Embed Size (px)
Citation preview

A guide to using duplex stainless steels
R M Davison and J D Redmond*
Abstract Duplex stainless steels are defined, and the advantages of second-generation, nitrogen.alloyed grades are explained. Information is provided on duplex stainless-steel metallurgy, pitting and crevice corrosion resistance, stress corrosion cracking resistance, specifications, mechanical properties, fabrication procedures, and applications.
The term duplex stainless steel has come to mean a grade whose annealed structure is typically about equal parts of austenite and ferrite (Figure 1). Although not formally defined, it is generally accepted that the lesser phase wil be at least 30% by volume. Duplex stainless steels offer several advantages over the common austenitic stainless steels. The duplex grades are highly resistant to chloride stress corrosion cracking; have excellent pitting and crevice corrosion resistance; are about twice as strong as the common austenitics; and with only about half of the nickel content of the common austenitics, are less sensitive to nickel price.
First- and second-generation duplex grades Duplex stainless steels have been available since the 1930s. The first-generation duplex stainless steels, such as type 329 (UNS $32900), have good localized corrosion resistance because of their high chromium and molybdenum contents. When welded, however, these grades lose the optimal balance of austenite and ferrite and, consequently, corrosion resistance and toughness are reduced. While these properties can be restored by a postweld heat treatment, most of the applications of the first-generation duplexes use fully annealed material without further welding.
In the 1970s, this problem was made manageable through the use of nitrogen as an alloy addition. The introduction of argon-oxygen decarburization (AOD) technology permitted the precise and economical control of nitrogen in stainless steel. Although nitrogen was first used because it was an inexpensive austenite former, replacing some nickel, it was quickly found that it had other benefits. These include improved tensile properties, and pitting and crevice corrosion resistance. Nitrogen also causes austenite to form from the ferrite at a higher temperature, allowing for restoration of an acceptable balance of austenite and ferrite after a rapid thermal cycle in the heat-affected zone (HA7) after welding. This nitrogen advantage enables the use of duplex grades in the as-welded condition and has created the second generation of duplex stainless steels.
Table I lists duplex stainless steels commonly available in the United States. Some austenitic stainless steels are included for comparison. Alloying with
*Technical Marketing Resources Inc., 3209 McKnight East Drive, Pittsburgh, Pennsylvania 15237, USA
Alloy 2205 duplex stainless-steel plate in the mill-annealed and water-quenched condition. The microstructure contains approximately equal amounts of austenite and ferrite. Magnification 500X (Photo: Avesta Stainless Inc.)
nitrogen has stimulated the introduction of many duplex grades, most of them being marketed as proprietary products. Some of these grades are not readily available in product forms other than those produced on the proprietor's own mills. However, alloy 2205 (UNS $31803) is an exception; it is offered by many producers and is available on an increasingly regular and reliable basis through metal service centres (distributors). It has become the most widely used second-generation duplex stainless steel.
MATERIALS & DESIGN Vol. 12 No. 4 AUGUST 1 9 9 1 0261-3069/91/040187-06 © 1991 Butterworth.Heinemann Ltd 187
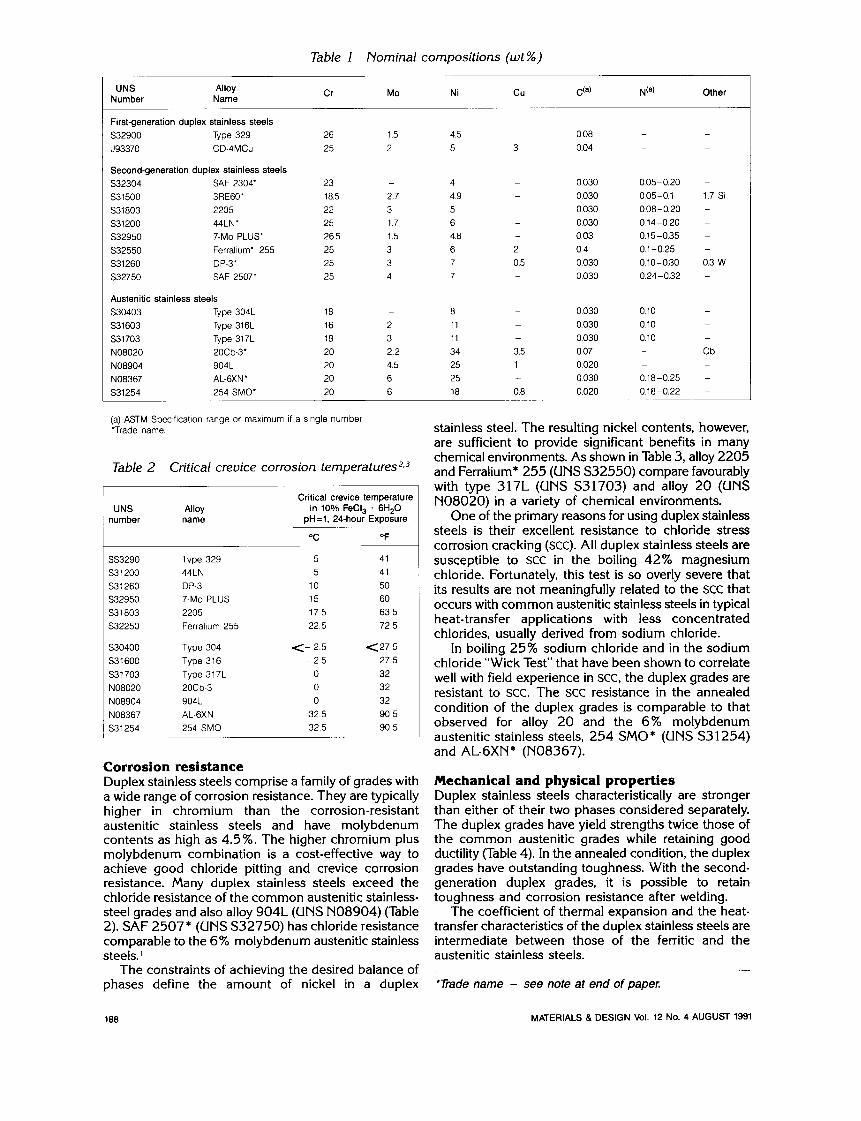
Table 1 Nominal compositions (wt%)
UNS Alloy Cr Mo Ni Cu C (a) N (a) Other Number Name
First-generation duplex stainless steels
$32900 Type 329 26 15 4.5 - 0.08 -
J93370 CD-4MCu 25 2 5 3 0.04 -
Second-generation duplex stainless steels
$32304 SAF 2304* 23 - 4 - 0.030 0.05-0.20
$31500 3RE60* 18.5 2.7 4.9 - 0.030 0.05-0.1
$31803 2205 22 3 5 - 0.030 0,08-0.20
$31200 44LN* 25 1.7 6 - 0.030 0.14-0.20
$32950 7-Mo PLUS* 26.5 1.5 4.8 - 0.03 0.15-0.35
$32550 Ferralium* 255 25 3 6 2 0.4 0.1-0.25
S31260 DP-3* 25 3 7 0.5 0.030 0.10-0.30
$32750 SAF 2507* 25 4 7 - 0.030 0.24-0.32
Austenitic stainless steels
$30403 Type 304L 18 - 8 - 0.030 0.10
$31603 Type 316L 16 2 11 - 0.030 0.10
$31703 Type 317L 18 3 11 - 0.030 0.10
N08020 20Cb-3" 20 2.2 34 3.5 0.07 -
N08904 904L 20 4.5 25 1 0.020 -
N08367 AL-6XN* 20 6 25 - 0.030 0.18-0.25
$31254 254 SMO* 20 6 18 0.8 0.020 0.18-0.22
1.7 Si
0.3 W
Cb
(a) ASTM Specification range or maximum if a single number *Trade name.
Table 2 Critical crevice corrosion temperatures 2,3
Critical crevice temperature UNS Alloy in 10o/0 FeCI 3 • 6H20
number name pH= l , 24-hour Exposure
°C °F
SS3290 Type 329 5 41
$31200 44LN 5 41
$31260 DP-3 10 50
$32950 7-Mo PLUS 15 60
$31803 2205 17.5 63.5
$32250 Ferralium 255 22.5 72.5
$30400 Type 304 ~ - 2 5 ~ 2 7 . 5
$31600 Type 316 - 2.5 27.5
S31703 Type 317L 0 32
N08020 20Cb-3 0 32
N08904 904L 0 32
N08367 AL-6XN 325 90.5
S31254 254 SMO 32.5 90.5
Corros ion res i s tance Duplex stainless steels comprise a family of grades with a wide range of corrosion resistance. They are typically higher in chromium than the corrosion-resistant austenitic stainless steels and have molybdenum contents as high as 4.5 70. The higher chromium plus molybdenum combination is a cost-effective way to achieve good chloride pitting and crevice corrosion resistance. Many duplex stainless steels exceed the chloride resistance of the common austenitic stainless- steel grades and also alloy 904L (UNS N08904) (Table 2). SAF 2507" (UNS $32750) has chloride resistance comparable to the 670 molybdenum austenitic stainless steels. 1
The constraints of achieving the desired balance of phases define the amount of nickel in a duplex
188
stainless steel. The resulting nickel contents, however, are sufficient to provide significant benefits in many chemical environments. As shown in Table 3, alloy 2205 and Ferralium* 255 (UNS $32550) compare favourably with type 317L (UNS $31703) and alloy 20 (UNS N08020) in a variety of chemical environments.
One of the primary reasons for using duplex stainless steels is their excellent resistance to chloride stress corrosion cracking (SCC). All duplex stainless steels are susceptible to scc in the boiling 4270 magnesium chloride. Fortunately, this test is so overly severe that its results are not meaningfully related to the SCC that occurs with common austenitic stainless steels in typical heat-transfer applications with less concentrated chlorides, usually derived from sodium chloride.
In boiling 2570 sodium chloride and in the sodium chloride "Wick Test" that have been shown to correlate well with field experience in SCC, the duplex grades are resistant to SCC. The scc resistance in the annealed condition of the duplex grades is comparable to that observed for alloy 20 and the 670 molybdenum austenitic stainless steels, 254 SMO* (UNS $31254) and AL-6XN* (N08367).
Mechanica l and phys ica l propert i e s Duplex stainless steels characteristically are stronger than either of their two phases considered separately. The duplex grades have yield strengths twice those of the common austenitic grades while retaining good ductility (Table 4). In the annealed condition, the duplex grades have outstanding toughness. With the second- generation duplex grades, it is possible to retain toughness and corrosion resistance after welding.
The coefficient of thermal expansion and the heat- transfer c h a r a c t e r i s t i c s of the duplex stainless steels are intermediate between those of the ferritic and the austenitic stainless steels.
*Trade n a m e - see no te at e n d o f paper.
MATERIALS & DESIGN Vol. 12 No. 4 AUGUST 1991

Table 3 Corrosion rate in s e l e c t e d c h e m i c a l e n v i r o n m e n t s 4
Solution,
temperature
Corrosion rate (mpy)
Type Type Type Alloy Alloy Ferralium
304 316 317L 20 2205 255
1%o Hydrochloric, boiling _(a) _ 0.1 - 0.1 0.1
10o/o Sulfuric, 150°F (66°C) - - 8.9 - 12 0.2
10% Sulfuric, boiling 16420 855 490 43 206 40
300/0 Phosphoric, boiling - - 6.7 1.6 0,2
85% Phosphoric, 150°F (66°C) - - 0.2 0 4 0.1
65% Nitric, boiling 8 11 21 8 21 5
10% Acetic, boiling - - 0.2 0.1 0.2
20% Acetic, boiling 300 2 - 2 0.1
20% Formic, boiling - - 8.5 1.3 0.4
45% Formic, boiling 1715 520 - 7 4.9
3% Sodium Chloride, boiling - - 1 0.1 0.4
(a) Not tested
Table 4 Minimum mechanical properties
0.2% Yield Tensile strength strength
UNS Alloy Elongation number name (MPa) (ksi) (MPa) (ksi) (%)
$32900 Type 329 485 70 620 90 15 $31200 44LN 450 65 690 100 25 $31260 DP-3 450 65 690 100 25 $31500 3RE60 440 64 630 92 30 $31803 2205 450 65 620 90 25 $32550 Ferralium 255 550 80 760 110 15 $32950 7 M o PLUS 485 70 690 100 15
$30403 Type 304L 170 25 485 70 40 $31603 Type 316L 170 25 485 70 40 $31703 Type 317L 205 30 550 75 40 N08020 20Cb-3 240 35 550 80 30
Metallurgy of duplex stainless steels Understanding the metallurgy of the duplex grades is necessary to understand the welding practices required to ensure tough, corrosion-resistant fabrications. Duplex stainless steels become increasingly ferritic as they are heated to high temperatures. This situation can be useful, as in hot rolling where the weak ferrite facilitates production. If the steel cools sufficiently during rolling so that a substantial amount of austenite forms, further rolling can produce cracking, sometimes very severe, because of the mismatch in high-temperature strength between the austenite and ferrite. If ease of production were the only consideration in the quality of a steel, then the duplex grades would be low in nitrogen and balanced to ensure that the steel remained ferritic during rolling.
However, because toughness and corrosion resistance are the criteria of quality, the composition of duplex stainless steels and their processing, including fabrication practice, must ensure adequate formation of austenite and prevention of intermetallic compounds.
The interest of the fabricator and user is opposite that of the producer in that the user wants rapid austenite formation. If the fabricator welds a low-nitrogen duplex grade with a rapid quench of the HAZ (following what would be good practice for austenitic stainless-steel grades), then it is possible for this region to be excessively ferritic and lacking in toughness and corrosion resistance.
Although there is no single defined limit on ferrite content, any level greater than approximately 75% would be cons idered unacceptable for most applications. A more restrictive limit for ferrite content should be imposed by the user in critical applications, especially those with substantial safety risks and those exposed to low operating temperatures. The problem of low-heat input becomes more severe with increasing chromium and molybdenum contents, but is reduced by higher nitrogen contents.
A much more serious problem, particularly in terms of the difficulty of corrective action once it has occurred, is the effect of excessively high heat input, or more accurately, excessive exposure of duplex stainless steels to 700 to 955°C (1300 to 1750°F). In this range the duplex stainless steels tend to form intermetallic compounds such as sigma phase or chi phase (Figure 2). These complex compounds of iron, chromium, and molybdenum are highly detrimental to corrosion resistance and toughness. The speed of these reactions is greatest in the range of about 815 to 870°C (1500 to 1600°F). The time for a detrimental occurrence is decreased by higher chromium and molybdenum content, but significantly increased by higher nitrogen content . This tendency to form intermetallic compounds is reduced in duplex grades, such as SAF 2304* (UNS $32304), which contain no intentional molybdenum addition.
If there is molybdenum segregation, as might remain from the initial solidification of the ingot or slab, then it may be impossible to cool the steel rapidly enough through this critical temperature range to prevent the formation of intermetallic compounds. Once formed, these compounds can be removed only by full anneal with sufficient time to eliminate any molybdenum segregation to prevent their reoccurrence during cooling. No other remedy is effective.
Duplex stainless steels have a wide range of applications but not quite the versatility of the austenitic grades. In the ideal duplex structure of nearly equal austenite and ferrite phases, essentially free of intermetallic and nonmetallic compounds, the duplex grades show a gradual ductile-brittle transition. The duplex grades are suitable for use in arctic ambient conditions, as demonstrated by their success on the Alaska North Slope, but not for cryogenic service. At
MATERIALS & DESIGN Vol. 12 No. 4 AUGUST 1991 189
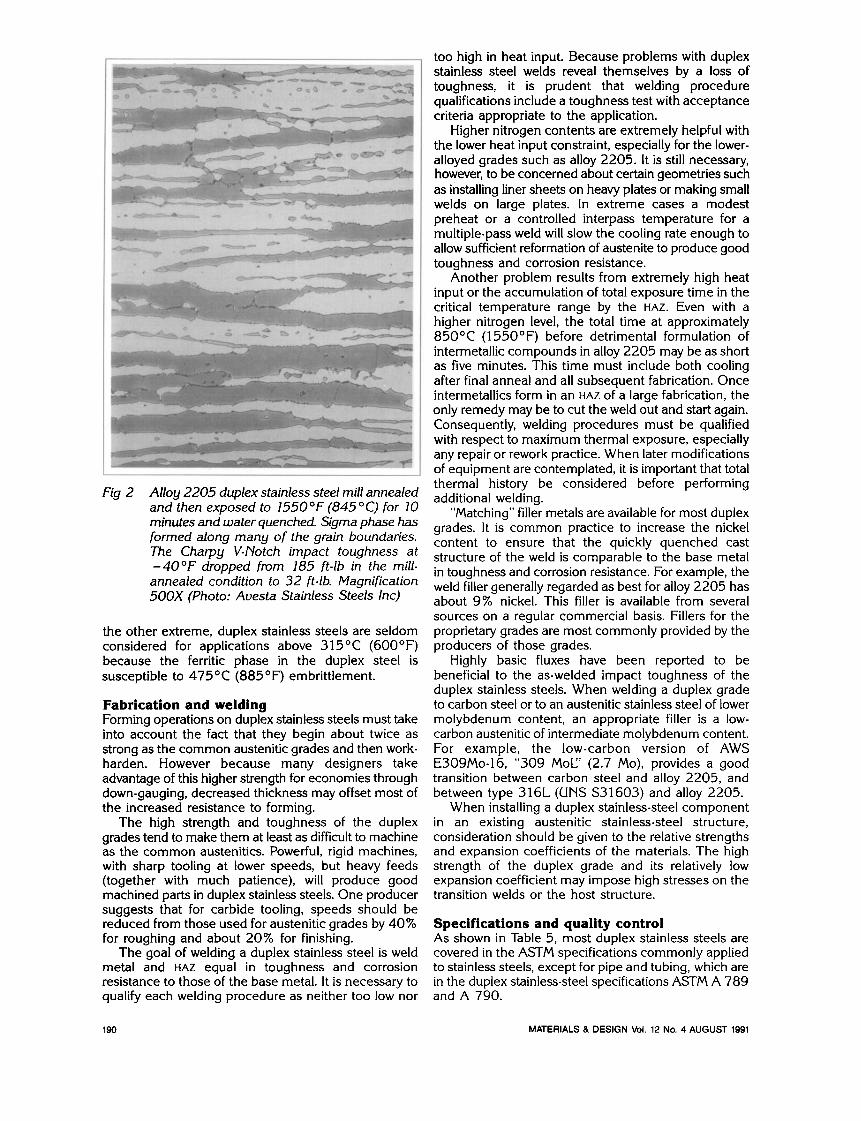
/=~g2 Alloy 2205 duplex stainless steel mill annealed and then exposed to 1550°F (845 °C) for 10 minutes and water quenched. Sigma phase has formed along many of the grain boundaries. The Charpy V-Notch impact toughness at - 4 0 ° F dropped from 185 ft.lb in the mill- annealed condition to 32 ft.lb. Magnification 500X (Photo: Avesta Stainless Steels Inc)
the other extreme, duplex stainless steels are seldom considered for applications above 315°C (600°F) because the ferritic phase in the duplex steel is susceptible to 475°C (885°F) embrittlement.
Fabrication and welding Forming operations on duplex stainless steels must take into account the fact that they begin about twice as strong as the common austenitic grades and then work- harden. However because many designers take advantage of this higher strength for economies through down-gauging, decreased thickness may offset most of the increased resistance to forming.
The high strength and toughness of the duplex grades tend to make them at least as difficult to machine as the common austenitics. Powerful, rigid machines, with sharp tooling at lower speeds, but heavy feeds (together with much patience), will produce good machined parts in duplex stainless steels. One producer suggests that for carbide tooling, speeds should be reduced from those used for austenitic grades by 40% for roughing and about 207o for finishing.
The goal of welding a duplex stainless steel is weld metal and HAZ equal in toughness and corrosion resistance to those of the base metal. It is necessary to qualify each welding procedure as neither too low nor
too high in heat input. Because problems with duplex stainless steel welds reveal themselves by a loss of toughness, it is prudent that welding procedure qualifications include a toughness test with acceptance criteria appropriate to the application.
Higher nitrogen contents are extremely helpful with the lower heat input constraint, especially for the lower- alloyed grades such as alloy 2205. It is still necessary, however, to be concerned about certain geometries such as installing liner sheets on heavy plates or making small welds on large plates. In extreme cases a modest preheat or a controlled interpass temperature for a multiple-pass weld will slow the cooling rate enough to allow sufficient reformation of austenite to produce good toughness and corrosion resistance.
Another problem results from extremely high heat input or the accumulation of total exposure time in the critical temperature range by the HAZ. Even with a higher nitrogen level, the total time at approximately 850°C (1550°F) before detrimental formulation of intermetallic compounds in alloy 2205 may be as short as five minutes. This time must include both cooling after final anneal and all subsequent fabrication. Once intermetallics form in an HAZ of a large fabrication, the only remedy may be to cut the weld out and start again. Consequently, welding procedures must be qualified with respect to maximum thermal exposure, especially any repair or rework practice. When later modifications of equipment are contemplated, it is important that total thermal history be considered before performing additional welding.
"Matching" filler metals are available for most duplex grades. It is common practice to increase the nickel content to ensure that the quickly quenched cast structure of the weld is comparable to the base metal in toughness and corrosion resistance. For example, the weld filler generally regarded as best for alloy 2205 has about 97o nickel. This filler is available from several sources on a regular commercial basis. Fillers for the proprietary grades are most commonly provided by the producers of those grades.
Highly basic fluxes have been reported to be beneficial to the as-welded impact toughness of the duplex stainless steels. When welding a duplex grade to carbon steel or to an austenitic stainless steel of lower molybdenum content, an appropriate filler is a low- carbon austenitic of intermediate molybdenum content. For example, the low.carbon version of AWS E309Mo-16, "309 MoE' (2.7 Mo), provides a good transition between carbon steel and alloy 2205, and between type 316L (UNS $31603) and alloy 2205.
When installing a duplex stainless-steel component in an existing austenitic stainless-steel structure, consideration should be given to the relative strengths and expansion coefficients of the materials. The high strength of the duplex grade and its relatively low expansion coefficient may impose high stresses on the transition welds or the host structure.
Specifications and quality control As shown in Table 5, most duplex stainless steels are covered in the ASTM specifications commonly applied to stainless steels, except for pipe and tubing, which are in the duplex stainless-steel specifications ASTM A 789 and A 790.
190 MATERIALS & DESIGN VoI. 12 No. 4 AUGUST 1991
Table 5 ASTM and ASME specifications and standards
UNS Alloy ASTM ASME Section VIII, number name Division I
S32900 Type 329 A240, A789, A790 Table UHA-23
S31200 44LN A182, A240, A789, A790 Pending S31260 DP-3 A240, A789, A790 Code Case 2110
S31500 3RE60 A789, A790 Table UHA-23
$31803 2205 A182, A240, A276, A789, Table UHA-23
A790
S32550 Ferralium 255 A240, A479, A789, A790 Table UHA-23
S32950 7-Mo PLUS A240, A479, A789, A790 Code Case 2035
S32304 SAF 2304 A789, A790 Table UHA-23
S32750 SAF 2507 A789, A790 Code Case 2047
It is essential that duplex stainless-steel mill products be substantially free of intermetallic compounds so that fabrications can have the expected levels of corrosion resistance and toughness. This question is not presently addressed by ASTM or ASME specifications. It is possible for a duplex stainless steel to meet all of the requirements of these specifications and still be so affected by intermetallic compounds that it is embrittled at low ambient temperatures.
Although there are some safeguards in the qualification of fabricated structures, the prudent end user and fabricator will impose additional test requirements on duplex stainless steels to be certain that the base metal has the expected technical qualities before investing in the large expense of fabrication,
Several testing approaches have been considered. These include (1) metallographic examination; (2) Charpy V-Notch toughness tests; and (3) corrosion tests. At this time, metallographic tests are not considered reproducible and have no numerical acceptance criterion. The toughness test is generally accepted, but not easily and cheaply applicable in all circumstances. No corrosion test has yet been demonstrated to be correlated with this problem and capable of reliable discrimination.
In the absence of appropriate requirements in the ASTM specifications, there have been some incidents of significant inconsistencies in toughness and corrosion resistance of duplex grades. Fortunately, most of these incidents have been detected during the rigours of fabrication and were corrected before the equipment was put into service. However, these incidents have undermined the confidence of some end users regarding the selection of duplex stainless steels.
In the case of grades proprietary to a single producer, it is possible for the producer to use special quality controls and demonstrate to the user that the mill products meet a particular standard of quality. But the most widely used duplex stainless steel, alloy 2205, is made by many producers. Without ASTM requirements to control intermetallics, there is the unfortunate tendency for economic pressures to push the grade toward lower nitrogen for easier production and to restrain commitment to quality.
In 1989, one producer responded to this problem by guaranteeing two features: (1) 0.14 to 0.20% nitrogen and (2) 40 ft-lb at - 4 0 ° F ( -40°C) for a full- size Charpy V-Notch test, applying these features to
plate as thick as 5 cm. For product forms that cannot be evaluated by the Charpy test, this producer has demonstrated correlation of a metallographic procedure and corrosion tests with the toughness performance of alloy 2205.
Other stainless-steel producers are capable of meeting such requirements provided that users and fabricators specify them. If the user and fabricator specify only what presently exist in the ASTM and ASME requirements, it is their risk that their fabrication procedures will result in an unsafe structure.
It is prudent to require: (1) higher nitrogen content, (2) water quenching of all products to ensure that test samples are representative and to reserve thermal exposure time to the fabricator, (3) a metallographic test for substantial absence of intermetallic compounds to ensure toughness and corrosion resistance, and (4) testing each plate or piece handled individually in heat treatment.
Applications The applications of duplex stainless steel demonstrate the utility and versatility of these grades. Many of the second-generation duplex stainless steels are available as castings as well as wrought products. This has further increased the range of equipment fabricated from these grades.
Breweries have used alloy 2205 to overcome the problem of stress corrosion cracking of tanks and piping handling their eminently potable hot water. The scc resistance of the duplex grades allows their use in heat- transfer applications where types 304 and 316 have been unsatisfactory. Chemical tank trailers have used alloy 2205 to overcome thermal shock damage that can occur when loading hot corrosive chemicals into austenitic stainless-steel tanks.
The high strength of the duplex grades also promises great safety or increased payload through reduced gauge. Ocean-going tankers and chemical transport barges have been built in duplex stainless steels because of their strength and versatility in handling different chemical cargoes. Ferralium 255 has been used successfully by the U.S. Navy for catapult trough covers on aircraft carriers and retractable bow plane systems on nuclear submarines.
There has been extensive use of duplex stainless steel in oil and gas production equipment because of its excellent combination of strength and resistance to the corrosive brines that occur naturally in the products. Down-hole piping as well as gathering line-pipe, oil-gas separators, heat exchangers, and process piping have been constructed of several second-generation duplex stainless steels. Alloy 2205 was used extensively in the Endicott and Lisburne Fields on the North Slope of Alaska.
In the chemical process industries there has been a growing use of the second-generation duplex stainless steels. Initially attractive because of their resistance to chloride stress corrosion cracking, these grades are finding a broader application in a variety of process environments (Figure 3). Equipment fabricated in duplex stainless steels include heat exchangers, pressure vessels, tanks, columns, pumps, valves and shafting. Alloy 2205 has been used to replace carbon-steel batch pulp digesters. The s trength of the duplex
MATERIALS & DESIGN Vol. 12 No. 4 AUGUST 1991 191
stainless steel allowed the wall thickness to be reduced from 1.625 in. (41 mm) to 1 in. (25 mm).
In the power utility industry, these new duplex stainless steels have been used for feedwater heaters and flue gas scrubbers.
References 1. Davison, R M, Redmond, J D. Practical Guide to Using 6 Mo
Austenitic Stainless Steels~ Materials Performance, 27, 12(1988) pp 3 9 - 4 3
2. Redmond, J D. Selecting second-generation duplex stainless steels: Part 1. Chemical Engng, 93 (20), 27 October 1986, pp 153 - 155
3. Redmond , J D. Selecting second generation duplex stainless steels: Part 2. Chemical Engng, 9 3 (22), 24 November 1986, pp 103 - 105
4. Davi$on, R M, Deverel l , H E a n d Redmond , J D. Ferritic and Duplex Steels, in Process Industries Corrosion (Eds. B J Moniz and W I PoUock), NACE, Houston, Tx, USA, 1986, p.427
~ 3 7-Mo PLUS duplex stainless-steel vat used in food processing (Photo: Carpenter Technology Corp.)
Acknowledgements This paper is also available as NiDI Technical Series No 10 044 published by the Nickel Development Institute, 15 Toronto Street - Suite 402, Toronto, Ontario, Canada M5C 2E3. It appeared originally in Materials Performance, journal of the National Association of Corrosion Engineers.
Trademarks: SAF 2304, 3RE60 and SAF 2507 are trademarks of Sandvik AB; 44LN and 254 SMO are trademarks of Avesta AB; 7-Mo PLUS and 20Cb.3 are trademarks of Carpenter Technology Corp.; Ferralium 255 is a trademark of Bonar Langley Alloys Ltd.; DP-3 is a trademark of Sumitomo Metal Industries Ltd., and AL-6XN is a trademark of Allegheny Ludlum Corp.
192 MATERIALS & DESIGN Vol. 12 No. 4 AUGUST 1991





























