Embed Size (px)
Citation preview
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
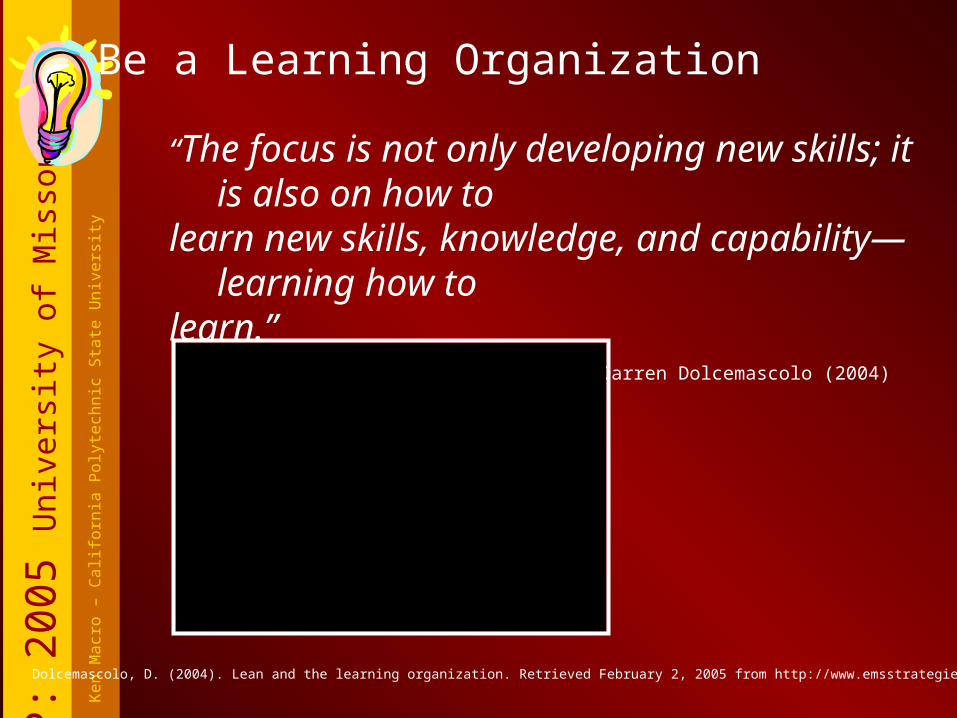
Management, empowerment, and quality initiatives: Positive Transformation of the Inplant through Lean Principles and Sustainability.

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
“New opinions are always suspect, and usually opposed, without any other reason but because they are not already common.” John Locke
“If you want to succeed you should strike out on new paths, rather that travel worn paths of accepted success.” John D. Rockefeller
A Paradigmatic Shift…a time for change!
“You must predict the death of your own market inOrder to save the market.” Frank Romano
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
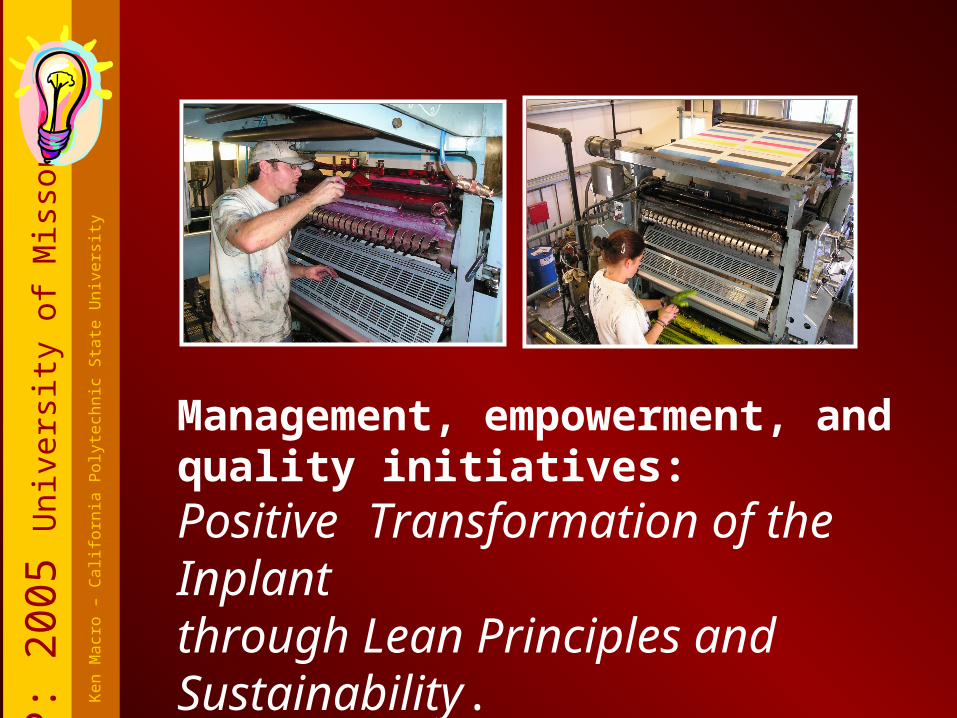
Growth Opportunities1. Growing Print Niches (direct market printing)2. Digital/Toner-based Printing3. Ancillary Services (>10yrs will become 20-25% of
budget)4. ExportsThreats1. USPS Rates (how is this going to affect your
operations?)2. Global Competition-Print Imports3. Paper Prices
Davis, Ronnie. (2005). Over the horizon: An environmental scan for 2005 and 2006. GATFWorld (17/1). Sewickley,PA: Graphic Arts Technical Foundation
2005 PIA/GATF Technology Forecast

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
IMPLICATIONS FOR STRATEGIES and OPERATIONS
1. Manufacturing Efficiency (profit leaders 3% more efficient)
2. Support Efficiency (profit leaders 12% more efficient)
3. Be a Learning Organization4. Focus on Ancillary Services (7% of total print
revenues)
Davis, Ronnie. (2005). Over the horizon: An environmental scan for 2005 and 2006. GATFWorld (17/1). Sewickley,PA: Graphic Arts Technical Foundation
2005 PIA/GATF Technology Forecast
PRINT PLANTS CONTINUE TO DECLINE
- 1994 53,000 print plants- 2005 less than 45,000 (decline of 15%)- Predicts that 1,300 plants will close in 2005-2006
“The reduction in number of plants does not mean that industry
overcapacity is falling. In fact, the surviving plants are more
productive making for more overcapacity” (Davis, 2005)
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
“The focus is not only developing new skills; it is also on how to
learn new skills, knowledge, and capability—learning how to
learn.”Darren Dolcemascolo (2004)
Dolcemascolo, D. (2004). Lean and the learning organization. Retrieved February 2, 2005 from http://www.emsstrategies.com
Be a Learning Organization
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
-A philosophy-A series of applications-An opportunity for unified engagement-A system of productivity techniques-A system of quality improvement concepts-A way in which to define value from a customer’s perspective-An application that creates culture, engages everyone and encourages continual change and improvement.
What is Lean?
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
“If you had to leave my house this second and immediately begin the task of getting four new tiresPut on your car, filling the gas tank to the top, cleaning the windshield, and then drinking seven ounces of water, how long do guess it would take?”
“Which car in the Indianapolis 500 race wins?
What is Lean?
Answer: “it is not the fastest car that wins. It is usually is the car that spends the least amount ofTime in the pits. And what happens in the pits? That’s where they replace all four tires, fill the gas tank, clean the windshield and give the driver seven ounces of water to drink all in less than nine seconds.”
Feingold, J. (2005). Getting lean. Fort Wayne, IN: WCM Associates.
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Many of the ideas embodied in Lean are derived from the concepts proposed by Frederic Taylor, Frank and Lillian Gilbreth, Henry Ford, William Deming, and others.
Emerged from Japan (Post WWII):- Kiichiro Toyoda- Taiichi Ohno (Why-Why) and Shigeo Shingo
(JIT)- Incorporated Ford production practices of
Ishikawa, Deming, and Juran into Toyota Production System (1949-1975)
Brought to North America through Ohno and Shingo’s books
History of Lean

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Lean is a systematic approach to enhancing value of a product or service while reducing and eliminating waste both in the manufacturing and non-manufacturing components of a company
Lean Defined
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
1. The workplace is safe, orderly, and immaculately clean
2. Products are build just in time, and only to customer demand
3. Six sigma quality is built into the product and process99.9996% perfection – 3.4 ppm failed (parts per million)
4. Empowered work teams make key decisions on the shop floor and in supporting functions
5. Visual management techniques are used to spread critical information throughout the factory
6. There is a relentless pursuit of perfection
The Philosophical Core of Lean
Henderson, B.A., Larco, J.L. (2003). Lean Transformation. Richmond, VA: The Oaklea Press
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Lean Principles1. Kaizen (continuous improvement)2. 6S3. Muda (identification and elimination of
waste)4. Visual Management5. Value Stream Mapping6. VOC (voice of the customer)7. Takt time (beat)8. Data Collection9. Pull System10.TPM (total productive maintenance)11.Work Cell Optimization (single piece flow)12.SMED (single minute exchange of dies)13.Kanbans

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Lean PrinciplesIn a truly lean system, everyone—
subcontractors, first-tier suppliers,systems integrators or assemblers,
distributors, customers, employeescan see everything so it’s easy to discover
ways to create value. Also there is instant and positive feedback for
employees making improvements, a key feature of lean work and
a powerful element tocontinuous improvement. Darren
Dolcemascolo (2004)
Dolcemascolo, D. (2004). Lean overview. Retrieved February 2, 2005 from http://www.emsstrategies.com
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Kaizen (Continuous Improvement)A management philosophy
emphasizing employee participation, In which every process is continuously
evaluated andRe-valuated for the elimination of
waste.
How to hold a Kaizen event:1. Select a subject for the event2. Select and assemble the team3. Affirm management’s commitment4. Preset the road map5. Train the team6. Perform the “present state” analysis7. The “next step” proposal should be generated8. The team presents its action plan to management9. Assign the action items10. Track activities and results using visual management boards11. Implement the changes12. Measure the improvement and report results13. Say “Thank You.”
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
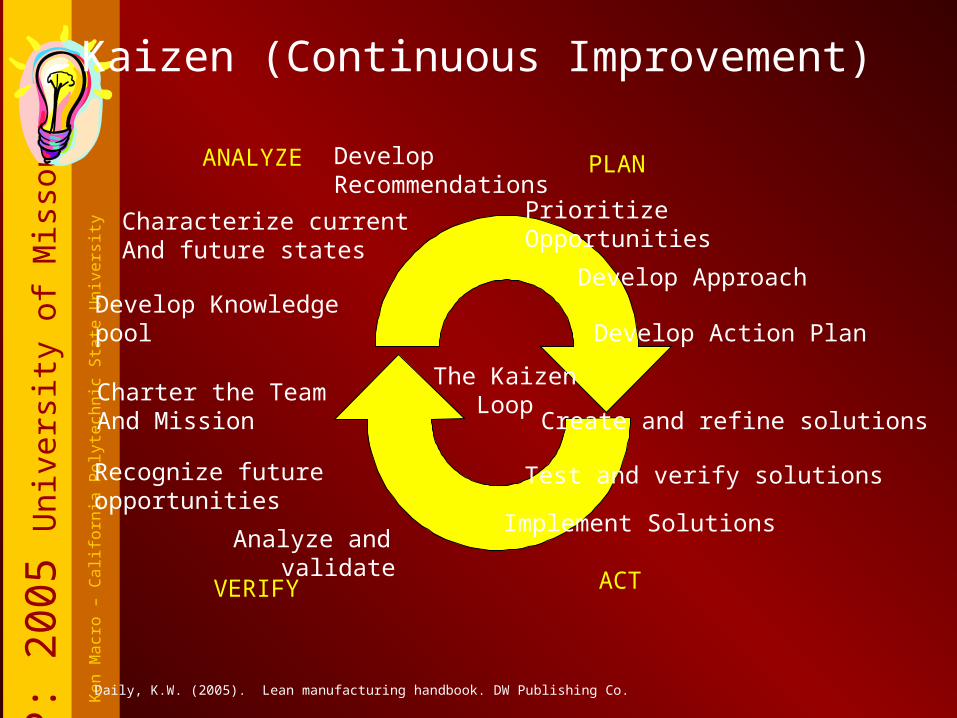
Kaizen (Continuous Improvement)
ANALYZE
Characterize currentAnd future states
Develop Action Plan
DevelopRecommendations
PrioritizeOpportunities
Develop Approach
PLAN
VERIFY ACT
Recognize futureopportunities
Analyze and validate
Implement Solutions
Test and verify solutions
Create and refine solutionsCharter the TeamAnd Mission
Develop Knowledgepool
The KaizenLoop
Daily, K.W. (2005). Lean manufacturing handbook. DW Publishing Co.
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
1. 6S (formerly 5S)A system designed to organize and
standardize a workplace- Sort (Seiri)- Set in Order (Seiton)- Shine (Seison)- Standardize (Seiketsu)- Sustain (Shitsuke)- Safety (Anzen)
Safe Clean Organized Work Environment
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
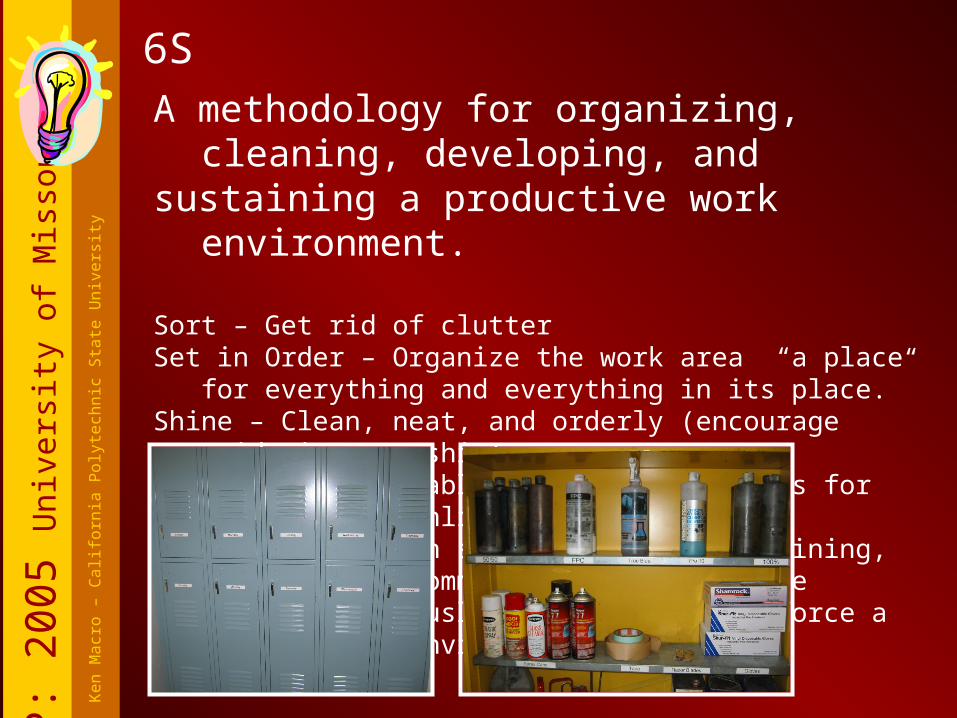
6SA methodology for organizing, cleaning,
developing, andsustaining a productive work
environment.
Sort – Get rid of clutterSet in Order – Organize the work area “a place for
everything and everything in its place.”Shine – Clean, neat, and orderly (encourage pride in
ownership)Standardize – Establish written standards for order and
cleanlinessSustain – Maintain standards through training,
empowerment, commitment and disciplineSafety – Continuously make aware and enforce a safe
working environment.

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
- Improved morale- Improved quality and profitability- Space- Safety- Reduced motion waste: any movement of people or
machines without adding value to the product.- Structure for sustaining order
- Eliminate the “erosion of improvements”- Not about housekeeping – it is about “zero housekeeping”
Benefits of 6S
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
The Philosophy: The identification and elimination of waste for the value stream is the central theme of LEAN.
Successful implementation requires that the entire workforce be trained in identifying and eliminating waste from their work.Waste exists at all levels in the organization. Effectiveness is the collective integration of man, method, material, and machine.
1. Over-production2. Wait time3. Transportation4. Processing5. Inventory6. Motion7. Defects
“Muda” and the 7 Wastes

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
1. Over-production
2. Wait time
3. Transportation
4. Processing
The Seven WastesProducing more than is needed, faster than needed or before it is needed (JIT Theory)Idle time that occurs when codependent events are not fully synchronizedAny material movement that does not directly support immediate production
Redundant effort which adds no value to a product or service (transparent to customer or which customer would be unwilling to pay for)
Automation in the wrong placesCost Accounting PracticesLength of communicationLengthy set-up timesLow up-times, Poor planningInconsistent work methodsLack of proper equipment or materialsLong set-up timesPoor equipment maintenanceProduction bottle-necksImproper facility layoutLarge lot processingLarge lot purchasingPoor production planningPoor work place organization
Decision making at inappropriate levelsInefficient policies and proceduresLack of customer input concerning requirement

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
5. Inventory
6. Motion
7. Defects
The Seven WastesAny supply in excess of process requirements necessary to produce goods or services in a JIT manner
Any movement of people which does not contribute added value to the product or serviceRepair or rework of a product or service to fulfill customer requirements as well as scrap waste resulting from make-ready.
Inaccurate forecastingIncapable processIncapable suppliersLong changeover timesPoor inventory trackingUnbalanced production processes
Ineffective equipmentLack of visual controls (VMB, Kanbans)Poor process documentationPoor workplace organization
Excessive variationHigh inventory levelsInadequate tools or equipmentIncapable processesInsufficient trainingPoor layouts unnecessary handling
Daily, K.W. (2005). Lean manufacturing handbook. DW Publishing Co.
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
“Lean thinking therefore must start with a conscious attempt to precisely define value in terms of specific products with specific capabilities offered at specific prices through a dialogue with specific customers. The way to do this is to ignore existing assets and technologies and to rethink firms on a product-line basis with strong, dedicated product teams. This also requires redefining the role for a firm’s technical experts and rethinking just where in the world to create value.” James Womack
Value
Womack, J. & Jones, D. (2003). Lean thinking. New York, NY: Free Press.
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
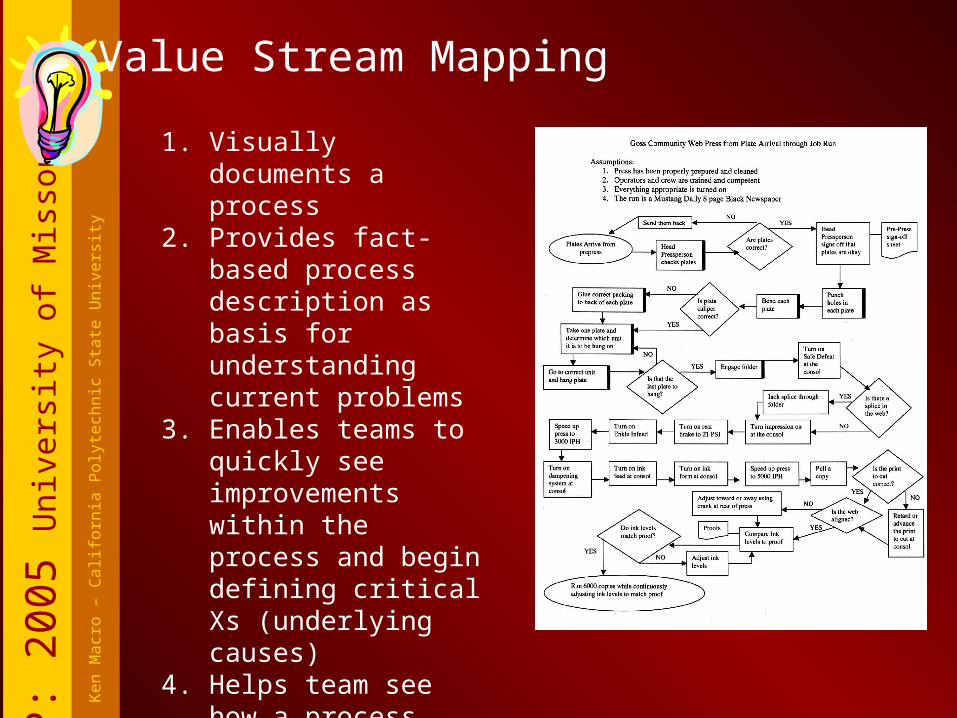
Value Stream Mapping
1. Visually documents a process
2. Provides fact-based process description as basis for understanding current problems
3. Enables teams to quickly see improvements within the process and begin defining critical Xs (underlying causes)
4. Helps team see how a process should work once they eliminate waste
5. Helps communicate inside and outside the organization
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Visual Management
“Visual management is critical to achieving truly empowered
employees. Empowerment is not possible without information,
and the best way to insure that information is available is
through simple visual management techniques”
(Henderson & Larco, 2003).
The strategy of providing visual information on daily activities available for everyone in the workplace.-Shadow boards-Visual display boards (safety, 6S rating, Quality, training, SOPs, On-time delivery, etc)-Cell production status board (set-up times, TPM, etc)-Red tag, yellow tag identification

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Visual Management Board – 6S

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
QUAD’s “Island of Excellence”
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
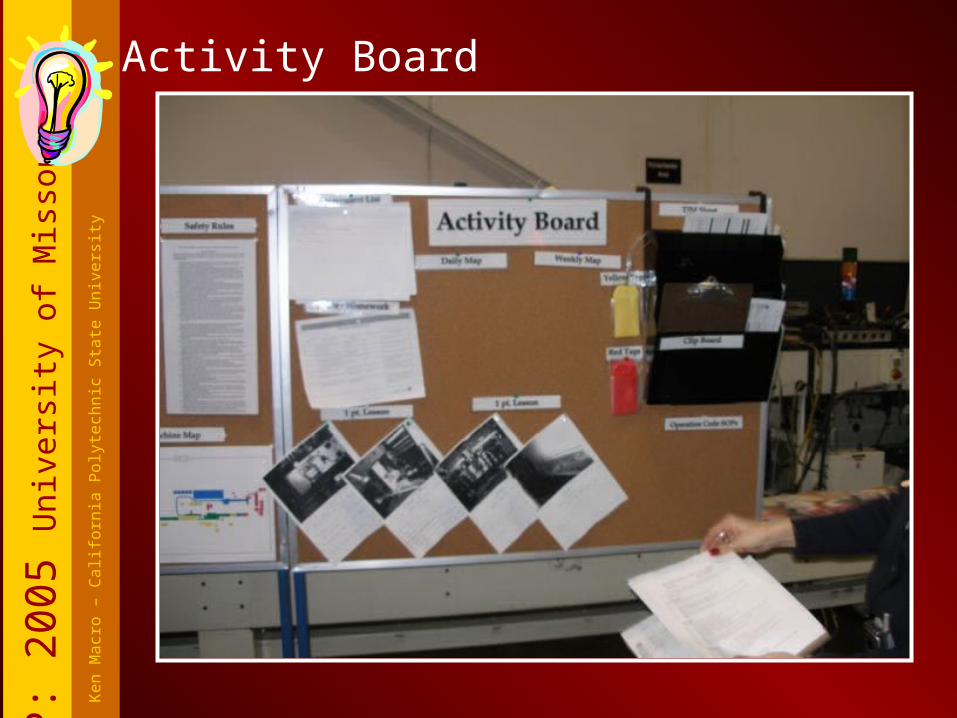
Activity Board
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
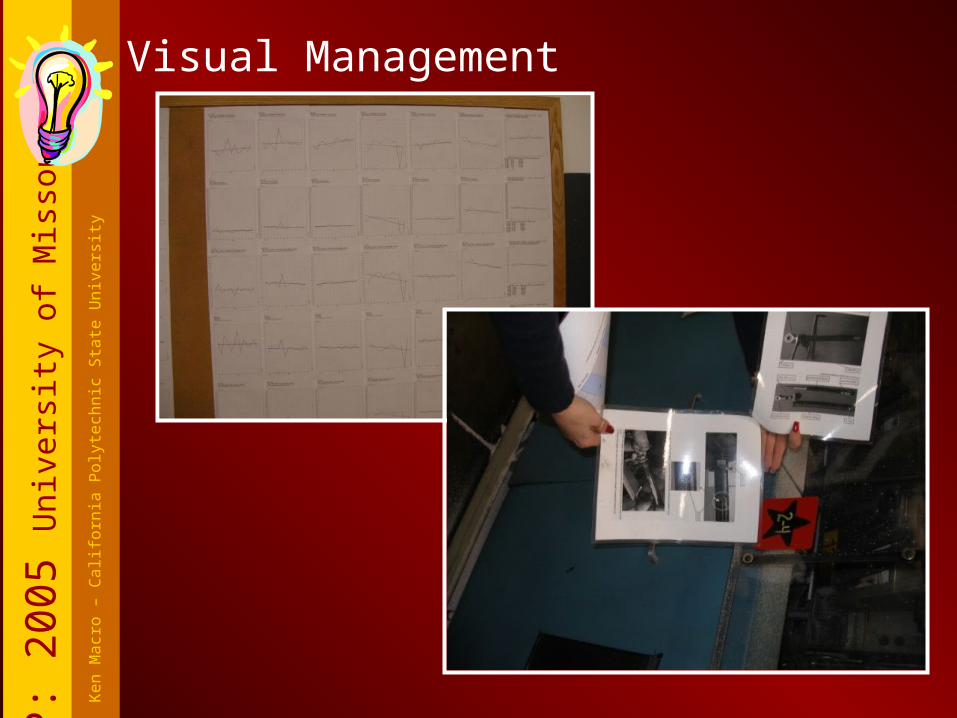
Visual Management
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Pull“In the next few years, printing firms can
learn to quickly print up smalllots of books and distribution warehouses can
learn to replenishbookstore shelves frequently. Eventually new
‘right sized’ book printing technologies may come along and make it
possible to simply print out the books the customer wants at the moment the
customer asks for them, either in a bookstore or, even better, in the
customer’s office or home. And some customers may not want a physical
copy of their ‘book’ at all, Instead, they will request the electronic
transfer of the text from the ‘publisher’ to their own computer, printing
out an old-fashioned paper version only if they happen to need it. The
appropriate solution will found once the members of the publishing value
stream embrace the fourth principle of lean thinking: pull.
(Womack & Jones, 2003, p.25, para. 2).
Womack, J. & Jones, D. (2003). Lean thinking. New York, NY: Free Press.

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Total Productive MaintenanceA systematic approach to eliminate
downtime of equipmentFive Pillars of TPM1. Autonomous maintenance – to clean2. Maintenance mindset and training – to detect3. Planned maintenance system – to correct4. Overall equipment effectiveness – to perfect5. Early equipment management system – to protect

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Total Productive MaintenanceProgram requires operators to be
responsible for cleaningand inspecting, lubricating, performing
precision checks,and other light maintenance tasks.
Benefits:1. Increases overall equipment effectiveness using improvement activities2. Establishes autonomous maintenance engaging equipment operators3. Established a planned maintenance system4. Requires training to improve operation and maintenance skills5. Institutes a system for preventive maintenance6. Eliminates breakdown losses
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
“Lean organizations create a culture of continuous improvement, and
within that culture, they employ tools of lean to eliminate waste. Not
surprisingly, it begins with the customer (not the plant manager or
industrial engineer). The customer is the definer of value.”
Darren Dolcemascolo (2004)
Implementing a Lean Culture
Dolcemascolo, D. (2004).Implementing lean. Retrieved February 2, 2005 from http://www.emsstrategies.com
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
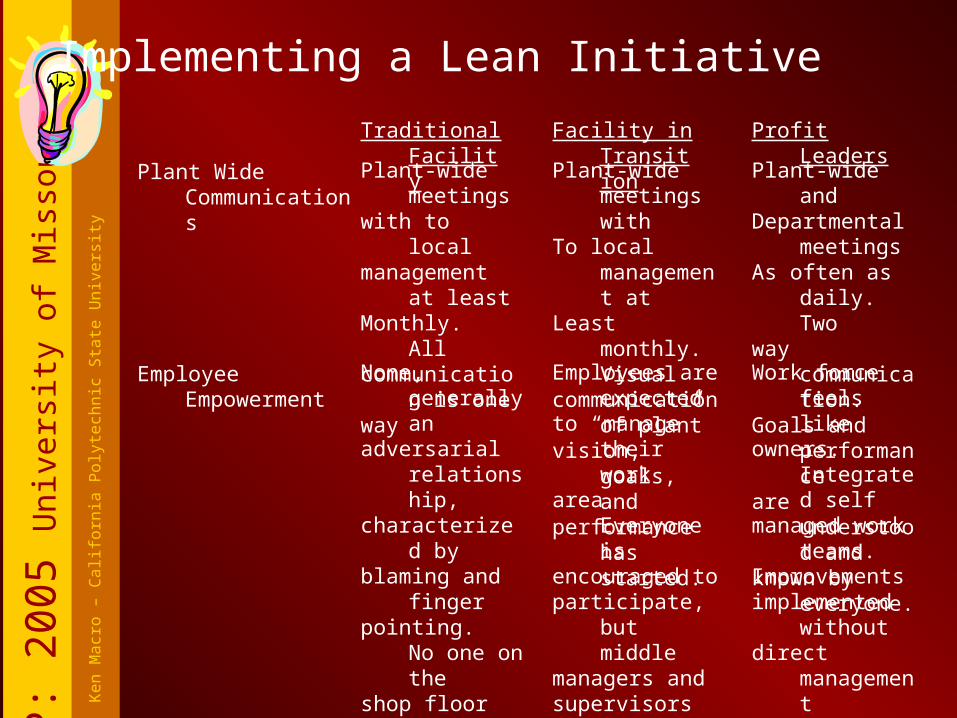
Plant Wide Communications
Implementing a Lean Initiative
Plant-wide meetings with
To local management at
Least monthly. Visual
communication of plant
vision, goals, and
performance has started.
Plant-wide andDepartmental
meetings As often as
daily. Two way
communication.
Goals and performance
are understood and
known by everyone.
Plant-wide meetings
with to localmanagement
at leastMonthly. Allcommunication
is onewayEmployee
EmpowermentEmployees are
expectedto “manage”
their workarea. Everyone
isencouraged toparticipate, but
middlemanagers andsupervisors and
roadblocks.
Employeesuggestions
systemstarted.
Work force feels like
owners. Integrated self
managed work teams.
Improvements implemented
withoutdirect
management
involvement.
None, generally an
adversarial relationship,
characterized by
blaming and finger
pointing. No one on the
shop floor is expected
to use anything other
than “arms & legs” in
the performance of the
job.
Traditional Facility
Facility in Transition
Profit Leaders
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
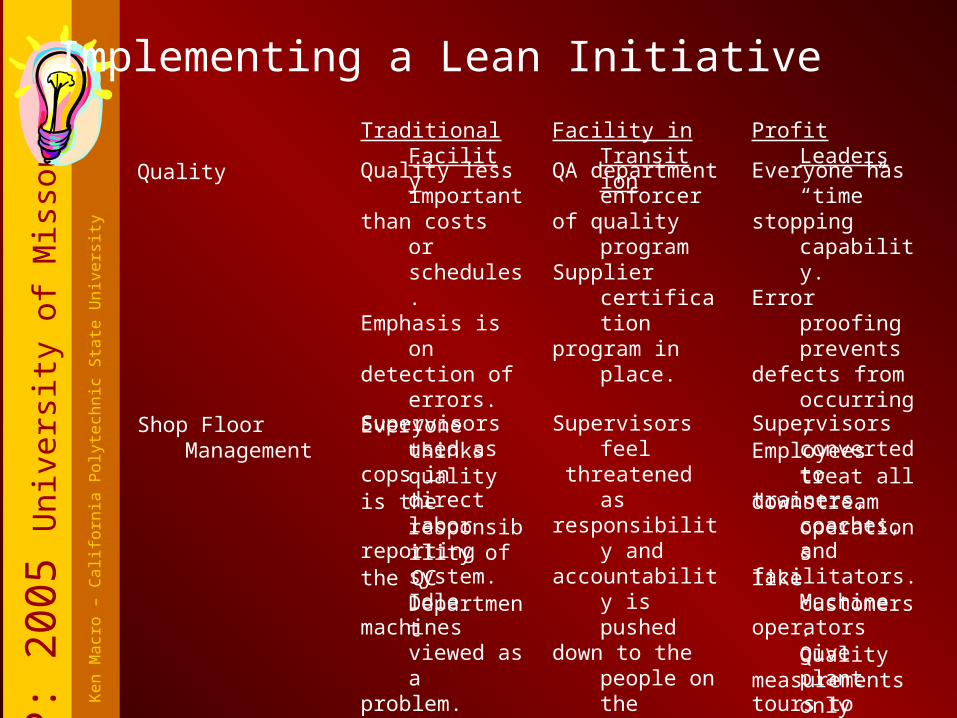
Quality
Implementing a Lean Initiative
QA department enforcer
of quality program
Supplier certification
program in place.
Everyone has “time”
stopping capability.
Error proofing prevents
defects from occurring,
Employees treat all
downstream operations
like customers. Quality
measurements only
meaningful in ppm.
Quality less important
than costs or schedules.
Emphasis is ondetection of
errors.Everyone
thinks quality
is the responsibility of
the QC Department
Shop Floor Management
Supervisors feel threatened as responsibility
and accountability
is pushed down to the
people on the
shop floor. Cop management
mentality is
replaced with trust and
respect.
Supervisors converted to
trainers, coaches, and
facilitators. Machine
operators give plant
tours to customers
Supervisors used as
cops in direct labor
reporting system. Idle
machines viewed as a
problem. Scrap, rework
and downtime are
considered a cost of
doing business.
Traditional Facility
Facility in Transition
Profit Leaders
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
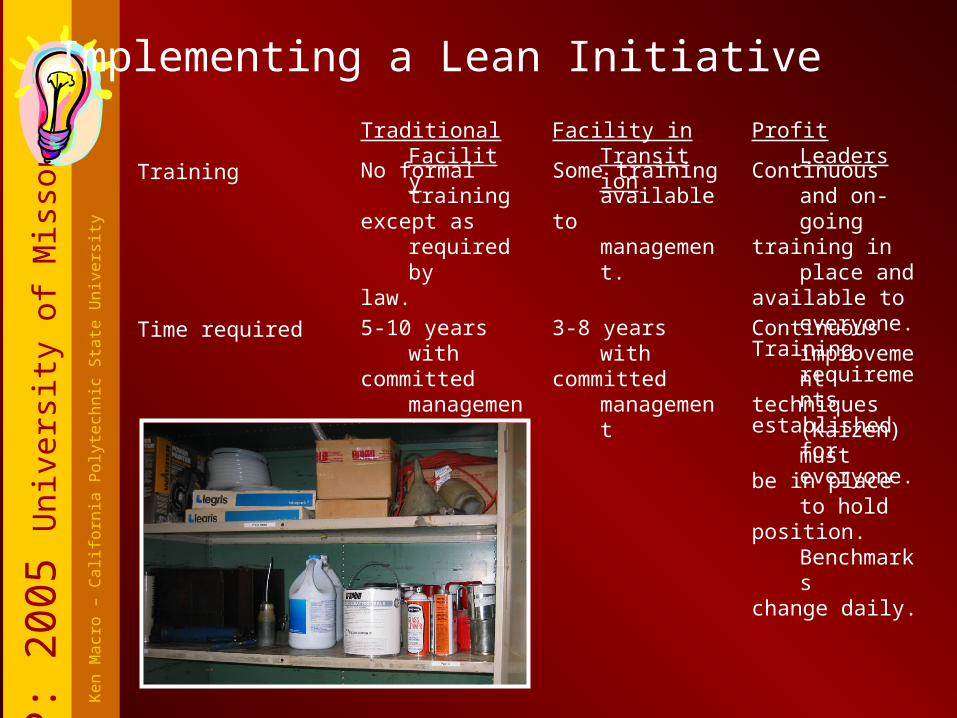
Training
Implementing a Lean Initiative
Some training available
to management.
Continuous and on-going
training in place and
available to everyone.
Training requirements
established for everyone.
No formal training
except as required by
law.
Time required 3-8 years withcommitted
management
Continuous improvement
techniques (Kaizen) must
be in place to hold
position. Benchmarks
change daily.
5-10 years with
committed management
Traditional Facility
Facility in Transition
Profit Leaders

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Tool Kit Comparison
Source: LEARNING and PRODUCTIVITY Pty. Ltd.
Major CPITools 6σ Kaizen Lean Description
Cp/Cpk 4 Process capability assessmentDOE 4 Design of experimentsSPC 4 Process control based on statistics and data analysisFMEA 4 Risk assessment toolRegression 4 Correlate effect one variable has on anotherProcess Map 4 4 4 Map process steps to communicate and identify opportunities5 whys /2 hows 4 4 4 Determination methods for root cause discoveryPareto 4 4 4 Column chart ranking items highest to lowestFishbone 4 4 4 Cause / Effect Diagram5s 4 4 Elimination wasteVisual Mgmt 4 4 4 Emphasis on visual techniques to manage processPoka-Yoke 4 4 Error proofing techniquesSpaghetti Chart 4 4 Visual production process mapKanban 4 4 Material storage technique used to control processTakt Time 4 4 Determine pace or beat of a processStd Work 4 4 Evaluate tasks done during a processSMED 4 4 Single minute exchange of dies - Quick machine set upTPM 4 Integrate maintenance strategy with processCellular Flow 4 Reduce inventory & cycle time through process layout and pull production techniques
2000, QualityToolBox.com, LLC, all rights reserved
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
“Lean Leaders have the knowledge and are well versed in the definitions and methods of Lean. They embrace radically different structures, strategies, and day-to-day processes to operate more effectively than ever dreamed. And they can do it within a timeframe and a positive culture that gets sustainable results.”
Susan Kelly
Kelly, S.L. (2003). Lean enterprise: From manufacturing to selling. Gravure (10).
A Paradigmatic Shift…a time for change!
AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
“Our earnest advice to lean firms today is simple: To hell with your competitors; compete against perfection by identifying all activities that are muda and eliminating them. This is an absolute rather than a relative standard which can provide the essential North Star for any organization (in its most spectacular application, it has kept the Toyota organization in the lead for forty years). However, to put this admonition to work you must master the techniques for eliminating muda.”
James Womack & Daniel Jones (2003)
A Paradigmatic Shift…a time for change!
Womack, J. & Jones, D. (2003). Lean thinking. New York, NY: Free Press.

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Thank you for your time…Enjoy the rest of the conference!
Think Lean,Empower lean,Coach lean,And Sustain lean.

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
SourcesDailey, K.W. (2004). The lean manufacturing employee training manual. Tampa, FL: DW Publishing. Emiliani, M.L. (2003). Better thinking, better results: Using the power of lean as a total business solution. Kensington, CT: The Center for Lean Business Management. Epstein, R. (1996). Creativity Games for Trainers: A handbook of group activities forjumpstarting workplace creativity. New York, NY: Training McGraw-Hill. Feingold, J. (2005). Getting lean. Fort Wayne, IN: WCM Associates. George, M.L., Rowlands, D., Price, M., & Maxey, J. (2005). The lean six sigma pocket toolbook. New York, NY: McGraw-Hill. Gilpatrick, K.E., & Furlong, B. (2004). The elusive lean enterprise. Victoria, BC: Trafford. Henderson, B.A., & Larco, J.L, (2003). Lean Transformation: How to change your business into a lean enterprise. Richmond, VA: Oaklea Press. Kaydos, W. (1991). Measuring, managing, and maximizing performance: What every manager needs to know about quality and productivity to make real improvements in performance. Cambridge, MA: Productivity Press. Kelly. S. (2003). Lean enterprise: From manufacturing to selling. Gravure (October). 56-59. Kotter, J.P. (1996). Leading change. Boston, MA: Harvard Business School Press. Payne, V. (2001). The team-building workshop: A trainer’s guide. New York, NY: AMACOM. Rizzo, K.E. (2001). Total Productive Maintenance: A guide for the printing industry (2nd ed.). Pittsburgh, PA: GATFPress. Wireman, T. (1991). Total productive maintenance: An American approach. New York, NY: Industrial Press. Wireman, T. (2004). Total productive maintenance. New York, NY: Industrial Press. Womack, J.P., & Jones, D.T. (2003). Lean thinking: Banish waste and create wealth in your corporation. New York, NY: Free Press.

AC
UP:
20
05
Un
ivers
ity o
f M
isso
uri
Ken M
acr
o –
Calif
orn
ia P
oly
tech
nic
Sta
te U
niv
ers
ity
Other Sources
Likert, J. K. (2004). The Toyota Way. New York, NY: McGraw Hill
www.emsstrategies.com