Embed Size (px)
Citation preview

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 1 of 14
A Novel Thermal Insulation System for Bonded Subsea Single Pipe Wet
Insulation Applications
18th BHR Conference on Pipeline Protection, Antwerp, Belgium, 4th to 6th November 2009
Jackson, Ai. Jackson, Pii. Wan, Eii. and Hegdal J.Piii
ABSTRACT
Insulating pipes and subsea structures is essential to avoid the possibility of wax and hydrate formation. The
materials used for insulation have been around for a few decades and include polypropylenes, polyurethanes,
epoxies and rubbers. As in many areas of commercial activity over this period, there have been considerable
developments with regards to these materials, which have enhanced and improved their performance. More
recently there have been market requirements for the development of low thermal conductivity yet high
compressive strength insulation solutions. This paper will present details on a new family of subsea insulation
materials with unique properties which offer alternatives to the traditional polypropylenes and polyurethanes
solutions and yet cater for high temperature, unlimited water depth applications.
INTRODUCTION
Bonded single pipe subsea thermal insulation has been established as a reliable tool for passive flow
assurance since the 1980siv. Recent developmentsv have added an active component to the design of
subsea pipeline and tie-back systems through inductive and conductive power input. This type of
system is referred to as “thermally managed”. The development of materials has generally focused on
four material groups; rubbers, epoxies, polyurethanes and polypropylenes, with the introduction into
the market being in that chronological order. Variants of these materials; solids, foams and syntactics
have provided a range of candidate materials with differing properties for use in the manufacture of
commercial insulation systems to meet a wide range of operational requirements (see Table 1).
Although these materials are established in the market they do not by any means represent an
exhaustive list of potential materials that can be used in thermal insulation applications.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 2 of 14
Material K-value (W/m.K) Max. temp. (oC) Max depth (m)
Rubber (Neoprene / HNBR) 0.26 – 0.28 90 / 140 Unlimited
Filled (Neoprene / HNBR) 0.12 – 0.14 90 / 140 Unlimited
Syntactic epoxies 0.12-0.17 110 2800
Polyurethane 0.19-0.20 90 wet /115 dry Unlimited
Syntatcic polyurethane* 0.13 90 wet /115 dry 300
Syntatcic polyurethane** 0.14 – 0.17 90 wet /115 dry 2800
Polypropylene 0.21 – 0.26 145 Unlimited
Polypropylene foams 0.13 – 0.2 145 2000m***
Syntactic polypropylene** 0.17 145 2800m Table 1: Typical parameters for subsea thermal insulation materials
* polymeric microspheres ** glass microspheres ***specific formulations The majority of thermally insulated subsea lines are either in-field lines, gathering lines or tie-backs.
Over the past years the trend has been toward extending the usable range of tie-backs in order to
maximise the number of potential satellite fields that can be successfully tied back to a given host, or to
encompass sufficient reserves for a reservoir cluster to be viable. At the same time the thermal
performance requirements have become ever more demanding. The need for maintaining the flow of
well fluid within a given steady state window for optimal processing and minimum operational risk has
led to requirements for low U-values for insulation systems. Risks associated with inhibition of
hydrates and waxes over many kilometers has led to extended cool down requirements to enable
decisions to be made and corrective actions to be taken in the case of a production shut-in. The advent
of extended tie-backs has enabled cost effective capacity augmentation for many existing production
assets; some of them nearing the end of their otherwise useful life. In addition the development of
processing hubs has become increasingly popular, particularly in so called “green field” areas where
other infrastructure is limited or non-existent, allowing for rational exploitation of oil and gas reserves
which would otherwise be economically non-feasible.
TRADITIONAL MATERIALS
The most commonly used materials in subsea thermal insulation are polyurethanes and polypropylenes;
due to their suitability for large scale production, availability of raw materials and system cost. The
need for vulcanization in autoclaves has generally limited the use of rubber based systems to manifolds,
jumpers and bends, whilst the need for pre-casting of shapes and long cure times have limited the use
of syntactic epoxies in general to strap-on modules and single components.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 3 of 14
Since the mid 1990s the average length of tie-backs has steadily increased, and line burialvi and
electrically heated systems have become more commonvii to further stretch the limits for single pipe
systems. In these cases the main workhorse has been polypropylenes as heightened complexity in the
use of polyurethanes and epoxies, brought about by water absorption and property change, has led to
condensation polymers being used less widely. Other than using lower density foams and syntactic
materials the material choices have changed little.
Recent work performed in Bredero Shaw’s laboratories and plants have demonstrated the ability of
styrenic alloys and blends to provide highly robust thermal insulation systems through extrusion and
injection moulding.
NEW FAMILY OF MATERIALS
The newly developed Thermotite® ULTRA family of products utilises foamed, flexibilised and solid
styrenic based thermoplastic materials to provide highly robust, lay friendly and highly efficient
bonded subsea thermal insulation systems capable of low U-value and great ocean depth. This paper
will present the qualification and verification work performed in advance of the release of these
products to the market.
Styrenic materials have been established in commercial markets since the 1930s, when BASF
developed the first process to isolate the resin. The material was also released into the US market in
1937 by Dow Chemical. Polystyrene was the first stable engineering polymer, having a high modulus,
high dimensional stability and low distortion. Styrofoam was released onto the commercial market by
Dow Chemical in 1954. At that time this was however a brittle material and needed to be further
developed. Since this cautious beginning, advances in the development of the technology have made
the material highly impact resistant by the addition of butadiene to the polymerisate, alternatively
compounding with ABS, or increasing rigidity through the incorporation of, for example, SMA. The
result is a wide range of material property envelopes from stretchy rubbers to bearing grade materials.
In all cases this is a non-biodegradable material which, as it does not contain cleavable groups, is not
affected by water exposure. Styrenics are also widely miscible or compatible with many high quality
engineering thermoplastics, giving great flexibility in mechanical and thermal design of systems.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 4 of 14
Styrenic materials in general and in the case of the Thermotite® ULTRA family styrenic blends and
alloys, are materials that can be processed at high output rates using current extrusion and injection
moulding processes. This is a significant operational advantage since these are the two most common
methods of manufacture of subsea thermal insulation. These materials are also readily foamed,
providing low creep foams with low k-value and low water take-up. Styrenic materials have inherently
low thermal conductivity even as solids, favourable modulus values compared to polypropylenes in
general, and have good low temperature properties with a Tg below -30oC.
SYSTEM BUILD
The Thermotite® ULTRA line pipe coating system comprises a styrenic 3-layer structure including
fusion bonded epoxy, a specially designed adhesive using a blend of materials and finally a styrenic
based top-coat.
The insulation system is then extruded onto this base structure in the normal manner, either as solid,
foam or combination of the two to the required thickness. Finally the wear coat is applied by wrap
extrusion or co-extrusion to build the final system.
The Thermotite® ULTRA field joint system is applied according to standard practices for injection
moulded polypropylene (IMPP) field joints; using modified pre-treatment values and a specific high
ductility styrenic infill material.
In the event of repairs, a highly robust thermoplastic repair material has been developed and
extensively tested.
Visually the system looks identical to any polypropylene based thermal insulation system. Bredero
Shaw’s development philosophy is to build on existing skill sets and adapt existing practices to bring
forth a new and exciting range of thermal insulation products with a minimum of risk.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 5 of 14
SYSTEM BENEFITS
The Thermotite® ULTRA system is conveniently mobilised in existing 3-layer factories with some
minor equipment and process modifications. The manufacturing process does not require twin screw or
compounding extruders to blend in glass microspheres to achieve low thermal conductivity. Even as a
solid, the natural thermal conductivity of the resin as a solid is lower than that of syntactic PP. At the
same time however if a twin screw extruder is available at the plant of choice, it can be used for the
application of the solid. This manufacturing flexibility means that Thermotite ULTRA will be available
in plants worldwide using existing production practices.
Thermotite ULTRA’s naturally low k-value leads to a thinner insulation layer than is generally the case
for polypropylene or polyurethane based systems. The ability to foam the system results in low k-
values that are not readily achievable for subsea foams that must also withstand high hydrostatic
pressure.
This higher density system combined with its lower thermal conductivity extends cool down
performance, assists in optimizing hydrodynamic response in risers and improves sea bed stability in
flowlines. The insulation can store more energy with less heat loss to maintain fluid temperatures for
longer periods of time. (refer to Table 3 for relative thermal diffusivity).
The Thermotite® ULTRA system does not contain glass microspheres, since these are not required to
give high thermal performance. As a result the solid systems have unrivaled deep water performance
with unlimited capability.
The excellent low temperature performance of the styrenic material systems used in the Thermotite®
ULTRA family give benefits for cold climate reeling, while the matched flexibility of the field joint
provides mechanically continuous systems with little stiffness mismatch.
The low water absorption of the system and lack of cleavable groups in the resin make this materials
family ideally suited to subsea operation as an exposed system, buried system and potentially as a
highly performing insulant in DEH systems.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 6 of 14
TESTING PERFORMED
The Thermotite® ULTRA system has been tested extensively in the lab, on pilot scale production lines
and with coated pipe produced during 5 full scale trials in three different production facilities around
the world. In total, in excess of 120 pipes have been processed and tested and over 80 field joints have
been applied. The results of the rigorous performance tests are presented below.
Materials testing:
Mechanical
Mechanical testing was performed on all components of the Thermotite® ULTRA system in
accordance with ASTM D638 at 50 mm/min. These materials are formulated for good low temperature
ductility and impact performance. As can be seen in Table 3, the ductility of the components does not
show the degree of change seen with polypropylene materials, remaining high down to -10°C. This is
particularly important with a view to reeling activities in cold climates, where temperatures as low as
-5°C are not uncommon when pipe is collected from the spool base.
Temperature (oC)
Material Property Unit -10 0 20 Solid insulation Strain @ yield % 6 8 8
Strain @ break % 33 35 35 Stress @ yield MPa 23 23 22 Stress @ break MPa 26 25 24
Foamed insulation Strain @ yield % 4 4 6 Strain @ break % 18 18 20 Stress @ yield MPa 15 14 9 Stress @ break MPa 15 15 10
Field Joint Material Strain @ yield % 8 10 10 Strain @ break % 70 80 100 Stress @ yield MPa 18 14 14 Stress @ break MPa 25 20 20
Outer shield Strain @ yield % 7 7 9 Strain @ break % 40 50 50 Stress @ yield MPa 25 23 18 Stress @ break MPa 22 20 12
Repair material Strain @ yield % 8 10 10 Strain @ break % 70 80 100 Stress @ yield MPa 18 14 14 Stress @ break MPa 25 20 20
Table 2: Mechanical properties for ULTRA component materials

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 7 of 14
Thermal
The following thermal properties have been measured on material taken from pipe (Table 3). 50 mm
discs were used for thermal conductivity measurements, using PMMA as the calibration standard.
Specific heat capacity was measured using DSC at a heat rate of 10oC/min. on 20 mg samples. As can
be seen the values are generally low relative to corresponding polypropylene foams with similar
modulus.
Density
(kg/m3) K-value (W/m.K)
Specific Heat (J/kg.K)
Relative Diffusivity*
Material 30oC 60oC 30oC 60oC 30oC
Solid Insulation 1040 0.152 0.158 1250 1630 0.667811
Foamed Insulation @ 18% foaming 850 0.121 0.13 1250 1630 0.650443
Foamed Insulation @ 23% foaming 800 0.110 0.118 1250 1630 0.628269
Field Joint Infill Material 1010 0.146 0.152 1380 1700 0.598281
Outer Shield 1028 0.168 0.171 1350 1680 0.69141
Repair Material 1010 0.146 0.152 1380 1700 0.598281
Reference high mod. PP 900 0.26 0.258 1650 2200 1
Table 3: Thermal properties for ULTRA component materials
* Normalised on PP Testing of the corrosion protection system The 3-layer corrosion protection system comprises a standard FBE coating, onto which the specially
formulated ULTRABond adhesive is applied. A thicker layer of ULTRA solid is then applied onto the
ULTRABond surface in the same way that the familiar 3-layer PE and PP products are produced.
The resulting structure has been tested in accordance with those standards applicable for 3-Layer PP
and PE with respect to CD and hot water soak.
CD testing
CD testing was performed at 65oC for 48 hours at a test voltage of -1.5V and at 23°C for 28 days. The
results are shown below pictorially. The system showed an average disbondment of FBE to steel of 2
mm during this test for 48 hours and 3.8 mm after 28 days. No signs of disruption of the FBE-

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 8 of 14
ULTRABond adhesion were seen. The FBE used in this trial was Scotchkote 226N from 3M, applied at
a thickness of 300 microns, and the ULTRABond system was applied at a thickness of 300 microns.
Figure 1: Sample after CD testing at 654oC, 48 hours, -1.5V
Hot water soak testing Hot water soak testing was performed at 80oC for 7 days. No delamination or detachment from the steel
substrate was seen during the test. The FBE used in this trial was Scotchkote 226N from 3M, applied at
a thickness of 300 microns, and the ULTRABond system was applied at a thickness of 300 microns
.
Figure 2: Sample after hot water soak testing.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 9 of 14
Systems testing The ULTRA product has been subjected to extensive system testing in order to demonstrate and to
document the performance envelope of the product. All generally accepted installation and operation
tests are complete from the point of view of the product release, however project specific requirements
and product improvements will undoubtedly require re-visiting these tests from time to time.
Trawl board impact testing
The complete system, both solid foamed and field joint was subjected to trawl board impact testing
using a pendulum impinger at an energy of 12.7 kJ in accordance with the DnV trawl gear interference
code “DNV-RP-F111 Interference Between Trawl Gear and Pipelines”. A 50 mm diameter
hemispherical impinger head was used and four impingements were made, of which two coincided.
Testing was performed at 4oC.
Subsequent sectioning was performed in order to determine the nature and extent of potential damage
and delamination. The results of this testing are shown graphically in Figure 3. No signs of damage
were seen in any of the samples, and no delamination was seen either within the insulation system or to
steel.
Figure 3a - c: Trawl board impact testing on (a) field joint (b) line pipe and (c) cross section after impact.
Resonant fatigue testing
Resonant fatigue testing has been performed at TWI on a 6 m long section of 10.75” OD pipe coated
with 50 mm of Thermotite® ULTRA including a field joint (300 mm cutback, 8 mm overbuild, 50 mm
overlap). The test, carried out for 500,000 cycles at 0.2% strain was conducted at a frequency of 20 Hz.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 10 of 14
The temperature of the system rose by 2 – 3oC, however the test was completed without evidence of
damage or deterioration.
Figure 4: Fatigue test set-up at TWI.
Stinger roller testing
In order to address the effect of roller contact (in the case of roller boxing stinger loads) a section of
pipe was subjected to a stinger roller test during which a section of pipe including a field joint was
pulled beneath a 350 mm dia. roller, onto which a load of 4 tons was applied. The pull speed was ca. 2
m/min. The roller passed over the coating and field joint without sign of indentation or cracking.
Subsequent dissection of the sample showed no signs of distress and no indication of delamination.
Figure 5: Stinger roller test.

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 11 of 14
Tensioner clamp
The ULTRA 95 system was subjected to increasing squeeze loads between two parallel thrust surfaces,
mounted in an instrumented hydraulic press. Squeeze loads of up to 500 kN were applied to a 300 mm
long section. The length of the touch-down onto the anvils was measured and plotted against the load
applied. The sample was also inspected for any internal cracking or delamination during the test. The
test set-up is shown in Figure 6. No indications of crack initiation or delamination of the sample were
seen.
Figure 6: Clamp arrangement for compression testing
Simulated service Samples of solid and foamed systems have been subjected to simulated service testing in order to verify
the k-value and creep model for system design. A sample of the solid system was subjected to
simulated service testing at a variety of temperatures over a period of 49 days and at a variety of
hydrostatic loadings. The sample, 50 mm of system applied to a 10.75” x 15.9 mm X65 steel pipe, was
instrumented with LVDT probes to record thickness change, in addition to six heat flux cells with
integrated thermocouples. The results are shown below (Table 4).

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 12 of 14
Pressure Operating
Temperature (oC) Duration
(Days) Compressive Creep (%)
System k-value (W/mK)
50 bar 77.40 6 0.35 0.159 100 bar 77.37 1 0.74 0.160 120 bar 77.36 9 0.91 0.161 200 bar 79.17 11 1.71 0.165 280 bar 79.12 11 2.30 0.167 280 bar 91.80 11 2.36 0.170
Table 4: Results of SSV testing on the solid system
As can be seen, the compressive response of the system having gained equilibrium was very small and
well within the expectations for existing materials when used under similar conditions.
Full scale bend test
The Thermotite® ULTRA system has been extensively tested for reel deployment; eight 12.2 m long
10.75” x 14.3 mm pipes with 50 mm of insulation systems have been reel tested at 4oC on a 7.5m bend
former. This applies for solid, foamed and flexibilised systems. No signs of distress within or in the
vicinity of the field joint were observed during the test, including no signs of localized or general over-
stressing. The field joint was in each case subsequently dissected and it was determined that no internal
delamination or damage had been induced during the test.
Figure 7: ULTRA system at full bend (outer fibre strain 2.4%).

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 13 of 14
Axial shear testing Axial shear testing has been performed on all major interfaces within the ULTRA systems at relevant
temperatures reflecting operation. The values returned show a high level of cohesion between
successive application steps, and also within the material itself. This is of course important for system
integrity during lay and operation of the line. Testing of the innermost interface at 95oC shows the
robustness of the system at higher temperature
Shear strength
(Mpa) FBE - ULTRAbond (23C) 14 FBE - ULTRAbond (95oC) 7 3-Layer - Insulation 12 Insulation - Insulation 12 Within insulation 15 Insulation - outer shield 12
DESIGN EXAMPLES The following design examples illustrate the advantages of the ULTRA system for a range of
applications relative to market incumbents:
Designs are based on a 10.75” x 14.3 mm steel pipe, requiring a U-value of 3 W/m2K on the OD of the
pipe, and assuming a production fluid with Cp=2,300 J/kg.K, density 140 kg/m3 and a k-value 0f 0.04
W/m.K, cooling from 50°C to 20°C in a 4oC environment. Field life 20 years. Field operating at 95oC.
For shallow water to 200 m:
System FBE
(mm) Adhesive
(mm) Inner solid (mm)
Insulant (mm)
Outer shield (mm)
Total (mm)
Compression (%)
SG Tcool (Hours)
PPF 0.3 0.3 5.4 82 3 91 3.5 1.05 12 sPU 0.3 - - 64.7 - 65 8.5 1.07 8.5 ULTRA foam
0.3 0.3 - 56.4 3 60 2 1.2 10
Table 5: Axial shear results for ULTRA

Jackson et. Al. BHR Conference, Antwerp, 2009 Page 14 of 14
For shallow water from 300 - 500 m: System FBE
(mm) Adhesive
(mm) Inner solid (mm)
Insulant (mm)
Outer shield (mm)
Total (mm)
Compression (%)
SG Tcool (Hours)
PPF 0.3 0.3 5.4 80 3 89 7 1.05 11 ULTRA* 0.3 0.3 5.4 53 3 62 3.5 1.2 10.5 * foam solid composite For shallow water from 500 m - 1000 m: System FBE
(mm) Adhesive
(mm) Inner solid (mm)
Insulant (mm)
Outer shield (mm)
Total (mm)
Compression (%)
SG Tcool (Hours)
PPF 0.3 0.3 5.4 84 3 93 6 1.04 11 sPP 0.3 0.3 5.4 78 3 87 2 1.03 10.5 GsPU 0.3 - - 74.4 - 75 2.5 1.1 10 ULTRA* 0.3 0.3 19.4 42 3 65 3.2 1.2 11 * foam solid composite For water depths >1000 m: System FBE
(mm) Adhesive
(mm) Inner solid (mm)
Insulant (mm)
Outer shield (mm)
Total (mm)
Compression (%)
SG Tcool (Hours)
sPP 0.3 0.3 5.4 81 3 90 2.8 1.02 11 GSPU 0.3 - - 86.4 - 87 2.5 1.1 10.5 ULTRA 0.3 0.3 5.4 66 3 75 2 1.3 12 FINAL COMMENTS Thermotite® ULTRA is a new family of highly robust thermal insulation systems which has been
developed and tested. The testing detailed in this paper adequately demonstrates that this system is
suitable for use as a reliable thermal insulation system for subsea use, and is friendly toward pipe lay
with the compatible field joint system. The improved thermal performance relative to market
incumbents provides high thermal efficiency at reduced coating thickness.
i Bredero Shaw Norway a.s. ii ShawCor LLC iii Norewgian Technical University iv Solheim, A., Aker Vetco A/S, Norway; Prichard, M., Vetco Gray Inc, USA; Newcombe, R., Vetco Gray Ltd, UK.
Offshore Europe, 5 – 8 September 1989. v Direct Impedence Heating of Deepwater Flowlines, Hansen, A.B., Clasen, T.L. and Bass, R.M. OTC proceedings 1999 vi Auk pipeline, 12 km 8 inch line, buried to a depth of 1 m in 1986 vii DEH projects – Statoil Åsgard, Statoil Kristin, Statoil Huldra, BP Skarv, Woodside Pluto

brederoshaw.comthe GLOBAL LEADER in pipe coating solutions.
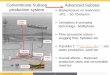
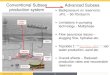
PRO
DU
CT D
ATA
SHEET
FLOWASSURANCE
Featu
res & Ben
efits
Superior Insulation Properties• Lower thermal conductivity of both solid and foamed systems
results in lower achievable U values
• Reduced thermal diffusivity extends cool-down time
• Compatibility with direct electrical heating systems (DEH) extends system utilization
Unmatched Mechanical Performance• Superior low temperature ductility enables lower temperature
reeling and increased flexibility in installation schedule.
• Incompressibility of solid system allows unlimited water depth installation
• Higher insulation density coupled with reduced thickness improves seabed stability of flowlines and assists in optimizing hydrodynamic response of risers
Thinner Insulation• Lower thermal conductivity translates to reduced insulation
thickness and potential savings in transportation and installation costs
• Thinner insulation and reduced pipe profile results in lower lay strains and improved hydrodynamic response
No Glass Microspheres• Zero risk of compromised thermal performance due to glass
breakage or degradation during service
• Superior insulation performance without glass enables unlimited depth installation
Proven Field Joint Technology• Compatible injection-moulded field joint material
guarantees insulation integrity and system performance
• Lower field-joint application temperature facilitates cooling and reduces moulding cycle time
Application Using Conventional Equipment• Streamlined delivery schedules, product standardisation and
quality assurance practices due to simplified processing operations
• Universally and readily available project management and logistics support from multiple existing plant locations
Thermotite® ULTRA™Superior Subsea Insulation
Product Description
Thermotite® ULTRA™ is an innovative subsea insulation system with unlimited water depth capability, comprising a specially engineered blend of polymeric materials having unique mechanical and thermal properties. The superior performance of Thermotite® ULTRA™ assures complete system integrity during service, and reduced energy loss in steady state and transient conditions.
23
45
1
1. Fusion Bonded Epoxy2. ULTRABond Adhesive3. ULTRA Solid4. ULTRA Foam5. ULTRAShield
Applications
Oil & GasPipelines
Subsea Pipelines
Small DiameterPipelines
PDS - Flow Assurance Pages.indd 20 4/19/2011 9:18:26 AM

Regio
nal O
ffices
brederoshaw.comthe GLOBAL LEADER in pipe coating solutions.
The information contained herein is indicative of the types of coatings provided by Bredero Shaw, and is not intended to be a guarantee that a particular coating will be suitable for a given application. Since many unique environmental, operating, and design conditions must be considered, the user shall determine the suitability of the coating for the intended use and assume all the risks and liabilities in connection therewith. Bredero Shaw’s liability is stated in our standard conditions of sale.
About Bredero ShawBredero Shaw is the global leader in pipe coating solutions. With more than 80 years of experience, the largest team of dedicated pipe coating professionals, the most extensive network of strategically located plants worldwide and with proven innovative coating technologies, the company has protected more pipelines in virtually every environment and operating condition than anyone in the industry.
Bredero Shaw offers technologically advanced solutions for anti-corrosion coatings, protective and weight coatings, thermal flow assurance coatings, internal coatings, custom coatings and field joints for both onshore and offshore applications. This broad range of products and services provides Bredero Shaw with the unique capability to service the full spectrum of pipeline protection and flow assurance requirements. Consult your Bredero Shaw representative for your unique project requirements.
HEAD OFFICEBredero Shaw
3838 N. Sam Houston Pkwy E.Suite 300
Houston, Texas 77032-3400, USA
Phone: [email protected]
NORTH AMERICABredero Shaw
Two Executive Place,200, 1824 Crowchild Trail, N.W.
Calgary, Alberta T2M 3Y7, Canada
Phone: [email protected]
LATIN AMERICABredero Shaw
3838 N. Sam Houston Pkwy E.Suite 300
Houston, Texas 77032-3400, USA
Phone: [email protected]
EUROPE, MIDDLE EAST, AFRICA & RUSSIA
Bredero ShawLakeside House
1 Furzeground Way Stockley Park, Uxbridge
UB11 1BDPhone: +44 (0) 208 622 3071
ASIA PACIFICBredero Shaw
101 Thomson Road#17-01/02 United Square
Singapore 307591Phone: +65-6732-2355
Thermotite® ULTRA™Superior Subsea Insulation
PlantsNorth America Latin America EMAR Asia Pacific
Pearland, Texas Veracruz, Mexico Leith, ScotlandOrkanger, Norway
Kuantan, MalaysiaKabil, Batam Island, Malaysia
Product Application Process
SurfaceInspection
Grind SurfaceDefects
Blast CleanPreheat
Preheat
Preheat
FBEApplication
3-LayerTopcoat
ExtrudedAdhesive
InductionHeat
Stockpile
ElectricalInspection
ProductInspection
ProductInspection
ProductInspection
ExtrudedULTRA Shield
Extruded* Solid orFoam ULTRA
Quench
Quench
Quench
Thermotite® ULTRA™_rev021
Typical Plant Capabilities and Product Properties
Capability/Property Thermotite® ULTRA™
Diameter Range .................................................................................................................................................4” - 30”
Maximum Water Depth..................................................................................................................... Unlimited as solid
Density ............................................................................................................................................... 800 - 1040 kg/m3
Heat Capacity (Cp)...................................................................................................................................... 1220 J/kg K
Thermal Conductivity (k) .................................................................................................................0.11 - 0.16 W/m K
Axial Shear Strength ....................................................................................................................................... >10 Mpa
Simulated Service .......................................................................................................... (tested up to) 280 bar at 95°C
Outer Fiber Strain (Reel Lay) ........................................................................................................2.6% strain at -10°C
Values shown are typical and may vary from plant to plant. Consult Bredero Shaw for special requirements.Note: As density and composition are design variables with Thermotite® ULTRA™ the above figures are given as general guidelines. Where there is a range specified, the interval is related also to the density range for the particular component. In addition, it should be noted that Thermotite® ULTRA™ has passed tests for Resonant Fatigue, Trawl Board Impact, Stinger Roller and Tensioner Clamp.
* Insulation and outer shield layers may also be extruded by the crosshead method.
PDS - Flow Assurance Pages.indd 21 4/19/2011 9:18:28 AM