Embed Size (px)
Citation preview
Report of NSF Workshop on
Accelerating NSF Research
in Additive Manufacturing
toward
Industrial Applications
Wei Xiong Mostafa Bedewy Howard Kuhn Alaa Elwany Zhijian Pei
Organized in collaboration with America Makes
http://www.engineering.pitt.edu/NSF-workshop-additive/ 2018
Workshop Report: Accelerating NSF Research in Additive Manufacturing
toward Industrial Applications; Pittsburgh, PA; August 17-18, 2017
Wei Xiong Department of Mechanical Engineering and Materials Science
Mostafa Bedewy Howard Arthur Kuhn
Department of Industrial Engineering
University of Pittsburgh
Alaa Elwany Zhijian Pei
Department of Industrial and Systems Engineering
Texas A&M University
2018

TABLE OF CONTENTS
Executive Summary .................................................................................................................. 1
1. Introduction ........................................................................................................................... 2
1.1. Background .................................................................................................................... 2
1.2. Objectives ...................................................................................................................... 3
1.3. Workshop Overview ...................................................................................................... 4
2. Current State of AM technologies ........................................................................................ 5
3. Additive Manufacturing Processes ....................................................................................... 6
4. Value Chain and Applications of Additive Manufacturing .................................................. 9
5. Materials in Additive Manufacturing ................................................................................. 11
6. Design in Additive Manufacturing ..................................................................................... 13
7. Outlook & Recommendations ............................................................................................ 14
8. Acknowledgments .............................................................................................................. 15
References ............................................................................................................................... 16
Appendix A. Organizing Committee, Scientific Committee, and Invited Speakers .............. 20
Appendix B. Sponsors ............................................................................................................ 22
Appendix C. Workshop Agenda and Presentation Abstracts ................................................. 23
Appendix D: List of participants ............................................................................................ 26
Appendix E: Abstracts for all presentations ........................................................................... 29

Project Report Page 1 of 51
EXECUTIVE SUMMARY
The workshop successfully provided an interaction venue for NSF supported researchers in additive manufacturing and representatives of relevant industries. Attendees from industry were exposed to the most recent results of basic research in additive manufacturing, while basic researchers had the unique opportunity to hear application-oriented perspectives and challenges. The workshop contributed to direct dissemination of NSF-funded research results to the most likely beneficiaries in industry and enabled forging new academia-industry collaborations.
The discussion in the workshop addressed knowledge gaps and knowledge transfer in additive manufacturing. Four major topics were discussed: (1) additive manufacturing processes, (2) value chain and applications of additive manufacturing, (3) Materials in additive manufacturing, (4) Design in additive manufacturing. The identified areas require more collaborative research can be summarized into four different categories: (1) Different engineering applications require new additive manufacturing process development, while the developed new additive manufacturing techniques require more collaborative efforts between industry and academia for commercialization. (2) Application of additive manufacturing to new area needs more joint efforts of manufacturing quality control, feedback loop of processing, and process optimization. (3) New materials suitable for additive manufacturing processes need to be developed in both structure and functional materials. (4) Synergistic efforts have to be made in process optimization, topology optimization, design sensitivity analysis, uncertainty quantification and design model development.
Some grand challenges in additive manufacturing were identified through the discussion during the workshop. Firstly, the education of additive manufacturing techniques including both modeling and experimentation is in an urgent need in both industry and academic institutions, related collaboration can be launched through extensive collaboration between different entities. Moreover, the development of additive manufacturing techniques requires a set of standards in order to further improve manufacturing stability, product quality and modeling accuracy. Last but not least, design of additive manufacturing in both materials and processing requires new models which can be started from the existing models for the conventional manufacturing techniques, and it requires the concurrent efforts made by both mechanical/manufacturing engineers and materials scientists in both simulation and experiments. A comprehensive design framework will significantly accelerate the additive manufacturing development in different aspects.
Overall, the interaction between NSF-funded researchers and professionals from different application areas/industries is crucial for carrying invention and knowledge generation forward, in order to maximize the societal impacts through innovation in technology development. Bridging additive manufacturing research and industrial application will lead to the elevation of additive manufacturing technologies from novelty status to become serious manufacturing contenders. This will further extend the capability of existing industries, such as aerospace and automotive industries.
Project Report Page 2 of 51
1. INTRODUCTION
1.1. Background Continuous evolution of advanced technologies such as additive manufacturing (AM) requires ongoing communication between the generators of basic knowledge and the developers of applications. Such links enable discussion of knowledge gaps that limit expanded application of the technology and lead to the identification of specific needs in basic and applied research. In addition, these interactions set the stage for future collaborations that implement transitions of basic research results to commercial practice. This type of communication is particularly crucial at the current early stage of development of AM.
In June 2015, one effort to facilitate such communication was carried out through an NSF-funded workshop in conjunction with a DOE program review at Oak Ridge National Labs. The workshop increased exposure of NSF basic research to the applied research needs of DOE in order to promote possible collaborations. In March 2016, an NSF workshop was held on “AM for Health,” which brought into focus the impact of and challenges facing exploiting AM technologies in healthcare. As an augment to such previous efforts, the NSF workshop on Accelerating NSF Research in Additive Manufacturing toward Industrial Applications was held in Pittsburgh, Pennsylvania on August 17-18, 2017 to bring together NSF-funded basic researchers and a broad cross-section of industrial AM members.
NSF has a long and distinguished record of supporting AM research since 1986, the early days of rapid prototyping. Through the Strategic Manufacturing (STRATMAN) Initiative of NSF’s Engineering Directorate, two of the foundational AM technologies involved STRATMAN-funded projects. Due in large part to such continuing funding of basic research on underlying processes and materials for AM, several AM technologies grew in capabilities and exhibited commercial successes, particularly in aerospace and medical applications. Simultaneous with this growth was the realization of the importance of manufacturing, in general, to national wellbeing. After the findings reported in 2011 by the US President’s Council of Advisors on Science and Technology (PCAST), the Advanced Manufacturing Partnership (AMP) Steering Committee focused on the issue of “translating promising early-stage research into cost-effective, high-performing domestic manufacturing capability and into new products.” Accordingly, the US administration established the first of the manufacturing innovation institutes in Youngstown, OH [Executive 2016]. This National Additive Manufacturing Innovation Institute (NAMII) was the pilot National Manufacturing Innovation Institute (NMII). It began operation in September, 2012, and was managed by the National Defense Center for Manufacturing and Machining (NCDMM). Later, the organization’s name was changed to America Makes.
The primary focus of America Makes is funding of AM technologies in the TRL/MRL range 4 through 7. This TRL/MRL range advances basic research through pilot stages and validation in a production-relevant environment toward commercialization. America Makes has the membership of over 170 individual industry companies, universities, and non-profit business development enterprises. Through several rounds of project calls, America Makes has now
Project Report Page 3 of 51
funded over $50 million of projects through public/private partnerships involving industry/university/non-profit teams.
Figure 1. Accelerating industrial applications of AM through this workshop, by interfacing NSF-funded research efforts and America Makes funded R&D efforts.
1.2. Objectives In order to better integrate the NSF-funded basic research on AM and America-Makes-funded R&D efforts, as illustrated in Figure 1, more interactions and collaborations are needed between America Makes members and principal investigators on NSF projects. This workshop provided better exposure of NSF-funded basic research to America Makes leadership and industrial members. At the same time, NSF researchers identified research directions in AM based on engineering challenges in industrial applications. Corresponding to the Dear Colleague Letter posted by NSF [NSF 2017], this workshop encouraged researchers to work closely with Manufacturing USA institutes, which aligns with the needs of NSF and in particular the Division of Civil, Mechanical and Manufacturing Innovation (CMMI) to have their research progress to applied research and then to commercial status.
The main goal of this workshop is to provide an interaction venue for NSF supported researchers in AM and America Makes industrial engineers with common interests, helping them to establish collaborations for the transfer of lab research to industrial applications. Accordingly, this one-day workshop had the following specific objectives:
To bring together a select group of NSF-funded basic researchers and members of the AM industry,
To promote the transfer of knowledge and the discussion of technology gaps and communicate industry needs from industry members to academicians,
To disseminate the recent findings of basic NSF-funded research projects to likely beneficiaries from industry,
To influence the strategic planning by industry leaders based on advanced information on basic research and early stage processes, materials, and designs,
Project Report Page 4 of 51
To provide a forum for initial information exchange that will inspire relationships and help identify potential collaborations,
To provide opportunities for NSF-funded researchers to extend their work to higher TRL/MRL level technologies,
To enable follow-up and continued communication after the workshop between attendees leading to specific cases of project transfer from basic research to applied development.
1.3. Workshop Overview In order to achieve the above mentioned objectives, Pittsburgh was selected as the location for this workshop, as it is close to Youngstown, the location of America Makes, and it also provides convenience in transportation to the workshop attendees from many other locations. Pittsburgh is rapidly becoming known as a hub of scientific and engineering innovation. With two renowned research universities just blocks apart (the University of Pittsburgh and Carnegie Mellon University) and several AM-related industries within a 100 Mile radius, the city offers a unique and thriving location dedicated to innovation and promotion of AM. In addition, there are many local companies in AM techniques who have participated in the workshop.
NSF provided travel support to bring NSF-funded PIs to the workshop to describe their accomplishments through oral presentations and posters. While NSF provided the basic research component through the PIs on NSF projects, America Makes, with membership drawn from every aspect of the AM supply chain, served as the major source of industrial attendees at the workshop. America Makes’ mission of funding projects in the TRL/MRL 4 - 7 range provided opportunities for accelerating the development of NSF-funded fundamental research to higher TRL/MRL levels.
Figure 2. Photographs from the workshop. (a) Group photograph for attendees. (b)
Interactions and discussions during poster sessions and breaks. (c) Presentation sessions
Project Report Page 5 of 51
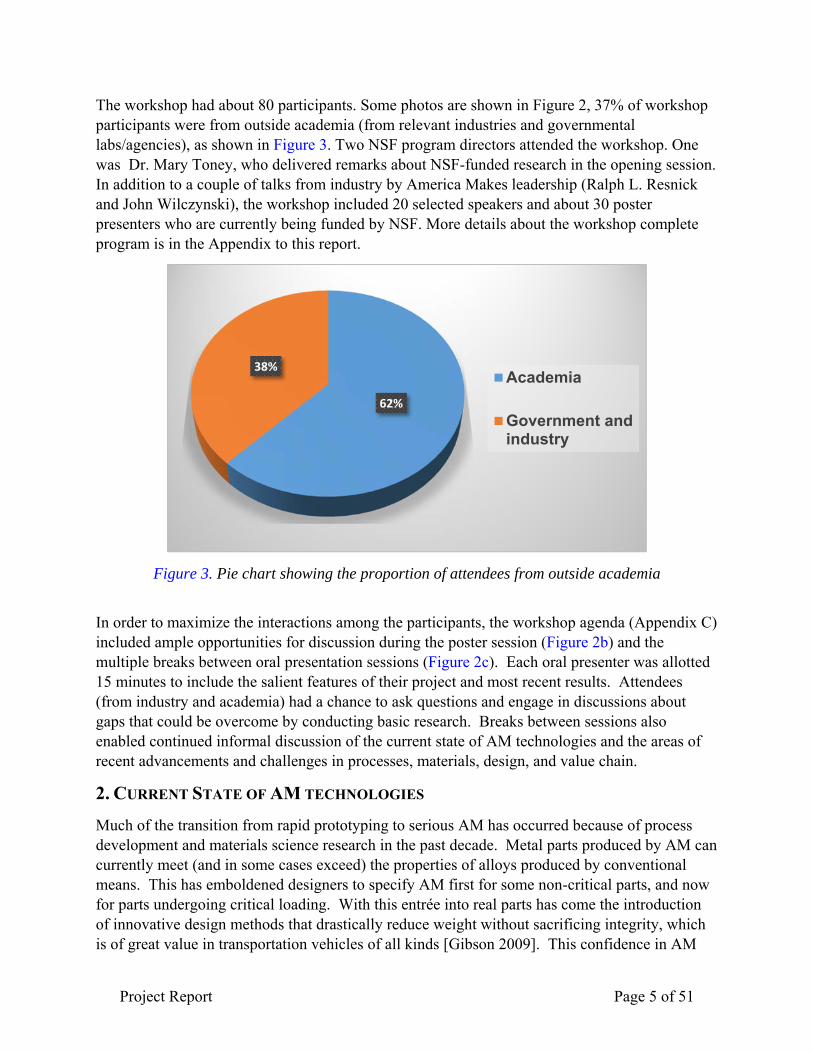
The workshop had about 80 participants. Some photos are shown in Figure 2, 37% of workshop participants were from outside academia (from relevant industries and governmental labs/agencies), as shown in Figure 3. Two NSF program directors attended the workshop. One was Dr. Mary Toney, who delivered remarks about NSF-funded research in the opening session. In addition to a couple of talks from industry by America Makes leadership (Ralph L. Resnick and John Wilczynski), the workshop included 20 selected speakers and about 30 poster presenters who are currently being funded by NSF. More details about the workshop complete program is in the Appendix to this report.
Figure 3. Pie chart showing the proportion of attendees from outside academia
In order to maximize the interactions among the participants, the workshop agenda (Appendix C) included ample opportunities for discussion during the poster session (Figure 2b) and the multiple breaks between oral presentation sessions (Figure 2c). Each oral presenter was allotted 15 minutes to include the salient features of their project and most recent results. Attendees (from industry and academia) had a chance to ask questions and engage in discussions about gaps that could be overcome by conducting basic research. Breaks between sessions also enabled continued informal discussion of the current state of AM technologies and the areas of recent advancements and challenges in processes, materials, design, and value chain.
2. CURRENT STATE OF AM TECHNOLOGIES
Much of the transition from rapid prototyping to serious AM has occurred because of process development and materials science research in the past decade. Metal parts produced by AM can currently meet (and in some cases exceed) the properties of alloys produced by conventional means. This has emboldened designers to specify AM first for some non-critical parts, and now for parts undergoing critical loading. With this entrée into real parts has come the introduction of innovative design methods that drastically reduce weight without sacrificing integrity, which is of great value in transportation vehicles of all kinds [Gibson 2009]. This confidence in AM
62%
38%Academia
Government andindustry
Project Report Page 6 of 51
has also led to applications in tooling for conventional processes, such as plastic patterns for casting and forms for thermoforming, hard tooling with conformal cooling channels for injection molding, and ceramic setters for metal injection molding. Collectively, these advancements point to a bright future for further creation of new materials, processes, equipment and applications of AM.
Exposure of NSF researchers to potential industrial users is not conducted routinely, yet such exposure is necessary for continued development of their technology beyond the TRL 3 level and toward commercial use. To facilitate such exposure, the workshop furnished an opportunity for the selected NSF-funded researchers in AM to describe and illustrate their accomplishments before a group of industry members who are deeply involved in translating AM engineering and science into industrial applications.
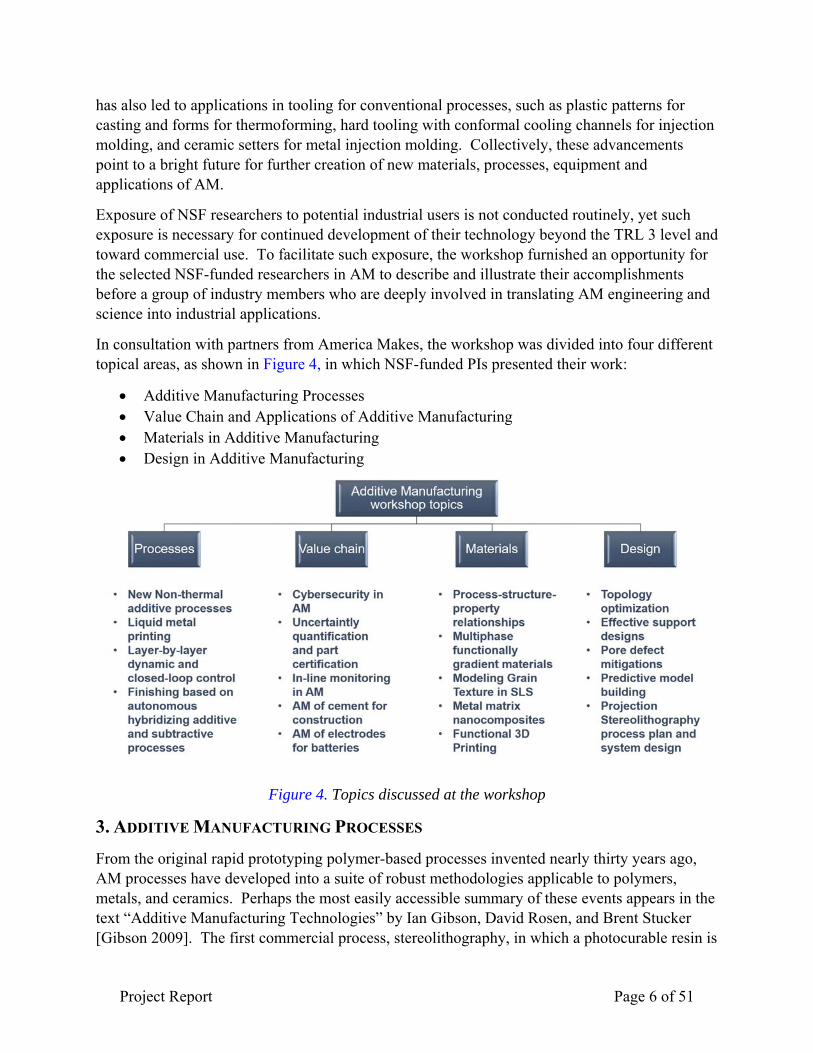
In consultation with partners from America Makes, the workshop was divided into four different topical areas, as shown in Figure 4, in which NSF-funded PIs presented their work:
Additive Manufacturing Processes Value Chain and Applications of Additive Manufacturing Materials in Additive Manufacturing Design in Additive Manufacturing
Figure 4. Topics discussed at the workshop
3. ADDITIVE MANUFACTURING PROCESSES
From the original rapid prototyping polymer-based processes invented nearly thirty years ago, AM processes have developed into a suite of robust methodologies applicable to polymers, metals, and ceramics. Perhaps the most easily accessible summary of these events appears in the text “Additive Manufacturing Technologies” by Ian Gibson, David Rosen, and Brent Stucker [Gibson 2009]. The first commercial process, stereolithography, in which a photocurable resin is

Project Report Page 7 of 51
polymerized by a UV laser, continues to be industrially important and still the most accurate of all AM processes. Fused deposition modeling (FDM) in its simplest form gave birth to the Maker Movement and in its recent large form to extrusion of cement for fabrication of concrete architectural structures. Selective laser sintering of powder bed polymer particles evolved into selective laser melting technologies for metal powders. A similar approach replaces the laser heat source with an electron beam. The laser engineered net shaping process, known as LENS, replaces the powder bed with a stream of metal powder projected into the laser focal point, referred to as directed energy deposition. Laminated object manufacturing using paper feedstock, while dormant for a time, has been resurrected into a process that ultrasonically welds laser cut sheet metal into complex structures. Inkjet printheads are used to jet binder droplets onto a powder bed, selectively bonding particles into a three-dimensional shape of polymers (for models), metals (subsequently sintered to impart strength), and ceramics (such as silica sand to produce sand casting molds and cores).
Among these different AM technologies, which are typically classified into seven types [ISO/ASTM 2016], there is a significant disparity in productivity and resolution, as shown in Figure 5 [Quinlan 2017], which determines their potential utilization in the prototyping and/or production of specific products across different industries. As seen in Figure 5, in general, there is a general trade-off between build-rate and resolution, i.e. AM processes that have been developed with high build rate, such as the big area additive manufacturing (BAAM) process developed at Oak Ridge National Laboratory, suffer from a relatively large layer thickness (a measure of the resolution of the process). Such challenges drive research into developing new scalable AM processes capable of achieving smoother surfaces with better control on microstructure.
Figure 5. Overview of the capabilities of different AM technologies with respect to their productivity (build rate) and feature size (layer thickness) [Quinlan 2017].
Project Report Page 8 of 51
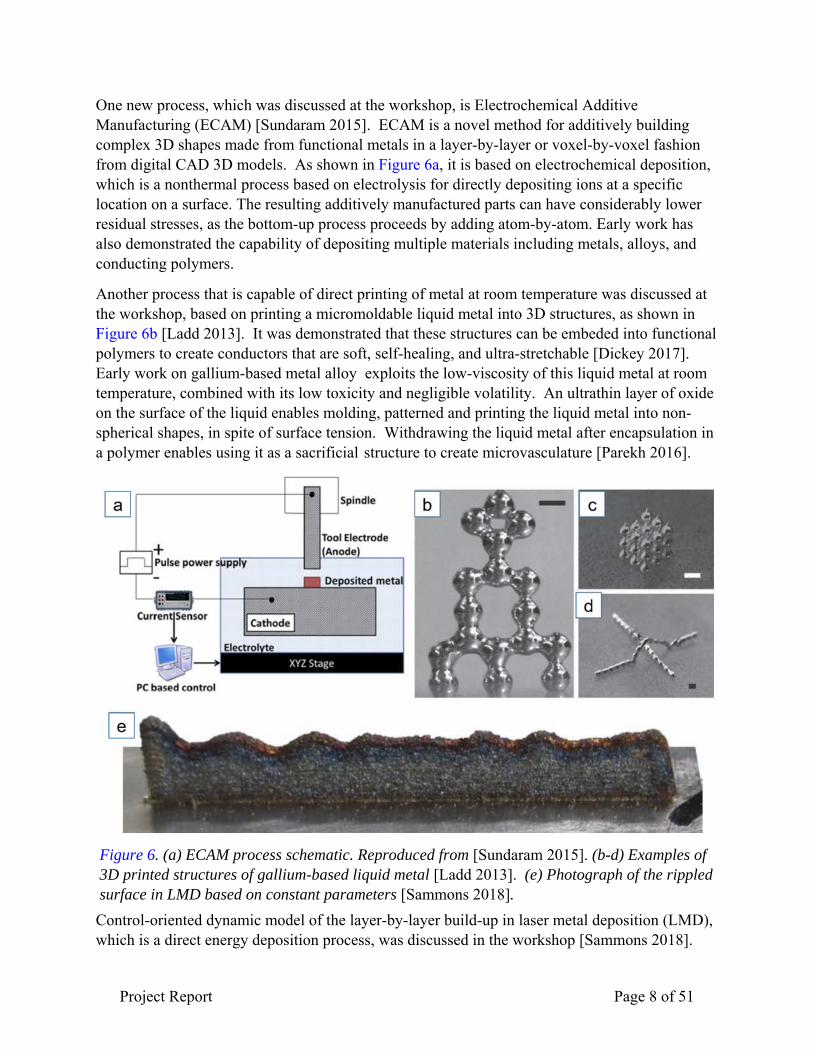
One new process, which was discussed at the workshop, is Electrochemical Additive Manufacturing (ECAM) [Sundaram 2015]. ECAM is a novel method for additively building complex 3D shapes made from functional metals in a layer-by-layer or voxel-by-voxel fashion from digital CAD 3D models. As shown in Figure 6a, it is based on electrochemical deposition, which is a nonthermal process based on electrolysis for directly depositing ions at a specific location on a surface. The resulting additively manufactured parts can have considerably lower residual stresses, as the bottom-up process proceeds by adding atom-by-atom. Early work has also demonstrated the capability of depositing multiple materials including metals, alloys, and conducting polymers.
Another process that is capable of direct printing of metal at room temperature was discussed at the workshop, based on printing a micromoldable liquid metal into 3D structures, as shown in Figure 6b [Ladd 2013]. It was demonstrated that these structures can be embeded into functional polymers to create conductors that are soft, self-healing, and ultra-stretchable [Dickey 2017]. Early work on gallium-based metal alloy exploits the low-viscosity of this liquid metal at room temperature, combined with its low toxicity and negligible volatility. An ultrathin layer of oxide on the surface of the liquid enables molding, patterned and printing the liquid metal into non-spherical shapes, in spite of surface tension. Withdrawing the liquid metal after encapsulation in a polymer enables using it as a sacrificial structure to create microvasculature [Parekh 2016].
Control-oriented dynamic model of the layer-by-layer build-up in laser metal deposition (LMD), which is a direct energy deposition process, was discussed in the workshop [Sammons 2018].
Figure 6. (a) ECAM process schematic. Reproduced from [Sundaram 2015]. (b-d) Examples of 3D printed structures of gallium-based liquid metal [Ladd 2013]. (e) Photograph of the rippled surface in LMD based on constant parameters [Sammons 2018].

Project Report Page 9 of 51
As metal powder is blown into a melt pool heated by a laser, geometric instabilities are typically encountered and ripples are formed on the surface, as shown in Figure 6c. Incorporating in-layer dynamic evolution and layer-to-layer dynamic propagation through control-oriented dynamic modeling was shown to elucidate the instability mechanisms in this process. Moreover, the implementation of stabilizing control algorithms in a layer-by-layer fashion, based on generating control correction for each layer printing prior to the start of that layer was presented. This approach can potentially result in a much more robust stability and reliability of LMD.
Similarly, model-based feedback control design was discussed in the workshop for ink-jet 3D printing, based on height profile measurement for layer-to-layer control [Guo 2017]. A control design strategy based on a distributed model predictive control scheme was presented, which was shown to handle constraints including droplet volume and large-scale implantation. Experimental validation demonstrates that liquid spreading dynamics can be captured and closed-loop control design was shown to outperform open-loop printing and closed-loop printing with existing model-based methods.
Finally, software solutions that seamlessly combine AM and subtractive manufacturing was discussed for finishing metal AM parts [Frank 2017]. In this hybrid automatic solution referred to as Direct Additive and Subtractive Hybrid (DASH), the component geometry is analyzed by the software, which adds machining allowances based on the tolerance requirements. The software also adds fixturing features for subsequent subtractive processing, after autonomously determining their appropriate size and location. A file exported from this software can be used directly by the AM machines. Printed parts are positioned inside a 4-axis CNC machine and laser scanning created 3D geometry to automatically plan for material removal, determine toolpath, and select the optimal tool. This approach is an example of basic research that was funded by NSF in its early stage, followed by development that was funded by America Makes.
4. VALUE CHAIN AND APPLICATIONS OF ADDITIVE MANUFACTURING
Recent adoption of AM in various industries such as aerospace manufacturing and biomedical devices is still in its infancy in terms the extent of adoption in those sectors as well as in other emerging of new sectors such as construction and batteries printing. Much of this adoption springs from the realization of added values to manufacturing enterprise, including shorter product development cycles, faster delivery to consumers, lower production costs and lead times, more streamlined supply chains, more efficient material efficiency, easier incorporation of multiple materials, more complex product designs with part consolidation of multiple parts in existing systems, and mass customization. Nevertheless, there are still gaps and challenges to overcome across the entire process chain of AM (digital design, tool path creating, part printing, post-processing, and quality control), to foster further adoption in specific industrial settings, such cybersecurity issues, quality control and nondestructive part inspection, and part certification.
The increased connectivity of computer systems in manufacturing with the advent of digital manufacturing and the wide spread of internet of things (IoT) technologies in production have resulted in unprecedented capabilities such as cloud manufacturing. Nevertheless, these cyber-
Project Report Page 10 of 51
physical systems technologies also resulted in added vulnerabilities to cyberattacks across the complete manufacturing process. Research efforts such as by William et al. focus on identifying, classifying and addressing these vulnerabilities issues towards more secure cybermanufacturing in AM [Pan 2017].
One major issue with AM is that adding more design complexity is usually associate with greater uncertainty as the number of design variables grows. Hence adequate tools for quantification, analysis and management of such complexities and uncertainties are needed for successful product development. As a results the certification of AM-fabricated parts based on design analysis is crucial. Towards this goal, Choi et al. presented a framework for analytically certifying AM parts while taking into consideration uncertainties. For example, mechanical response of lattice structures manufacturing by AM can be predicted based on a multi-level stochastic upscaling process that propagates the quantified uncertainties at strut level to the lattice structure level. Micro-CT scans were used to feed into realistic simulations [Gorguluarslan 2017a]. This work illustrated the potential of integrating the certification of AM parts in practical engineering applications, such as biomedical devices [Gorguluarslan 2017b].
With the continuously growing AM infrastructure, the need for more realtime monitoring of printed parts during AM processes is increasing both for process discovery and quality control. Bigelow et al presented work on developing two promising techniques for in-line monitoring based on acoustic emissions and laser-based ultrasound [Taheri 2017]. Demonstration using the cost-effective acoustic emission (AE) for detecting changes in laser power and powder feed rate for a LENS Optomec Directed Energy Deposition System was shown, highlighting the limitations of sensitivity and specificity in small defect detection. Additionally, laser-based ultrasound (LUS) offers the capability of detecting individual defects as small as ~100 m (if close to the surface), which can contribute to quantification of variations in the mechanical properties and residual stress of printed parts. Discussion of the pros and cons of these techniques highlighted the potential to combine them in the future by leveraging the rapid nature of AE and the high resolution of LUS.
The adoption of AM in printing portland cement concrete, which is the most used man-made materials, was also discussed in the workshop. With some seven billion tons of this materials being used every year, AM of concrete structures is still in its infancy. Challenges in this rapidly emerging research frontier include scaled robotics as well as materials-related issues, which limit the potential of AM to revolutionize construction. This potential transformative impact includes better efficiency and safety, more durable and resilient infrastructure, more complex designs transforming home and cities, and more environmentally friendly construction [Biernacki 2017]. Importantly, numerous materials issues across concrete’s nine-fold length-scales need to be addressed for AM to dominate in a new construction paradigm for 21st Century construction.
Another application where AM is started to impact is batteries printing, which currently play a crucial role in energy storage for portable electronics, electric vehicles, grid stabilization, and renewable energy storage. With the current high cost of Li-ion battery (~$400/kWh), new cost effective and flexible manufacturing processes are needed. Now, electrodes for commercial Li-ion batteries are manufactured by the slurry process. Hence, Pan et al. has shown the potential of

Project Report Page 11 of 51
powder-based AM processes for manufacturing Li-ion batteries. Layer-by-layer printing of battery materials is shown for dry manufacturing Li-ion batteries, eliminating the need for solvents in slurries [Ludwig 2017]. Tailored electrode structures are printed at low cost with high energy density and potential scalability. Current progress was discussed in terms of AM process characteristics, battery performance, and future commercialization plan.
5. MATERIALS IN ADDITIVE MANUFACTURING
The successful development of the AM technique requires the comprehensive understanding of the process-structure-property-performance relationships in materials. The quantitative analysis on both microstructure and mechanical properties for the additively manufactured materials will serve as the basis to identify the complex relationships, and thus provide valuable insight to optimize the materials processing steps. There are five presentations in the session of “Materials in Additive Manufacturing” during the workshop. Each invited speaker presented important aspects related to materials in AM. The discussion of these topics indicates the need of developing new materials for AM, and require enhanced capabilities of the AM technique.
Beese at the Penn State University presented the connection between salient microstructural features and macroscopic mechanical properties in AM of these alloys. Some recent work in the talk has highlighted the importance of uncovering quantitative relationships among the processing. The past and ongoing research activities [DebRoy 2018] at Penn State has been mentioned during the workshop with case studies on Ti and steel alloys. Although it is commonly found that the AM process usually generates anisotropic microstructure and corresponding properties not evenly distributed along different directions [Wilson-Heid 2017]. It is possible to retain good mechanical properties or even exceed the properties through the optimization of laser processing steps. Therefore, the study of laser melting processes through thermal process simulation and experimental monitoring are vital for quality control of AM. In the study reported by Beese (invited speaker) and her colleagues [Wilson-Heid 2017], it was found that if the lack of fusion porosity can be significantly reduced, the mechanical property of the AM components, especially for the ductility, can be retained simultaneously with the desired high tensile strength by comparing with the regular commercial Ti-64 alloys. Besides the pore formation as one of the resources of detrimental defect formation, relevant research also addressed the role of oxides, which are often considered as inclusions with negative impact on mechanical performance in AM components. However, the reported work [Carroll 2015] discussed in the workshop clearly indicate the possibility of beneficial effects by controlling oxygen content in the order of 0.0125 wt.% in the AM Ti-64 alloys, which directly leads the increase of both ultimate tensile strength and yield strength by scarifying only a little ductility.
The importance of microstructure control and optimization was discussed extensively in this workshop, some of the work presented by Shi [Wang 2017] has indicated the influence of nanosize particle on the microstructure refinement and the exceeded mechanical properties through the metal matrix for reinforcing effects. A variety of metal matrix nanocomposites (MMNCs) by using the technique of selective laser melting (SLM) demonstrates the significance of strength enhances through the forms of particulate and platelet in matrix such as ceramic nanoparticles and graphene. Although various degrees of improvement in mechanical properties have
Project Report Page 12 of 51
been observed, outstanding fundamental issues in this area, including effects of nano particles on non-equilibrium solidification, strengthening mechanisms of nano particles, optimal dispersion of nano particles, call for further research.
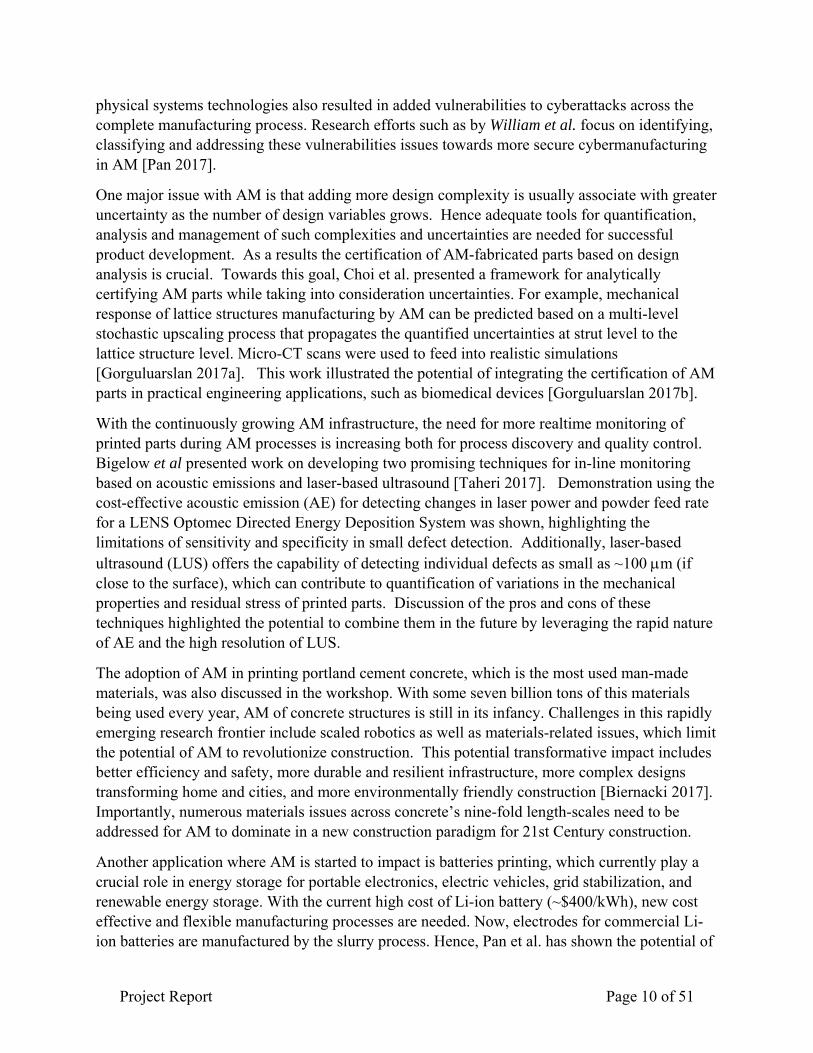
In order to achieve the best quality for AM products, understanding the materials behavior during the AM processes is critical. For example, in the work performed by To (the invited speaker of the workshop), the microstructure-property relationship has been carefully studied through a combined work of simulation and experiments. Due to the elongated column microstructure formation in the laser melting process of metals as shown in Figure 7, the grain
texture simulation becomes vitally important. As the consequence, the polycrystal plasticity modeling of predicting the anisotropic property becomes critical in the AM materials simulation. As a case study by To, the microstructure and tensile strength along different directions can be predicted with the developed ICME modeling on a powder-bed manufactured AlMg10Si alloy [Liu 2017]. The work presented by To during the workshop indicates an urgent need of collaboration between materials scientists and mechanical engineers. Particularly, it is quite useful to link the microstructure composition,
phase stability, grain distribution and mechanical properties in a general ICME (Integrated Computational Materials Engineering) framework, which enables the materials composition and processing optimization through a parametric design route based on a physics sound model-system.
Since AM process are expected to manufacture the full components with different materials as a system, the materials manufactured through AM processes with multi-functionality was discussed intensively in the work. For example, both Desai [Parupelli 2017] and Chen [Li 2017, Ji 2017] presented the case of multiphase functionally gradient materials manufactured by a new AM method. The case study on functional electronic components demonstrates the AM application to the next generation of miniaturized devices. So far, many different AM techniques can be directly adopted for the manufacturing of materials with functionally graded structure. The work performed by the Desai group [Parupelli 2017] has demonstrated the deposition of different pattern designs in a variety of materials through a novel direct write AM technique using a multi-axis robot, which integrates microextrusion, picojet and laser systems. Such a method lays the foundation for the fabrication of 3D electronic components using a hybrid AM technology. This research reported by Desai [Parupelli 2017] during the workshop forms the
Figure 7. Model predicted tensile strength for powder-bed AlMg10Si alloy and its EBSD grain structure [Liu 2017].
Project Report Page 13 of 51
basis to manipulate material type and process parameters to build functional electronic devices. It should be noted that the graded structure of in the AM components for multi-functionality is critical during the process, which requires good interface design in the AM design processes. In the work discussed by Chen [Li 2017, Ji 2017, Wu 2017], another set of new AM technology was introduced for various application, which includes (1) a functional ceramics 3D printing process to fabricate novel piezoelectric sensors, (2) a nanocomposite-based AM process to fabricate bio-inspired structures with highly impact resistant architectures, (3) a general reverse compensation framework for shape compensation control in AM, and (4) a multi-material modeling and design method with some novel applications.
6. DESIGN IN ADDITIVE MANUFACTURING
The AM technique receives more and more focus in the recent years, there are many improvements needed to enhance the quality of the additive manufactured components. In the workshop, four major design topics were discussed extensively, and can be catalogued as: (1) topology optimization (2) microstructure design (3) new AM machine development (4) uncertainty quantification for design sensitivity analysis. These four design topics are highlighted as the most important design factors for the successful development of the AM technique.
In order to fully leverage recent advancements in AM and further develop the AM potential for different structure and functional applications, topology optimization becomes one of the key design components in AM technique applications. The work performed by Suresh [Mirzendehdel 2016, Mirzendehdel 2018] has demonstrated the topology optimization in AM to overcome the supporting structure constraint and detrimental effects of anisotropic effects in AM components. The optimized topology will effectively design both AM components and its supporting structure, which are two major costs of the AM processes. The designed supporting structure will also be removed in a more effective way, and thus has less impact on the building components when mechanically removing substrate after laser processing. It was demonstrated that the developed strength-based topology optimization can mitigate the intrinsic anisotropic properties introduced by AM, and thus significantly improve the build quality of the AM components with enhanced mechanical performance.
The talk given by Chou [Shrestha 2018, Cheng 2018] emphasized the importance of support design and microstructure optimization, particularly the pore defect mitigations during AM processes. Due to the complex interaction between AM laser/electron beam and materials, it is rather difficult to fully eliminate the porosity in AM. Therefore, advanced computational techniques of multi-physics, multi-scale nature including smoothed particle hydrodynamics are highly desired for optimization the laser processing parameter, which will directly influence the pore formation. In order to delineate the operative ranges for mitigating pore defects, the simulation informed optimization has been developed by Chou [Shrestha 2018, Cheng 2018], and thus can successfully apply to the defects control.
During the workshop, the integration of microstructure and topology optimization has been identified as the most important design aspects when considering laser interaction with materials. In addition, materials composition design should be also included for AM technology development. For example, the state-of-the-art AM has been focused on many traditional alloys used for
Project Report Page 14 of 51
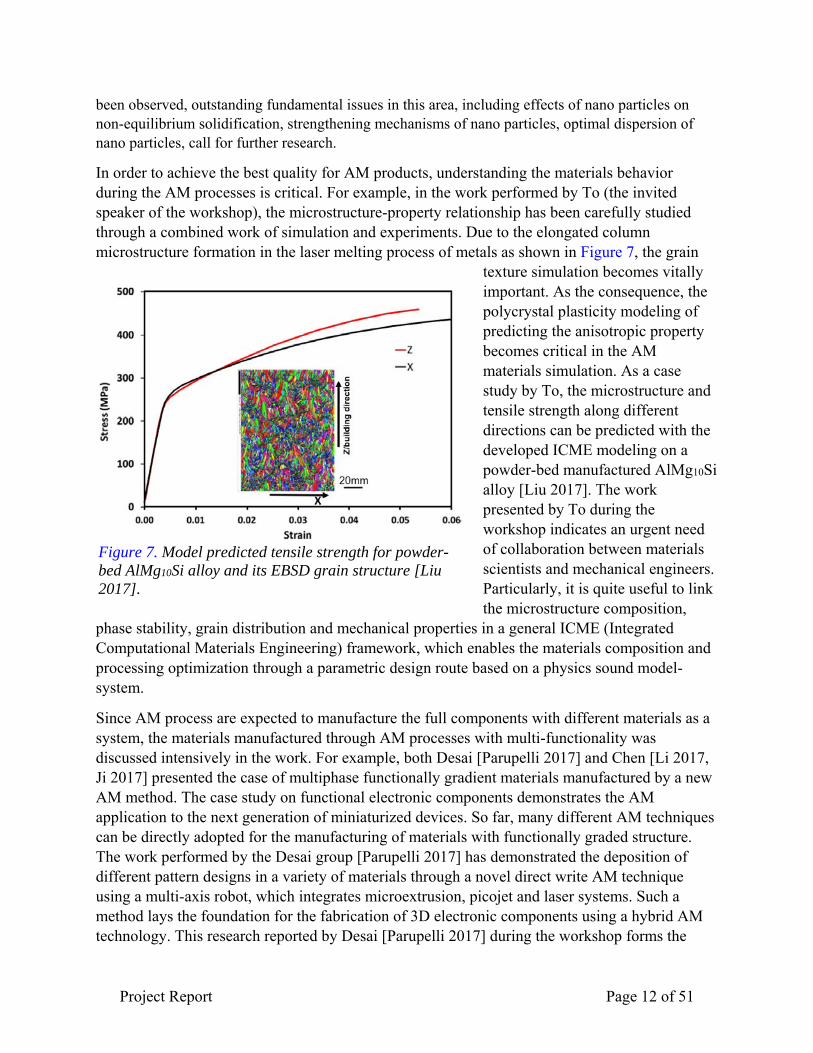
conventional subtractive manufacturing such as casting. However, these traditional alloys may exhibit poor weldability/printability, and thus cannot be considered as suitable materials for AM processes. Therefore, the new alloy composition development is also one of the grand challenges of the AM technology development.
In order to shorten the design cycle, and improve the design efficiency, the predictive modeling building across different process conditions and shapes in AM was also discussed in the workshop. During the AM processes, the phase transformation, interaction between power source and materials, and the thermal transfer are complex to capture in measurements. Therefore, it is critical to develop an ICME (Integrated Computational Materials
Engineering) model framework [Xiong 2015, Smith 2016] to gain valuable insight on processing and structure control/optimization. During the workshop, Sabbaghi [Sabbaghi2015, Sabbaghi2016] discussed the predictive model building across different process conditions and shapes in AM, which is based on a new methodology that can make full use of data collected on different shapes and conditions, and reduce the haphazard aspect of traditional statistical model building techniques. Bayesian methodology introduced by Sabbaghi [Sabbaghi2015, Sabbaghi2016] connects different process conditions and shapes to provide a unified framework for quality control in AM. Based on the workshop discussion, it is evident that he ICME modeling for AM still requires continuous efforts from different communities with design in materials and processing. Parts of the related efforts can be summarized in Figure 8 [Smith 2016].
7. OUTLOOK & RECOMMENDATIONS
The workshop represented a vehicle for targeted dissemination of NSF-funded research results to the most likely beneficiaries in AM-relevant industries. It provided a means by which industry representatives can gain a deep understanding of the most recent results of basic AM research. Similarly, basic researchers had an opportunity to hear an application-oriented perspective regarding the challenges of AM. Accordingly, this workshop complements the charter of America Makes, which is “to promote the advancement of basic research in additive manufacturing toward commercial application by funding public/private partnerships”. The workshop also contributed to defining the future directions of both basic research and new applied technologies in the emerging area of AM. At the workshop, participants explored
Figure 8. Design aspects in additive manufacturing based on the process-structure-property relationships [Smith 2016].

Project Report Page 15 of 51
academia-industry collaborations, suggested new concepts for transformative technologies, and discussed new niche markets. Both invited talks and posters in the workshop facilitated interactions between attendee form inside and outside academia.
Hence, the workshop contributed to accelerating the evolution of AM technologies, which had developed over the past three decades from very basic concepts initially embodied in lab demonstrations to the current state-of-the-art robust industrial machines and processes. These processes have subsequently expanded to include a wide variety of materials and previously unimagined applications, such as medical implants and tissues, food and fashion, music, art and architecture, and transportation vehicles. As the manufacturing community employs internet of things (IoT) technologies and emerges into a new era of interplanetary travel, AM will find its way into this new universe, as illustrated by new projects on cybermanufacturing, repairs in space, tool replacement, and habitat fabrication. Addressing the unknown needs in these arenas requires basic research and its progression toward industrial use.
Based on the discussion during the workshop, four major topics require more collaboration between academia and industry: (1) AM processes, (2) value chain and applications of AM, (3) Materials in AM, (4) Design in AM. Correspondingly, the identified areas require more collaborative research can be summarized as following: (i) Different engineering applications requires new AM processing development, while the developed new AM techniques require more collaborative efforts between industry and academia for commercialization. (ii) Application of AM to new area needs more joint efforts of manufacturing quality control, feedback loop of processing, and processing optimization. (iii) New materials suitable for AM processes need to be developed in both structure and functional materials. (iv) Synergistic efforts have to be made in processing optimization, topology optimization, design sensitivity analysis, uncertainty quantification and design model development.
Some grand challenges can be identified to promote collaboration between academia and industry. Firstly, AM education including both modeling and experimentation are in an urgent need in both industry and academic institutions, relevant collaboration can be launched through extensive collaboration between different entities. Secondly, the AM development requires a set of standards in order to further improve manufacturing stability, product quality and modeling accuracy. Last but not least, AM design requires new models which can be started from the existing models for the conventional manufacturing techniques, and it requires the concurrent efforts made by both mechanical/manufacturing engineer and materials scientist in both simulation and experiments. A comprehensive ICME design framework will significantly accelerate the AM development in different aspects. Overall, the interaction between NSF-funded researchers and professionals from different application areas/industries is crucial for carrying invention and knowledge generation forward, in order to maximize the societal impacts through innovation in technology development. Bridging AM research and industrial application will lead to the elevation of AM technologies from novelty status to become serious manufacturing contenders.
8. ACKNOWLEDGMENTS

Project Report Page 16 of 51
This material is based upon work supported by the America Makes and the National Science Foundation under Grant No. 1743007 & 1742984. The draft report was sent to all members of the scientific committee, organizing committee, and all speakers; and many of them have provided valuable inputs.
REFERENCES
Biernacki 2017: J.J. Biernacki, J.W. Bullard, G. Sant, K. Brown, F.P. Glasser, S. Jones, T. Ley, R. Livingston, L. Nicoleau, J. Olek, F. Sanchez, R. Shahsavari, P.E. Stutzman, K. Sobolev, T. Prater, "Cements in the 21st century: Challenges, perspectives, andopportunities", Journal of American Ceramic Society, 100 (2017) 2746-2773, https://doi.org/10.1111/jace.14948
Carroll 2015: B.E. Carroll, T.A. Palmera, A.M. Beese, "Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing", Acta Materialia 87 (2015) 309–320, http://dx.doi.org/10.1016/j.actamat.2014.12.054
Cheng 2018: B. Cheng, J. Lydon, K. Cooper, V. Cole, P. Northrop, K. Chou, "Infrared thermal imaging for melt pool analysis in SLM: a feasibility investigation", Virtual and Physical Prototyping, 13 (2018) 8-13, https://doi.org/10.1080/17452759.2017.1392685
DebRoy 2018: T DebRoy, HL Wei, JS Zuback, T Mukherjee, JW Elmer, JO Milewski, AM Beese, A Wilson-Heid, A De, W Zhang, "Additive manufacturing of metallic components–process, structure and properties", Progress in Materials Science, 92 (2018) 112-224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Dickey 2017: M.D. Dickey, "Stretchable and Soft Electronics using Liquid Metals", Advanced Materials, 29 (2017), 1606425, https://doi.org/10.1002/adma.201606425
Executive 2016: Executive Office of the President National Science and Technology Council Advanced Manufacturing National Program Office, “National Network for Manufacturing Innovation Program Annual Report”, Washington DC, February 2016.
Frank 2017: M.C. Frank, O. Harrysson, R.A. Wysk, N. Chen, H. Srinivasan, G. Hou, C. Keough, "Direct Additive Subtractive Hybrid Manufacturing (DASH) – An Out of Envelope Method", Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International, Solid Freeform Fabrication Symposium – An Additive Manufacturing Conference, (2017) https://sffsymposium.engr.utexas.edu/sites/default/files/2017/Manuscripts/DirectAdditiveSubtractiveHybridManufacturing.pdf
Gibson 2009: I. Gibson, D. Rosen, B. Stucker, “Additive Manufacturing Technologies", Springer, ISBN 978-1-4419-1119-3 (2009) https://dx.doi.org/10.1007/978-1-4419-1120-9
Gorguluarslan 2017a: R.M. Gorguluarslan, S. Choi, H. Choi, "Uncertainty Quantification and Validation of Lattice Structures Fabricated by Selective Laser Melting", ASME. International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Volume 1: 37th Computers and Information in Engineering Conference (2017):V001T02A085. https://doi.org/10.1115/DETC2017-67438.
Project Report Page 17 of 51
Gorguluarslan 2017b: R.M. Gorguluarslan, S.-K. Choi, C.J. Saldana, "Uncertainty quantification and validation of 3D lattice scaffolds for computer-aided biomedical applications", Journal of the Mechanical Behavior of Biomedical Materials, 71 (2017) 428-440, https://doi.org/10.1016/j.jmbbm.2017.04.011
Guo 2017: Y. Guo, J. Peters, T. Oomen and S. Mishra, "Distributed model predictive control for ink-jet 3D printing," 2017 IEEE International Conference on Advanced Intelligent Mechatronics (AIM), (2017) 436-441. https://doi.org/10.1109/AIM.2017.8014056
ISO/ASTM 2016: ISO (International Organization for Standardization)/ASTM (American Society for Testing and Materials). 2016. Standard terminology for additive manufacturing—General principles— Terminology. ISO/ASTM 52900:2015(E). Conshohocken, PA, USA: ASTM International. https://www.iso.org/standard/69669.html
Ji 2017: Y.-Z. Ji, Z. Wang, B. Wang, Y. Chen, T. Zhang, L.-Q. Chen, X. Song, L. Chen, Advanced Engineering Materials, 19 (2017) 1600803, https://doi.org/10.1002/adem.201600803
Ladd 2013: C. Ladd, J.-H. So, J. Muth, M.D. Dickey, "3D Printing of Free Standing Liquid Metal Microstructures", Advanced Materials, 25 (2013), 5081-5085, https://dx.doi.org/10.1002/adma.201301400
Li 2017: X. Li, Y. Chen, "Micro-scale feature fabrication using immersed surface accumulation", Journal of Manufacturing Processes, 28 (2017) 531-540, https://doi.org/10.1016/j.jmapro.2017.04.022
Liu 2017: J. Liu, W. Xiong, A. Behera, S. Thompson, A. To, "Mean-field polycrystal plasticity modeling with grain size and shape effects for laser additive manufactured FCC metals", International Journal of Solids and Structures, 112 (2017) 35-42. http://dx.doi.org/10.1016/j.ijsolstr.2017.02.024
Ludwig 2017: B. Ludwig, J. Liu, Y. Liu, Z. Zheng, Y. Wang, H. Pan, "Simulation of Micro/Nanopowder Mixing Characteristics for Dry Spray Additive Manufacturing of Li-Ion Battery Electrodes", Journal of Micro and Nano-Manufacturing, 5 (2017) 040902, https://doi.org/10.1115/1.4037769
Mirzendehdel 2016: M.A. Mirzendehdel, K. Suresh, "Support structure constrained topology optimization for additive manufacturing", Computer-Aided Design, 81 (2016) 1-13, https://dx.doi.org/10.1016/j.cad.2016.08.006
Mirzendehdel 2018: M.A. Mirzendehdel, K. Suresh, "Strength-Based Topology Optimization for Anisotropic Parts", Additive Manufacturing Journal, 19 (2018) 104-113, https://doi.org/10.1016/j.addma.2017.11.007
NSF 2017: National Science Foundation, Dear Colleague Letter: Advanced Manufacturing Research to Address Basic Research Enabling Innovation at Manufacturing USA Institutes. https://www.nsf.gov/pubs/2017/nsf17030/nsf17030.jsp

Project Report Page 18 of 51
Pan 2017: Y. Pan, J. White, D.C. Schmidt, A. Elhabashy, L. Sturm, J. Camelio, C. Williams, "Taxonomies for Reasoning About Cyber-physical Attacks in IoT-based Manufacturing systems", International Journal of Interactive Multimedia & Artificial Intelligence, 4 (2017) 45-54, http://www.ijimai.org/journal/sites/default/files/files/2016/08/ijimai20174_3_7_pdf_53997.pdf
Parekh 2016: D. P. Parekh, C. Ladd, L. Panich, K. Moussa, M.D. Dickey, "3D printing of liquid metals as fugitive inks for fabrication of 3D microfluidic channels", Lab Chip, 16 (2016) 1812-1820, https://doi.org/10.1039/C6LC00198J
Parupelli 2017: S.K. Parupelli, S. Desai, "Understanding Hybrid Additive Manufacturing of Functional Devices", American Journal of Engineering and Applied Sciences, 10 (2017) 264-271, http://dx.doi.org/10.3844/ajeassp.2017.264.271
Quinlan 2017: H.E. Quinlan, T. Hasan, J. Jaddou, A.J. Hart, "Industrial and Consumer Uses of Additive Manufacturing: A Discussion of Capabilities, Trajectories, and Challenges", Journal of Industrial Ecology, 21 (2017) S15-S20, https://doi.org/10.1111/jiec.12609
Sabbaghi 2015: A. Sabbaghi, Q. Huang, T. Dasgupta, "Bayesian additive modeling for quality control of 3D printed products", 2015 IEEE International Conference on Automation Science and Engineering (CASE), Gothenburg (2015) 906-911. https://doi.org/10.1109/CoASE.2015.7294214
Sabbaghi 2016: A. Sabbaghi, Q. Huang, "Predictive model building across different process conditions and shapes in 3D printing", 2016 IEEE International Conference on Automation Science and Engineering (CASE), Fort Worth, TX (2016) 774-779, https://doi.org/10.1109/COASE.2016.7743480
Sammons 2018: P.M. Sammons, M.L. Gegel, D.A. Bristow, R.G. Landers, "Repetitive Process Control of Additive Manufacturing With Application to Laser Metal Deposition", IEEE Transactions on Control Systems Technology, (2018) 1063-6536 https://doi.org/10.1109/TCST.2017.2781653
Shrestha 2018: S. Shrestha, K. Chou, "Computational analysis of thermo-fluid dynamics with metallic powder in SLM", Conference: International Symposium on CFD Modeling andSimulation in Materials Processing, 2018, March 11, 2018 - March 15, 2018; Publisher: Springer International Publishing, Minerals, Metals and Materials Series, v Part F3, p 85-95, 2018, CFD Modeling and Simulation in Materials Processing 2018, https://dx.doi.org/10.1007/978-3-319-72059-3_9;
Smith 2016: J. Smith, W. Xiong, W. Yan, S. Lin, P. Cheng, O.L. Kafka, G.J. Wagner, J. Cao, W.K. Liu, "Linking process, structure, property, and performance for metal-based additive manufacturing: computational approaches with experimental support", Computational Mechanics, 57 (2016) 583-610, https://doi.org/10.1007/s00466-015-1240-4
Project Report Page 19 of 51
Sundaram 2015: M.M. Sundaram, A.B. Kamaraj, V.S. Kumar, "Mask-Less Electrochemical Additive Manufacturing: A Feasibility Study", Journal of Manufacturing Science and Engineering, 137 (2015) 021006, https://dx.doi.org/10.1115/1.4029022
Taheri 2017: H. Taheri, M.R.B.M. Shoaib, T.A. Bigelow, P.C. Collins, L.J. Bond, "Powder-based additive manufacturing - a review of types of defects, generation mechanisms, detection, property evaluation and metrology", International Journal of Additive and Subtractive Materials Manufacturing, 1 (2017) https://doi.org/10.1504/IJASMM.2017.088204
Wang 2017: Y. Wang, J. Shi, S. Lu, Y. Wang, "Selective Laser Melting of Graphene-Reinforced Inconel 718 Superalloy: Evaluation of Microstructure and Tensile Performance", Journal of Manufacturing Science and Engineering, Transactions of the ASME, 139 (2017) 041005, https://doi.org/10.1115/1.4034712
Wilson-Heid 2017: A.E. Wilson-Heid, Z. Wang, B. McCornac, A.M. Beese, "Quantitative relationship between anisotropic strain to failure and grain morphology in additively manufactured Ti-6Al-4V", Materials Science and Engineering A 706 (2017) 287–294, http://dx.doi.org/10.1016/j.msea.2017.09.017
Wu 2017: H. Wu, W. Liu, R. He, Z. Wu, Q. Jiang, X. Song, Y. Chen, L. Cheng, S. Wu, "Fabrication of dense zirconia-toughened alumina ceramics through a stereolithography-based additive manufacturing", Ceramics International, 43 (2017) 968-972, https://doi.org/10.1016/j.ceramint.2016.10.027
Xiong 2015: W. Xiong, G.B. Olson, "Integrated Computational Materials Design for High-Performance Alloys", MRS Bulletin, 40 (2015) 1035-1043, https://doi.org/10.1557/mrs.2015.273

Project Report Page 20 of 51
APPENDIX A. ORGANIZING COMMITTEE, SCIENTIFIC COMMITTEE, AND INVITED
SPEAKERS
Organizing committee:
Wei Xiong ([email protected]), University of Pittsburgh (Chair) Mostafa Bedewy ([email protected]), University of Pittsburgh (Co-Chair) Zhijian Pei ([email protected]), Texas A&M University Alaa Elwany ([email protected]), Texas A&M University Howard A. Kuhn ([email protected]), University of Pittsburgh
Scientific Committee:
Mr. Ralph L. Resnick, NCDMM and America Makes (Chair) Dr. Howard A. Kuhn, University of Pittsburgh Dr. Albert To, University of Pittsburgh Dr. Zhijian Pei, Texas A&M University Invited Speakers
Ralph L. Resnick (Founding Director, America Makes) Overview of America Makes
Mary Toney (Program Manager, NSF) Overview of NSF-Funded Research
John Wilczynski (Deputy Director, Technology Development, America Makes) Rob Gorham (Executive Director, America Makes) Presentation on AM Industry Trends/Needs
Murali Sundaram, University of Cincinnati Additive Manufacturing by Electrochemical Deposition
Michael D. Dickey, NC State University 3D Printing of Metals at Room Temperature
Douglas A. Bristow, Missouri University of Science and Technology Layer-to-Layer Control in Laser Metal Deposition
Sandipan Mishra, Rensselaer Polytechnic Institute Modeling and Closed Loop Control for Jet-based 3D Printing
Ola L. A. Harrysson, North Carolina State University Automatic Finishing of Metal AM Components via DASH Manufacturing
Christopher Bryant Williams, Virginia Tech From Novel Materials to Cyber Security: Research Across the Additive Manufacturing Process Chain
Project Report Page 21 of 51
Seung-Kyum Choi, Georgia Institute of Technology Analytic Certification for Additively Manufacturing Parts and Processes under Uncertainty
Timothy A Bigelow, Iowa State University Laser-Ultrasound and Acoustic In-Line Monitoring of 3D Metal Printing
Joseph J. Biernacki, Tennessee Technological University Printing: A New Promising Avenue for Concrete and the Construction Industry
Heng Pan, Missouri University of Science and Technology Additive Manufacturing of Batteries
Allison M. Beese, Pennsylvania State University Processing-Microstructure-Mechanical Property Relationships in Additive Manufacturing of Metals
Salil Desai, North Carolina A&T State University Additive Manufacturing of Multiphase Functionally Gradient Materials
Albert C. To, University of Pittsburgh Modeling Grain Texture and Yield Behavior of Laser Additive Manufactured Metals
Jing Shi, University of Cincinnati Synthesis and Evaluation of Metal Matrix Nanocomposites by Selective Laser Melting
Yong Chen, University of Southern California Functional 3D Printing - Material, Processing and Design Perspective
James Guest, Johns Hopkins University Topology Optimization of Additively Manufactured Materials and Components
Krishnan Suresh, University of Wisconsin Topology Optimization for Additive Manufacturing
Kevin Chou, University of Louisville Process Understanding of Powder-Bed Metal AM Technologies: Toward Effective Support Designs and Pore Defect Mitigations
Arman Sabbaghi, Purdue University Predictive Model Building Across Different Process Conditions and Shapes in Additive Manufacturing
Yayue Pan, University of Illinois at Chicago Projection Stereolithography (SL) Process Planning and System Design for Fast Production and Multi-material Printing
Project Report Page 22 of 51
APPENDIX B. SPONSORS
This workshop is supported by NSF Award (Grant No. 1743007 & 1742984) through the following NSF programs in the Civil, Mechanical and Manufacturing Innovation (CMMI) Division:
Manufacturing Machines and Equipment (MME) Program (Program Director Steven R. Schmid).
In addition, America Makes kindly supported the workshop by involving organizing workshop, identifying potential speakers, inviting their industrial members to participate in the workshop, and releasing the workshop news though their newsletters and website.
Project Report Page 23 of 51
APPENDIX C. WORKSHOP AGENDA AND PRESENTATION ABSTRACTS
Agenda
Thursday, August 17th, 2017 17:00 – 18:00 Registration 18:00 – 18:15 Welcome and Opening Remarks Wei Xiong (Chair, Organizing Committee) 18:15 – 18:30 Overview of America Makes Ralph L. Resnick (Founding Director, America Makes) 18:30 – 18:45 Overview of NSF-Funded Research Mary Toney (Program Manager, NSF) 18:45 – 19:45 Poster Session Light refreshments will be provided
Friday, August 18th, 2017 7:30 – 8:15 Registration and Continental Breakfast 8:15 – 8:30 Presentation on AM Industry Trends/Needs John Wilczynski (Deputy Director, Technology Development, America Makes) Rob Gorham (Executive Director, America Makes) 8:30 – 9:45 Session I: Additive Manufacturing Processes Session Chair: Mostafa Bedewy (Co-Chair, Organizing Committee) 8:30 – 8:45 Additive Manufacturing by Electrochemical Deposition
Murali Sundaram, University of Cincinnati
8:45 – 9:00 3D Printing of Metals at Room Temperature Michael D. Dickey, NC State University
9:00 – 9:15 Layer-to-Layer Control in Laser Metal Deposition Douglas A. Bristow, Missouri University of Science and Technology 9:15 – 9:30 Modeling and Closed Loop Control for Jet-based 3D Printing

Project Report Page 24 of 51
Sandipan Mishra, Rensselaer Polytechnic Institute 9:30 – 9:45 Automatic Finishing of Metal AM Components via DASH Manufacturing Ola L. A. Harrysson, North Carolina State University 9:45 – 10:15 Break and Networking 10:15 – 11:30 Session II: Value Chain and Applications of Additive Manufacturing Session Chair: Alaa Elwany (Member, Organizing Committee) 10:15 – 10:30 From Novel Materials to Cyber Security: Research Across the Additive Manufacturing Process Chain
Christopher Bryant Williams, Virginia Tech
10:30 – 10:45 Analytic Certification for Additively Manufacturing Parts and Processes under Uncertainty Seung-Kyum Choi, Georgia Institute of Technology 10:45 – 11:00 Laser-Ultrasound and Acoustic In-Line Monitoring of 3D Metal Printing Timothy A Bigelow, Iowa State University 11:00 – 11:15 3D Printing: A New Promising Avenue for Concrete and the Construction Industry Joseph J. Biernacki, Tennessee Technological University 11:15 – 11:30 Additive Manufacturing of Batteries Heng Pan, Missouri University of Science and Technology 11:30 – 13:00 Lunch 13:00 – 14:15 Session III: Materials in Additive Manufacturing Session Chair: Wei Xiong (Chair, Organizing Committee) 13:00 – 13:15 Processing-Microstructure-Mechanical Property Relationships in Additive Manufacturing of Metals Allison M. Beese, Pennsylvania State University
13:15 – 13:30 Additive Manufacturing of Multiphase Functionally Gradient Materials Salil Desai, North Carolina A&T State University 13:30 – 13:45 Modeling Grain Texture and Yield Behavior of Laser Additive Manufactured Metals Albert C. To, University of Pittsburgh
Project Report Page 25 of 51
13:45 – 14:00 Synthesis and Evaluation of Metal Matrix Nanocomposites by Selective Laser Melting Jing Shi, University of Cincinnati 14:00 – 14:15 Functional 3D Printing - Material, Processing and Design Perspective Yong Chen, University of Southern California 14:15 – 14:45 Break and Networking 14:45 – 16:00 Session IV: Design in Additive Manufacturing Session Chair: Alaa Elwany (Chair, Organizing Committee) 14:45 – 15:00 Topology Optimization of Additively Manufactured Materials and Components James Guest, Johns Hopkins University 15:00 – 15:15 Topology Optimization for Additive Manufacturing Krishnan Suresh, University of Wisconsin 15:15 – 15:30 Process Understanding of Powder-Bed Metal AM Technologies: Toward
Effective Support Designs and Pore Defect Mitigations Kevin Chou, University of Louisville 15:30 – 15:45 Predictive Model Building Across Different Process Conditions and Shapes in
Additive Manufacturing Arman Sabbaghi, Purdue University 15:45 – 16:00 Projection Stereolithography (SL) Process Planning and System Design for Fast
Production and Multi-material Printing Yayue Pan, University of Illinois at Chicago 16:00 – 16:30 Break and Networking 16:30 – 16:45 Closing Remarks Mostafa Bedewy (Co-Chair, Organizing Committee)

Project Report Page 26 of 51
APPENDIX D: LIST OF PARTICIPANTS
First name Last name Affiliation Affiliation type
John Barnes The barnes group advisors / RMIT University Industry
Allison Beese Pennsylvania State University Academic
Jack Beuth Carnegie Mellon University Academic
Joseph Biernacki Tennessee Technological University Academic
Timothy Bigelow Iowa State University Academic
Douglas Bristow Missouri University of Science and Technology Academic
Yong Chen University of Southern California Academic
Markus Chmielus University of Pittsburgh Academic
Jae-Won Choi The University of Akron Academic
Seung-Kyum Choi Georgia Tech Academic
Kevin Chou University of Louisville Academic
David Conover ANSYS, Inc. Industry
Scott Crynock NCDMM/America Makes Industry
Joanne (Jo) Culbertson National Science Foundation Government Agency
Tony DelSignore IT Cadre Industry
William DePoppe Naval Nuclear Lab - Bettis Government Agency
Salil Desai North Carolina A&T State University Academic
Michael Dickey NC State University Academic
Jingyan Dong North Carolina State University Academic
Wayne Dudding NETL Government Agency
Aniket Dutt University of Pittsburgh Academic
Ahmed El Desouky Carpenter Technology Corporation Industry
James Eliou NNL-Bettis Government Agency
Alaa Elwany Texas A&M Academic
Matthew Garcia National Energy Technologies Lab Government Agency
Michael Garvey M-7 Technologies Industry
Charles George HAPCO Industry
Jason Goldsmith Kennametal Industry
Shan Gong University of Pittsburgh Academic
Robin Gourley Curtiss Wright - EMD Industry
Project Report Page 27 of 51
First name Last name Affiliation Affiliation type
Pradeep Gudla Async Computing LLC Industry
James Guest Johns Hopkins University Academic
Ola Harrysson NC State University Academic
Owen Hildreth University of Pittsburg Academic
John Hunter LPW Technology, Inc. Industry
Aravinda Kar University of Central Florida Academic
Edward Kinzel Missouri Univ. of Sci. and Tech. Academic
Howard Kuhn University of Pittsburgh Academic
Paul Leu University of Pittsburgh Academic
Lei Li Washington State University Academic
Zhenyu Liu University of Pittsburgh Academic
Stephen Ludwick Aerotech Industry
Eric MacDonald Youngstown State University Academic
Paul Mason Thermo-Calc Software Industry
Nick Mazurek Applied Systems and Technology Transfer (AST2) Industry
Nicholas Meisel Penn State Academic
Michael Miles Brigham Young University Academic
Rajiv Mishra University of North Texas Academic
Sandipan Mishra Rensselaer Polytechnic Institute Academic
Jennifer Moran Vader Systems Industry
Heng Pan Missouri University of Science and Technology Academic
Yayue Pan University of Illinois at Chicago Academic
ZJ Pei Texas A&M University Academic
Karen Quinker IT Cadre Industry
Ralph Resnick NCDMM Industry
Kirk Rogers GE Additive Industry
Anthony Rollett Carnegie Mellon Univ. Academic
Arman Sabbaghi Purdue University Academic
Jeff Shepler America Makes (3DPMetals) Industry
Jing Shi University of Cincinnati Academic
Ying Sun Drexel University Academic
Murali Sundaram University of Cincinnati Academic

Project Report Page 28 of 51
First name Last name Affiliation Affiliation type
Krishnan Suresh University of Wisconsin, Madison Academic
Mohsen Tabrizi University of Pittsburgh Academic
Albert To University of Pittsburgh Academic
Mary Toney NSF Government Agency
Neal Venters Curtiss-Wright Corp Industry
David Vorp University of Pittsburgh Academic
William Walch NCDMM Industry
Guofeng Wang University of Pittsburgh Academic
Qiming Wang University of Southern California Academic
John Wilczynski America Makes Industry
Christopher Williams Virginia Tech Academic
Kevin Wu Thermo-Calc Software Inc. Industry
Wei Xiong University of Pittsburgh Academic
Jianqiang Zhang UNSW Academic
Project Report Page 29 of 51
APPENDIX E: ABSTRACTS FOR ALL PRESENTATIONS
SESSION I: ADDITIVE MANUFACTURING PROCESSES
8:30 – 8:45 AM on 8/18/2017
ADDITIVE MANUFACTURING BY ELECTROCHEMICAL DEPOSITION
Murali Sundaram Department of Mechanical and Materials Engineering University of Cincinnati
Electrochemical Additive Manufacturing (ECAM) is a novel manufacturing method that is capable of producing complex shaped functional metal parts layer-by-layer / voxel-by-voxel directly from computer generated 3D CAD models. ECAM process has the potential to mitigate or overcome several of the limitations of traditional AM techniques, such as limited material choice, anisotropy, porosity, strength, scalability, support structure, and internal stresses. ECAM uses electrochemical deposition, a nonthermal process that uses the principles of electrolysis to deposit ions onto a surface. The process has considerably lower residual stresses, and the addition of material is atom by atom resulting in excellent microstructural properties which can be controlled in process. ECAM is capable of depositing conductive multi materials such as metals, metal alloys, and conducting polymers. This presentation will include an overview of the ECAM process, research updates, challenges and opportunities.
8:45 – 9:00 AM on 8/18/2017
3D PRINTING OF METALS AT ROOM TEMPERATURE
Michael D. Dickey Department of Chemical and Biomolecular Engineering, NC State University
This talk will discuss methods to directly print a micromoldable liquid metal into 3D structures at room temperature and embed it in functional polymers to create conductors that are soft, self-healing, and ultra-stretchable. The metal is a gallium-based metal alloy that is a low-viscosity liquid at room temperature with low toxicity and negligible volatility. Despite the large surface tension of the metal, it can be molded, patterned and printed into non-spherical shapes due to the presence of an ultra-thin surface oxide skin. We have harnessed these properties to form a

Project Report Page 30 of 51
number of electronic devices encased in polymer matrices. We have also utilized the ability to withdraw the metal from 3D printed structures as a sacrificial, fugitive ink to create microvasculature in polymer monoliths.
9:00 – 9:15 AM on 8/18/2017
LAYER-TO-LAYER CONTROL IN LASER METAL DEPOSITION
Douglas A. Bristow Department of Mechanical and Aerospace Engineering
Missouri University of Science and Technology
In order to achieve widespread industry adoption of Additive Manufacturing (AM), new methods of process control are needed to improve reliability. At the same time, many of the part defeats and process failures in AM begin small, at tolerable levels, but amplify as they propagate from layer to layer. In this presentation, we consider laser metal deposition (LMD), a direct energy deposition process in which metal powder is blown into a melt pool heated by a laser. The process is known to have geometric instabilities wherein the part may stop growing with increasing layers or ripples in the surface profile may form. Control-oriented dynamic models of this process, incorporating in-layer dynamic evolution and layer-to-layer dynamic propagation, are presented. Instability mechanisms in this process are illuminated and multi-dimensional dynamic system theory tools are used to establish rigorous stability constraints. Finally, stabilizing control algorithms that operate in a layer-by-layer fashion, that is by collecting geometric information of a complete layer after it has printed and generating the complete control correction for the subsequent layer prior to the start of that layer, are presented. Simulation and experimental results demonstrate strong potential for layer-to-layer control methods to provide robustly stability, improving process reliability.
9:15 – 9:30 AM on 8/18/2017
MODELING AND CLOSED LOOP CONTROL FOR JET-BASED 3D
PRINTING
Sandipan Mishra Rensselaer Polytechnic Institute
2038 JEC, Mechanical, Aerospace and Nuclear Engineering,

Project Report Page 31 of 51
This talk will focus on modeling and model-based feedback control design for additive manufacturing. Specifically, as a case study, we will discuss the development of a closed-loop control approach for ink-jet 3D printing that uses measurement of the height profile to do layer-to-layer control. The control design strategy is based on a distributed model predictive control scheme, which can handle constraints (such as droplet volume) as well as the typical large-scale nature of the control problem. We first propose and experimentally validate a graph-based height evolution model that can capture the liquid spreading dynamics. Then, based on this model, we design a scalable closed-loop control algorithm. The performance and efficiency of the algorithm are shown to outperform open-loop printing and closed-loop printing with existing model-based methods.
9:30 – 9:45 AM on 8/18/2017
AUTOMATIC FINISHING OF METAL AM COMPONENTS VIA DASH
MANUFACTURING
Ola L. A. Harrysson Edward P. Fitts Distinguished Professor
Edward P. Fitts Department of Industrial and Systems Engineering
North Carolina State University, Raleigh, NC
Finishing of metal AM components to achieve required tolerances and surface finish is often an issue when producing small lots. To design and fabricate the required fixtures and jigs can take weeks followed by the toolpath generation. To resolve this issue a software solution has been developed that seamlessly combine additive manufacturing and subtractive manufacturing in to a hybrid automatic solution (Direct Additive and Subtractive Hybrid (DASH) Manufacturing). The software analyses the component and add machining allowances based on the tolerance requirements and adds fixturing features used in the subtractive stage. The size and location of these fixturing features are determined automatically based on a visibility algorithm. The pre-planning software exports a file that can be used in any AM machine. The AM fabricated part is located in a four axis CNC machine and a laser scanner is used to determine the exact location and the amount of material that needs to be removed. In the last step the software will generate the toolpath automatically and select the optimal tool for each operation. The early research work was funded by NSF and the development of the software solution was funded by America Makes.

Project Report Page 32 of 51
SESSION II: VALUE CHAIN AND APPLICATIONS OF ADDITIVE MANUFACTURING
10:15 – 10:30 AM on 8/18/2017
FROM NOVEL MATERIALS TO CYBER SECURITY: RESEARCH ACROSS
THE ADDITIVE MANUFACTURING PROCESS CHAIN
Christopher Bryant Williams Department of Mechanical Engineering
Virginia Tech
[email protected]; 540-231-3422
Using Additive Manufacturing (AM), a designer has the power to selectively place (multi)material only where it is needed, and thus is afforded the opportunity to realize products that satisfy multiple functions and design objectives. However, to realize the full potential of this added capability, AM processes are in need of further advancements in material selection, process capability, design methodologies, and quality assurance techniques. To help fulfill AM’s potential as a feasible means for producing end-use artifacts, researchers in the Virginia Tech DREAMS Lab have been engaged in fundamental research across the entire AM process chain. In this presentation, Williams will highlight the major outcomes from several research projects that have been sponsored by the National Science Foundation, including (i) Binder Jetting nanosuspensions to create fully dense copper parts, (ii) 3D sand printing cores for fabricating composite cellular structures, (iii) using impedance-based actuators for non-destructive evaluation of AM parts, and (iv) cyber-physical security methods for AM processes.
10:30 – 10:45 AM on 8/18/2017
ANALYTIC CERTIFICATION FOR ADDITIVELY MANUFACTURING
PARTS AND PROCESSES UNDER UNCERTAINTY
Seung-Kyum Choi, Ph.D. Associate Professor
George W. Woodruff School of Mechanical Engineering
Georgia Institute of Technology, Atlanta, GA, 30332
Advances in additive manufacturing (AM) enable virtually unlimited design complexity and thus require far more design decisions. The increased complexity in a system adds significant amounts of uncertainty associated with a large number of design variables. Successful product
Project Report Page 33 of 51
innovation cannot be achieved without adequate tools to analyze and manage these complexities and uncertainties. It is critical to incorporate the effect from these complexities and uncertainties in the design process of future engineering systems to regulate their safety and security. There are increasing pressures to require the certification of AM-fabricated parts by analysis without conducting customized testing of printed parts. To address this requirement, the proposed research developed a framework which can achieve analytical certification of additively manufactured parts by utilizing a new stochastic upscaling procedure.
Dr. Choi’s research group at Georgia Tech developed a framework which can analytically certify additively manufactured parts with the consideration of uncertainty. Multi-scale modeling methods, effective probabilistic approaches, and design methods for additive manufacturing are utilized to create innovations in the fabrication process of complex engineering systems. Various experimental works on AM fabricated parts are conducted and the full characteristics and manufacturing constraints of these parts are integrated into the developed framework. The developed design and certification process can be applicable to most current AM fabrication technologies. The developed framework demonstrates how the certification of AM parts can be achieved with practical engineering examples.
10:45 – 11:00 AM on 8/18/2017
LASER-ULTRASOUND AND ACOUSTIC IN-LINE MONITORING OF 3D
METAL PRINTING
Timothy A Bigelow, Hossein Taheri, Lucas Koester, Peter Collins, and Leonard J. Bond Center for Nondestructive Evaluation, Iowa State University
The use of 3D printing to manufacture finished metal parts is poised to revolutionize the manufacturing industry. However, in-line monitoring during fabrication is critical as parts fabricated under identical conditions can have varying numbers and severity of defects. Two promising techniques for in-line monitoring during additive manufacturing are acoustic emissions and laser-based ultrasound. Acoustic emission (AE) systems are relatively low cost and will not increase the build times for 3D printing as they are passive systems. AE has also demonstrated potential for detecting changes in laser power and powder feed rate for a LENS Optomec Directed Energy Deposition System. However, AE may lack the sensitivity and specificity to detect smaller defects during the build. Laser-Based ultrasound (LUS) has the advantage of identifying individual defects ~100 m provided they are relatively close to the surface, and it may be possible to detect smaller defects as well as quantify variations in the elastic moduli and residual stress of the materials. However, LUS may increase the build times. Therefore, both potential techniques need to be explored, and perhaps combined, in the future to achieve optimal in-line monitoring.

Project Report Page 34 of 51
11:00 – 11:15 AM on 8/18/2017
3D PRINTING: A NEW PROMISING AVENUE FOR CONCRETE AND THE
CONSTRUCTION INDUSTRY
Florence Sanchez 1, Joseph J. Biernacki2, Jan Olek3 Jeffrey P.Youngblood4, and Pablo Zavattieri3 1Civil and Environmental Engineering, Vanderbilt University; 2Chemical Engineering, Tennessee Technological University; 3Lyles School of Civil Engineering, Purdue University, 4School of Materials Engineering, Purdue University
[email protected]; [email protected]; [email protected]; [email protected]; [email protected]
Portland cement concrete is the most used man-made materials on earth with some seven billion tons being placed annually. Though ancient in origin, 21st Century concrete is a distinctive blend of antiquity, modern material science, and chemistry. Concrete is now recognized as a complex, random, multi-scale material and research in the past two decades has focused on molecular modeling, nano-particle interactions and hydration studies – taking advantage of nano-technology. Utilizing this bottom-up understanding of the interactions between calcium-silicate-hydrate (C-S-H) and other constituents at the nano-scale, the next revolution appears to be motivated by a grand macroscopic vision of automated construction that will shape city landscapes and alter the fundamental nature of how constructed infrastructure is built. Additive manufacturing (AM) of concrete structures, while still in its infancy, is rapidly emerging as a research frontier and is positioned to revolutionize construction and to be a transformative economic factor in the global construction economy. While AM of concrete has the appearance of nothing more than a robotics challenge at the macroscopic scale, nothing can be further from the truth. And, while automation challenges exist, numerous materials issues across concrete’s nine-fold length-scales must be addressed if AM is to be realized as a pervasive construction paradigm for 21st Century construction.
11:15 – 11:30 AM on 8/18/2017
ADDITIVE MANUFACTURING OF BATTERIES
Heng Pan Department of Mechanical and Aerospace Engineering
Missouri University of Science and Technology
Batteries play an essential role in enabling energy storage for applications ranging from portable electronics, electric vehicles to grid stabilization as well as renewable energy storage. Current
Project Report Page 35 of 51
cost of Li-ion battery (~$400/kWh) has been one of the major factors preventing the wide adoption of hybrid and electric vehicles. Advanced manufacturing of batteries aiming at reducing manufacturing cost and increasing specific energy capacity is critical in enabling proliferation of electric vehicles and various portable electronics in the near future.
Currently, the electrodes for commercial Li-ion batteries are manufactured by the slurry process. Solvent and its associated cost in slurry-based electrode manufacturing contribute much of battery cost. A new powder-based additive manufacturing process has been discovered for manufacturing Li-ion batteries. In the process, solvents are no longer used and battery materials are printed layer-by-layer in the dry form for manufacturing Li-ion batteries. The technology can be used to manufacture Li-ion batteries at lower cost with high energy density, industrial scale throughput, and desired/engineered electrode structures. In the presentation, the current progress on the additive manufacturing characteristics, battery performance as well as commercialization plan will be presented.
SESSION III: MATERIALS IN ADDITIVE MANUFACTURING
13:00 – 13:15 on 8/18/2017
PROCESSING-MICROSTRUCTURE-MECHANICAL PROPERTY
RELATIONSHIPS IN ADDITIVE MANUFACTURING OF METALS
Allison M. Beese Department of Materials Science and Engineering,
Pennsylvania State University
Adoption of additive manufacturing (AM) for the production of metallic parts to be used in structural applications requires that the mechanical performance of additively manufactured components be reliable and predictable. This necessitates an understanding of the quantitative processing-structure-mechanical property relationships in AM. Complicating the elucidation of these relationships is the complex thermal history in AM, in which every location within a component undergoes rapid solidification followed by rapid heating and cooling cycles with subsequent laser passes adding material adjacent to or above the location. As a result, the microstructure, and thus properties, are heterogeneous and anisotropic. Here, we will present our efforts toward uncovering quantitative relationships among the processing, which dictates thermal history, microstructure, and resulting mechanical properties in both Ti-6Al-4V and 304L stainless steel. We will present the connection between salient microstructural features and macroscopic mechanical properties in AM of these alloys.
Project Report Page 36 of 51
13:15 – 13:30 on 8/18/2017
ADDITIVE MANUFACTURING OF MULTIPHASE FUNCTIONALLY
GRADIENT MATERIALS
Salil Desai Industrial & Systems Engineering, North Carolina A&T State University
422-B McNair Hall, 1601 E. Market St., Greensboro, NC 27411
Additive manufacturing (AM) of functional electronic components defines the next generation of miniaturized devices. Additive manufacturing of conductive traces can eliminate several post-processing operations in traditional manufacturing methods such as photolithography, tape casting, and screen printing. In this research our team employs a hybrid additive manufacturing technology which combines microextrusion and pico-jetting. Conductive slurries and colloidal inks were optimized for their rheological properties to assist with precision deposition on substrates. The deposition was performed on both rigid (glass) and flexible (kapton) substrates. The conductive traces were fabricated using carbon slurry and nickel ink using microextrusion and pico-jet units, respectively. In situ infiltration of media was implemented for manipulation of the electrical properties. Further, multiphase materials which included a homogenous slurry of carbon, nickel, and silver components were deposited for multilayer structures. The effect of laser sintering parameters on conductivity values was contrasted against furnace curing mechanism. The 3D printed structures were characterized using scanning electron microscopy and energy dispersive x-ray spectroscopy. This research lays the foundation for the fabrication of 3D electronic components using a hybrid additive manufacturing technology.
13:30 – 13:45 on 8/18/2017
MODELING GRAIN TEXTURE AND YIELD BEHAVIOR OF LASER
ADDITIVE MANUFACTURED METALS
Albert C. To Department of Mechanical Engineering & Materials Science
University of Pittsburgh
[email protected] In this talk, we will present our efforts on modeling the process-microstructure-property relationship between the grain texture and yield behavior in laser additive manufactured (AM) metals. First, we will discuss a quantitative semi-empirical method to predict the texture of the epitaxial columnar grains grown from single crystal and polycrystal substrates. Combined with
Project Report Page 37 of 51
the melt pool prediction by the Rosenthal solution, the processing and microstructure are linked together quantitatively. The proposed method is used to estimate the texture of different AM metals found in the literature. Next, we will present a mean field polycrystal plasticity modeling framework to predict mechanical properties (strength and anisotropy) from the microstructure features (texture, grain size, shape) of AM metals. Three case studies were performed on general FCC metals with three different ideal microstructures to demonstrate the coupled effect of grain size, shape and texture in the proposed polycrystal plasticity model. Finally, model validation and parameter calibration were performed for AlSi10Mg printed using the EOS DMLS (direct metal laser sintering) system.
13:45 – 14:00 on 8/18/2017
SYNTHESIS AND EVALUATION OF METAL MATRIX NANOCOMPOSITES
BY SELECTIVE LASER MELTING
Jing Shi Department of Mechanical and Materials Engineering,
University of Cincinnati
Additive manufacturing processes have potentials for fabricating high strength structural components. To enhance the mechanical properties of additive metal components, nano particles could be introduced to the metal matrix for reinforcing effects. The research group of Professor Shi at the University of Cincinnati has fabricated a variety of metal matrix nanocomposites (MMNCs) by using the technique of selective laser melting (SLM).
Specifically, nano reinforcement materials in the forms of particulate and platelet such as ceramic nanoparticles and graphene are adopted to strengthen various metal matrix materials such as Inconel and aluminum alloys. Meanwhile, heat treatments and surface treatments are applied to the as-built MMNCs to investigate the effects of post-processing techniques. MMNCs are characterized to study the microstructure evolution, precipitates formation, and the incorporated second phase particles. Static mechanical properties (such as tensile and wear), fatigue performance, as well as failure mechanisms, are also evaluated.
In most cases, various degrees of improvement in mechanical properties have been observed. On the other hand, outstanding fundamental issues in this area, including effects of nano particles on non-equilibrium solidification, strengthening mechanisms of nano particles, optimal dispersion of nano particles, call for further research.
14:00 – 14:15 on 8/18/2017

Project Report Page 38 of 51
FUNCTIONAL 3D PRINTING - MATERIAL, PROCESSING AND DESIGN
PERSPECTIVE
Dr. Yong Chen Associate Professor
Epstein Department of Industrial and Systems Engineering
Department of Aerospace and Mechanical Engineering (courtesy)
University of Southern California, Los Angeles, California
Current 3D printing systems are designed to use a single material and a single size scale to fabricate parts mainly for structural purpose. A new generation of 3D printing technologies are starting to emerge in which (a) multiple materials can be digitally controlled to produce parts with heterogeneous properties, and (b) the deposited materials can serve more than just structural functions, e.g. electrical, thermal, optical, magnetic, chemical, or other functions. This talk will report our recent work on developing new multi-scale, multi-material and multi-functional additive manufacturing processes and related modeling and control methods, including (1) a functional ceramics 3D printing process to fabricate novel piezoelectric sensors, (2) a nanocomposite-based additive manufacturing process to fabricate bio-inspired structures with highly impact resistant architectures, (3) a general reverse compensation framework for shape compensation control in additive manufacturing, and (4) a multi-material modeling and design method with some novel applications. The talk will conclude with remarks and thoughts on future 3D printing developments.
SESSION IV: DESIGN IN ADDITIVE MANUFACTURING
14:45 – 15:00 on 8/18/2017
TOPOLOGY OPTIMIZATION OF ADDITIVELY MANUFACTURED
MATERIALS AND COMPONENTS
James Guest Civil Engineering Department, Johns Hopkins University
In order to fully leverage recent advancements in additive manufacturing, engineers must open up the design space and re-imagine design solutions. Topology optimization offers a computational, systematic approach to exploring the expanded design space provided by additive manufacturing and has a demonstrated capability of identifying novel, high performance design

Project Report Page 39 of 51
solutions. This talk will discuss a topology optimization approach known as Projection Methods where manufacturing capabilities and constraints are directly embedded in the topology optimization formulation. Together with rigorous integration of the governing physics, this means that designs are optimized for actual as-built conditions without the need for manual post-processing to satisfy manufacturing or end-use constraints. Ultimately, the approach has the potential to reduce design cycle times and produce components with dramatically improved, robust performance.
Multiple design examples will be presented illustrating topology optimization considering different manufacturing process constraints and design objectives, including structural, fluidic, and thermal properties. Considered manufacturing constraints include overhang angles in direct metal (anchorless printing), various forms of length scale constraints, multi-material polymer printing, and consideration of manufacturing uncertainties. Both component level design and the design of architected materials will be presented.
15:00 – 15:15 on 8/18/2017
TOPOLOGY OPTIMIZATION FOR ADDITIVE MANUFACTURING
Krishnan Suresh University of Wisconsin, Madison
[email protected] This talk will present two independent research topics that are currently being pursued in our group towards integrating topology optimization (TO) and additive manufacturing (AM).
Support structure constraint: For several AM processes, such as FDM and SLM, extraneous support structures are often needed. Support structures directly add to the build-time and material cost. Indeed, the largest percentage cost for metal AM, besides the machine cost that is amortized, is material cost (18%). Further, support structures can be hard to remove, leading to post-fabrication (clean-up) cost. The objective here to develop a TO methodology for limiting the support structure volume, thereby leading to high-performance designs that are also AM friendly.
Material anisotropy: It is well established that parts fabricated through some AM technologies are anisotropic. This induced anisotropy can have a negative impact on functionality of the part, and must be considered during optimization. We present a strength-based topology optimization method for structures with anisotropic materials. A new topological sensitivity formulation based on strength ratio of non-homogeneous failure criteria, such as Tsai-Wu will be discussed. The effectiveness of the proposed method is demonstrated through numerical and experimental tests.
15:15 – 15:30 on 8/18/2017

Project Report Page 40 of 51
PROCESS UNDERSTANDING OF POWDER-BED METAL AM
TECHNOLOGIES: TOWARD EFFECTIVE SUPPORT DESIGNS AND PORE
DEFECT MITIGATIONS
Kevin Chou Department of Industrial Engineering, University of Louisville, Louisville, KY 40292
To fully exploit the potential of metal additive manufacturing (AM) technologies, challenges related to part certification and process qualification must first be overcome in order for end-users to embrace metal AM implementations in the industry. Funded by NSF, AM research at University of Louisville has been heavily focused on metal powder-bed fusion processes, aiming at fundamental knowledge that sheds powerful light and can, moreover, lead to successful metal AM applications. In particular, process modeling assisted with experiments including thermography has been pursued to address two key problems: support structures for part overhangs and formation mechanisms of pore defects. For support structure designs, the contact-free thermal support has been demonstrated; in addition, based on thermomechanical process simulations and a minimum-energy approach, a design methodology is proposed to attempt optimal support structures with least material usage and distortions. For the pore formation study, advanced computational techniques of multi-physics, multi-scale nature including smoothed particle hydrodynamics are under development. Micro-scale computed tomography will be employed for pore measurements and analysis to validate the pore formation models. Porosity variability in AM builds due to powder variations, process parameter deviations, and different geometric features will be investigated to delineate the operative ranges for mitigating pore defects.
15:30 – 15:45 on 8/18/2017
PREDICTIVE MODEL BUILDING ACROSS DIFFERENT PROCESS
CONDITIONS AND SHAPES IN ADDITIVE MANUFACTURING
Arman Sabbaghi Department of Statistics, Purdue University
Predictive models for geometric shape deformation constitute an important component in quality control for additive manufacturing. However, model building is made difficult by the wide variety of possible process conditions and shapes. A methodology that can make full use of data collected on different shapes and conditions, and reduce the haphazard aspect of traditional statistical model building techniques, is necessary in this context. We develop a new Bayesian

Project Report Page 41 of 51
procedure based on the effect equivalence and modular deformation features concepts that incorporates all available data for the systematic construction of predictive deformation models. Our method is applied to dramatically facilitate modeling of the multiple deformation profiles that exist in flat cylinders with different types of cavities. Ultimately, our Bayesian methodology connects different process conditions and shapes to provide a unified framework for quality control in additive manufacturing.
15:45 – 16:00 on 8/18/2017
PROJECTION STEREOLITHOGRAPHY (SL) PROCESS PLANNING AND
SYSTEM DESIGN FOR FAST PRODUCTION AND MULTI-MATERIAL
PRINTING
Yayue Pan Department of Mechanical and Industrial Engineering
The University of Illinois at Chicago
Projection Stereolithography (SL) is an Additive Manufacturing technique that uses light energy to solidify photosensitive polymer resin, usually one layer a time, to form a 3D object. It has been applied in many fields, ranging from the medical field to the consumer markets. Despite those advances, challenges still exist in fabricating objects with wide solid cross sections, due to the over-large separation force during printing processes. In addition, the application of Projection SL in manufacturing end-use products has been significantly limited by its limited material choices. In this talk, I will first present our recent research on projection SL machine design, for fabricating objects with wide solid cross sections. In this research, a Projection SL system with a textured constrained surface was investigated. It was found that proper constrained surface texture is capable of reducing the separation force greatly, and hence allows for stable printing of objects with wide solid cross sections. Besides, I will also present our recent research on multi-material polymer composite fabrication in Projection SL. A novel acoustic-field assisted Projection SL system and a multi-material printing process will be presented. Particle-polymer smart composites tested in this study will be demonstrated and discussed.
Project Report Page 42 of 51
POSTER SESSION
Electrohydrodynamic (EHD) 3D Printing for High-Resolution Additive Manufacturing
JINGYAN DONG
Department of Industrial and Systems Engineering
North Carolina State University, Raleigh, NC
High-resolution additive manufacturing is critical for many emerging applications. Many high precision industrial parts require micron-scale part accuracy and high quality surface finish, so as to effectively reduce the time and cost in post-processing. In biomedical applications (e.g. tissue engineering scaffolds), micron-scale structures with their dimension similar to the size of the cells provide advanced functions to regulate cell responses to the scaffold, such as cell alignment and cell contact guidance. Traditional additive manufacturing (AM) have resolution no better than 50 µm, and the resolution is difficult to improve. Our group investigates high-resolution (micron-scale) electro-hydrodynamic (EHD) 3D printing process with a variety of structural materials (e.g. thermoplastic materials and low melting point alloys) to achieve high precision additive manufacturing of complex objects, which overcome the resolution barrier of most existing additive manufacturing approaches and significantly improve the accuracy and surface finish of the produced parts. Theoretical and empirical process models are investigated for the analysis of the melt electrohydrodynamic printing process with respect to material properties and process parameters. We integrate process development, process modeling, and a novel manufacturing system into a new framework that enables high-resolution 3D printing of complex structures.
Additive Manufacturing of Transparent Glass
EDWARD C. KINZEL
Mechanical Engineering, Missouri University of Science and Technology
Glass has significant scientific and engineering applications including optics, communications, electronics. Additive manufacturing provides transformational capabilities for creating parts with complicated geometries and low production volumes. It also opens up new possibilities for creating functionally graded materials. This poster describes ongoing work on depositing optically transparent glass components using a laser-heated filament-fed process. In this process, a CO2 laser

Project Report Page 43 of 51
is used to locally melt continuously fed, small-diameter glass rods and fiber. 3D shapes are constructed by moving a CNC stage relative to the intersection of the filament and the laser beam. Material consolidated by the melting process, solidifies out of the melt pool as the part translates relative to the laser beam. The 10.6 μm laser energy is well absorbed by the glass and the build platform is heated to minimize thermal stresses during deposition. Starting with fulling dense feed-stock and smoothly melting it allows deposition of glass with transparency approaching furnace cast pieces. Preliminary work printing lenses is presented. The AM process allows volumetric variation of the material composition which facilitates the deposition of Gradient Index (GRIN) optics. In addition, the AM approach is useful for printing integrated photonics and depositing hermetic seals.
Beyond Complex Shapes: Performance Driven Additive Manufacturing of Metallic Materials
Rajiv S. Mishra Center for Friction Stir Processing
Advanced Materials and Manufacturing Processes Institute
Department of Materials Science and Engineering
University of North Texas, Denton, TX 76203 [email protected] Additive manufacturing (AM) of metal parts is at a juncture where multiple technologies have established their domain and a critical set of questions/issues have emerged. With any advanced manufacturing process, the cost of implementation has to be justified by gains in performance. Among the fusion AM technologies, laser based powder bed technologies (LBPBT) have become very popular because of the extraordinary design advantages. Topological optimization of a component based on the stress analysis can lead to significant weight saving. While design of complex shapes with intricate lattice structures and process optimization to accomplish such parts have advanced significantly, the location specific metallurgical process-microstructure-properties correlations have lagged behind. Ultimately, structural components are qualified based on properties and reliability. It is critical to link the probabilistic nature of the process with microstructural distribution that result in property variation. Another glaring gap is the availability of suitable alloys for high structural performance. For example, only a few aluminum alloys are available for LBPBT and this is true for most alloy categories. On the other hand, a few solid state AM technologies are in early stages of development. Among these, friction stir additive manufacturing (FSAM) results in excellent properties but is limited to simple geometries. In this presentation, a few key aspects related to (a) need for alloy design for LBPBT, (b) development of site specific process-microstructure-property correlations, and (c) design domain for solid state techniques like FSAM will be discussed.

Project Report Page 44 of 51
Understanding Transport Phenomena in Scalable Additive Manufacturing
YING SUN
Mechanical Engineering and Mechanics, Drexel University
The Complex Fluids and Multiphase Transport Lab at Drexel University focuses on applying fundamental thermo-fluid and interfacial sciences to enable scalable additive manufacturing. Environmentally-benign roll-to-roll electronics fabrication using inkjet printing on flexible substrates is an enabling technology that will provide desired high-volume, low-cost production of flexible electronics. We combine multi-scale modeling and experimental efforts to better understand transport processes in evaporation-driven self-assembly of colloidal drops containing functional materials for printable electronics fabrication. We also extend the roll-to-roll printing process into the 3rd dimension with robust deposition controls, from complete or partial filling of nanoporous substrates to deposition of highly repeatable nanoscale arrays. Drop-on-demand printing inside nanoporous substrates enables encapsulation of multi-functional therapeutic materials for drug delivery with precisely controlled release and localized delivery of growth factors for tissue regeneration. Nanotemplated printing allows for large-area deposition of nanoarrays for rapid screening of biomolecules and efficient chemical detections. By tuning ink-substrate interactions, high-throughput production of highly ordered 3D nanostructures is achieved.
Properties and Microstructure in Thick Plate Inconel 718 Produced by Electron Beam Wire Feed
1Jill Wen, 1Brent Waters, 1Michael Miles, 2David Fullwood, 3Craig Brice 1Manufacturing Engineering Technology, Brigham Young University,
Provo, UT 84602 2Mechanical Engineering, Brigham Young University, Provo, UT 84602 3Lockheed Martin Space Systems Company, Littleton, CO 80127
Corresponding author contact: [email protected]
Electron beam wire feed can be used to build up structures rapidly, compared to power bed fusion methods. A circular thick plate structure was fabricated from Inconel 718, then specimens were cut at different orientations with respect to the build direction. Tensile properties varied significantly depending on the location and orientation of the specimens removed from the plate. Electron backscatter diffraction (EBSD) was used to provide texture measurements of the plate

Project Report Page 45 of 51
material in each location. EBSD was also used to estimate local residual stresses and void content, based on novel methods of post-processing of scan data, for each location where specimens were extracted. Microstructure/property relationships will be discussed with respect to specimen orientation.
Multi-scale, Vat-free Photopolymerization
JAE-WON CHOI
Department of Mechanical Engineering, The University of Akron
A multi-scale, vat-free photopolymerization is being developed. The system takes an advantage of a liquid bridge, which does not require a vat, resulting in enabling fabrication with a small amount of the material. A liquid bridge can be easily found in nature after rain comes. The liquid bridge was first introduced into the digital micromirror device (DMD)-based microstereolithography (MSL) process by replacing a vat, allowing the entire fabrication process to occur within the liquid bridge. The liquid bridge has been investigated theoretically and experimentally to achieve a stable equilibrium shape and the relationship between the height and the volume of the liquid bridge. Using the liquid bridge MSL (LBMSL) process, the fabrication layer thickness of 0.5 µm was achieved. This could not be easily achieved in the vat-based MSL due to the oxygen inhibition to the photopolymer. Photopolymers with a viscosity range of 3000 cP or higher were tested and significant results were obtained. In addition, the multi-scale fabrication capability is being investigated by synchronizing DMD image modulation and continuous projection in the xy plane, targeting the fabrication of micron features in a large area such as several cm by cm.
Additive Manufacturing of Lightweight Composite Lattices to Achieve Extreme Thermomechanical Properties
QIMING WANG
Civil and Environmental Engineering, University of Southern California [email protected]
Cellular structures are porous solids with solid edges or faces packed together to fill the 3D space. Examples of cellular structures widely exist in Nature, such as wood, cork, coral, sponge, trabecular bone and plant parenchyma. These materials, after decades of natural evolution, feature superior mechanical properties with ultralow densities. Inspired from Nature, researchers

Project Report Page 46 of 51
have fabricated a number of man-made cellular structures in various tailored architectures from 2D to 3D, and various material constituents from polymers, metals to ceramics. These man-made cellular structures, with extraordinary properties including lightweight, high mechanical efficiency (stiffness/strength per unit density), high damping and high porosity, have shown great potential for diverse applications in structural panels, flow cooling, impact absorption and acoustic damping. Despite the prosperous studies in single-material lightweight cellular structures, the study of multi-material lightweight cellular structures is at the beginning stage. The primary hurdle is the difficulty in additive manufacturing of complex 3D cellular structures with multiple material components. Here, we present a home-built multi-material stereolithography system to additively manufacture lightweight lattice structures with multiple material components in single structures. We show that the integration of multiple material components can enable unprecedented extreme mechanical properties. We experimentally fabricate lightweight multimaterial lattices that exhibit significant negative thermal expansion (NTE) in three directions and over a temperature range of 170 degrees. Such NTE is induced by the structural interaction of material components with distinct thermal expansion coefficients. The NTE can be tuned over a large range by varying the thermal expansion coefficient difference between constituent beams and geometrical arrangements. Our experimental results match qualitatively with a simple scaling law and quantitatively with computational models.
Additive Manufacturing for Optical Applications
Lei Li
School of Mechanical and Materials Engineering
Washington State University
Pullman, WA, USA
Additive manufacturing can find potential applications in optics, such as illumination, sensing, display, and communication. In this research, we first investigated a multiphase printing method for biconvex micro optics. Monomer droplets were deposited on an immiscible liquid surface, and biconvex lenses were formed at the interface of the air and the liquid. The mechanism of the lens shape forming was studied using multi phase force equilibrium. A numerical method was used to investigate the shape of the lens. The numerical method was developed based on the consideration of Young-Laplace equation, simplified Navier-Stoke equation, mass conservation and force equilibrium equations. The influence of interface tension, droplet volume to the biconvex lens shape was investigated, and the numerical results showed good agreement with the experimental results.
In addition to making individual optics, we also investigated fabrication of affordable biosensing platforms by using additive manufacturing. By using additive manufacturing, customized freeform optics can be fabricated at a low cost and with a short manufacturing lead time.
Project Report Page 47 of 51
Integrated with smartphone technology, these opto-sensing platforms can be used for rapid, high accurate, and low-cost biomarker detection for remote areas and resource-limited areas.
Nanoparticle electrospray laser deposition for additive manufacturing of microlayers on flexible substrates
EDUARDO CASTILLO-OROZCO1, RANGANATHAN KUMAR1, ARAVINDA KAR2
1Department of Mechanical and Aerospace Engineering. 2CREOL, The College of Optics and Photonics, University of Central Florida
4000 Central Florida Blvd, Orlando, FL 32816, USA
Nanoparticles of various materials are known to possess excellent mechanical, chemical, electrical, and optical properties. However, it is difficult to deposit and transform nanoparticles into large two-dimensional and three-dimensional structures in a controlled manner. A laser-based new additive manufacturing process is presented for depositing nanoparticles using an electrospray technology. This process is versatile and scalable, and uses less materials and energy. In this process, aqueous microdrops of nanoparticle suspension are injected into a hollow laser beam that vaporizes the water, sinters the nanoparticles and deposits nanoparticles on rigid or flexible substrates. Each droplet serves as both a nanoparticle carrier, and a superlens that focuses the laser beam to subwavelength diameters for depositing extremely small nanodots or very thin lines. Nanoparticles of different semiconductor materials such as Si, SiC and ZnO have been deposited on a flexible substrate, kapton, and high precision deposition has been observed to occur under a particular microfluidic regime called microdripping mode. This process can promote roll-to-roll manufacturing of a variety of energy and electronic devices such as conformal solar cells, sensors, and actuators. It can also be used to fabricate masks for nanolithography, nanopillar arrays for photonic crystals, and nanodot arrays for plasmonic surfaces.
Dissolvable Metal Supports for 3D Printed Metals
OWEN HILDRETH
School for Engineering of Matter, Transport, and Energy
Arizona State University [email protected]
This presentation details our dissolvable metal support technologies for Powder Bed Fusion (PBF) and Directed Energy Deposition (DED) printed metals. These self-terminating support
Project Report Page 48 of 51
dissolution processes are designed to integrate seamlessly with existing build processes and require no change to build materials or parameters. For PBF processes, a sensitizing agent introduced during the normal stress-relieving step decreases the chemical stability of the top 50 –100 µm of the component surface while completely sensitizing the thin support structures used in PBF. The sensitized region is then selectively etched to completely remove the supports while the base component only looses 50 – 100 µm of sensitized material off of its surface. Unlike traditional chem-milling processes, our process is self-terminates once the sensitized region is consumed.
Support scaffolding and structures are an inconvenient necessity in metals additive manufacturing and can account for 70% of the cost of the final, printed part. Our dissolvable support technology dramatically reduces these unwanted costs while enabling support removal of complete build platforms in a single batch. It replaces hundreds of hours of manual labor with simple chemical processes that selectively remove the supports and only the supports while also reducing surface roughness across the entire part.





























