Embed Size (px)
Citation preview
Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎
Contents lists available at SciVerse ScienceDirect
Journal of Network and Computer Applications
1084-80http://d
n CorrE-m
Pleasbase
journal homepage: www.elsevier.com/locate/jnca
A new approach for predicting and collaborative evaluating the cutting forcein face milling based on gene expression programming
Yang Yang, Xinyu Li, Liang Gao n, Xinyu ShaoThe State Key Laboratory of Digital Manufacturing Equipment and Technology, School of Mechanical Science and Engineering, Huazhong University of Science & Technology,430074 Wuhan, PR China
a r t i c l e i n f o
Article history:Received 15 August 2012Received in revised form7 December 2012Accepted 5 February 2013
Keywords:Cutting force modelingGene expression programmingFace millingCollaborative model evaluation
45/$ - see front matter & 2013 Elsevier Ltd. Ax.doi.org/10.1016/j.jnca.2013.02.004
esponding author. Tel.: þ86 27 87559419; faxail address: [email protected] (L. Gao
e cite this article as: Yang Y, et al. Ad on gene expression.... Journal of Ne
a b s t r a c t
Cutting force is one of the fundamental elements that can provide valuable insight in the investigation ofcutter breakage, tool wear, machine tool chatter, and surface finish in face milling. Analyzing therelationship between process factors and cutting force is helpful to set the process parameters of thefuture cutting operation and further improve production quality and efficiency. Since cutting force isimpacted by the inherent uncertainties in the machining process, how to predict the cutting forcepresents a significant challenge. In the meantime, face milling is a complex process involving multipleexperts with different domain knowledge, collaborative evaluation of the cutting force model should beconducted to effectively evaluate the constructed predictive model. Gene Expression Programming (GEP)combines the advantages of the Genetic Algorithm (GA) and Genetic Programming (GP), and has beensuccessfully applied in function mining and formula finding. In this paper, a new approach to predict theface milling cutting force based on GEP is proposed. At the basis of defining a GEP environment for thecutting force prediction, an explicit predictive model has been constructed. To verify the effectiveness ofthe proposed approach, a case study has been conducted. The comparisons between the proposedapproach and some previous works show that the constructed model fits very well with theexperimental data and can predict the cutting force with a high accuracy. Moreover, in order to betterapply the constructed predictive models in actual face milling process, a collaborative model evaluationmethod is proposed to provide a distributed environment for geographical distributed experts toevaluate the constructed predictive model collaboratively, and four kinds of collaboration mode arediscussed.
& 2013 Elsevier Ltd. All rights reserved.
1. Introduction
The face milling process is one of the most widely used andefficient means of machining materials with relative high metalremoval rates, which is frequently adopted in machining large, flatsurfaces in a very fast and precise way. Cutting force is theacknowledged factor that affects the milling operation perfor-mance heavily, and the cutting force information is useful forseveral tasks (such as tool design and trajectory optimization, toolcondition monitoring, and machinability testing). The primaryobjective of the cutting force predicting is to develop a predictivesystem for milling processes in order to facilitate effective plan-ning of the machining operations to achieve optimum productiv-ity, quality and cost (van Luttervelt et al., 1998). Therefore, cuttingforce predicting has become a crucial activity aimed at enhancingprocess performance. Since cutting force is impacted by the
ll rights reserved.
: þ86 27 87559419.).
new approach for predictitwork and Computer Appli
inherent uncertainties in the machining process, how to predictthe cutting force presents a significant challenge. The millingforces are predicted from the workpiece material properties, cutterparameters, tooth geometry, cutting conditions and types ofmilling. There is an increasing demand for an analytical modelthat can be applied to the prediction and simulation of cuttingforce in face milling (Stephenson and Agapiou, 1997).
Face milling is a complex process involving multiple expertswith different domain knowledge. To effectively evaluate theconstructed cutting force predictive models, these geographicaldistributed experts should work collaboratively. Rodriguez-Campos (2005) defines collaborative evaluation as “an evaluationin which there is a significant degree of collaboration betweenevaluators and stakeholders in the evaluation process”. The authorpointed out that the collaboration must be mutually beneficial forall those involved in order to achieve a shared vision.
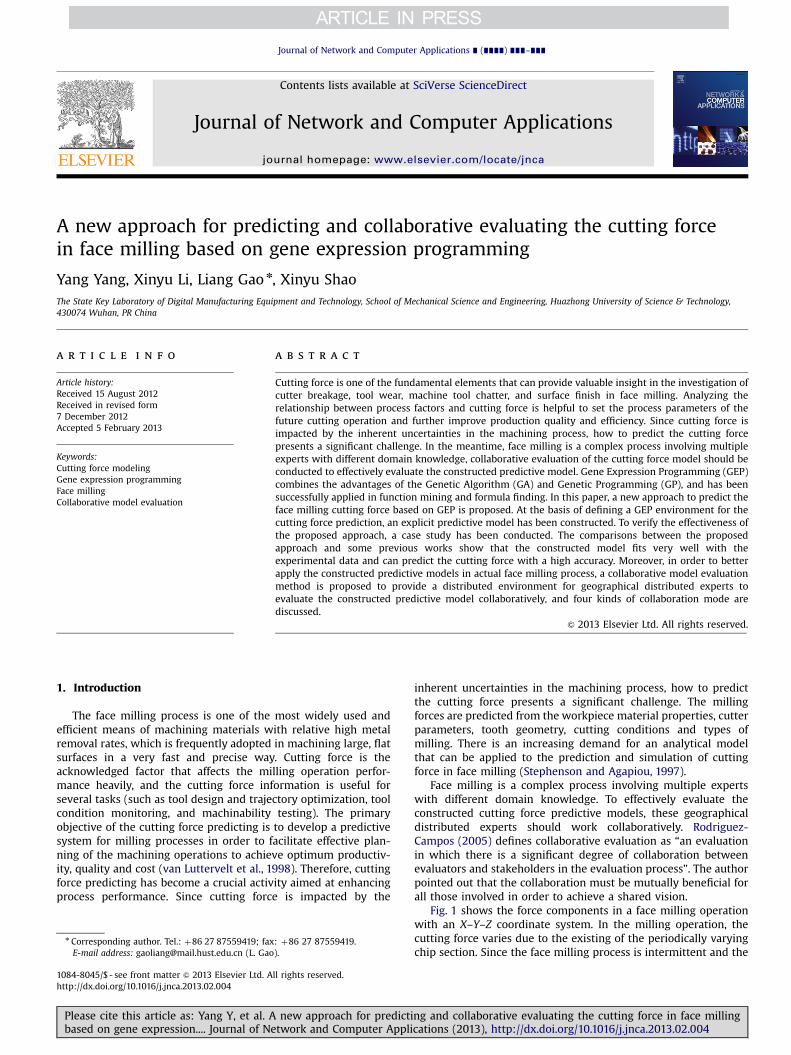
Fig. 1 shows the force components in a face milling operationwith an X–Y–Z coordinate system. In the milling operation, thecutting force varies due to the existing of the periodically varyingchip section. Since the face milling process is intermittent and the
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
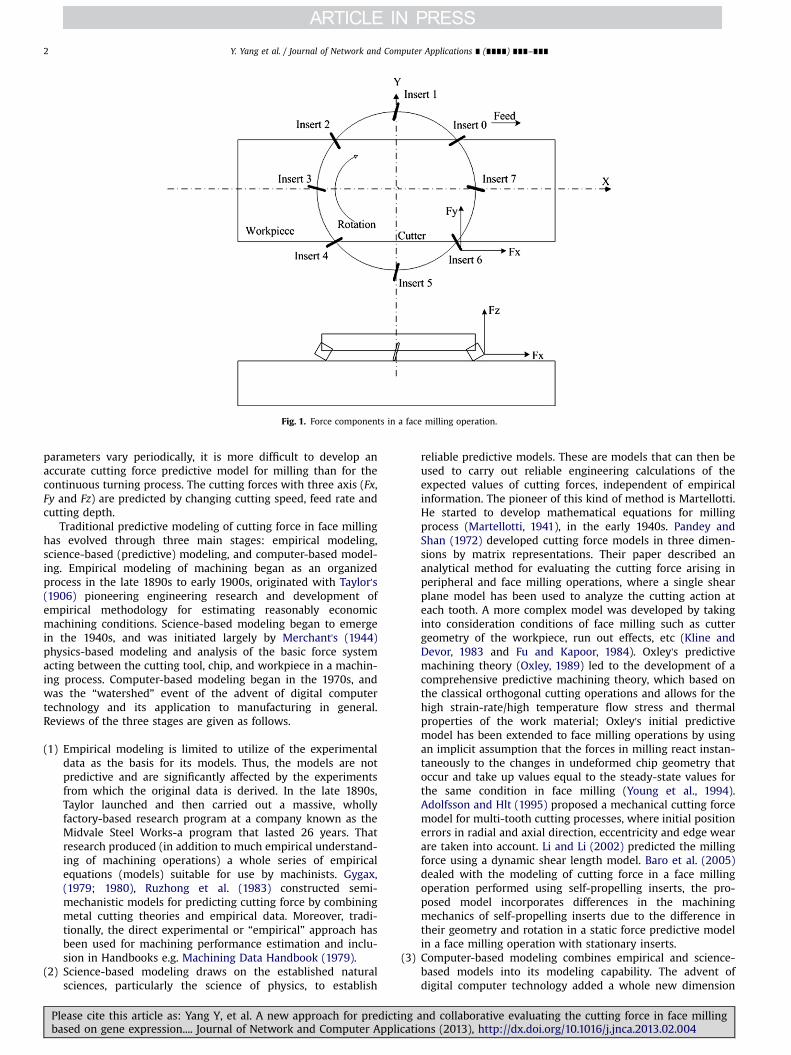
Fig. 1. Force components in a face milling operation.
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎2
parameters vary periodically, it is more difficult to develop anaccurate cutting force predictive model for milling than for thecontinuous turning process. The cutting forces with three axis (Fx,Fy and Fz) are predicted by changing cutting speed, feed rate andcutting depth.
Traditional predictive modeling of cutting force in face millinghas evolved through three main stages: empirical modeling,science-based (predictive) modeling, and computer-based model-ing. Empirical modeling of machining began as an organizedprocess in the late 1890s to early 1900s, originated with Taylor's(1906) pioneering engineering research and development ofempirical methodology for estimating reasonably economicmachining conditions. Science-based modeling began to emergein the 1940s, and was initiated largely by Merchant's (1944)physics-based modeling and analysis of the basic force systemacting between the cutting tool, chip, and workpiece in a machin-ing process. Computer-based modeling began in the 1970s, andwas the “watershed” event of the advent of digital computertechnology and its application to manufacturing in general.Reviews of the three stages are given as follows.
(1)
Plba
Empirical modeling is limited to utilize of the experimentaldata as the basis for its models. Thus, the models are notpredictive and are significantly affected by the experimentsfrom which the original data is derived. In the late 1890s,Taylor launched and then carried out a massive, whollyfactory-based research program at a company known as theMidvale Steel Works-a program that lasted 26 years. Thatresearch produced (in addition to much empirical understand-ing of machining operations) a whole series of empiricalequations (models) suitable for use by machinists. Gygax,(1979; 1980), Ruzhong et al. (1983) constructed semi-mechanistic models for predicting cutting force by combiningmetal cutting theories and empirical data. Moreover, tradi-tionally, the direct experimental or “empirical” approach hasbeen used for machining performance estimation and inclu-sion in Handbooks e.g. Machining Data Handbook (1979).
(2)
Science-based modeling draws on the established naturalsciences, particularly the science of physics, to establishease cite this article as: Yang Y, et al. A new approach for predicting ased on gene expression.... Journal of Network and Computer Applicati
reliable predictive models. These are models that can then beused to carry out reliable engineering calculations of theexpected values of cutting forces, independent of empiricalinformation. The pioneer of this kind of method is Martellotti.He started to develop mathematical equations for millingprocess (Martellotti, 1941), in the early 1940s. Pandey andShan (1972) developed cutting force models in three dimen-sions by matrix representations. Their paper described ananalytical method for evaluating the cutting force arising inperipheral and face milling operations, where a single shearplane model has been used to analyze the cutting action ateach tooth. A more complex model was developed by takinginto consideration conditions of face milling such as cuttergeometry of the workpiece, run out effects, etc (Kline andDevor, 1983 and Fu and Kapoor, 1984). Oxley's predictivemachining theory (Oxley, 1989) led to the development of acomprehensive predictive machining theory, which based onthe classical orthogonal cutting operations and allows for thehigh strain-rate/high temperature flow stress and thermalproperties of the work material; Oxley's initial predictivemodel has been extended to face milling operations by usingan implicit assumption that the forces in milling react instan-taneously to the changes in undeformed chip geometry thatoccur and take up values equal to the steady-state values forthe same condition in face milling (Young et al., 1994).Adolfsson and Hlt (1995) proposed a mechanical cutting forcemodel for multi-tooth cutting processes, where initial positionerrors in radial and axial direction, eccentricity and edge wearare taken into account. Li and Li (2002) predicted the millingforce using a dynamic shear length model. Baro et al. (2005)dealed with the modeling of cutting force in a face millingoperation performed using self-propelling inserts, the pro-posed model incorporates differences in the machiningmechanics of self-propelling inserts due to the difference intheir geometry and rotation in a static force predictive modelin a face milling operation with stationary inserts.
(3)
Computer-based modeling combines empirical and science-based models into its modeling capability. The advent ofdigital computer technology added a whole new dimensionnd collaborative evaluating the cutting force in face millingons (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 3
Plba
to the modeling of machining operations in the 1950s. Theapplication of this technology to digital control of machinetools in the 1960s gave the first strong hint of its potential tomake radical changes in machining. Armarego et al. (1995)incorporated several tool and cutter geometric variables aswell as tooth runout to develop a software module to predictaverage and fluctuating force components in face millingoperation. Zheng et al. (1999) developed a new approach totheoretical modeling and simulation of cutting force in facemilling with cutter runout, based on a predictive machiningtheory and simulation. Li et al. (1999) developed a theoreticalmodel using a Windows-based theoretical milling force simu-lation system for forces in milling based on a predictivemachining theory and the mechanics of milling; moreover,an approach to theoretical modeling and simulation of facemilling forces based on a predictive machining theory isproposed (Li et al., 2000).
Fig. 2. Flow chart of GEP.
All the three stages co-exist and influence each other and eachstage has its own advantages and disadvantages. Empirical mod-eling is concise and practical, at the mean time is expensive andtime consuming due to the use of a large number of experimentaldata as the basis for its models. Science-based modeling is the truesense of predictive method, which is independent of empiricaldata. However, the lack of relationship with experimental data letsdown the accuracy and the complex machining theory is notconducive to real-time implementation of this method. Computer-based modeling combines empirical and science-based modelsand obtains a good compromise between the above two methods.But, the models are invisible, which is not conducive to optimizethe machining process and analyze the machining mechanism.
Currently, the rise of artificial intelligence (AI) provides a newway for the modeling of cutting force. AI-based methods haveemerged as a preferred trend and been adopted to develop modelsfor near optimal conditions, because of its fault-tolerant, approxi-mated, uncertain and meta-heuristic. For instance, Hao et al.(2006) adopted ANN to predict cutting force for self-propelledrotary tool; Aykut et al. (2007) used ANN to model cutting force asfunction of cutting parameters for face milling. Although ANN-based methods can achieve a highly accurate model of cuttingforce, its performance is limited by implicit models and unknowninner laws. The predictive results are “black box” without reveal-ing the intrinsic link of each variable. Gene Expression Program-ming (GEP) is suitable to model complex physical phenomenonwith explicit expression, which provides a promising way topredict cutting force in face milling. GEP does not require aprecise formulation of physical relationships, however, it can findthe precise expression for cutting force. In this study, a GEPenvironment for the problem is defined, and the explicit predictivemodel of cutting force is constructed. Then a case study isconducted to verify the feasibility and performance of the pro-posed approach.
Several researches have been done on collaborative evaluation.Nineteen laboratories participated in a collaborative study toevaluate the performance of validation samples consisting ofpowdered infant formula and cereal-based weaning food artifi-cially contaminated with low levels of Salmonella anatum. TheStandard method BS EN ISO 6579:2002 was to be followed for thetrial (Leuschner et al., 2004). A total of 15 laboratories drawn fromDG SANCO's Committee of Experts on Methods of Analysis ofFeedingstuffs (CEMA) group representing government agenciesand private industry in the EU participated in evaluating theperformance of a multi-antibiotic enzyme-linked immunosorbentassay for screening five banned antimicrobial growth promoters inanimal feedingstuffs (Situ et al., 2006). Markey et al. (2010)reported the findings from an international collaborative study
ease cite this article as: Yang Y, et al. A new approach for predictised on gene expression.... Journal of Network and Computer Appli
to assess the accuracy, robustness and reproducibility of this mPCRmethod to differentiate BCG sub-strains. The method was found tofulfill these criteria successfully and was able to distinguish BCGsub-strains in vaccine preparations. Wood et al. (2012) presented acollaborative study to evaluate a candidate WHO InternationalStandard about reproducibility of serology assays for pandemicinfluenza H1N1. The applications of collaborative evaluation aremainly in food and health. At the same time, collaborativemodeling increasingly attracts much attention (Duque et al.,2011; Rodríguez-Covili et al., 2011; Gallardo et al., 2012; Sunet al., 2012; Zhu et al., 2006; Huh and Kim, 2004). However, theidea of collaborative evaluation has not been introduced into themachining areas yet. Previous studies provide foundations forcollaborative evaluation for cutting force predictive models. Inthis paper, a collaborative model evaluation method is proposed toimplement the multi-view evaluation for the constructed cuttingforce predictive models. This collaborative model evaluationmethod is motivated by collaborative data mining, which is anew emerging methodology that groups with different expertisewho are geographical distributed should be able to collaborativeon a certain problem (Blockeel and Moyle, 2002; Lee and Irizarry,2001).
The reminder of this paper is organized as follows: Section 2presents the proposed approach for cutting force prediction. Theproposed collaborative model evaluation is illustrated in Section 3.A case study is given in Section 4. In Section 5, a generalconclusion is drawn and future works are discussed.
2. The proposed approach of GEP based cutter force prediction
2.1. Basic framework of GEP
GEP proposed by Candida Ferreira in 2001 (Ferreira, 2001) is ameans of developing functions through the evolutionary processof natural selection. GEP combines the advantages of GeneticAlgorithm (GA) and Genetic Programming (GP). It is a genotype/phenotype genetic algorithm that evolves computer programs
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎4
with different sizes and shapes encoded in linear chromosomes offixed length. The chromosomes are composed of multiple genes,each gene encoding a smaller subprogram. The structural andfunctional organization of the linear chromosomes allows theunconstrained operation of important genetic operators such asselection, mutation, transposition, and recombination. The conceptof linear chromosomes and the ETs enables GEP to considerablysolve more complex technological and scientific problems. Theseparation of genotype and phenotype ensures the flexibility andsearch capability of GEP. Moreover, the multi-genetic organizationof GEP chromosomes makes GEP a truly hierarchical discoverytechnique. GEP surpasses the old GP system in 100–10,000 times(Ferreira, 2001, 2002), and has been successfully applied in a largevariety of problems: including symbolic regression, time seriesprediction, classification, optimization, etc.
The flow chart of GEP is given in the following Fig. 2:The GEP used here includes the following major steps:
Please citbased on
Step 1:
Set parameters. Step 2: Initialize population. Generate a random generationof the chromosomes of the initial population.
Step 3: Express chromosomes. Map the chromosomes to ETs. Step 4: Execute each program. Translate the ETs to solutionsof the problem.
Step 5: Evaluate fitness. Assign each individual a fitness valueaccording to how well it solves the problem.
Step 6: Determine whether the termination condition hasbeen met. If so, go to step8, if not, go to step7.
Step 7: Evolve population. Create a new population ofindividuals using genetic operations. Go to step8.
Step 8: Display the optimal chromosome and the optimalfitness value.
Seen from the above flow chart, the core step of GEP toconstruct new solutions is creating a new population of indivi-duals. Genetic operations are adopted to update the population:
(a)
Selection operation. Individuals were selected according tofitness by roulette wheel coupled with the cloning of the bestindividual.(b)
Mutation operation. Mutation is the act of changing elementsof genes with certain probability pm. In mutation operation,the selected element of gene in a chromosome is subjected toconversion from its current symbol to a new different feasiblesymbol.(c)
Transposition operations. Transposition refers to transposingpart of the current chromosome to another position in thesame chromosome. Insert Sequence transposition (IS transpo-sition), Root Insert Sequence transposition (RIS transposition)and gene transposition are all used in this method.(d)
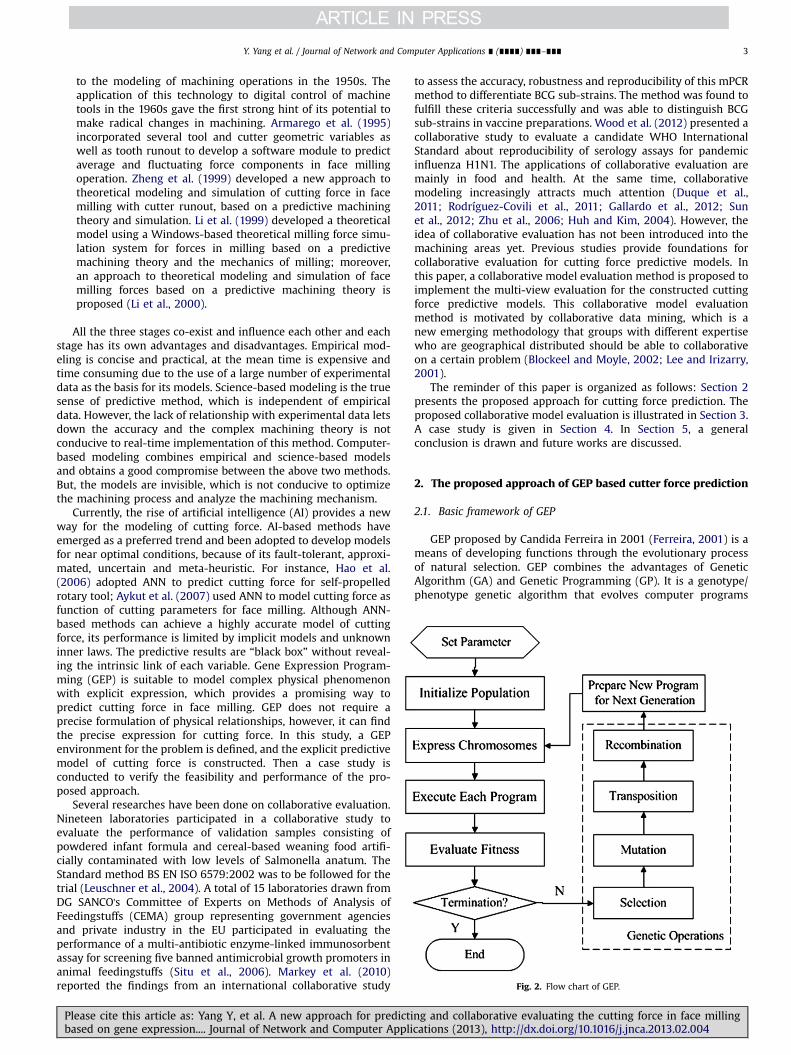
Recombination operations. Different from transposition opera-tions that aim at introducing diversity to the current singlechromosome, recombination involves two chromosomes. One-point recombination, two-point recombination and generecombination are used here.Fig. 3. ET for expression (1) by depth-first.
2.2. Outputs, inputs and constants creation
GEP is implemented to express the relationship of outputs andinputs. In the problem of cutting force predicting, the outputs areForce in X-direction (Fx), Force in Y-direction (Fy), Force inZ-direction (Fz), and the inputs are Inclination angle (In), Cuttingspeed (Cu), Feed (Fe) and depth of cut (De).
e this article as: Yang Y, et al. A new approach for predictigene expression.... Journal of Network and Computer Appli
Mathematical expressions are adopted to express the relation-ship of outputs and inputs. Mathematical expressions consist ofthe symbols from Function set and Terminal set. Function setcontains arithmetic operators of “þ , −, n, /”. Random numericalconstants are very important for real-world applications wherecomplex realities are modeled. In this paper, the constant termand constant coefficients are generated by the constants in theTerminal set. Tests examining the performance of the randomlygenerated constants combinations are conducted and constantscombination of “2.68327, 7.13018, 8.13018” receives good perfor-mance during the tests. Thus, the Terminal set consists of “In, Cu,Fe, De, 2.68327, 7.13018, 8.13018”.
2.3. Decoding and chromosome structure
In GEP, each mathematical expression corresponds a uniquechromosome. The chromosome consists of liner, symbolic stringsof fixed length genes. The structural organization of the genes isbetter understood in terms of open reading frames (ORFs).
0 1 2 3 4 5 6 7 8
þ n þ In Cu n Fe De 2:68327 ð1Þ
Expression (1) is an ORF, also named K-expression. The ETgiven in Fig. 3 is formed mapping from the K-expression bydepth-first.
The math expression for (1) is ðInþCuÞnFenDeþ2:68327. It canbe seen that the depth-first decoding maintains the consistencyof ET and K-expression. For instance, genetic fragments þ InCuand nFeDe in expression (1) keep their order in the math expres-sion as InþCu and FenDe. Depth-first decoding enjoys the naturalcontiguousness of substructure components in its genotype repre-sentation. The genotype-phenotype mapping mechanism guaran-tees that the levels of functional complexity in the phenotype arealso directly reflected in the genotype. A structure friendlygenotype is provided to assure the direct linkage between thesubstructure pieces corresponding to the sub-trees in thephenotype.
GEP chromosomes used here are composed of more than onegene of equal length. For each problem, the number of genes andthe link function between genes are set respectively. Each genecodes for a sub-ET and the link function make the sub-ETs interactwith each other forming a more complex multi-subunit ET.
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
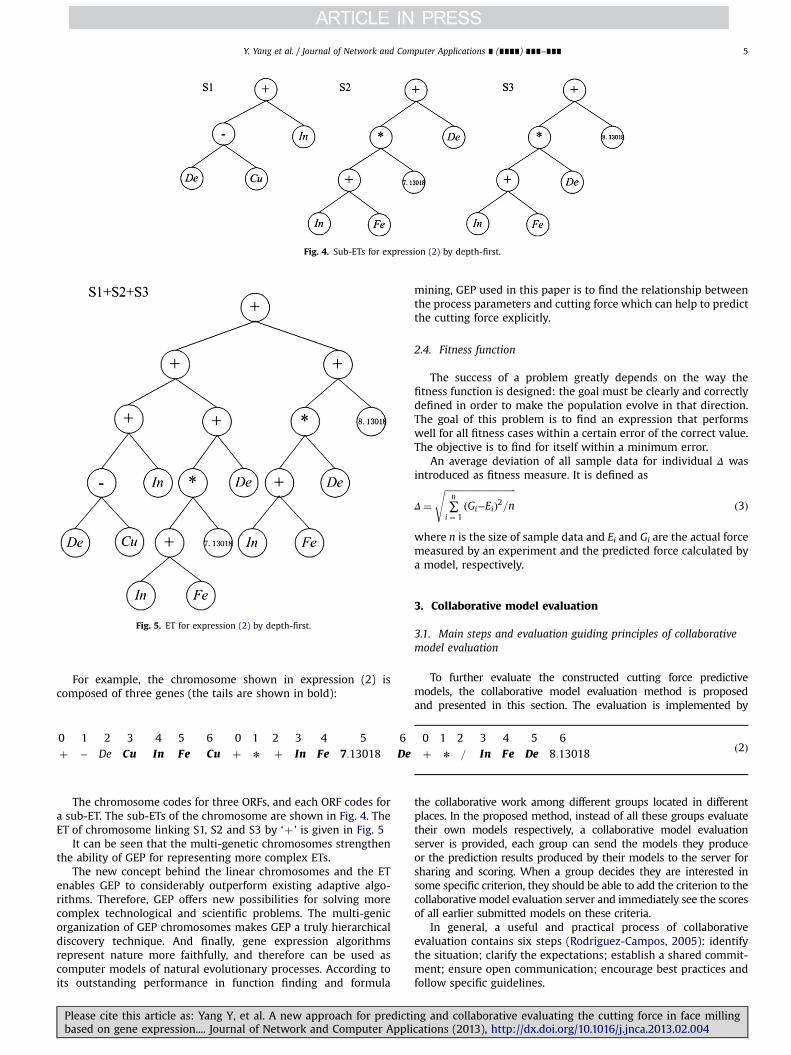
Fig. 4. Sub-ETs for expression (2) by depth-first.
Fig. 5. ET for expression (2) by depth-first.
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 5
For example, the chromosome shown in expression (2) iscomposed of three genes (the tails are shown in bold):
0 1 2 3 4 5 6 0 1 2 3 4 5 6 0 1 2 3 4 5 6þ − De Cu In Fe Cu þ n þ In Fe 7:13018 De þ n = In Fe De 8:13018 ð2Þ
The chromosome codes for three ORFs, and each ORF codes fora sub-ET. The sub-ETs of the chromosome are shown in Fig. 4. TheET of chromosome linking S1, S2 and S3 by ‘þ ’ is given in Fig. 5
It can be seen that the multi-genetic chromosomes strengthenthe ability of GEP for representing more complex ETs.
The new concept behind the linear chromosomes and the ETenables GEP to considerably outperform existing adaptive algo-rithms. Therefore, GEP offers new possibilities for solving morecomplex technological and scientific problems. The multi-genicorganization of GEP chromosomes makes GEP a truly hierarchicaldiscovery technique. And finally, gene expression algorithmsrepresent nature more faithfully, and therefore can be used ascomputer models of natural evolutionary processes. According toits outstanding performance in function finding and formula
Please cite this article as: Yang Y, et al. A new approach for predictibased on gene expression.... Journal of Network and Computer Appli
mining, GEP used in this paper is to find the relationship betweenthe process parameters and cutting force which can help to predictthe cutting force explicitly.
2.4. Fitness function
The success of a problem greatly depends on the way thefitness function is designed: the goal must be clearly and correctlydefined in order to make the population evolve in that direction.The goal of this problem is to find an expression that performswell for all fitness cases within a certain error of the correct value.The objective is to find for itself within a minimum error.
An average deviation of all sample data for individual Δ wasintroduced as fitness measure. It is defined as
Δ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi∑n
i ¼ 1ðGi−EiÞ2=n
sð3Þ
where n is the size of sample data and Ei and Gi are the actual forcemeasured by an experiment and the predicted force calculated bya model, respectively.
3. Collaborative model evaluation
3.1. Main steps and evaluation guiding principles of collaborativemodel evaluation
To further evaluate the constructed cutting force predictivemodels, the collaborative model evaluation method is proposedand presented in this section. The evaluation is implemented by
the collaborative work among different groups located in differentplaces. In the proposed method, instead of all these groups evaluatetheir own models respectively, a collaborative model evaluationserver is provided, each group can send the models they produceor the prediction results produced by their models to the server forsharing and scoring. When a group decides they are interested insome specific criterion, they should be able to add the criterion to thecollaborative model evaluation server and immediately see the scoresof all earlier submitted models on these criteria.
In general, a useful and practical process of collaborativeevaluation contains six steps (Rodriguez-Campos, 2005): identifythe situation; clarify the expectations; establish a shared commit-ment; ensure open communication; encourage best practices andfollow specific guidelines.
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎6
Guidelines are the principles that direct the design, use, andassessment of the collaborative evaluation. The detailed guidelinesare given as follows.
(1)
Plba
Systematic inquiry: Systematic, data-based inquiries are con-ducted. Cutting force modeling is based on the data of practicalexperiments. Designing scientific and systematic experimentsis very important.
(2)
Competence: Competent performance should be provided tostakeholders. Evaluators should possess the abilities, skills andexperience appropriate to undertake the tasks proposed in theevaluation of the cutting force model.(3)
Integrity/honesty: Evaluators should negotiate honestly withclients and relevant stakeholders concerning the machiningcosts, machining time, machining quality, limitations of meth-odology, and scope of results likely to be obtained.(4)
Respect for people: The security, dignity and self-worth ofrespondents, clients, and other evaluation stakeholders shouldbe respected. If possible, social equity should be fostered inevaluation, so that those who give to the evaluation maybenefit in return.(5)
Responsibilities for general and public welfare: The diversity ofgeneral and public interests and values that may be related tothe evaluation should be taken into account in the evaluation.From a macro point of view, the cutting force model has a hugeimpact on engineering and manufacturing. The public interestand good should be considered.The principles proposed here are not independent, but overlapin many ways. Conversely, sometimes these principles will con-flict, so that evaluators will have to choose among them. At suchtimes evaluators must use their own values and knowledge of thesetting to determine the appropriate response.
3.2. Different collaborative modes for cutting force predicting model
In this paper, cutting force predicting groups (“clients”) shouldsend prediction results to a “prediction valuation server”, which is
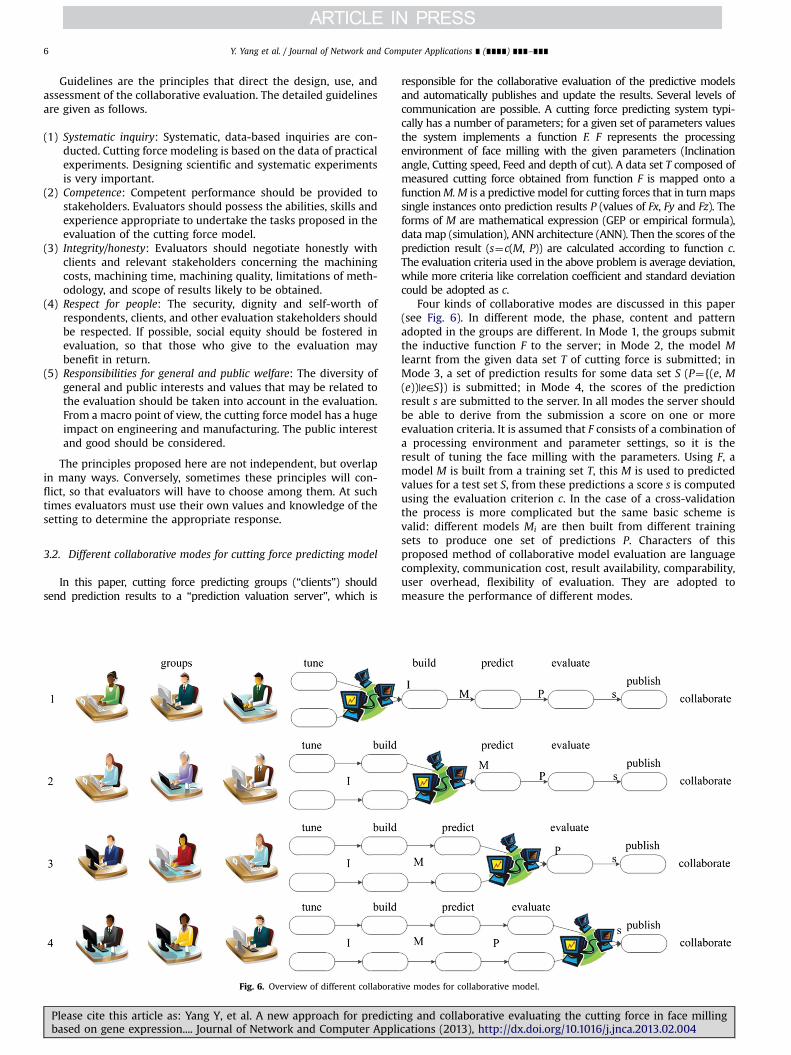
Fig. 6. Overview of different collaborat
ease cite this article as: Yang Y, et al. A new approach for predictised on gene expression.... Journal of Network and Computer Appli
responsible for the collaborative evaluation of the predictive modelsand automatically publishes and update the results. Several levels ofcommunication are possible. A cutting force predicting system typi-cally has a number of parameters; for a given set of parameters valuesthe system implements a function F. F represents the processingenvironment of face milling with the given parameters (Inclinationangle, Cutting speed, Feed and depth of cut). A data set T composed ofmeasured cutting force obtained from function F is mapped onto afunctionM. M is a predictive model for cutting forces that in turnmapssingle instances onto prediction results P (values of Fx, Fy and Fz). Theforms of M are mathematical expression (GEP or empirical formula),data map (simulation), ANN architecture (ANN). Then the scores of theprediction result (s¼c(M, P)) are calculated according to function c.The evaluation criteria used in the above problem is average deviation,while more criteria like correlation coefficient and standard deviationcould be adopted as c.
Four kinds of collaborative modes are discussed in this paper(see Fig. 6). In different mode, the phase, content and patternadopted in the groups are different. In Mode 1, the groups submitthe inductive function F to the server; in Mode 2, the model Mlearnt from the given data set T of cutting force is submitted; inMode 3, a set of prediction results for some data set S (P¼{(e, M(e))|e∈S}) is submitted; in Mode 4, the scores of the predictionresult s are submitted to the server. In all modes the server shouldbe able to derive from the submission a score on one or moreevaluation criteria. It is assumed that F consists of a combination ofa processing environment and parameter settings, so it is theresult of tuning the face milling with the parameters. Using F, amodel M is built from a training set T, this M is used to predictedvalues for a test set S, from these predictions a score s is computedusing the evaluation criterion c. In the case of a cross-validationthe process is more complicated but the same basic scheme isvalid: different models Mi are then built from different trainingsets to produce one set of predictions P. Characters of thisproposed method of collaborative model evaluation are languagecomplexity, communication cost, result availability, comparability,user overhead, flexibility of evaluation. They are adopted tomeasure the performance of different modes.
ive modes for collaborative model.
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 7
4. Case study
4.1. Description of the experimental set-up
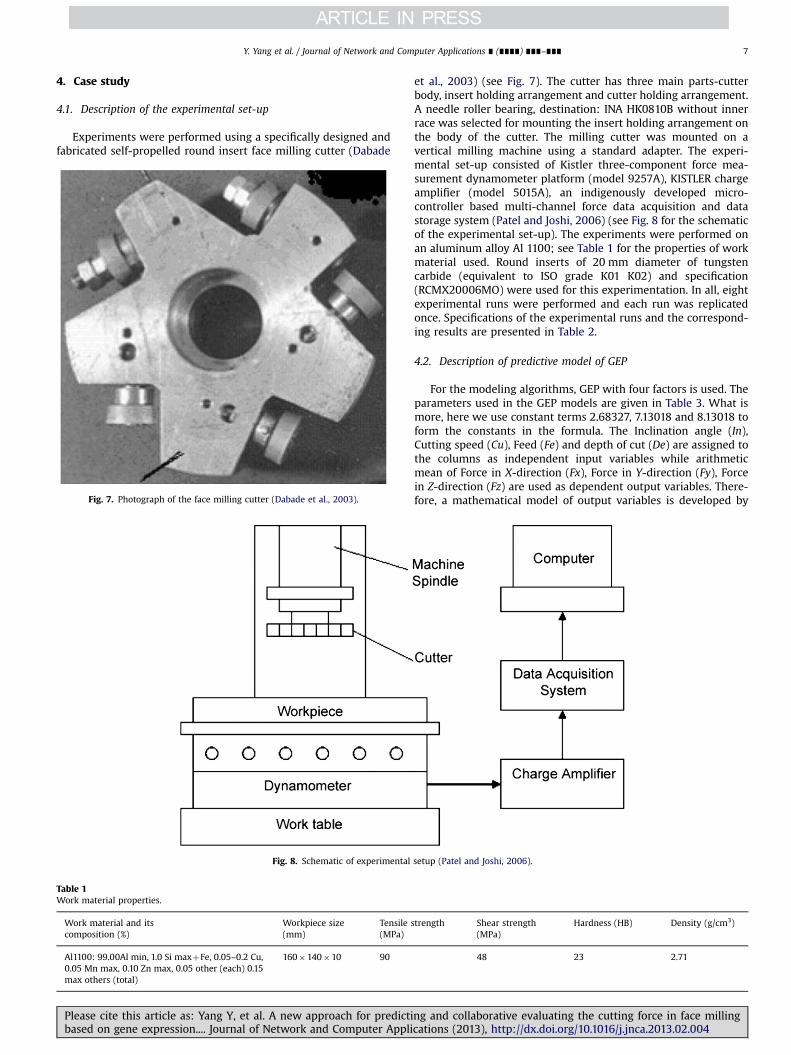
Experiments were performed using a specifically designed andfabricated self-propelled round insert face milling cutter (Dabade
Fig. 8. Schematic of experimental
Table 1Work material properties.
Work material and itscomposition (%)
Workpiece size(mm)
Tensile s(MPa)
Al1100: 99.00Al min, 1.0 Si maxþFe, 0.05–0.2 Cu,0.05 Mn max, 0.10 Zn max, 0.05 other (each) 0.15max others (total)
160�140�10 90
Fig. 7. Photograph of the face milling cutter (Dabade et al., 2003).
Please cite this article as: Yang Y, et al. A new approach for predictibased on gene expression.... Journal of Network and Computer Appli
et al., 2003) (see Fig. 7). The cutter has three main parts-cutterbody, insert holding arrangement and cutter holding arrangement.A needle roller bearing, destination: INA HK0810B without innerrace was selected for mounting the insert holding arrangement onthe body of the cutter. The milling cutter was mounted on avertical milling machine using a standard adapter. The experi-mental set-up consisted of Kistler three-component force mea-surement dynamometer platform (model 9257A), KISTLER chargeamplifier (model 5015A), an indigenously developed micro-controller based multi-channel force data acquisition and datastorage system (Patel and Joshi, 2006) (see Fig. 8 for the schematicof the experimental set-up). The experiments were performed onan aluminum alloy Al 1100; see Table 1 for the properties of workmaterial used. Round inserts of 20 mm diameter of tungstencarbide (equivalent to ISO grade K01 K02) and specification(RCMX20006MO) were used for this experimentation. In all, eightexperimental runs were performed and each run was replicatedonce. Specifications of the experimental runs and the correspond-ing results are presented in Table 2.
4.2. Description of predictive model of GEP
For the modeling algorithms, GEP with four factors is used. Theparameters used in the GEP models are given in Table 3. What ismore, here we use constant terms 2.68327, 7.13018 and 8.13018 toform the constants in the formula. The Inclination angle (In),Cutting speed (Cu), Feed (Fe) and depth of cut (De) are assigned tothe columns as independent input variables while arithmeticmean of Force in X-direction (Fx), Force in Y-direction (Fy), Forcein Z-direction (Fz) are used as dependent output variables. There-fore, a mathematical model of output variables is developed by
setup (Patel and Joshi, 2006).
trength Shear strength(MPa)
Hardness (HB) Density (g/cm3)
48 23 2.71
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
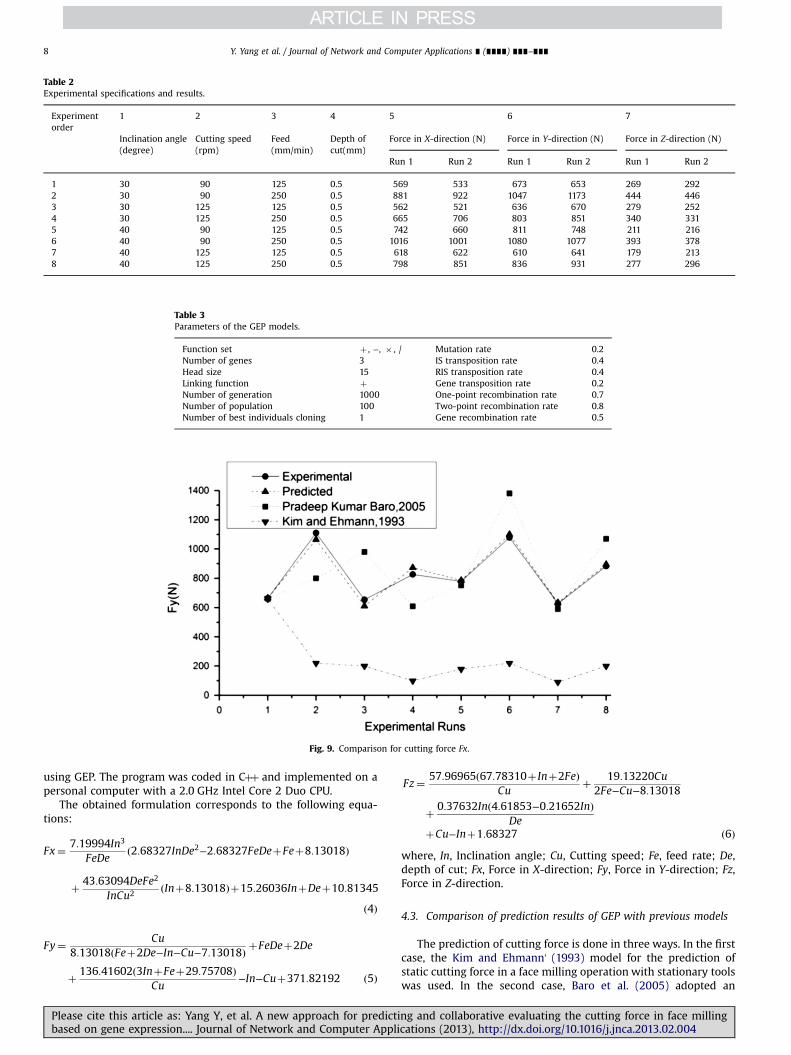
Table 3Parameters of the GEP models.
Function set þ , −, � , / Mutation rate 0.2Number of genes 3 IS transposition rate 0.4Head size 15 RIS transposition rate 0.4Linking function þ Gene transposition rate 0.2Number of generation 1000 One-point recombination rate 0.7Number of population 100 Two-point recombination rate 0.8Number of best individuals cloning 1 Gene recombination rate 0.5
Fig. 9. Comparison for cutting force Fx.
Table 2Experimental specifications and results.
Experimentorder
1 2 3 4 5 6 7
Inclination angle(degree)
Cutting speed(rpm)
Feed(mm/min)
Depth ofcut(mm)
Force in X-direction (N) Force in Y-direction (N) Force in Z-direction (N)
Run 1 Run 2 Run 1 Run 2 Run 1 Run 2
1 30 90 125 0.5 569 533 673 653 269 2922 30 90 250 0.5 881 922 1047 1173 444 4463 30 125 125 0.5 562 521 636 670 279 2524 30 125 250 0.5 665 706 803 851 340 3315 40 90 125 0.5 742 660 811 748 211 2166 40 90 250 0.5 1016 1001 1080 1077 393 3787 40 125 125 0.5 618 622 610 641 179 2138 40 125 250 0.5 798 851 836 931 277 296
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎8
using GEP. The program was coded in Cþþ and implemented on apersonal computer with a 2.0 GHz Intel Core 2 Duo CPU.
The obtained formulation corresponds to the following equa-tions:
Fx¼ 7:19994In3
FeDeð2:68327InDe2−2:68327FeDeþFeþ8:13018Þ
þ 43:63094DeFe2
InCu2 ðInþ8:13018Þþ15:26036InþDeþ10:81345
ð4Þ
Fy¼ Cu8:13018ðFeþ2De−In−Cu−7:13018Þ þFeDeþ2De
þ 136:41602ð3InþFeþ29:75708ÞCu
−In−Cuþ371:82192 ð5Þ
Please cite this article as: Yang Y, et al. A new approach for predictibased on gene expression.... Journal of Network and Computer Appli
Fz¼ 57:96965ð67:78310þ Inþ2FeÞCu
þ 19:13220Cu2Fe−Cu−8:13018
þ 0:37632Inð4:61853−0:21652InÞDe
þCu−Inþ1:68327 ð6Þwhere, In, Inclination angle; Cu, Cutting speed; Fe, feed rate; De,depth of cut; Fx, Force in X-direction; Fy, Force in Y-direction; Fz,Force in Z-direction.
4.3. Comparison of prediction results of GEP with previous models
The prediction of cutting force is done in three ways. In the firstcase, the Kim and Ehmann' (1993) model for the prediction ofstatic cutting force in a face milling operation with stationary toolswas used. In the second case, Baro et al. (2005) adopted an
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
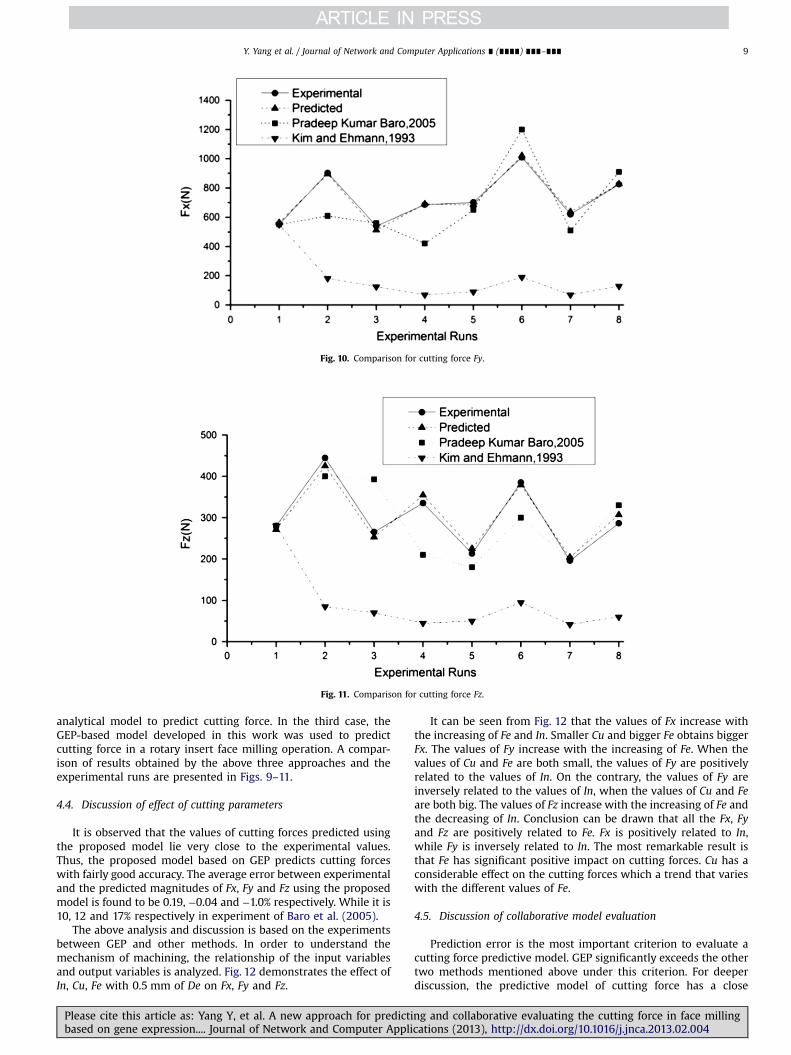
Fig. 10. Comparison for cutting force Fy.
Fig. 11. Comparison for cutting force Fz.
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 9
analytical model to predict cutting force. In the third case, theGEP-based model developed in this work was used to predictcutting force in a rotary insert face milling operation. A compar-ison of results obtained by the above three approaches and theexperimental runs are presented in Figs. 9–11.
4.4. Discussion of effect of cutting parameters
It is observed that the values of cutting forces predicted usingthe proposed model lie very close to the experimental values.Thus, the proposed model based on GEP predicts cutting forceswith fairly good accuracy. The average error between experimentaland the predicted magnitudes of Fx, Fy and Fz using the proposedmodel is found to be 0.19, −0.04 and −1.0% respectively. While it is10, 12 and 17% respectively in experiment of Baro et al. (2005).
The above analysis and discussion is based on the experimentsbetween GEP and other methods. In order to understand themechanism of machining, the relationship of the input variablesand output variables is analyzed. Fig. 12 demonstrates the effect ofIn, Cu, Fe with 0.5 mm of De on Fx, Fy and Fz.
Please cite this article as: Yang Y, et al. A new approach for predictibased on gene expression.... Journal of Network and Computer Appli
It can be seen from Fig. 12 that the values of Fx increase withthe increasing of Fe and In. Smaller Cu and bigger Fe obtains biggerFx. The values of Fy increase with the increasing of Fe. When thevalues of Cu and Fe are both small, the values of Fy are positivelyrelated to the values of In. On the contrary, the values of Fy areinversely related to the values of In, when the values of Cu and Feare both big. The values of Fz increase with the increasing of Fe andthe decreasing of In. Conclusion can be drawn that all the Fx, Fyand Fz are positively related to Fe. Fx is positively related to In,while Fy is inversely related to In. The most remarkable result isthat Fe has significant positive impact on cutting forces. Cu has aconsiderable effect on the cutting forces which a trend that varieswith the different values of Fe.
4.5. Discussion of collaborative model evaluation
Prediction error is the most important criterion to evaluate acutting force predictive model. GEP significantly exceeds the othertwo methods mentioned above under this criterion. For deeperdiscussion, the predictive model of cutting force has a close
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i
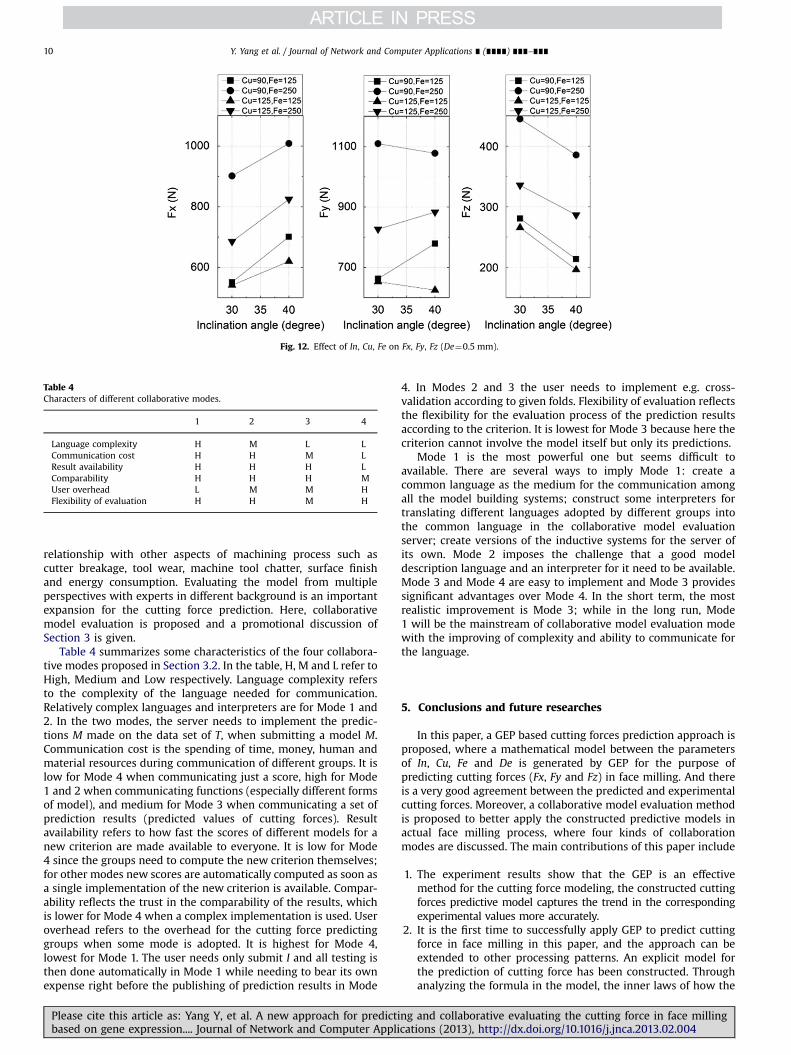
Table 4Characters of different collaborative modes.
1 2 3 4
Language complexity H M L LCommunication cost H H M LResult availability H H H LComparability H H H MUser overhead L M M HFlexibility of evaluation H H M H
Fig. 12. Effect of In, Cu, Fe on Fx, Fy, Fz (De¼0.5 mm).
Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎10
relationship with other aspects of machining process such ascutter breakage, tool wear, machine tool chatter, surface finishand energy consumption. Evaluating the model from multipleperspectives with experts in different background is an importantexpansion for the cutting force prediction. Here, collaborativemodel evaluation is proposed and a promotional discussion ofSection 3 is given.
Table 4 summarizes some characteristics of the four collabora-tive modes proposed in Section 3.2. In the table, H, M and L refer toHigh, Medium and Low respectively. Language complexity refersto the complexity of the language needed for communication.Relatively complex languages and interpreters are for Mode 1 and2. In the two modes, the server needs to implement the predic-tions M made on the data set of T, when submitting a model M.Communication cost is the spending of time, money, human andmaterial resources during communication of different groups. It islow for Mode 4 when communicating just a score, high for Mode1 and 2 when communicating functions (especially different formsof model), and medium for Mode 3 when communicating a set ofprediction results (predicted values of cutting forces). Resultavailability refers to how fast the scores of different models for anew criterion are made available to everyone. It is low for Mode4 since the groups need to compute the new criterion themselves;for other modes new scores are automatically computed as soon asa single implementation of the new criterion is available. Compar-ability reflects the trust in the comparability of the results, whichis lower for Mode 4 when a complex implementation is used. Useroverhead refers to the overhead for the cutting force predictinggroups when some mode is adopted. It is highest for Mode 4,lowest for Mode 1. The user needs only submit I and all testing isthen done automatically in Mode 1 while needing to bear its ownexpense right before the publishing of prediction results in Mode
Please cite this article as: Yang Y, et al. A new approach for predictibased on gene expression.... Journal of Network and Computer Appli
4. In Modes 2 and 3 the user needs to implement e.g. cross-validation according to given folds. Flexibility of evaluation reflectsthe flexibility for the evaluation process of the prediction resultsaccording to the criterion. It is lowest for Mode 3 because here thecriterion cannot involve the model itself but only its predictions.
Mode 1 is the most powerful one but seems difficult toavailable. There are several ways to imply Mode 1: create acommon language as the medium for the communication amongall the model building systems; construct some interpreters fortranslating different languages adopted by different groups intothe common language in the collaborative model evaluationserver; create versions of the inductive systems for the server ofits own. Mode 2 imposes the challenge that a good modeldescription language and an interpreter for it need to be available.Mode 3 and Mode 4 are easy to implement and Mode 3 providessignificant advantages over Mode 4. In the short term, the mostrealistic improvement is Mode 3; while in the long run, Mode1 will be the mainstream of collaborative model evaluation modewith the improving of complexity and ability to communicate forthe language.
5. Conclusions and future researches
In this paper, a GEP based cutting forces prediction approach isproposed, where a mathematical model between the parametersof In, Cu, Fe and De is generated by GEP for the purpose ofpredicting cutting forces (Fx, Fy and Fz) in face milling. And thereis a very good agreement between the predicted and experimentalcutting forces. Moreover, a collaborative model evaluation methodis proposed to better apply the constructed predictive models inactual face milling process, where four kinds of collaborationmodes are discussed. The main contributions of this paper include
1.
ngcat
The experiment results show that the GEP is an effectivemethod for the cutting force modeling, the constructed cuttingforces predictive model captures the trend in the correspondingexperimental values more accurately.
2.
It is the first time to successfully apply GEP to predict cuttingforce in face milling in this paper, and the approach can beextended to other processing patterns. An explicit model forthe prediction of cutting force has been constructed. Throughanalyzing the formula in the model, the inner laws of how theand collaborative evaluating the cutting force in face millingions (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i

Y. Yang et al. / Journal of Network and Computer Applications ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 11
Pb
cutting force affects the machining process can be found. Thiswork can be further studied in the further.
3.
The collaborative model evaluation has been implemented.Through discussion of different modes for collaborative modelevaluation, suitable collection mode of collaborative modelevaluation can be chosen according to the actual demandsof users.4.
It is the first time that collaborative model evaluation has beenproposed in the cutting force modeling and predicting. Theevaluation method of predictive models has been broadened;the idea of collaborative evaluation can be extended to othermodels.At present, the proposed approach has been applied to modelcutting force in face milling. Future research should focus onsurface roughness, energy, and other targets of face milling.Moreover, the method of collaborative model evaluation can beapplied to other machining mode such as turning, drilling,grinding, etc.
Acknowledgments
This research is supported by the National Basic ResearchProgram of China (973 Program) under Grant no. 2011CB706804,the National Natural Science Foundation of China under Grant nos.51005088 and 51121002, and the ‘Fundamental Research Funds forthe Central Universities', HUST: Grant no. 2012QN244.
References
Adolfsson C, Hlt JST. Cutting force model for multi-toothed cutting processes andforce measuring equipment for face milling. International Journal of MachineTools and Manufacture 1995;35(12):1715–28.
Armarego EJA, Wang J, Deshpande NP. Computer-aided predictive cutting model forforces in face milling allowing for tooth runout. CIRP Annals - ManufacturingTechnology 1995;44(1):43–8.
Aykut S, Golcu M, Semiz S, Ergur HS. Modeling of cutting forces as function ofcutting parameters for face milling of satellite 6 using an artificial neuralnetwork. Journal of Materials Processing Technology 2007;190(1-3):199–203.
Baro PK, Joshi SS, Kapoor SG. Modeling of cutting forces in a face-milling operationwith self-propelled round insert milling cutter. International Journal ofMachine Tools and Manufacture 2005;45(7-8):831–9.
Blockeel H, Moyle S. Centralized model evaluation for collaborative data mining. In:Proceedings of the 5th International Multi-Conference "Information Society2002": Data Mining and Data Warehousing/Intelligent Systems, Ljubljana,Slovenia; October 2002. p. 100–103.
Duque R, Bravo C, Ortega M. A model-based framework to automate the analysis ofusers' activity in collaborative systems. Journal of Network and ComputerApplications 2011;34(4):1200–9.
Dabade UA, Joshi SS, Ramakrishnan N. Analysis of surface roughness and chip cross-sectional area while machining with self-propelled round inserts milling cutter.Journal of Materials Processing Technology 2003;132(1-3):305–12.
Fu HJ, DeVor RE, Kapoor SG. A machanistic model for prediction of the force systemin face milling operations. Journal of Manufacturing Science and Engineering1984;106(1):81–8.
Ferreira C. Gene expression programming in problem solving. In: Roy MKR, et al.,editors. Soft computing and industry—recent applications. London: Springer-Verlag; 2002. p. 635–54.
Ferreira C. Gene expression programming: a new adaptive algorithm for solvingproblems. Complex Systems 2001;13(2):87–129.
Gygax PE. Dynamics of single tooth milling. CIRP Annals - Manufacturing Technol-ogy 1979;28:65–9.
Gygax PE. Experimental full cut milling dynamics. CIRP Annals - ManufacturingTechnology 1980;29(1):61–6.
Gallardo J, Bravo C, Redondo MA. A model-driven development method forcollaborative modeling tools. Journal of Network and Computer Applications2012;35(3):1086–105.
lease cite this article as: Yang Y, et al. A new approach for predictiased on gene expression.... Journal of Network and Computer Appli
Hao W, Zhu X, Li X, Turyagyenda G. Prediction of cutting force for self-propelledrotary tool using artificial neural networks. Journal of Materials ProcessingTechnology 2006;180(1-3):23–9.
Huh S, Kim H. A real-time synchronization mechanism for collaborative modelmanagement. Decision Support Systems 2004;37(3):315–30.
Kline WA, Devor RE. The effect of run out on cutting geometry and forces inend milling. International Journal of Machine Tool Design and Research1983;23(2-3):123–40.
Kim HS, Ehmann K. A cutting force model for face milling operations. InternationalJournal of Machine Tools and Manufacture 1993;33(5):651–73.
Li HZ, Li XP. Milling force prediction using a dynamic shear length model.International Journal of Machine Tools and Manufacture 2002;42(2):277–86.
Li XP, Nee AYC, Wong YS, Zheng HQ. Theoretical modeling and simulation of millingforces. Journal of Materials Processing Technology 1999;89-90:266–72.
Li XP, Zheng HQ, Wong YS, Nee A. An approach to theoretical modeling andsimulation of face milling forces. Journal of Manufacturing Processes2000;2(4):225–40.
Leuschner RGK, Bew J, Boughtflower MP. A collaborative study to evaluatequalitatively powdered baby food validation samples artificially contaminatedwith Salmonella anatum. International Journal of Food Microbiology2004;97(1):43–51.
Lee C, Irizarry K. The GeneMine system for genome/proteome annotation andcollaborative data mining. IBM Systems Journal 2001;40(2):592–603.
Merchant ME. Basic mechanics of the metal cutting process. Journal of AppliedMechanics 1944;11:A168–75.
Machining Data Handbook. Metcut Research Assoc. Inc.; 1979.Martellotti ME. An analysis of the milling process. Transactions of the ASME
1941;63.Markey K, Ho MM, Choudhury B, Seki M, Ju L, Castello-Branco LRR, et al. Report of
an international collaborative study to evaluate the suitability of multiplexPCR as an identity assay for different sub-strains of BCG vaccine. Vaccine2010;28(43):6964–9.
Oxley PLB. Mechanics of machining: an analytical approach to assessing machin-ability. E. Horwood; New York: Halsted Press; Chichester [England]; 1989.
Pandey C, Shan HS. Analysis of cutting forces in peripheral and face millingoperations. International Journal of Production Research 1972;10(4):379–91.
Patel KM, Joshi SS. Mechanics of machining of face-milling operation performedusing a self-propelled round insert milling cutter. Journal of Materials Proces-sing Technology 2006;171(1):68–76.
Rodriguez-Campos L. Collaborative evaluations: a step-by-step model for theevaluator. Llumina Press; 2005.
Ruzhong Z, Wang KK, Merchant E. Modelling of cutting forces pulsation in facemilling. CIRP Annals - Manufacturing Technology 1983;32(1):21–6.
Rodríguez-Covili J, Ochoa SF, Pino JA, Messeguer R, Medina E, Royo D. A commu-nication infrastructure to ease the development of mobile collaborativeapplications. Journal of Network and Computer Applications 2011;34(6):1883–93.
Stephenson DA, Agapiou JS. Metal cutting theory and practice.New York: MarcelDekker Inc.; 1997.
Situ C, Grutters E, van Wichen P, Elliott CT. A collaborative trial to evaluate theperformance of a multi-antibiotic enzyme-linked immunosorbent assay forscreening five banned antimicrobial growth promoters in animal feedingstuffs.Analytica Chimica Acta 2006;561(1-2):62–8.
Sun H, Fan W, Shen W, Xiao T. Ontology-based interoperation model of collabora-tive product development. Journal of Network and Computer Applications2012;35(1):132–44.
Taylor FW. On the art of cutting metals. New York: American Society of MechanicalEngineers; 1906.
van Luttervelt CA, Childs THC, Jawahir IS, Klocke F, Venuvinod PK, Altintas Y, et al.Present situation and future trends in modeling of machining operationsprogress report of the CIRP working group 'Modelling of Machining Operations'.CIRP Annals - Manufacturing Technology 1998;47(2):587–626.
Wood JM, Major D, Heath A, Newman RW, Höschler K, Stephenson I, et al.Reproducibility of serology assays for pandemic influenza H1N1: collaborativestudy to evaluate a candidate WHO International Standard. Vaccine 2012;30(2):210–7.
Young H, Mathew P, Oxley PLB. Predicting cutting forces in face milling. Interna-tional Journal of Machine Tools and Manufacture 1994;34(6):771–83.
Zheng HQ, Li XP, Wong YS, Nee AYC. Theoretical modeling and simulation of cuttingforces in face milling with cutter runout. International Journal of Machine Toolsand Manufacture 1999;39(12):2003–18.
Zhu M, Bian J, Wu W. A novel collaborative scheme of simulation and modelchecking for system properties verification. Computers in Industry2006;57(8-9):752–7.
ng and collaborative evaluating the cutting force in face millingcations (2013), http://dx.doi.org/10.1016/j.jnca.2013.02.004i















![5. MILLING MACHINE - gptcadoor.orggptcadoor.org/assets/downloads/npestgdiuk430mp.pdf[Machine Tools – Milling Machine] Page 1 5. MILLING MACHINE ... Table type milling machine 3](https://img.pdfslide.us/doc/110x75/5e4d2efc0c5fe27c0b327453/5-milling-machine-machine-tools-a-milling-machine-page-1-5-milling-machine.jpg)












