Embed Size (px)
Citation preview

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Air to fuel ratio controlFICCI – June 2006 - Bangalore

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
The Next Hour and a half
• Boiler Efficiency• Combustion basics• Traditional control systems• Oxygen trim control• Oxygen measurement• Ensuring optimum efficiency• Boiler Efficiency improvement packages

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Cost of operation–Oil fuels

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Cost of operation-Solid fuel

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Operating costs
• Capacity Oil Gas Coal• 1 TPH 110L 60L 35L• 5 TPH 690L 300L 172L• 10 TPH 1350L 600L 345L
• Cost of fuel Rs 22/kg Rs 9/Nm3 Rs 2/kg• Hours of operation 8000 8000 8000

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Estimated savings
• Capacity Oil Gas Coal• 1 TPH 5L 2.2L 1.5L• 5 TPH 25L 11L 7.5L• 10 TPH 50L 22L 15L
• Improvement 80 to 83 79 to 82 70 to 73• Cost of fuel Rs 22/kg Rs 9/Nm3 Rs 2/kg• Hours of operation 8000 8000 8000

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Boiler Efficiency
• Boiler efficiency depends on both, the heat generation and heat utilization process.
• Heat generation covers the combustion process itself
• Heat utilization coves heat transfer from combustion to water and other operational losses like radiation and blowdown.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Boiler Efficiency-Losses
• Heat generation– Stack loss– Enthalpy loss
• Heat Utilization– Radiation loss– Blowdown loss

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Losses – Typical values

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Boiler Efficiency-Methods
• Direct Efficiency• In-Direct Efficiency
– BS– ASME– IS
• Energy balance• S:F

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Controllable losses
• Stack loss– Can be easily controlled– One of the chief contributes to total boiler
losses• Blowdown loss
– Automatic control helps• Other losses: Enthalpy, Radiation, Ash

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Combustion and efficiency• Combustion is the burning of a fuel with Air leading to
release of energy. It is the process by which the Chemical energy contained in the fuel is converted into Heat energy.
• All conventional fossil fuels whether Solid, Liquid or gaseous contain basically carbon and/or Hydrogen which invariably react with the oxygen in the air forming carbon dioxide, carbon monoxide or water vapor.
• The heat energy released as a result of combustion can be utilized for heating purposes or for generation of steam in a boiler.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Heat generation process
• In fossil fuels there are only three elements of interest: carbon, hydrogen & sulfur.
• During combustion each reacts with oxygen to release heat:
• C + 02 CO2 + Heat• H2 + ½ O2 H20 + Heat• S + O2 SO2 + Heat• Pure carbon, hydrogen and sulfur are rarely used as fuels.
Instead, common fuels are made up of chemical compounds containing these elements.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Heat generation process
• CnHn + O2 + N2 CO2 + H2O + N2 + Heat(Air)
• From the above equation it can be seen that hydrocarbon burns completely to produce water, CO2 & heat. This kind of complete burning is known as stoichiometric combustion.
• The heat released when the fuel burns completely is known as heat of combustion.
• Nitrogen doesn’t play a role in combustion and appears in the output as it is.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Excess Air
• The Minimum amount of air required for the complete combustion of a fuel is known as “theoretical air “.
• In boilers, one always needs to supply more air than what is required by stoichiometric calculations . The extra air, that is needed for complete combustion, taking into realities of combustion, over and above the stoichiometric air is known as “ Excess air “.
• The fuel rich mixtures, or mixtures with stoichiometric or less than stoichiometric air give incomplete combustion that results in some quantity of undesirable carbon monoxide in the exhaust gases and also some loss of heat energy.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
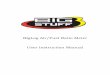
Excess Air• Too little excess air is inefficient
because it permits unburned fuel, in the form of combustibles, to escape up the stack. But too much excess air is also inefficient because it enters the burner at ambient temperature and leaves the stack hot, thus stealing useful heat from the process.
• “Maximum combustion efficiency is achieved when the correct amount of excess air is supplied so that sum of both unburned fuel loss and flue gas heat loss is minimized”.
CO 2
O2
CO+H 2
Theoreticaloptimumpoint
Real worldoptimumpoint
% Excess Air0 3010- 20
% Flue gas concentration
Real World : Combustibles appeareven when excess air is supplied.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Traditional control systems
• All burners operate with more air than required.
• Often, the most immediate way of improving efficiency and reducing emissions
• Reduction of oxygen by 1 % typically will increase efficiency by 0.5 %.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
What leads to variations
• Air temperature• Fuel temperature• Fuel pressure• Moisture in fuel• Loading pattern• Changing calorific value of fuel• Use of multiple fuels

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Effect of Air temperature
Air temperature deg C4.510
26.737.848.9
- Excess air (%)- 25.5- 20.2- 15.0- 9.6- 1.1

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Linkage Control
• Fixed setting of fuel and air
• No compensation for variation
• Typical of Oil and Gas fired boilers
• Gear back lash and deadband

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Parallel control
• One step above the jack shaft control
• Settings fixed for each point of fuel and air
• Settings can be changed easily

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Cross Limiting Control
• Based on feedback of actual fuel and air flow
• A better system to have• Involves more
instrumentation• Cannot cater to fuel
composition changes

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Oxygen trim control
• Control of air as per combustion requirements
• Sounds good• Complicated to implement• Needs study before implementation

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
What is Oxygen trim control?
• Control of EXCESS air in the stack of the boiler
• Done by sensing oxygen percentage in the stack
• On-Line measurement of CO not necessary• Done by independent modulation of air
damper or VFD.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Before trim controlOxygen level versus firing rate
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
0.0 10.0 20.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 100.0
Firing rate (%)
Oxy
gen
leve
l (%
)
OXYLEVELBNR2A
Trend

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
After trim controlOxygen level versus firing rate
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
0.0 10.0 20.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 100.0
Firing rate (%)
Oxy
gen
(%)
OXYLEVELBNR1APoly. (OXYLEVELBNR1A)

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Basic system - Oil / Gas fired boilers
Motor Burner
Boiler
Controller
PTDamper
Plunger
Servo
EffiMax4000
ModulationON /OFF
TS
OL
BlowerVFD
Oil CirculationM t

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Basic system - Solid fuels
BlowerVFD EffiMax
4000
TT
O2
FT
DYNO DRIVE
PT
Primary Air
Fuel
FURNACE
ID FAN
TT

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Pre-Implementation Checks
• Observe the boiler operation for 1-2 hours.• Check if it is modulating continuously or
only in high low mode.• Observe the average load on the boiler -
Preferably it should be above 50 % load.• Check what the fuel/air modulation
mechanism is - Servo motor based, etc.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Pre-Implementation Checks
• Check the Oxygen values at high fire, low fire and mid firing conditions.
• These values should be between 3-8% for oil fired boilers, 2-5 for gas fired boilers and 5 to 12% for FBC boilers.
• Also check the CO values. Typically these should be below 200 ppm.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Pre-Implementation Checks
• Ask the boiler operator to tune the burner and try reducing oxygen as much as possible with CO being below 200 ppm.
• The pay back of the system and the improvement in efficiency will depend on the higher oxygen measured earlier and later.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Implementation pre-requisites
• Need to ensure that there is a provision for installing an additional feed back mechanism for damper position feed back.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Some considerations
• Simple PID cannot work because of the large dead-time involved– Dead time compensation technique is used
Time
Step change in damper
Response of Oxygen
Dead time

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Dead time compensation
• Basically holds the output of the PID controller till the dead time is over
• Effectively makes the controller wait till the response is fully over
Measure O2
Move damperWait for O2 change

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Some more considerations
• Air damper has to respond immediately, without waiting for the dead time to be over, when the firing of the boiler changes with a change in load.
• While moving, it has to replicate the curve of Oil-Air relationship of that particular burner

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Some more considerations
• The damper has to be moved to a particular position, normally fully open, during the purging time of the burner

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
One final consideration
• The air damper can be either– servo motor controlled, which requires one
current output– power cylinder controller, which requires an
I/P converter and an analog signal output– VFD controlled, which requires an analog
signal

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Features of our trim control loop
• Accepts inputs from– Oxygen analyzer– Burner On/Off– Burner firing position
• Has a characterizer to replicate the response of a mechanical link
• Tracking / non-tracking set point
• Has – a bump-less A/M
station– Dead time
compensation
• Displays– Oxygen value (P & S)– Damper opening (%)
• Gives outputs to– Damper actuator

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Trim control for solids
• Additionally it has furnace pressure control also.
• The trim output is interlocked with the furnace pressure such that if the furnace pressure increases, the trim output and the boiler pressure control are reduced.
• It should also have bed temperature interlock.
Back to main Menu?

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l Oxygen measurement using zirconia technology is todays industry standard and is accepted as a costeffective and reliable measuring instrument.
Oxygen measurement

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
A process gas (A) with unknown oxygen (O2)-concentration flows over a measuring probe, which is sealed against the process gas with a heated zirconia cell (B)
At high temperatures a voltage V is generated between the two surfaces of thecell, which, at constant cell temperature, depends only on the ratio of the oxygen concentrations (partial pressures) in A and C.
With air (oxygen content constant 20,95%) as reference gas the measured voltage is a direct measure for the oxygen concentration in the process gas A, as long as...
The reference gas air (C) with its known and constant O2 - concentrationcontacts the cell from the inside.
VBC
A
The Zirconium measuring principle (is very simple

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
As long as
the seal between process and reference gas is absolutely and perfectly gas tight and therefore any influence to the measuring results are eliminated for ever !
Is very simple ,

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
T Temperature, is kept constant
With a „leakproof“ fraction line and air as reference gas all values of the Nernst equation except P2 are constant! This means
The voltage output depends only on partial pressure P2 (process gas) and calibration is not required
Reference gas partial pressure P1
Process gas partial pressure P2
The Nernst equation The gas tight fraction line
C Constant offset
K Natural constant
V = log·T · + CP 1
P 2K
V Measured voltage
P1 Partial pressure of reference gas; is constant, if air is used as reference gas and mixture prevented with process gas
Nerst equation and the gas tight fraction line

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Other oxygen measuring methods require a two point calibration, which inpractice has been transferred to the zirconia measuring principle. This is not necessary, as the Nernst equation is a mathematical a linear function and with air as a known reference gas the only paramenter P1 is constant. Therefore calibration is not required!
Any leakage at the cell will cause a migration of process and reference gas that will make regular calibrations necessary.
Only one condition must be fulfilled:The measuring cell must have a totally gas tight seal between the process gas side and the reference gas side.
Calibration ?

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
mV VoltageIon migration
Zirconia Electrodes
Seal Heater
Thermocouple
Process gas
ReferenzluftReference gas (air)
Design of the Oxytec Zirconia cell with the gas tight seal

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l Carefully selected high quality materials
Special manufacturing process
Mechanical design
Special cell sealing technology
Production, Test & Quality Control to ISO 9001
Key factors for the reliable gas tight cell

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Ensuring optimum Efficiency
• How do you know correct set-points?• Continuous study and adjustment required.• Look at final performance parameters like
fuel consumption or direct efficiency.• Relate them to operating conditions to find
best operating points.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Self learning logic
• Builds data base of operating conditions• Is simple to do, but has to be done
continuously• Compares past and present to alter
operating conditions• Better done through computer programs

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Self learning example

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Self learning example

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Effect of boiler loading

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Effect of Oxygen variation

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Boiler Efficiency range of products
• EffiMax 1000 - Online steam to fuel ratio meter with direct efficiency calculations.– Measures Steam flow, Oil/gas flow, Steam
temperature and feed water temperature.– Calculates S:F, Direct efficiency, Steam
pressure, steam and fuel totalization.– Applications - Typically oil / gas fired boilers
below 2-3 TPH capacity.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Boiler Efficiency range of products
• EffiMax 2000 - Indirect Efficiency analyzer with automatic blow down control.– Measures Steam flow, temperature, stack
Oxygen, temperature, ambient temperature, Drum TDS and feed water temperature.
– Calculates Indirect efficiency, indirect S:F, % blowdown loss, steam and blowdown total.
– Application - 3 TPH and above oil, gas, solid fuel fired boilers.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Boiler Efficiency range of products
• EffiMax 3000 - Indirect Efficiency analyzer with ABCO and S:F measurement.– Measures Steam flow, temperature, oil/gas
flow, stack Oxygen, temp., ambient temp., Drum TDS and feed water temperature.
– Calculates Indirect efficiency, direct S:F, % blowdown loss, steam and blowdown total.
– Application - 3 TPH and above oil and gas fired boilers.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Boiler Efficiency range of products
• EffiMax 4000 - Indirect Efficiency analyzer with ABCO and Oxygen trim control.– Measures Steam flow, temp., stack Oxygen,
temp., ambient temp., Drum TDS, feed water temp., damper feedback and boiler on/off.
– Calculates Indirect efficiency, indirect S:F, % blowdown loss, steam and blowdown total.
– Application - 3 TPH and above oil, gas, solid fuel fired boilers.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
EffiMax 2000Touch Screen Based

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
EffiMax 2000, the latest Touch Screen based offering
from the EffiMax range of on-line boiler efficiency
analyzers, provides a complete monitoring and data
acquisition solution for boiler performance. The
highlight of this product is the extremely visual Human
Interface and self explanatory mimic of the boiler on the
front display. It also allows for real time / historical
trending on the display.

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
lS
ale
s C
on
fere
nce
‘0
5
Boiler Efficiency Indication (%) in accordance with BS 845 based on indirect efficiency computation.
Stack Loss Indication (%),
Enthalpy Loss (%)
Radiation Loss Indication (%)
Combustion Loss (%)
Steam Flow Indication (kg/h),
Steam to fuel ratio (compensated for Feedwater Temp)
Oxygen Indication (%)

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
A simple and cost effective package which monitors the following parameters ON LINE through a extremely visual
human interface and self explanatory touch screen mimic with a diagnostic report generation :-
1. All ealier features/data maintained in Touch screen.
2. The Manager can see the graphics on PC and the operator can see the same on the touch screen.
3. The operator too now has features like- Real time trending. - Customized alarms.
4. All range settings and calibrationis menu driven

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l
Blowdown loss totalization (kg), Average (kg/h)
Automatic Blowdown control
Steam and F.W. Temperature Indication - deg C
Stack Temperature Indication - deg C
All measured data displayed on a Mimic
Trending, Alarms and Data log.
Proprietary PC based software that provides graphical trending, datalogging, diagnostics, alarms
RS 485/ Modbus output to PC
Features

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
lEffiMax 2000 - User Interface

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
lEffiMax 2000 - User Interface

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
lEffiMax 2000 - User Interface

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l

Boiler House Division Air
to
fu
el
r at i
o c
on
t ro
l