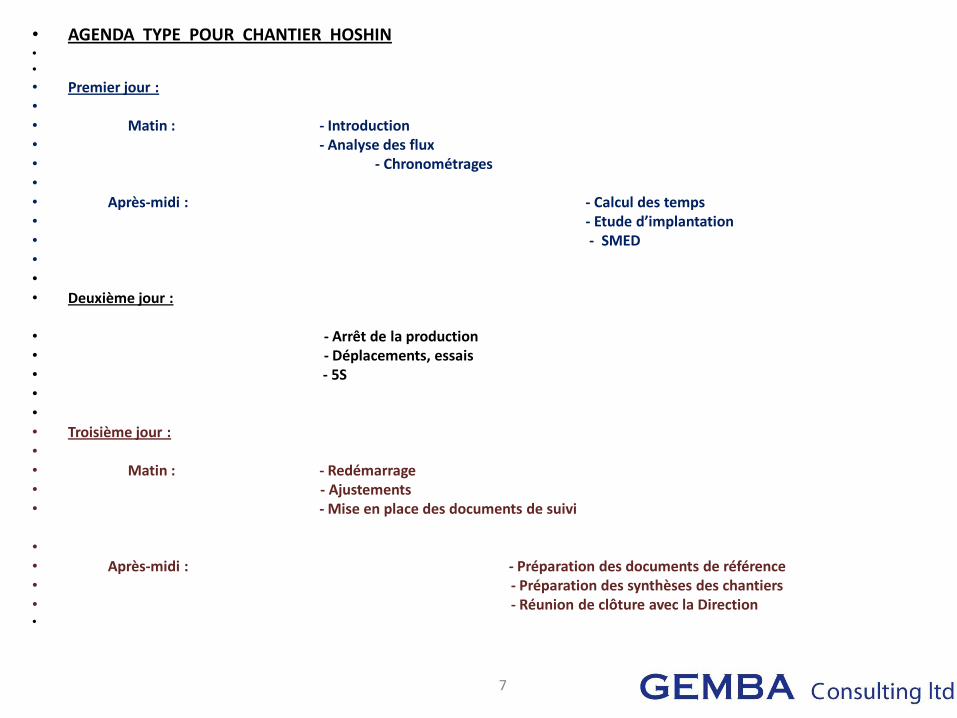
• AGENDA TYPE POUR CHANTIER HOSHIN • •
• Premier jour : • • Matin : - Introduction • - Analyse des flux • - Chronométrages • • Après-midi : - Calcul des temps • - Etude d’implantation • - SMED • • • Deuxième jour :
• - Arrêt de la production • - Déplacements, essais • - 5S • • • Troisième jour : • • Matin : - Redémarrage • - Ajustements • - Mise en place des documents de suivi
• • Après-midi : - Préparation des documents de référence • - Préparation des synthèses des chantiers • - Réunion de clôture avec la Direction •
7
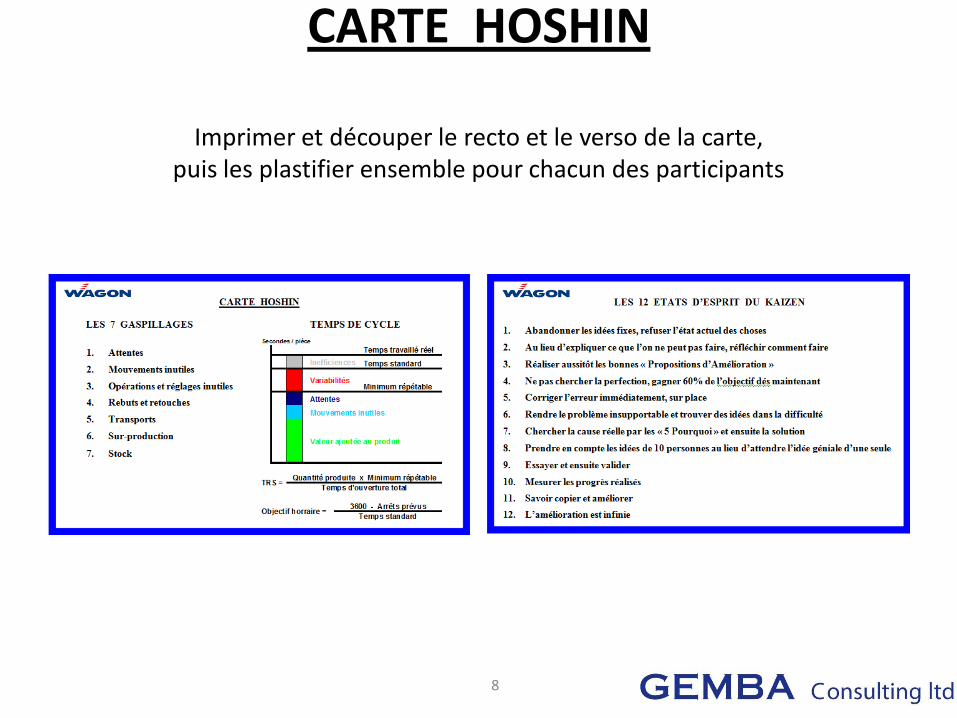
CARTE HOSHIN
Imprimer et découper le recto et le verso de la carte, puis les plastifier ensemble pour chacun des participants
8
COMMENT LE LEAN PEUT SAUVER UN SITE DONT L’ACTIVITE S’EFFONDRE ?
II. LA FORMATION DU MANAGEMENT AU KAIZEN, INCONTOURNABLE POUR PERENNISER LA DEMARCHE :
- ORGANISATION HUMAINE DE LA PRODUCTION : concepts UAP (Unité Autonome de Production) - Superviseurs- Team-leaders- services supports- GAP(Groupe Autonome de Production)
L’UAP est une mini-usine , le superviseur est le premier niveau hiérarchique connaissant les outils du
Lean, et capable d’animer dans son équipe l’amélioration continue
- LEAN TOOL-BOX : c’est l’ensemble des outils du Lean que doivent s’approprier la DIRECTION, l’encadrement , les opérateurs et les services supports pour mener à bien les activités KAIZEN
5S TPM LISSAGE DE LA PRODUCTION TAKT TIME VSM FLUX TIRE KANBAN SMED
SEQUENCEUR SHOP STOCK POOL STOCK ANDONS CELLULES AUTONOMES DE PRODUCTION
LES 7 GASPILLAGES GEMBA RED BINS QRQC REUNION 5MN TABLEAU DE MARCHE, etc
9
COMMENT LE LEAN PEUT SAUVER UN SITE DONT L’ACTIVITE S’EFFONDRE ?
III. LA GESTION TERRAIN DE LA QUALITE, UN ATOUT VIS-À-VIS DU CLIENT ET DU COMPTE D’EXPLOITATION
- Analyse des boîtes rouges : outil de base d’analyse des rebuts dans l’atelier, mais aussi dans un service comptabilité !
-QRQC( Quick Response Quality Control) : outil importé de NISSAN et déployé largement chez Valeo .
L’art d’utiliser « ses yeux et ses jambes » et d’exploiter chaque pièce non conforme pour améliorer la qualité . C’est la base du « SanGenShugi ».
- JIDOKA : plus généralement , c’est l’application du Jidoka, l’un des 2 piliers du système Toyota, à savoir arrêter le défaut à l’endroit où il a été généré, et éliminer sa récurrence.
10
INDICATEURS QUALITE
ATELIER
RED BINS
11
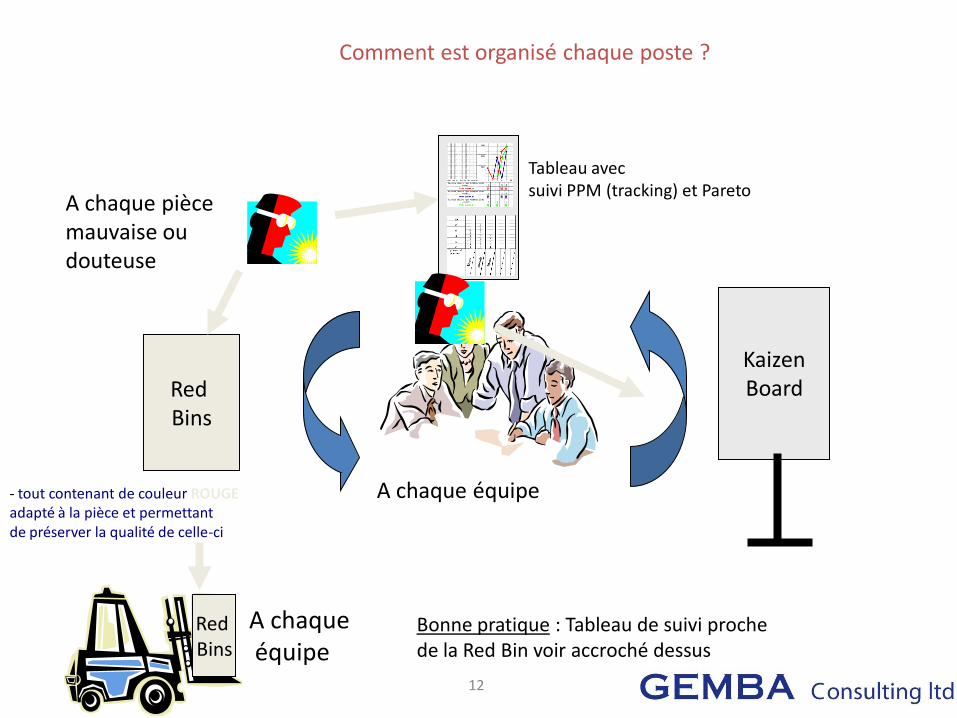
Comment est organisé chaque poste ?
Red Bins
Red Bins
A chaque équipe
A chaque équipe
Kaizen Board
A chaque pièce mauvaise ou douteuse
Tableau avec suivi PPM (tracking) et Pareto
Bonne pratique : Tableau de suivi proche de la Red Bin voir accroché dessus
- tout contenant de couleur ROUGE adapté à la pièce et permettant de préserver la qualité de celle-ci
12
Red Bins
A chaque pièce mauvaise ou douteuse L’opérateur renseigne le ppm tracking
Tableau avec suivi PPM et Pareto
L’opérateur dépose la pièce mauvaise ou douteuse dans la red bin
Bonne pratique : Tableau de suivi proche de la Red Bin voir accroché dessus
- tout contenant de couleur ROUGE adapté à la pièce et permettant de préserver la qualité de celle-ci
Comment est organisé chaque poste ?
13
Red Bins
A chaque pièce mauvaise ou douteuse L’opérateur renseigne le ppm tracking
Tableau avec suivi PPM et Pareto
L’opérateur dépose la pièce mauvaise ou douteuse dans la red bin
Bonne pratique : Tableau de suivi proche de la Red Bin voir accroché dessus
- tout contenant de couleur ROUGE adapté à la pièce et permettant de préserver la qualité de celle-ci
Comment est organisé chaque poste ?
14

Supplier QRQC training
12th of July 2006 15
. . .Applying “Genjitsu” means being realistic, not
idealistic. “Genba” means going out on the shopfloor to
discover the real root causes of problems. And
“Genbutsu” refers to real parts, and the way of dealing
with non-conformance.
One of our first priorities should be “red box” control, that
is to say focusing on defective or rejected parts to find the
root cause and see what works and what doesn’t. We must
use non-conformance parts to learn how to improve and
achieve Total Quality.
I have only two methodologies: my eyes and my legs.
These are all I need to see, to judge, to consider, to
decide. This is the basis of “SanGenShugi”. . .
(Kazuo Kawashima, Valeo Group Quality Director
Valeo Info, June, 2002)
QRQC Introduction

Understand QRQC
Schedule the implementation (self audit…)
Promote QRQC by Top Management
Learn from Gemba
Have a commitment from Supplier
QRQC Targets
COMMENT LE LEAN PEUT SAUVER UN SITE DONT L’ACTIVITE S’EFFONDRE ?
IV. LA GESTION TERRAIN DE LA SECURITE, C’EST RESPECTER L’HOMME QUI EST AU CENTRE DU SYSTÈME :
- Définir une politique et des objectifs chiffrés de SECURITE
- Définir un rituel mensuel de suivi des résultats au niveau du comité de direction
- Mettre en place un rituel d’audit terrain de haut en bas de la hiérarchie( modèle joint)
- Mettre en place la Visite Managériale de Sécurité (modèle joint)
- Compléter par la mise en place d’un système de suggestions, avec animation par challenges
- Impliquer la hiérarchie dans le suivi des « accidentés », et avoir une politique de postes aménagés
19
20

21
Outil de Management "pro-actif" de la Sécurité
La Visite Managériale de Sécurité (VMS)
22
Les Finalités de la VMS
– Consolider / Améliorer la sécurité des opérations
– Obtenir le Zéro écart / aux "exigences" sécurité
– Améliorer les "comportements" des opérateurs
et des managers
– Démontrer l'engagement sécurité des managers
– Développer l'implication des opérateurs
– Améliorer le fonctionnement sécurité, la gestion
de la sécurité
23
Trois niveaux d'action différée
- action curative (correction)
éliminer l'écart
- action corrective
éviter la répétition de l'écart
- action préventive
éviter l'apparition d'écarts similaires
potentiels
Conduite d'une VMS : Intervenir en différé
24
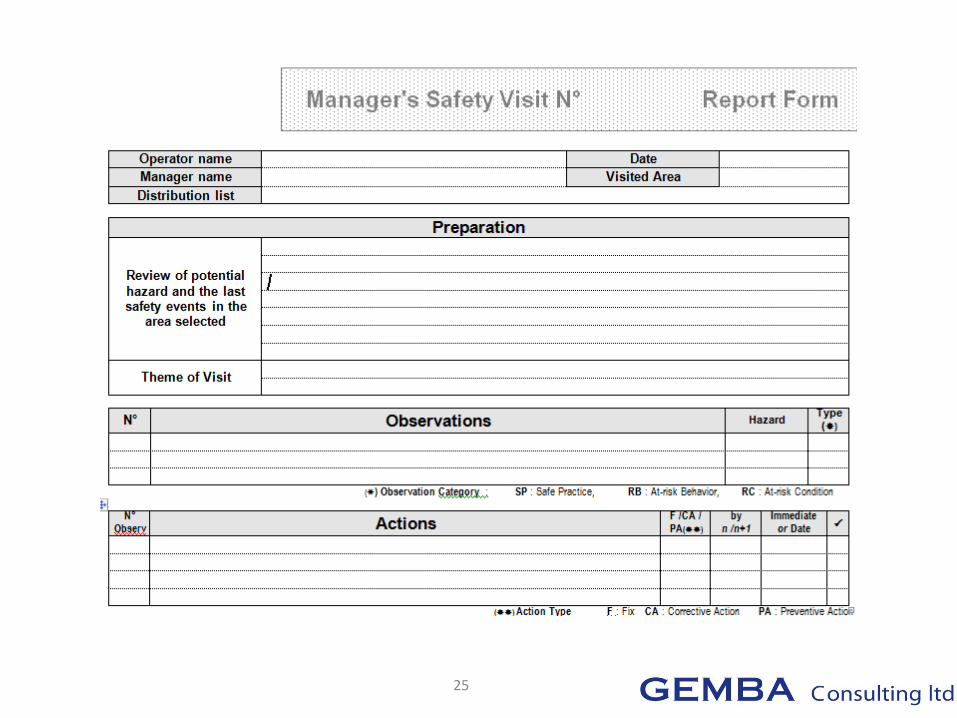
- Utiliser le formulaire de C-Rendu (1 page)
- Mentionner
- l'observation et le risque associé,
- Être spécifique, factuel,
- Éviter remarques générales, jugements
de valeurs
- les actions immédiates / correctives /
préventives (Qui : n ou n+1, délai)
- Communiquer le CR aux participants
Documenter la VMS
25
COMMENT LE LEAN PEUT SAUVER UN SITE DONT L’ACTIVITE S’EFFONDRE ?
V. L’ADAPTATION CONSTANTE DES STRUCTURES A L’ACTIVITE, C’EST LA PARTIE LA PLUS DIFFICILE A GERER :
- Appliquer les principes du Reengineering : reconstruire l’entreprise à partir d’une feuille blanche, en fonction de son activité actuelle, en oubliant les pesanteurs de l’historique, en raisonnant par processus. Exemple le processus « développement des produits » peut intégrer les services études-industrialisation- qualité- méthodes - Intégrer ensuite les contraintes de l’entreprise et de son environnement . Exemple : livrer chaque jour le besoin du client défini avec un préavis de 24H00, suivant un programme prévisionnel mensuel figé , mais avec des variations quotidiennes possibles de 50% - Réalisations : passage de 5 à 3 niveaux hiérarchiques, fusion des Ressources Humaines avec le
Contrôle de Gestion, regroupement méthodes-industrialisation- qualité, etc… - Et quand il n’y a plus de souplesse par les contrats temporaires, le recours au Plan Social est inévitable Je ne connais que 3 règles : respect des lois , transparence avec le personnel et avoir suffisamment d’argent à distribuer
26
COMMENT LE LEAN PEUT SAUVER UN SITE DONT L’ACTIVITE S’EFFONDRE ?
27