Embed Size (px)
Citation preview
NSF International Standard / American National Standard
NSF/ANSI 14 - 2012
Plastics Piping System Components and Related Materials
NOT FOR DISTRIBUTION
OR SALE
NSF International, an independent, not-for-profit, non-governmental organization, is dedicated to being the leading global provider of public health and safety-based risk management solutions while serving the interests of all stakeholders.
This Standard is subject to revision.
Contact NSF to confirm this revision is current.
Users of this Standard may request clarifications and interpretations, or propose revisions by contacting:
Chair, Joint Committee on Plastics
c/o NSF International 789 North Dixboro Road, P. O. Box 130140
Ann Arbor, Michigan 48113-0140 USA Phone: (734) 769-8010 Telex: 753215 NSF INTL
FAX: (734) 769-0109 E-mail: [email protected] Web: http://www.nsf.org
NOT FOR DISTRIBUTION
OR SALE
i
NSF International Standard/ American National Standard
for Plastics ―
Plastics piping system components and related materials
Standard Developer NSF International NSF International Designated as an ANSI Standard March 10, 2013 American National Standards Institute
NOT FOR DISTRIBUTION
OR SALE
ii
Prepared by The NSF Joint Committee on Plastics Recommended for adoption by The NSF Council of Public Health Consultants Adopted by NSF International October 1965 Revised February 1977 Revised December 1999 Revised November 1978 Revised February 2001 Revised November 1980 Revised January 2002 Revised November 1983 Revised January 2003 Revised November 1984 Revised September 2004 Revised November 1985 Revised August 2006 Revised August 1986 Revised March 2007 Revised October 1987 Revised May 2008 Revised December 1988 Revised December 2009 Revised November 1990 Revised April 2010 Revised September 1996 Revised April 2011 Revised November 1998 Revised February 2012
Revised March 2013 Published by NSF International PO Box 130140, Ann Arbor, Michigan 48113-0140, USA For ordering copies or for making inquiries with regard to this Standard, please reference the designation “NSF/ANSI 14 – 2012.” Copyright 2013 NSF International Previous editions © 2012, 2011, 2010, 2009, 2008, 2007, 2006, 2004, 2003, 2002, 2001, 1999, 1998, 1996, 1990, 1988, 1987, 1986, 1985, 1984, 1983, 1980, 1978, 1977. Unless otherwise specified, no part of this publication may be reproduced or utilized in any form or by any means, electronic or mechanical, including photocopying and microfilm, without permission in writing from NSF International. Printed in the United States of America.
NOT FOR DISTRIBUTION
OR SALE
iii
Disclaimers1 NSF, in performing its functions in accordance with its objectives, does not assume or undertake to discharge any responsibility of the manufacturer or any other party. The opinions and findings of NSF represent its professional judgment. NSF shall not be responsible to anyone for the use of or reliance upon this Standard by anyone. NSF shall not incur any obligation or liability for damages, including consequential damages, arising out of or in connection with the use, interpretation of, or reliance upon this Standard. NSF Standards provide basic criteria to promote sanitation and protection of the public health. Provisions for mechanical and electrical safety have not been included in this Standard because governmental agencies or other national standards-setting organizations provide safety requirements. Participation in NSF Standards development activities by regulatory agency representatives (federal, local, state) shall not constitute their agency's endorsement of NSF or any of its Standards. Preference is given to the use of performance criteria measurable by examination or testing in NSF Standards development when such performance criteria may reasonably be used in lieu of design, materials, or construction criteria. The illustrations, if provided, are intended to assist in understanding their adjacent standard requirements. However, the illustrations may not include all requirements for a specific product or unit, nor do they show the only method of fabricating such arrangements. Such partial drawings shall not be used to justify improper or incomplete design and construction. Unless otherwise referenced, the annexes are not considered an integral part of NSF Standards. The annexes are provided as general guidelines to the manufacturer, regulatory agency, user, or certifying organization.
1 The information contained in this Disclaimer is not part of this American National Standard (ANS) and has not been processed in accordance with ANSI’s requirements for an ANS. Therefore, this Disclaimer may contain material that has not been subjected to public review or a consensus process. In addition, it does not contain requirements necessary for conformance to the Standard.
NOT FOR DISTRIBUTION
OR SALE
iv
This page is intentionally left blank.
NOT FOR DISTRIBUTION
OR SALE
v
Contents 1 General ................................................................................................................................................... 1 1.1 Purpose ............................................................................................................................................ 1 1.2 Scope ............................................................................................................................................... 1 1.3 Materials, design, and construction ................................................................................................. 1 2 Normative references ............................................................................................................................. 1 2.1 Normative references for plastic pipe and related components ...................................................... 2 2.2 Normative references for compounds and other materials .............................................................. 8 2.3 Other normative references ............................................................................................................. 8 3 Definitions ............................................................................................................................................. 10 4 Requirements for plastic piping system components and related materials ........................................ 14 4.1 Materials ......................................................................................................................................... 14 4.2 Physical and performance requirements ....................................................................................... 15 4.3 Potable water requirements ........................................................................................................... 15 4.4 Special engineered products ......................................................................................................... 15 4.5 Marking requirements .................................................................................................................... 15 4.6 Quality assurance .......................................................................................................................... 15 5 Physical and performance requirements .............................................................................................. 15 5.1 General .......................................................................................................................................... 15 5.2 Long-term strength of plastic pipe .................................................................................................. 15 5.3 Requirements for PVC resins ........................................................................................................ 16 5.4 Critical dimensions ......................................................................................................................... 16 5.5 PVC ingredients ............................................................................................................................. 16 5.6 Monitoring ...................................................................................................................................... 16 5.7 Chlorine resistance – Dependent Transfer Listing requirements ................................................... 16 5.8 Fittings and valves .......................................................................................................................... 17 6 Special engineered (SE) product requirements ................................................................................... 18 6.1 General .......................................................................................................................................... 18 6.2 SE specifications ............................................................................................................................ 18 7 Requirements for potable water plastic piping system components and related materials ................. 19 7.1 General .......................................................................................................................................... 19 7.2 Requirements for generic ingredients ............................................................................................ 19 7.3 Requirements for lead .................................................................................................................... 20 7.4 Monitoring ...................................................................................................................................... 20 8 Marking requirements ........................................................................................................................... 21 8.1 General .......................................................................................................................................... 21 8.2 Pipe ................................................................................................................................................ 21 8.3 Fittings and appurtenances ............................................................................................................ 21 8.4 Thread compounds, sealants, gasket lubricants, solvent cement, and adhesives ........................ 21 8.5 Special engineered products ......................................................................................................... 21 8.6 Ingredients ..................................................................................................................................... 21 9 Quality assurance ................................................................................................................................. 21 9.1 General .......................................................................................................................................... 21 9.2 Start-up and qualification of molds ................................................................................................. 22 9.3 Generic ingredients ........................................................................................................................ 22 9.4 Verification of the calibration of equipment .................................................................................... 22 9.5 Quality assurance records ............................................................................................................. 23 9.6 Production code identification ........................................................................................................ 23
NOT FOR DISTRIBUTION
OR SALE
vi
9.7 Number of test specimens ............................................................................................................. 23 9.8 Formulation verification for solvent cements and primers ............................................................. 23 9.9 Product-specific quality assurance requirements .......................................................................... 23 Annex A ................................................................................................................................................. A1 Annex B ................................................................................................................................................. B1
NOT FOR DISTRIBUTION
OR SALE
vii
Foreword2 The purpose of this Standard is to establish minimum physical, performance, and health effects requirements for plastics piping system components and related materials. In this edition of NSF/ANSI 14, the following revisions have been incorporated:
Issue 45 This issue proposes the addition of a footnote to Table 10 to clarify the temperature requirements for the in-plant burst pressure test specific to PEX tubing. Issue 46 This issue proposes to update the normative references under section 2 of NSF/ANSI 14. Issue 47 This issue proposes to update Table 33 under NSF/ANSI 14 for PVC pressure pipe and fabricated fitting for water transmission and distribution to reflect QC requirements per AWWA C900 and AWWA C905.
This Standard was developed by the NSF Joint Committee on Plastics using the consensus process described in NSF Standards Development Policies and accredited by ANSI. Suggestions for improvement of this Standard are welcome. Comments should be sent to Chair, Joint Committee on Plastics, c/o NSF International at [email protected], or Standards Department, PO Box 130140, Ann Arbor, Michigan 48113-0140, USA.
2 The information contained in this Foreword is not part of this American National Standard (ANS) and has not been processed in accordance with ANSI’s requirements for an ANS. As such, this Foreword may contain material that has not been subjected to public review or a consensus process. In addition, it does not contain requirements necessary for conformance to the Standard.
NOT FOR DISTRIBUTION
OR SALE
This page is intentionally left blank.
NOT FOR DISTRIBUTION
OR SALE
1
© 2013 NSF NSF/ANSI 14 – 2012
NSF/ANSI Standard for Plastics ―
Plastics piping system components and related materials 1 General 1.1 Purpose This Standard establishes minimum physical, performance, and health effects requirements for plastic piping system components and related materials. These criteria were established for the protection of public health and the environment. 1.2 Scope The physical, performance, and health effects requirements in this Standard apply to thermoplastic and thermoset plastic piping system components, including but not limited to pipes, fittings, valves, joining materials, gaskets, and appurtenances. The established physical, performance, and health effects requirements also apply to materials (resin or blended compounds) and ingredients used to manufacture plastic piping system components. This Standard provides definitions and requirements for materials, ingredients, products, quality assurance, marking, and recordkeeping. 1.3 Materials, design, and construction For plastic piping system components and materials cited by the references in 2, the materials, design, and construction requirements of this Standard and the applicable product standard(s) in 2 shall apply. When materials, designs, or constructions are utilized that are not cited in 2, the plastic piping system components and related materials shall comply with the applicable requirements of this Standard. Plastic piping system components and related materials that incorporate materials, designs, or constructions not cited in 2 are acceptable, provided that such plastic piping system components and related materials can be demonstrated to be at least equivalent in terms of strength, quality, effectiveness, durability, and safety to those that are cited in this Standard. 2 Normative references The following documents contain requirements that, by reference in this text, constitute requirements of this Standard. At the time of publication, the indicated editions were valid. All of the documents are subject to revision, and parties are encouraged to investigate the possibility of applying the recent editions of the documents indicated below. It is the responsibility of the user of this Standard to determine the acceptance of the referenced standards to the application and requirements of the local jurisdictions. The most recent published edition of the document shall be used for undated references.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
2
2.1 Normative references for plastic pipe and related components ASME A112.4.14-2004. Manually Operated, Quarter-Turn Shutoff Valves for Use in Plumbing Systems3 ASME A112.14.1-2003. Backwater Valves3
ASME A112.18.1-2005/CSA B125.1-2011. Plumbing Supply Fittings3 ASME A112.18.6/CSA B125.6-2009. Flexible Water Connector3 ANSI/ASSE 1050-2009. Performance Requirements for Stack Air Admittance Valves for Sanitary Drainage Systems4
ANSI/ASSE 1051-2009. Performance Requirements for Individual and Branch Type Air Admittance Valves for Sanitary Drainage Systems4
ANSI/ASSE 1061 – 2011, Performance Requirements for Push-Fit Fittings4 ASTM D1527-2005. Standard Specification for Acrylonitrile-Butadiene-Styrene (ABS) Plastic Pipe, Schedules 40 and 805
ASTM D1785-12. Standard Specification for Poly (Vinyl Chloride) (PVC) Plastic Pipe, Schedules 40, 80, and 1205 ASTM D2235-04 (2011). Standard Specification for Solvent Cement for Acrylonitrile-Butadiene-Styrene (ABS) Plastic Pipe and Fittings5
ASTM D2239-12. Standard Specification for Polyethylene (PE) Plastic Pipe (SIDR-PR) Based on Controlled Inside Diameter5
ASTM D2241-09. Standard Specification for Poly(Vinyl Chloride) (PVC) Pressure-Rated Pipe (SDR Series) 5 ASTM D2464-06. Standard Specification for Threaded Poly(Vinyl Chloride) (PVC) Plastic Pipe Fittings, Schedule 805 ASTM D2466-06. Standard Specification for Poly(Vinyl Chloride) (PVC) Plastic Pipe Fittings, Schedule 405 ASTM D2467-06. Standard Specification for Poly(Vinyl Chloride) (PVC) Plastic Pipe Fittings, Schedule 805 ASTM D2513-12a,Standard Specification for Polyethylene (PE) Gas Pressure Pipe, Tubing, and Fittings5 ASTM D2564-04(2009)e1. Standard Specification for Solvent Cements for Poly(Vinyl Chloride) (PVC) Plastic Piping Systems5
3 American Society of Mechanical Engineers (ASME), Three Park Avenue, New York, NY 10016-5990 <www.asme.org>. 4 American Society of Sanitary Engineering (ASSE) for Plumbing and Sanitary Research, 901 Canterbury Road, Suite A, Westlake, OH 44145-1480 <www.asse.org>. 5 American Society for Testing Materials (ASTM) 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959 <www.astm.org>.

NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
3
ASTM D2609-02 (2008). Standard Specification for Plastic Insert Fittings for Polyethylene (PE) Plastic Pipe5 ASTM D2661-11. Standard Specification for Acrylonitrile-Butadiene-Styrene (ABS) Schedule 40 Plastic Drain, Waste, and Vent Pipe and Fittings5 ASTM D2665-12. Standard Specification for Poly(Vinyl Chloride) (PVC) Plastic Drain, Waste, and Vent Pipe and Fittings5
ASTM D2672-96a(2009). Standard Specification for Joints for IPS PVC Pipe Using Solvent Cement5
ASTM D2683-10. Standard Specification for Socket-Type Polyethylene Fittings for Outside Diameter-Controlled Polyethylene Pipe and Tubing5
ASTM D2729-11. Standard Specification for Poly(Vinyl Chloride) (PVC) Sewer Pipe and Fittings5
ASTM D2737-12e1. Standard Specification for Polyethylene (PE) Plastic Tubing5 ASTM D2751-05. Standard Specification for Acrylonitrile-Butadiene-Styrene (ABS) Sewer Pipe and Fittings5 ASTM D2846/D2846M-09be1. Standard Specification for Chlorinated Poly(Vinyl Chloride) (CPVC) Plastic Hot- and Cold-Water Distribution Systems5 ASTM D2949-10. Standard Specification for 3.25-in Outside Diameter Poly(Vinyl Chloride) (PVC) Plastic Drain, Waste, and Vent Pipe and Fittings5 ASTM D2996-01 (2007)e1, Standard Specification for Filament-Wound Fiberglass (Glass-Fiber-Reinforced Thermosetting-Resin) Pipe5
ASTM D2997-01 (2007)e1, Standard Specification for Centrifugally Cast Fiberglass (Glass-Fiber-Reinforced Thermosetting-Resin) Pipe5 ASTM D3034-08, Standard Specification for Type PSM Poly(Vinyl Chloride) (PVC) Sewer Pipe and Fittings5 ASTM D3035-10. Standard Specification for Polyethylene (PE) Plastic Pipe (DR-PR) Based on Controlled Outside Diameter5
ASTM D3138-04 (2011). Standard Specification for Solvent Cements for Transition Joints Between Acrylonitrile-Butadiene-Styrene (ABS) and Poly(Vinyl Chloride) (PVC) Non-Pressure Piping Components5 ASTM D3261-10a. Standard Specification for Butt Heat Fusion Polyethylene (PE) Plastic Fittings for Polyethylene (PE) Plastic Pipe and Tubing5 ASTM D3350-12. Standard Specification for Polyethylene Plastics Pipe and Fittings Materials5 ASTM D3517-11. Standard Specification for Fiberglass (Glass-Fiber-Reinforced Thermosetting-Resin) Pressure Pipe5 ASTM D4066-01a (2008). Standard Classification System for Nylon Injection and Extrusion Materials (PA)5 ASTM D5927-09. Standard Specification for Thermoplastic Polyester (TPES) Injection and Extrusion Materials Based on ISO Test Methods5
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
4
ASTM F409-02 (2008). Standard Specification for Thermoplastic Accessible and Replaceable Plastic Tube and Tubular Fittings5 ASTM F437-09. Standard Specification for Threaded Chlorinated Poly(Vinyl Chloride) (CPVC) Plastic Pipe Fittings, Schedule 805
ASTM F438-09. Standard Specification for Socket-Type Chlorinated Poly(Vinyl Chloride) (CPVC) Plastic Pipe Fittings, Schedule 405 ASTM F439-11. Standard Specification for Chlorinated Poly(Vinyl Chloride) (CPVC) Plastic Pipe Fittings, Schedule 805
ASTM F441/F441M-09. Standard Specification for Chlorinated Poly(Vinyl Chloride) (CPVC) Plastic Pipe, Schedules 40 and 805 ASTM F442/F442M-09. Standard Specification for Chlorinated Poly(Vinyl Chloride) (CPVC) Plastic Pipe (SDR-PR)5 ASTM F477-10. Standard Specification for Elastomeric Seals (Gaskets) for Joining Plastic Pipe5
ASTM F480-12. Standard Specification for Thermoplastic Well Casing Pipe and Couplings Made in Standard Dimension Ratios (SDR) SCH 40 and SCH 805
ASTM F493-10. Standard Specification for Solvent Cements for Chlorinated Poly(Vinyl Chloride) (CPVC) Plastic Pipe and Fittings5 ASTM F628-08, Standard Specification for Acrylonitrile-Butadiene-Styrene (ABS) Schedule 40 Plastic Drain, Waste, and Vent Pipe with a Cellular Core5
ASTM F656-10. Standard Specification for Primers for Use in Solvent Cement Joints of Poly(Vinyl Chloride)(PVC) Plastic Pipe and Fittings5 ASTM F679-08. Standard Specification for Poly(Vinyl Chloride) (PVC) Large-Diameter Plastic Gravity Sewer Pipe and Fittings5 ASTM F714-12. Standard Specification for Polyethylene (PE) Plastic Pipe (SDR-PR) Based on Outside Diameter5 ASTM F794-03 (2009). Standard Specification for Poly(Vinyl Chloride) (PVC) Profile Gravity Sewer Pipe and Fittings Based on Controlled Inside Diameter5 ASTM F876-10e1. Standard Specification for Crosslinked Polyethylene (PEX) Tubing5
ASTM F877-11a. Standard Specification for Crosslinked Polyethylene (PEX) Plastic Hot- and Cold- Water Distribution Systems5 ASTM F891-10. Standard Specification for Coextruded Poly(Vinyl Chloride) (PVC) Plastic Pipe with a Cellular Core5
ASTM F894-07 Standard Specification for Polyethylene (PE) Large Diameter Profile Wall Sewer and Drain Pipe5
ASTM F949-10. Standard Specification for Poly(Vinyl Chloride) (PVC) Corrugated Sewer Pipe with a Smooth Interior and Fittings5
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
5
ASTM F1055-11. Standard Specification for Electrofusion Type Polyethylene Fittings for Outside Diameter Controlled Polyethylene Pipe and Tubing5 ASTM F1281-11. Standard Specification for Crosslinked Polyethylene/Aluminum/Crosslinked Polyethylene (PEX-AL-PEX) Pressure Pipe5 ASTM F1282-10. Standard Specification for Polyethylene/Aluminum/Polyethylene (PE-AL-PE) Composite Pressure Pipe5 ASTM F1336-07. Standard Specification for Poly(Vinyl Chloride) (PVC) Gasketed Sewer Fittings5 ASTM F1412-09. Standard Specification for Polyolefin Pipe and Fittings for Corrosive Waste Drainage Systems5 ASTM F1483-05. Standard Specification for Oriented Poly(Vinyl Chloride), PVCO, Pressure Pipe5
ASTM F1488-09e1. Standard Specification for Coextruded Composite Pipe5 ASTM F1498-08. Standard Specification for Taper Pipe Threads 60o for Thermoplastic Pipe Fittings5 ASTM F1499-12. Standard Specification for Coextruded Composite Drain, Waste, and Vent Pipe (DWV 5 ASTM F1504-10. Standard Specification for Folded Poly(Vinyl Chloride) (PVC) Pipe for Existing Sewer and Conduit Rehabilitation5 ASTM F1533-01(2009). Standard Specification for Deformed Polyethylene (PE) Liner5
ASTM F1673-10. Standard Specification for Polyvinylidene Fluoride (PVDF) Corrosive Waste Drainage Systems5
ASTM F1732-12. Standard Specification for Poly(Vinyl Chloride) (PVC) Sewer and Drain Pipe Containing Recycled PVC Material5 ASTM F1760-01 (2011). Standard Specification for Coextruded Poly(Vinyl Chloride) (PVC) Non-Pressure Plastic Pipe Having Reprocessed-Recycled Content5
ASTM F1807-11ae1. Standard Specification for Metal Insert Fittings Utilizing a Copper Crimp Ring for SDR9 Cross-linked Polyethylene (PEX) Tubing and SDR9 Polyethylene of Raised Temperature (PE-RT) Tubing 5 ASTM F1866-07. Standard Specification for Poly(Vinyl Chloride) (PVC) Plastic Schedule 40 Drainage and DWV Fabricated Fittings5 ASTM F1960-11e1. Standard Specifications for Cold Expansion Fittings with PEX Reinforcing Rings for Use with Cross-linked Polyethylene (PEX) Tubing5
ASTM F1961-09. Standard Specification for Metal Mechanical Cold Flare Compression Fittings with Disc Spring for Cross-linked Polyethylene (PEX) Tubing5
ASTM F1970-05. Standard Specification for Special Engineered Fittings, Appurtenances or Valves for Use in Poly(Vinyl Chloride) (PVC) or Chlorinated Poly(Vinyl Chloride)(CPVC) Systems5
ASTM F1974-09. Standard Specification for Metal Insert Fittings for Polyethylene/Aluminum/ Polyethylene and Cross-linked Polyethylene/Aluminum/Cross-linked Polyethylene Composite Pressure Pipe5
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
6
ASTM F1986-01 (2011). Standard Specification for Multi-layer Pipe Type 2, Compression Fittings, and Compression Joints for Hot and Cold Drinking-Water Systems5 ASTM F2080-09. Standard Specification for Cold-Expansion Fittings with Metal Compression Sleeves for Cross-linked Polyethylene (PEX) Pipe5 ASTM F2098-08. Standard Specification for Stainless Steel Clamps for Securing SDR9 Cross-linked Polyethylene (PEX) Tubing to Metal Insert Fittings5
ASTM F2159-11. Standard Specification for Plastic Insert Fittings Utilizing a Copper Crimp Ring for SDR9 Cross-Linked Polyethylene (PEX) Tubing5 ASTM F2262-09. Standard Specification for Cross-linked Polyethylene/Aluminum/Cross-linked Polyethylene Tubing OD Controlled SDR95
ASTM F2306/F 2306M-11. Standard Specification for 12 to 60 in. [300 to 1500 mm] Annular Corrugated Profile-Wall Polyethylene (PE) Pipe and Fittings for Gravity-Flow Storm Sewer and Subsurface Drainage Applications5
ASTM F2389-10. Standard Specification for Pressure-rated Polypropylene (PP) Piping Systems5
ASTM F2390-07. Standard Specifications for Poly(Vinyl Chloride) (PVC) Plastic Drain, Waste, and Vent (DWV) Pipe and Fittings Having Post-Industrial Recycle Content5 ASTM F2434-09. Standard Specification for Metal Insert Fittings Utilizing a Copper Crimp Ring for SDR9 Cross-linked Polyethylene (PEX) Tubing and SDR9 Cross-linked Polyethylene/Aluminum/Cross-linked Polyethylene (PEX-AL-PEX) Tubing5
ASTM F2618-09, Standard Specification for Chlorinated Poly(Vinyl Chloride) (CPVC) Pipe Fittings for Chemical Waste Drainage Systems5
ASTM F2623-08. Standard Specification for Polyethylene of Raised Temperature (PE-RT) SDR Tubing5
ASTM F2769-10, Standard Specification for Polyethylene of Raised Temperature (PE-RT) Plastic Hot and Cold-Water Tubing and Distribution Systems5
ASTM F2788-11, Standard Specification for Metric-sized Crosslinked Polyethylene (PEX) Pipe5
ASTM F2855-11, Standard Specification for Chlorinated Poly(Vinyl Chloride)/Aluminum Chlorinated Poly(Vinyl Chloride) (CPVC-AL-CPVC) Composite Pressure Tubing5
ANSI/AWWA C900-07. Polyvinyl Chloride (PVC) Pressure Pipe, and Fabricated Fittings, 4 in Through 12 in (100 mm Through 300 mm), for Water Transmission and Distribution6 ANSI/AWWA C901-08. Polyethylene (PE) Pressure Pipe and Tubing, ½ in (13 mm) Through 3 in (76 mm), for Water Service6
ANSI/AWWA C904-06. Cross-Linked Polyethylene (PEX) Pressure Pipe, 1/2 In. (12mm) Through 3 In. (76 mm), for Water Service6
ANSI/AWWA C905-10. Polyvinyl Chloride (PVC) Pressure Pipe and Fabricated Fittings, 14 in Through 48 in (350 mm Through 1,200 mm)6
6 American Water Works Association (AWWA), 6666 W. Quincy Avenue, Denver, CO 80235 <www.awwa.org>.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
7
ANSI/AWWA C906-07. Polyethylene (PE) Pressure Pipe and Fittings, 4 in (100 mm) Through 63 in (1,575 mm), for Water Distribution and Transmission6 ANSI/AWWA C907-12. Injection-Molded Polyvinyl Chloride (PVC) Pressure Fittings for Water – 4 in Through 12 in (100 mm Through 300 mm)6 ANSI/AWWA C909-09. Molecularly Oriented Polyvinyl Chloride (PVCO) Pressure Pipe, 4 in through 12 in (100 mm through 600 mm), for Water Distribution6
ANSI/AWWA C950-07. Fiberglass Pressure Pipe6 CAN/CSA B125-05. Plumbing Fittings7
CAN/CSA B137.1-09. Polyethylene Pipe, Tubing, and Fittings for Cold Water Pressure Services7 CAN/CSA B137.3-09, Rigid Polyvinyl Chloride (PVC) Pipe for Pressure Applications7 CAN/CSA B137.4-09, Polyethylene Piping Systems for Gas Services7 CAN/CSA B137.5-09. Cross-linked Polyethylene (PEX) Tubing Systems for Pressure Applications7 CAN/CSA B137.6-09. CPVC Pipe, Tubing, and Fittings for Hot and Cold Water Distribution Systems7 CAN/CSA B137.8-09. Polybutylene (PB) Piping for Pressure Applications7 CAN/CSA B137.9-09. Polyethylene/Aluminum/Polyethylene Composite Pressure Pipe Systems7
CAN/CSA B137.10-09. Cross-linked Polyethylene/Aluminum/Crosslinked Polyethylene Composite Pressure Pipe Systems7
CAN/CSA B137.11-09. Polypropylene (PP-R) Pipe and Fittings for Pressure Applications7 CAN/CSA B181.1-11. ABS Drain, Waste, and Vent Pipe and Pipe Fittings7
CAN/CSA B181.2-11. PVC Drain, Waste, and Vent Pipe and Pipe Fittings7
CAN/CSA B181.3-11. Polyolefin and Polyvinylidene Fluoride (PVDF Laboratory Drainage Systems7
CAN/CSA B181.5-11. Coextruded Acrylonitrile-butadienestyrene/PolyvinylChloride (ABS/PVC) Drain waste and Vent Pipe7
CAN/CSA B182.1-11. Plastic Drain and Sewer Pipe and Pipe Fittings7 CAN/CSA B182.2-11. PVC Sewer Pipe and Fittings (PSM Type)7
CAN/CSA C448 Series 02- Design and Installation of Earth Energy Systems7
NSF/ANSI 359. Valves for Cross-linked Polyethylene (PEX) Water Distribution Tubing Systems TR-2, PPI PVC Range Composition Listing of Qualified Ingredients (2010)8
7 Canadian Standards Association (CSA), 5060 Spectrum Way, Suite 100, Mississauga Ontario, Canada L4W 5N6 <www.csa.ca>. 8 Plastics Pipe Institute (PPI), 105 Decker Court, Suite 825, Irving, TX 75062 <plasticpipe.org>. <www.plasticpipe.org>.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
8
UL 1285 (5th edition), Standard for Pipe and Couplings, Polyvinyl Chloride (PVC), and Oriented Polyvinyl Chloride (PVCO) for Underground Fire Service9 2.2 Normative references for compounds and other materials ASTM D1784-11. Standard Specification for Rigid Poly(Vinyl Chloride) (PVC) Compounds and Chlorinated Poly(Vinyl Chloride) (CPVC) Compounds5 ASTM D2581-09. Standard Specification for Polybutylene (PB) Plastics Molding and Extrusion Materials5
ASTM D3222-05 (2010). Standard Specification for Unmodified Poly(Vinylidene Fluoride) (PVDF) Molding Extrusion and Coating Materials5 ASTM D3350-12. Standard Specification for Polyethylene Plastics Pipe and Fittings Materials5 ASTM D3915-06. Standard Specification for Rigid Poly(Vinyl Chloride) (PVC) and Chlorinated Poly(Vinyl Chloride) (CPVC) Compounds for Plastic Pipe and Fittings Used in Pressure Applications5
ASTM D3965-11. Standard Specification for Rigid Acrylonitrile-Butadiene-Styrene (ABS) Materials for Pipe and Fittings5 ASTM D4067-11. Standard Classification System for Reinforced and Filled Poly(Phenylene Sulfide) (PPS) Injection Molding and Extrusion Materials Using ASTM Methods5
ASTM D4101-11. Standard Specification for Polypropylene Injection and Extrusion Materials5 ASTM D4396-06. Standard Specification for Rigid Poly(Vinyl Chloride) (PVC) and Chlorinated Poly (Vinyl Chloride) (CPVC) Compounds for Plastic Pipe and Fittings Used in Nonpressure Applications5 ASTM D6394-10, Standard Specification for Sulfone Plastics (SP)5
ASTM D6778-06. Standard Classification for Polyoxymethylene (POM, Acetal) Molding and Extrusion Materials5 2.3 International and other normative references 21 CFR, Parts 1-99, Food and Drugs (Rev. 4/10)10 21 CFR, Parts 100-169, Food and Drugs (Rev. 4/10)10
21 CFR, Parts 170-199, Food and Drugs (Rev. 4/10)10 ASTM D543-06. Standard Practices for Evaluating the Resistance of Plastics to Chemical Reagents5
ASTM D638-10. Standard Test Method for Tensile Properties of Plastics5
ASTM D1243-95 (2008). Standard Test Method for Dilute Solution Viscosity of Vinyl Chloride Polymers5 ASTM D2837-11. Standard Test Method for Obtaining Hydrostatic Design Basis for Thermoplastic Pipe Materials or Pressure Design Basis for Thermoplastic Pipe Products5
9 Underwriters Laboratories (UL), 2600 N.W. Lake Rd., Camas, WA 98607-8542 <www.ul.com>. 10 U. S. Government Printing Office, Washington, DC 20402 <www.gpo.gov>.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
9
ASTM D2855-96(2010). Standard Practice for Making Solvent-Cemented Joints with Poly (Vinyl Chloride) (PVC) Pipe and Fittings5 ASTM D2992-06. Standard Practice for Obtaining Hydrostatic or Pressure Design Basis for Fiberglass (Glass-Fiber-Reinforced Thermosetting-Resin) Pipe and Fittings5 ASTM D3139-98(2005). Standard Specification for Joints for Plastic Pressure Pipes Using Flexible Elastomeric Seals5
ASTM D3212-07. Standard Specification for Joints for Drain and Sewer Plastic Pipes Using Flexible Elastomeric Seals5 ASTM D6284-09. Standard Test Method for Rubber Property – Effect of Aqueous Solutions with Available Chlorine and Chloramine5
ASTM F1216-09, Standard Practice for Rehabilitation of Existing Pipelines and Conduits by the Inversion and Curing of a Resin-Impregnated Tube5
ASTM F2023-10, Standard Test Method for Evaluating the Oxidative Resistance of Crosslinked Polyethylene (PEX) Tubing and Systems to Hot Chlorinated Water5
DIN 8074, Polyethylene (PE) - Pipes PE 63, PE 80, PE 100, PE-HD – Dimensions (1999)11
DIN 8075, Polyethylene (PE) pipes - PE 63, PE 80, PE 100, PE-HD – General quality requirements, testing (1999)11
DIN 8077, Polypropylene (PP) pipes - PP-H, PP-B, PP-R, PP-RCT – Dimensions (2008)11 DIN 8078, Polypropylene (PP) pipes - PP-H, PP-B, PP-R, PP-RCT - General quality requirements and testing (2008)11 DIN 16962-1, Pipe Joints and Elements for Polypropylene (PP) Pressure Pipelines, Types 1 and 2; Bends of Segmental Construction for Butt-welding, Dimensions (1980)11 DIN 16962-2, Pipe joint assemblies and fittings for types 1 and 2 polypropylene (PP) pressure pipes; tees and branches produced by segment inserts and necking for butt welding; dimensions (1983)11 DIN 16962-3, Pipe Joints and Elements for Polypropylene (PP) Pressure Pipelines, Types 1 and 2; Bends Formed from Pipe for Butt-welding, Dimensions (1980)11 DIN 16962-4, Pipe joint assemblies and fittings for types 1 and 2 polypropylene (PP) pressure pipes; adaptors for fusion jointing, flanges and sealing elements; dimensions (1988)11 DIN 16962-5, Pipe joints and components of polypropylene (PP) for pipes under pressure, PP-H 100, PP-B 80 and PP-R 80: General quality requirements, testing (2000)11 DIN 16962-6, Pipe Joints and Elements for Polypropylene (PP) Pressure Pipelines, Types 1 and 2; Injection Moulded Elbows for Socket-welding, Dimensions (1980)11 DIN 16962-7,Pipe Joints and Elements for Polypropylene (PP) Pressure Pipelines, Types 1 and 2; Injection Moulded Tee Pieces for Socket-welding, Dimensions (1980)11
11 Deutsches Institut für Normung e. V. (DIN), Burggrafen-strasse 6, 10787 Berlin, Germany <www.din.de>.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
10
DIN 16962-8,Pipe Joints and Elements for Polypropylene (PP) Pressure Pipelines, Types 1 and 2; Injection Moulded Sockets and Caps for Socket-welding, Dimensions (1980)11 DIN 16962-9, Pipe joint assemblies and fittings for types 1 and 2 polypropylene (PP) pressure pipes; injection moulded reducers and nipples for socket welding; dimensions (1983)11 DIN 16962-10, Pipe joint assemblies and fittings for types 1 to 3 polypropylene (PP) pressure pipes; injection-moulded fittings for butt welding; dimensions (1989)11 DIN 16962-11, Pipe Joints and Elements for Polypropylene (PP) Pressure Pipelines, Types 1 and 2; Turned and Pressed Reducing Sockets for Butt-welding, Dimensions (1980)11 DIN 16962-12, Pipe joints and components of polypropylene (PP) for pipes under pressure, PP-H 100, PP-B 80 and PP-R 80: Flange adapters, flanges, sealing rings for socket welding; dimensions (1999)11 DIN 16962-13, Pipe joint assemblies and fittings for type 1 and type 2 polypropylene (PP) pressure pipes; pipe couplings; dimensions (1987)11
ISO 9080:2003. Plastics piping and ducting systems – Determination of the long-term hydrostatic strength of thermoplastics materials in pipe form by extrapolation12 ISO 12162:2009. Thermoplastics materials for pipes and fittings for pressure applications – Classification, designation and design coefficient12
NSF/ANSI 60. Drinking Water Treatment Chemicals – Health Effects NSF/ANSI 61. Drinking Water System Components – Health Effects PPI TR-3. Policies and Procedures for Developing Hydrostatic Design Basis (HDB), Pressure Design Basis (PDB), Strength Design Basis (SDB), and Minimum Required Strength (MRS) Ratings for Thermoplastic Piping Materials or Pipe (2010)8 PPI TR-4. PPI Listing of Hydrostatic Design Basis (HDB), Strength Design Basis (SDB), Pressure Design Basis (PDB) and Minimum Required Strength (MRS) Ratings for Thermoplastic Piping Materials or Pipe (2012)8 3 Definitions The following terms are used in this document: 3.1 appurtenances: Accessories of a plastic piping system designed for special applications or end uses. Appurtenances include, but are not limited to, pipes, fittings, valves, storage tanks, tank liners, special coatings, faucet parts, and riser assemblies. 3.2 bond: The union of surfaces through heat, chemical action, or adhesion that produces a joint strong enough to function as a unit (e.g., heat fusion or solvent fusion).
12 International Organization for Standardization (ISO), 1, ch. de la Voie-Creuse Case postale 56, CH-1211, Geneve 20, Switzerland <www.iso.org>.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
11
3.3 building drain: The part of the lowest horizontal piping of a drainage system that receives the discharge from soil, waste, and other drainage pipes inside the walls of the building and conveys it to the building sewer beyond the foundation walls of the building or structure.
NOTE – The building sewer generally begins 2 to 5 ft beyond the foundation walls.
3.4 building sanitary sewer: The part of the horizontal piping of a sanitary drainage system that extends from the building sanitary drain, receives the discharge from the building sanitary drain, and conveys it to a public sewer, private sewer, individual sewage disposal system, or other point of disposal. 3.5 building storm sewer: The part of the horizontal piping of a storm drainage system that extends from the building storm drain, receives the discharge of the building storm drain, and conveys it to a public storm sewer, private storm sewer, or other point of disposal. 3.6 calcium carbonate: An ingredient obtained by crushing or grinding limestone or precipitating calcium carbonate by means of chemical processes. Some calcium carbonates are modified by the application of calcium stearate or stearic acid to improve dispersion characteristics. 3.7 calcium stearate: An ingredient consisting of calcium with a mixture of solid organic acids obtained from fats and oils. 3.8 composite pipe: Pipe consisting of two or more different materials arranged with specific functional purpose to serve as pipe.
NOTE – “Composite pipe” is a term used by ASTM. It is also known as multi-layered pipe by PPI and ISO. 3.9 compound: A mixture of polymers with other ingredients such as fillers, stabilizers, catalysts, processing aids, lubricants, modifiers, pigments, or curing agents.
NOTE – Compounds are considered materials; however, not all materials are considered compounds. 3.10 compounder: A corporation, company, or individual that blends, mixes, or otherwise combines ingredients to produce compounds. 3.11 contamination: The presence of a substance not intentionally incorporated in a product. 3.12 continuous waste piping: Components used in a drainage system to connect two or more plumbing fixtures or plumbing fixture components to a common trap. 3.13 corrosive waste: Industrial, chemical, or processed liquids that limit the useful service life of a piping system by chemical or mechanical corrosion. 3.14 critical dimensions: Dimensions of a product (e. g., pipes and fittings) that directly affect the fit and function, or the capacity of making a sound joint, or both. 3.15 dependent formulation: A compound formulation being used with the consent of the owner of the independent formulation. 3.16 drainage system: All of the piping within a building that conveys sewage, rainwater, or other liquid waste to a point of disposal. A drainage system does not include the mains of public sewer systems or a sewage treatment or disposal plant. 3.17 drain, waste, and vent system (DWV): A combined sanitary drainage and venting system within a building drainage system. It includes all piping within a building that conveys sewage or other liquid waste and provides air flow to or from a drainage system or air circulation within the system to protect trap seals from siphonage and back pressure.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
12
3.18 elastomer: A macromolecular material that returns rapidly to approximately its initial dimensions and shape after substantial deformation by a weak stress and release of the stress. 3.19 elastomeric seal: A product or device that uses an elastomer to effect a seal between separable piping components. 3.20 exposure water: Water having defined characteristics, prior to contact with a system or component(s) in extraction procedures. 3.21 extractant water: Exposure water that has been in contact with a system or component(s) for a specified duration. 3.22 fitting: A piping component used to join, terminate, or provide changes of direction in a piping system. 3.23 gasket lubricant: A product used to reduce friction between two mating surfaces being joined by sliding-contact action, such as pushing a pipe end into a gasketed, belled-end pipe. 3.24 generic ingredients: Ingredients that are physically and chemically similar, but vary in composition because of manufacturing process, source of ingredients, or trace components. 3.25 hydrocarbon wax: A wax composed of branched or linear hydrocarbons (essentially alkane in chemical character). 3.26 hydrostatic design basis (HDB): One of a series of established stress values specified in ASTM D2837 for a plastic compound, obtained by categorizing the long-term hydrostatic strength determined in accordance with ASTM D2837. 3.27 hydrostatic design stress (HDS): The estimated maximum tensile stress a material is capable of withstanding continuously with a high degree of certainty that failure of the pipe will not occur. This stress is circumferential when internal hydrostatic water pressure is applied. 3.28 independent formulation: An original formulation of a compound that meets all of the applicable requirements of this Standard. 3.29 in-plant compound: A compound that is produced by a corporation, company, or individual, and used exclusively in the production of that entity’s own final plumbing system products. 3.30 joining material: A substance used to produce a fluid-tight joint (solvent cement, adhesive, sealant, etc.) between two or more components. 3.31 material supplier: A company that produces plastic resin or blended compounds, or both, for other companies that make a final product. 3.32 maximum range compound: A compound consisting of all ingredients (except resins and lubricants) at the maximum level specified in a formulation. 3.33 new ingredient: A chemical or substance not previously accepted for use in products intended for potable water applications. 3.34 oxidized polyethylene wax: Wax composed of oxidized homopolymers of ethylene. 3.35 pipe bell end: On some pipe lengths, the enlarged portion of one end designed to be used as a socket for joining. In this Standard, pipe bell ends are not considered part of a pipe.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
13
3.36 piping products: Components including, but not limited to, pipes, fittings, appurtenances, and valves. 3.37 plastic pipe: A hollow cylinder of plastic, in which the wall thicknesses are usually small when compared to the diameter, and in which the inside and outside walls are essentially concentric. 3.38 plastic: A material that contains as an essential ingredient one or more organic polymeric substances of large molecular weight, is solid in its finished state, and, at some stage in its manufacture or processing into finished articles, can be shaped by flow. 3.39 potable water: Water that is acceptable for drinking, culinary, and domestic purposes and meets the requirements of the health authority having jurisdiction. 3.40 potable water system: A system used to convey potable water. 3.41 pressure rating: The estimated maximum water pressure at a specified temperature that a pipe is capable of withstanding continuously with a high degree of certainty that failure of the pipe will not occur. 3.42 primer: An organic solvent that enhances adhesion, applied to plastic pipe and fittings prior to application of a solvent cement. 3.43 quality assurance: A formal system for verifying that products conform to specific standards. Quality assurance is intended as an audit of quality control testing. 3.44 quality control: The methods used to ensure that a production process yields products in conformance with the appropriate specifications established by the quality assurance program. 3.45 residual vinyl chloride monomer (RVCM): Unreacted vinyl chloride remaining in a poly(vinyl chloride) (PVC) or chlorinated poly(vinyl chloride) (CPVC) compound or piping product. 3.46 resin: A solid or pseudosolid organic material, often of high molecular weight, that exhibits a tendency to flow when subjected to stress, usually has a softening or melting range, and usually fractures conchoidally.
NOTE – In a broad sense, this term is used to designate any polymer that is a basic material for plastics. 3.47 rework material: A material from a manufacturer’s own production that has been reground or pelletized for reuse by that same manufacturer. 3.48 sealant: A product used on two mating surfaces to produce a pressure-sealed joint without producing a bond. 3.49 sewer system: A piping system that receives discharge from the building drainage system and transports it to a point of disposal. 3.50 solvent cement: An adhesive made by dissolving a plastic resin or compound in a suitable solvent or mixture of solvents. The solvent cement dissolves the surfaces of the pipe and fittings to form a bond between the mating surfaces, provided that the proper cement is used for the particular materials and that proper techniques are followed. 3.51 special compounder: A company that blends, mixes, or otherwise modifies materials or ingredients, or both, as compounds for use by other companies that produce the final product.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
14
3.52 special engineered (SE) products: Plastic piping system components and related materials that are specifically designed for a particular end use or application and are not covered by an established consensus standard. 3.53 special engineered (SE) specification: A document that specifies the design of an SE product, and the requirements that must be attained to ensure that the SE product is at least equivalent (in terms of strength, quality, effectiveness, durability, and safety) to standardized products having a similar end use. 3.54 steady-state: An operational condition of the manufacturing process that does not change with time. 3.55 thermoplastic: noun – A plastic that can be repeatedly softened by heating and hardened by cooling through a temperature range characteristic of the plastic, and in the softened state, can be shaped by flow through molding or extrusion. adj. – Capable of being repeatedly softened by heating and hardened by cooling through a temperature range characteristic of the plastic, and able in the softened state to be shaped by flow into articles by molding or extrusion. 3.56 thermoset: A plastic that, when cured by application of heat or chemical means, changes into a substantially infusible and insoluble product. 3.57 titanium dioxide: A 92% minimum rutile material including but not limited to those chemically modified through the addition of alumina, silica, or both. 3.58 trap: A fitting or device that provides a liquid seal to prevent the emission of sewer gases without materially affecting the flow of sewage or wastewater through the trap. 3.59 valve: A device used to regulate flow of liquids or gases. 3.60 vent system: The piping installed to provide a flow of air to or from a drainage system, or to provide a circulation of air within such a system to protect trap seals from siphonage and back pressure. 3.61 virgin material: A material in the form of pellets, granules, powder, floc, or liquid that has not been subjected to use or processing other than that required for its initial manufacture. 3.62 well casing system: A system composed of pipes, fittings, and appurtenances that is used as a casing for water wells. 4 Requirements for plastic piping system components and related materials 4.1 Materials Plastics piping system components and related materials shall meet the specific public health requirements and the requirements set forth in the applicable product standard(s). 4.1.1 Virgin materials Plastic piping system components and related materials shall be produced from virgin plastics complying with this Standard, unless the applicable product standard(s) contained in 2 of this Standard specifically allows the use of recycled plastics.
NOTE – When recycled plastics are used, they shall only be used as specified in the applicable product standard. For example, ASTM F1732 and ASTM F1760 have requirements for recycled plastics, including but not limited to the types of plastics that can be used and any limitations on the amounts of various materials that can be incorporated into the final product.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
15
4.1.2 Rework materials The use of clean, rework material of the same formulation from the same manufacturer is acceptable provided that the finished products meet the requirements of the applicable product standard(s). Plastic piping system components and related materials shall be manufactured in such a way as to prevent contamination. 4.1.3 Substitution of materials The substitution of materials used in pipe, fittings, and other components is acceptable provided that the materials meet all of the applicable requirements of this Standard and the applicable product standard(s). 4.2 Physical and performance requirements Plastic piping system components and related materials shall comply with the requirements of 5. 4.3 Potable water requirements Plastic piping systems components and related materials intended for use in potable water supply systems shall comply with the applicable requirements of 7. 4.4 Special engineered products Special engineered products shall comply with the applicable requirements of 6 and 7. 4.5 Marking requirements Plastic piping systems components and related materials shall comply with the marking requirements of 8. 4.6 Quality assurance Records and test frequencies shall comply with 9. 5 Physical and performance requirements 5.1 General Plastic piping system components and related materials shall comply with the physical and performance requirements of the applicable standards as referenced in 2 of this Standard. 5.2 Long-term strength of plastic pipe Manufacturers of materials for use in plastic pipe for pressure applications shall submit evidence of long-term strength compliance in accordance with the requirements contained in 5.2.1. Listing in PPI Technical Report Number 4 (TR-4) is acceptable evidence of hydrostatic design stress compliance. Manufacturers of composite piping products for pressure applications shall submit evidence of maximum stress or pressure rating compliance in accordance with the requirements of 5.2.2. Listing in PPI TR-4 is acceptable evidence of maximum stress or pressure rating compliance. 5.2.1 Hydrostatic design stress The maximum hydrostatic design stress, pressure design basis, or strength design basis of thermoplastics shall be determined in accordance with PPI Technical Report Number 3 (TR-3). Alternatively, the minimum required strength and design stress shall be determined in accordance with
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
16
ISO 12162 using data generated in accordance with ISO 9080. The maximum hydrostatic design stress of thermosets shall be determined in accordance with ASTM D2992. 5.2.2 Maximum pressure rating The maximum pressure rating of composite pipe products shall be determined in accordance with PPI TR-3, except that test pressure shall be substituted for test stress in calculations of long-term strength. The pressure versus time-to-rupture data shall exhibit a regression of strength with duration of loading, similar to that exhibited by thermoplastic pipe of homogeneous wall construction. 5.3 Requirements for PVC resins Resins intended for use in PVC fitting compounds shall have an inherent viscosity of at least 0.65 when tested according to ASTM D1243. Resins intended for use in PVC pressure pipe compounds shall comply with the applicable requirements of PPI TR-3.
NOTE – PPI TR-3 currently limits the inherent viscosity of PVC pressure pipe resin to a minimum of 0.88. 5.4 Critical dimensions Plastic piping system components shall comply with the critical dimensions of the applicable standards as referenced in 2 of this Standard. For pipe and spigot ends of fittings, the critical dimensions are the minimum wall thickness, outside diameter, and out-of-roundness. For pipe intended to be used with insert-type fittings such as PE, PEX, PEX-AL-PEX or PE-AL-PE, the critical dimensions are the minimum wall thickness, the maximum wall thickness and outside diameter. For socket or threaded fittings, the critical dimensions are minimum wall thickness, socket entrance diameter, bottom diameter, out-of-roundness, socket depth, threads (as measured with thread gauges), and thread length. For other fittings, critical dimensions are those specified in the normative reference standard. 5.5 PVC ingredients Generic ingredients (titanium dioxides, calcium stearates, calcium carbonates, paraffinic hydrocarbon waxes, and polyethylene waxes) intended for use in PVC compounds shall comply with PPI Technical Report Number 2 (TR-2) Parts A.2, A.3, A.4, A.5 and A.6 respectively. Other ingredients intended for use in PVC compounds shall comply with PPI TR-2 Part B. 5.6 Monitoring Plastic piping system components and related materials shall be monitored, at a minimum of once annually, to ensure compliance with the applicable physical and performance standards referenced in 2 of this Standard. Cell classification monitoring by compound suppliers shall satisfy the requirements for purchased compounds or in-plant compounds that are dependent formulation transfers. 5.7 Chlorine resistance – Dependent Transfer Listing requirements In order to qualify a pipe made from a material that already has a chlorine resistance classification, the following minimum requirements shall be met for each pipe which is comprised of a different color in the polymer matrix yet made from that classified material and shall be referred to as a Dependent Transfer Listing.
NOTE – This requirement does not apply to changes in color of an external, coextruded polymer layer which is separate and distinct from the pipe polymer matrix.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
17
5.7.1 Solid wall pipe with optional inner or outer polymeric layer
– Three (3) data points at one hoop stress level at the highest temperature conditions as for the original data set;
– Two (2) data points at a second hoop stress level at least 80 psi lower than the first stress level and at the highest temperature conditions as for the original data set;
– The 95% lower prediction limit (LPL) shall be calculated for the original material data at these temperatures/stress conditions;
– All five (5) data points (failure times) shall meet or exceed the LPL for that condition;
– The five (5) data points shall be added to the original data set and all parameters in section 13 of the ASTM F2023 shall be calculated. The new values shall comply with the requirements of ASTM F876.
5.7.2 Pipe with middle polymeric layer
– Five (5) data points at one hoop stress level at the highest temperature conditions as for the original data set;
– The 95% LPL shall be calculated for the original material data at these temperatures/stress conditions;
– All five (5) data points (failure times) shall meet or exceed the LPL for that condition;
– The five (5) data points shall be added to the original data set and all parameters in section 13 of the ASTM F2023 shall be calculated. The new values shall comply with the requirements of ASTM F876.
5.8 Fittings and valves Fittings and valves made from copper alloys containing more than 15% zinc by weight shall be resistant to dezincification and stress corrosion cracking (SCC) and meet the following requirements: 5.8.1 Dezincification resistance 5.8.1.1 Sampling Three test specimens selected at random shall be conditioned to standard laboratory conditions of 73 ± 3.6o F (23 ± 2o C) prior to testing. 5.8.1.2 Testing Test specimens shall be tested according to ISO 6509 “Corrosion of metal and alloys – Determination of dezincification resistance of brass”. 5.8.1.2 Requirements The maximum depth of dezincification shall not exceed 200 µm. Failure of one of the three specimens tested is cause for retest of three additional specimens. Failure of one specimen in the retest shall constitute failure in the test.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
18
5.8.2 Stress corrosion resistance 5.8.2.1 Sampling Three test specimens selected at random shall be conditioned to standard laboratory conditions prior to testing. 5.8.2.2 Testing Test specimens shall be tested according to ASTM B858 “Standard Test Method for Ammonia Vapor Test for Determining Susceptibility to Stress Corrosion Cracking in Copper Alloys” or ISO 6957 “Copper alloys – Ammonia test for stress corrosion resistance” in a test solution of pH 9.5. 5.8.2.3 Requirements There shall be no evidence of cracking when viewed with a microscope with a minimum magnification of 10X. Failure of one of the three specimens tested is cause for retest of three additional specimens. Failure of one specimen in the retest shall constitute failure in the test.
NOTE – The requirements for resistance to dezincification and resistance to stress corrosion cracking are intended to establish a minimum level of performance for products intended for use in potable water systems. These requirements are not a guarantee that erosion or corrosion will not occur.
6 Special engineered (SE) product requirements 6.1 General Special engineered (SE) products shall meet the applicable requirements contained in this Standard and shall be at least equivalent (in terms of strength, quality, effectiveness, durability, and safety) to standardized products having a similar end use. Manufacturers of SE products shall prepare, maintain, and make available the documentation relating to the design and engineering of such products. Manufacturers shall specify all information that shall be held in confidence. 6.2 SE specifications The SE specification shall contain all requirements applicable to the product for the intended end use. The requirements shall include material specifications, critical dimensions and tolerances, marking, health effects testing and evaluation if intended for potable water contact, and all performance testing relevant to the intended end use. A copy of the SE specification shall be made available to interested parties upon request. An SE specification shall be authorized for a period of two years. Further extension of an SE specification shall be permitted in the event that standardization of the product was not possible within the initial two-year period and the manufacturer can demonstrate initiation of, and reasonable progress toward, standardization of the product.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
19
7 Requirements for potable water plastic piping system components and related materials 7.1 General Materials, compounds, products, and formulations shall comply with the applicable requirements of NSF/ANSI 61 as referenced in 2. 7.2 Requirements for generic ingredients Generic ingredients for use in PVC potable water pipe and fitting compounds shall meet the requirements of this section. 7.2.1 Calcium carbonates Calcium carbonates shall comply with the requirements contained in 7.2.1.1, 7.2.1.2, or 7.2.1.3. 7.2.1.1 Calcium carbonates and titanium dioxides that comply with the following exposure conditions and toxicology review are acceptable:
– analytes of interest shall be identified in accordance with NSF/ANSI 61, Annex A; – exposure water conditions (pH and temperature) shall be selected in accordance with the procedures in NSF/ANSI 61, Annex B; – a minimum of 1 g of the ingredient shall be placed in 1 L of the appropriate exposure water. After 24 h, the solution shall be decanted and the extractant water discarded. The ingredient sample shall be exposed for an additional 24 h in a second 1-L sample of the appropriate exposure water. After 24 h of exposure, this solution shall be decanted and the extractant water discarded. The ingredient sample shall then be placed in a third 1-L sample of the appropriate exposure water. After 72 h of exposure, the extractant water shall be decanted, filtered through a 4.5 x 10-7m (0.45 μm) membrane filter, and then chemically analyzed for those analytes of interest. Table 1 summarizes this exposure schedule; – the resulting extractant water shall be analyzed in accordance with the procedures described in NSF/ANSI 61, Annex B; and – the health effects evaluation of analyte concentrations in the extractant water shall be conducted in accordance with NSF/ANSI 61, Annex A.
7.2.1.2 Calcium carbonates and titanium dioxides that comply with the applicable requirements of NSF/ANSI 61 are acceptable. PVC pipe, fittings, injection molded plaques, and compression molded plaques that are formulated to contain the ingredient at the maximum use level shall be subjected to the extraction testing methods described in NSF/ANSI 61, section 4.5. Analytes of interest measured in the extractant water shall conform to the health effects evaluation requirements in NSF/ANSI 61, Annex A. 7.2.1.3 Calcium carbonates that comply with the applicable requirements of NSF/ANSI 60 are acceptable. 7.2.2 Calcium stearates Calcium stearates shall be tested in accordance with NSF/ANSI 61. PVC pipe, fittings, injection molded plaques, and compression molded plaques that are formulated to contain the ingredient at the maximum use level shall be subjected to the extraction testing methods described in NSF/ANSI 61, section 4.5.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
20
Analytes of interest measured in the extractant water shall conform to the health effects evaluation requirements in NSF/ANSI 61, Annex A. 7.2.3 Hydrocarbon waxes Hydrocarbon waxes shall comply with 21 CFR § 178.3710 and shall be tested in accordance with NSF/ANSI 61. PVC pipe, fittings, injection molded plaques, and compression molded plaques that are formulated to contain the ingredient at the maximum use level shall be subjected to the extraction testing methods described in NSF/ANSI 61, section 4.5. Analytes of interest measured in the extractant water shall conform to the health effects evaluation requirements in NSF/ANSI 61, Annex A. 7.2.4 Oxidized polyethylene waxes Oxidized polyethylene waxes shall comply with 21 CFR § 172.260 or shall be tested in accordance with NSF/ANSI 61 and comply with 21 CFR § 177.1620. PVC pipe, fittings, injection molded plaques, and compression molded plaques that are formulated to contain the ingredient at the maximum use level shall be subjected to the extraction testing methods described in NSF/ANSI 61, section 4.5. Analytes of interest measured in the extractant water shall conform to the health effects evaluation requirements in NSF/ANSI 61, Annex A. 7.2.5 Titanium dioxides Titanium dioxides shall comply with 21 CFR § 73.575 or the requirements contained in 7.2.1.1 or 7.2.1.2. 7.2.6 Other PVC ingredients Ingredients, other than generic ingredients (titanium dioxides, calcium stearates, calcium carbonates, paraffinic hydrocarbon waxes, and polyethylene waxes), intended for use in PVC pipe or fittings shall be tested in accordance with NSF/ANSI 61. PVC pipe, fittings, injection molded plaques, and compression molded plaques formulated to contain the ingredient at the maximum use level shall be subjected to the extraction testing methods described in NSF/ANSI 61, section 4.5. Analytes of interest measured in the extractant water shall conform to the health effects evaluation requirements of NSF/ANSI 61, Annex A. 7.3 Requirements for lead There shall be no lead added as an intentional ingredient in any product, material, ingredient or system component submitted for evaluation to this standard, with the exception of brass or bronze meeting the definition of “lead free” under the specific provisions of the Safe Drinking Water Act of the United States.13
7.4 Monitoring In addition to the physical and performance monitoring requirements specified in 5.6, plastic piping system components and related materials intended for potable water shall be monitored annually to ensure compliance with NSF/ANSI 61, except as permitted in 9.8 for solvent cements and primers. PVC and CPVC pipe, tubing, fittings, and appurtenances intended for potable water shall also be tested a minimum of three times annually for RVCM. Appurtenances produced using a material or compound that is also being used to produce fittings subject to these requirements do not require separate monitoring for RVCM. RVCM in PVC and CPVC potable water piping products shall not exceed 3.2 mg/kg.
13 Safe Drinking Water Act - Section 1417(a)(1) <www.epa.gov/ogwdw/sdwa>.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
21
8 Marking requirements 8.1 General Markings on plastic piping system components shall be legible and permanent. 8.2 Pipe The manufacturer shall place on all plastic pipe the designations and identifications required in the applicable standards as referenced in 2 of this Standard or as required by the SE Specification. Plastic pipe shall also bear an appropriate code identifying the day, month, and year of production, the extrusion line, and the compound designation. For pipe made by a multiple head, extrusion technique with intermediate storage before marking, a code indicating the week, rather than the day, of production is acceptable. In instances where the manufacturer has more than one plant location or produces for other suppliers or distributors, an identifying symbol shall be used. 8.3 Fittings and appurtenances The manufacturer shall place on all plastic fittings and appurtenances the designations and identifications required in the applicable standards as referenced in 2 of this Standard. The fittings and appurtenances shall also bear an appropriate code identifying the mold and cavity used. In instances where the manufacturer has more than one plant location or produces for other suppliers or distributors, an identifying symbol shall be used. 8.4 Thread compounds, sealants, gasket lubricants, solvent cement, and adhesives The manufacturer shall label each container with the designations and identifications required in the applicable standards as referenced in 2 of this Standard. The container shall bear an appropriate batch number identifying the day, month, and year of manufacture, as well as the formulation designation. In instances where the manufacturer has more than one plant location or produces for other suppliers or distributors, an identifying symbol shall be used. 8.5 Special engineered products The manufacturer shall place the symbol "SE" on all special engineered products, in addition to the other applicable marking requirements specified in the SE specifications. 8.6 Ingredients The manufacturer shall place on all ingredient containers the manufacturer's name, trade designation, and lot number or date. 9 Quality assurance 9.1 General A quality control program shall be operated and maintained to ensure that products conform to the applicable requirements of this Standard on a continuous basis.
a) The manufacturer shall provide and maintain quality control testing facilities at each production facility.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
22
b) Quality control testing shall be conducted at ambient temperature and humidity or standard laboratory conditions of 23 ± 2° C (73 ± 3.6° F) and 45 to 55% relative humidity.
c) The tests and testing frequencies shall conform to the minimum requirements listed in 9.9. Where quality control requirements are specified in the product standards, the tests and test frequencies specified in the product standards shall be conducted in addition to the requirements listed in 9.9. If the test frequencies specified in the product standard conflict with the frequencies contained in 9.9, then the more frequent requirement shall be followed. d) SE products shall be tested in accordance with the quality control program specified in the SE Specifications.
Variations from these minimum requirements shall be permitted if an alternate program is established in writing and determined to be equivalent. 9.2 Start-up and qualification of molds In each case, with the exception of annual and semi-annual tests, the frequency of testing indicated in 9.9 shall be interpreted as follows: the indicated tests shall be performed at the start-up of any production operation, on each extruder or injection molder, and continued until a steady-state operation that meets the test requirement is obtained. The test shall be repeated at the required frequency until there is a change in the steady-state operation. When there is a change in operation, testing shall be conducted continuously until a new steady-state operation is achieved. After a steady-state operation is attained, the applicable testing frequencies shown in 9.9 shall resume. The test frequency indicated for fittings shall be used only after the mold has been qualified. In order for a new or retooled mold to be considered “qualified,” all products from all cavities in the mold shall attain compliance with all of the appropriate dimensions and tests. This does not include annual or semiannual tests. After qualification, the indicated test frequencies shall apply to one cavity per mold, rotating cavities within the mold, including start-ups. If any physical change is made to the mold itself, all cavities within the mold must be re-qualified. When annual testing is required, annual testing performed by a third-party certifier shall satisfy the requirement. 9.3 Generic ingredients The quality assurance program shall ensure that each lot of generic ingredient complies with the requirements of 5.5. Records shall be maintained according to 9.5. 9.4 Verification of the calibration of equipment The calibration of all equipment used to check critical dimensions shall be verified weekly. Verification shall consist of checking the zero point, if applicable, and the critical dimension or a point near the upper limit of the instrument. Where applicable, references used for verification shall be traceable to the National Institute of Standards and Technology (NIST). Other equipment, including equipment used for measuring ingredients in in-plant blending operations, shall be verified at a minimum of once annually.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
23
Records of equipment verification shall include the following:
– date that the verification was performed; – identity of the equipment verified (description and serial number); – verification data; – description of any corrective actions taken, if applicable; and – identity of the person who performed the verification.
9.5 Quality assurance records The manufacturer shall maintain records of quality assurance testing at each production location for at least three years. 9.6 Production code identification In instances where code identification of products is required, the manufacturer shall maintain records necessary to confirm identification of all products. 9.7 Number of test specimens Unless otherwise specified by an applicable standard as referenced in 2 of this Standard, the minimum number of test specimens for a sample of one size, style, configuration, and material shall be as indicated in table 2. 9.8 Formulation verification for solvent cements and primers Formulation verification complying with the following conditions is permitted as a substitute for annual and one semiannual performance testing and health effects testing of solvent cements and primers.
– performance testing and health effects testing of solvent cements and primers shall be conducted at least once every three years; – the analysis of the amount of solvent in solvent cements and primers shall be conducted according to table 3; and – depending on the percentage of solvent claimed on the label or in the formulation, the variation in the amount of solvent shall not exceed the control limits in table 4.
9.9 Product-specific quality assurance requirements Tables 5 through 33 provide product-specific quality assurance requirements.
© 2013 NSF NSF/ANSI 14 – 2012
24
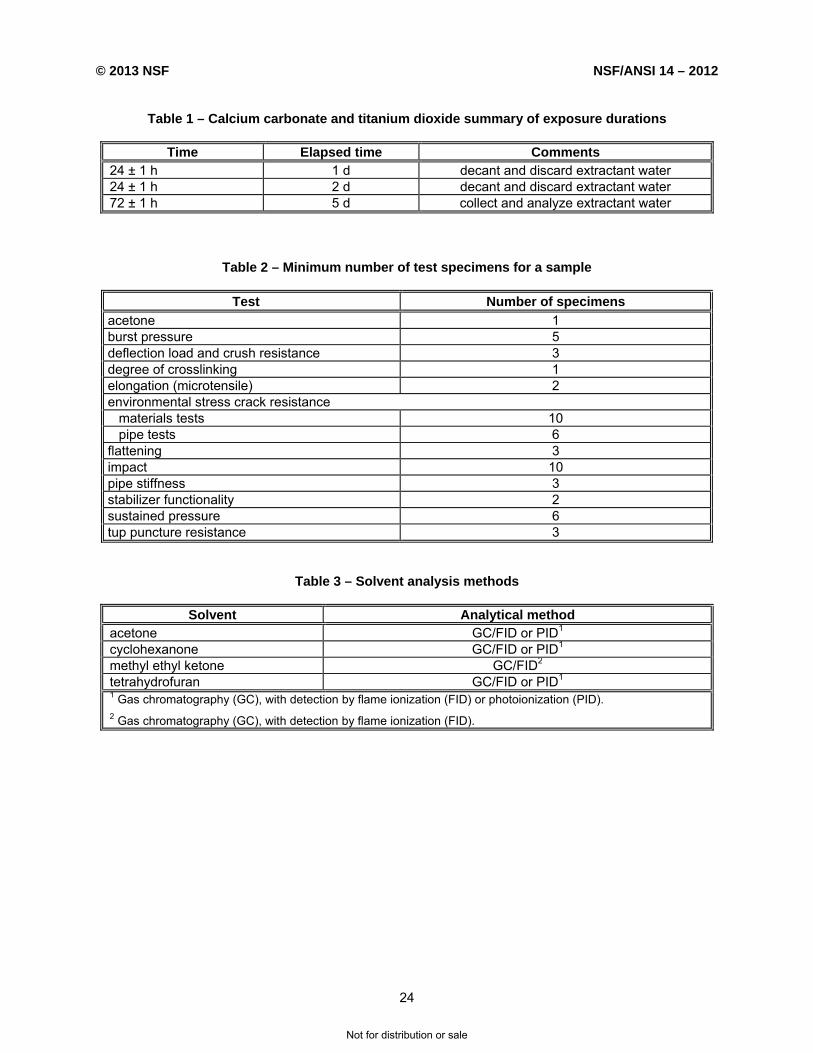
Table 1 – Calcium carbonate and titanium dioxide summary of exposure durations
Time Elapsed time Comments
24 ± 1 h 1 d decant and discard extractant water 24 ± 1 h 2 d decant and discard extractant water 72 ± 1 h 5 d collect and analyze extractant water
Table 2 – Minimum number of test specimens for a sample
Test Number of specimens
acetone 1 burst pressure 5 deflection load and crush resistance 3 degree of crosslinking 1 elongation (microtensile) 2 environmental stress crack resistance materials tests 10 pipe tests 6 flattening 3 impact 10 pipe stiffness 3 stabilizer functionality 2 sustained pressure 6 tup puncture resistance 3
Table 3 – Solvent analysis methods
Solvent Analytical method acetone GC/FID or PID1 cyclohexanone GC/FID or PID1 methyl ethyl ketone GC/FID2 tetrahydrofuran GC/FID or PID1 1 Gas chromatography (GC), with detection by flame ionization (FID) or photoionization (PID). 2 Gas chromatography (GC), with detection by flame ionization (FID).
Not for distribution or sale
© 2013 NSF NSF/ANSI 14 – 2012
25
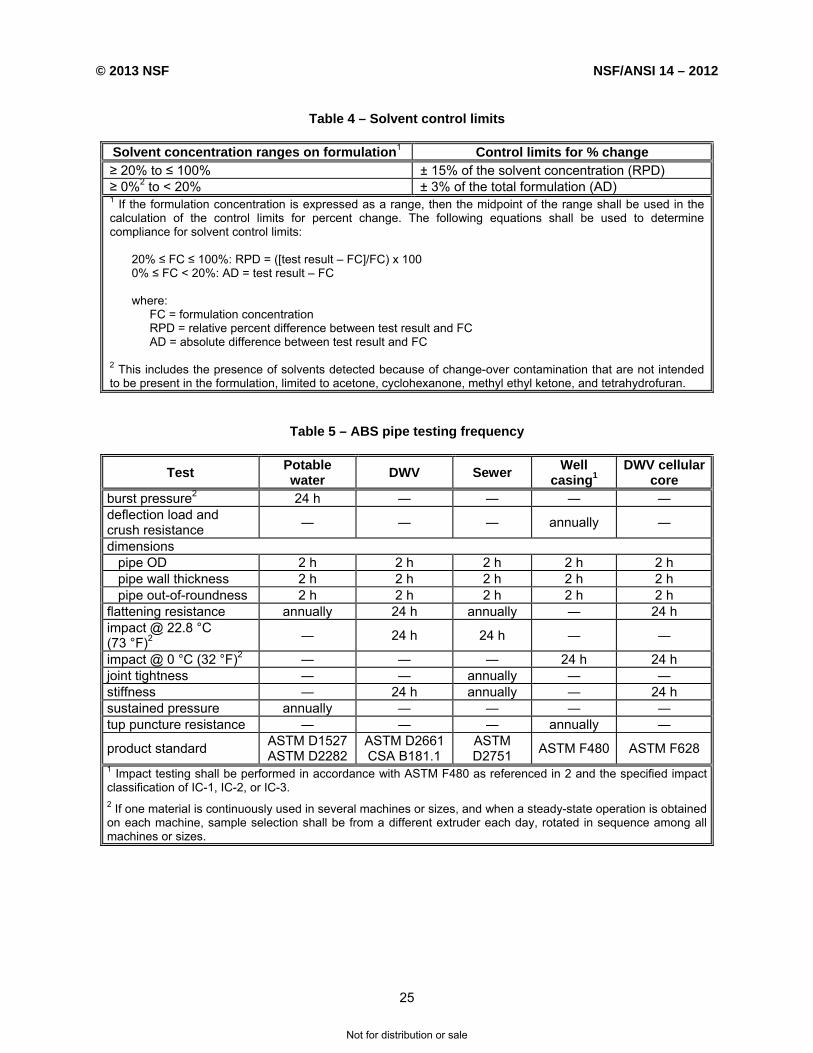
Table 4 – Solvent control limits
Solvent concentration ranges on formulation1 Control limits for % change ≥ 20% to ≤ 100% ± 15% of the solvent concentration (RPD) ≥ 0%2 to < 20% ± 3% of the total formulation (AD) 1 If the formulation concentration is expressed as a range, then the midpoint of the range shall be used in the calculation of the control limits for percent change. The following equations shall be used to determine compliance for solvent control limits:
20% ≤ FC ≤ 100%: RPD = ([test result – FC]/FC) x 100 0% ≤ FC < 20%: AD = test result – FC where:
FC = formulation concentration RPD = relative percent difference between test result and FC AD = absolute difference between test result and FC
2 This includes the presence of solvents detected because of change-over contamination that are not intended to be present in the formulation, limited to acetone, cyclohexanone, methyl ethyl ketone, and tetrahydrofuran.
Table 5 – ABS pipe testing frequency
Test Potable water
DWV Sewer Well
casing1 DWV cellular
core burst pressure2 24 h ― ― ― ― deflection load and crush resistance
― ― ― annually ―
dimensions pipe OD 2 h 2 h 2 h 2 h 2 h pipe wall thickness 2 h 2 h 2 h 2 h 2 h pipe out-of-roundness 2 h 2 h 2 h 2 h 2 h flattening resistance annually 24 h annually ― 24 h impact @ 22.8 °C (73 °F)2
― 24 h 24 h ― ―
impact @ 0 °C (32 °F)2 ― ― ― 24 h 24 h joint tightness ― ― annually ― ― stiffness ― 24 h annually ― 24 h sustained pressure annually ― ― ― ― tup puncture resistance ― ― ― annually ―
product standard ASTM D1527 ASTM D2282
ASTM D2661 CSA B181.1
ASTM D2751
ASTM F480 ASTM F628
1 Impact testing shall be performed in accordance with ASTM F480 as referenced in 2 and the specified impact classification of IC-1, IC-2, or IC-3. 2 If one material is continuously used in several machines or sizes, and when a steady-state operation is obtained on each machine, sample selection shall be from a different extruder each day, rotated in sequence among all machines or sizes.
Not for distribution or sale
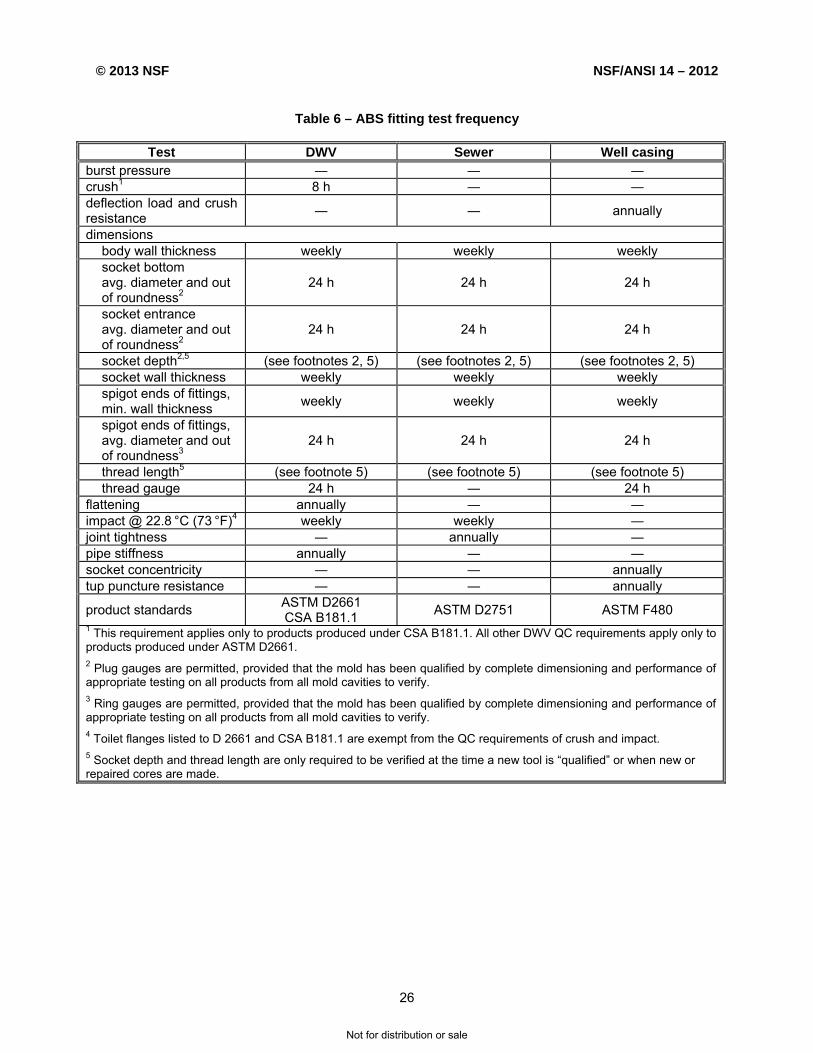
© 2013 NSF NSF/ANSI 14 – 2012
26
Table 6 – ABS fitting test frequency
Test DWV Sewer Well casing
burst pressure ― ― ― crush1 8 h ― ― deflection load and crush resistance
― ― annually
dimensions body wall thickness weekly weekly weekly socket bottom avg. diameter and out of roundness2
24 h 24 h 24 h
socket entrance avg. diameter and out of roundness2
24 h 24 h 24 h
socket depth2,5 (see footnotes 2, 5) (see footnotes 2, 5) (see footnotes 2, 5) socket wall thickness weekly weekly weekly spigot ends of fittings, min. wall thickness
weekly weekly weekly
spigot ends of fittings, avg. diameter and out of roundness3
24 h 24 h 24 h
thread length5 (see footnote 5) (see footnote 5) (see footnote 5) thread gauge 24 h ― 24 h
flattening annually ― ― impact @ 22.8 °C (73 °F)4 weekly weekly ― joint tightness ― annually ― pipe stiffness annually ― ― socket concentricity ― ― annually tup puncture resistance ― ― annually
product standards ASTM D2661 CSA B181.1
ASTM D2751 ASTM F480 1 This requirement applies only to products produced under CSA B181.1. All other DWV QC requirements apply only to products produced under ASTM D2661.
2 Plug gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all mold cavities to verify. 3 Ring gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all mold cavities to verify. 4 Toilet flanges listed to D 2661 and CSA B181.1 are exempt from the QC requirements of crush and impact. 5 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made.
Not for distribution or sale
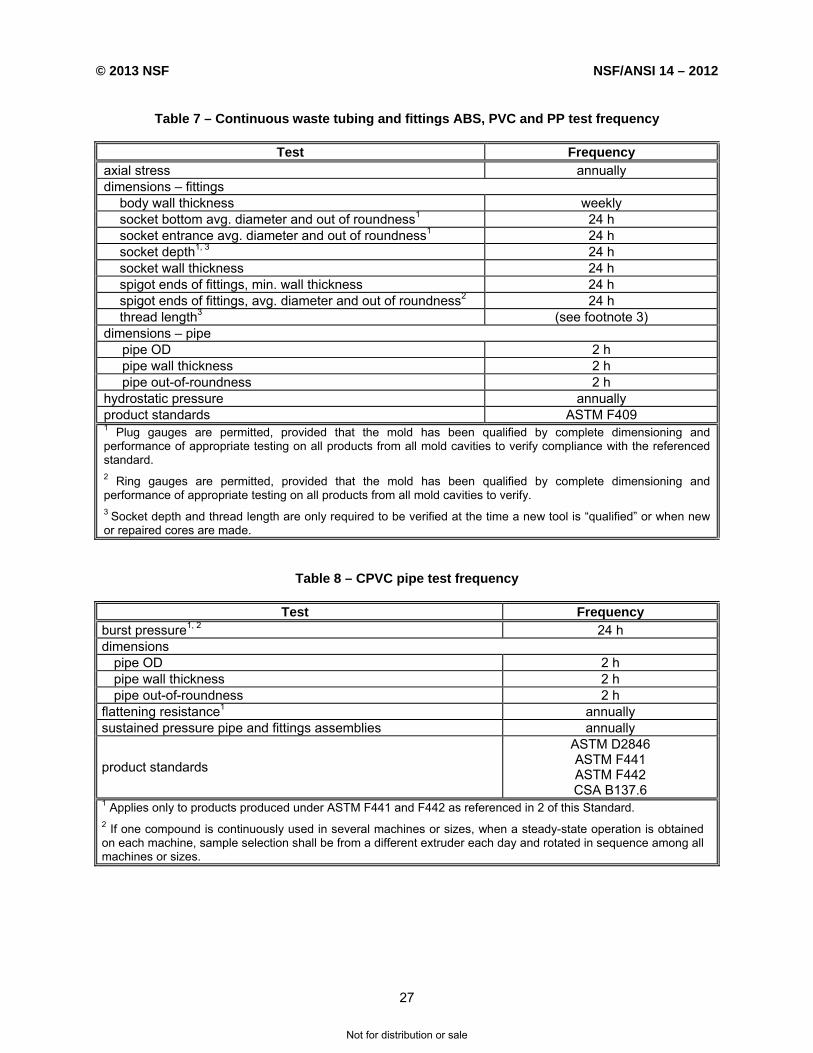
© 2013 NSF NSF/ANSI 14 – 2012
27
Table 7 – Continuous waste tubing and fittings ABS, PVC and PP test frequency
Test Frequency
axial stress annually dimensions – fittings
body wall thickness weekly socket bottom avg. diameter and out of roundness1 24 h socket entrance avg. diameter and out of roundness1 24 h socket depth1, 3 24 h socket wall thickness 24 h spigot ends of fittings, min. wall thickness 24 h spigot ends of fittings, avg. diameter and out of roundness2 24 h thread length3 (see footnote 3)
dimensions – pipe pipe OD 2 h pipe wall thickness 2 h pipe out-of-roundness 2 h hydrostatic pressure annually product standards ASTM F409 1 Plug gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all mold cavities to verify compliance with the referenced standard. 2 Ring gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all mold cavities to verify. 3 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made.
Table 8 – CPVC pipe test frequency
Test Frequency burst pressure1, 2 24 h dimensions
pipe OD 2 h pipe wall thickness 2 h pipe out-of-roundness 2 h
flattening resistance1 annually sustained pressure pipe and fittings assemblies annually
product standards
ASTM D2846 ASTM F441 ASTM F442 CSA B137.6
1 Applies only to products produced under ASTM F441 and F442 as referenced in 2 of this Standard. 2 If one compound is continuously used in several machines or sizes, when a steady-state operation is obtained on each machine, sample selection shall be from a different extruder each day and rotated in sequence among all machines or sizes.
Not for distribution or sale
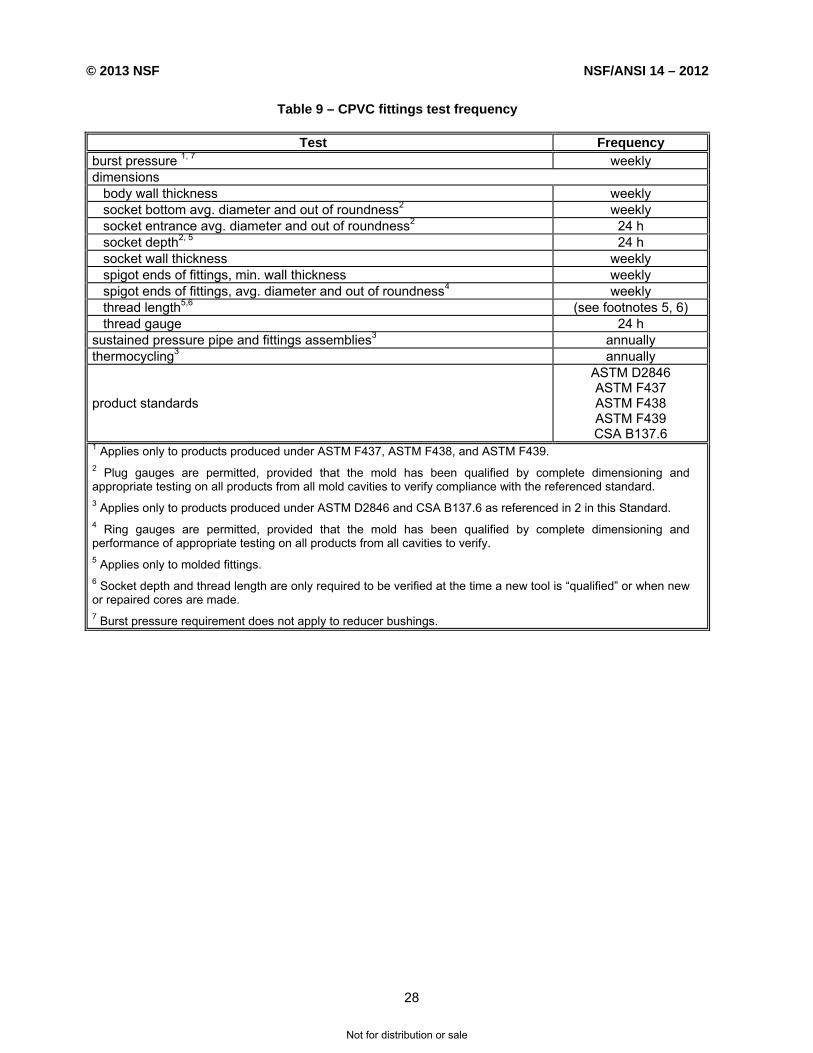
© 2013 NSF NSF/ANSI 14 – 2012
28
Table 9 – CPVC fittings test frequency
Test Frequency
burst pressure 1, 7 weekly dimensions body wall thickness weekly socket bottom avg. diameter and out of roundness2 weekly socket entrance avg. diameter and out of roundness2 24 h socket depth2, 5 24 h socket wall thickness weekly spigot ends of fittings, min. wall thickness weekly spigot ends of fittings, avg. diameter and out of roundness4 weekly thread length5,6 (see footnotes 5, 6) thread gauge 24 h sustained pressure pipe and fittings assemblies3 annually thermocycling3 annually
product standards
ASTM D2846 ASTM F437 ASTM F438 ASTM F439 CSA B137.6
1 Applies only to products produced under ASTM F437, ASTM F438, and ASTM F439. 2 Plug gauges are permitted, provided that the mold has been qualified by complete dimensioning and appropriate testing on all products from all mold cavities to verify compliance with the referenced standard. 3 Applies only to products produced under ASTM D2846 and CSA B137.6 as referenced in 2 in this Standard. 4 Ring gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all cavities to verify. 5 Applies only to molded fittings. 6 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made. 7 Burst pressure requirement does not apply to reducer bushings.
Not for distribution or sale
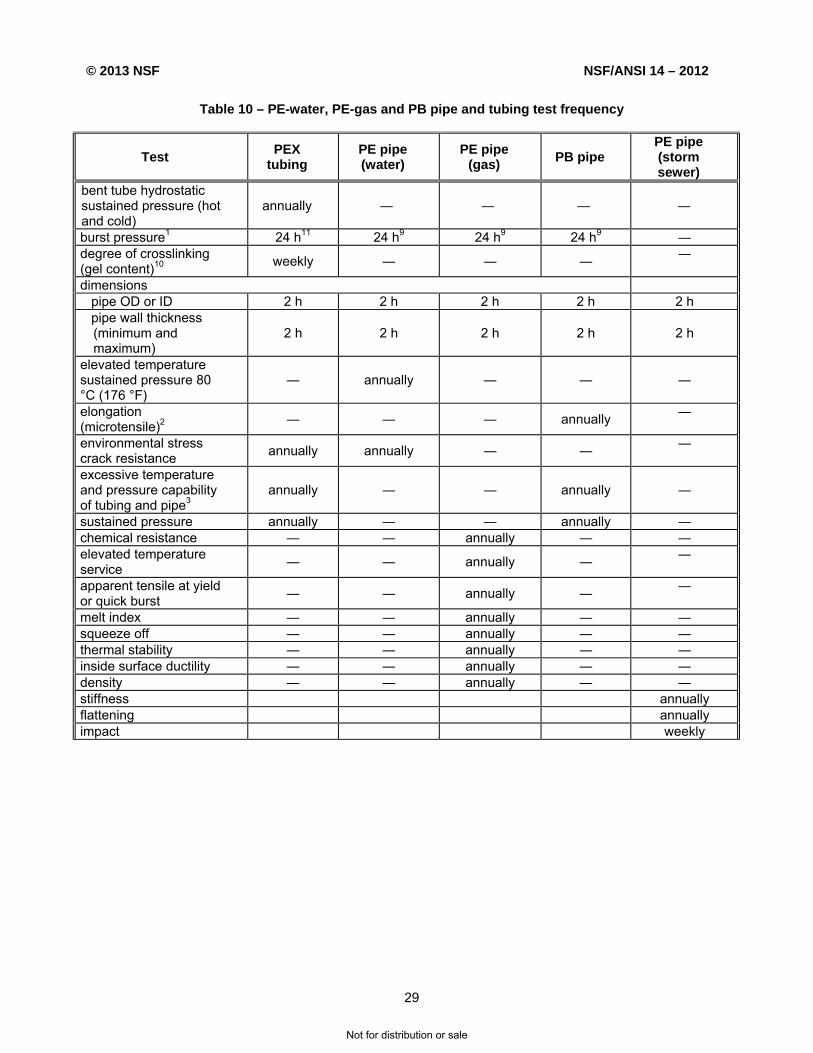
© 2013 NSF NSF/ANSI 14 – 2012
29
Table 10 – PE-water, PE-gas and PB pipe and tubing test frequency
Test PEX
tubing PE pipe (water)
PE pipe (gas)
PB pipe PE pipe (storm sewer)
bent tube hydrostatic sustained pressure (hot and cold)
annually ― ― ― ―
burst pressure1 24 h11 24 h9 24 h9 24 h9 ― degree of crosslinking (gel content)10
weekly ― ― ― ―
dimensions pipe OD or ID 2 h 2 h 2 h 2 h 2 h pipe wall thickness
(minimum and maximum)
2 h 2 h 2 h 2 h 2 h
elevated temperature sustained pressure 80 °C (176 °F)
― annually ― ― ―
elongation (microtensile)2
― ― ― annually ―
environmental stress crack resistance
annually annually ― ― ―
excessive temperature and pressure capability of tubing and pipe3
annually ― ― annually ―
sustained pressure annually ― ― annually ― chemical resistance ― ― annually ― ― elevated temperature service
― ― annually ― ―
apparent tensile at yield or quick burst
― ― annually ― ―
melt index ― ― annually ― ― squeeze off ― ― annually ― ― thermal stability ― ― annually ― ― inside surface ductility ― ― annually ― ― density ― ― annually ― ― stiffness annually flattening annually impact weekly
Not for distribution or sale
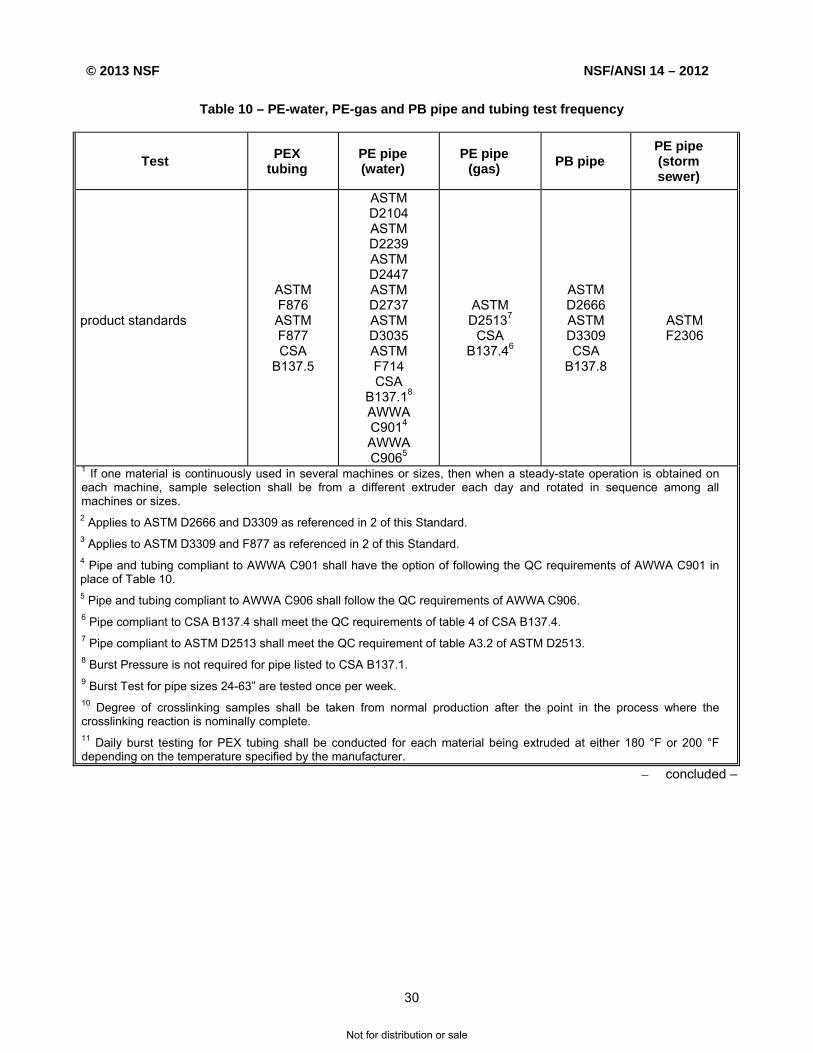
© 2013 NSF NSF/ANSI 14 – 2012
30
Table 10 – PE-water, PE-gas and PB pipe and tubing test frequency
Test PEX
tubing PE pipe (water)
PE pipe (gas)
PB pipe PE pipe (storm sewer)
product standards
ASTM F876 ASTM F877 CSA
B137.5
ASTM D2104 ASTM D2239 ASTM D2447 ASTM D2737 ASTM D3035 ASTM F714 CSA
B137.18
AWWA C9014 AWWA C9065
ASTM D25137
CSA B137.46
ASTM D2666 ASTM D3309 CSA
B137.8
ASTM F2306
1 If one material is continuously used in several machines or sizes, then when a steady-state operation is obtained on each machine, sample selection shall be from a different extruder each day and rotated in sequence among all machines or sizes. 2 Applies to ASTM D2666 and D3309 as referenced in 2 of this Standard. 3 Applies to ASTM D3309 and F877 as referenced in 2 of this Standard. 4 Pipe and tubing compliant to AWWA C901 shall have the option of following the QC requirements of AWWA C901 in place of Table 10.
5 Pipe and tubing compliant to AWWA C906 shall follow the QC requirements of AWWA C906.
6 Pipe compliant to CSA B137.4 shall meet the QC requirements of table 4 of CSA B137.4. 7 Pipe compliant to ASTM D2513 shall meet the QC requirement of table A3.2 of ASTM D2513. 8 Burst Pressure is not required for pipe listed to CSA B137.1. 9 Burst Test for pipe sizes 24-63” are tested once per week. 10 Degree of crosslinking samples shall be taken from normal production after the point in the process where the crosslinking reaction is nominally complete. 11 Daily burst testing for PEX tubing shall be conducted for each material being extruded at either 180 °F or 200 °F depending on the temperature specified by the manufacturer.
– concluded –
Not for distribution or sale
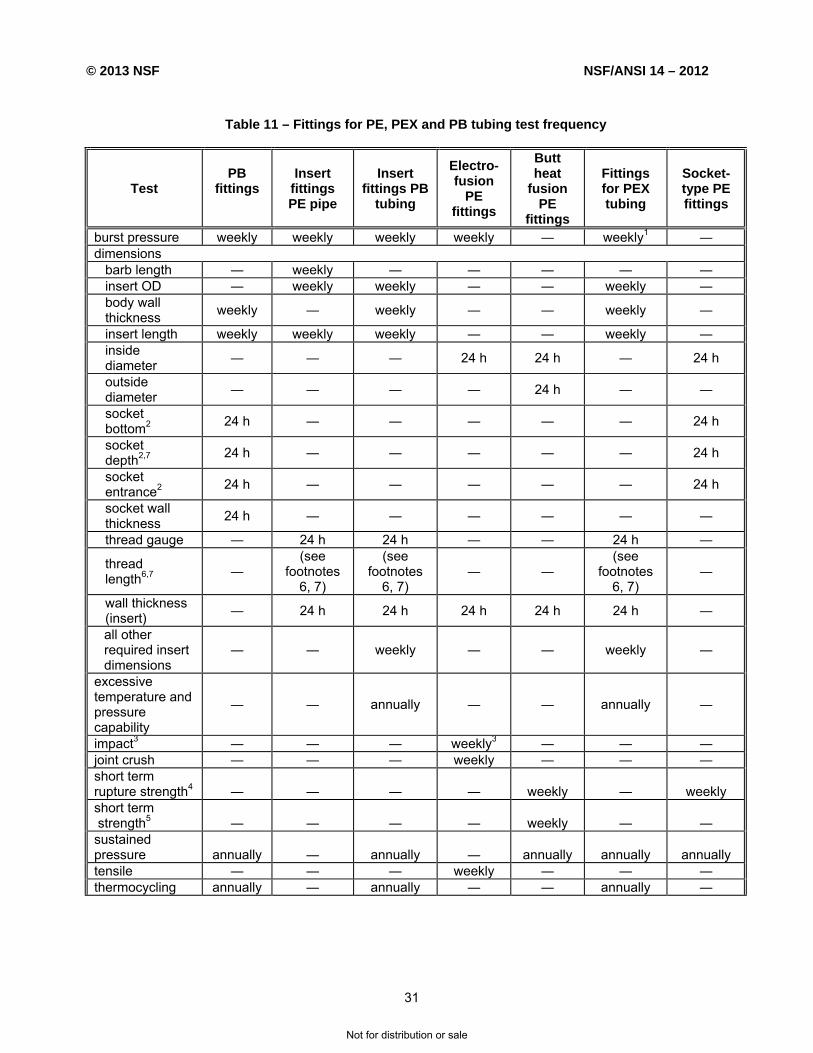
© 2013 NSF NSF/ANSI 14 – 2012
31
Table 11 – Fittings for PE, PEX and PB tubing test frequency
Test PB
fittings
Insert fittings PE pipe
Insert fittings PB
tubing
Electro-fusion
PE fittings
Butt heat
fusion PE
fittings
Fittings for PEX tubing
Socket-type PE fittings
burst pressure weekly weekly weekly weekly ― weekly1 ― dimensions barb length ― weekly ― ― ― ― ― insert OD ― weekly weekly ― ― weekly ― body wall thickness
weekly ― weekly ― ― weekly ―
insert length weekly weekly weekly ― ― weekly ― inside diameter
― ― ― 24 h 24 h ― 24 h
outside diameter
― ― ― ― 24 h ― ―
socket bottom2
24 h ― ― ― ― ― 24 h
socket depth2,7
24 h ― ― ― ― ― 24 h
socket entrance2
24 h ― ― ― ― ― 24 h
socket wall thickness
24 h ― ― ― ― ― ―
thread gauge ― 24 h 24 h ― ― 24 h ―
thread length6,7
― (see
footnotes 6, 7)
(see footnotes
6, 7) ― ―
(see footnotes
6, 7) ―
wall thickness (insert)
― 24 h 24 h 24 h 24 h 24 h ―
all other required insert dimensions
― ― weekly ― ― weekly ―
excessive temperature and pressure capability
― ― annually ― ― annually ―
impact3 ― ― ― weekly3 ― ― ― joint crush ― ― ― weekly ― ― ― short term rupture strength4 ― ― ― ― weekly ― weekly short term strength5 ― ― ― ― weekly ― ― sustained pressure annually ― annually ― annually annually annually tensile ― ― ― weekly ― ― ― thermocycling annually ― annually ― ― annually ―
Not for distribution or sale
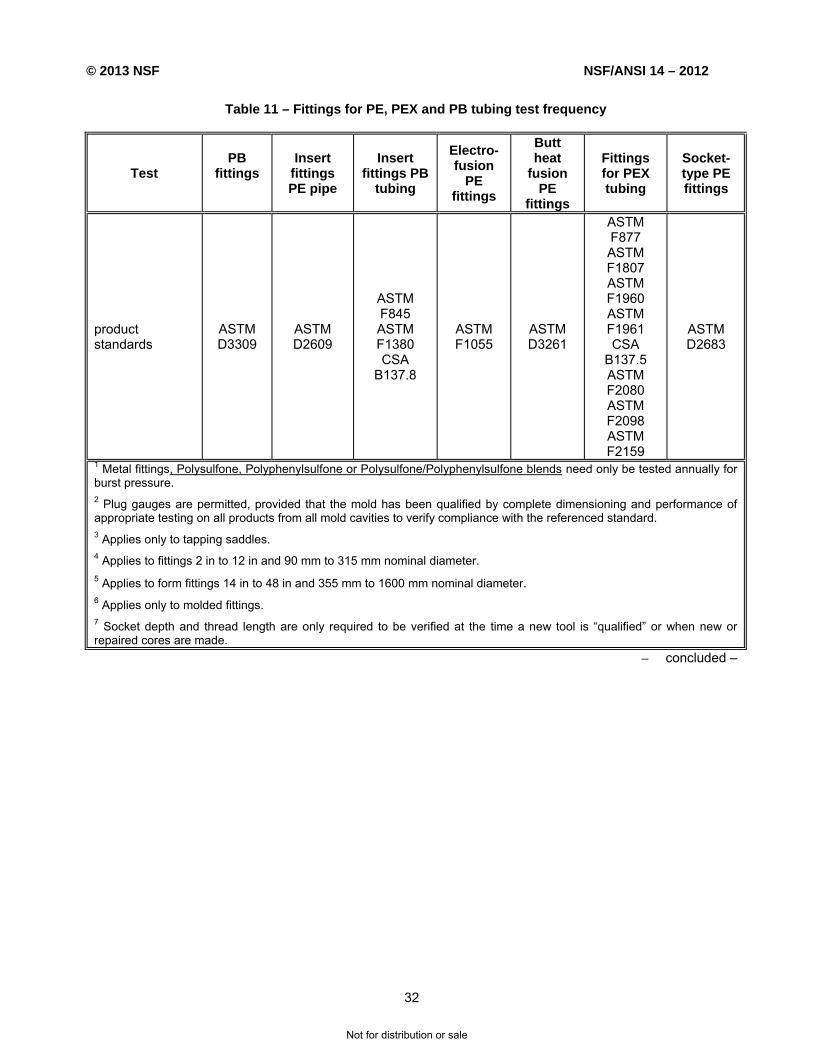
© 2013 NSF NSF/ANSI 14 – 2012
32
Table 11 – Fittings for PE, PEX and PB tubing test frequency
Test PB
fittings
Insert fittings PE pipe
Insert fittings PB
tubing
Electro-fusion
PE fittings
Butt heat
fusion PE
fittings
Fittings for PEX tubing
Socket-type PE fittings
product standards
ASTM D3309
ASTM D2609
ASTM F845 ASTM F1380 CSA
B137.8
ASTM F1055
ASTM D3261
ASTM F877 ASTM F1807 ASTM F1960 ASTM F1961 CSA
B137.5 ASTM F2080 ASTM F2098 ASTM F2159
ASTM D2683
1 Metal fittings, Polysulfone, Polyphenylsulfone or Polysulfone/Polyphenylsulfone blends need only be tested annually for burst pressure. 2 Plug gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all mold cavities to verify compliance with the referenced standard.
3 Applies only to tapping saddles. 4 Applies to fittings 2 in to 12 in and 90 mm to 315 mm nominal diameter. 5 Applies to form fittings 14 in to 48 in and 355 mm to 1600 mm nominal diameter. 6 Applies only to molded fittings. 7 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made.
– concluded –
Not for distribution or sale
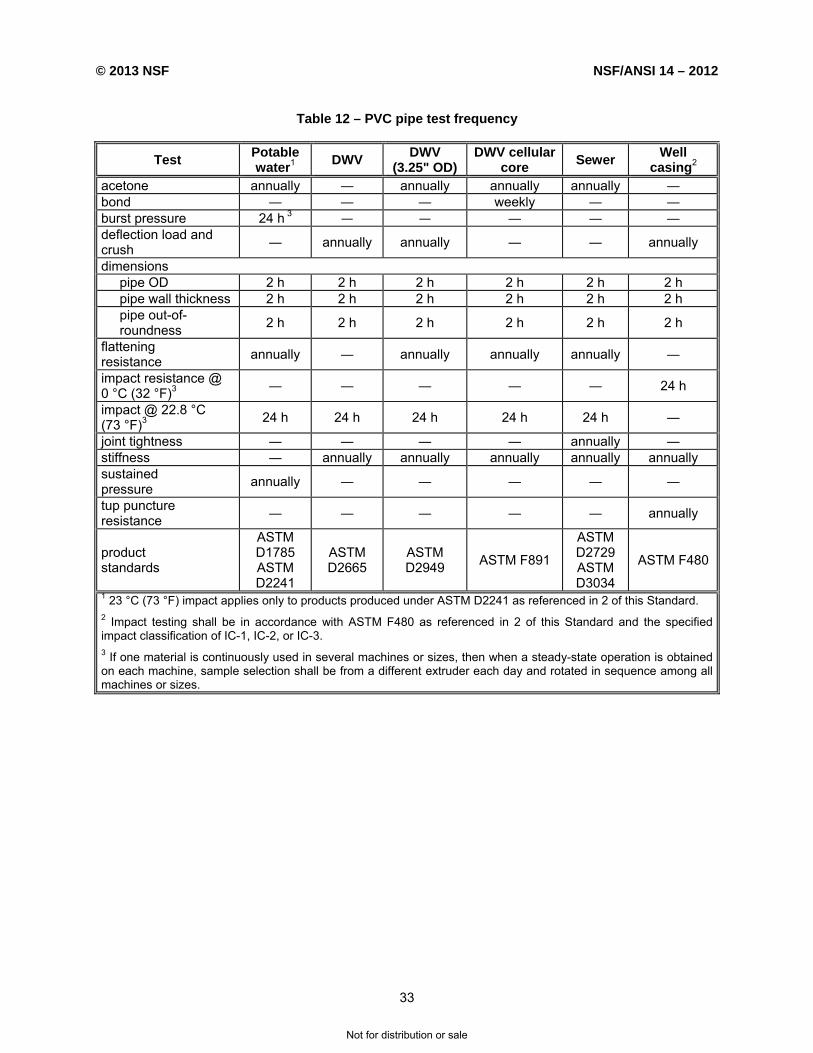
© 2013 NSF NSF/ANSI 14 – 2012
33
Table 12 – PVC pipe test frequency
Test Potable water1
DWV DWV
(3.25" OD) DWV cellular
core Sewer
Well casing2
acetone annually ― annually annually annually ― bond ― ― ― weekly ― ― burst pressure 24 h 3 ― ― ― ― ― deflection load and crush
― annually annually ― ― annually
dimensions pipe OD 2 h 2 h 2 h 2 h 2 h 2 h pipe wall thickness 2 h 2 h 2 h 2 h 2 h 2 h pipe out-of- roundness
2 h 2 h 2 h 2 h 2 h 2 h
flattening resistance
annually ― annually annually annually ―
impact resistance @ 0 °C (32 °F)3
― ― ― ― ― 24 h
impact @ 22.8 °C (73 °F)3
24 h 24 h 24 h 24 h 24 h ―
joint tightness ― ― ― ― annually ― stiffness ― annually annually annually annually annually sustained pressure
annually ― ― ― ― ―
tup puncture resistance
― ― ― ― ― annually
product standards
ASTM D1785 ASTM D2241
ASTM D2665
ASTM D2949
ASTM F891
ASTM D2729 ASTM D3034
ASTM F480
1 23 °C (73 °F) impact applies only to products produced under ASTM D2241 as referenced in 2 of this Standard. 2 Impact testing shall be in accordance with ASTM F480 as referenced in 2 of this Standard and the specified impact classification of IC-1, IC-2, or IC-3. 3 If one material is continuously used in several machines or sizes, then when a steady-state operation is obtained on each machine, sample selection shall be from a different extruder each day and rotated in sequence among all machines or sizes.
Not for distribution or sale
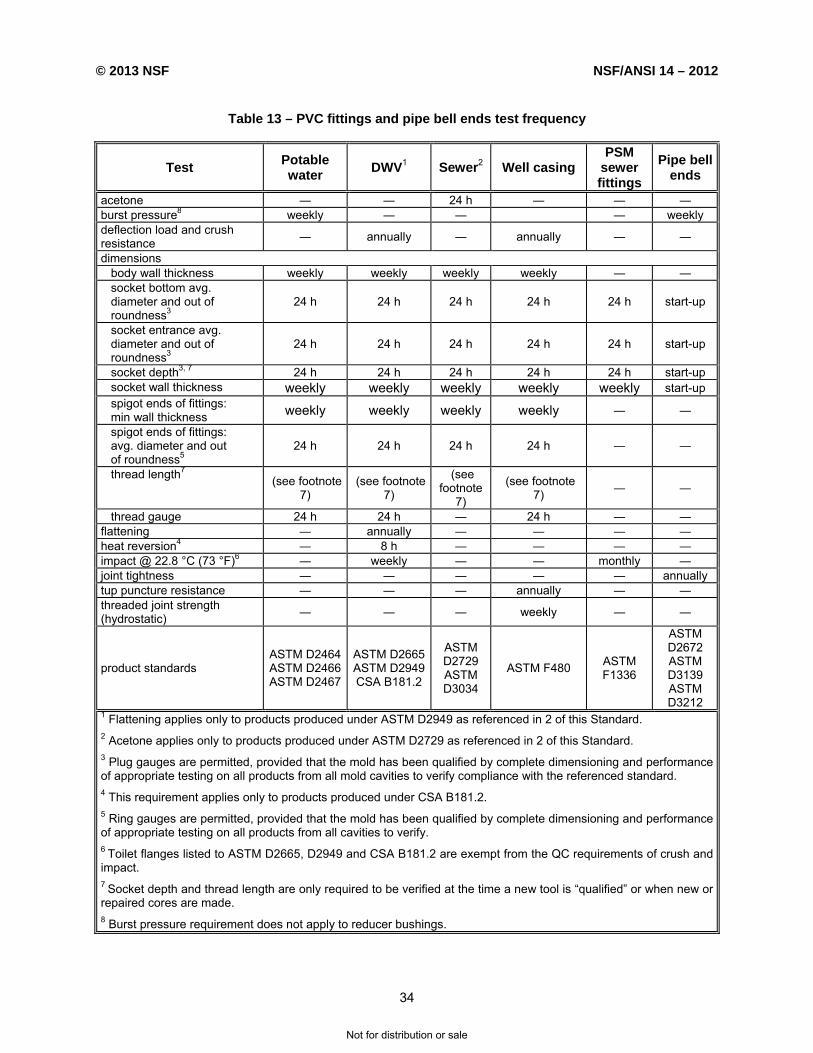
© 2013 NSF NSF/ANSI 14 – 2012
34
Table 13 – PVC fittings and pipe bell ends test frequency
Test Potable water
DWV1 Sewer2 Well casing PSM
sewer fittings
Pipe bell ends
acetone ― ― 24 h ― ― ― burst pressure8 weekly ― ― ― weekly deflection load and crush resistance
― annually ― annually ― ―
dimensions body wall thickness weekly weekly weekly weekly ― ― socket bottom avg. diameter and out of roundness3
24 h 24 h 24 h 24 h 24 h start-up
socket entrance avg. diameter and out of roundness3
24 h 24 h 24 h 24 h 24 h start-up
socket depth3, 7 24 h 24 h 24 h 24 h 24 h start-up socket wall thickness weekly weekly weekly weekly weekly start-up spigot ends of fittings: min wall thickness weekly weekly weekly weekly ― ―
spigot ends of fittings: avg. diameter and out of roundness5
24 h 24 h 24 h 24 h ― ―
thread length7 (see footnote
7) (see footnote
7)
(see footnote
7)
(see footnote 7)
― ―
thread gauge 24 h 24 h ― 24 h ― ― flattening ― annually ― ― ― ― heat reversion4 ― 8 h ― ― ― ― impact @ 22.8 °C (73 °F)6 ― weekly ― ― monthly ― joint tightness ― ― ― ― ― annually tup puncture resistance ― ― ― annually ― ― threaded joint strength (hydrostatic)
― ― ― weekly ― ―
product standards ASTM D2464ASTM D2466ASTM D2467
ASTM D2665ASTM D2949CSA B181.2
ASTM D2729 ASTM D3034
ASTM F480 ASTM F1336
ASTM D2672 ASTM D3139 ASTM D3212
1 Flattening applies only to products produced under ASTM D2949 as referenced in 2 of this Standard. 2 Acetone applies only to products produced under ASTM D2729 as referenced in 2 of this Standard. 3 Plug gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all mold cavities to verify compliance with the referenced standard. 4 This requirement applies only to products produced under CSA B181.2. 5 Ring gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all cavities to verify. 6 Toilet flanges listed to ASTM D2665, D2949 and CSA B181.2 are exempt from the QC requirements of crush and impact. 7 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made. 8 Burst pressure requirement does not apply to reducer bushings.
Not for distribution or sale
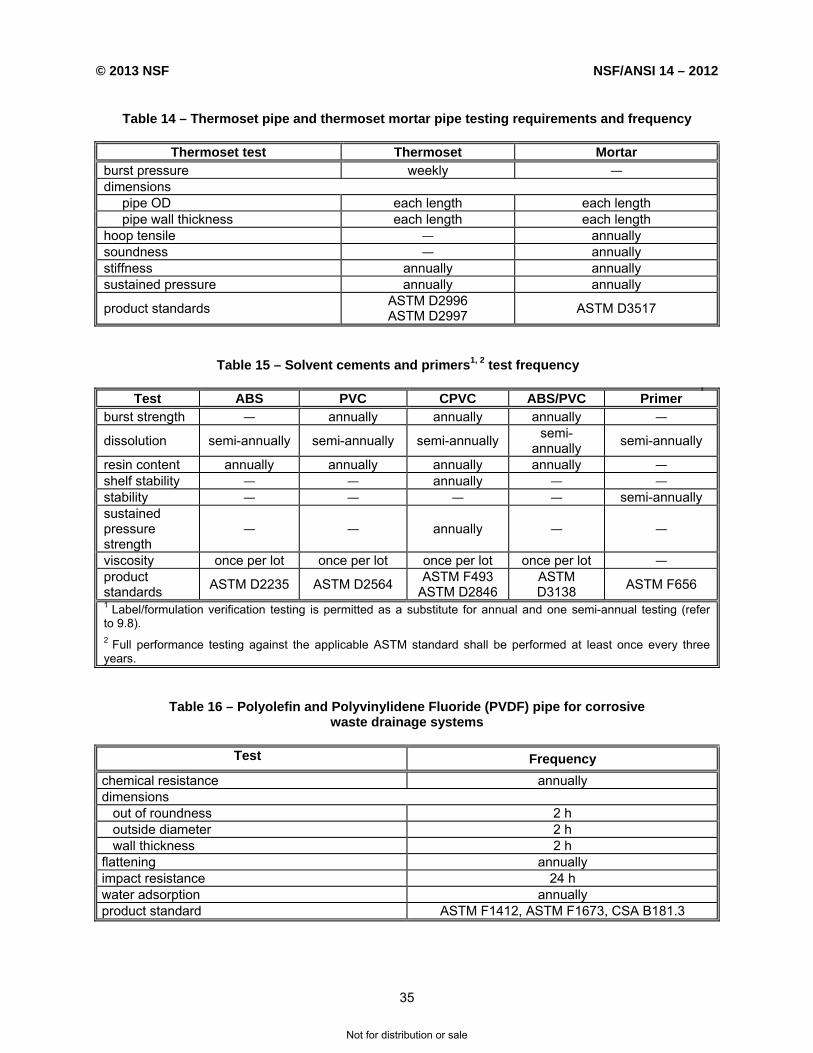
© 2013 NSF NSF/ANSI 14 – 2012
35
Table 14 – Thermoset pipe and thermoset mortar pipe testing requirements and frequency
Thermoset test Thermoset Mortar
burst pressure weekly ― dimensions pipe OD each length each length pipe wall thickness each length each length hoop tensile ― annually soundness ― annually stiffness annually annually sustained pressure annually annually
product standards ASTM D2996 ASTM D2997
ASTM D3517
Table 15 – Solvent cements and primers1, 2 test frequency
Test ABS PVC CPVC ABS/PVC Primer burst strength ― annually annually annually ―
dissolution semi-annually semi-annually semi-annually semi-
annually semi-annually
resin content annually annually annually annually ―
shelf stability ― ― annually ― ―stability ― ― ― ― semi-annually sustained pressure strength
― ― annually ― ―
viscosity once per lot once per lot once per lot once per lot ―
product standards
ASTM D2235 ASTM D2564 ASTM F493
ASTM D2846 ASTM D3138
ASTM F656
1 Label/formulation verification testing is permitted as a substitute for annual and one semi-annual testing (refer to 9.8). 2 Full performance testing against the applicable ASTM standard shall be performed at least once every three years.
Table 16 – Polyolefin and Polyvinylidene Fluoride (PVDF) pipe for corrosive waste drainage systems
Test Frequency
chemical resistance annually dimensions out of roundness 2 h outside diameter 2 h wall thickness 2 h flattening annually impact resistance 24 h water adsorption annually product standard ASTM F1412, ASTM F1673, CSA B181.3
Not for distribution or sale
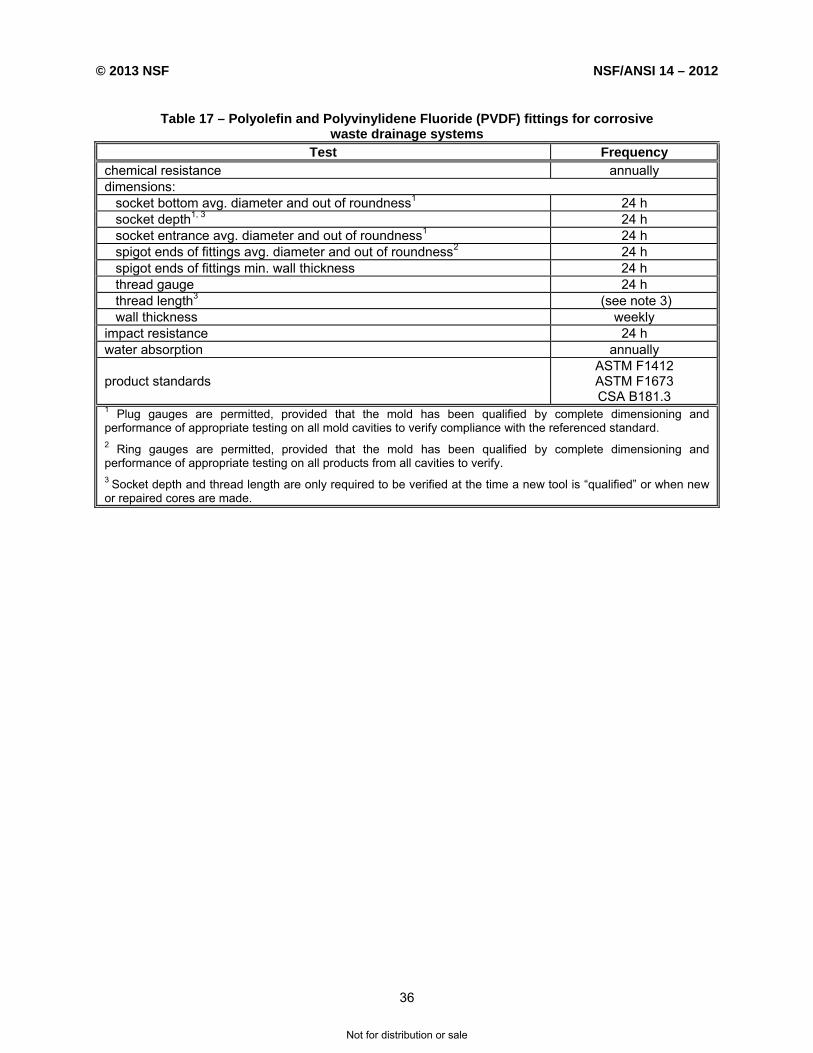
© 2013 NSF NSF/ANSI 14 – 2012
36
Table 17 – Polyolefin and Polyvinylidene Fluoride (PVDF) fittings for corrosive
waste drainage systems Test Frequency
chemical resistance annually dimensions: socket bottom avg. diameter and out of roundness1 24 h socket depth1, 3 24 h socket entrance avg. diameter and out of roundness1 24 h spigot ends of fittings avg. diameter and out of roundness2 24 h spigot ends of fittings min. wall thickness 24 h thread gauge 24 h thread length3 (see note 3) wall thickness weekly impact resistance 24 h water absorption annually
product standards ASTM F1412 ASTM F1673 CSA B181.3
1 Plug gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all mold cavities to verify compliance with the referenced standard. 2 Ring gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all cavities to verify. 3 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made.
Not for distribution or sale
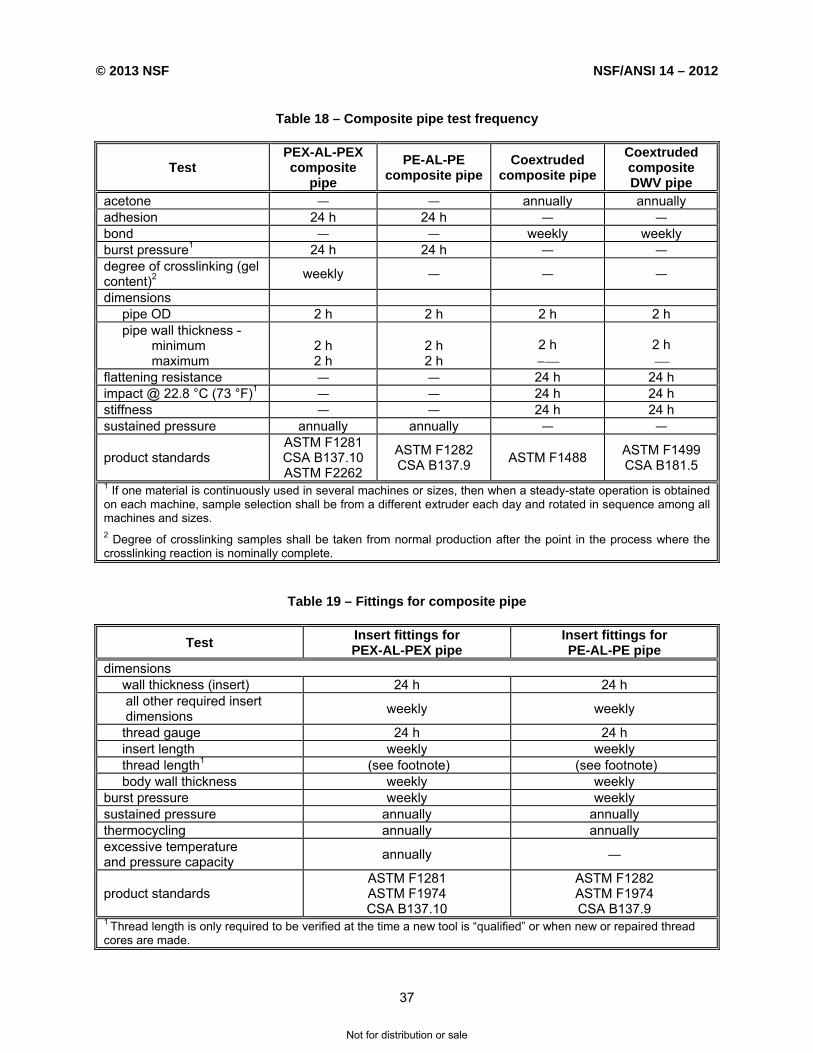
© 2013 NSF NSF/ANSI 14 – 2012
37
Table 18 – Composite pipe test frequency
Test PEX-AL-PEX composite
pipe
PE-AL-PE composite pipe
Coextruded composite pipe
Coextruded composite DWV pipe
acetone ― ― annually annually adhesion 24 h 24 h ― ―bond ― ― weekly weekly burst pressure1 24 h 24 h ― ―
degree of crosslinking (gel content)2
weekly ― ― ―
dimensions pipe OD 2 h 2 h 2 h 2 h pipe wall thickness - minimum maximum
2 h 2 h
2 h 2 h
2 h
2 h
flattening resistance ― ― 24 h 24 h impact @ 22.8 °C (73 °F)1 ― ― 24 h 24 h stiffness ― ― 24 h 24 h sustained pressure annually annually ― ―
product standards ASTM F1281 CSA B137.10 ASTM F2262
ASTM F1282 CSA B137.9
ASTM F1488 ASTM F1499 CSA B181.5
1 If one material is continuously used in several machines or sizes, then when a steady-state operation is obtained on each machine, sample selection shall be from a different extruder each day and rotated in sequence among all machines and sizes. 2 Degree of crosslinking samples shall be taken from normal production after the point in the process where the crosslinking reaction is nominally complete.
Table 19 – Fittings for composite pipe
Test Insert fittings for PEX-AL-PEX pipe
Insert fittings for PE-AL-PE pipe
dimensions wall thickness (insert) 24 h 24 h
all other required insert dimensions
weekly weekly
thread gauge 24 h 24 h insert length weekly weekly thread length1 (see footnote) (see footnote) body wall thickness weekly weekly burst pressure weekly weekly sustained pressure annually annually thermocycling annually annually excessive temperature and pressure capacity
annually ―
product standards ASTM F1281 ASTM F1974 CSA B137.10
ASTM F1282 ASTM F1974 CSA B137.9
1 Thread length is only required to be verified at the time a new tool is “qualified” or when new or repaired thread cores are made.
Not for distribution or sale
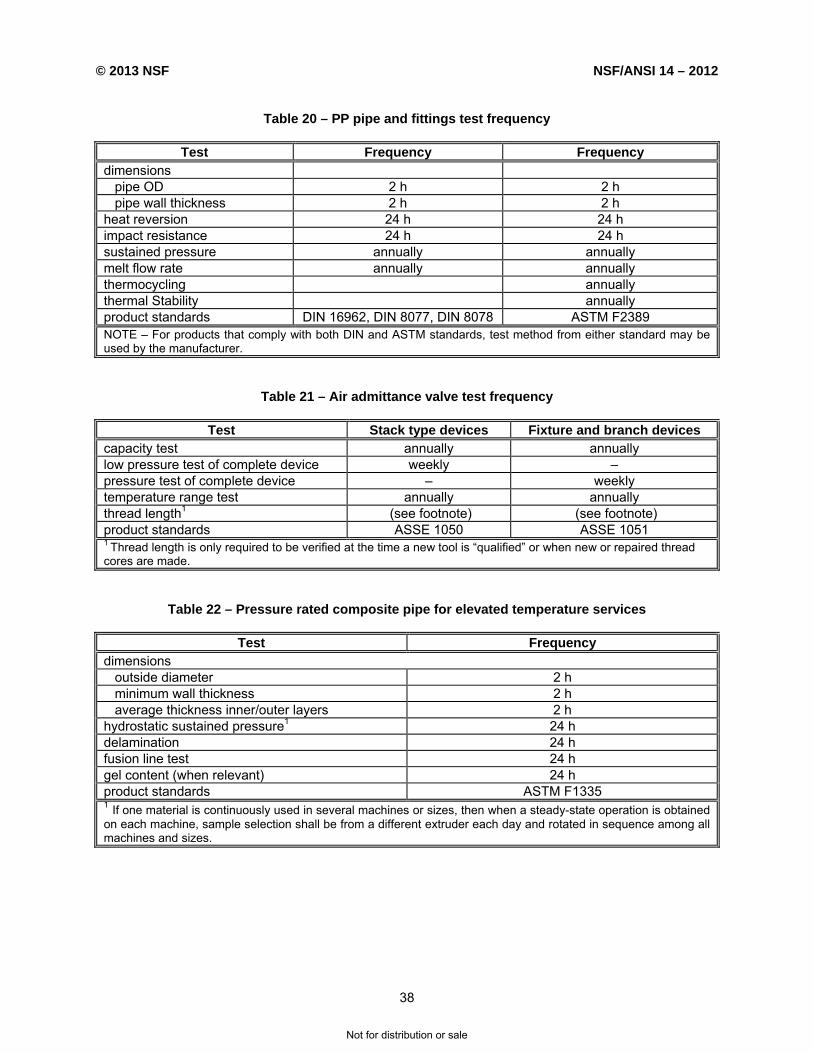
© 2013 NSF NSF/ANSI 14 – 2012
38
Table 20 – PP pipe and fittings test frequency
Test Frequency Frequency
dimensions pipe OD 2 h 2 h pipe wall thickness 2 h 2 h heat reversion 24 h 24 h impact resistance 24 h 24 h sustained pressure annually annually melt flow rate annually annually thermocycling annually thermal Stability annually product standards DIN 16962, DIN 8077, DIN 8078 ASTM F2389 NOTE – For products that comply with both DIN and ASTM standards, test method from either standard may be used by the manufacturer.
Table 21 – Air admittance valve test frequency
Test Stack type devices Fixture and branch devices capacity test annually annually low pressure test of complete device weekly – pressure test of complete device – weekly temperature range test annually annually thread length1 (see footnote) (see footnote) product standards ASSE 1050 ASSE 1051 1 Thread length is only required to be verified at the time a new tool is “qualified” or when new or repaired thread cores are made.
Table 22 – Pressure rated composite pipe for elevated temperature services
Test Frequency dimensions outside diameter 2 h minimum wall thickness 2 h average thickness inner/outer layers 2 h hydrostatic sustained pressure1 24 h delamination 24 h fusion line test 24 h gel content (when relevant) 24 h product standards ASTM F1335 1 If one material is continuously used in several machines or sizes, then when a steady-state operation is obtained on each machine, sample selection shall be from a different extruder each day and rotated in sequence among all machines and sizes.
Not for distribution or sale
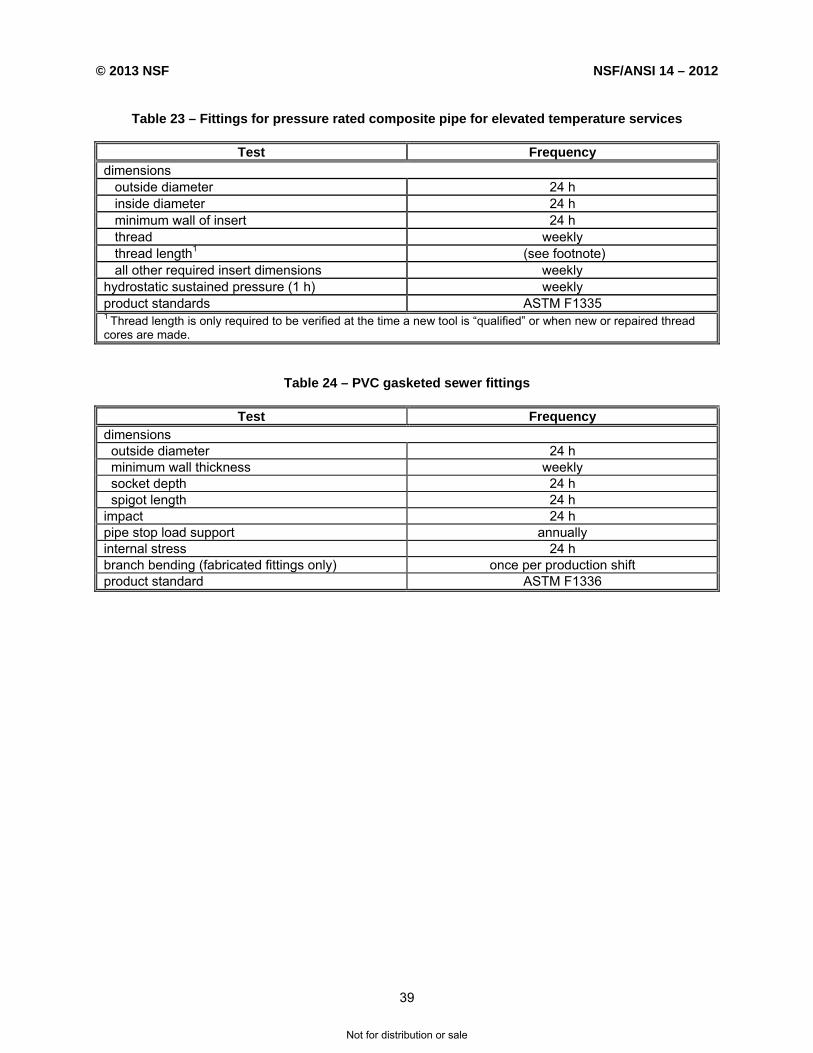
© 2013 NSF NSF/ANSI 14 – 2012
39
Table 23 – Fittings for pressure rated composite pipe for elevated temperature services
Test Frequency
dimensions outside diameter 24 h inside diameter 24 h minimum wall of insert 24 h thread weekly thread length1 (see footnote) all other required insert dimensions weekly hydrostatic sustained pressure (1 h) weekly product standards ASTM F1335 1 Thread length is only required to be verified at the time a new tool is “qualified” or when new or repaired thread cores are made.
Table 24 – PVC gasketed sewer fittings
Test Frequency dimensions outside diameter 24 h minimum wall thickness weekly socket depth 24 h spigot length 24 h impact 24 h pipe stop load support annually internal stress 24 h branch bending (fabricated fittings only) once per production shift product standard ASTM F1336
Not for distribution or sale
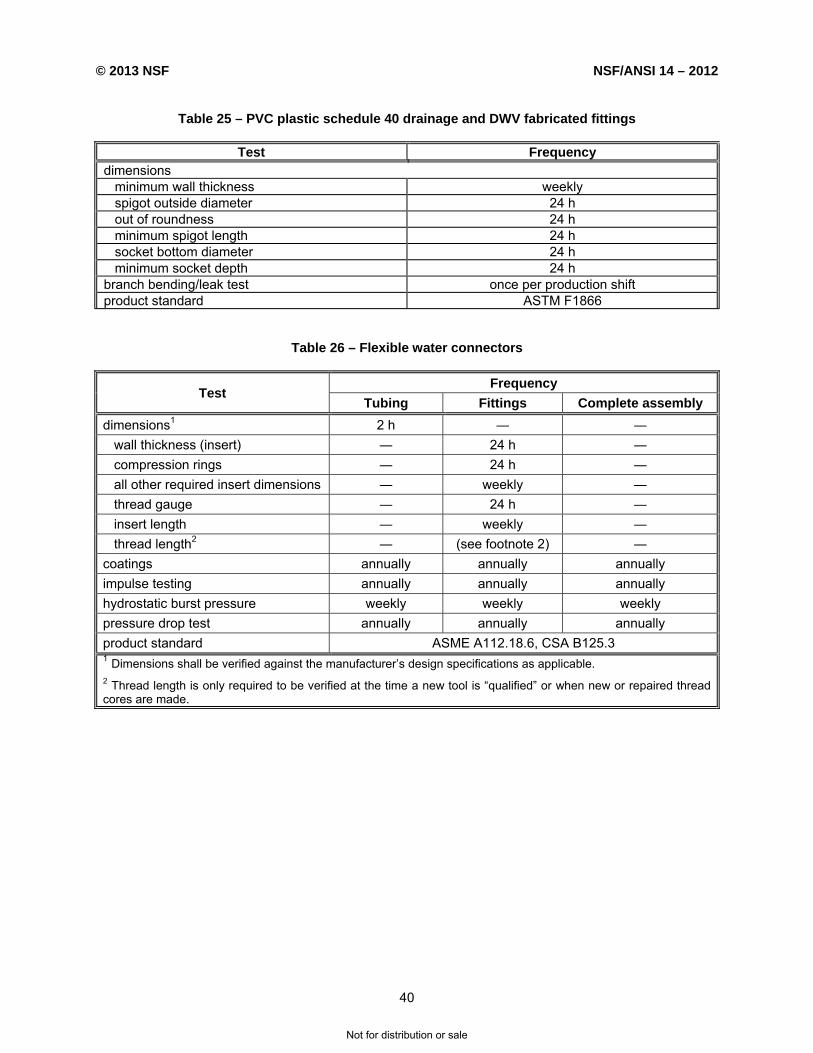
© 2013 NSF NSF/ANSI 14 – 2012
40
Table 25 – PVC plastic schedule 40 drainage and DWV fabricated fittings
Test Frequency
dimensions minimum wall thickness weekly spigot outside diameter 24 h out of roundness 24 h minimum spigot length 24 h socket bottom diameter 24 h minimum socket depth 24 h branch bending/leak test once per production shift product standard ASTM F1866
Table 26 – Flexible water connectors
Test Frequency
Tubing Fittings Complete assembly
dimensions1 2 h ― ―
wall thickness (insert) ― 24 h ―
compression rings ― 24 h ―
all other required insert dimensions ― weekly ―
thread gauge ― 24 h ―
insert length ― weekly ―
thread length2 ― (see footnote 2) ―
coatings annually annually annually
impulse testing annually annually annually
hydrostatic burst pressure weekly weekly weekly
pressure drop test annually annually annually
product standard ASME A112.18.6, CSA B125.3 1 Dimensions shall be verified against the manufacturer’s design specifications as applicable. 2 Thread length is only required to be verified at the time a new tool is “qualified” or when new or repaired thread cores are made.
Not for distribution or sale
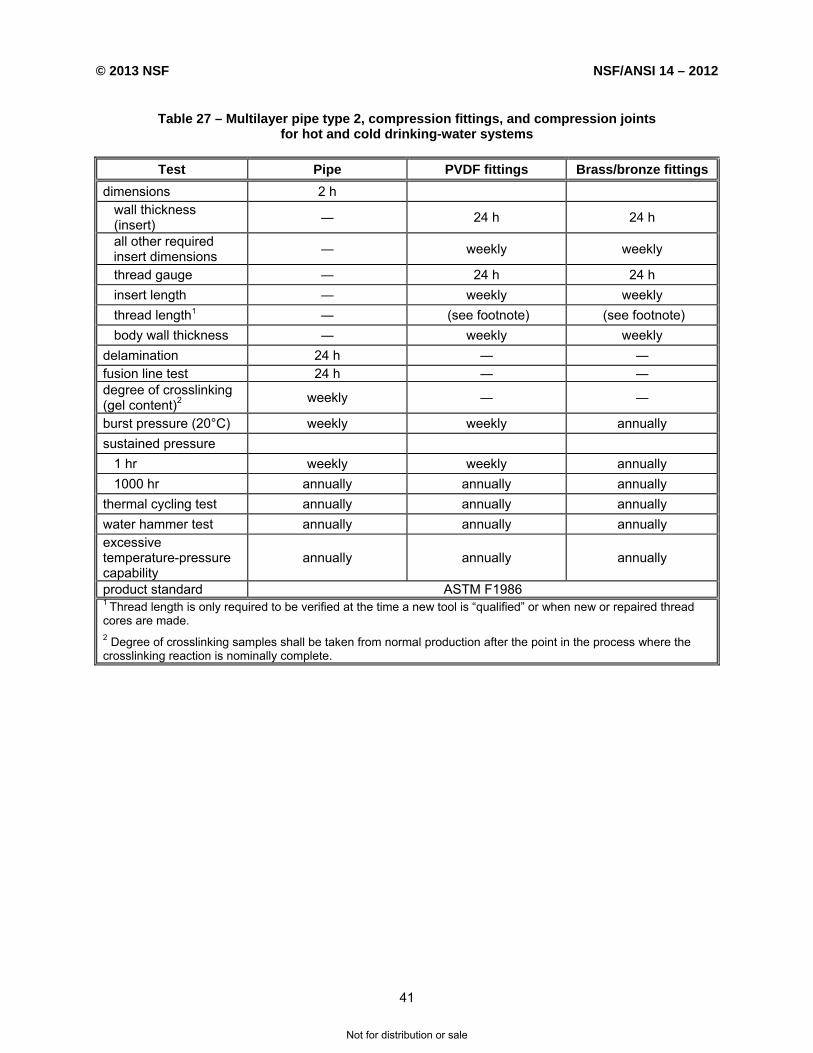
© 2013 NSF NSF/ANSI 14 – 2012
41
Table 27 – Multilayer pipe type 2, compression fittings, and compression joints
for hot and cold drinking-water systems
Test Pipe PVDF fittings Brass/bronze fittings
dimensions 2 h wall thickness (insert)
― 24 h 24 h
all other required insert dimensions
― weekly weekly
thread gauge ― 24 h 24 h
insert length ― weekly weekly
thread length1 ― (see footnote) (see footnote)
body wall thickness ― weekly weekly
delamination 24 h ― ― fusion line test 24 h ― ― degree of crosslinking (gel content)2
weekly ― ―
burst pressure (20°C) weekly weekly annually
sustained pressure
1 hr weekly weekly annually
1000 hr annually annually annually
thermal cycling test annually annually annually
water hammer test annually annually annually excessive temperature-pressure capability
annually annually annually
product standard ASTM F1986 1 Thread length is only required to be verified at the time a new tool is “qualified” or when new or repaired thread cores are made. 2 Degree of crosslinking samples shall be taken from normal production after the point in the process where the crosslinking reaction is nominally complete.
Not for distribution or sale
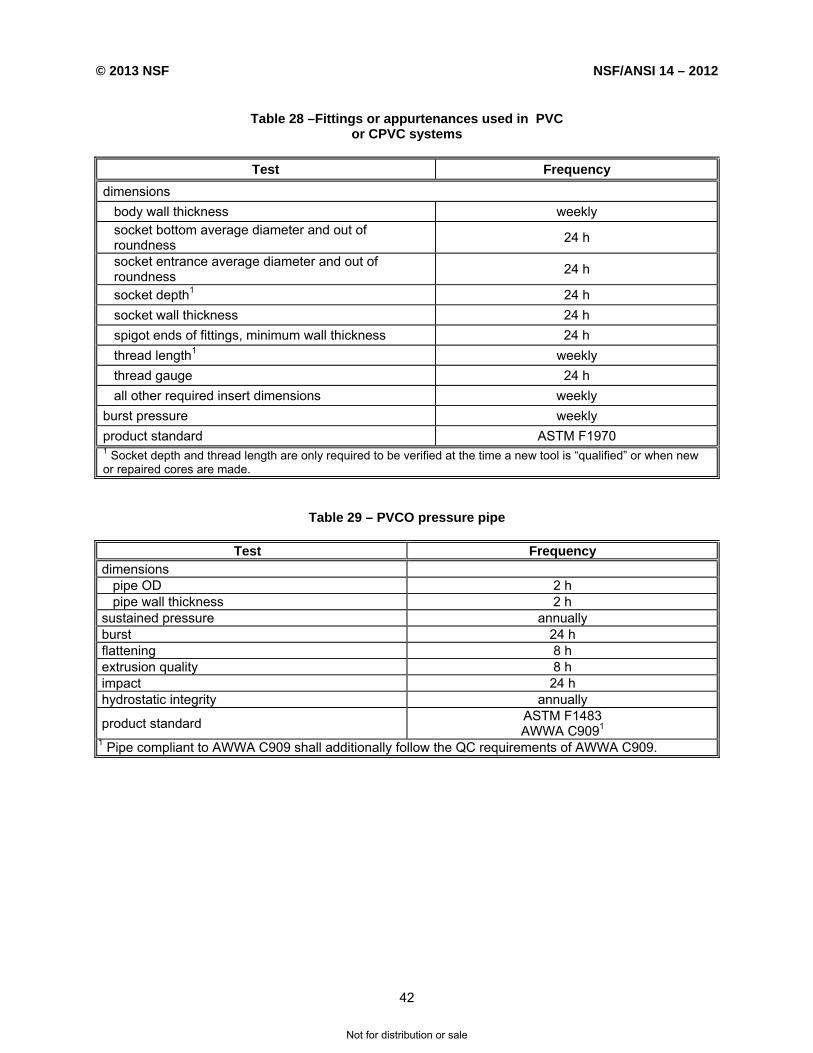
© 2013 NSF NSF/ANSI 14 – 2012
42
Table 28 –Fittings or appurtenances used in PVC
or CPVC systems
Test Frequency
dimensions
body wall thickness weekly socket bottom average diameter and out of roundness
24 h
socket entrance average diameter and out of roundness
24 h
socket depth1 24 h
socket wall thickness 24 h
spigot ends of fittings, minimum wall thickness 24 h
thread length1 weekly
thread gauge 24 h
all other required insert dimensions weekly
burst pressure weekly
product standard ASTM F1970 1 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made.
Table 29 – PVCO pressure pipe
Test Frequency dimensions pipe OD 2 h pipe wall thickness 2 h sustained pressure annually burst 24 h flattening 8 h extrusion quality 8 h impact 24 h hydrostatic integrity annually
product standard ASTM F1483 AWWA C9091
1 Pipe compliant to AWWA C909 shall additionally follow the QC requirements of AWWA C909.
Not for distribution or sale
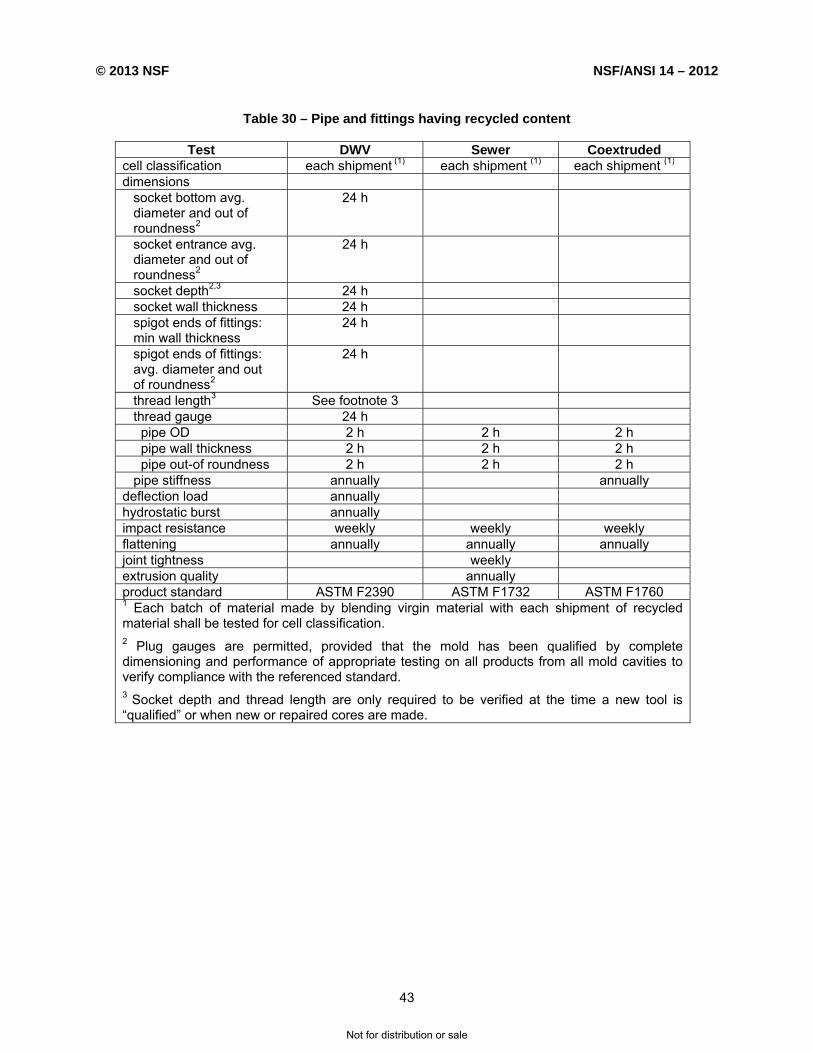
© 2013 NSF NSF/ANSI 14 – 2012
43
Table 30 – Pipe and fittings having recycled content
Test DWV Sewer Coextruded
cell classification each shipment (1) each shipment (1) each shipment (1) dimensions socket bottom avg. diameter and out of roundness2
24 h
socket entrance avg. diameter and out of roundness2
24 h
socket depth2,3 24 h socket wall thickness 24 h spigot ends of fittings: min wall thickness
24 h
spigot ends of fittings: avg. diameter and out of roundness2
24 h
thread length3 See footnote 3 thread gauge 24 h pipe OD 2 h 2 h 2 h pipe wall thickness 2 h 2 h 2 h pipe out-of roundness 2 h 2 h 2 h pipe stiffness annually annually deflection load annually hydrostatic burst annually impact resistance weekly weekly weekly flattening annually annually annually joint tightness weekly extrusion quality annually product standard ASTM F2390 ASTM F1732 ASTM F1760 1 Each batch of material made by blending virgin material with each shipment of recycled material shall be tested for cell classification. 2 Plug gauges are permitted, provided that the mold has been qualified by complete dimensioning and performance of appropriate testing on all products from all mold cavities to verify compliance with the referenced standard. 3 Socket depth and thread length are only required to be verified at the time a new tool is “qualified” or when new or repaired cores are made.
Not for distribution or sale
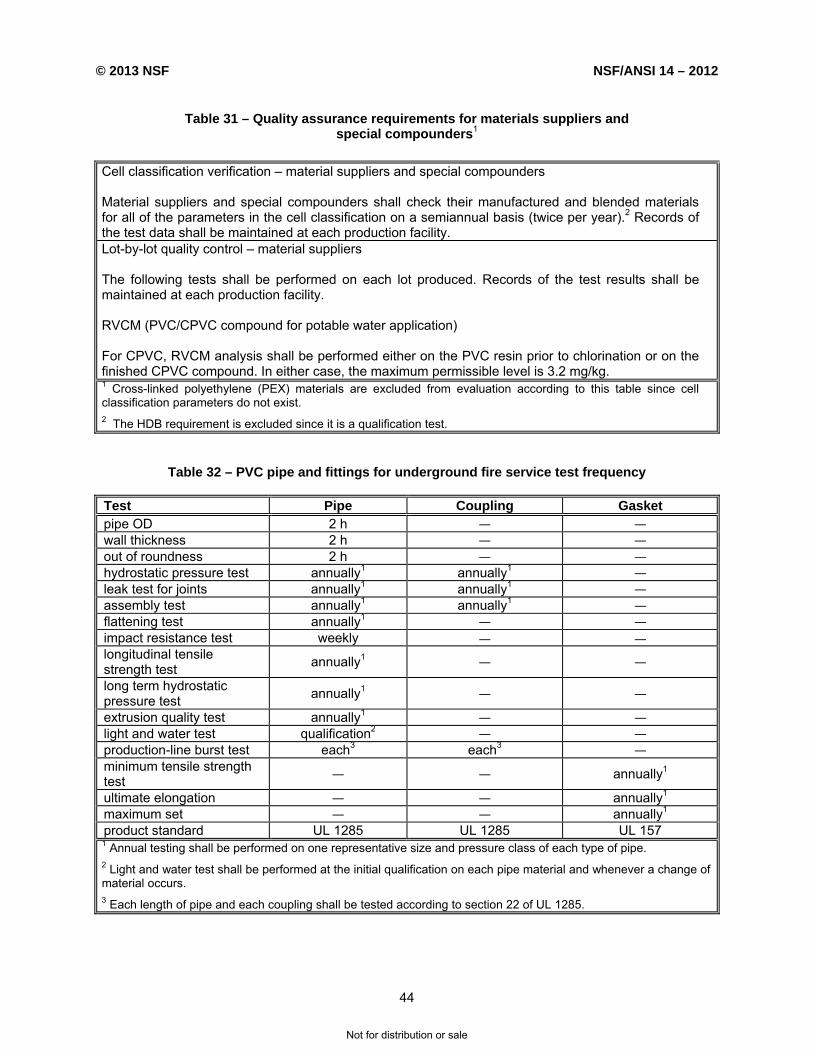
© 2013 NSF NSF/ANSI 14 – 2012
44
Table 31 – Quality assurance requirements for materials suppliers and
special compounders1
Cell classification verification – material suppliers and special compounders Material suppliers and special compounders shall check their manufactured and blended materials for all of the parameters in the cell classification on a semiannual basis (twice per year).2 Records of the test data shall be maintained at each production facility. Lot-by-lot quality control – material suppliers The following tests shall be performed on each lot produced. Records of the test results shall be maintained at each production facility. RVCM (PVC/CPVC compound for potable water application) For CPVC, RVCM analysis shall be performed either on the PVC resin prior to chlorination or on the finished CPVC compound. In either case, the maximum permissible level is 3.2 mg/kg. 1 Cross-linked polyethylene (PEX) materials are excluded from evaluation according to this table since cell classification parameters do not exist. 2 The HDB requirement is excluded since it is a qualification test.
Table 32 – PVC pipe and fittings for underground fire service test frequency
Test Pipe Coupling Gasket pipe OD 2 h ― ― wall thickness 2 h ― ― out of roundness 2 h ― ― hydrostatic pressure test annually1 annually1 ― leak test for joints annually1 annually1 ― assembly test annually1 annually1 ― flattening test annually1 ― ― impact resistance test weekly ― ― longitudinal tensile strength test
annually1 ― ―
long term hydrostatic pressure test
annually1 ― ―
extrusion quality test annually1 ― ― light and water test qualification2 ― ― production-line burst test each3 each3 ―
minimum tensile strength test
― ― annually1
ultimate elongation ― ― annually1 maximum set ― ― annually1 product standard UL 1285 UL 1285 UL 157 1 Annual testing shall be performed on one representative size and pressure class of each type of pipe. 2 Light and water test shall be performed at the initial qualification on each pipe material and whenever a change of material occurs. 3 Each length of pipe and each coupling shall be tested according to section 22 of UL 1285.
Not for distribution or sale
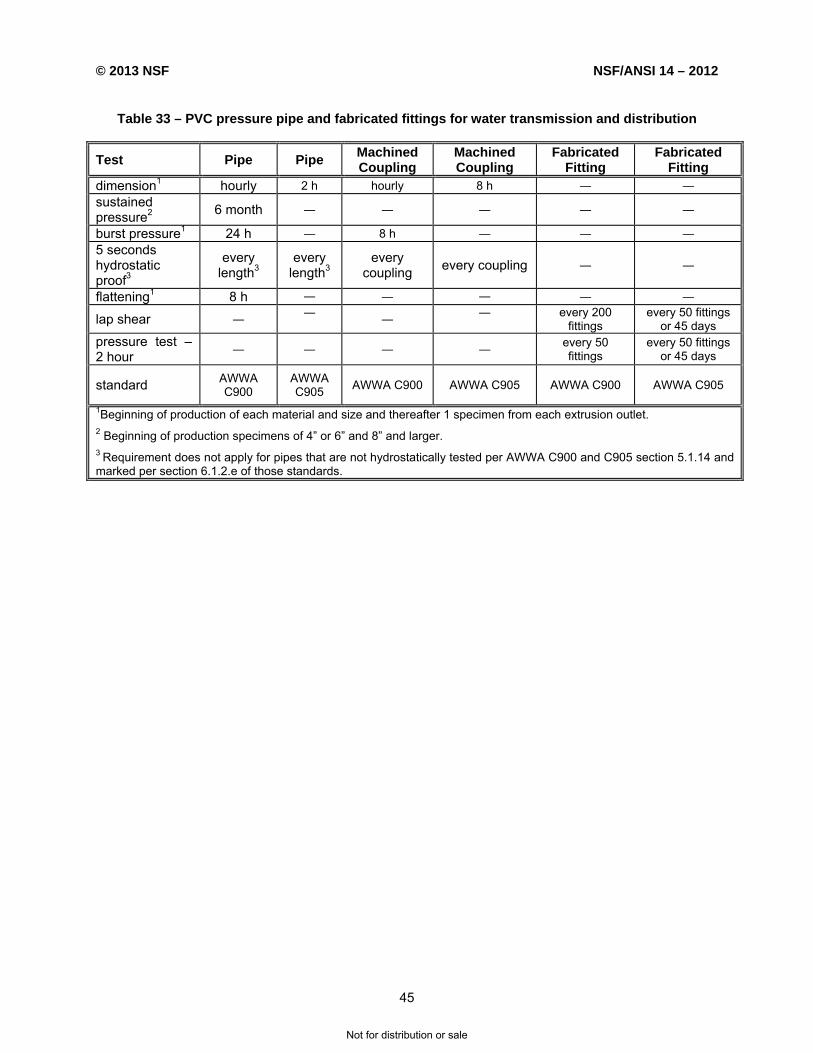
© 2013 NSF NSF/ANSI 14 – 2012
45
Table 33 – PVC pressure pipe and fabricated fittings for water transmission and distribution
Test Pipe Pipe Machined Coupling
Machined Coupling
Fabricated Fitting
Fabricated Fitting
dimension1 hourly 2 h hourly 8 h ― ― sustained pressure2 6 month ― ― ― ― ―
burst pressure1 24 h ― 8 h ― ― ― 5 seconds hydrostatic proof3
every length3
every length3
every coupling
every coupling ― ―
flattening1 8 h ― ― ― ― ―
lap shear ― ― ― ― every 200
fittings every 50 fittings
or 45 days pressure test – 2 hour
― ― ― ― every 50 fittings
every 50 fittings or 45 days
standard AWWA C900
AWWA C905
AWWA C900 AWWA C905 AWWA C900 AWWA C905
1Beginning of production of each material and size and thereafter 1 specimen from each extrusion outlet. 2 Beginning of production specimens of 4” or 6” and 8” and larger. 3 Requirement does not apply for pipes that are not hydrostatically tested per AWWA C900 and C905 section 5.1.14 and marked per section 6.1.2.e of those standards.
Not for distribution or sale
NOT FOR DISTRIBUTION
OR SALE
This page is intentionally left blank.
NOT FOR DISTRIBUTION
OR SALE
© 2013 NSF NSF/ANSI 14 – 2012
A1
Annex A14
(informative)
References
14 The information contained in this Standards page is not part of this American National Standard (ANS) and has not been processed in accordance with ANSI’s requirements for an ANS. Therefore, this Standards page may contain material that has not been subjected to public review or a consensus process. In addition, it does not contain requirements necessary for conformance to the Standard.
The following references are not requirements of this Standard, but they are included for the purpose of providing clarification and general information. ASTM D883-00, Terminology Relating to Plastics5 ASTM D1600-99, Terminology for Abbreviated Terms Relating to Plastics5 ASTM D4000-00, Classification System for Specifying Plastic Materials5 ASTM F412-00a, Standard Terminology Relating to Plastic Piping Systems5
NOT FOR DISTRIBUTION
OR SALE
This page is intentionally left blank.
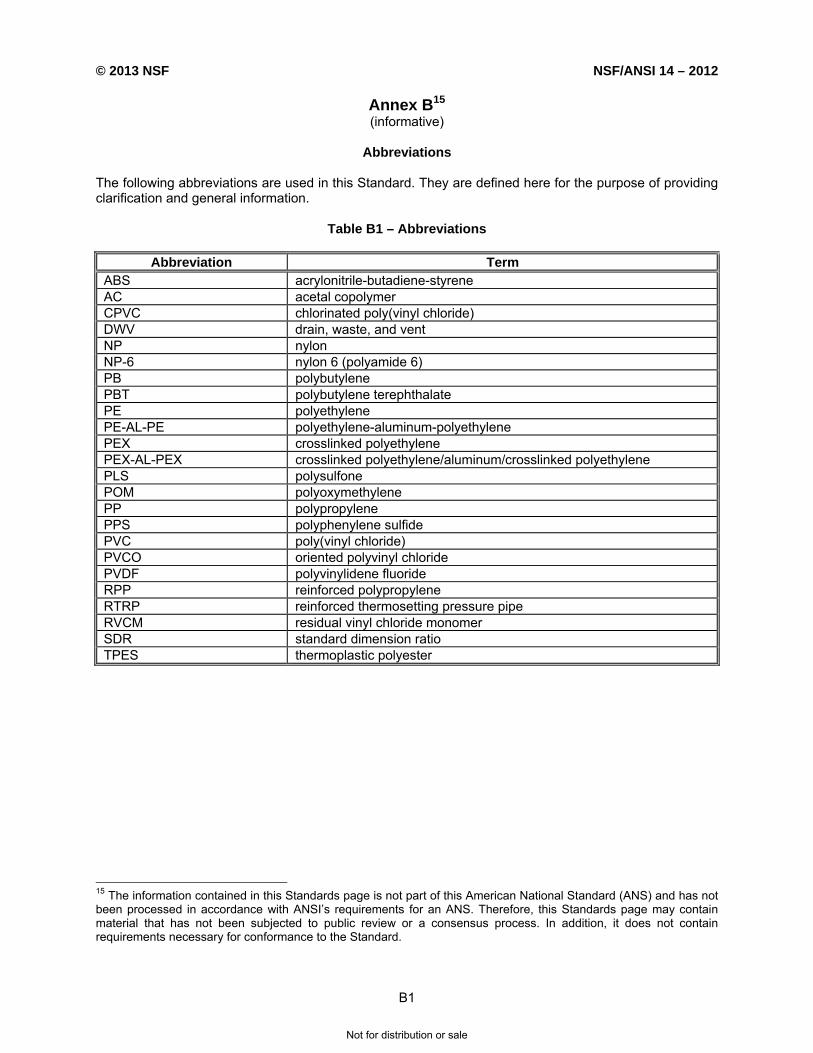
© 2013 NSF NSF/ANSI 14 – 2012
B1
Annex B15
(informative)
Abbreviations The following abbreviations are used in this Standard. They are defined here for the purpose of providing clarification and general information.
Table B1 – Abbreviations
Abbreviation Term ABS acrylonitrile-butadiene-styrene AC acetal copolymer CPVC chlorinated poly(vinyl chloride) DWV drain, waste, and vent NP nylon NP-6 nylon 6 (polyamide 6) PB polybutylene PBT polybutylene terephthalate PE polyethylene PE-AL-PE polyethylene-aluminum-polyethylene PEX crosslinked polyethylene PEX-AL-PEX crosslinked polyethylene/aluminum/crosslinked polyethylene PLS polysulfone POM polyoxymethylene PP polypropylene PPS polyphenylene sulfide PVC poly(vinyl chloride) PVCO oriented polyvinyl chloride PVDF polyvinylidene fluoride RPP reinforced polypropylene RTRP reinforced thermosetting pressure pipe RVCM residual vinyl chloride monomer SDR standard dimension ratio TPES thermoplastic polyester
15 The information contained in this Standards page is not part of this American National Standard (ANS) and has not been processed in accordance with ANSI’s requirements for an ANS. Therefore, this Standards page may contain material that has not been subjected to public review or a consensus process. In addition, it does not contain requirements necessary for conformance to the Standard.
Not for distribution or sale
NOT FOR DISTRIBUTION
OR SALE
This page is intentionally left blank.
NOT FOR DISTRIBUTION
OR SALE
Standards16 The following standards established and adopted by NSF as minimum voluntary consensus standards are used internationally: 2 Food equipment 3 Commercial warewashing equipment 4 Commercial cooking, rethermalization, and powered hot food holding and transport equipment 5 Water heaters, hot water supply boilers, and heat recovery equipment 6 Dispensing freezers 7 Commercial refrigerators and freezers 8 Commercial powered food preparation equipment 12 Automatic ice making equipment 13 Refuse processors and processing systems 14 Plastics piping system components and related materials 18 Manual food and beverage dispensing equipment 20 Commercial bulk milk dispensing equipment 21 Thermoplastic refuse containers 24 Plumbing system components for recreational vehicles 25 Vending machines for food and beverages 29 Detergent and chemical feeders for commercial spray-type dishwashing machines 35 High pressure decorative laminates (HPDL) for surfacing food service equipment 36 Dinnerware 37 Air curtains for entranceways in food and food service establishments 40 Residential wastewater treatment systems 41 Non-liquid saturated treatment systems 42 Drinking water treatment units – Aesthetic effects 44 Residential cation exchange water softeners 46 Evaluation of components and devices used in wastewater treatment systems 49 Biosafety cabinetry: Design, construction, performance, and field certification 50 Equipment for swimming pools, spas, hot tubs, and other recreational water facilities 51 Food equipment materials 52 Supplemental flooring 53 Drinking water treatment units – Health effects 55 Ultraviolet microbiological water treatment systems 58 Reverse osmosis drinking water treatment systems 59 Mobile food carts 60 Drinking water treatment chemicals – Health effects 61 Drinking water system components – Health effects 62 Drinking water distillation systems 140 Sustainable carpet assessment 169 Special purpose food equipment and devices 170 Glossary of food equipment terminology 173 Dietary supplements 177 Shower filtration systems – Aesthetic effects 184 Residential dishwashers 222 Ozone generators 223 Conformity assessment requirements for certification bodies that certify products pursuant to NSF/ANSI 60: Drinking water treatment chemicals –
health effects 240 Drainfield trench product sizing for gravity dispersal onsite wastewater treatment and dispersal systems 245 Wastewater treatment systems - nitrogen reduction 305 Personal care products containing organic ingredients 321 Goldenseal root (Hydrasitis canadensis) 330 Glossary of drinking water treatment unit terminology 332 Sustainability assessment for resilient floor coverings 336 Sustainability assessment for commercial furnishings fabric 341 Health/fitness facilities 342 Sustainability assessment for wallcovering products 347 Sustainability assessment for single ply roofing membranes 350 Onsite residential and commercial water reuse treatment systems 350-1 Onsite residential and commercial graywater treatment systems for subsurface discharge 355 Greener chemicals and processes information 358-1 Polyethylene pipe and fittings for water-based ground-source “geothermal” heat pump systems 358-2 Polypropylene pipe and fittings for water-based ground-source “geothermal” heat pump systems 359 Valves for crosslinked polyethylene (PEX) water distribution tubing systems 360 Wastewater treatment systems – Field performance verification 372 Drinking water treatment system components – Lead content 14159-1 Hygiene requirements for the design of meat and poultry processing equipment 14159-2 Hygiene requirements for the design of hand held tools used in meat and poultry processing equipment 14159-3 Hygiene requirements for the design of mechanical belt conveyors used in meat and poultry processing equipment
16 The information contained in this Standards page is not part of this American National Standard (ANS) and has not been processed in accordance with ANSI’s requirements for an ANS. Therefore, this Standards page may contain material that has not been subjected to public review or a consensus process. In addition, it does not contain requirements necessary for conformance to the Standard.