Embed Size (px)
Citation preview

M-4
Anodising
Sapa Building System offer the widest surface
finishing programme in Scandinavia. Aluminiumprofiles used in facades, glazed roofs, windowsand doors can be anodised or painted. Thechoice of colours in the case of anodising is big,while it is almost unlimited in the case of painting.The appearance and the surface quality ofextruded aluminium profiles is entirelysatisfactory for many application areas alreadybefore any surface finish is applied. Due to thegood corrosion resistance, it is seldom necessaryto apply any surface finish just to protect the prof-ile from corrosion. However, the surface of alumi-nium profiles is coated so that the architecturalsystem products get the desired colour and finish.
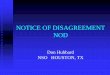
AnodisingAnodising is the most resistant existing surfacecoating method for aluminium profiles. It is anelectrolytic process in which an oxide layer is for-med. The layer reinforces the surface whichbecomes resistant to mechanical wear, UV radia-tion and the influence of aggressiveenvironments. Anodising ensures durability ofcolour and lustre, and the oxide layer thicknessfor outdoor use is 20 micron (layer thicknessclass AA 20). The most common form of anodi-sing is clear anodising. The process usuallyconsists of four stages: pre-treatment, anodising,colouring (in applicable cases) and sealing. Afterthe required mechanical and chemical pre-treatment has been applied on the metal surface,
Anodising (outline diagram) Cross-sections of coloured anodisinglayers
Profiles are pre-treated in a bath of sodium hydroxidesolution.
Electrolyte(H2SO4 solution)
Anode(material being anodised)
Cathode(Pb or Al)
Electrolytic pigmenting with inorganicsalts
Colour bound with metal oxide atthe bottom of the anodising layer
Traditional colouring with organicpigments
Colour close to the layer surface
and the metal has been thoroughly cleaned, theelectrolytic process takes place. Direct current isconnected to the profile, which becomes theanode (therefore anodising), and an electrolyticcell is formed. The electrolyte usually consists ofdiluted sulphuric acid at room temperature. Theoxide layer, that is formed in this way, contains alarge number of pores with a diameter between120 and 330 A.U. The pores must be closed inorder to get a tight surface layer. This is done inthe sealing process, a bath in deionised water ata temperature of 95-100 degrees. Aluminiumoxide is then transformed into boehmite, thevolume of the coating increases and the poresare closed. The oxide layer which is formed inclear anodising is transparent. Clear anodisedprofiles are delivered with a mat surface as stan-
dard.

M-5
Sealing of the oxide layer in deionised water (95-100°C).
ColouringClear anodised, but not sealed aluminium iscoloured with organic or inorganic pigments. Aftercolouring the coating is sealed.
Hardoxal electrolytic colouringJust like in the simple colouring process, in thismethod colouring is a separate stage after anodi-sing. Under the influence of alternating currentthe pigment, which consists of tin salt, isdeposited at the bottom of the pores. The scaleof colours ranges from champagne to black. Thecolours, with symbols form Hx-10 to Hx-50, arevery durable.
Quality assuranceAluminium profiles are anodised, using the clearanodising or Hardoxal anodising method, inaccordance with ISO 7599. The standard definesthe sealing process, the resistance to wear,corrosion, and light, as well as the durability oflustre. The standard also specifies therequirements for control and the testing methodsto be used.
Maintenance and cleaningThe anodised layer provides a very goodcorrosion resistance in most environments. Theproduct shall be cleaned regularly in order to pre-serve its attractive appearance. Clean productsensure an attractive appearance, longer durabil-ity and better performance. Do not use alkalinesubstances! Both aluminium profiles and glassare sensitive to alkaline substances and shouldnever be subjected to the influence of suchsubstances. If anodised or painted aluminiumprofiles and/or glass get in contact with forexample cement water or finishing mortar, it isimportant to wash it away with fresh water,sponge or cloth.
Do not use detergents with polishing additives ordo not scrub with for example scotch-brite!There is a risk of mechanical damage if you do so.The products are best cleaned with fresh waterand sponge, however, neutral detergents may beused.

M-6
Colour samplesThe colours presented in “Anodising – colour
palette” do not fully correspond with the reality.
Therefore, always ask for samples of the colours
that are to be used in the given project.
Colour paletteanodising
Clear anodising Na-20 micron
Hardoxal Bronze scale:Champagne Hx-10
Hardoxal Bronze scale:Light amber Hx-20

M-7
Hardoxal Bronze scale:Amber Hx-30
Hardoxal Bronze scale:Dark amber Hx-40
Hardoxal Bronze scaleBlack Hx-50
Gold GD-30-U

M-8
Painting
Painting offers an unlimited selection of colours
with very good colour compliance. Powder
coating is without doubt the dominating painting
method today. Powder coating is based on poly-
ester powder with layer thickness of approx. 60
micron, while the layer thickness in wet painting
is 25 micron. In principle, there are no limitations
as regards the colours. The RAL and NCS scales
offer a large number of colours.
Pre-treatmentIn order to obtain the right quality of the painted
surface it is important that the pre-treatment and
application of paint, as well as the subsequent
curing are done correctly. If the maximum adhe-
sion and durability are to be obtained, the pre-
treatment process is of decisive importance. The
process normally consists of degreasing and
etching of the surface, followed by a chemical
treatment (chromating). At the last stage of the
pre-treatment process the profiles are rinsed in
deionised water. The pre-treatment process is the
same for both powder coating and wet painting.
All painting methods require a very careful pre-
treatment.
The profiles used in Sapa Architectural
Systems go through a nine stage pre-
treatment process before painting.
1. Alkaline bath
2. Rinsing
3. Etching
4. Rinsing
5. Deoxidation
6. Rinsing
7. Chromating (chrome-free treatment is
available as an alternative)
8. Rinsing
9. Drying
PaintingAfter pre-treatment the profiles are covered with
polyester powder. The polyester powder is
applied on the profiles by electrostatic or friction
charging method, and then the powder is cured in
an oven at 180°C. The powder is applied and
cured without any solvents. The ventilating air
from the powder coating process is cleaned in
efficient cleaning plants. The powder that
“misses” the profiles is collected in a recycling
system and fed back to the spray gun.

M-9
Painting – colour paletteSapa works with all types of paints that are
required by the customers. Apart from the more
traditional powder paint, there are other types
available, including textured paint, metallic paints,
and transparent varnishes. Polyester powder is
used for powder coating, and alkyd paints are the
usual solution used for wet process. In practice,
there are no limitations for painting as regards
the colours. We can offer colours included in the
NCS and RAL scales.
Maintenance and cleaningDo not use detergents with polishing additives or
do not scrub with for example scotch-brite! There
is a risk of mechanical damage if you do so.
The products are best cleaned with fresh water
and sponge, however, neutral detergents may be
used.
See page K-16.
Colour palette painting

M-10
Decoral is a new surface finishing method for alu-
minium profiles, used as a complementary
method to anodising and painting. Decoral offers
entirely new possibilities to give a decorative
appearance to aluminium profiles, for example.
Decoral is based on powder coating with a layer
thickness of 100 micron, which is complemented
with the desired pattern. Sapa has the production
right for the Decoral process in Sweden. Decoral
is a well tested method, which has been
successfully used in Italy and Germany since
1996. Painting process: see page M-8.
Decorative effectThe decorative effect on the powder coated prof-
ile is obtained by applying a pattern on the
painted profile. The pattern, which consists of
pigments, is first applied on a film. In the Decoral
process the pattern (pigment) is transferred from
the film into the powder paint layer as deep as to
the aluminium profile. In this way the pattern is
not only applied on the surface, but goes deep
into the coating.
Decoral paletteDecoral offers a number of different patterns/
colours, such as granite, stone, and marble, as
well as different kind of wood, such as pinewood,
oak, beech, and teak, in addition to Decoral
fantasy. All colours are resistant to UV radiation
and fully comparable with powder coating. The
lustre value for wood patterns is about 24, and for
marble about 95.
Maintenance and cleaningDo not use detergents with polishing additives or
do not scrub with for example scotch-brite! There
is a risk of mechanical damage if you do so. The
products are best cleaned with fresh water and
Decoral
sponge, however, neutral detergents may be
used. See page K-16.
Decoral pattern samplesThe patterns presented in “Decoral standard
patterns” do not fully correspond with reality.
Therefore, always ask for samples of the patterns
that are to be used in the given project.

M-11
Beech
Standard patterns Decoral
Alder root
Mature pinewood
Birch
Light oak
Dark oak
Red beech Walnut