-
ELSEVIER
Advanced Manufacturing and New Directions for Competitive
Strategy Theodore W. Schlie LEHIGH UNIVERSITY
Joel D. Goldhar ILLINOIS INSTITUTE OF TECHNOLOGY
This study examines the potential contributions that advanced
manufacturing of the firm. Most of the literature on advanced
manufacturing can make to the competitive strategy of the firm.
Porter's framework for has focused on the hypothesized or reported
benefits derived describing generic competitive strategzes in terms
of low-cost leadership, dif- from its successful implementation in
terms of cost reductions, ferentiation, and focus is a useful way
to begin looking at this linkage, and quality improvements,
inventory turns, cycle time compression, several cases of
successful implementation of advanced manufacturing in or similar
data, without explicit reference to competitive ad- U.S. companies
are examined in this light. A closer examination of these vantage.
Likewise, most of the literature on competitive strategy cases and
a deeper understanding of how companies are actually competing,
does not specifically feature the roles that advanced manu-
however, lead to some new directions proposed for further thinking
regard- facturing can play in achieving competitive advantage. We
wish ing advanced manufacturing and competitive strategy: i.e.,
dangers of dif- to explicidy address these linkages between
advanced manu- ferentiation and the advantages of pursuing low-cost
leadership at increasingly facturing and competitive strategy and
to illustrate them with higher levels of customer acceptability;
opportunities available in focusing examples from U.S. firms. We
further wish to explore some on customer valued complexity, which
takes advantage of the strengths of new directions in which these
linkages may evolve in the future. computer and information
technology; multiple niche competition as an The traditional
factory was built with mechanical technology addition to Porte~s
competitive scope situations, the potential for economies to
achieve economies of scale, and emphasized large size, high- of
scope, the synergy between economies of scale and scope, and the
volume mass production, standardized products, and repeat-
simultaneous achievement of both low cost and differentiation; and
finally ability of specialized operations. Traditional
manufacturing was advanced manufacturing competing as a service
business, j BUSN RES 1995. described as an evolutionary process,
progressing from a 33.103-114 jumbled flow job shop to a
disconnected line flow/batch pro-
cess to a connected line flow/assembly line to a continuous flow
process (Hayes and Wheelwright, 1979a, 1979b, and 1984). All too
often, however, this evolution resulted in an inflexible
T he application of Japanese management techniques and
"mechanistic" plant that minimized expenses per unit of output
computer integrated manufacturing (CIM) technology- at the
strategic cost of an inability to react to changes in market i.e.,
what we term "advanced manufacturing" in this demand, unforeseen
opportunity, or technological change
article-has fundamentally changed the function of manufac-
(Abernathy, 1978; Burns and Stalker, 1961). The end result turing
and the basis of competition in the industrial world, of "good"
process innovation was a factory with high pro- Today, human
intelligence is being replaced by machine intell- ductivity but low
response capability that became a barrier to igence and integrated
with physical machine processes. These the next round of product
innovation because that innovation changes have been accompanied by
an evolution in manu- would obsolete the existing process
investment. facturing "policy" from task specialization to
mechanization to The technological features of traditional
manufacturing dis- automation to integration, cussed previously
created a set of economic constraints that
In this study, we examine the potential contributions that
dictated a very low limit to the number of products or models
advanced manufacturing can make to the competitive strategy of
products that could be economically produced to satisfy a
given market. Traditional manufacturing posed an economic
trade-off for the manufacturing manager who was focused on
Address correspondence to Theodore W. Schlie, Rauch Business
Center, Lehigh unit costs: as product variety increased, the
benefits of econo- University, 621 Taylor Street, Bethlehem, PA
18015. mies of scale decreased. Therefore, the traditional
manager
Journal of Business Research 33, 103-114 (1995) Elsevier Science
Inc., 1995 ISSN 0148-2963/95/59.50 655 Avenue of the Americas, New
York, NY 10010 SSDI 0148-2963(94)00061-1
-
104 J Bush Res T.W. Schlie and J. D. Goldhar 1995:33:103-114
balanced scale and variety around the lowest total cost point,
ogy as the driving force. What are now known loosely asJapa- which
significantly limited the number of products or models nese
management techniques were started and developed by of products
available to customers. Toyota Motor Company as far back as the
late 1930s (Ohno,
Traditional manufacturing also accepted long cycle times as
1978; Shingo, 1981; Monden, 1983). The "Toyota Production the
"price" of "efficiency." However, if specialization and divi-
System," as it is known, was begun in order to introduce vari- sion
of labor seemed to increase efficiency in terms of direct ety into
economy of scale production systems. Taiichi Ohno labor and
equipment utilization, they did so at the expense of (1978),
developer of the just-in-time concept for Toyota, says the extended
cycle time that was needed to coordinate and inte- in the preface
to his book that:
grate the divided manufacturing operations (Lawrence and The
Toyota production system was born out of the need Lorsch, 1967).
Over time, a set of management "tools" was de- to develop a system
for manufacturing automobiles of many veloped to assist in the
coordination and integration of this ex- tended production
cycle-e.g., sales forecasting, production and different kinds in
small volumes with the same process.
inventory control systems, scheduling systems, MRP, etc. The
Over a 30-year period, Toyota improved its manufacturing pro-
utilization of these tools, however, led to significant increases
cess step-by-step, guided by just-in-time and total quality con- in
middle management and overhead personnel, which them- trol
principles that continually pushed inventory reductions selves
added still more time and cost to the operation of the and
prevention of defects at their source. manufacturing process
(Miller and Vollman, 1985). Costs that What Japanese manufacturing
has done is to make tradi- were embedded in surplus time in the
system (e.g., inventory, tional, manual production more flexible
without the driving expediting) were hidden by the traditional
accounting system force of CIM technology. These flexible
manufacturing opera- and allocated in with ~ verhead-not the
responsibility of the tions have resulted in increased product
variety and reduced plant manager (Kaplan, 1986). Time is important
for the tradi- cycle time. However, this level of improvement may
be only tional plant manager, but it's the immediacy of meeting
today's the beginning. If Toyota and other Japanese firms have
achieved production schedule within the time of 24 hours per day
that significant benefits from flexibility without using CIM
technol- is important. In order to "get the product out" in this
scale of ogy, what more will they be able to achieve as they
increasingly time, in fact, the quality of product, the maintenance
of the equip- apply CIM to their manufacturing and business
operations? ment, and the morale of the workers were routinely
sacrificed. In too many instances, we in the United States have
been Because scrap/rework again went into overhead, new equip-
arguing after the fact-for a change in competitive strategies ment
was an investment decision, and worker morale was not based on the
flexibility inherent in CIM technology. Toyota and considered to be
particularly relevant outside of union con- other Japanese firms
illustrate the potential power of the oppo- tract negotiations,
this is not surprising, site approach-that firms with competitive
strategies already
As overhead-intensive, economy of scale manufacturing based on
fast response and flexibility will find that CIM tech- operations
in the United States began to be challenged by lower nology fits
more easily and effectively into their operations and cost foreign
competition, one perceived solution was to reduce has much greater
impact. costs by eliminating possible sources of complexity and
confu- Our belief is that the application of Japanese management
sion and to simplify manufacturing processes (Schonberger,
techniques and CIM technology to all aspects of manufactur- 1987).
One result of this trend was the focused factory or plant- ing,
including physical process control, materials handling,
within-a-plant, in which smaller-scale manufacturing systems
production planning and control, and the entire knowledge focus on
specific products at different stages in their life cycles, work
cycle of design, production, and distribution, has begun on key
elements of production that are important, and on a to change the
economics of manufacturing in some industries limited number of
tasks that they can do well (Skinner, 1986; from economies of scale
to indude economies of scope. Goldhar Hill, 1989). Although
focusing removed much complexity and andJelinek (1983), for
example, describe an "economy-of-scope" some overhead from
manufacturing, at the same time it re- factory that can produce a
continuous stream of different prod- stricted the variety of
products produced and the rate of change uct designs at the same
(or lower) costs as an equal-size stream in product design, of
identical products in the traditional technology factory with
Today, much of traditional U.S. manufacturing has been made
economies of scale. The "economy-of-scope" factory derives its less
competitive by a combination of Japanese manufacturing competitive
advantage from the flexibility it has, and by the va- management
techniques and CIM technology, including famil- riety of different
tasks it can perform and the speed with which iar acronyms such as
CAD, CAM, CAE, FMS, CNC, etc. (Soci- it can change product designs
and production mix. Economies ety of Manufacturing Engineers, 1987,
1988). There is much of scope allow a relaxation of the traditional
constraints of documentation of Japanese manufacturing management
and its manufacturing, and begin to change the trade-offs between
vol- accomplishments available (Abegglen and Stalk, 1985; Schon-
ume and variety, and between costs and flexibility. In the "in-
berger, 1982; Weiss, 1984), and it need not be repeated here.
telligent factory" of the future, variety and innovation will no An
important point to note, however, is that even before World longer
have to be traded off against productivity and will be- War I1,
Japanese manufacturing was moving in the direction come instead the
preferred way to compete in the evolving global of product variety
and process flexibility without CIM technol- marketplace for many
consumer and industrial products.
-
Advanced Manufacturing and Competitive Strategy J Busn Res ] 0 5
1995:33:103-114
Advanced Manufacturing and ing function and the application of
advanced manufacturing Competitive Strategy management and
technology.
Schlie has developed a list of eight generic competitive ad- In
order to compete with the Japanese, U.S. firms are going to
vantages that can create customer value. In brief, customers have
to take advantage of the opportunities that advanced choose one
product or service over competing alternatives be- manufacturing
flexibility provides and formulate and imple- cause: ment
competitive strategies that are based on or feature ad- vanced
manufacturing attributes. A linkage must be developed the price is
lower; between production operations and technology and the corn-
the quality is higher, either petitive strategy of the firm or
business unit. higher reliability at a given level of performance,
or
Many scholars (Christensen et al., 1982; Andrews, 1987; higher
level of performance; Chandler, 1962; Mintzberg, 1987, 1988) have
contributed to availability is sooner or reliably on time; the
concept of "strategy," but "competitive strategy" is a con-
customer service is better; cept that is perhaps most closely
associated with Michael E. attractiveness is greater; Porter, who
expresses it as follows: awareness is greater;
long-term relationships are important; or Essentially,
developing a competitive strategy is developing
sociopsycholo~cal-political-cultural factors are important. a broad
formula for how a business is going to compete, what
its goal should be, and what policies will be needed to carry
Porter's low-cost leadership strategy operates through the corn-
out those goals (Porter, 1980, p.xvi), petitive advantage of price,
and differentiation operates through
Porter organizes the universe of competitive strategies into
three any of the other seven. Customers usually set parameters for
generic types-low-cost leadership, differentiation, and focus-
certain of the previous advantages (won't go above a certain plus a
dysfunctional "stuck-in-the-middle" category. Competi- price or
below a certain level of quality) and then shop around tive
strategies are implemented via "policies" that direct and and
decide on the basis of the advantage they value the most. govern
the functional activities of the firm such as R&D, man- Schlie
has used the above structure to study a number of ufacturing,
marketing, and sales. Porter (1985) organizes all of cases of
successful implementation of advanced manufacturing the firm's
activities in his model of the value chain, and a firm in U.S.
firms. These cases are used here to illustrate some of gains
competitive advantage by performing value chain activi- the above
lineages between advanced manufacturing and com- ties cheaper or
better or differently than its competitors and petitive strategy.
Basic facts about the companies studied are by managing linkages
among its value chain activities or be- summarized in Table 1.
tween its value chain activities and those of its suppliers or cus-
Company A is a large (Fortune 100) public firm involved tomers, in
many businesses or industries. In this case, advanced
A framework for linking competitive strategy and advanced
manufacturing in large, heavy defense products was the sub-
manufacturing has been developed and used by Schlie (1985, ject of
the case, and the major processes were metal machining 1987) in a
number of studies of international competitiveness and assembly.
Company B is a medium-sized (annual sales in and a number of cases
of successful implementation of advanced the hundreds of millions),
privately held company making con- manufacturing in U.S. firms. The
linkage is built upon assum- sumer products in the home appliance
area. The processes ing that the generic goal of industrial firms
in market econo- looked at in the case included plastic injection
molding, small mies is competitiveness, and defining
competitiveness as follows: motor assembly, and final product
assembly. Company C is
a small (annual sales less than $100 million), family owned (for
Competitiveness is the ability to get customers to choose your most
of its life) company making complex, customized ma- products or
services over competing alternatives on a sus- chinery components,
and involved in custom metal machining tainable basis, and assembly
processes. Company D is again a large (Fortune
100) public company involved in many businesses. In this case,
The competitiveness of a firm is determined then by its cus-
electronics assembly processes for the manufacture of small,
tomers: complex consumer products were the subject of the case
study.
Competitiveness is a collective decision made by the cus-
Company E is a medium-sized, privately held company mak- tomers of
products or services when they choose one prod- ing a single
consumer product. The processes examined in this uct or service
over competing alternatives, for reasons which case were metal
machining of engine parts and engine assem- are satisfied by firms
in applying their competitive strategies bly. Company F is a large
(Fortune 100) public company in-
volved in a few, distinct businesses. The case dealt with de-
through the implementation of functional policies, lense products
and included metal machining of large heavy
The reasons why customers choose one competing product or parts
and composites structures fabrication and curing. Finally, service
over others are competitive advantages, and one means Company G is
a large (Fortune 200) public company involved of achieving
competitive advantage is through the manufactur- in many
businesses/industries, including making parts for cer-
-
106 J Busn Res T.W. Schlie and J. D. Goldhar 1995:33:103-114
Table 1. Firm Characteristics
Company Single/Multi Processes Ownership a Size Product Industry
Firm
A Public Large Defense Multi Metal machining and assembly
B Private Medium Consumer Single Plastics molding, small motor
assembly, and
final product assembly C Private Small Machinery Single
Custom metal machining and assembly Component D Public Large
Consumer Multi
Electronic assembly E Private Medium Consumer Single
Metal machining and assembly F Public Large Defense Multi
Metal machining; composites fabrication and curing
G Public Large Consumer Multi Materials processing, forming, and
fabrication Electronic parts
a Two of the privately held companies had recently gone through
leveraged buyouts and are owned or controlled by management.
tain consumer electronics products. The processes studied in
brand name awareness. The strategy included not only the im- the
case included materials processing, forming, and fabrication,
plementation of CIM technology to significantly lower costs
while
In all of these cases, advanced manufacturing is an integral
maintaining/improving quality, but also a complete redesign
contributor to the achievement of the companies' competitive of the
product to both: (1) make it more manufacturable and advantages. In
at least one case, advanced manufacturing is the (2) significantly
improve it by cutting its weight almost in half direct source of
competitive advantage. The competitive advan- and greatly enhancing
its ease-of-use. tages achieved by these companies are discussed
and described Company C was also pursuing a focused differentiation
later, strategy based on product availability (lowering custom
design
The threat of competition, domestic (companies B, C, and and
machining cycle times) and enhanced customer service and F) and
Japanese (companies D, E, and G), was the primary moti-
responsiveness. Company C's products are customized ma- vator for
investing in advanced manufacturing. All of the corn- chinery
components that can be a critical part of OEM cus- panics, of
course, in entering into their CIM investments wanted tomers'
machines. In this market, high quality in terms of dimen- to
increase productivity, reduce inventory, reduce direct labor,
sional tolerances and reasonable prices are necessary just to
reduce cycle times, increase quality, and so on, and all of them be
in the competitive ball game. Company C's strategy included
achieved significant gains in these areas. Yet, when talking to
extensive upgrading, expansion, and integration of the prod-
executives in these companies, it was the threat of competition-
uct design process, including the ability to store, catalogue, and
domestic and Japanese-that was at the heart of their efforts,
retrieve design features so that not everything had to be de-
The one possible exception was in the Company A defense signed
from a zero base, real time integration with CNC machin- products
case. Competition does exist in defense contracting, ing operations
on the factory floor, and some integration with but once a contract
is awarded the awardee has a clear advan- parts/materials inventory
and order processing. An additional tage in continuing and
enhancing its position as long as the mill- element that was very
intriguing was an expert system that cus- tary customer is
satisfied with its performance. In this case, the tomers could use
to help in designing their own, customized immediate and primary
motivation for Company A investing components. in advanced
manufacturing was to achieve productivity gains Company D credits
its efforts in advanced manufacturing and avoid investment costs
otherwise necessary to reach sub- for it being the sole remaining
U.S. survivor- and world leader- stantial increases in output. The
company was not shy, how- in a product line now otherwise dominated
by the Japanese. ever, about pointing out its achievements in
quality and on- An advanced CIM system is simultaneously increasing
the reli- time delivery to its military customer, and in a
fundamental ability of Company D's products and enabling it to
operate with sense was working to preempt any competition, a
lot-size-of-one flexibility. In addition, order processing has
In the Company B case, which concerned a consumer prod- been
electronically integrated with the CIM scheduling system, uct in
the home appliance area, advanced manufacturing was allowing
production to order and shipment of one-of-a-kind being used to
lower the cost penalty (and resultant price products within 24
hours of the placement of the order. The premium) associated with
its focused differentiation strategy combination of flexibility and
24-hour production to order based on high product quality
(durability and ease-of-use) and lowers costs significantly through
inventory and paperwork
-
Advanced Manufacturing and Competitive Strategy J Busn Res 107
1995:33:103-114
reductions and by preempting the possibility of order changes,
lie's administrative innovations would be considered Japanese
Advanced manufacturing has also given Company D many op- management
techniques. tions to pursue in maintaining or increasing their
leadership Schlie's cases also strongly suggest that U.S. firms
which have position in this product line. successfully implemented
CIM technology have also imple-
Company E has in recent years competed on the basis of mented
several Japanese management techniques, either preced- focused
differentiation, based on the attractiveness of its prod- ing or in
parallel with the CIM implementation. In all of the uct design and
its brand name image and allure. Yet, 10 years cases, companies had
accepted and were emphasizingJIT, TQC, ago they almost went out of
business due to Japanese competi- and various forms of workforce
participation to varying degrees. tion and problems in their own
manufacturing operations that Kanban (pull) scheduling of
production was less utilized, but were producing products with
declining reliability at greater is complicated by differences in
manufacturing to order versus and greater cost. Advanced
manufacturing for Company E in- stock, and by differences in
capacity utilization and market de- cluded very basic process
redesign and control, quality con- mand among the cases (Schlie,
1989). Implementing these trol (SPC), and some new CIM technology
that lowered manufac- management techniques successfully can lead
to significant and turing costs and raised product reliability to
the point where immediate benefits in many U.S. companies. Indeed,
in two of they now compete very successfully with the Japanese in
their Schlie's cases where the implementation of Japanese manage-
market segment, ment techniques preceded the implementation of CIM
technol-
For Company F, an aerospace major subcontractor, advanced ogy,
there is the strong belief that much of the bottom line
manufacturing is their direct source of competitive advantage,
benefits so far achieved have resulted from the management their
differentiating uniqueness. In sum, they are pursuing ad- changes
rather than the CIM technology! vanced manufacturing to give them
capabilities that no other When Japanese management techniques are
pursued blindly competitor (or prime contractor customer) has or
can dupli- or superficially, however, some unforeseen problems can
re- cate. These capabilities translate into higher quality
(dimensional suit-particularly in reducing inventory and in raising
quality tolerances, for the most part) at much lower costs that
preempt levels. For example, automated CIM systems normally need
competitive challenges, higher conformance quality parts/components
so that feeders
Finally, Company G is pursuing advanced manufacturing don't jam
and parts can be assembled by robots. Japanese prac- just to be
able to stay in the competitive ball game with theJap- tices in
"partnering" with vendors have demonstrated how the anese. The key
to competition in this business at the moment quality of incoming
parts can be significantly raised and at the is product reliability
(number of defects), which is significantly same time costs lowered
and delivery time improved. Yet some affected by innumerable
material and process variables in very early attempts by U.S. OEM's
to blindly implement JIT delivery demanding material process and
forming operations. Advanced from suppliers only resulted in JIT
warehouses, declining con- manufacturing technology has lowered
labor costs and cycle formance quality, and increased tensions
between the would-be times, but mostly it has played an essential
role in enhanced "partners." process understanding and
control-thereby lowering prod- Inventories do have a purpose. They
function as insurance uct defects. This saves scrap costs, but its
real value lies in keep- against the possibility of running out of
an item or material and ing very demanding customers satisfied. At
this point, Corn- the resultant costs that would be incurred. Like
any insurance, pany G is trying to keep up with Japanese product
reliability, a premium in the form of carrying or holding costs
must be hoping in the future to be able to surpass them and achieve
paid. Surely American manufacturing has been guilty of hold-
differentiation on the basis of product innovation and customer ing
too much inventory insurance, particularly in WIP, and ef- service,
forts to reduce this insurance are producing great benefits not
These cases also illustrate both the synergistic synthesis that
only in premium reductions but also in identifying underlying
exists between Japanese management techniques and CIM tech-
problems and having the chance to remedy them. But doing nology,
and some potential dangers of blindly or superficially away with
all insurance in the manufacturing process may be copying portions
of Japanese practices and pushing things too going too far. far.
The separate treatment of Japanese manufacturing manage- What must
be remembered is that reducing WIP leaves the ment techniques and
CIM technology has been evident in many process more vulnerable to
things that can and will go wrong. conferences and publications
that have addressed advanced The Japanese recognize this and make
every attempt to fool- manufacturing (Schonberger, 1982, 1986;
Ciampa, 1988; Grieco, proof their systems against disruption, and
use warning lights 1987; Hall, 1987). Yet both Japanese management
and CIM tech- and/or other mechanisms to focus all attention on a
process- nology have in common a fundamental reason for being-i.e.,
stopping problem when it does occur. They also, however,
flexibility. Moreover, Ettlie (1988) has shown that the simul-
schedule their production below full capacity so that if the pro-
taneous adoption of technological and administrative innova- cess
does go down, the day's schedule can still be met if the tion in
manufacturing-"simultaneous innovation"-succeeds to problem can be
resolved. a much greater extent than technological innovation
adopted More fundamentally it seems, the Japanese have a
"liberated" without the accompanying administrative changes. Most
of Ett- view of idle t ime- machine idle time or human idle time.
They
-
108 J Busn Res T.W. Schlie and J. D. Goldhar 1995:33:103-I
14
accept it in the trade-off against lower WIP and higher quality,
but are apart from t h e m - factors that may constitute a discon-
They do try to keep their people busy during idle times with
tinuous change in the business environment. Factors such as routine
maintenance, housekeeping, training, and other skill shorter and
shorter product life cycles, especially in high tech- enhancing
activities, but they do not have a fetish for keeping nology
products; greater product diversity and variety serving machines or
people operating. Although some U.S. manufac- markets that are
fragmenting into unprecedented niches, at the turers may have
accepted the wisdom of this approach in their same time that global
products and global markets are very head, it is still very
difficult for them to accept idle time in their popular terms;
increasing worldwide competition from diverse gut. But until
constructive idle time and scheduling below full sources using
diverse competitive strategies and tactics; wide- capacity become
part of theJIT equation, a handbook approach spread and
increasingly fast imitation (sometimes illegal) and to WIP
reduction may run into problems, improvement of products and
processes; and increasingly so-
Much the same thing may be true of the wholehearted en-
phisticated and demanding customers that may nevertheless dorsement
of quality that is evident in many U.S. manufacturers need more
education and services to effectively use what they today.
Considerable confusion exists between the ideals of purchase.
defect-free conformance to quality standards and raising per-
formance standards or design specifications, particularly with
The Dangers of Differentiation respect to dimensional tolerances.
In the first instance, quality may indeed be "free" as the benefits
of scrap and rework reduc- In a recent article, Kenichi Ohmae
(1988) took Japanese bus- tions, warranty cost reductions, and less
customer dissatisfac- inessmen to task for continuing to follow
low-cost leadership tion more than outweigh the added costs of a
zero defects strategies based on economies of scale, learning
curves, market investment. But raising performance standards-part
icularly share, and low prices. His basic point was that large
parts of dimensional tolerances- is a different matter. Higher
quality per- Japanese industry had progressed beyond the point
where they formance standards often can be achieved only at greater
costs, needed to rely on low-cost-low-price strategies; they now
had and therefore must be examined in terms of customer value, the
capabilities and the resources that afforded them the op- As one
executive noted to Schlie, "The dip stick hole (in an en- portunity
to play in the (implied) higher level strategic game gine block)
doesn't need to be drilled to the same tolerance as of
differentiation in which the higher quality or the faster in- the
piston cylinders!" troduction and delivery of Japanese products
could earn them
When an unrestrained and unspecified drive for increased a price
premium and much greater profits. "quality" runs rampant however,
this type of thing can happen. What causes some discomfort with
this argument is the as- In one of Schlie's cases, the company
found that tighter dimen- sumption that Japanese success is built
on a low-cost leader- sional tolerances designed by their engineers
for a machined ship strategy. When one looks at the history of
Japanese com- part to be assembled into a product would result in
40 more petition in industry after industry, one sees elements of
both minutes of machine time on a cutting operation. When they low
cost and differentiation. Japanese enter the U.S. television
examined the need for this tighter specification closely from
market with low price black and white TVs, but are the first the
perspective of customer value and the conformance quality to
introduce solid state electronics to color TV and to gain per- of
the assembled product, however, they found that any in- formance
recognition in picture quality and product reliabil- creases were
irrelevant or negligible. In another of Schlie's cases, ity.
Japanese motorcycle manufacturers define new market seg- the only
way in which progress toward six sigma quality tar- ments in the
United States, but they also outperform U.S. gets on dimensional
tolerances of machined parts could be competitors and are sold at
lower prices. Japanese automobiles achieved was to redesign the
total, assembled product in such enter the U.S. market with both
high performance and low cost, a way that the tolerance
requirements of the individual parts win performance awards, and
are noted for their low defect could be relaxed! rate, durability,
and innovation. In case after case, Japanese prod-
ucts appear to exhibit aspects of both differentiation and
low-
New Directions for Competitive cost leadership! According to
Porter (1985, p. 13), it is only "rarely possible"
Strategy for a firm to successfully pursue more than one generic
com- As a result of extensive thinking about these and other cases
petitive strategy at a t ime - i.e., to be both a low-cost leader
and that relate to interrelationships between advanced manufactur-
differentiated. To some extent there may be logical explana- ing
and competitive strategy, we offer here four additional con- tions
for this seeming inconsistency, but still the nagging ques-
siderations to be added to our previous discussion. These four tion
remains: the Japanese seem to be able to produce many additional
considerations are presented under the headings of: goods at less
cost than we can, and at the same time they also the dangers of
differentiation; focusing on customer valued com- seem to be
continually raising product performance levels (al- plexity;
multiple niche competition; and manufacturing com- most always a
trade-offwith costs), introducing more new prod- peting as a
service business, ucts faster, and often supplying better customer
service along
Our thinking has been motivated in part by a set of factors with
the new products! How can they achieve both low cost that are
related to developments in advanced manufacturing and
differentiation at the same time?
-
Advanced Manufacturing and Competitive Strategy J Busn Res 109
1995:33:103-114
Several of Schlie's cases raise the same questions. Some of
threshold of acceptability and competing on low cost-low price,
them (Companies B, C, and E) are pursuing strategies that can these
companies accomplish two things: be adequately described and
explained in traditional Porter
1. They preempt any competitor from imitating a differen- terms
of focused differentiation. But in other cases (Compa- tiating
uniqueness and catching up. The competitor must nies A, D, and G),
Porter's terms do not work so well. (Com- also be able to do so at
low cost or lose money on each pany F will be discussed later.) In
each of these other cases, the companies seem to be pursuing both
low cost and several transaction. Faced with companies who are
continuously
offering higher quality, faster delivery, better service, or
aspects of differentiation such as higher performance, greater
reliability, or faster delivery, either to preempt or catch up with
other differentiating features at a low price, competitors
often give up in despair of ever catching up to- le t alone
competition, surpassing-this type of juggernaut.
This seeming paradox can perhaps be resolved if we pay 2. They
avoid a key danger of differentiation that occurs more attention to
two important details about differentiation
as soon as competitors have successfully imitated the and
low-cost leadership that Porter mentions but which are
uniqueness on which the differentiation strategy is based. often
overlooked or underappreciated. The first detail is that At that
point, competition returns to cost-price. When a "uniqueness" is
the heart of a differentiation strategy. Unique- the basis for
competition suddenly changes from differ- ness is probably a little
bit like pregnancy-a firm's basis for differentiation is either
unique or it's not; it's hard to be a little entiation to low-cost
leadership in these situations, the bit unique. Moreover, the
standard for being unique is rather pioneer who, for a time, was
uniquely differentiated may
be ill-prepared to make the switch. Companies who avoid
rigorous-as soon as one other competitor has the same or a similar
uniqueness, it is no longer unique! this danger are not faced with
the wrenching change of
It is true that Porter's (1985, p. 37) exact words refer to
some- converting their corporate culture, their method of oper-
thing that is "perceived.. . [by the customer] as being unique."
ations, their control and reward systems, etc. from those
Nevertheless, with increasingly sophisticated customers and of a
differentiated competitor to those of a low cost corn-
widespread competition, perceptions of uniqueness must be
petitor. increasingly corresponding to reality. (One exception to
this In reflecting on the dangers of differentiation, it would ap-
may be brand name identity or image as a source of perceived pear
that we in business/management schools have played a uniqueness,
one aspect of the awareness competitive advantage.) part in perhaps
overemphasizing the importance of differenti-
The second detail that Porter (1985, p. 13) points out is that
ation strategies and underemphasizing low cost leadership. For the
successful low cost competitor cannot reduce the differen- example,
in an earlier article, we (Schlie and Goldhar, 1989, tiation
parameters of competition below a threshold of com- p. 38) had
argued that:
parability or acceptability held by customers-i.e., in terms of
1. CIM technology greatly enlarges the scope of differentia-
reliability, performance levels, availability, customer service,
etc. tion possibilities- the scope of competitive advantage- that
cannot fall below acceptable levels as perceived by the cus- that
can be achieved through manufacturing; and at the tomer. If they
do, the low-cost competitor becomes regarded
same time. as a discount competitor or a manufacturer of
low-quality goods.
Whereas Porter warned against low-cost leaders falling be- 2.
CIM technology, because of its flexibility, lowers the cost low a
customer threshold of acceptability/comparability, it is penalty
for differentiation achievable through manu-
facturing-in some cases may lower it on a par with or also
clear-particularly in recent years-that U.S. customers' ex- below
the costs of a large scale competitor pursuing a pectations of what
constitutes acceptable levels of quality, deliv- low cost
leadership strategy with dedicated automation ery, service and
other differentiating parameters have been sig- nificantly
rising-often being driven up by foreign competition,
technology.
Thus a great deal of competition that at first appears to be It
is differentiation that has captured most of the attention, the
based on differentiation because it involves higher performance
glamour, the creativity of the academic community; low-cost levels
or new features, may actually be low-cost competition leadership
has a more mundane, grubby quality. Perhaps this at increasingly
higher thresholds of acceptability for differenti- article will
stimulate new interest in this area. ation parameters valued by
customers. This interpretation helps to explain how the Japanese
and some of Schlie's cases are com- Focussing o n Customer-Valued
peting in terms of competitive strategy. These companies are C o m
p l e x i t y continuously leaders in offering unique advantages in
quality, delivery, service, and other differentiating features, but
instead Our second consideration concerns the extreme devotion to
of competing on the basis of differentiation and seeking a price
Japanese manufacturing management techniques exhibited by premium
for their customer-valued uniqueness, they prefer to some experts
in the field-and in particular the prescription convert their
uniqueness into an ever higher threshold of cus- for process
"simplicity." As indicated earlier, the Japanese de- tomer
acceptability and compete on the basis of low cost-low veloped and
implemented their manufacturing management sys- price at that
threshold. By continuously raising the customer tems over a long
period of time. Emulating what they accom-
-
110 J Busn Res T.W. Schlie and J. D. Goldhar 1995:33:103-I
14
plished 20-30 years ago may be a necessary condition to In order
for this to happen, of course, we must move from compete, but is is
far from sufficient. Those, in particular, who manufacturing
engineering to manufacturing science so we focus exclusively or
primarily on "simplicity" (Schonberger, know why and h o w - i n
addition to what-fabricat ion and as- 1987) are in danger of
fighting the competitive war of the fu- sembly phenomena occur. We
must also be able to transfer this ture with the weapons of the
battlefield of 20-30 years ago. knowledge to software code, and to
have the sensors and feed-
There is much to gain from applying Japanese management back
controls, the tooling, the clean rooms, and so forth, that
principles like just-in-time production and total quality con- will
enable us to create these systems of the future. trol, and because
we can learn from mistakes the Japanese made But these are the
areas in which we need to be focusing our it need not take us
nearly as long to put them effectively into firms' and our nation's
effor ts-not on simplicity. Process com- practice. Moreover, the
big gains from these techniques un- plexity, of course, must be
used to produce unique customer doubtedly occur toward the
beginning of their effective im- value in product form. No amount
of high-tech sophistication plementation. The Japanese may strive
for continual improve- will work if customers don't value what is
being produced, and ment in reducing work-in-process or product
defects, but the if the same customer value can be produced with a
simpler law of diminishing returns suggests that their marginal
gains process, there is no advantage in complexity. But some mar-
will be increasingly smaller as they approach zero inventories kets
appear to be fragmenting and the scope of customer values or zero
defects, that can be economically satisfied through computer
controlled
The concept of simplification, however, is more problematic
complex manufacturing processes is growing ever larger. and is a
two-edged sword. Simplification is necessary for man- Such process
complexity, once put into place and operating ual production
systems. It is necessary for employees to un- effectively, may even
- in the future- turn around the traditional derstand the system
and to participate in making it operate more logic of new product
development project selection. Tradition- effectively. It is
necessary because the data processing capacity ally new products
have been identified based on the firm's of the human brain is
limited in terms of both the amounts perceived product design or
market strengths. Advanced of data it can retain in memory and its
speed of processing, manufacturing today means designing those new
products to The more complex the process, the more the data and the
faster be manufacturable. In one of Schlie's cases, however, the
exis- that data needs to be processed in order to keep the process
tence of a successfully operatingCIM/FMS system had prompted under
control. Humans simply can't handle it. the firm to approach new
product identification from the other
Computers, however, can not only handle large amounts of
direction-i.e. , to ask, what other products could we make on data
and high rates of data processing, that is their strength! our
CIM/FMS system that are or would be difficult to make It is true
that applying CIM automation to traditional manufac- using
traditional manufacturing technology? turing processes that are not
under control and plagued with
waste, long cycle times, and missing or inaccurate data has been
Mult ip le Niche Competition notoriously unsuccessful. As anyone
familiar with the GIGO phenomenon can attest to, in this kind of
situation the corn- Although Porter, as indicated earlier, spoke of
three generic puter will only get you the wrong answer faster or
perform a competitive strategies-low-cost leadership,
differentiation, and non-value adding activity more precisely.
Therefore simplica- focus -we argue that the focus strategy is more
an element of tion of the process is often prescribed as being a
necessary competitive scope than a strategy in and of itself. The
initial precondition to CIM automation. This simplification is not
for two strategies were actually industrywide low cost leadership
its own sake, however, but to get processes under control and and
industrywide differentiation, whereas the so-called focus make them
waste-free, timely, and accurate before applying CIM strategy was
subsequently divided by Porter into focused low- automation. To
argue for simplification for its own sake ignores cost leadership
and focused differentiation. Therefore, Porter's perhaps our
nation's greatest asset in manufacturing- our tech- framework of
generic strategies can be more profitably viewed nological strength
in computers, software, and information tech- in terms of two
generic strategies-low-cost leadership and nology in general,
differentiation-applied to two competitive scope si tuations-
Moreover, a simple manufacturing capability is likely to be
industrywide competitive and focused compet i t ion-see Fig- able
to be simply cop ied - and gone one better by a competitor ure 1A.
In this section of the article we propose to add a third who does
take advantage of the strengths of computers and in- competitive
scope situation, that of multiple niche competition formation
technology. Focusing on the manufacture of prod- (Lei and Goldhar,
1990)-see Figure 1B. We will also argue that ucts that require
complex CIM processes in order to make them, flexible CIM
manufacturing applied to multi niche competition however, can be a
way to achieve and sustain competitive ad- situations-particularly
across product lines or industr ies- vantage. As the President of
Rogers Corporation is quoted as potentially allows the firm to
simultaneously achieve low-cost saying in a Harvard Business School
case (March, 1985): leadership and differentiation.
Traditional businesses and factories emphasized mass pro- We
don't want to do something anyone can do; we look for duction
economies of scale or batch production/customized things that are
complex to make and which require sophisti- job shops with little
or no economies of scale. Economies of cated manufacturing methods,
scale are well-known. As mentioned earlier, advanced manu-
-
Advanced Manufacturing and Competitive Strategy J Busn Res 111
1995:33:103-114
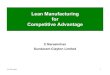
Figure 1. Porter's generic strategies, zero finished goods
inventory, and still meet quick delivery re-
A: Porter's Generic Strategies Revised quirements. The downside
of the level scheduling trade-off- the accumulation of finished
goods inventories to handle sea-
es Low Cost sonal fluctuations in demand-can now be avoided by
the Leadership Differentiation judicious selection of a product mix
whose individual demand
patterns are complementary and can be varied without cost
Industry-Wide or time penalty. It is important to note that
economies of scope are not neces-
sarily achieved at the expense of economies of scale. If the
range or number of different products made on a flexible CIM
system
Focus is great enough, even at low volumes per product, the
total out- put of the system can be quite large. Thus, the broader
the vari- ety capability and the faster the response speed of an
opera-
B: Porter's Generic Strategies and Multi-Niche Competition tion,
the greater the scale economies it is possible to achieve. In other
words, high levels of economies of scope can result
~ e s in higher levels of economies of scale, as high as would
be pos- Low Cost Leadership Differentiation sible in a traditional
factory. In addition, flexibility and speed
in themselves may have scale economies-i.e., more flexible
Industry-Wide machines and faster information systems combined with
more
responsive organization structures may achieve a decreasing cost
per "unit of variety." Therefore, a CIM manufacturing sys- tem with
a high degree of strategic flexibility may exhibit sig-
Focus nificant synergy between economies of scale and scope.
Studies in economics have recently begun to show that firms
wishing to maintain a strong competitiveness in manufactur- ing
must plan for economies of scope, economies of scale, and
Multi-Niche a responsive organization simultaneously to achieve
the full Competition benefits of CIM technology. Milgrom and
Roberts (1990) note
that:
the "Cluster" of characteristics that are found in technologi-
cally advanced manufacturing firms include rapid exploita-
facturing-the application of Japanese management techniques tion
of mass data communications, production equipment and CIM
technology-potentially enables the creation of econ- with low
set-up and changeover costs, versatile design tech- omies of scope
which, however, are not so well-known, nologies, very low levels of
inventories and short produc-
Economies of scope are defined as cost savings that result tions
cycle t i m e s . . . "clustering" is no accident. Rather, it from
multi product manufacturing systems (Panzar and Wil- is a result of
the adoption by profit-maximizing firms of a
coherent business strategy that exploits complementarities, lig,
1977). Advanced manufacturing flexibility gives firms the and the
trend to adopt this strategy is the result of identifi- ability to
produce one-of-a-kind products within the parameters able changes
in technology and demand. of the CIM system with little or not cost
or time penalty. If mar- kets are found or created that value
one-of-a-kind customiza- "Complementarities" in this sense can
exist in the CIM envi- tion, the flexible manufacturer can strive
to supply such cus- ronment across product designs. tomization more
rapidly than any competing supplier and so In multiple niche
competition, the full advantages of econo- achieve focused
differentiation. Thus CIM flexibility offers both mies of scope and
flexibility can be seen. The flexible multiple the competitive
advantage of availability-having a customized, niche competitor
will be able to serve a narrow market seg- one-of-a-kind product
available to the customer sooner than ment (even perhaps a segment
of one!) at a low cost, benefiting competing suppliers- and the
lowering of costs through econ- from the price premium that can be
obtained when a product omies of scale and scope, is differentiated
by most closely fitting its design to the needs
Economies of scope can be expressed in many different ways. of
the customer (especially if designed by that customer!) and Because
a CIM system can switch from one product design to availability. By
serving many small segments, the CIM-based another (within the
parameters or envelope of the system) with business will also
benefit from the economies of scale resulting little or no cost or
time penalty, the risk that an investment in from high cumulative
volume, and economies of scope result- a high volume plant might be
made obsolete by sudden changes ing from the variety of products.
The combination of high prices in market demand is considerably
reduced. If manufacturing and low production costs could
potentially result in very high to order is possible, firms can
produce in lot sizes of one, have profitability, sustainable over
an extended period as the fast
-
112 J Busn Res T.W. Schlie and J. D. Goldhar 1995:33:103-114
response part of the equation allows the firm to cater to multi-
as a service business-for example, the cobbler who crafted a ple
simultaneous niches and exit from low profit ones as mar- pair of
shoes for your feet only. This was, of course, a high-cost ket
conditions dictate. Thus the lack of a boundary line in Fig- way of
doing things. So manufacturing- starting with the mak- ure IB
between low-cost leadership and differentiation for
ingofpins-became"industrialized" with the mass production multiple
niche competitive scope, of standardized products. Customers were
willing to accept stan-
Strategies based on multiple-niche competition thrive upon dard
products, either because there was little value to be had the
high-quality proliferation of numerous product designs, from
customization, or the cost advantage was so great as to rather than
a standardized design that is easy for competitors overwhelm any
benefits from customization. This concept of to imitate. Moreover,
the creation and possession of a vast range industrialization is
not limited to physical work. Today we see of product families or
groups driven by CIM technology help many examples of the
industrialization of"services" and knowl- provide the firm with a
competitive buffer from any competi- edge work with similar
problems of failure to respond to change tors' incursion into any
one niche. To some extent, however, and the loss of flexibility.
The constraints of industrialization the benefits to the multi
niche competitor depend on whether are not limited to the factory
and the concept of a service busi- the niches are within one
business or product line, or extend ness can be applied to physical
production as well as knowl- across business or industries, edge
work. This further emphasizes the power of economies
In a recent report to the Center for Innovation Management of
scope, which can apply to both information work in banks, Studies,
Sanderson and Uzumeri (1990) describe an example offices, etc. and
to CIM based factories (Quinn and Gagnon, of the first kind of
multiple niche competi t ion- the Sony Walk- 1988). man. In 1979,
when Sony first introduced its Walkman to the Consider, for
example, the industrialized tennis shoe or market, there was one
standard product. By 1990, Sony had "sneaker" of 30 or more years a
g o - a mass-produced, stan- introduced over 160 different models
of the Walkman into the dardized item used for very specific and
limited activities. To- market to appeal to different customer
tastes, requirements, and day we have moved from this tennis
shoe/sneaker to a wide price ranges! The differentiation advantages
of customization range of high-tech, intensively marketed athletic
shoes. And con- in a fragmentable market went hand in hand with the
advan- sider the potential athletic footwear operation of the
future, tages of flexibility and economies of scope, which supplies
customized footwear for basketball, tennis, hik-
The benefits from multi niche competition should increase ing,
skiing, skating, golfing, football, or soccer. When I go into as
the niches are spread across businesses and/or industries, this
store to purchase ski boots, the attentive sales person wants based
on core competencies in markets, products, or technol- to know my
skill level (expert, intermediate, beginner), my ogles. For
example, Prahaled and Hamel (1990) describe 3M weight, height, and
body frame, whether I intend to ski on the as being strong in every
market niche that is related to the East Coast or in the Rockies
(ice vs. snow), a n d - i n the case production and use of
adhesives, tapes, films and abrasives, of the Rockies-whether I
will ski on packed snow, powder, The company consistently invests
in new generations of prod- or both. The salesperson will then put
me in a simulation room, ucts and processes to preempt and to meet
competitive chal- placed in sensorized boots on a tilting platform,
and ask me lenges as well as unforeseen market changes. They also
refer to ski down a simulated mountain. These data are all fed into
to Canon, whose automated plants are able to produce a wide a CAD
program-Oh, and what color did I wan t? -and 20 variety of fax
machines, cameras, and personal copiers. The minutes later my
individually customized ski boots come off technology base
underlying all three products rests on fine op- the CIM system
located in the back room. As I leave, I am tics and machine design,
reminded that updating my boots on an annual basis is possi-
ble through an extended service plan and that recycling refunds
for used boots are available.
A Service-based Competitive Strategy As we examine this and
other examples we can construct a set of characteristics of service
based competition as follows:
for Manufacturing Firms 1. High variety to the extent of
customization of product This article highlights the extent of the
departure from tradi- design for each customer tional practice that
advanced manufacturing management makes 2. Rapid adoption of new
technology and production possible. Investment in CIM technology
will provide accept- 3. The integration of physical work with
knowledge work able returns, however, only if flexibility exists
throughout the and management decision making at a single point of
organization embracing engineering, distribution, and other
contact-either human or machine or combination functions (Stalk and
Hout, 1990). Taken together, these changes 4. Fast response t
ime-shor t production cycles may constitute a shift from
"industrial" manufacturing to some- 5. Close linkage between
producer and customer- very di- thing far more "service based"
(Goldhar, Jelinek, and Schlie, rect distribution channels 1991). In
this new manufacturing environment a factory is "user 6. Flexible
pricing and negotiated (contractual) relation- transparent" to the
product designer, the marketing department, ships or even the
customer (Goldhar, 1985). 7. High-information content transactions
between supplier
From a historical point of view, manufacturing originated and
customer
-
Advanced Manufacturing and Competitive Strategy J Busn Res 113
1995:33:103-114
8. Long-term relationships in which both supplier and cus-
higher levels of customer acceptability; we point out the op- tomer
"learn" and become more efficient in their trans- portunities
available in focusing on customer-valued complex- actions with each
other ity that takes advantage of the strengths of computer and
infor-
9. Customer participation in the design of the product mation
technology; we propose multiple niche competition as 10. Zero
finished good inventory an addition to Porter's competitive scope
situations and point
out the potential for economies of scope, the synergy between
One could imagine "grading" a business against each of these
economies of scale and scope, and the simultaneous achieve-
variables on a scale from 1 to 10, from a "pure" service to a
ment of both low cost and differentiation; and finally we point
totally "industrialized" business. We argue that the more out how
advanced manufacturing can enable companies to corn- manufacturing
firms compete as a service business, the harder pete as a service
business. it is to imitate and the more likely it is that the firm
can create and sustain a competitive advantage, thus securing
long-term profitability in the global marketplace. The authors
gratefully acknowledge the support and cooperation of the Wood-
The service basis of manufacturing competition is a Prince
Trust, the Automation Forum, and the Center for Innovation Manage-
customer-oriented focus that shifts competitive advantage from ment
Studies at Lehigh University in furthering their research.
factor costs to the firm's ability to innovate and to identify
cus- tomer needs. CIM technology makes it possible-by enabling high
variety and responsiveness. Competition makes it necessary.
References
A prototypical example of a manufacturing firm competing
Abegglen, James C., and Stalk, George, Jr., Kaisha, The Japanese
Corpo- as a service business is Schlie's case of Company F, earlier
de- ration, Basic Boosk, New York. 1985. scribed as an aerospace
major subcontractor for whom ad- Abernathy, William J., The
Productivity Dilemma, The Johns Hopkins vanced manufacturing is the
direct source of their competitive University Press, Baltimore, MD.
1978. advantage, their differentiating uniqueness. This company
com- Andrews, Kenneth R., The Concept of Corporate Strategy,
Richard D. petes as a supplier of manufacturing services to their
cus- Irwin, Homewood, IL. 1987. tomers - they can produce parts and
subassemblies faster, to Burns, Tom, and Stalker, G. M., The
Management of Innovation, Tavistock
Publication, 1961. higher design standards, and at lower cost
than can any com- peting supplier or their customers themselves.
They compete Chandler, Alfred, Strategy and Structure: Chapters in
the History of In-
dustrial Enterprise, MIT Press, Cambridge, MA. 1962. not only
through manufacturing, however, but through very close customer
(and the customer's customer) contact and be- Christensen, C.
Roland, Andrews, Kenneth R., Bower, Joseph L., Hamer-
mesh, Richard G., and Porter, Michael E., Business Policy: Text
and ing able to foresee what the customer will need in the future
Cases, Richard D. Irwin, Homewood, IL. 1982. and taking steps now
to be able to supply that need when the Ciampa, Dan,
Manufacturing's New Mandate, John Wiley & Sons, New time comes.
Company G is moving in a similar direction. York. 1988.
Ettlie, John E., Taking Charge of Manufacturing, Jossey-Bass,
San Fran- cisco. 1988.
Su mmary and Conclusions Grieco, Peter L.,Jr., and Gozzo,
Michael W., Made in America: The To- tal Business Concept, PT
Publications, 1987.
In this article we have attempted to summarize the changes that
are occurring in U.S. manufacturing as a result of the applica-
Goldhar, Joe] D., The Transparent Factory. CIM Maga~ne
(March-April
1985). tion of Japanese management techniques and CIM
technology.
Goldhar, Joel D., and Jelinek, Mariann, Plan for Economies of
Scope. Such changes are resulting in greater process flexibility,
prod- Harvard Business Review (Nov-Dec 1983).
uct variety, throughput speed, and customer responsiveness
Goldhar, Joel D., Jelinek, Mariann, and Schlie, Theodore W.,
Flexibil- capabilities than have been imagined heretofore. In order
to ity and Competitive Advantage-ManufacturingBecomes a Service
exploit these new manufacturing capabilities in commercial mar-
Business. International Journal of Technology Management 6(3/4)
kets, however, a link must be forged between advanced manu- (1991).
facturing and competitive strategy. Hall, Robert W., Attaining
Manufacturing Excellence, Dow Jones-Irwin,
Porter's framework for describing generic competitive strate-
1987. gies in terms of low-cost leadership, differentiation, and
focus Hayes, Robert H., and Wheelwright, Steven C., Link
Manufacturing is a useful way to begin looking at this linkage, and
several cases Process and Product Life Cycles. Harvard Business
Review (Jan-Feb of successful implementation of advanced
manufacturing in U.S. 1979). companies are examined in this light.
A closer examination of Hayes, Robert H., and Wheelwright, Steven
C., The Dynamics of
Process-Product Life Cycles. Harvard Business Review
(March-April these cases and a deeper understanding of how
companies are 1979).
actually competing, however, lead to some new directions we
Hayes, Robert H., and Wheelwright, Steven C., Restoring Our
Competi- propose for further thinking regarding advanced
manufactur- rive Edge: Competing Through Manufacturing, John Wiley
& Sons, ing and competitive strategy. New York. 1984.
Specifically, we point out the dangers of differentiation and
Hill, Terry, Manufacturing Strategy, Richard D. Irwin, Homewood,
IL. the advantages of pursuing low-cost leadership at increasingly
1989.
-
114 J Busn Res T.W. Schlie and J. D. Goldhar 1995:33:103-114
Kaplan, Robert S., Must CIM Be Justified by Faith Alone. Harvard
Busi- Ohmae, Kenichi, Getting Back to Strategy. Harvard Business
Review ness Review (March-April 1986). (Nov-Dec 1988).
Lawrence, Paul R., and Lorsch, Jaw W., Organization and
Environment, Ohno, Taiichi, Toyota Production System, Diamond
Publishing, 1978. Richard D. Irwin, Homewood, IL. 1967.
Lei, David, and Goldhar, Joel D., Multiple Niche Competition:
The Stra- Panzar, J. C., and Willig, R. D., Economies of Scope.
American Eco- tegic Use of CIM Technology. Manufacturing Review
3(3)(Sept 1990). nomic Review 7(2)(1977).
March, Artemis, The Rogers Corporation: Electroluminescent Lamps
Porter, Michael E., Competitive Strategy, The Free Press, New York.
1980. (A), Harvard Business School Case 686-060, 1985.
Milgrom, P., and Roberts, J., The Economics of Modern
Manufactur- Porter, Michael E., Competitive Advantage, The Free
Press, New York. ing: Technology, Strategy and Organization.
American Economic Re- 1985. view 80(3)(1990).
Quinn, J. Brian, and Gagnon, Christopher E., Will Services
Follow Miller, Jeffrey G., and Vollman, Thomas E., The Hidden
Factory. Har- Manufacturing into Decline? Harvard Business Review
(Nov-Dec
vard Business Review (Sept-Oct 1985). 1988). Mintzberg, Henry,
Five Ps for Strategy. California Management Review
(Fall 1987). Sanderson, Susan, and Uzumeri, Vic, Strategies for
New Product De- velopment and Renewal: Design-Based Incrementalism,
Center for
Mintzberg, Henry, Generic Strategies: Toward a Comprehensive
Frame- Innovation Management Studies report, Lehigh University,
1990. work, in Advances in SLrategic Management, vol. 5. JAI Press,
Green- wich, CT. 1988. Schlie, Theodore W., The Role of Technology
in Influencing the Inter-
Monden, Yasuhiro, Toyota Production System: Practical Approach
to national Competitiveness of Specific U.S. Industries, in
Transform- Production Management, Industrial Engineering and
Mangement ing Scientific Ideas Into Innovations: Science Policies
in the United States Press, 1983. and Japan, Japan Society for the
Promotion of Science, 1985.