Embed Size (px)
Citation preview
AM Technology
Engineering Chemistry
Agitated Cell and Tube Reactors
© AM Technology May 2011 Patented Technology
www.amtechuk.com
PIN NL, May 11th 201113:45 to 14:20
Robert Ashe AM Technology

AM Technology
Engineering Chemistry
AM Technology
• Based in the UK
• Founded in 2000
• Manufacture chemical reactors
• Strong focus on innovation
© AM Technology May 2011 Patented Technology
www.amtechuk.com
AM Technology
Engineering Chemistry
Agenda
• Static mixing versus dynamic mixing
• Coflore Agitated Cell/Tube Reactors
• Results
Agenda
© AM Technology May 2011 Patented Technology
www.amtechuk.com
AM Technology
Engineering Chemistry
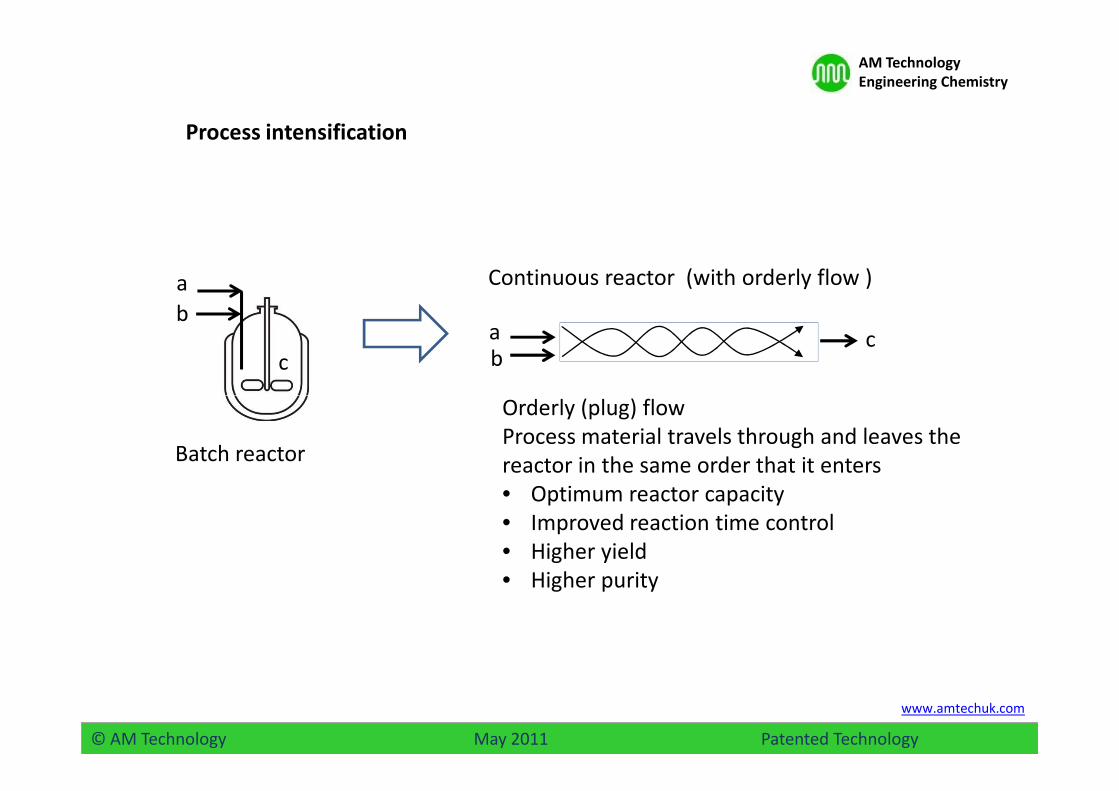
Continuous reactor (with orderly flow )
ab
c
a
b
c
Orderly (plug) flow
Process intensification
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Batch reactor
Orderly (plug) flow
Process material travels through and leaves the
reactor in the same order that it enters
• Optimum reactor capacity
• Improved reaction time control
• Higher yield
• Higher purity
AM Technology
Engineering Chemistry
Flow reactors – controlling cost is a key objective
Minimise pressure drop
Reducing the pressure drop reduces pump costs, especially for corrosive fluids.
Minimise tube length
Short large diameter reactor tubes are cheaper per unit volume than long
small diameter tubes. Large diameter tubes can also have significantly longer
service lives than small diameter tubes
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Two phase mixtures
Reliable handling of two phase mixtures (where applicable), is essential for
minimising disruption and waste
Versatility
For cost effective operation in a multi step, multi product manufacturing
environment, flow reactors need to be multi purpose
AM Technology
Engineering Chemistry
ab
c
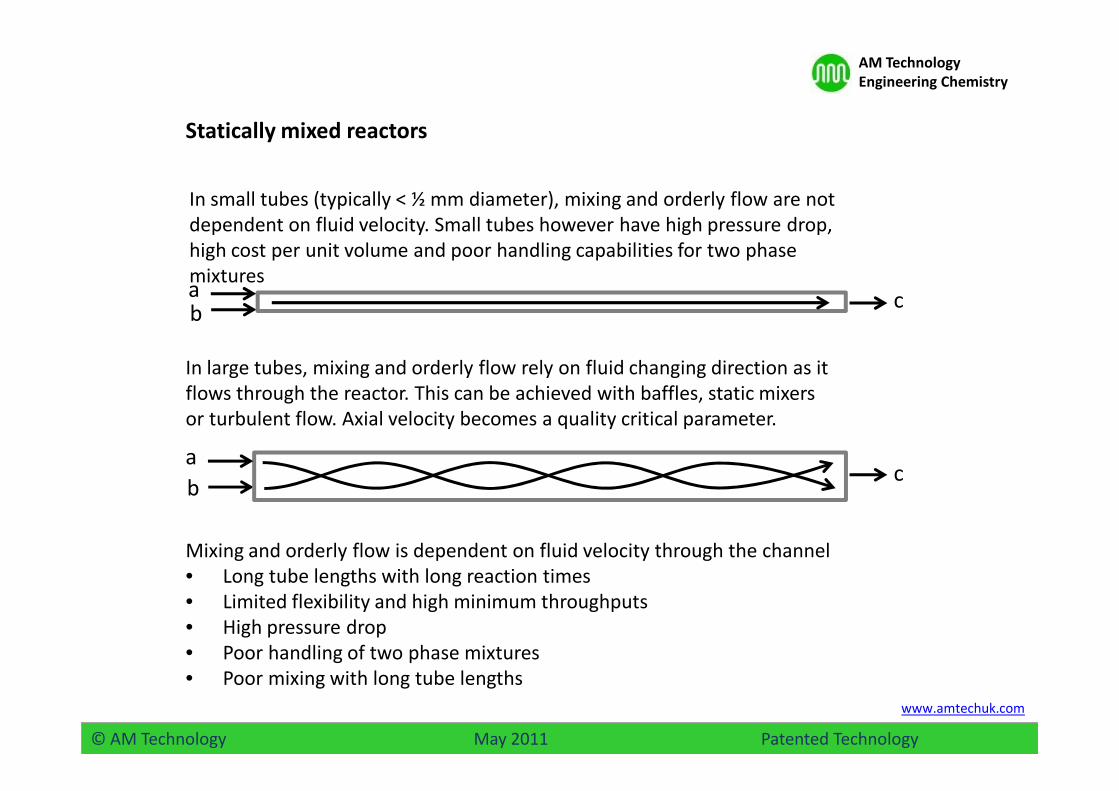
In small tubes (typically < ½ mm diameter), mixing and orderly flow are not
dependent on fluid velocity. Small tubes however have high pressure drop,
high cost per unit volume and poor handling capabilities for two phase
mixtures
In large tubes, mixing and orderly flow rely on fluid changing direction as it
flows through the reactor. This can be achieved with baffles, static mixers
Statically mixed reactors
© AM Technology May 2011 Patented Technology
www.amtechuk.com
a
bc
flows through the reactor. This can be achieved with baffles, static mixers
or turbulent flow. Axial velocity becomes a quality critical parameter.
Mixing and orderly flow is dependent on fluid velocity through the channel
• Long tube lengths with long reaction times
• Limited flexibility and high minimum throughputs
• High pressure drop
• Poor handling of two phase mixtures
• Poor mixing with long tube lengths
AM Technology
Engineering Chemistry
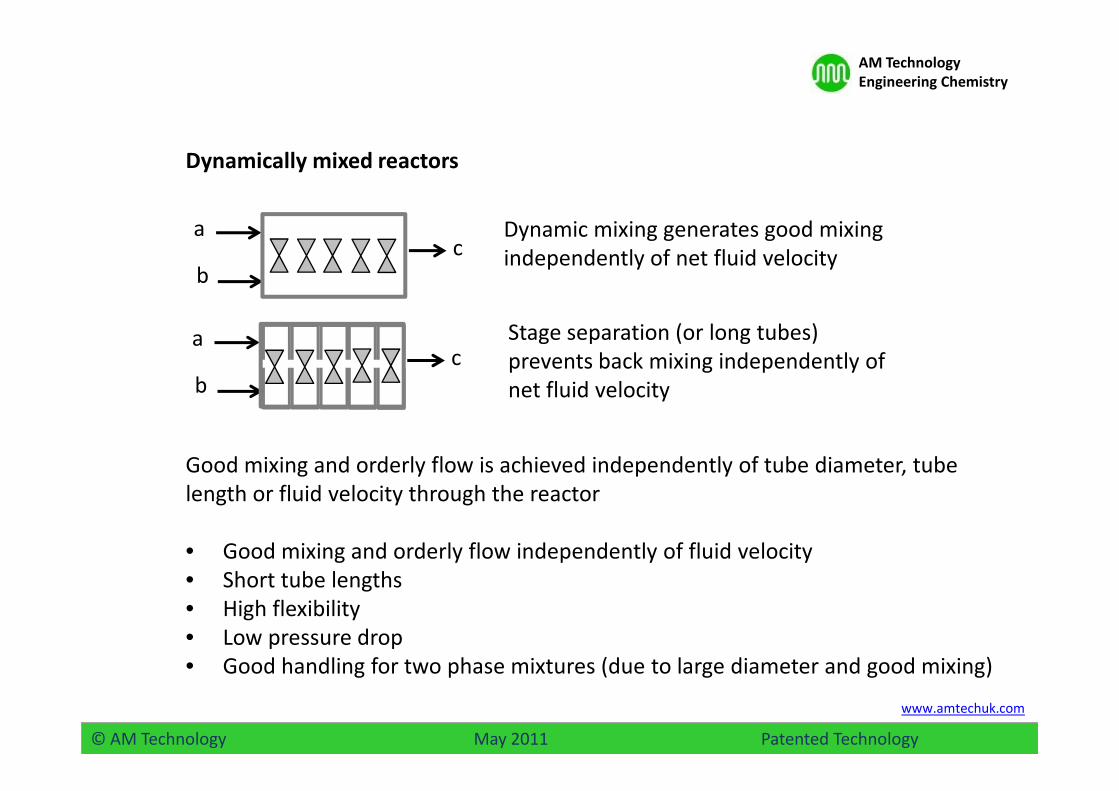
Dynamically mixed reactors
a
b
a
b
Dynamic mixing generates good mixing
independently of net fluid velocity
Stage separation (or long tubes)
prevents back mixing independently of
net fluid velocity
c
c
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Good mixing and orderly flow is achieved independently of tube diameter, tube
length or fluid velocity through the reactor
• Good mixing and orderly flow independently of fluid velocity
• Short tube lengths
• High flexibility
• Low pressure drop
• Good handling for two phase mixtures (due to large diameter and good mixing)
b net fluid velocity
AM Technology
Engineering Chemistry
Reactor type Tube
diameter
Tube length
per litre
Minimum flow
for turbulent
flow*
Pressure drop , 30
second reaction at
minimum flow
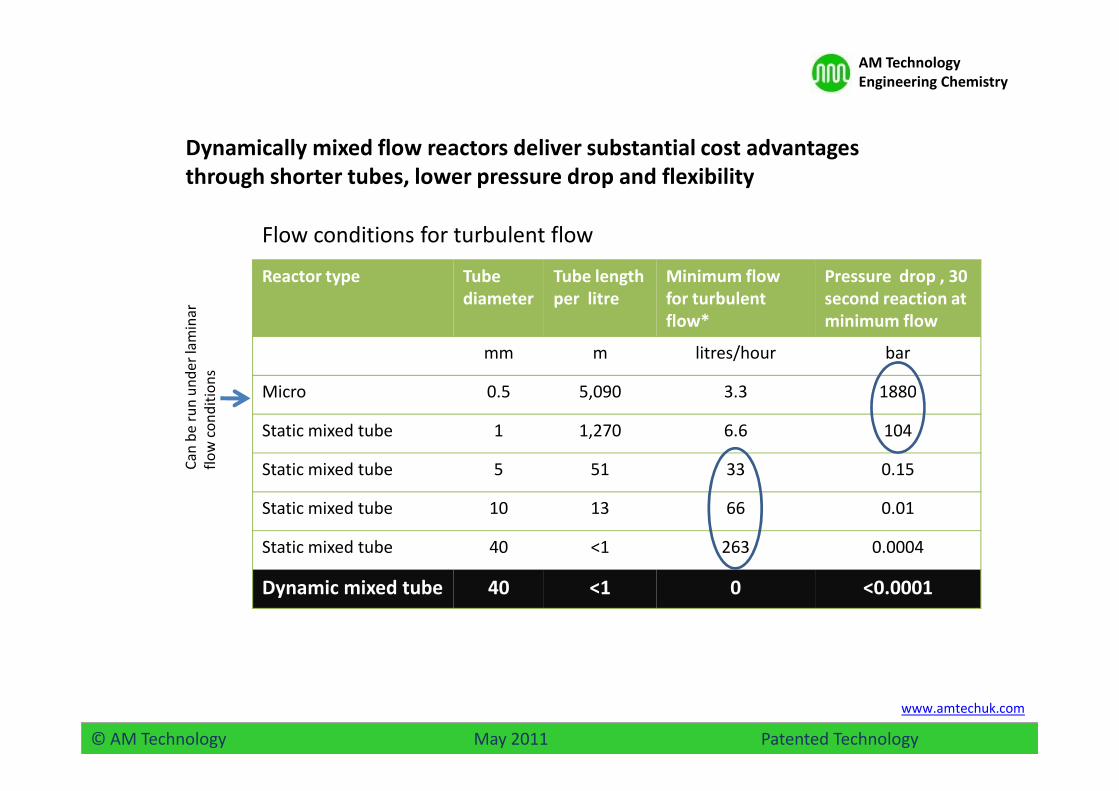
mm m litres/hour bar
Micro 0.5 5,090 3.3 1880
Flow conditions for turbulent flow
Ca
n b
e r
un
un
de
r la
min
ar
flo
w c
on
dit
ion
s
Dynamically mixed flow reactors deliver substantial cost advantages
through shorter tubes, lower pressure drop and flexibility
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Micro 0.5 5,090 3.3 1880
Static mixed tube 1 1,270 6.6 104
Static mixed tube 5 51 33 0.15
Static mixed tube 10 13 66 0.01
Static mixed tube 40 <1 263 0.0004
Dynamic mixed tube 40 <1 0 <0.0001
Ca
n b
e r
un
un
de
r la
min
ar
flo
w c
on
dit
ion
s
AM Technology
Engineering Chemistry
40
50
60
70
80
90
100
Yie
ld (
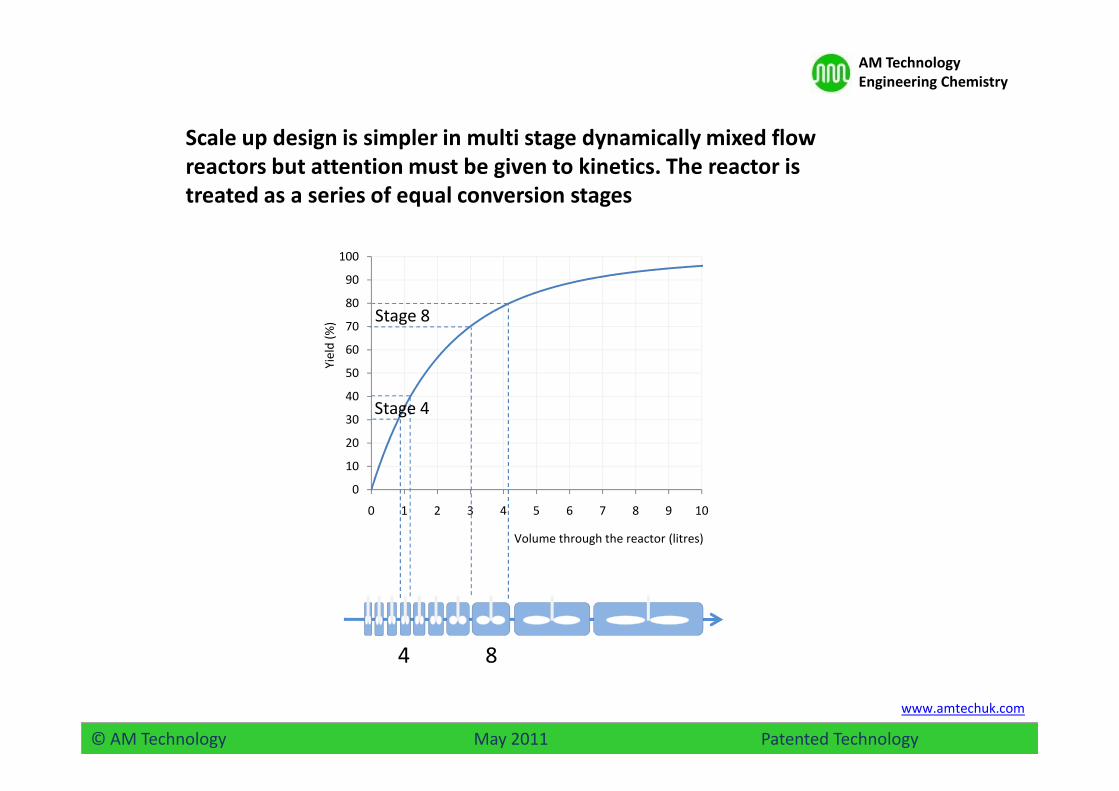
%) Stage 8
Scale up design is simpler in multi stage dynamically mixed flow
reactors but attention must be given to kinetics. The reactor is
treated as a series of equal conversion stages
© AM Technology May 2011 Patented Technology
www.amtechuk.com
0
10
20
30
40
0 1 2 3 4 5 6 7 8 9 10
Volume through the reactor (litres)
Stage 4
4 8
AM Technology
Engineering Chemistry
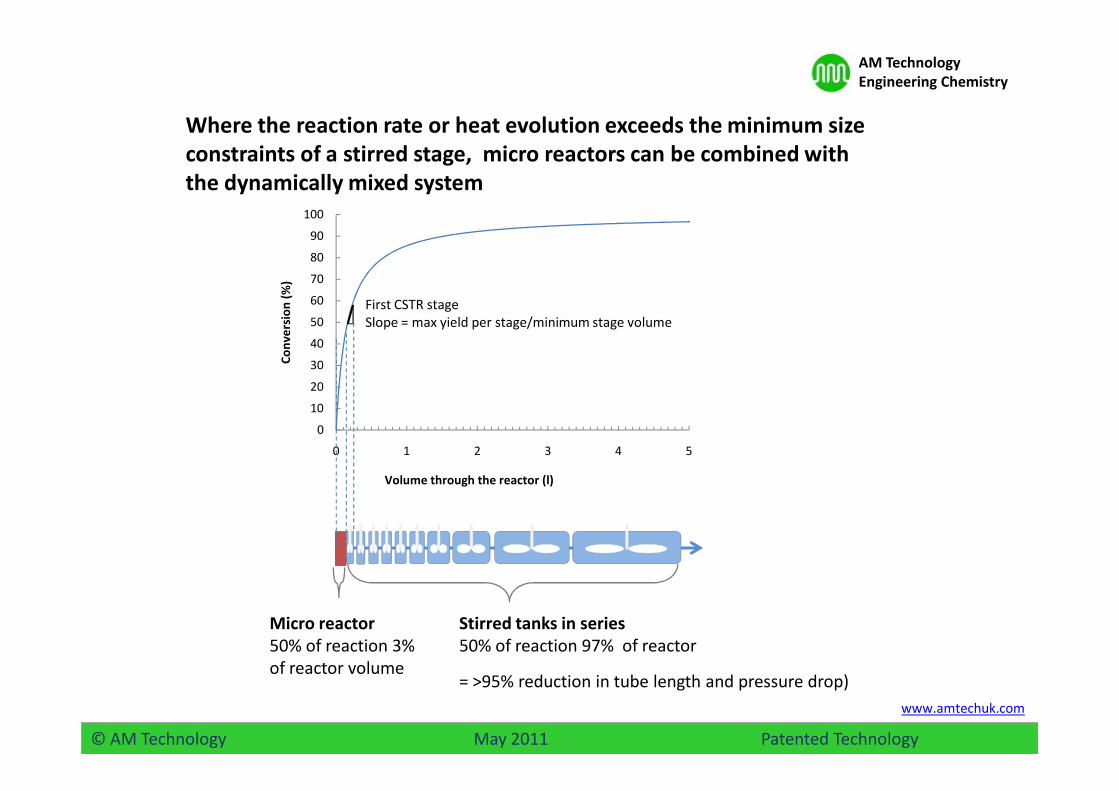
20
30
40
50
60
70
80
90
100
Co
nv
ers
ion
(%
)
First CSTR stage
Slope = max yield per stage/minimum stage volume
Where the reaction rate or heat evolution exceeds the minimum size
constraints of a stirred stage, micro reactors can be combined with
the dynamically mixed system
© AM Technology May 2011 Patented Technology
www.amtechuk.com
0
10
0 1 2 3 4 5
Volume through the reactor (l)
Micro reactor
50% of reaction 3%
of reactor volume
Stirred tanks in series
50% of reaction 97% of reactor
= >95% reduction in tube length and pressure drop)
AM Technology
Engineering Chemistry
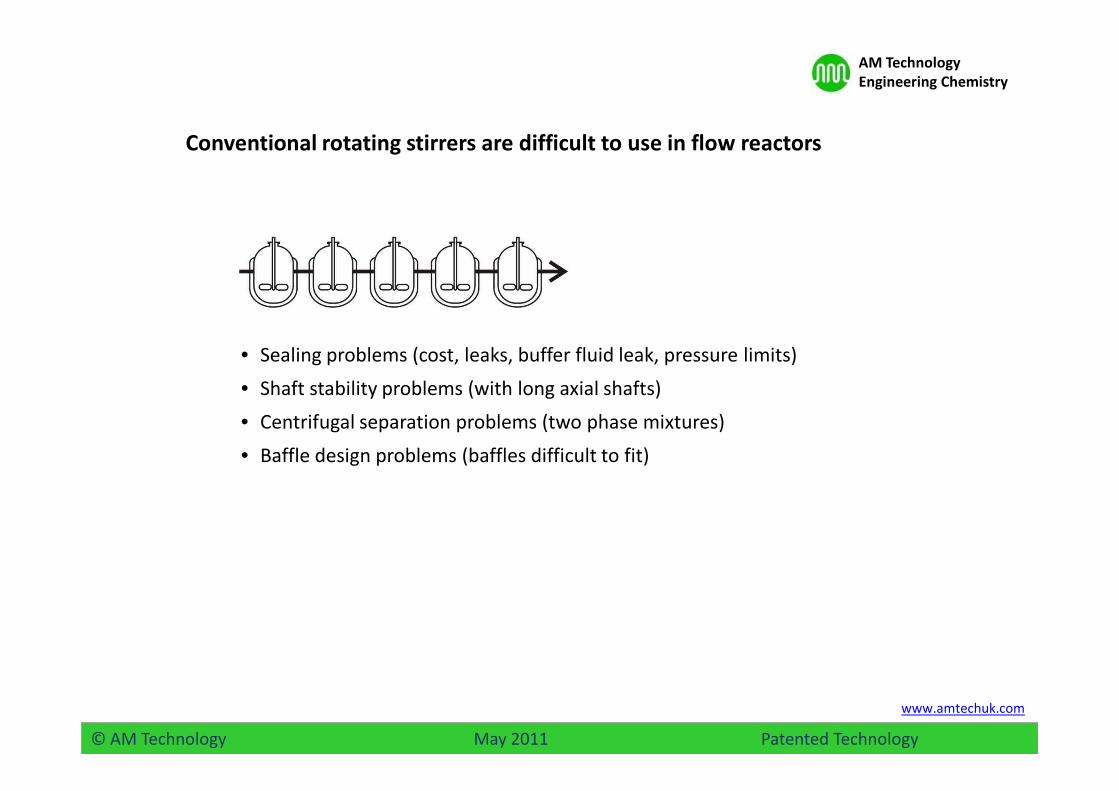
• Sealing problems (cost, leaks, buffer fluid leak, pressure limits)
• Shaft stability problems (with long axial shafts)
Conventional rotating stirrers are difficult to use in flow reactors
© AM Technology May 2011 Patented Technology
www.amtechuk.com
• Shaft stability problems (with long axial shafts)
• Centrifugal separation problems (two phase mixtures)
• Baffle design problems (baffles difficult to fit)
AM Technology
Engineering Chemistry
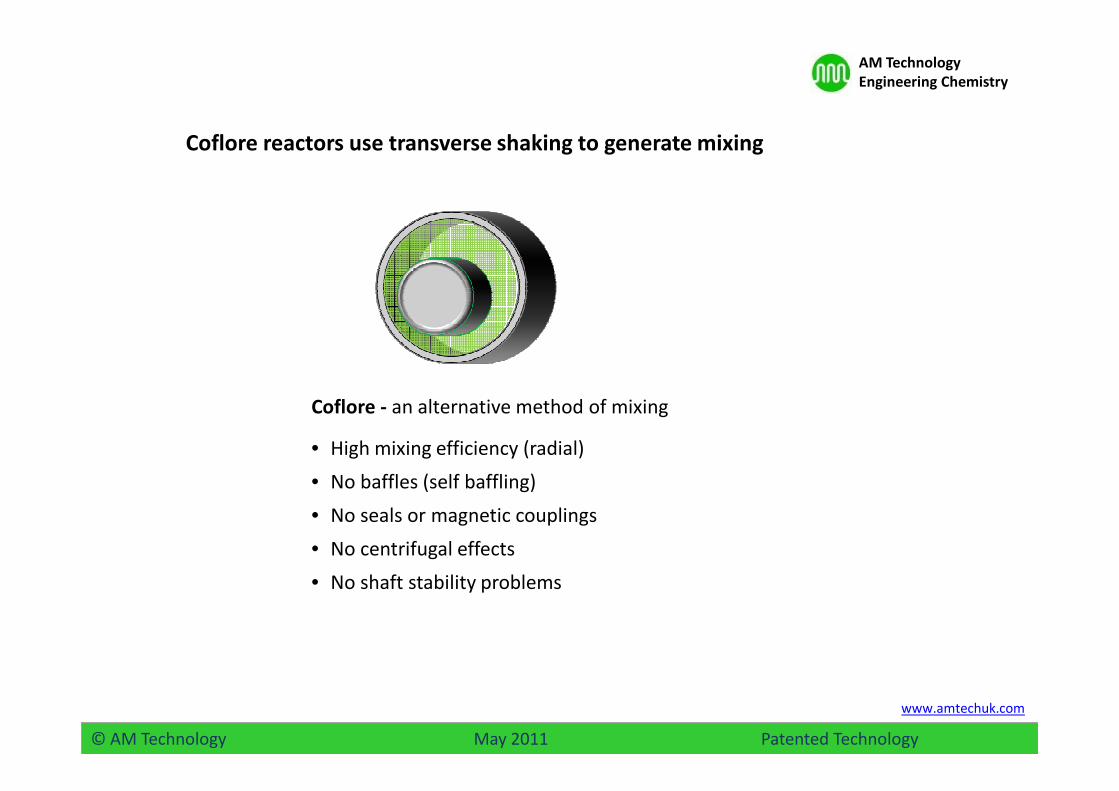
Coflore - an alternative method of mixing
Coflore reactors use transverse shaking to generate mixing
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Coflore - an alternative method of mixing
• High mixing efficiency (radial)
• No baffles (self baffling)
• No seals or magnetic couplings
• No centrifugal effects
• No shaft stability problems
AM Technology
Engineering Chemistry
Pro
du
ct f
low
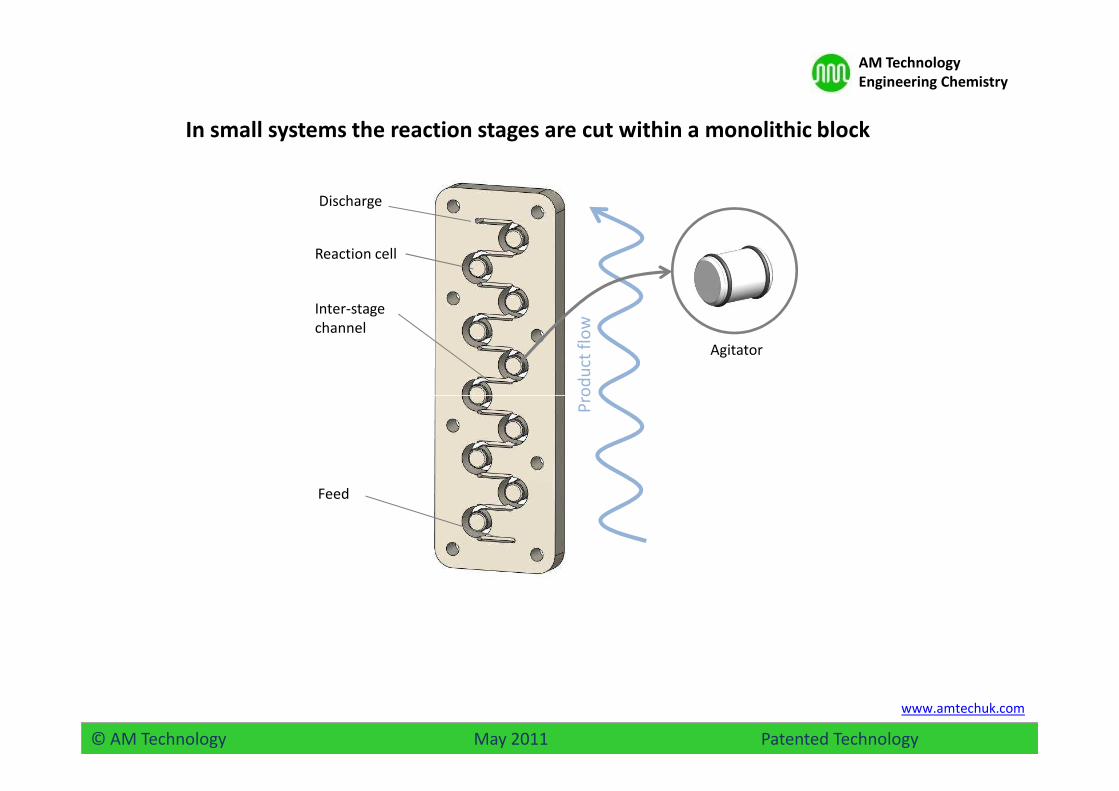
Reaction cell
Inter-stage
channel
Discharge
Agitator
In small systems the reaction stages are cut within a monolithic block
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Pro
du
ct f
low
Feed
AM Technology
Engineering Chemistry
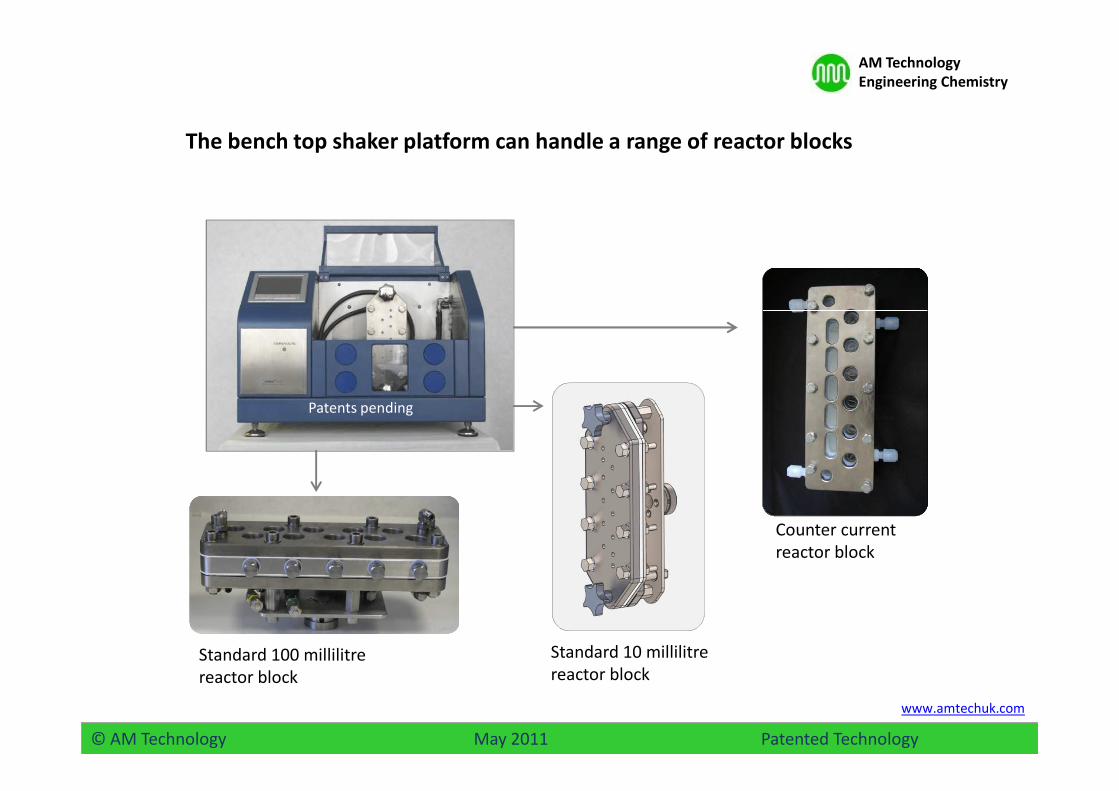
The bench top shaker platform can handle a range of reactor blocks
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Standard 100 millilitre
reactor block
Standard 10 millilitre
reactor block
Counter current
reactor block
Patents pending
AM Technology
Engineering Chemistry
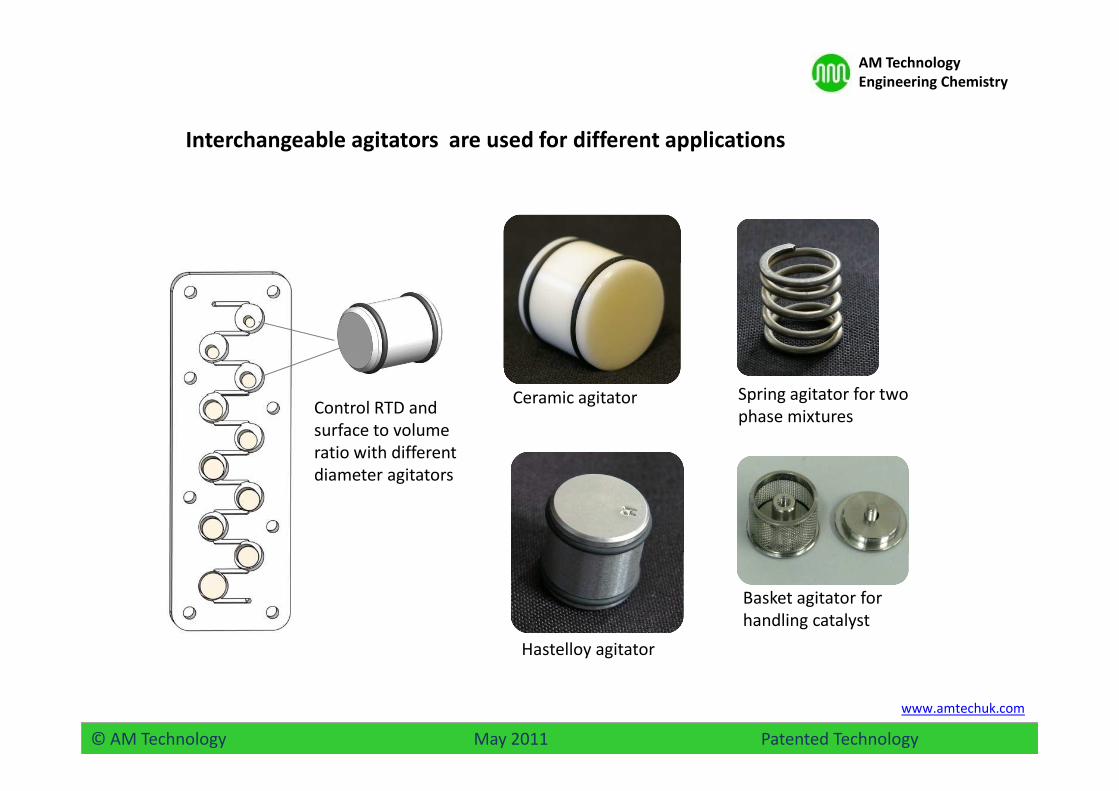
Interchangeable agitators are used for different applications
Spring agitator for two Ceramic agitator
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Control RTD and
surface to volume
ratio with different
diameter agitators
Spring agitator for two
phase mixtures
Basket agitator for
handling catalyst
Ceramic agitator
Hastelloy agitator
AM Technology
Engineering Chemistry
• Operating capacity - 1 to 10 litres
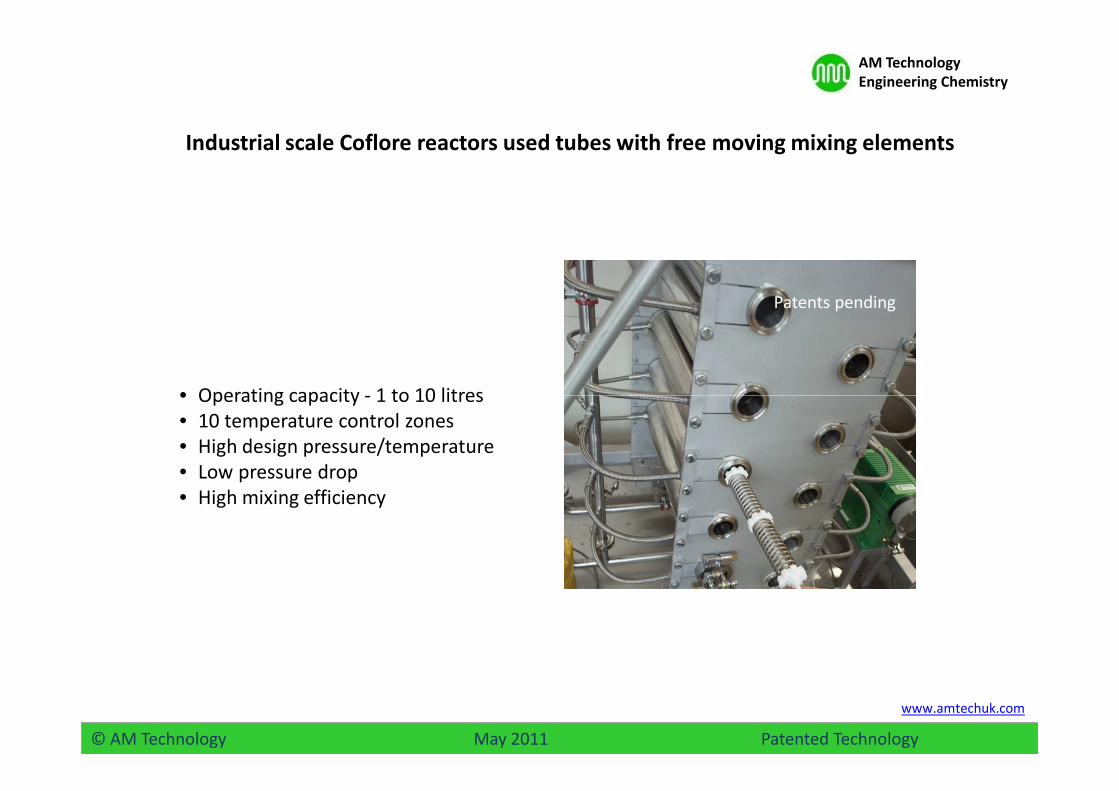
Industrial scale Coflore reactors used tubes with free moving mixing elements
Patents pending
© AM Technology May 2011 Patented Technology
www.amtechuk.com
• Operating capacity - 1 to 10 litres
• 10 temperature control zones
• High design pressure/temperature
• Low pressure drop
• High mixing efficiency

AM Technology
Engineering Chemistry
Mixing
Homogenous fluid - comparable to >4m/s in static mixer
Immiscible fluids - comparable to 400 rpm in a 1 litre
Gas/liquid comparable to >600 rpm in a 1 litre batch vessel
Coflore performance
Tests have consistently delivered good mixing, good handling of two phase
mixtures and low pressure drop
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Two phase mixtures
Slurries, immiscible liquids, gas/liquid mixtures
Pressure drop Generally less than 0.01 bar
AM Technology
Engineering Chemistry
0.6
0.7
0.8
0.9
1
Co
nv
ers
ion
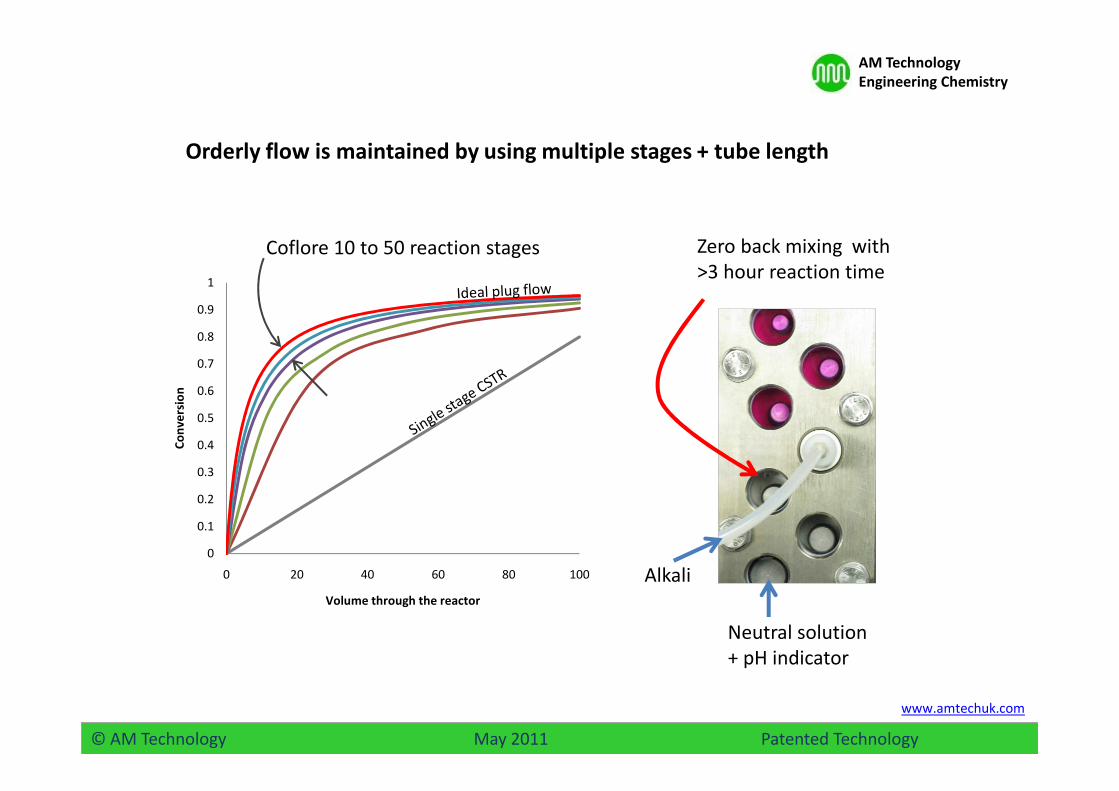
Coflore 10 to 50 reaction stages Zero back mixing with
>3 hour reaction time
Orderly flow is maintained by using multiple stages + tube length
© AM Technology May 2011 Patented Technology
www.amtechuk.com
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20 40 60 80 100
Co
nv
ers
ion
Volume through the reactor
Alkali
Neutral solution
+ pH indicator
AM Technology
Engineering Chemistry
Test results
© AM Technology May 2011 Patented Technology
www.amtechuk.com
AM Technology
Engineering Chemistry
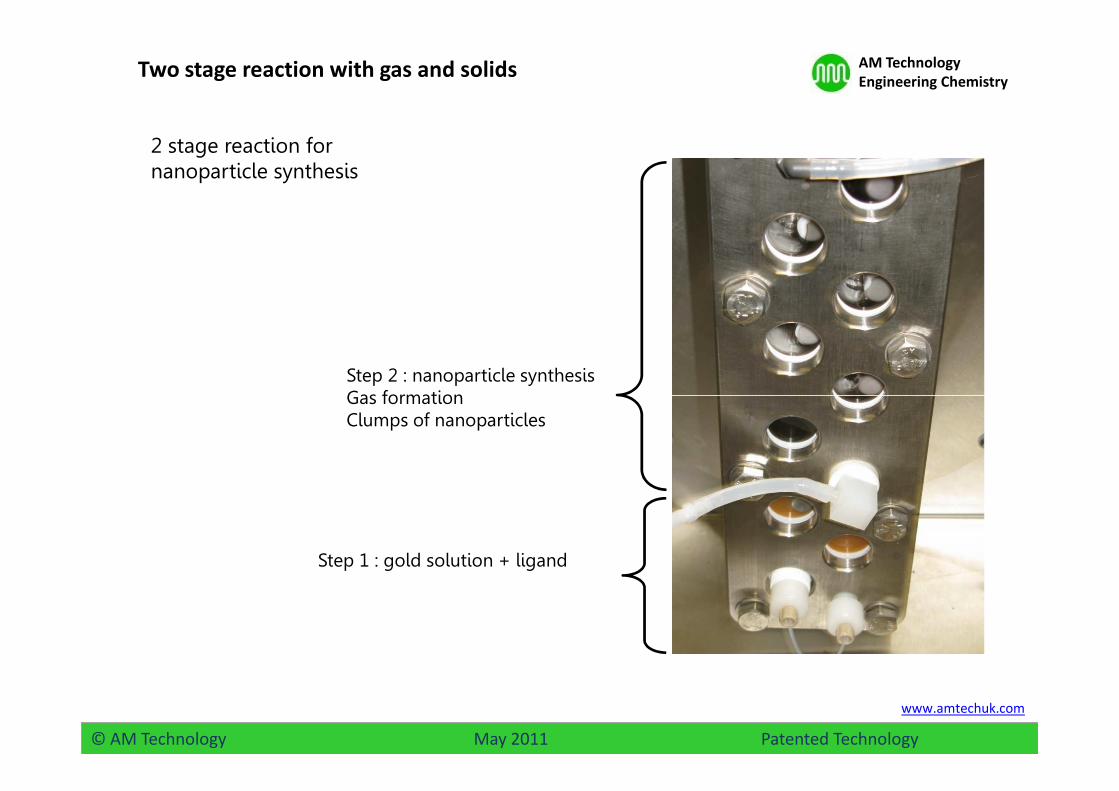
2 stage reaction for nanoparticle synthesis
Step 2 : nanoparticle synthesisGas formation
Two stage reaction with gas and solids
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Step 1 : gold solution + ligand
Gas formationClumps of nanoparticles
AM Technology
Engineering Chemistry
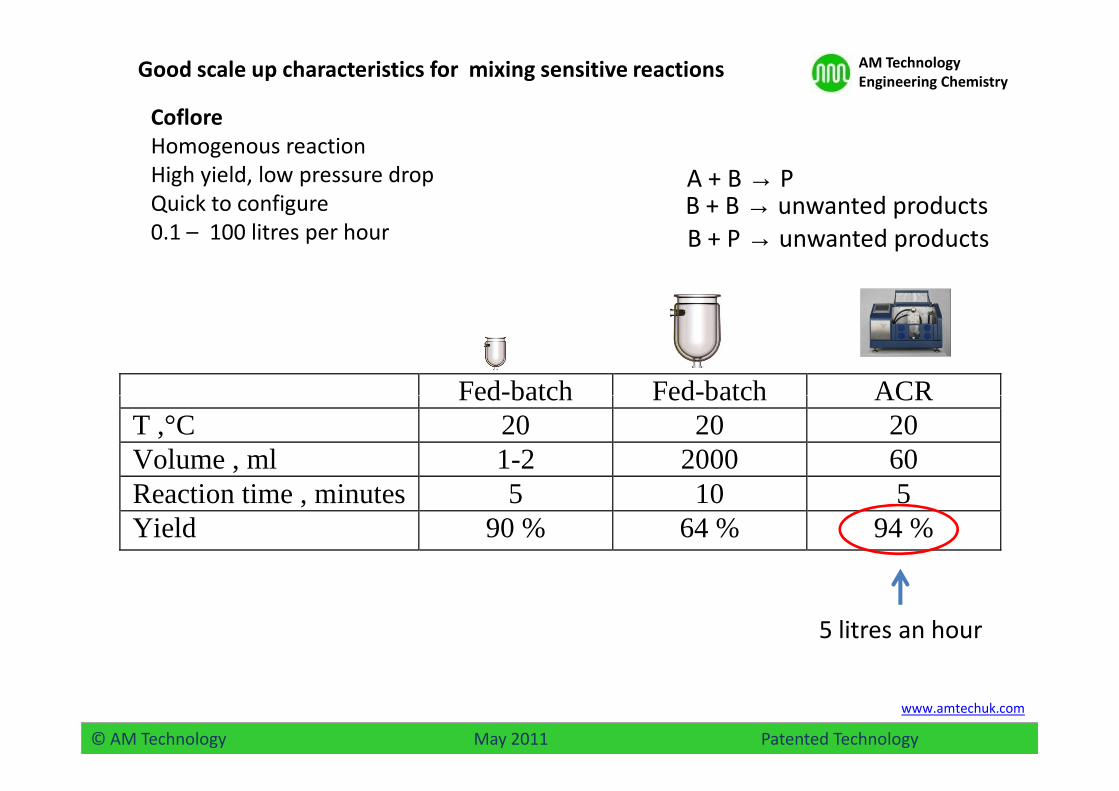
Fed-batch Fed-batch ACR
A + B → PB + B → unwanted products
B + P → unwanted products
Good scale up characteristics for mixing sensitive reactions
Coflore
Homogenous reaction
High yield, low pressure drop
Quick to configure
0.1 – 100 litres per hour
© AM Technology May 2011 Patented Technology
www.amtechuk.com
Fed-batch Fed-batch ACR T ,°C 20 20 20 Volume , ml 1-2 2000 60 Reaction time , minutes 5 10 5 Yield 90 % 64 % 94 %
5 litres an hour
AM Technology
Engineering Chemistry
60.0
80.0
100.0
Con
vers
ion,
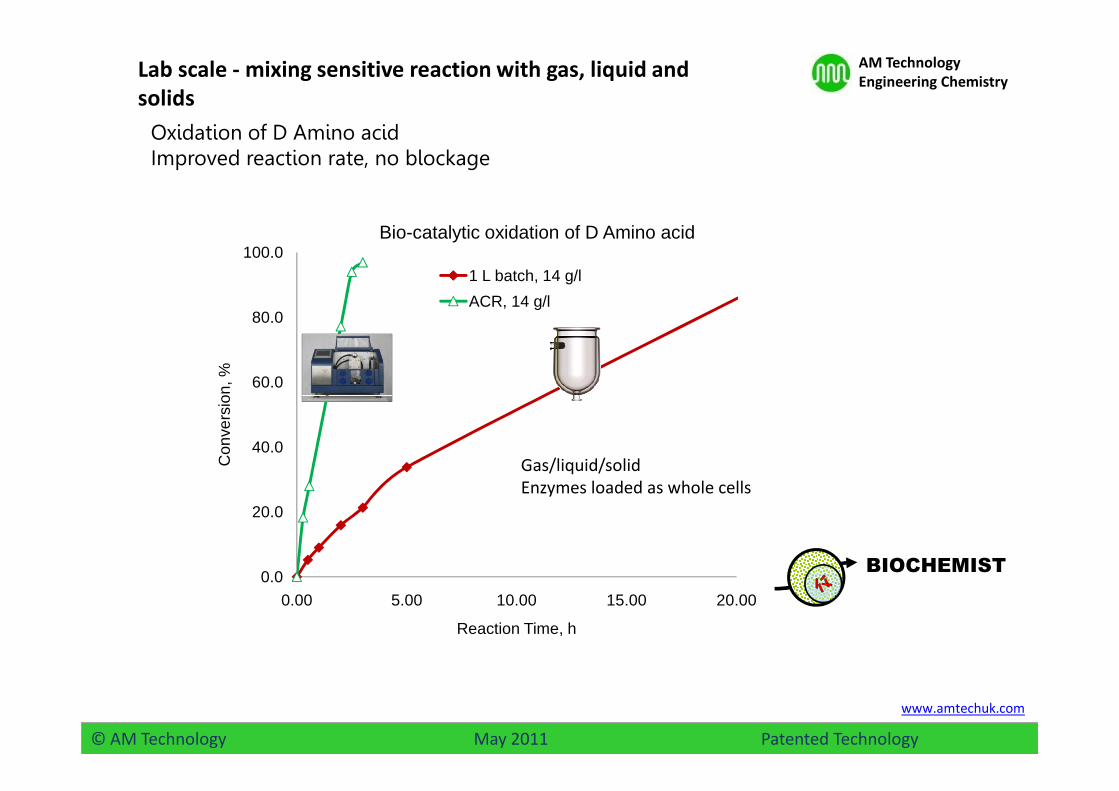
%Bio-catalytic oxidation of D Amino acid
1 L batch, 14 g/l
ACR, 14 g/l
Oxidation of D Amino acidImproved reaction rate, no blockage
Lab scale - mixing sensitive reaction with gas, liquid and
solids
© AM Technology May 2011 Patented Technology
www.amtechuk.com
BIOCHEMIST
Gas/liquid/solid
Enzymes loaded as whole cells
0.0
20.0
40.0
0.00 5.00 10.00 15.00 20.00
Con
vers
ion,
%
Reaction Time, h
AM Technology
Engineering Chemistry
60
80
100
Co
nv
ers
ion
, %
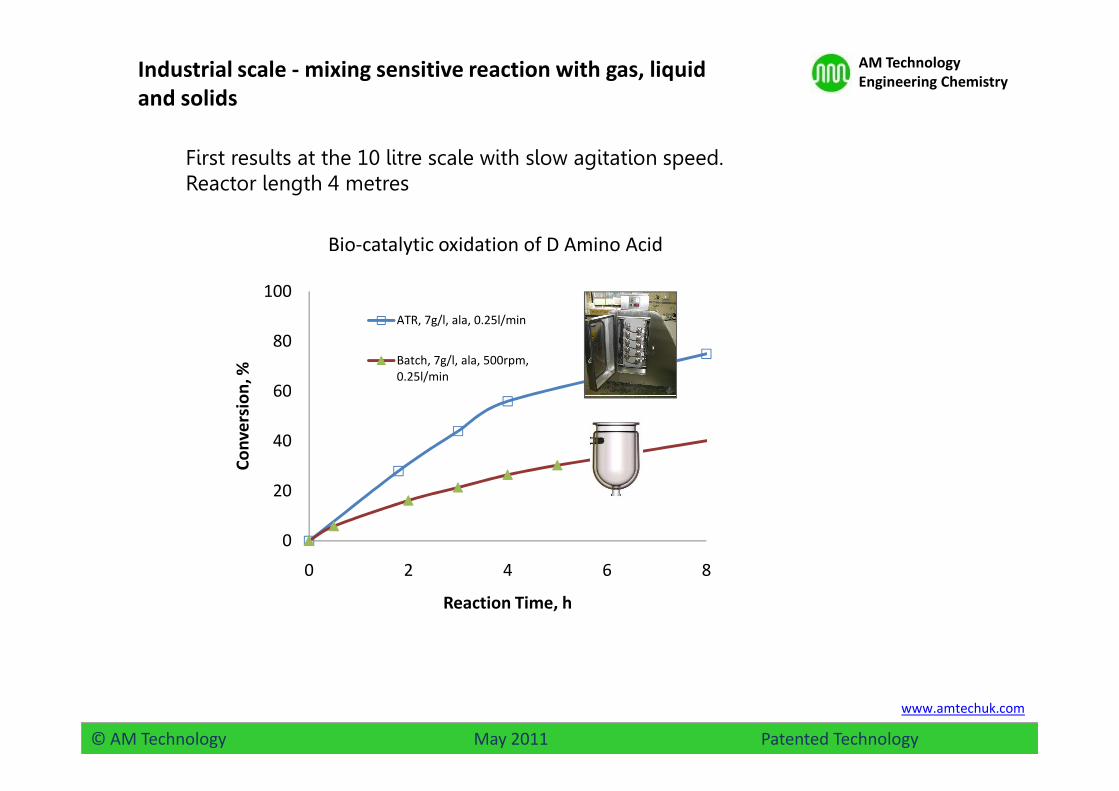
Bio-catalytic oxidation of D Amino Acid
ATR, 7g/l, ala, 0.25l/min
Batch, 7g/l, ala, 500rpm,
0.25l/min
First results at the 10 litre scale with slow agitation speed.Reactor length 4 metres
Industrial scale - mixing sensitive reaction with gas, liquid
and solids
© AM Technology May 2011 Patented Technology
www.amtechuk.com
0
20
40
60
0 2 4 6 8
Co
nv
ers
ion
, %
Reaction Time, h
AM Technology
Engineering Chemistry
Coflore reactors have handled a wide range of reactions
─ Suzuki reaction
─ Hoffmann reaction
─ Grignard reaction
─ Biocatalysis
─ Nitration
─ Hydrogenation
─ Bourne reaction
─ Oxidation of D Amino acid with live cells and oxygen
─ Emulsion polymerisation
─ N-iodomorpholinium hydroiodide salt
Coflore – test results
© AM Technology May 2011 Patented Technology
www.amtechuk.com
─ N-iodomorpholinium hydroiodide salt
─ Nano particle synthesis
─ Acid treatment of wood pulp (10% by weight, ≈ 30% by volume)
─ Counter current extraction
AM Technology
Engineering Chemistry
1. Dynamic mixing combined with stage separation deliver:
• Flexibility
• High capacity per unit length in short tubes
• Excellent mixing and good plug flow
• Low pressure drop
• Good handling of two phase mixtures
• Inherently simpler to scale up
2. Used in combination with a micro reactor, CSTR’s can deliver optimum
performance and cost for a wide range of reaction types
Conclusion
© AM Technology May 2011 Patented Technology
www.amtechuk.com
3. Historically, dynamically mixed flow reactors have been difficult to use due to the
cost and technical challenges of employing multiple dynamic mixers in small cells
and long tubes. The Coflore reactor addresses these problems and can be used for
a broad range of applications.

AM Technology
Engineering Chemistry
Thank you
© AM Technology May 2011 Patented Technology
www.amtechuk.com
AM Technology
Telephone +44 (0) 1928 51 54 54
E-mail: [email protected]




![COMPANY PROFILE...Agitated vessels Accumulators Cone roof tanks [Heat Exchangers] [Towers, Vessels and Reactors] PRODUCTS Heavy-duty band saw NC gas cutting machine Maximum weight:](https://img.pdfslide.us/doc/110x75/60f8ad02aa5a073c34565558/company-profile-agitated-vessels-accumulators-cone-roof-tanks-heat-exchangers.jpg)






















