Embed Size (px)
Citation preview

Acceptance Criteria for PaintedSurfaces Inside and Outsideof Railway Vehicles
ainting represents less than10% of the cost of a railwayvehicle, which may seem
insignificant, but the work actuallyis quite significant both in terms ofthe protection against corrosion aswell as the aesthetic value it pro-vides for rolling stock.
Furthermore, quality control incoating railway vehicles is impor-tant, because if the work is notdone properly, they will need to berepainted, which will mean highercosts, longer delivery times, andpossibly more impact on the envi-ronment, depending on the typesof coating materials used.
For these reasons, AlstomTransport SA, a railway vehiclemanufacturer with facilities
this case, travellers, for whom suchthings as timetables, prices, and thecleanliness and comfort of the rail-way vehicles are important. Aesthe-tics are part of this, but not essential.Therefore, the notion of “zero aes-thetic failure” (i.e., paint blemishes)is not a critical satisfaction factor.
Instead, the first and primaryrequirement of a railway network isreliability, which is related to coat-ing quality in terms of the long-last-ing anti-corrosive protection it pro-vides, thereby helping to keep therailway vehicles strong and safe.This is reflected in the followingbasic postulate of the AlstomTransport quality standard: • Coating quality must retain itslong-lasting anti-corrosive andstrength properties.• Any alteration of a coating thatwould affect these properties mustbe corrected.
throughout Europe, initiated a studyabout a standard quality level for allits European facilities in 1995. Thisarticle describes the quality controlprocedures developed as a result ofthat study and the acceptance crite-ria the company now uses for thepainting of railway vehicles.
Alstom’s Quality Standard Among the expectations of a rail-
way vehicle manufacturer are thatthe rolling stock it makes will remainsafe throughout its lifetime, that itsvehicles will have a visual identity,and that they will be both aestheti-cally pleasing to look at as well ascomfortable for travelers to use.
Railway companies, like any indus-try, must please their customers—in
PCE January 199934 Copyright ©1999, Technology Publishing Company
By Dr. Christian AmorinAlstom Transport SAPetite Forêt, France
P
Illustration by Peter F. Salvati; photos courtesy of the author
35PCE January 1999Copyright ©1999, Technology Publishing Company
Colour difference
Gloss difference
Mottling ofmetallic paints
Sanding failuresor marks
Sagging
Holidays
Orange peelOverspray fallout
Checking
Superficial pollution(i.e., adhesive traces,humidity marks, etc.)
Scratches
Impacts
Curtaining
PinholesMicro-foamingDust and inclusions
Fingerprints
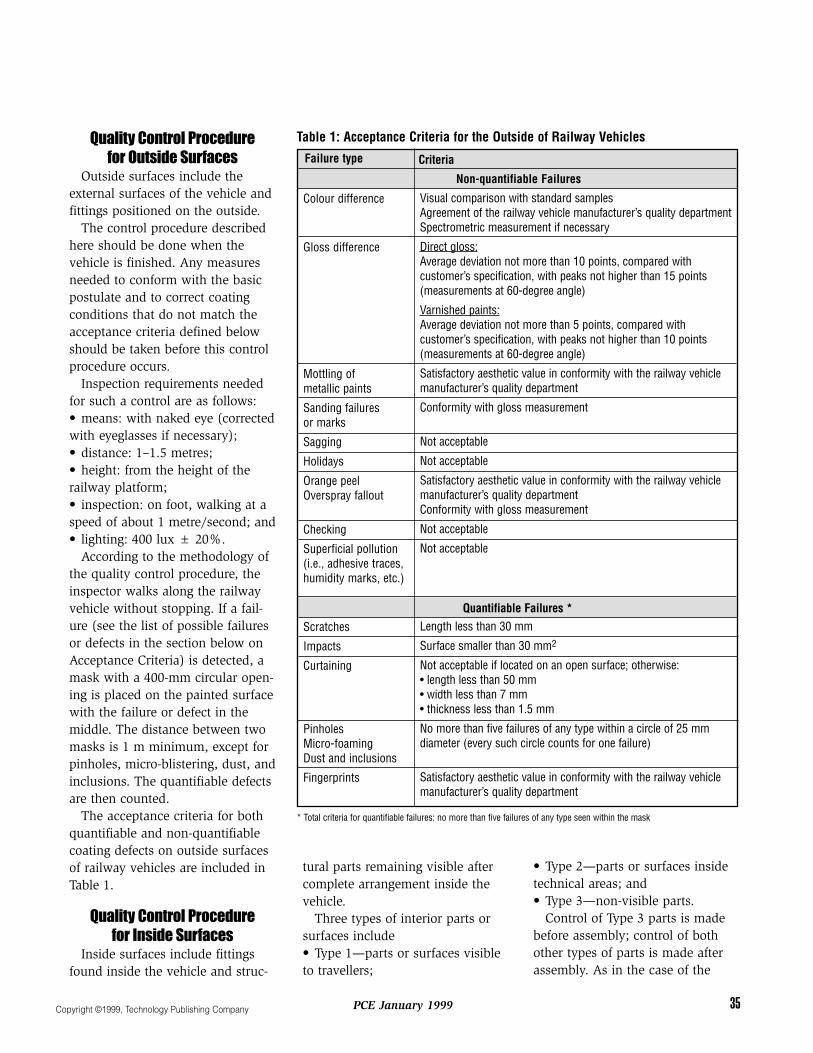
Table 1: Acceptance Criteria for the Outside of Railway Vehicles
Non-quantifiable Failures
Visual comparison with standard samplesAgreement of the railway vehicle manufacturer’s quality departmentSpectrometric measurement if necessary
Direct gloss:Average deviation not more than 10 points, compared withcustomer’s specification, with peaks not higher than 15 points(measurements at 60-degree angle)
Varnished paints:Average deviation not more than 5 points, compared withcustomer’s specification, with peaks not higher than 10 points (measurements at 60-degree angle)
Satisfactory aesthetic value in conformity with the railway vehiclemanufacturer’s quality department
Conformity with gloss measurement
Not acceptable
Not acceptable
Satisfactory aesthetic value in conformity with the railway vehiclemanufacturer’s quality departmentConformity with gloss measurement
Not acceptable
Not acceptable
Length less than 30 mm
Surface smaller than 30 mm2
Not acceptable if located on an open surface; otherwise:• length less than 50 mm• width less than 7 mm• thickness less than 1.5 mm
No more than five failures of any type within a circle of 25 mmdiameter (every such circle counts for one failure)
Satisfactory aesthetic value in conformity with the railway vehiclemanufacturer’s quality department
* Total criteria for quantifiable failures: no more than five failures of any type seen within the mask
Failure type Criteria
Quantifiable Failures *
Quality Control Procedurefor Outside Surfaces
Outside surfaces include theexternal surfaces of the vehicle andfittings positioned on the outside.
The control procedure describedhere should be done when thevehicle is finished. Any measuresneeded to conform with the basicpostulate and to correct coatingconditions that do not match theacceptance criteria defined belowshould be taken before this controlprocedure occurs.
Inspection requirements neededfor such a control are as follows:• means: with naked eye (correctedwith eyeglasses if necessary); • distance: 1–1.5 metres; • height: from the height of therailway platform; • inspection: on foot, walking at aspeed of about 1 metre/second; and • lighting: 400 lux ± 20%.
According to the methodology ofthe quality control procedure, theinspector walks along the railwayvehicle without stopping. If a fail-ure (see the list of possible failuresor defects in the section below onAcceptance Criteria) is detected, amask with a 400-mm circular open-ing is placed on the painted surfacewith the failure or defect in themiddle. The distance between twomasks is 1 m minimum, except forpinholes, micro-blistering, dust, andinclusions. The quantifiable defectsare then counted.
The acceptance criteria for bothquantifiable and non-quantifiablecoating defects on outside surfacesof railway vehicles are included inTable 1.
Quality Control Procedurefor Inside Surfaces
Inside surfaces include fittingsfound inside the vehicle and struc-
tural parts remaining visible aftercomplete arrangement inside thevehicle.
Three types of interior parts orsurfaces include • Type 1—parts or surfaces visibleto travellers;
• Type 2—parts or surfaces insidetechnical areas; and • Type 3—non-visible parts.
Control of Type 3 parts is madebefore assembly; control of bothother types of parts is made afterassembly. As in the case of the
Copyright ©1999, Technology Publishing Company
Type 1 Pieces and Type 2 Pieces
Visual comparison with standard samplesAgreement of the railway vehicle manufacturer’squality department
Direct gloss:Average deviation not more than 10 points,compared with customer’s specification, withpeaks not higher than 15 points(measurements at 60-degree angle)
Varnished paints:Average deviation not more than 5 points,compared with customer’s specification, withpeaks not higher than 10 points (measurements at 60-degree angle)
Satisfactory aesthetic value in conformity with therailway vehicle manufacturer’s quality department
Conformity with gloss measurement
Not acceptable
Not acceptable
Satisfactory aesthetic value in conformity with therailway vehicle manufacturer’s quality departmentConformity with gloss measurement
Not acceptable
Not acceptable
Length less than 30 mm
Surface smaller than 30 mm2
Length less than 50 mmWidth less than 7 mmThickness less than 1.5 mm
No more than five failures of any type within acircle of 25 mm diameter (every such circlecounts for one failure)
Satisfactory aesthetic value in conformity with therailway vehicle manufacturer’s quality department
PCE January 199936
Colour difference
Gloss difference
Mottling ofmetallic paints
Sanding failuresor marks
Sagging
Holidays
Orange peelOverspray fallout
Checking
Superficial pollution(i.e., adhesive traces,humidity marks, etc.)
Scratches
Impacts
Curtaining
PinholesMicro-foamingDust and inclusions
Fingerprints
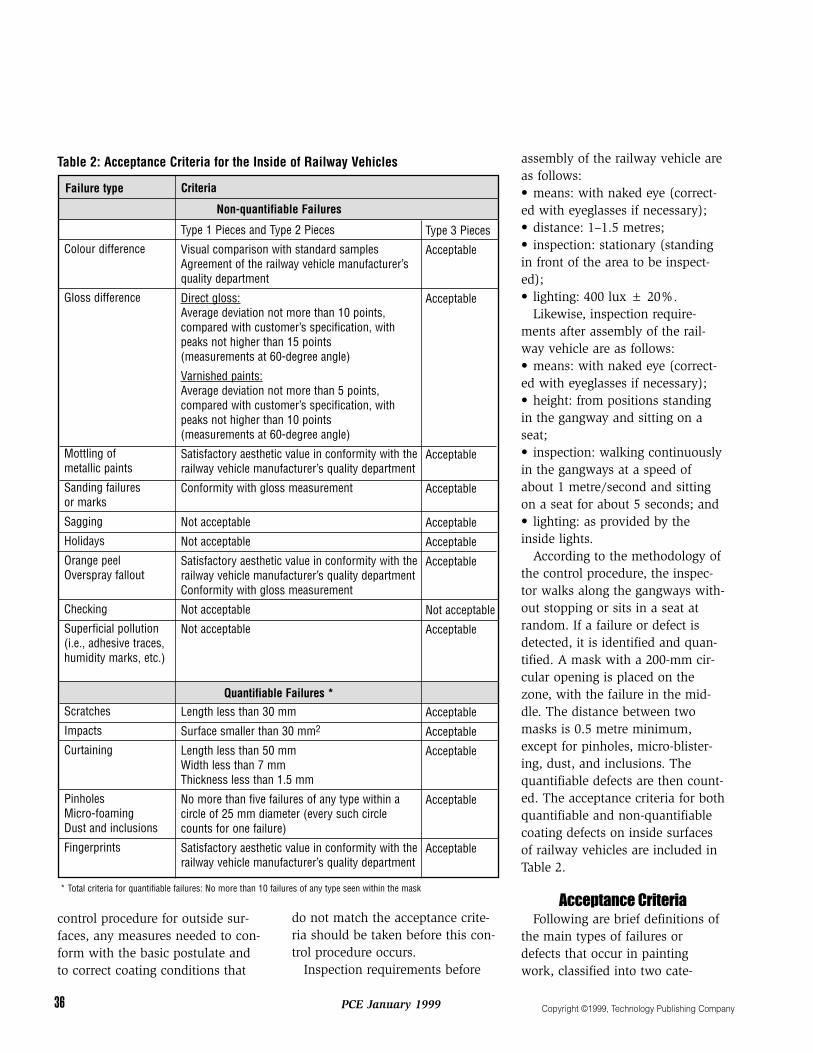
Table 2: Acceptance Criteria for the Inside of Railway Vehicles
Non-quantifiable Failures
* Total criteria for quantifiable failures: No more than 10 failures of any type seen within the mask
Type 3 Pieces
Acceptable
Acceptable
Acceptable
Acceptable
Acceptable
Acceptable
Acceptable
Not acceptable
Acceptable
Acceptable
Acceptable
Acceptable
Acceptable
Acceptable
Failure type Criteria
Quantifiable Failures *
control procedure for outside sur-faces, any measures needed to con-form with the basic postulate andto correct coating conditions that
do not match the acceptance crite-ria should be taken before this con-trol procedure occurs.
Inspection requirements before
assembly of the railway vehicle areas follows:• means: with naked eye (correct-ed with eyeglasses if necessary); • distance: 1–1.5 metres; • inspection: stationary (standingin front of the area to be inspect-ed); • lighting: 400 lux ± 20%.
Likewise, inspection require-ments after assembly of the rail-way vehicle are as follows:• means: with naked eye (correct-ed with eyeglasses if necessary); • height: from positions standingin the gangway and sitting on aseat; • inspection: walking continuouslyin the gangways at a speed ofabout 1 metre/second and sittingon a seat for about 5 seconds; and • lighting: as provided by theinside lights.
According to the methodology ofthe control procedure, the inspec-tor walks along the gangways with-out stopping or sits in a seat atrandom. If a failure or defect isdetected, it is identified and quan-tified. A mask with a 200-mm cir-cular opening is placed on thezone, with the failure in the mid-dle. The distance between twomasks is 0.5 metre minimum,except for pinholes, micro-blister-ing, dust, and inclusions. Thequantifiable defects are then count-ed. The acceptance criteria for bothquantifiable and non-quantifiablecoating defects on inside surfacesof railway vehicles are included inTable 2.
Acceptance CriteriaFollowing are brief definitions of
the main types of failures ordefects that occur in paintingwork, classified into two cate-

Copyright ©1999, Technology Publishing Company
Quantifiable Failures or Defects• Scratches: marks made on apaint film by foreign objects.• Impacts: dents.• Curtaining: localised slipping ofthe paint film that may result froman excess of paint on an unevensurface. The excess material con-tinues to flow after the surround-ing surface has set up.• Pinholes: very small holesappearing in the paint film duringapplication and cure, generally dueto air or gas bubbles in the wetfilm that create small pores whenevaporating.• Micro-foaming: small pores creat-ed by bubbles bursting in a partial-ly dry paint film.• Dust and inclusions: foreign par-ticles trapped in the paint film orfastened to the film surface.• Fingerprints: marks printed inthe film before its complete solidifi-cation.
Industrial andStandardising References
The above control concept wasworked out by Alstom Transportpainting experts throughout Europeand resulted in two in-house stan-dards being developed by the com-pany: • DTR.1 029, Acceptance Criteriafor a Painted Car, and • DTR.1 032, Acceptance Criteriafor Painted Parts Located Inside aCar.
These standards are used by allAlstom Transport facilities special-ising in assembly, namely thoselocated • in France: La Rochelle, Belfort,Valenciennes;• in Spain: Barcelona, Valencia;• in Great Britain: Birmingham;and
PCE January 1999 37
gories: quantifiable and non-quan-tifiable. When a failure or defect isfound, the acceptance criteria forpainting work inside and outsiderailway vehicles should be checkedto determine whether a repair isneeded or not.
Non-quantifiableFailures or Defects• Colour difference: perceptiblecolour difference due to overspraydeposit, application conditions,too heavy film thickness, etc.• Gloss difference: perceptiblegloss difference due to sprayingconditions, too much thickness.• Mottling of metallic paints: per-ceptible non-homogeneous distrib-ution of metallic particles in thefilm.• Sanding failures or marks: per-ceptible marks made during sand-ing work.• Sagging: movement of the paintfilm between application andcure. Sagging is generally limitedto a localised zone on verticalsurfaces.• Holidays: localised zone fromwhich paint creeps aside, leavinga surface with partial or total lackof protection. Holidays may bedue to pollution or insufficientsurface preparation.• Orange peel: surface conditionthat creates a texture similar to anorange peel.• Overspray fallout: fine overspraydeposit on an already dry film.• Checking: fine cracks that donot penetrate the topcoat butspread superficially, resulting in acrocodile skin-like texture.• Superficial pollution: remnant ofother treatments, such as gluing,surface glazing, masking adhe-sives, etc.
• in Germany: Salzgitter.The Alstom method also has
been discussed by the FrenchStandardisation Commission andadopted by commission members(Bombardier Transport, De DietrichFerroviaire, SNCF, and RATP) forinsertion in French AFNORStandard F 19-141 (RailwayRolling Stock: Protection andOrnamentation by Painting of CarBody and Component Parts–Part 1:General Prescriptions), whichrelates to protection and decorationthrough painting.
ConclusionThe concept of control outlined
in this article meets the needs ofboth customers and builders of rail-way vehicles. Indeed, by not requir-ing over quality (i.e., “zero aesthet-ic failure”), the cost of paintingwork can be optimised, resulting inbetter cost controls and increasedinvestment capacity for railwayoperators.
AcknowledgementsThe author wishes to thank the
experts of Alstom Transport whohave worked on this subject: D.Brown, H. Schroll, M. Espuelas, L.Querol, P. Lucas, Ch. Delgrande,and R. Villemin. Also, a specialthanks to R. Zaun of De DietrichFerroviaire for his contribution.
This article is based on a presenta-tion at ECOLROMAT ’98, whichwas held 8–9 October 1998 atMulhouse, France, and publishedin the conference proceedings. It isused here with the permission ofthe organisers.