Embed Size (px)
Citation preview

© Fraunhofer IFAM
International Spring Makers Conference | Wednesday, 6th April 2016 | Congress Center Düsseldorf
Additive Manufacturing – Challenges and Opportunities
Prof. Dr.-Ing. Frank Petzoldt Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM [email protected]
© Fraunhofer IFAM
Outline
Introduction
Fraunhofer Gesellschaft
Additive Manufacturing market situation
Key factors for a successful Additive Manufacturing Business
material and powders
design
process parameters
productivity
Additive Manufacturing hype curve
Conclusions
© Fraunhofer IFAM
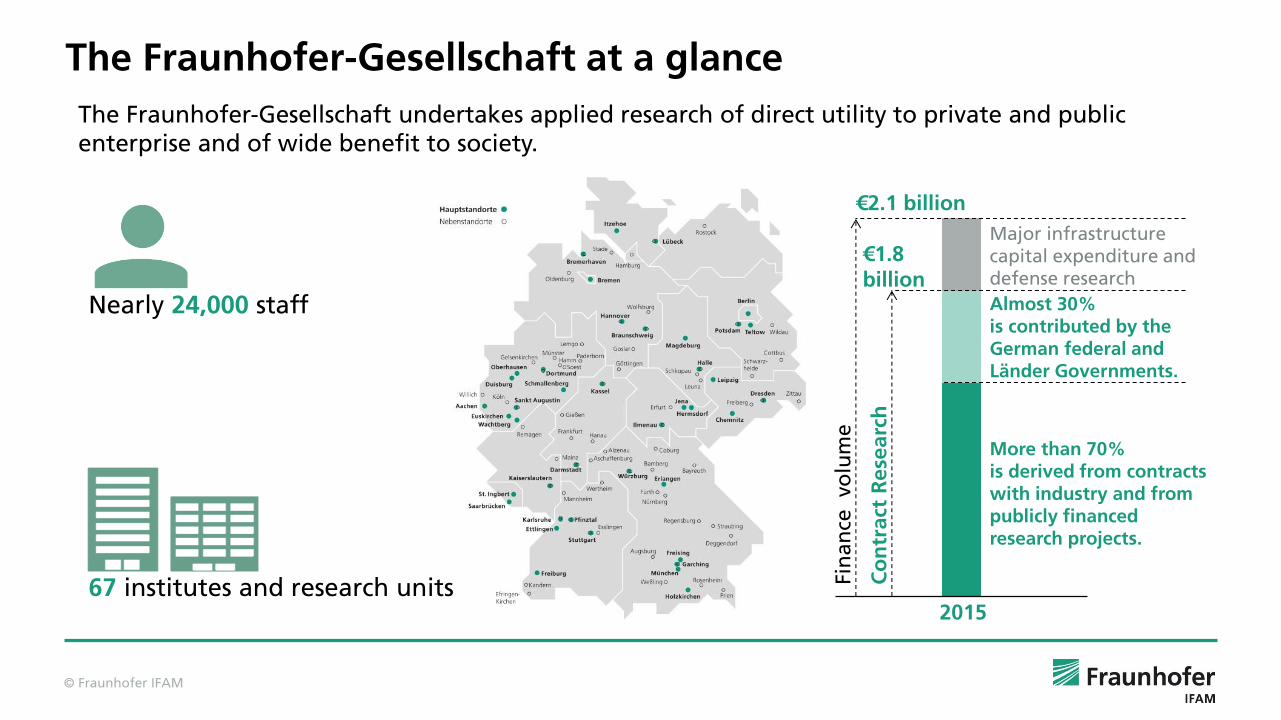
The Fraunhofer-Gesellschaft at a glance
The Fraunhofer-Gesellschaft undertakes applied research of direct utility to private and public enterprise and of wide benefit to society.
Nearly 24,000 staff
67 institutes and research units
More than 70% is derived from contracts with industry and from publicly financed research projects.
Almost 30% is contributed by the German federal and Länder Governments.
Fin
an
ce
volu
me
€2.1 billion
2015
Co
ntr
act
Rese
arc
h
€1.8 billion
Major infrastructure capital expenditure and defense research

© Fraunhofer IFAM
Fraunhofer Additive Manufacturing Alliance
The Fraunhofer Additive Manufacturing Alliance encompasses thirteen institutes from all over Germany to form the entire additive manufacturing process chain, comprising the development, application and implementation of additive manufacturing methods and processes.
Engineering Design and development, integration and reduction, simulation
Technologies Printing technology, laser-based processes, process chains and subsequent operations
Materials Metals, ceramic, polymers
Quality Process quality, product quality, quality systems
Bionic Handling Assistant Flexible Gripper made from polyamide by SLS © FESTO AG and Fraunhofer IPA Deutscher Zukunftspreis 2010

© Fraunhofer IFAM
IFAM‘s current research topics in Additive Manufacturing
Material development Quality control strategies for powders Component design Development of process parameters Intelligent components Educational workshops
In strictly confidential bilateral projects as well as in publicly funded consortium projects, all aspects of Additive Manufacturing are developed and optimized for our customer‘s benefit.
© Fraunhofer IFAM
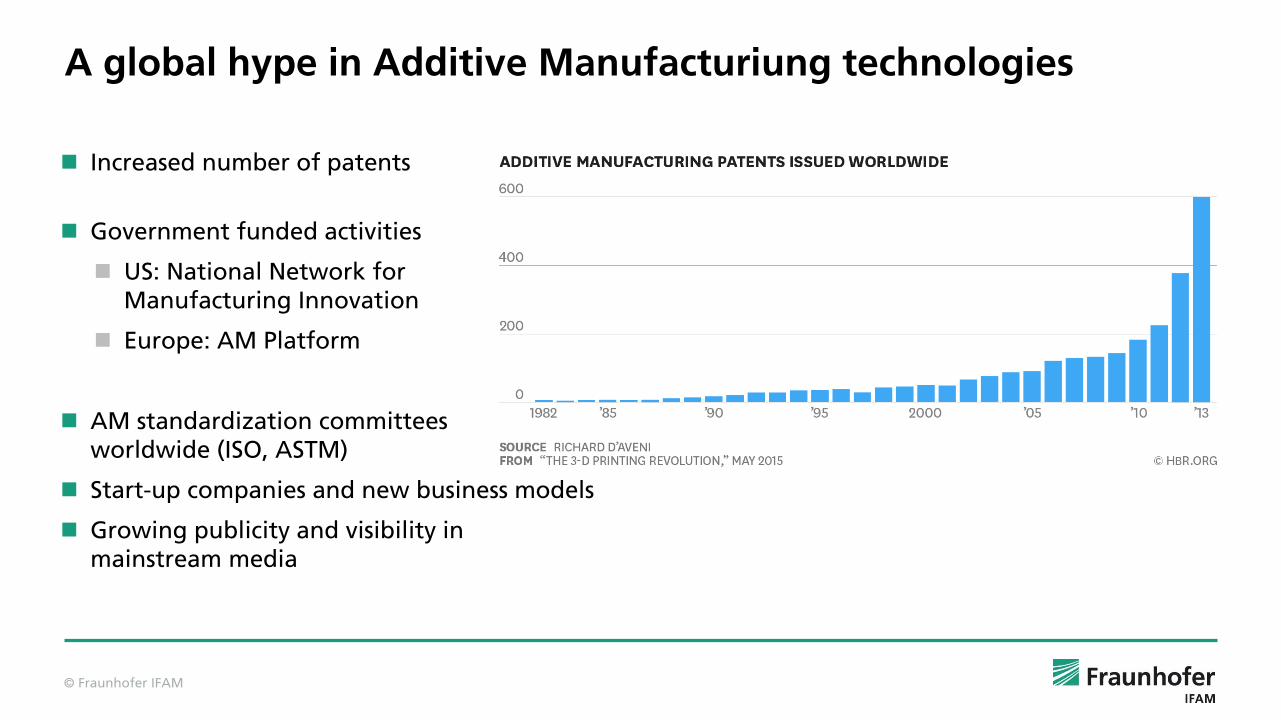
A global hype in Additive Manufacturiung technologies
Increased number of patents
Government funded activities
US: National Network for Manufacturing Innovation
Europe: AM Platform
AM standardization committees worldwide (ISO, ASTM)
Start-up companies and new business models
Growing publicity and visibility in mainstream media

© Fraunhofer IFAM
Areas of Application for Additive Manufacturing: Consumer
www.shapeways.com
»the ultimate 3D-printed personalized shoe« http://www.adidas-group.com

© Fraunhofer IFAM
Areas of Application for Additive Manufacturing: Industry
Titanium cabin holder for Airbus A350 © Airbus / LZN
Dental restorations CoCr
Micro turbine wheel IN718 © Fraunhofer IFAM
© Fraunhofer IFAM
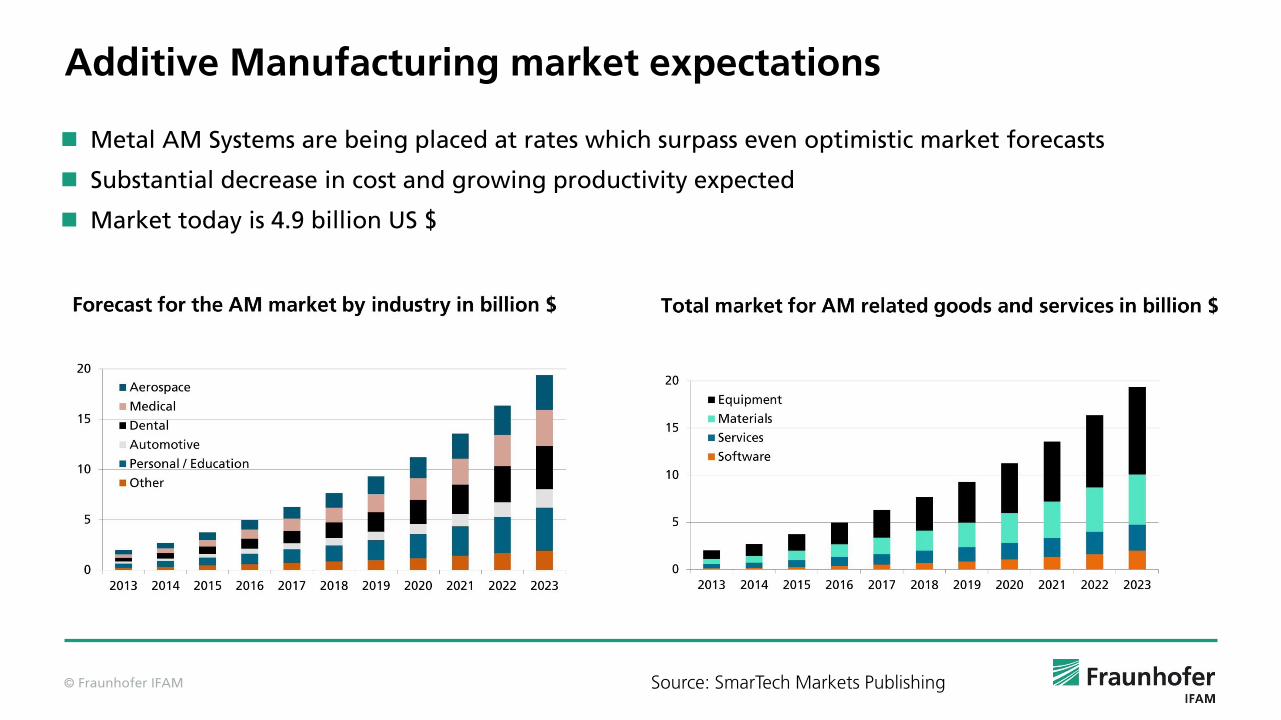
Additive Manufacturing market expectations
Metal AM Systems are being placed at rates which surpass even optimistic market forecasts
Substantial decrease in cost and growing productivity expected
Market today is 4.9 billion US $
Source: SmarTech Markets Publishing
© Fraunhofer IFAM
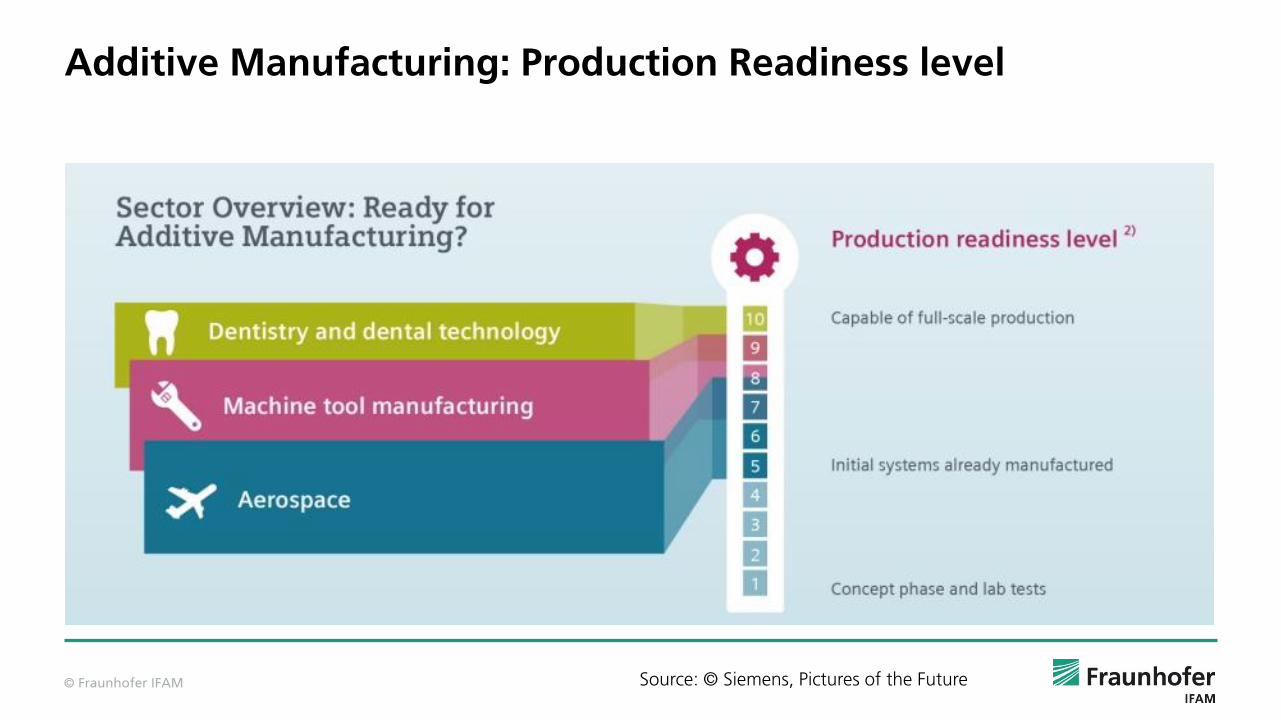
Additive Manufacturing: Production Readiness level
Source: © Siemens, Pictures of the Future
© Fraunhofer IFAM
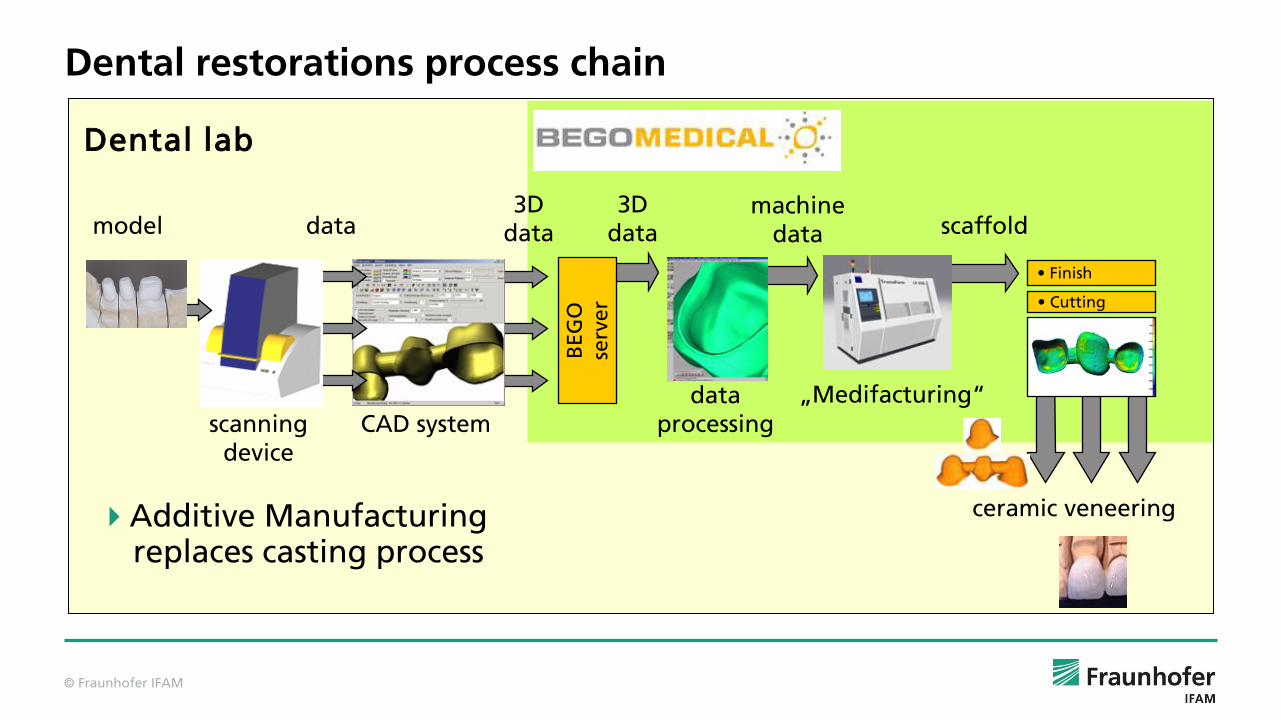
Dental restorations process chain
Dental lab BEGO Medical
ceramic veneering
• Finish
• Cutting
scaffold
„Medifacturing“
machine data
3D data
data processing
3D data
BEG
O
serv
er
data
CAD system scanning device
model
Additive Manufacturing replaces casting process
© Fraunhofer IFAM
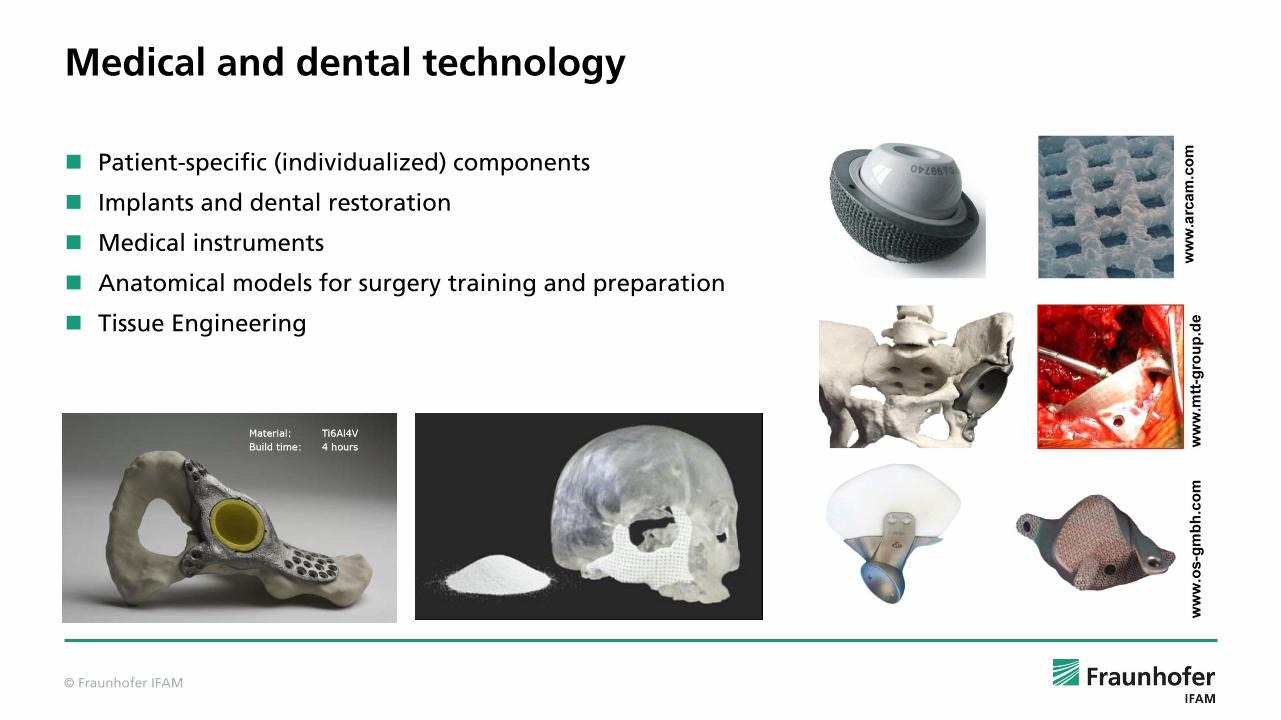
Medical and dental technology
Patient-specific (individualized) components
Implants and dental restoration
Medical instruments
Anatomical models for surgery training and preparation
Tissue Engineering
© Fraunhofer IFAM
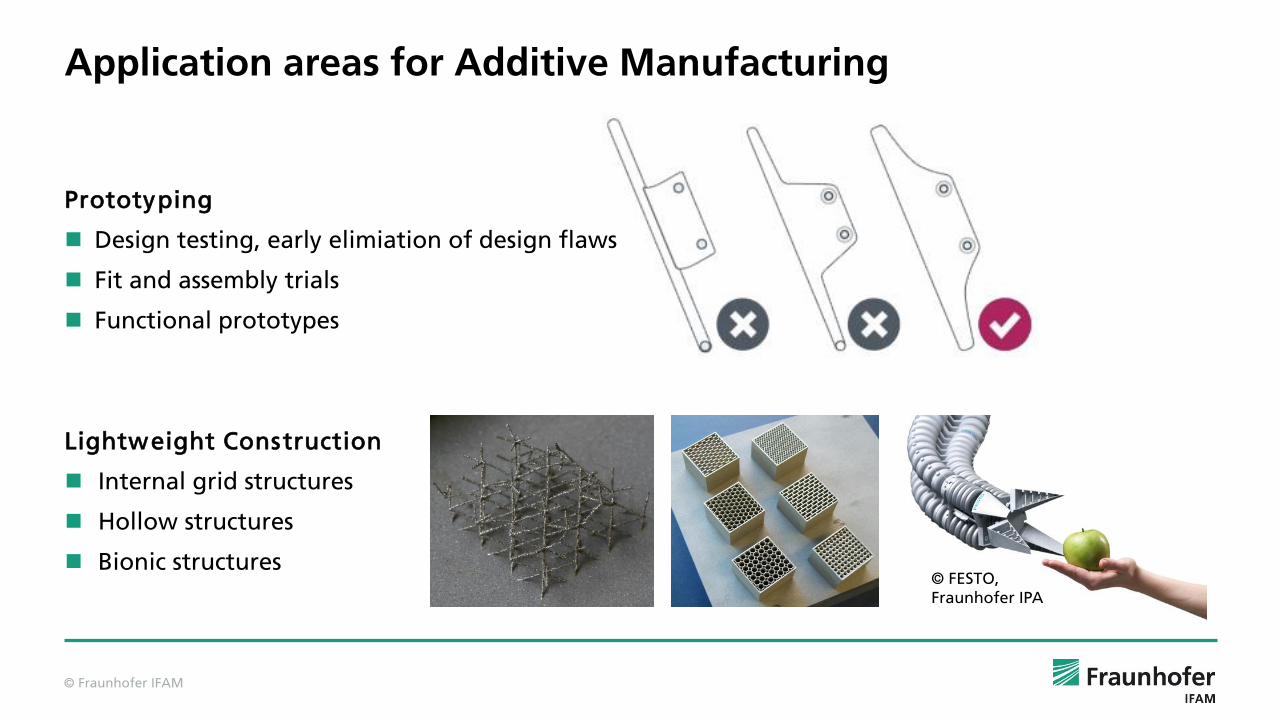
Application areas for Additive Manufacturing
Prototyping
Design testing, early elimiation of design flaws
Fit and assembly trials
Functional prototypes
Lightweight Construction
Internal grid structures
Hollow structures
Bionic structures
© FESTO, Fraunhofer IPA
© Fraunhofer IFAM
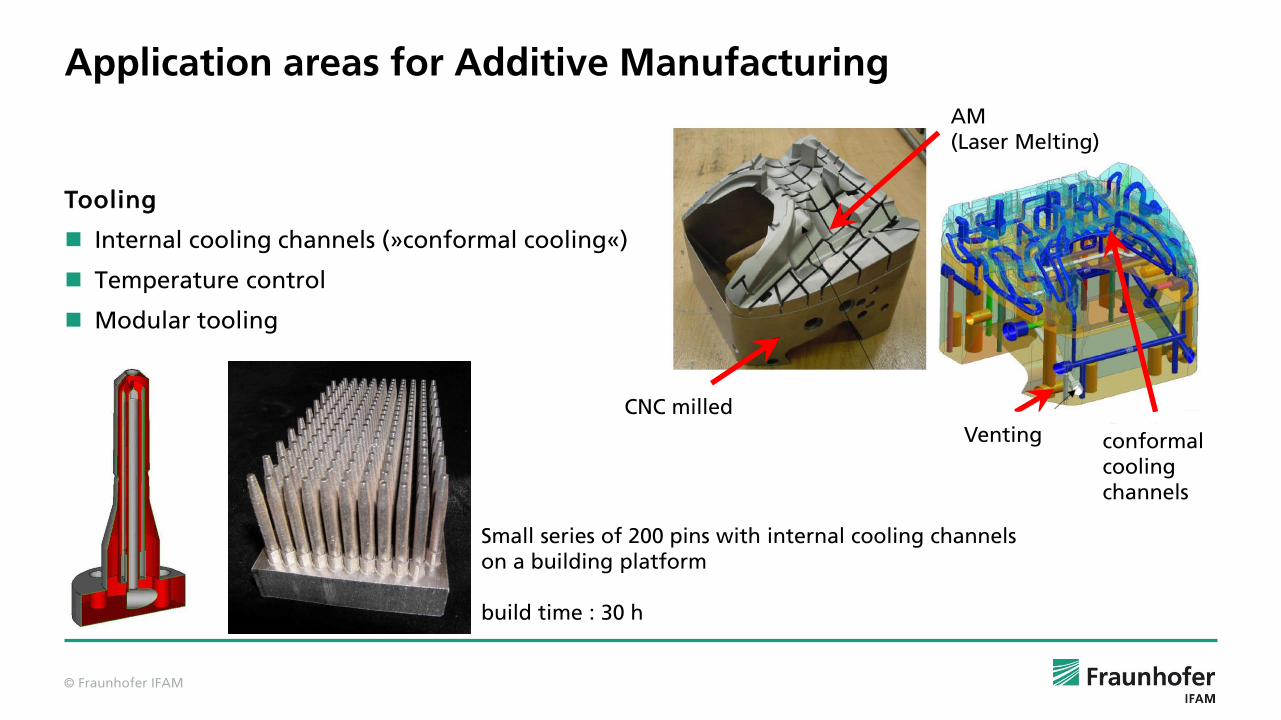
Application areas for Additive Manufacturing
Tooling
Internal cooling channels (»conformal cooling«)
Temperature control
Modular tooling
CNC milled
AM (Laser Melting)
conformal cooling channels
Venting
Small series of 200 pins with internal cooling channels on a building platform build time : 30 h
© Fraunhofer IFAM
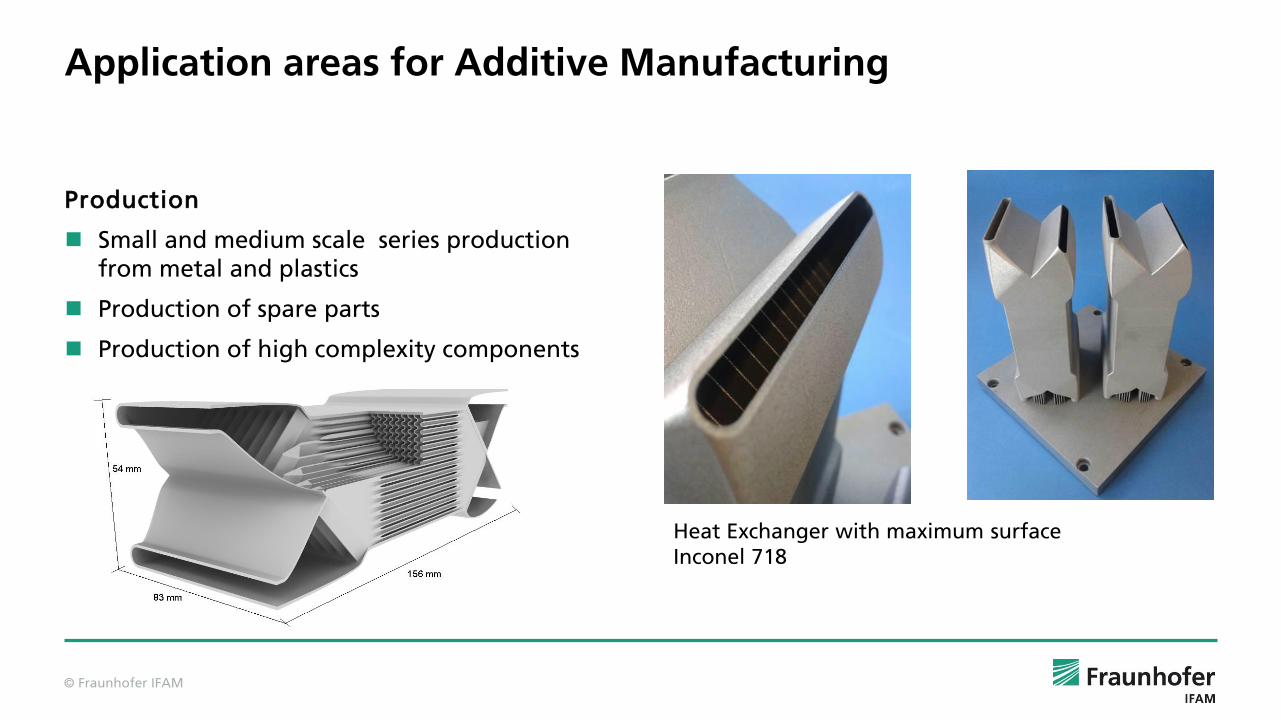
Application areas for Additive Manufacturing
Production
Small and medium scale series production from metal and plastics
Production of spare parts
Production of high complexity components
Heat Exchanger with maximum surface Inconel 718
© Fraunhofer IFAM
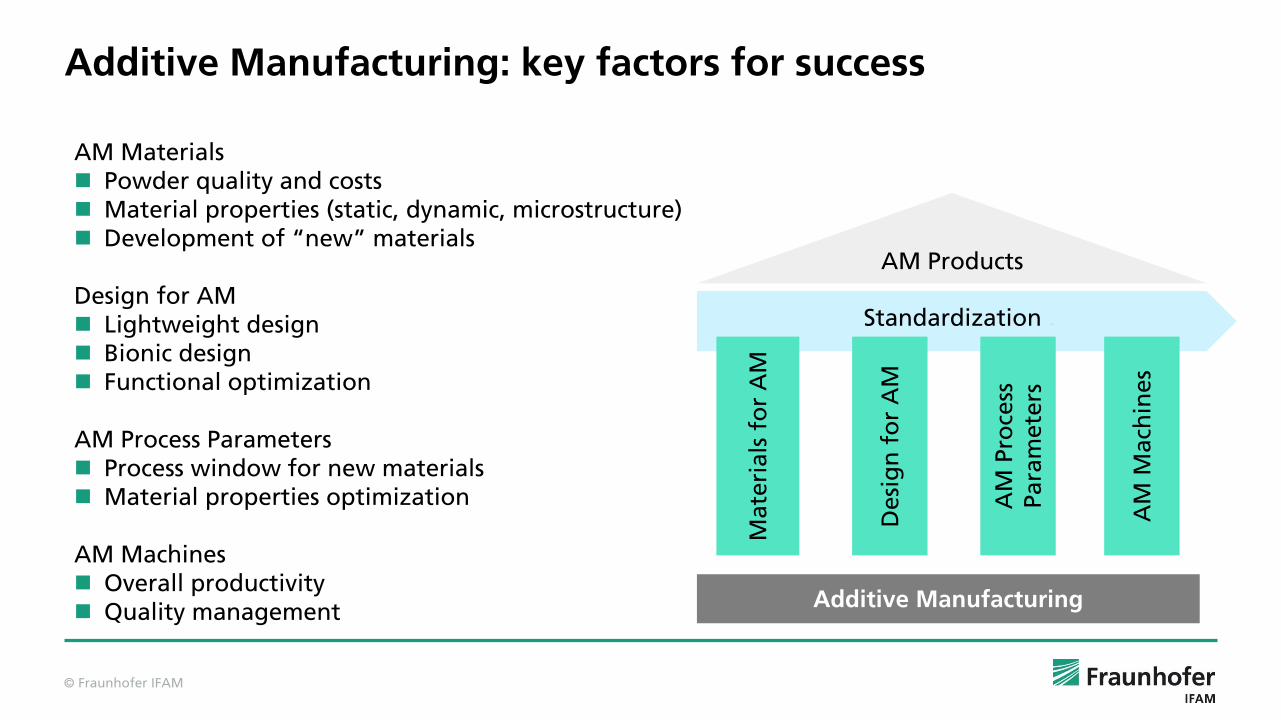
Additive Manufacturing: key factors for success
Standardization .
Additive Manufacturing
Mate
rials
fo
r A
M
Desi
gn
fo
r A
M
AM
Pro
cess
Para
mete
rs
AM
Mach
ines
AM Products
AM Materials Powder quality and costs Material properties (static, dynamic, microstructure) Development of “new” materials Design for AM Lightweight design Bionic design Functional optimization AM Process Parameters Process window for new materials Material properties optimization AM Machines Overall productivity Quality management
© Fraunhofer IFAM
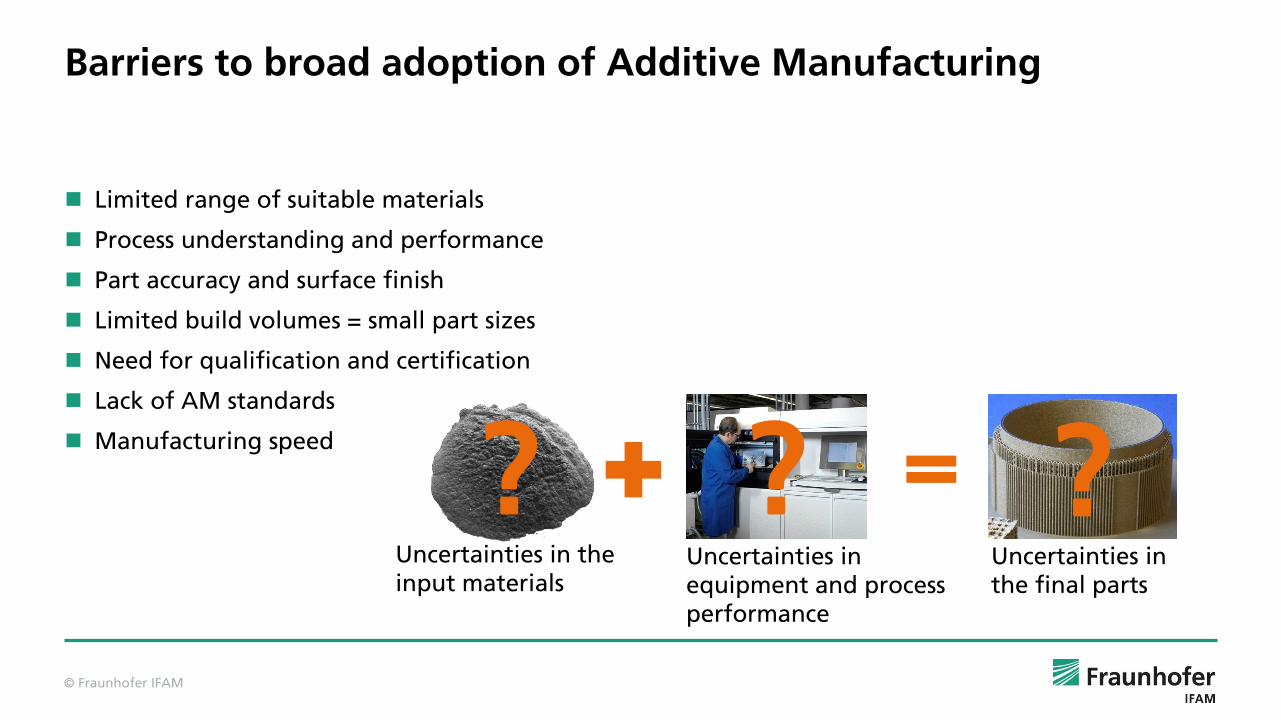
Barriers to broad adoption of Additive Manufacturing
Limited range of suitable materials
Process understanding and performance
Part accuracy and surface finish
Limited build volumes = small part sizes
Need for qualification and certification
Lack of AM standards
Manufacturing speed
? ? ? Uncertainties in the input materials
Uncertainties in equipment and process performance
Uncertainties in the final parts

© Fraunhofer IFAM
Geometry Particle size distribution
Particle shape
Purity
…
Laser
Line spacing
Inert atmosphere
Layer thickness
Tolerances
Dimensional accuracy
Surface roughness
Density
Mechanical properties
CAD Data Powder Process Part quality
Influence of powder and process parameters on part quality

© Fraunhofer IFAM
Prerequisites for Selective Laser Melting SLM
Powder
should
be spherical
have a diameter between 20 to 50 µm
be weldable
Particle diameter [µm]
© Fraunhofer IFAM
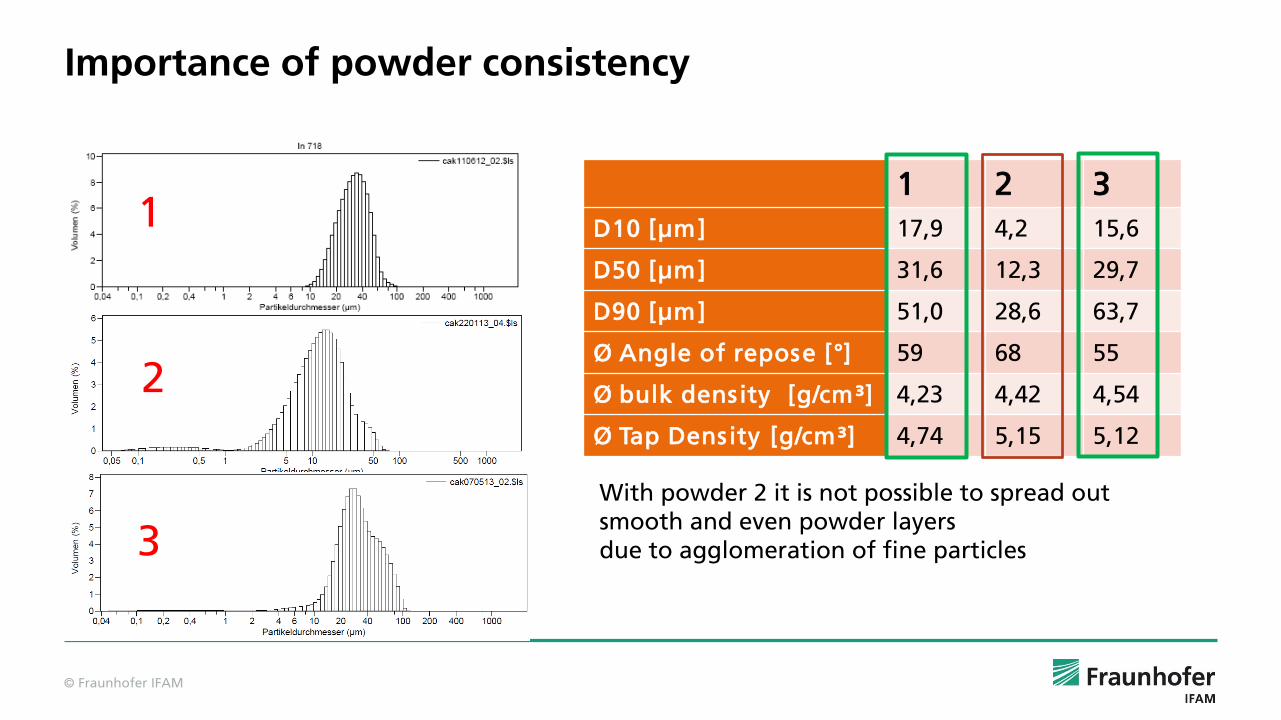
Importance of powder consistency
1
2
3
1 2 3
D10 [µm] 17,9 4,2 15,6
D50 [µm] 31,6 12,3 29,7
D90 [µm] 51,0 28,6 63,7
Ø Angle of repose [°] 59 68 55
Ø bulk density [g/cm³] 4,23 4,42 4,54
Ø Tap Density [g/cm³] 4,74 5,15 5,12
With powder 2 it is not possible to spread out smooth and even powder layers due to agglomeration of fine particles

© Fraunhofer IFAM
Facts on Selective Laser Melting SLM
Outstanding mechanical properties
Rough surface quality – Post processing possible
0,0
4
0,0
6
0,1
0
0,1
6
0,2
5
0,4
0
0,6
3
1,0
1,6
2,5
4,0
6,3 10
16
25
40
63
10
0
16
0
25
0
Turning
Milling
Polishing
SLM - as built
SLM - after shot-peening
SLM - after polishing
Achievable roughness average Rz in µm
Average Range
Less Frequent Range
© Fraunhofer IFAM
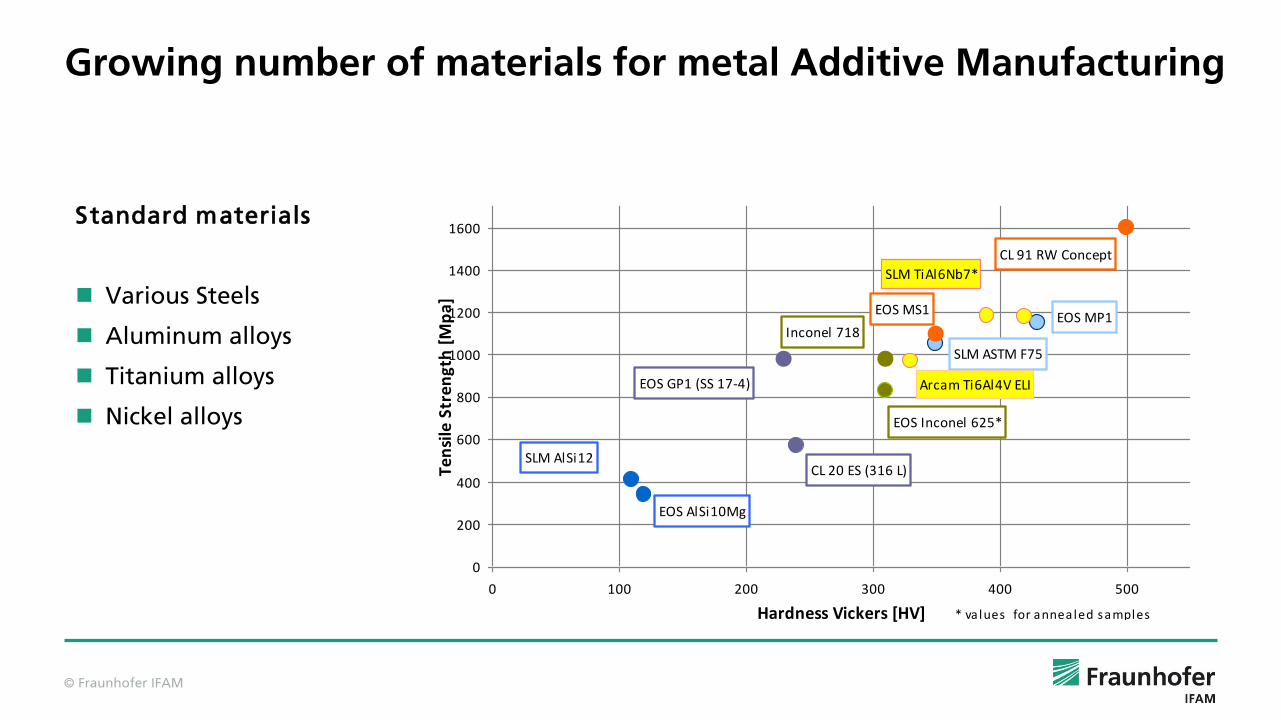
Growing number of materials for metal Additive Manufacturing
Standard materials
Various Steels
Aluminum alloys
Titanium alloys
Nickel alloys
EOS AlSi10Mg
SLM AlSi12
SLM ASTM F75
EOS MP1
CL 91 RW Concept
EOS MS1
Inconel 718
EOS Inconel 625*
CL 20 ES (316 L)
EOS GP1 (SS 17-4) Arcam Ti6Al4V ELI
SLM TiAl6Nb7*
0
200
400
600
800
1000
1200
1400
1600
0 100 200 300 400 500
Hardness Vickers [HV]
Ten
sile
Str
en
gth
[M
pa]
* va lues for annealed samples
© Fraunhofer IFAM
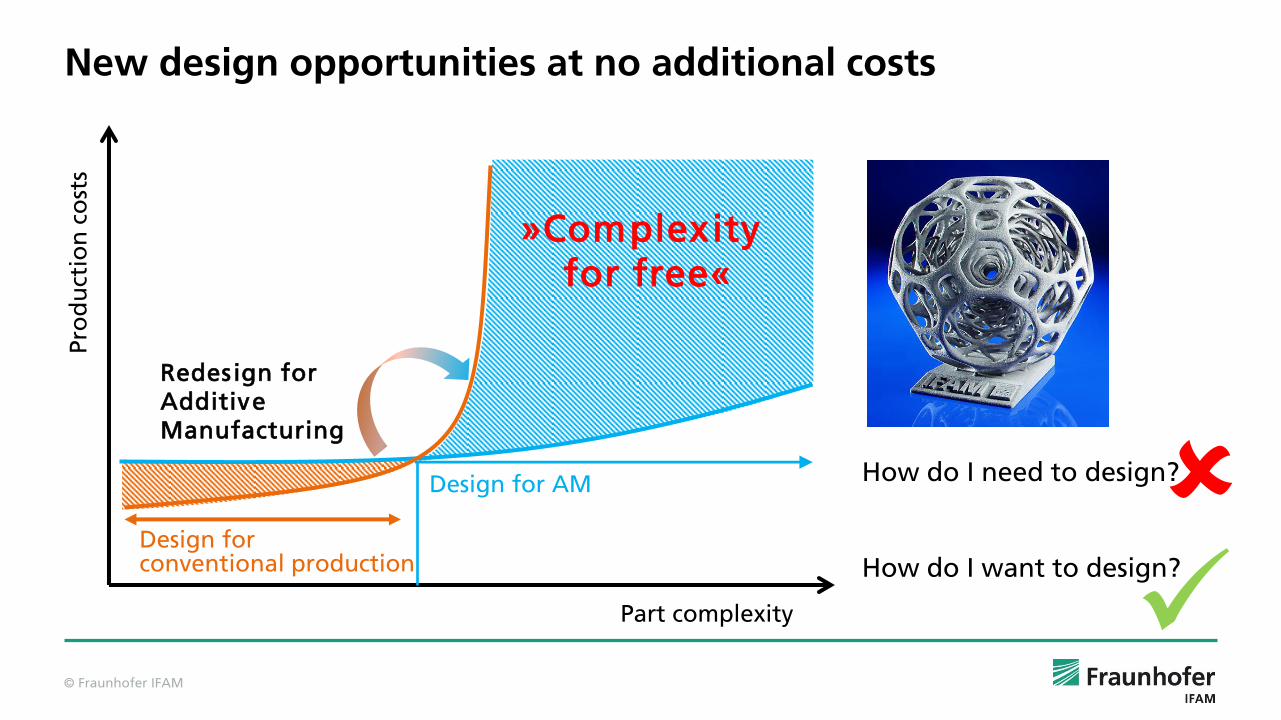
How do I need to design? How do I want to design?
New design opportunities at no additional costs
Part complexity
Design for conventional production
Pro
du
ctio
n c
ost
s
Design for AM
»Complexity for free«
Redesign for Additive Manufacturing
© Fraunhofer IFAM
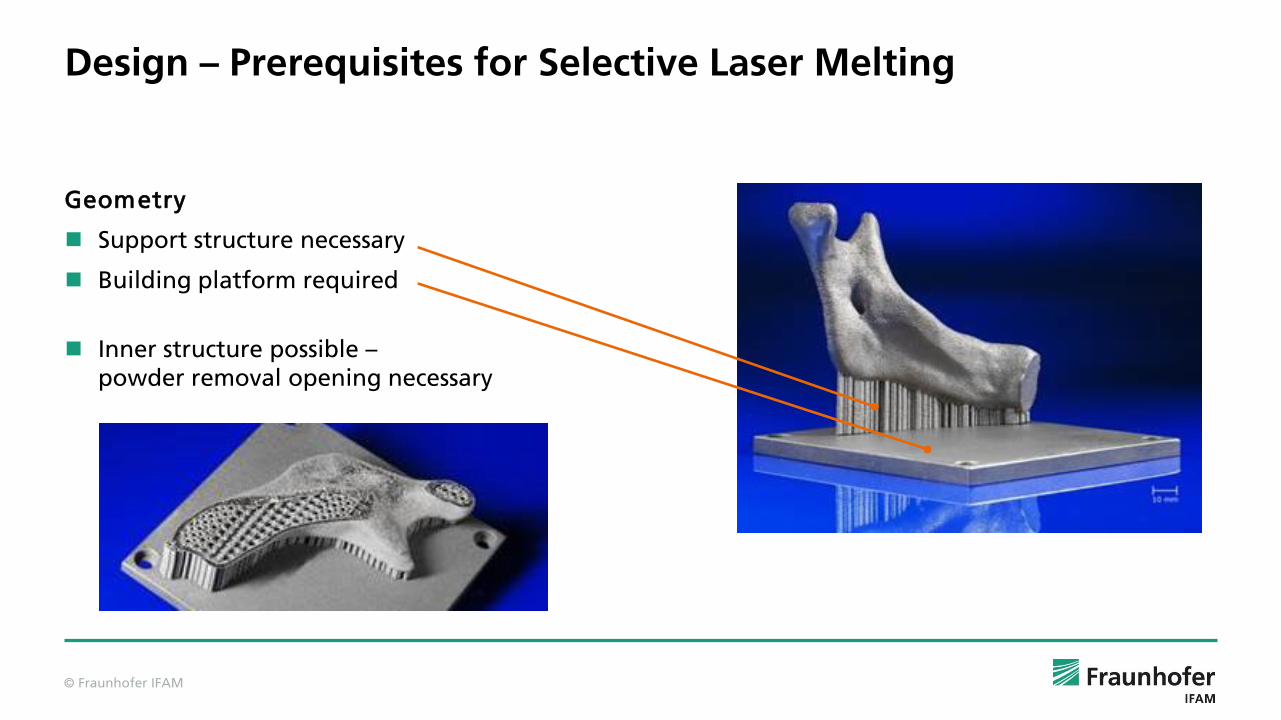
Design – Prerequisites for Selective Laser Melting
Geometry
Support structure necessary
Building platform required
Inner structure possible – powder removal opening necessary

© Fraunhofer IFAM
Influence of building direction on part quality
Tensile strength and yield stress for SLM 1.4404 stainless steel
MPa
0° lying flat 45° 90° vertical
Source: A. Spierings, Hagen 2013
© Fraunhofer IFAM
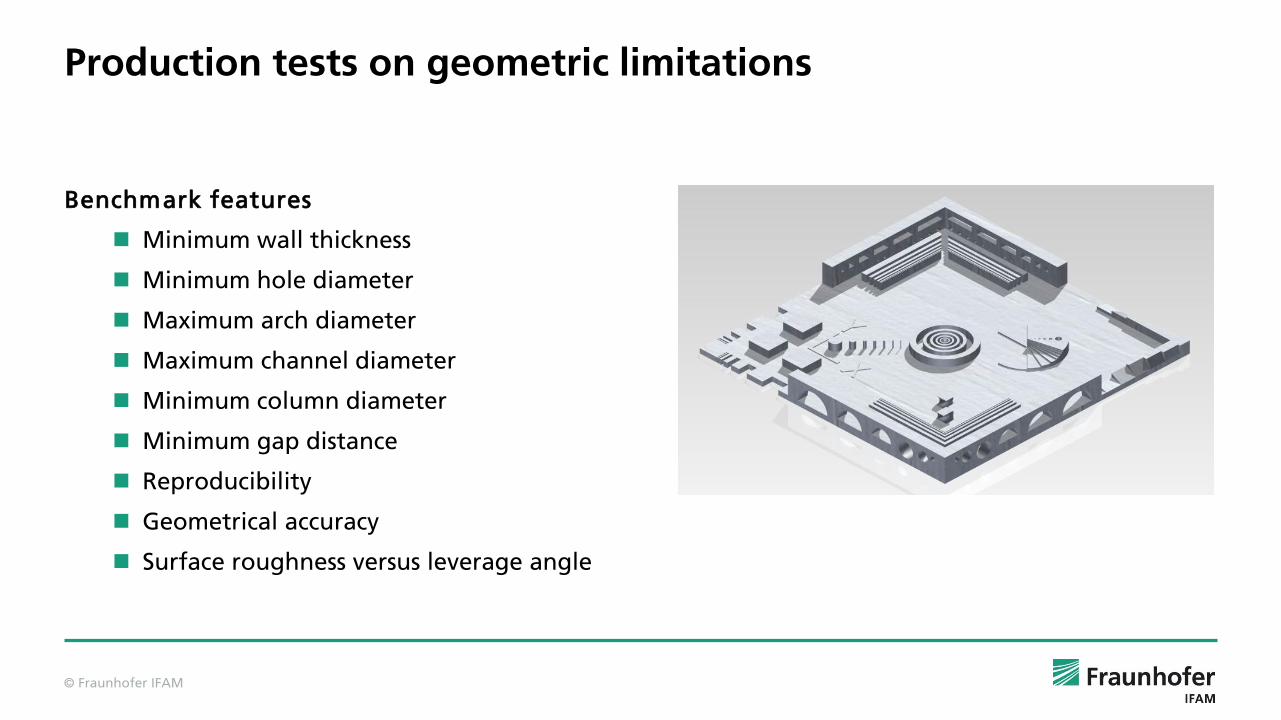
Production tests on geometric limitations
Benchmark features
Minimum wall thickness
Minimum hole diameter
Maximum arch diameter
Maximum channel diameter
Minimum column diameter
Minimum gap distance
Reproducibility
Geometrical accuracy
Surface roughness versus leverage angle

© Fraunhofer IFAM
Design for Additive Manufacturing: Hydraulic crossing
Conventionally manufactured by drilling
Hollow structures and cavities made by additive manufacturing on EOS M270
Powder exits
Source: Case study in EU-Project COMPOLIGHT
reduction of pressure
loss to 15%
Burst pressure increase of 260%
Weight reduction to 3.4%

© Fraunhofer IFAM
Support structures – key factor for successful manufacturing
Different supports for different orientations of the parts on the platform
Use of struts, walls and lattice structures
Support structure – dependent on part requirements

© Fraunhofer IFAM
Support structures – key factor for successful manufacturing
© Fraunhofer IFAM
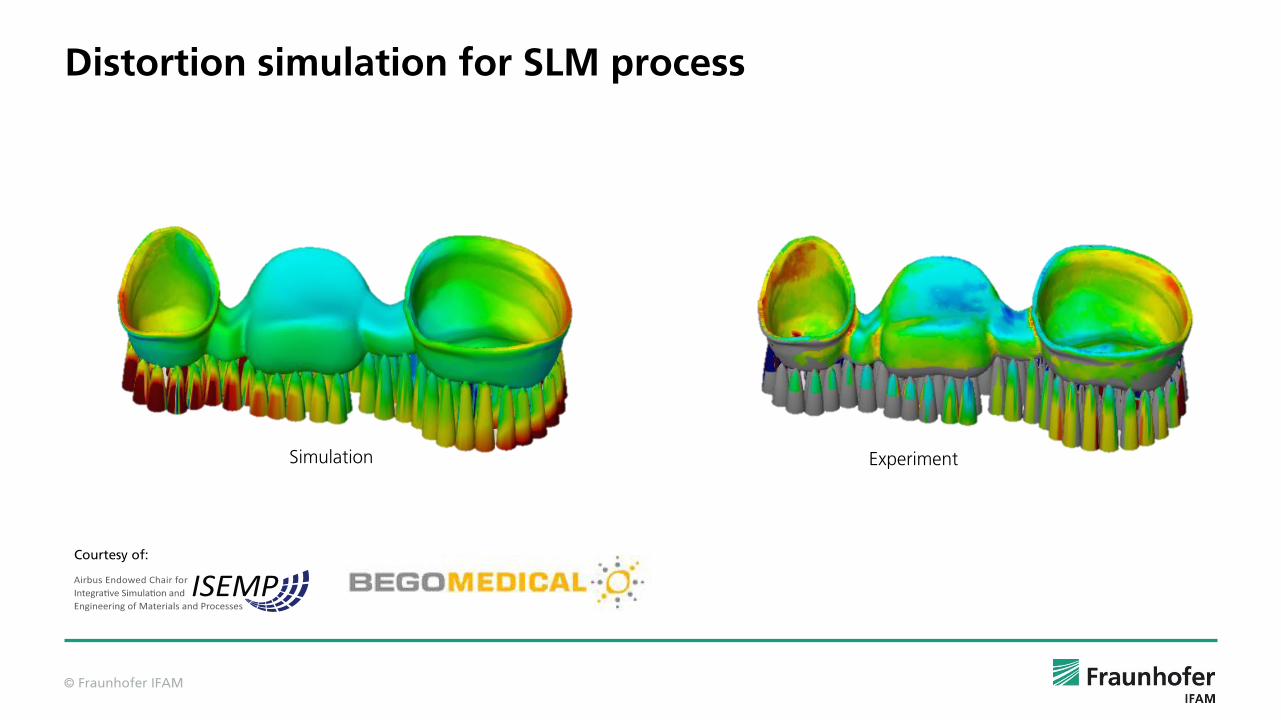
Distortion simulation for SLM process
Simulation Experiment
Courtesy of:
© Fraunhofer IFAM
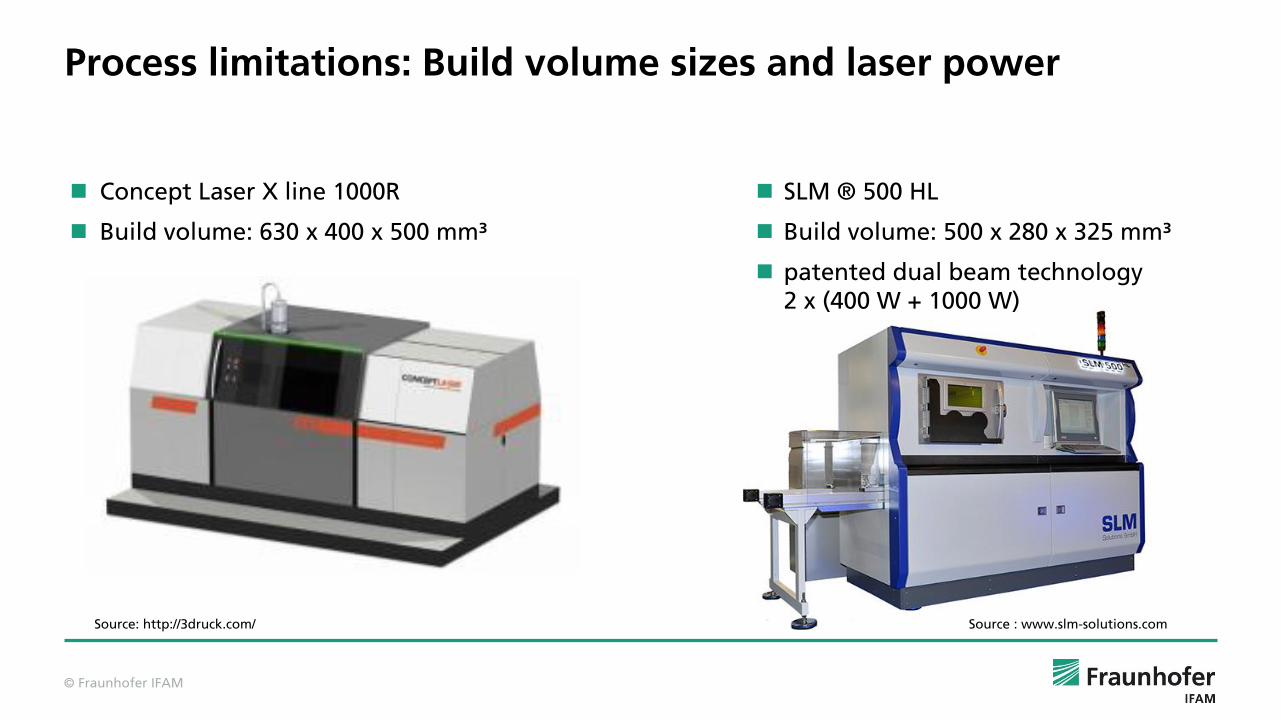
Process limitations: Build volume sizes and laser power
Concept Laser X line 1000R
Build volume: 630 x 400 x 500 mm³
Source: http://3druck.com/ Source : www.slm-solutions.com
SLM ® 500 HL
Build volume: 500 x 280 x 325 mm³
patented dual beam technology 2 x (400 W + 1000 W)

© Fraunhofer IFAM
Additive Manufacturing: Improving Productivity
SLM PL = 250 W
0
2
6
10
8
4
Bre
ak
ing
Elo
ng
ati
on
A
[%
]
0
100
200
400
500
300
Ten
sile
Str
en
gth
[M
Pa]
Ultimate Strength
0 90
Build Direction [°]
Yield Strength
Breaking Elongation
Min. according to DIN EN 1706
0
2
6
10
8
4
Bre
ak
ing
Elo
ng
ati
on
A
[%
]
0
100
200
400
500
300
Ten
sile
Str
en
gth
[M
Pa]
0 90
Build Direction [°]
High Power SLM PL = 1000 W
Mechanical Properties of AlSi10Mg

© Fraunhofer IFAM
Making the Additive Manufacturing process continuous
Powder
Scanning device Powder deposition
Produced part
Conveyor belt
Patented by:
EP 2289462 B1: Substrate plates on an endless conveyor belt, with powder at an angle α applied. After that, the material is selectively hardened by means of a radiation source
© Fraunhofer IFAM
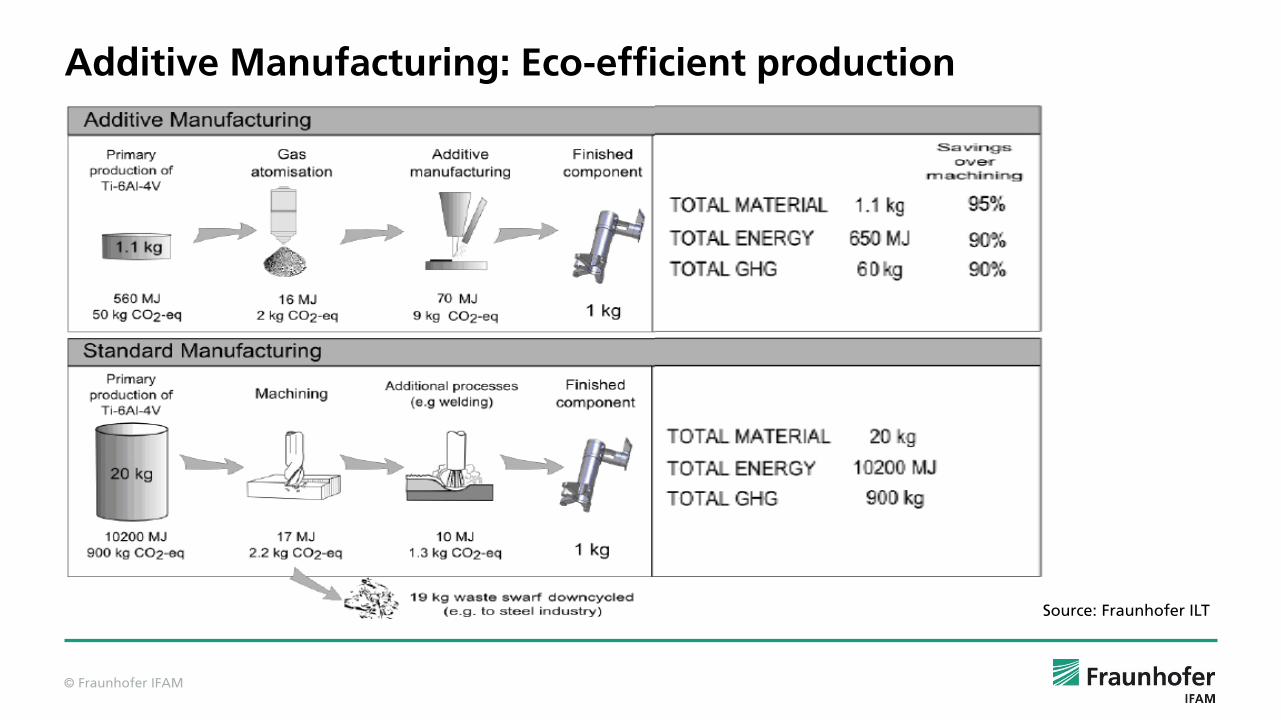
Additive Manufacturing: Eco-efficient production
Source: Fraunhofer ILT
© Fraunhofer IFAM
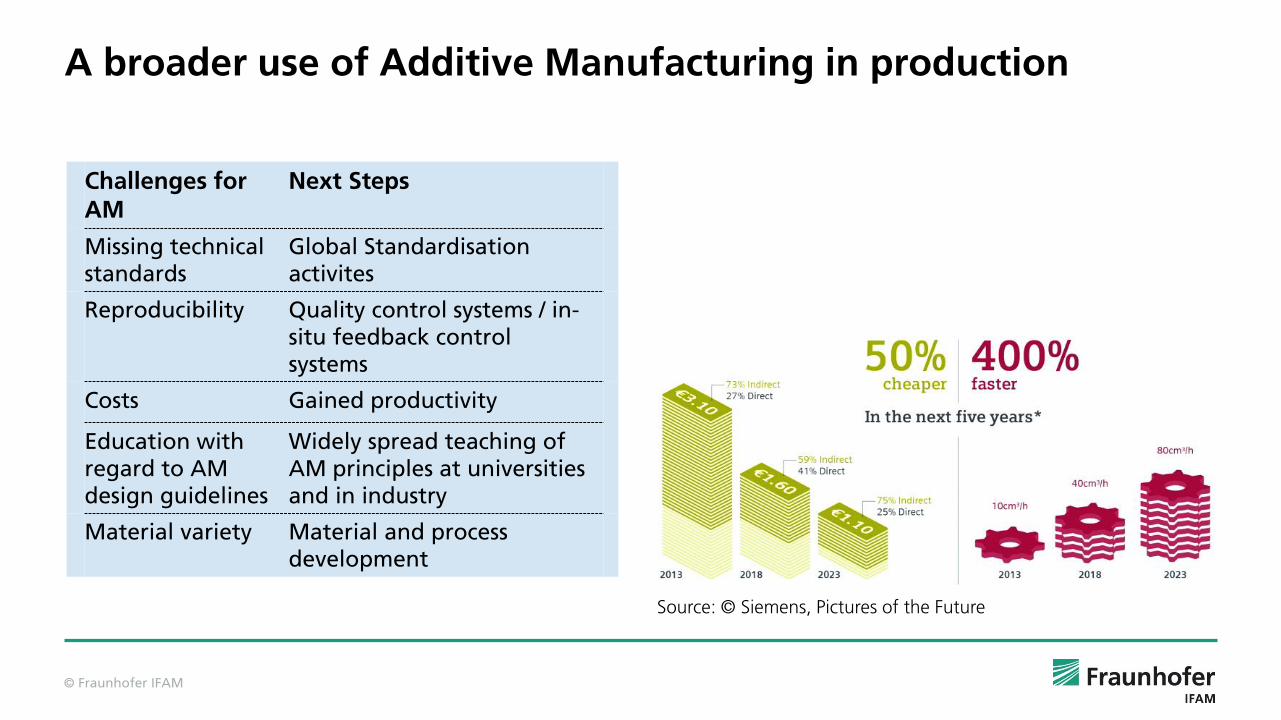
A broader use of Additive Manufacturing in production
Challenges for AM
Next Steps
Missing technical standards
Global Standardisation activites
Reproducibility Quality control systems / in-situ feedback control systems
Costs Gained productivity
Education with regard to AM design guidelines
Widely spread teaching of AM principles at universities and in industry
Material variety Material and process development
Source: © Siemens, Pictures of the Future
© Fraunhofer IFAM
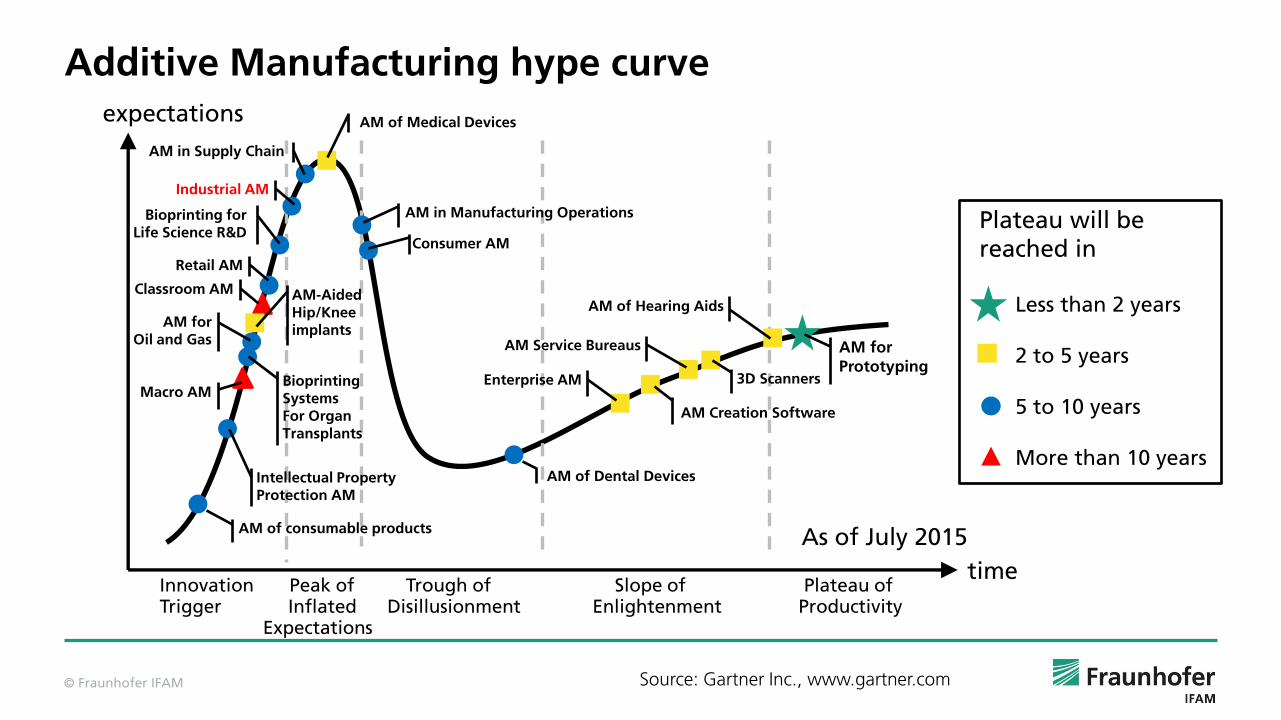
Additive Manufacturing hype curve
time
expectations
Innovation Peak of Trough of Slope of Plateau of Trigger Inflated Disillusionment Enlightenment Productivity Expectations
AM for Prototyping
3D Scanners
AM of Hearing Aids
Plateau will be reached in Less than 2 years 2 to 5 years 5 to 10 years More than 10 years
AM Service Bureaus
AM Creation Software
Enterprise AM
AM of Dental Devices
AM of consumable products
Intellectual Property Protection AM
Macro AM
AM-Aided Hip/Knee implants
Bioprinting Systems For Organ Transplants
AM for Oil and Gas
Classroom AM
Retail AM
Bioprinting for Life Science R&D
Industrial AM
AM in Supply Chain
AM of Medical Devices
AM in Manufacturing Operations
Consumer AM
As of July 2015
Source: Gartner Inc., www.gartner.com
© Fraunhofer IFAM
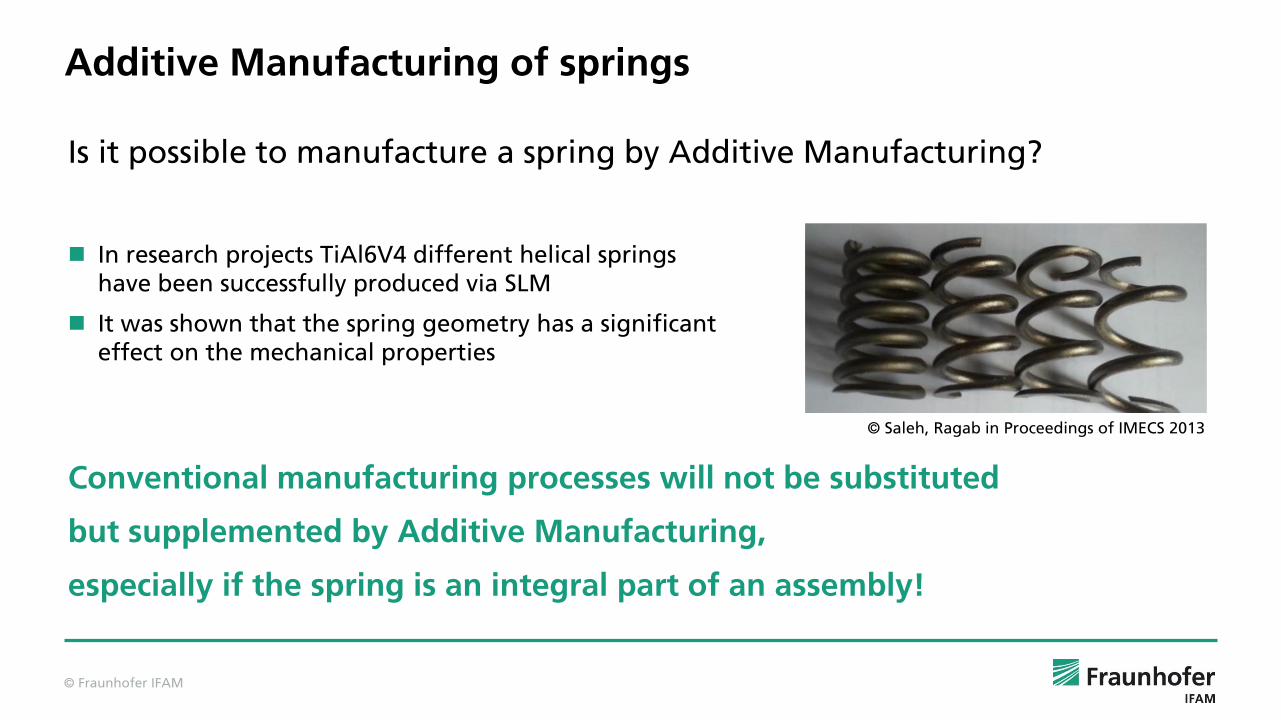
Additive Manufacturing of springs
Is it possible to manufacture a spring by Additive Manufacturing?
In research projects TiAl6V4 different helical springs have been successfully produced via SLM
It was shown that the spring geometry has a significant effect on the mechanical properties
Conventional manufacturing processes will not be substituted
but supplemented by Additive Manufacturing,
especially if the spring is an integral part of an assembly!
© Saleh, Ragab in Proceedings of IMECS 2013

© Fraunhofer IFAM
Additive Manufacturing of springs
Spinal disc prosthesis from titanium
Manufactured by SLM all in one piece, including the double spring. Silicone cushion is injected in a second step.
Actuator spring from TiAl6V4
Originally machined from high-tension steel
Redesigned for AM production: Springs have a hollow coil with triangular cross-section. The entire part consists of top and bottom disks and eight identical spring coils
© Tsunami srl, Concept Laser
© LayerWise, TNO
© Fraunhofer IFAM
Conclusions
Additive Manufacturing is a resource-efficient production technology
CO2 reduced production
No waste (Powder recycling)
Low energy consumption
Additive Manufacturing allows nearly infinite complexity in design for free
Process efficiency and reliability must be improved
Material costs must be reduced
Additive Manufacturing will supplement conventional manufacturing processes
Additive Manufacturing is an important aspect of »Industry 4.0« concept (customized products)
There will be many new business opportunities due to the versatility of Additive Manufacturing





























