Embed Size (px)
Citation preview

Toolroom LatheOperator’s Addendum
© 2011 Haas Automation, Inc.96-0112 Rev ABMarch 2012


196-0112 Rev ABMarch 2012
TABLE OF CONTENTS
1. WARRANTY ...................................................................................................22. SAFETY .........................................................................................................23. INSTALLATION .............................................................................................3
Shipping Bracket removal......................................................................3leveling .................................................................................................3tl-4 leveling .........................................................................................4Work light inStallation. ........................................................................5electricity requirementS .......................................................................7
4. OPERATION ..................................................................................................9poWer up ......................................................................................................9optional tailStock (Standard With tl-4) operation ....................................10optional tool turret removal/reinStallation .............................................10
tt-4 (tl-1/2) ........................................................................................10tt-20 (tl-3) ..........................................................................................12tt-10 (tl-4) ..........................................................................................14
manual mode ................................................................................................16machine poSition ....................................................................................16
tool offSetS ................................................................................................17automatic mode ............................................................................................17ipS recorder ...............................................................................................19
alarmS/meSSageS diSplay ......................................................................205. MAINTENANCE ............................................................................................21
luBrication - toolroom lathe ...............................................................21chip filter .............................................................................................22

2 96-0112 Rev ABMarch 2012
1. WARRANTY
All new Haas Toolroom Lathes are warranted exclusively by the Haas Automa-tion’s (“Manufacturer”) limited warranty against defects in material and work-manship for a period of 1 year from the date of purchase, which is the date that a machine is installed at the end user. See the Warranty section of the Lathe Operator’s Manual for further warranty information.
2. SAFETY
Read and Follow all Safety Warnings – Familiarize yourself with the Safety section of the Operator’s Manual. Be aware of the other people around you in the shop; flying chips can seriously injure people who may not be a safe dis-tance away. Always wear safety glasses. Initial cuts/setups should be cut at a slower speed to reduce the possibility of tool or machine damage. As with any open frame lathe, chip screens are highly recommended.The Toolroom Lathe (with the exception of the TL-4) is equipped with a hand held safety switch. The button must be pressed any time automatic machining is taking place. Releasing the switch will cause the spindle and axes motion to stop. In order to resume automatic machining, the button and Cycle Start must be pressed (it is not necessary to hold down the Cycle Start switch).
Workholding SafetyThe care and safety issues of the workholder’s manufacturer must be followed to ensure a safe working environment and to avoid damaging the machine.Cleaning and maintenance should be done often. Inspect the equipment for improper wear, cracks or missing pieces. Do not operate if any of these are found.Do not start the lathe until it is set up properly. Interference between the work-holding equipment and the lathe will cause damage to both.Use the correct chuck size; do not allow the chuck jaws to protrude past the chuck body.Use additional support if turning long parts.Remove the chuck wrench before starting the machine.Do not modify workholding equipment.Never exceed the maximum speed of the chuck.
Additional safety issues are outlined in the Lathe Operator’s man-ual.

396-0112 Rev ABMarch 2012
3. INSTALLATION
SHIPPING BRACKET REMOVAL
TL-1/2/31. Remove the one (1) hex head bolt that mounts the shipping bracket to the spindle head, and the two (2) bolts that mount the shipping bracket to the table.2. After removing shipping bracket, replace two bolts removed from table with button head screws supplied.3. Remove the pendant shipping bracket. There are 4 screws securing the pendant to the arm.
TL-41. Remove six red shipping brackets; three from the base of the tailstock, one from the pendant, one from the traveling door and one from the table to the spindle.
TL-1/2 Shipping Bracket
LEVELING
1. Position the cross-slide close to the chuck (this is how the machine was shipped), and place a machinist’s level on the cross-slide, parallel to the X-axis.
TL-1 Shown

4 96-0112 Rev ABMarch 2012
2. Run Z-axis left to right and level machine by adjusting leveling screws. Verify each leveling screw requires approximately same torque to turn for proper loading. Once completed, tighten lock nuts on leveling screws.3. Re-position cross-slide close to chuck, and place the level on the cross-slide, parallel to the Z-axis and run Z-axis left to right and level machine by adjusting leveling screws. Verify each leveling screw requires approximately same torque to turn to ensure proper loading. Once completed, tighten lock nuts on leveling screws.
TL-4 LEVELING
Place the lathe in position on the shop floor. Rough level by measuring from the floor to the bottom of the base (very close to 3.5 inches). Do this to the 4 corner leveling screws. The 4 middle leveling screws must not touch the level-ing pads. Loosely screw the jam nuts onto the leveling screws. An electronic level is required for the installation. The leveling specification is +/- .00015”.
1. Loosen the front corner leveling screw (3) so that it is just above the level-ing pad and jog the cross-slide to the end of Z-axis travel closest to the spindle head and to the middle of X-axis travel.2. Position the level on the cross-slide, parallel to the X-axis and adjust the corner leveling screws closest to the spindle head (1,4) until machine is level.3. Position the level parallel to the Z-axis. Adjust the corner rear leveling screw closest to the tailstock (2) until machine is level. The front screw (3) was left loose and must remain loose.4. Position the level parallel to the X-axis. Jog the cross slide along the Z-axis from the spindle head to the tailstock. Adjust the front corner leveling screw (3) until machine is level.5. Jog Z-axis through its travel range to verify there is no twist. Adjust corner leveling screws until twist is removed.6. Recheck the level in both X and Z-axes with the level parallel to the X-axis and recheck the level in both X and Z-axes with the level parallel to the Z-axis. 7. Finish leveling procedure by adjusting the 4 leveling screws in the center of the lathe until they are touching the leveling pads. Secure all leveling screws with a jam nut. Verify lathe remains level (X and Z-axes).

596-0112 Rev ABMarch 2012
WORK LIGHT INSTALLATION
For TL with enclosure, locate the hole in the top of the control support cover. Place the light base bolt through the hole and tighten the nut from below.
Route the electrical cable to the right using cable clamps mounted with the screws for the top roller guide. Continues routing the cable down the right wing guard toward the floor using the guard mounting screws and cable clamps,

6 96-0112 Rev ABMarch 2012
Using cable ties, dress any excess cable out of the way. Plug the work light cable into the GFCI outlet.
For TL Models without enclosure. Jog the Z-Axis all the way to the left.Using cable ties drape a loop in the cable to allow full range of movement of the Z-Axis.
Jog the Z-Axis all the way to the right while checking for clearance or binding of the cable before plugging into power.Route the remaining cable as shown above.

796-0112 Rev ABMarch 2012
ELECTRICITY REQUIREMENTS
Important! Refer to local code requirements before wiring ma-chines.All machines require: The power source must be grounded Frequency range is 47-66 Hz Line voltage that does not fluctuate more than +/-5% Harmonic distortion is not to exceed 10% of the total RMS voltage
Voltage Requirements Input Voltage Low Volt. TL-1,2 - 208V 3PH / 240V 1PH ±10%
TL-3, TL-3B, TL-3HT, TL-3W, TL-4 - 240V 3PH
High Volt. 354-488V 3PH
Power Supply Breaker (Low Volt) TL-1,2 20 AMP 3PH / 40 AMP 1PH TL-3 50A, TL-3B, TL-3HT 100A, TL-4
200AHaas Circuit Breaker (Low Volt) TL-1,2 40A, TL-3 40A, TL-3B, TL-3HT 80A, TL-4 200APower Supply Breaker (High Volt) TL-1,2 20A
TL-3 25A, TL-3B, TL-3HT & TL-3W 50AHaas Circuit Breaker (High Volt) TL-1,2 20A, TL-3 20A, TL-3B, TL-3HT 40AIf service run from elec. pan- el is less than 100’ use: TL-1,2 1PH - 8 GA Wire /
3PH - 10 GA Wire TL-3 8GA Wire (High 12 GA.), TL-3B, TL-3HT 4GA. Wire (High 8GA), TL-4 0GA
If service run from elec. panel is more than 100’ use: TL-1,2 1PH - 6 GA Wire /
3PH - 8 GA WIRE TL-3 6GA. Wire (High 10 GA.), TL-3B,
TL-3HT 2GA. Wire (High 6GA.), TL-4 0GA
Warning!A separate earth ground wire of the same conductor size as the input power is required to be connected to the chassis of the machine. This ground wire is required for operator safety and for proper operation. This ground must be supplied from the main plant ground at the service entrance, and should be routed in the same conduit as the input power to the machine. A local cold water pipe, or ground rod adjacent to the machine cannot be used as a primary ground.
The maximum voltage leg-to-leg or leg-to-ground should not exceed 260 volts.
Main
Circuit
Breaker
Ground
LineL1 L2 L3

8 96-0112 Rev ABMarch 2012
Connecting the Toolroom Lathe to Power1. Ensure the main circuit breaker is in the OFF position. Connect the power lines to the top terminals of the main circuit breaker. Connect the separate ground line to the ground bus to the left of the circuit breaker.
NOTE: For Single Phase operation, only circuit breaker terminals L1 and L3 are used.
2. T5 is the small transformer mounted on the power supply assembly next to the main circuit breaker. Two input connectors allow it to be connected to either 240V or 200V. If incoming power is 220-250 VRMS, use the 240V connection. If incoming power is 187-219 VRMS, use the 200V connection. Failure to use the correct input connector results in either overheating of main contactor or failure to reliably engage the main contactor.
3. The main power transformer is located at the bottom-right corner of the control cabinet. It also has two different input connections located at terminal board TB2. If incoming power is 187-215 VRMS, connect wire 74 to the 208V position (center). If incoming power is 216-250 VRMS, connect wire 74 to the 240V position (left).
4. Turn main circuit breaker ON and press control panel Power-On button. Verify 320V Power Supply fault indicator displays “1” (normal power-up se-quence). Verify DC bus voltage on pins 6 & 7 is approximately 335VDC if powered from 240V, or closer to 290V if powered from 208V. If voltage is not at least 260VDC, call Service Department.
5. Turn the main circuit breaker Off, close the door, lock the latches and turn the power back on.

996-0112 Rev ABMarch 2012
4. OPERATION
The Toolroom Lathe includes features aimed at a machinist used to a manually positioned lathe. The lathe uses familiar manual handles, while giving full CNC capabilities. Haas Automation has added software features to the machine control, to help develop full CNC programs and ease operation of manual mode.
At power up, the Toolroom Lathe screen is displayed. This screen shows the X and Z position of the lathe as well as the spindle speed. To navigate through the menus, use the left and right arrow keys. To select the menu, press Write/Enter. Some menus have sub-menus, which again use the left and right arrow keys and Enter to select a sub-menu. Use the arrow keys to navigate through the variables. Key in a variable using the number pad and press Write/Enter. To exit the menu press Cancel.
+Z
-Z
+X
-X
ROT AT INGPART S INS IDE ,
K E E P HANDS AWAY .
Turret
Lathes
Table
Lathes
-X
+X
+Z-Z
+X
-X
+Z-Z
To change to full CNC mode, press any Display key except Offset. Press Handle Jog to return to Toolroom Lathe menus. A program entered through Toolroom Lathe screens is accessible in MDI mode (full CNC). A G-Code list is described in the Operator’s manual and includes examples to demonstrate G-code usage.
POWER UP
The lathe is powered up by pressing the “Power On” button. If necessary, manually jog cross-slide and saddle away from workpiece. If equipped with tail-stock, unclamp it, move it to farthest position from chuck and retract quill. Press “Power Up/Restart” and the cross-slide will automatically find home in the X axis, while the saddle finds home in the Z axis.
NOTE: Manually jog the X-axis toward the operator and the Z-axis away from the spindle, before pressing Power Up/Restart. This will save time when the machine automatically finds home. When equipped with a tool turret and a tailstock, be sure to zero return single axis so that large tools do not get obstructed by the tailstock.

10 96-0112 Rev ABMarch 2012
OPTIONAL TAILSTOCK (STANDARD WITH TL-4) OPERATION
Loosen the clamp at the base of the tailstock casting. The tailstock base is po-sitioned manually, then secured in place using the two clamps. The hand wheel on the rear of the casting is then used to drive the quill in and out. The TL-1/2 tailstock has a #4 Morse taper (MT4), the TL-3 use an MT5 and the TL-4 uses an MT6.
TL-4The TL-4 tailstock is moved by first releasing the locking handle, then pinning the tailstock to the saddle. Use the hand wheel to jog the Z-axis and move the tailstock into the desired position.
Lock the tailstock in place with the handle.
When tailstock is not in use, jog it to the rear stops.
OPTIONAL TOOL TURRET REMOVAL/REINSTALLATION
If installed, the optional tool turret can be removed if extra space is required for large parts or special tooling setups. The following instructions detail removal and reinstallation for each of the tool turrets available.
TT-4 (TL-1/2)
Removal1. Turn the air to the tool changer off (Either disconnect air to the regulator or turn the regulator knob counterclockwise until pressure reads zero). Remove the turret motor cover and disconnect the air line and electrical cables from the turret. Unbolt the turret and lift off of the machine (Note shim locations for reinstallation).2. Remove the riser block from the cross slide (TL-2). 3. Cap the electrical cable and air line, then install the chip shield. 4. Change setting 113 to either “TL Post” or “Gang TL” as appropriate.

1196-0112 Rev ABMarch 2012
Reinstallation1. Clean the cross slide surface and set the TT-4 on the cross slide. TL-2: Install riser block between tool changer and cross slide.
2. Install shims and bolt tool changer to cross slide (4 bolts), but leave loose.3. Connect control cables and air line. Install the motor cover.
Realignment1. Put a magnetic base indicator on the spindle casting.2. Place the tip of the indicator on the bottom inside surface of the tool turret in the X direction. 3. Jog the X-axis and check the alignment of the tool changer along the entire surface indicated.4. Alignment error should not exceed 0.002” (0.051 mm) over 5.5” (140 mm) travel.
Steps 1-4 Steps 5-7
5. Place the tip of the indicator on the bottom inside surface of the tool turret in the Z direction. 6. Jog the Z-axis and check the alignment of the tool turret along the entire surface indicated. 7. Alignment error should not exceed 0.002” (0.051 mm) over 5.5” (140 mm) travel.

12 96-0112 Rev ABMarch 2012
8. To correct level alignment errors, surface grind or mill the shims to the ap-propriate thickness. The two surfaces must be parallel within .002” (0.051 mm). 9. Re-install the shims in their appropriate locations. If the tool center is below spindle center after grinding, shim stock may be placed between the shim and tool changer housing to restore the height.
Shim Locations Steps 10-13
10. Place the indicator tip against the inner vertical surface of the tool turret (indicated by the shaded area on the illustration). 11. Jog the X-Axis and measure the alignment of the tool turret over the entire surface. 12. Alignment error should not exceed 0.001” (0.025 mm) over 5.5” (140 mm) travel. 13. Tap the base to correct any misalignment and tighten the turret mounting bolts to 130 ft-lbs (176 Nm). 14. Re-verify alignment. 15. Change Setting 113 to “Auto”.
TT-20 (TL-3)
Removal1. Turn off air to the turret at the regulator, then disconnect the air line and elec-trical cable from the turret.2. Remove the turret mounting bolts. 3. Install eyebolts into the threaded holes on both sides of the turret and use a suitable lifting device and straps to lift the turret off of the riser block. Be sure to lift the turret high enough to clear the dowel pins in the riser block before moving it out. Note the number of shims used at each corner of the turret for reinstallation.4. Remove the riser block.5. Change Setting 113 to either “TL Post” or “Gang TL” as appropriate.

1396-0112 Rev ABMarch 2012
Reinstallation / Alignment1. Stone and clean the riser block. Clean the cross slide.Align the riser block (20-3525A) with the edge of the cross slide on the tailstock side and secure loosely with five bolts. Snug one corner bolt to allow it to act as a pivot during alignment. The riser block will overlap the front of the cross slide table by a small amount.
Riser Block Alignment Turret Alignment
2. Make sure the dowel holes on both the riser block and the turret are clean. Insert two brass dowel pins into the riser. Line up the pins with the holes on the bottom of the turret and install, being careful not to damage anything. Bolt the turret to the riser block and snug the bolts.3. Place an indicator tip against the face of the turret. Jog the X-Axis and check for parallelism between the spindle casting and turret face. Tap the riser block to correct any misalignment, within .001”. Temporarily connect air (set to 80 psi) and power. Rotate the turret 90 degrees and recheck turret face flatness, within .001”. When alignment is confirmed, tighten the accessible riser block bolts with the turret still installed, then lift the turret and tighten all riser block bolts to 90 ft-lbs. Reinstall the turret (with the original shims in place, if available) and reverify alignment before proceeding. Disconnect air and power. 4. Check turret height by setting up boring bar holders and appropriate diam-eter bars in positions 1 (toward machine front) and 4 (toward machine rear) of the turret. The bars should extend 2” from the holders. Place the tip of the indicator on top of the bar in position 1 and jog the Z-axis along the bar. The deviation can be no more than .001” over the 2” travel. Move the X-axis until the bar is in line (centered) with the spindle. Measure the height difference between the bar and spindle. The two surfaces must be parallel within .001”. Rotate position 4 to the front and repeat measurements. Use .001” horseshoe shims to raise the turret as necessary to align. Trim the tabs from the shims flush with the spacer/turret assembly. When alignment is complete, tighten the turret bolts to 90 ft-lbs.5. Change Setting 113 to “Auto”.

14 96-0112 Rev ABMarch 2012
TT-10 (TL-4)
Removal1. Turn off the machine. Turn off and disconnect shop air. Remove the T outlet from the air regulator and reinstall the elbow fitting. Reconnect lube system air line to this outlet. 2. Remove the TT-10 rear cover. 3. Disconnect all cables, coolant and the air line from the turret. Detatch the turret cable carrier from its bracket.4. The cables and cable carrier can be stored as a unit on the back side of the rear chip shield. See the following illustration. Replace the cutout cover and secure with the screws used for the cable carrier.
5. Remove the mounting bolts. Install eyebolts and use a suitable lifting device to remove the turret from the lathe. 6. Restore any previous coolant connection before proceeding.
Reinstallation1. Clean the cross slide surface. Install eyebolts and use a suitable lifting device to mount the TT-10 unit to the cross slide plate using four .75-10 x 2.75” hex head bolts (retrofits on machines built before June 2008 will require .625” shoulder bolts). The bolts should be snug, but not fully torqued at this point. 2. Remove the rear cover of the TT-10. Secure the cable carrier bracket to the inside of the turret casting using two .25-20 x .5” BHCS. 3. Install the cable carrier between the TT-10 and the rear chip shield cutout. Secure with four .25-20 x .5” BHCS at each end (the screws at the chip shield end secure the cable carrier and the tray to the chip shield). Wrap the cables where they exit into the turret. Pull any excess cable back and wrap them in individual loops in the control cabinet. Close the Z-axis cable carrier.

1596-0112 Rev ABMarch 2012
4. Connect the air line to the air in port on the solenoid. Connect the motor and encoder cables. 5. Switches are labeled on the gearbox cover. Connect the TT status (clamp / unclamp) cable and solenoid cable through the connector panel. Connect the home switch to the home switch cable off of the motor encoder cable. 6. Connect the coolant line to the turret, using a reducer fitting at the cross slide ball valve.7. Reconnect shop air and set the machine regulator to 85 PSI. 8. Power on the machine. 9. Run the machine to maximum travel in the Z and X axes and check cable travel.
AlignmentSquaring the TT-10 to the base:1. Place mag base / indicator on the Z-axis rail on the operator side. Touch the face of the turret at tool position 1 and jog the X axis. Squareness error should not exceed 0.0004” over 10” of X-axis travel. 2. Tap the TT-10 into position to correct any error. To spindle centerline:1. Attach T-0028 (SL-40 BOT inspection tool holder) to tool position 1. 2. Install 15-2534 (spindle adapter plate) and a spindle alignment bar (T-1312 or T-1652). 3. Mount the indicator to the spindle alignment bar. Manually rotate the spindle to sweep the inside diameter of the inspection tool and measure runout. It should not exceed 0.001” for this tool position.

16 96-0112 Rev ABMarch 2012
4. Repeat steps 1-3 with the inspection tool at position 4. TIR should not ex-ceed 0.003” at this position. 5. Surface grind or mill shims to correct runout, as close to 0.0000” as possible at tool #1. 6. When runout is eliminated, repeat the base squaring procedure above. Torque the mounting bolts to 200 ft-lbs.
MANUAL MODE
To select Manual Mode, press MDI/DNC, then the PRGRM/CONVRS button. Highlight the “Manual Mode” tab using the arrow keys and press Write/Enter.
X and Z AxesThis mode positions the cutting tool using the hand wheels or the pendant jog handle. When the lathe is initially powered up, the handwheels position the cutting tools and “XZ MAN” is displayed at the bottom of the pendant screen. To change position control to pendant jog handle, press Shift key and X+ or X- to control X-axis or Shift key and Z+ or Z- to control Z-axis. To return to hand wheel control, press the Shift key and X+, X-, Z+ or Z- again. Note that the sequence of using “Shift” and selecting an axis will work on most screens.
SpindleSpindle is commanded by entering value for the spindle speed and pressing either FWD or REV. The spindle speed override keys ( +/- 10%) can be used to adjust commanded speed. This also works on most screens.
MACHINE POSITION
Machine coordinates are shown on right side of display screen. Four coordi-nate modes are accessed by pressing the POSIT button, and can be scrolled through using Page Up and Page Down. These are: POS-OPER – This is for the operator/setup person to use as desired, and is not used by the control for any positioning functions. In JOG mode, and with this display selected, select an axis (press X- or X+ for the X-axis or Z- or Z+ for the Z-axis). Press the ORIGIN button to set the display to zero. The (OPER-ATOR) display will then show position relative to this newly reset zero position.POS-WORK – Shows how far the tool is away from the X and Z zero of the programmed part. On power up, it displays the value in work offset G54 auto-matically. The machine uses this coordinate system to run the part.
POS-MACH – Machine coordinate system automatically set on power up and the first ZERO RET. It cannot be changed by the operator or any work coordi-nate systems, and always shows distance from machine zero.
POS-TO GO – An incremental display that shows the travel distance remaining before the axes stop, during a programmed movement.

1796-0112 Rev ABMarch 2012
TOOL OFFSETS
Tool OffsetTool offsets are described in detail in the Operator’s manual. See the “Tool Nose Compensation” section for specific instructions on Radius, Radius Wear, Taper, and Tip.
Tool – The current tool number.X Offset – The X-axis offset for the current tool.X Wear – The amount of tool wear, in the X-axis for the current tool.Z Offset – The Z-axis offset for the current tool.Z Wear – The amount of tool wear, in the Z-axis for the current tool.Radius** – The tip radius of the current tool.Radius Wear – The amount of wear in the radius.Taper – Compensation value for part deflection.Tip** – Tool tip direction will be a value of 0-9.
NOTE: Tool offsets are required for running full G-code programs; they are not required by any of the single feature part programs.
**Must be entered to use Cutter Compensation; see Operator’s manual for Cut-ter Compensation information.
AUTOMATIC MODE
Tool offsets must be set before an automatic operation can be run. Enter the values for each tool used on the Tool Offsets screen. The tool offsets will be referenced when that tool is called in the automatic operation. Refer to the Operator’s manual for more information on tool offsets.
On each of the following interactive screens the user will be asked to enter data needed to complete common machining tasks. When all data has been entered, pressing “Cycle Start” will begin the machining process.
Values entered must be measured from the centerline of the spindle.
The following is an example of an Automatic Mode screen and the definitions of the variables that will need to be entered.

18 96-0112 Rev ABMarch 2012
RAPID FEED OD TURN FACEID TURN PROFILE
Press <CYCLE START> to run
in MDI or <F4> to record
output to a program
TOOL NUMBER
1
WORK OFFSET
54
Z START PT
0.0000 in
OUTSIDE DIA.
0.0000 in
DIA. TO CUT
Z DIMENSION
DEPTH OF CUT
0.0000 in
FEED PER REV
0.0000 in
MAX RPM
1000
SFM
500
FILLET RADII
0.0000 in
TOOL NOSE
0.0000 in
0.0000 in
0.0000 in
GROOVINGTHREAD RE-CUTTHREADINGDRILL & TAPCHAMFER & RADIUSMANUALSETUPTURN & FACE
Tool Number – Enter tool to be used. Note that tool offsets must be set before automatic operation is started.Work Offset – Enter work offset to be used (see the Operator’s manual for more information on work offsets).Z Start Pt – Enter the Z axis starting point. New starting points can be generated by entering a positive or negative value. This value will shift the starting point the amount in Z Start Point from the work offset.Outside Dia. – Enter the current diameter of the work piece. Manually measure the diameter.Dia. to Cut – Enter the finished diameter.Z Dimension – Enter the Z axis dimension of the part from the Z Start Point.Depth of Cut – Enter the depth of cut for each pass of the stock removal.Feed Per Rev – Enter feed per revolution. This is the distance the tool moves for each spindle revolution.MAX RPM – Enter the maximum spindle turning speed.SFM – Enter the Surface Feed per Minute.Fillet Radii – Enter the corner fillet radii or enter ‘0’ for none.Tool Nose – Enter the tool nose radius.Advanced Users Some operations may need additional settings modified to create required groove. Setting numbers are: 22, 28, 72, 73, 86, 95, 96, 99. See definition of setting in Operator’s Manual.In Graphics mode tool paths are inverted; off centerline cuts show tool approaching from top of screen. The control interprets values and dis-plays them as a customary CNC lathe, which has the tool on the other side of the part.

1996-0112 Rev ABMarch 2012
IPS RECORDER
The IPS recorder provides a simple method to place G-code generated by IPS into new or existing programs.1. To access IPS, press MDI/DNC, then PROGRM/CONVRS. Refer to your
Intuitive Programming System Operator Manual (ES0609 Lathe) for more information on using IPS.
2. When the recorder is available, a message appears in red in the lower right corner of the tab:
VQCGROOVINGTHREADINGDRILL & TAPMANUAL CHAMFER AND RADIUS
TOOL NUMBER
WORK OFFSET
Z START PT
DIA TO CUT
Z DIMENSION
DEPTH OF CUT
MAX RPM
SFM
1 1000
54 0.0000 in 200
0.0000 in 0.0500 in
RAPID
Press <CYCLE START>
to run in MDI or <F4>
to record output to a
program.
SETUP TURN & FACE
FILLET RADII0.0000 in
OUTSIDE DIA. FEED PER REV
0.0000 in 0.0100 in
TOOL NOSE0.0315 in
0.0000 in
FEED OD TURN ID TURN FACE PROFILE
3. Press F4 to access the IPS recorder menu. Choose menu option 1 or 2 to continue, or option 3 to cancel and return to IPS. F4 can also be used to return to IPS from any point within IPS recorder.
0.0500 in
Press <CYCL
to run in MDI
to record outp
program.
0.0000 in
EED PER REV
0.0100 in
TOOL NOSE0.0315 in
IPS RECORDER F4 CANCEL
1. ) Select / Create Program
2. ) Output to current program
3. ) Cancel
IPS Recorder MenuIPS Recorder Menu
Menu Option 1: Select / Create ProgramSelect this menu option to choose an existing program in memory or to create a new program into which the G-code will be inserted. 1. To create a new program, input the letter ‘O’ followed by the desired pro-
gram number and press the WRITE key. The new program is created, selected, and displayed. Press the WRITE key once more to insert the IPS G-code into the new program.

20 96-0112 Rev ABMarch 2012
2. To select an existing program, enter an existing program number using the O format (Onnnnn), then press the WRITE key to select and open the program. To choose from a list of existing programs, press the WRITE key without input. Use the cursor arrow keys to choose a program and press WRITE to open it.
VQCGROOVINGTHREADINGDRILL & TAPMANUAL CHAMFER AND RADIUS
TOOL NUMBER
WORK OFFSET
Z START PT
DIA TO CUT
Z DIMENSION
DEPTH OF CUT
MAX RPM
SFM
1 1000
54 0.0000 in 200
0.0000 in 0.0500 in
RAPID
Press <CYCLE START>
to run in MDI or <F4>
to record output to a
program.
SETUP TURN & FACE
FILLET RADII0.0000 in
OUTSIDE DIA. FEED PER REV
0.0000 in 0.0100 in
TOOL NOSE0.0315 in
0.0000 in
FEED OD TURN ID TURN FACE PROFILE
Select / Create Program F4 CANCEL
O00000 (PROGRAM A)O00001 (PROGRAM B)O00002 (PROGRAM C)O00003 (PROGRAM D)O00004 (PROGRAM E)O00005 (PROGRAM F)O00006 (PROGRAM G)
Choose a program by using the cursorkeys and press WRITE to select.
orEnter a ‘O’ followed by a new program
number and press WRITE to create.
3. Using the arrow keys, move the cursor to the desired insertion point for the new code. Press WRITE to insert the code.
Menu Option 2: Output to Current Program1. Select this option to open the currently selected program in memory. 2. Use the arrow keys to move the cursor to the desired insertion point for the
new code. Press WRITE to insert the code.
ALARMS/MESSAGES DISPLAY
AlarmsSelect the Alarms display by pressing the ALARM / MESGS button. There are three types of Alarms screens. The first shows any current alarms. Pressing the Right Arrow key switches to the Alarm History screen, which shows the previ-ously received alarms. Pressing Right Arrow again switches to the alarm viewer screen. This screen shows one alarm at a time with its description. You can then scroll through all the alarms by pressing the Up and Down Arrow keys. To view Alarm details for a known alarm number, type the number while the alarm viewer is active, then press WRITE/ENTER or the left/right cursor key.
NOTE: The Cursor and Page Up and Page Down buttons can be used to move through a large number of alarms.

2196-0112 Rev ABMarch 2012
MessagesThe Message Display can be selected by pressing the Alarm/Mesgs button twice. This is an operator message display and has no other effect on opera-tion of the control. Use the keypad to enter the messages. The cancel and space keys can be used to remove existing messages and the Delete button can be used to remove an entire line. Data is automatically stored and main-tained even in a power-off state. The message display page will come up dur-ing power-up if there are no new alarms present.
5. MAINTENANCE
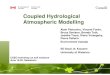
LUBRICATION - TOOLROOM LATHE
The linear guides and ball screws are manually lubricated. There is a grease fitting on the Z axis saddle which is plumbed to lubricate the four trucks. The Z-axis ball screw is lubricated through a grease fitting on the ball nut. This is accessible from the left side of the machine. The Z-axis rack should be lubri-cated with light oil to prevent rust.Two grease fittings are located on the X-axis cross-slide. One is for the ball screw and the other is plumbed to the four trucks.The optional tailstock has one grease fitting on it to lubricate the quill.To ensure proper lubrication the X and Z axes should be cycled daily and lubri-cated weekly. Use a synthetic grease with an NLGI grade of 1.5 or 2. Lubricate with a grease gun until visible grease comes out of the ball-nut and linear guide trucks
1 23
4
5
5
6

22 96-0112 Rev ABMarch 2012
1. X-axis cross-slide trucks2. X-axis cross-slide ball screw3. Z-axis saddle trucks4. Tailstock screw5. Z-axis saddle ball screw6. Tailstock base; two places (one on either side).The spindle is grease packed and needs no routine maintenance.
CHIP FILTER
The chip filter is provided with the Coolant Pump Kit option (standard with the TL-4).Check the chip filter on a weekly basis. After removing and cleaning the chip filter, make sure the basket has been emptied of chips before restarting the machine.See the Operator’s Manual for additional maintenance issues.

1496-0112 Rev Wjulio 2010
5. MANTENIMIENTOLas guias lineales y los tornillos sin fi n se lubrican manualmente. Existe un cople para grasa en la montura del eje Z el cual se encuentra conectado para lubricar los cuatro tractores. El tornillo sin fi n del eje-Z se lubrica mediante un cople de grasa en la tuerca de bola o ball nut. Este cople es accesible desde el lado izquierdo de la maquina. El estante o rack del eje-Z debe lubricarse con una capa lijera de aceite para prevenir la oxidacion.
2 coples de grasa se encuentran localizados en el travezal del eje-X Uno es para el tornillo sin fi n y el otro para los cuatro tractores del eje.
La contrapunta opcional tiene un cople de engrasado en el mismo para lubricar el puntal o quill.
Para asegurar una lubricacion correcta, los ejes X y Z deben ciclarse diari-amente y lubricarse semanalmente, usando grasa de lithum para uso general.
Lubrique con una pistola engrasadora hasta que la grasa salga de la tuerca de bola o ball nut y de los tractores de las guias lineales.
123
4
5
5
6
1. X-axis cross-slide trucks Tractores del travesal en el eje-X
2. X-axis cross-slide ball screw Tornillo sin fi n del travezal en el eje-X
3. Z-axis saddle trucks Tractores de la montura en el eje-Z
4. Tail-stock screw Tornillo de la contrapunta
5. Z-axis saddle ball screw Tornillo sin fi n de la montura en el eje-Z
6. Tailstock Base; four places Base de la contrapunta; cuatro lugares
El husillo contiene grasa y no necesita mantenimiento de rutina.

13 96-0112 Rev Wjulio 2010
Las caracteristicas del programa pueden verifi carse al abrir el menu de Re-corder/Player, ilumine “Play”, y presione “Enter”. Ingrese a la modalidad de MDI, luego presione la tecla de “Graphics”. Esta pantalla de grafi cos le per-mitira al usuario el observar cada operacion antes del corte en vivo.
Tambien es posible el crear un programa de codigos-G nuevoy colocarlo en la memoria desde la modalidad MDI, lo anterior se realiza al colocar el cursor en la linea superior del programa, anotar Onnnnnn (la letra “O” seguida por un numero de programa), y luego presionar la tecla “alter”. Lo anterior creara este programa en la memoria. Esto es muy practico para editar, crear copias de repuesto etc.
OTROS TABS DEL SISTEMA
El Tab o folder de “Alarms”, muestra cualquier alarma vigente. Si se muestra una alarma, primero corrija el problema, presione Reset y su torno continuara operando.El tab de “Alarm History” mostrara las alarmas previas. Las teclas de fl echa se usan para moverse a travez de las alarmas mostradas. El tab de “Alarm Viewer” le permite al operador el ingresar a un numero de alarma y una vez que se presione “Enter”, el controlador de mostrara la defi ni-cion de la misma. El tab de “Messages” le permite al operador el dejar un mensaje para el opera-dor siguiente, o recordatorios para uno mismo. Los mensajes se anotan en la parte inferior izquierda de la pantalla. Presione Enter para anotar el mensaje en la ventana de mensajes. Use las teclas fl echa para navegar en las lineas. La tecla Delete borrara la linea completa en la que se encuentra el cursor.

1296-0112 Rev Wjulio 2010
Usuarios AvanzadosAlgunas operaciones (por ejemplo el roscado) podrian necesitar que algunas defi niciones se modifi que para poder crear el contorno deseado. Los numeros de estas defi niciones o Settings son: 22, 28, 72, 73, 86, 95, 96, 99. Vea las descripciones de cada una de las defi niciones mencionadas en el Manual del Operador.
En la modalidad de Grafi cos o Graphics, las trayectorias de la herra-mienta se encuentran invertidas; los cortes fuera de centro se muestran con la herramienta acercandose desde la parte superior de la pantalla. El controlador interpreta los valores y los muestra como maquina torno CNC, la cual tiene la herramienta el otro lado de la parte.
MODALIDAD DE SISTEMA
Las pantallas de la Modalidad de Sistema se encuentran fi jadas para mostrar las alarmas vigentes al usuario, un historial de alarmas, un visor de alarmas y para poder anotar mensajes. Ademas, la caracteristica de “Grabadora” o “Re-corder” se encuentra en este grupo.
Fije el proceso de maquinado, anote los valores y presione “Cycle Start”. El torno Toolroom lathe correra el programa y cortara la primera caracteristica de su parte. Una vez completado, repita el proceso para las caracteristicas restantes de su parte. Note que: Una vez que se haya presionado el boton de Cycle Start , la operacion sera grabada, aunque laoperacion no haya sido completada en su totalidad.
Una vez que se haya anotado todo el proceso de maquinado, regrese hasta el reproductor/grabador o Recorder/Player (o presione F4 para ingresar al Gra-bador o Recorder), Ilumine el rotulo “Stop” y presione “Enter” (o presione F4), lo anterior detendra o terminara la sesion de grabado. Usted notara que ahora existe una lista de procesos en la ventana del grabador. Los mismos que pueden ser editados desde esta pagina mediante el uso de los otros botones del Reproductor/Grabador o Recorder/Player. Una alternativa para la edicion de las opareciones es el correr la operacion, luego ingrasar a la modalidad de MDI. MDI revelara el codigo de maquinado el cual puede ser editado en ese punto.
Correr una parteCargue una parte, dirijase hasta la modalidad de Recorder/Player, seleccione al iluminar el rotulo “Play” y presione “Enter”; esto iniciara la reproduccion. El presionar Cycle Start iniciara el proceso de maquinado grabado. El reproduc-tor comenzara en la linea iliminada de la lista. Advertencia: El torno iniciara, unavez que se haya presionado el boton de Cycle Start. Si se desea, las siguientes operaciones seran tambien ejecutadas, pero para esto, se debe presionar el boton de Cycle Start para que continue cada operacion siguiente. Advertencia:El operador debe cambiar las herramientas, si fuese requerido, antes de presionar Cycle Start para la siguiente operacion.

11 96-0112 Rev Wjulio 2010
SYSTEM GROOVING THREADING DRILL&TAP CHAMFER&RADIUS MANUALTOOLOFFSETTURN&FACE
RAPIDFEEDODTURNIDTURNFACE
TOOLNUMBER
1
WORKOFFSET
54
DEPTHOFCUT
FEEDPERREV
ZSTARTPOINT
0.0000
OUTSIDEDIA.
DIA.TOCUT
ZDIMENSION
MAXRPM
0000
SFM
000
Position(0,0)
0.0000
0.0000
0.0000
0.0000
0.0000
Turn and Face - Giro y Cara- OD TurnTool Number – Numero de herramienta - Herramienta a usar. Nota: Debe fi jarse los desplazamientos de herramienta antes de iniciar la operacion auto-matica.
Work Offset – Desplazamiento de Trabajo - El desplazamiento de trabajo que se utilizara. ( Vea el Manual del Operador para mas informacion sobre los desplazamientos de trabajo.
Z Start Pt – Punto de inicio Z - Anote el punto inicial en el eje-Z. SE puede generar puntos iniciales nuevoa al anotar un valor positivo o negativo. Este valor cambiara el punto inicial por la contidad en el Punto Inicial Z del despla-zamiento de trabajo.
Outside Dia. – Diametro Exterior - Anote el diametro actual de la pieza de trabajo. Mida manualmente el diametro.
Diameter to Cut – Diametro a Cortar. Anote el diametro terminado.
Z Dimension – Dimension Z - Anote la domension en el eje-Z de la parte desde el punto inicial en Z.
Depth of Cut – Profundidad de Corte - Anote la profundida de corte para cada pase del quitado de material.
Feed Per Rev – Avance por Revolucion - Anote el avance por revolucion. La distancia que la herramienta se movera en cada revolucion del husillo.
Max RPM – RPM Maximo - Anote la velocidad de giro maxima del husillo.
SFM – Avance de Superfi cie por Minuto. Anote el avande de superfi cie por minuto.

1096-0112 Rev Wjulio 2010
X Wear DesgasteX – La cantidad de desgaste de la herramienta, en el eje X de la herramienta vigente. Z Offset Desplazamiento Z – El desplazamiento Z en la herra- mienta vigente. Z Wear Desgaste Z – La cantidad de desgaste de la herramienta, en el eje X de la herramienta vigente. Radius** Radio ** – El radio de la punta en la herramienta vigente. . Radius Wear Desgaste del radio – La cantidad de desgaste en el radio de la punta de herramienta. Taper Conocidad – Valor de compensacion por la defl exion de la parte. Tip** Punta** – Direccion de la punta de herramienta sera un valor de 0-9.
Nota: Los desplazamientos de herramienta son requeridos para correr programas completos con codigos-G; no son requeridos por ninguno de los programas de partes de caracteristica unica.
**Debe anotarse para poder usar la compensacion al cortador o Cutter Com-pensation; Vea el Manual del Operador para informacion sobre la compensa-cion al cortador o Cutter Compensation.
MODALIDAD AUTOMATICA
Los desplazamientos de herramienta o Tool Offsets deben ser fi hjados antes de poder correr una operacion automatica. Dirijase a la pantalla de Despla-zamientos de herramienta o tool offsets y anotre los valores para cada her-ramienta que se planea utilizar. Estos valores seran usados como referencia cuando una herramienta sea llamada para una operacion automatica. Consulte el manual del operador para mas informacion sobre los desplazamientos de herramienta.
En cada una de las pantallas interactivas, el usuario sera cuestionado a que anote la informacion necesaria para completar trabajos comunes de maqui-nado.Una vez que toda la informacion haya sido anotada, el presionar “Cycle Start” comenzara el proceso de maquinado.
Los valores que se anoten deben ser medidos desde la linea central del husillo.
Lo que se muestra acontinuacion es un ejemplo de una pantalla de la modali-dad automatica y las defi niciones de las variables que necesitan ser anotadas.

9 96-0112 Rev Wjulio 2010
HusilloEl husillo se comanda al anotar el valor de velocidad para el mismo y presio-nar ya sea FWD o REV. Las teclas de sobrecomando del husillo u override ( +/- 10%) pueden usarse para ajustar la velocidad de husillo comandada. Esto tambien funciona en la mayoria de las pantallas.
POSICION DE LA MAQUINA
El indicador que se encuentra en la parte superior izquierda de la pantalla muestra las coordenadas de la maquina. Existen cuatro modalidades de coordenadas, las cuales pueden ser sondeadas mediante el uso de las teclasPage Up y Page Down. Estas modalidades son:
Pantalla del Operador – Esta pantalla es para que el operador la utilize como desee durante el montaje, y no es usada por el controlador para ninguna fun-cion de posicionamiento. En la modalidad de JOG, y con la pantalla seleccio-nada (Operador), seleccione un eje (presione X- o X+ para el eje-X o Z- o Z+ para el eje-Z). En seguida presione la tecla de ORIGIN para fi jar la pantalla en cero. Una vez hecho lo anterior, la pantalla mostrara la posicion relativa a esta nueva posicion cero que se establecio.
Pantalla de Trabajo– Esta pantalla muestra que tan alejada se encuentra la herramienta desde el punto cero deXyZ que se programo en la parte. Una vez que se encienda la maquina, automaticamente se mostrara en la pan-talla el valor de los desplazamientos de trabajo G54. La maquina utiliza este sistema de coordenadas para correr la parte.
Pantalla de la Maquina – Esta pantalla es el sistema de coordenadas de la maquina y se fi ja automaticamente una vez que se enciende la maquina y se corre un retorno a cero o ZERO RET. No puede ser cambiado por el operador o cualquier otro sistema de coordenadas, y siempre mostrara la distamcia desde el punto cero de la maquina.
Distancia a Recorrer – Esta pantalla muestra una indicacion incremental de la distancia restante del recorrido antes de que se detengan los ejes, todo esto durante un movimiento programado.
DESPLAZAMIENTOS DE HERRAMIENTA O TOOL OFFSETS
Desplazamientos de HerramientaLos desplazamientos de herramienta se encuentran descritos con detalle en el manual del Operador. Vea la seccion de “Compensacion por Nariz de Her-ramienta” dentro del folder titulado “Programming” para obtener instrucciones especifi cas sobre el radio, Desgaste del Radio, Conocidad, y Punta.
Tool Herramienta – El numero de herramienta vigente. Offset X Desplazamiento X – El desplazamiento X para la herra mienta vigente.

896-0112 Rev Wjulio 2010
ENCENDIDO
La maquina torno se enciende al presionar el boton de “Power On”. Si fuese necesario, desplaze manualmente el torno para alejarlo de la pieza de trabajo. Si su maquina se encuentra equipada con una contrapunta opcional, liberela y muevala hasta la posicion mas alejada del chuck o sujetador y retracte el quill. Presione la tecla de “Power Up / Restart” y el torno automaticamente encon-trara el punto base o home.
Nota: Antes de presionar Power Up/Restart, desplaze manualmente el eje-X hacia el operador y el eje-Z alejandolo del husillo. Esto le ahorrara tiempo cuando la maquina trate de encontrar el punto base o home.
CONTRAPUNTA OPCIONAL
OperacionAfl oje las dos prenzas en la base del marco de la contrapunta. La base de la contrapunta se posiciona manualmente, y luego se asegura en su lugar medi-ante las dos prenzas. La manivela que se encuentra en la parte tracera de la contrapunta es luego usada para manejar la punta o quill hacia dentro y hacia fuera.
La contrapunta tiene una conocidad o taper #4 Morse la cual acepta una varie-dad de herramientas.
Percaucion:Mantengase alerta de la posicion de la con-trapunta y la trayectoria programada de la herramienta.
MODALIDAD MANUAL
Seleccione la modalidad manual al mover el tab iluminado hacia el rotulo “Manual Mode” y presione la tecla Write/Enter.
Ejes X y Z Esta modalidad se utiliza para posicionar la herramienta cortadora mediante el uso de las manivelas o la manija de desplazamiento del panel de control. Cuando la maquina se encendio inicialmente, las manivelas posicionan las herramientas de corte y se muestra el rotulo “XZ MAN” en la parte inferior de la pantalla. Para cambiar la posicion de control a la manija de desplazamiento del panel, presione la tecla Shift y las teclas X+ o X- para controlar el eje- X o la tecla Shift y Z+ o Z- para controlar el eje-Z. Para regresar al control mediante la manivelas, presione las tecla Shift y X+, X-, Z+ o Z- una vez mas.
Nota: La secuencia del uso de “Shift” y el seleccionar un eje funcio-nara en la mayoria de las pantallas.

7 96-0112 Rev Wjulio 2010
4. OPERACION
La máquina ToolRoom Lathe incluye caracteristicas inclinadas hacia el maquinista que está acostumbrado a utilizar un torno con posicionado manual. Estas caracteristicas implementan los altos familiares de púa y de mesa, y al mismo tiempo dar completas capacidades o abilidades de una máquina CNC. Haas Automation ha agregado al controlador CNC, caracterisiticas nuevas las cuales ayudan al operador en el desarrollo de programas automaticos a la vez que facilita la operacion en la modalidad manual.
Una vez encendida la maquina Toolroom Lathe, se mostrara una pantalla. Esta pantalla mostrara la posicion en el eje X y Z del torno a la vez que la velocidad del husillo.
Utilize las teclas de fl echa hacia la derecha e izquierda para navegar a travez de los diferentes menus. para seleccionar uno de los menus, presione la teclaWrite/Enter. Algunos menues contienen sub-menus, para lo cual tambien utilize las teclas de fl echa derecha o izquierda y Enter para seleccionar el sub-menu deseado. Utilize las teclas de fl echa para navegar a travez de las variables. Anote alguna variable mediante el uso del teclado numerico y presione Write/Enter. Para salir del menu, presione la tecla Cancel.
+Z
-Z
+X
-X
ROTATINGPARTSINSIDE,
KEEPHANDSAWAY.
uet
Lathes
Table
-X
+X
+Z -Z
-X
+Z -Z
Para cambiar hacia la modalidad de CNC completo, presione cualquiera de las teclas de Display, excepto la tecla de Offset. Presione Handle Jog para regresar a los menus de Toolroom Lathe.
Algun programa que haya sido anotado en las pantallas de Toolroom Lathe tambien es accesible mediante la modalidad de MDI (CNC completo). Una lista completa de codigos G es descrita en el Manual del Operador e incluye ejemp-los que demuestran el uso de codigos G.

696-0112 Rev Wjulio 2010
2. T5 es el transformador pequeño que se encuentra montado en el ensam-blaje de la fuente de alimentacion justo al lado del interruptor principal. Este transformador proporciona los 24 Volts necesarios para dar energia a el con-tactor principal. Este transformador tiene dos conectores de entrada localiza-dos alrededor de dos pulgadas del cuerpo del transformador. Estos conectores le permiten al transformador ser conectado a voltajes de 240V y 200V. Si el poder electrico de entrada es de 220-250VRMS, use la conexion de 240V. Si el poder electrico de entrada es de 187-219VRMS use la conexion de 200V. Un error al no utilizar el conector apropiado, resultará en sobrecalentamiento del contactor principal o fallas al tratar de embragar o cerrar el contactor principal.
3. El transformador de poder principal se encuentra localizado en la es-quina superior izquierda de la fuente de alimentacion 320V. Este transforma-dor proporciona 120V de una sola fase para el gabinete. Este tambien tiene dos conectores de entrada localizados en la barra de terminales TB2. Si el poder electrico de entrada es de 187-215VRMS, conecte el alambre 74 en la posición de 208V (posición del centro). Si el poder electrico de entrada es de 216-250VRMS use la conexion de 240V (posición de la izquierda).
4. Mueva la manija del interruptor principal a la posición ON (gire el eje en la direccion de las manecillas del reloj). Encienda el poder a la maquina al presio-nar el switch de encendido POWER-ON en el panel de control. Verifi que que el indicador de fallas en la fuente de alimentacion de 320V muestre el numero “1” ( la fuente de alimentacion esta localizada justo encima del transformador principal), el numero “1” signifi ca que hubo una secuencia de encendido nor-mal. Enseguida, verifi que y mida con un voltimetro el nivel de voltaje DC (DC bus) en las terminales 6 & 7 de la fuente de alimentacion. El voltaje debe medir aproximadamente 335V si la maquina esta alimentada con 240VAC, o aproxi-madamente 290V si la maquina se encuentra alimentada con 208VAC. Si el voltage no mide por lo menos 260V, llame al Departamento de Servicio. Este voltaje no se muestra en la pagina de diagnosticos de la pantalla.
5. Mueva la manija del interruptor principal a la posición de apagado OFF. Cierre la puerta, asegure los candados y encienda el poder electrico.v

5 96-0112 Rev Wjulio 2010
INterruptor de circuito HAAS (Alto Volt) TL-1,2 20 AMP, TL-3 20 AMP, TL- 3HT 40 AMP
Si la corrida de servicio de poder desde el panel electricoes menor que 100’ use: TL-1,2 poder monofasico- cable de 8 GA / poder trifasico cable de 10 GA TL-3 cable de 8GA (para alto volt 12 GA.) TL-3HT cable de 4GA. (para alto volt cable de 8 GA)
Si la corrida de servicio de poder desde el panel electricoes mayor que 100’ use: TL-1,2 monofasico - cable de 6 GA / trifasico - cable dec8 GA TL-3 cable de 6GA. (para alto volt calbe de 10 GA.) TL-3HT cable de 2GA. (para alto volt cable de 6 GA.)
ADVERTENCIA!Un alambre de la misma medida que los cables de alimentacion electrica, debe ser conectado de tierra a el chasis de la maquina. Este alambre a tierra es requerido para la seguridad del operador y la adecuada operacion de la maquina. Este alambre a tierra debe ser proprocionado por la conexion principal de tierra en la entrada del servicio electrico, y debe seguir la misma ruta, en el mismo conducto que los alambres de poder electrico que llegan a la maquina. La tuberia de agua o una varilla de tierra adyacente a la maquina no puede ser usada para este proposito.
El poder electrico medido linea-linea o de linea-tierra no debe exeder mas de 260 volts.
Conexion del Poder Electrico al torno Toolroom LatheLa maquina torno Toolroom Lathe puede ser alimentada con poder electrico ya sea trifásico de 208 Volts en confi guracionY (con la linea neutral a tierra) o con poder electrico de una sola fase de 240V. En cualquiera que sea el tipo de conexion, debe asegurarse que exista un alambre separado de tierra, de la misma medida que las lineas de alimentacion electrica.
1. Con el interruptor principal en la posición de apagado OFF (gire el eje que conecta la manija del interruptor en la direccion opuesta a las manecillas de un reloj), enganche las lineas de poder electrico a las terminales en la parte supe-rior del interruptor principal.Conecte la linea separada de tierra al el bloque de tierra (ground bus) que se encuentra a la izquierda del interruptor.
NOTA: Para la operación con poder monofasico, utilíze las terminales L1 y L3 del interruptor, la terminal del centro L2 debe dejarse abierta.

496-0112 Rev Wjulio 2010
NIVELADO
Lea la secuencia en su totalidad antes de comenzar.
1. Coloque el travezal cerca del chuck (de la misma manera como fue enviada la maquina), y coloque un nivel de maquinista en el travezal, paralelo al eje X.
2. Corra el eje-Z de izquierda a derecha y nivele la maquina al ajustar los tornillos de nivelado. Verifi que que cada tornillo de nivelado requiera aproximadamente la misma torcion al apretar y girar. Lo anterior dara una carga apropiada en cada uno. Una vez comple-tado apriete los tornillos de seguro en los tornillos de nivelado.
REQUERIMIENTOS ELECTRICOS
IMPORTANTE! CONSULTE SU CODIGO LOCAL DE REQUERIMIENTOS ANTES DE HACER EL CABLEADO DE CUALQUIER MAQUINA.La fuente de poder debe tener conexion a tierraEl rango de frecuencia es de 47-66 HzLa linea de voltaje no debe fl uctuar mas de +/-5%Que la distorsión harmonica no exeda el 10% del voltaje total RMS
Requerimientos de Voltaje Voltaje de entrada Bajo Volt. TL-1,2 - 208V trifasico / 240V monofasico ±10% TL-3, TL-3HT - 240V trifasico Alto Volt 354-488V trifasico
Interruptor en la Fuente (Bajo Volt) TL-1,2 20 AMP trifasico / 40 AMP monofasico TL-3 50 AMP, TL-3HT 100 AMP
Interruptor de circuito HAAS (Bajo Volt) TL-1,2 40 AMP, TL-3 40 AMP, TL- 3HT 80 AMP
Interruptor en la Fuente (Alto Volt) TL-1,2 20 AMP TL-3 25 AMP, TL-3HT 50 AMP

3 96-0112 Rev Wjulio 2010
No Inicie el maquinado con el torno hasta que este se encuentre correcta-mente montado. Alguna interferencia entre el equipo sostenedor de trabajo y el torno causara daño a los dos.
Utilize un chuck de medida correcta, no permita que las quijadas del chuck sobresalgan el cuerpo del mismo.
Utilize soportes adicionales si se giran partes muy largas.
Quite la llave del chuck antes de comenzar el maquinado.
No modifi que el qeuipo sujetador de trabajo.
Nunca exceda la maxima velocidad del chuck.
Temas adicionales sobre la seguridad se encuentran subrayados en el Manual del Operador de las series SL.
3. INSTALACION
QUITADO DEL SOPORTE DE ENVIO
1. Quite el tornillo (1) de cabeza hex que sujeta el soporte de envio al cabezal de husillo, y los dos (2) tornillos que montan el soporte de envio a la mesa.
2. Despues de haber quitado el soporte de envio, reemplaze los dos (2) tornillos que se quito de la mesa con los tornilos cabeza de boton que le fueron provistos.

296-0112 Rev Wjulio 2010
1. GARANTIA
Todas las maquinas tornadoras Toolroom Lathes HAAS nuevas, se encuentran garantizadas exclusivamente bajo la garantia limitada de Haas Automation (“Fabricante”) contra defectos en el material y mano de obra por un periodo de un (1) año desde la fecha de compra, la cual es la fecha en que la maquina es instalada en el lugar del usuario fi nal. Para mas informacion sobre la garantia, vea la seccion de Garantia en el Manual del Operador.
2. SEGURIDAD
Lea y Siga todas las Advertencias de Seguridad - Familiarizese con la sec-cion de seguridad en el Manual del Operador. Mantengase alerta de la gente que se encuentre alrededor de usted en su taller; las virutas que salen volando pueden lastimar seriamente a la gente que no se encuentre a una distancia se-gura.Siempre utilize lentes de seguridad. Los cortes iniciales deben hacerce a velocidades bajas y asi reducir la posibilidad de producir daño a la herramienta o máquina. Asi como con cualquier torno de marco abierto, es recomendable usar retenedores de virutas.
La maquina Torno Toolroom Lathe se encuentra equipada con un interruptor de seguridad o switch de mano. Este boton debe ser presionado en todo mo-mento que se realize el maquinado automatico. El soltar el switch causara que se detenga el movimiento del husillo y los ejes. Se debe presionar el boton de Cycle Start para poder continuar con el maquinado automatico (no es necesa-rio mantener presionado el boton de Cycle Start.)
HoldToRun
Switch
Seguridad en los Sujetadores de Trabajo Se deben seguir las instrucciones de cuidado y seguridad que especifi can los fabricantes de Sujetadores de Trabajo o workholder para asi asegurar un ambiente se trabajo seguro y evitar daño a su maquina.
El limpiado y mantenimiento debe realizarse muy a menudo. Inspeccione el equipo por desgaste inapropiado, cuarteaduras o piezas faltantes. No opere su maquina si se encontro algo de lo antes mencionado.

1 96-0112 Rev Wjulio 2010
Lista de Contenido1. GARANTIA ......................................................................................................32. SEGURIDAD ...................................................................................................33. INSTALACION ................................................................................................4
QUITADODEL SOPORTEDE ENVIO ..................................................................4NIVELADO ...................................................................................................4REQUERIMIENTOS ELECTRICOS .......................................................................5
4. OPERACION ...................................................................................................7ENCENDIDO .......................................................................................................8CONTRAPUNTA OPCIONAL ....................................................................................8MODALIDAD MANUAL ..........................................................................................8POSICIONDELAMAQUINA ....................................................................................9DESPLAZAMIENTOSDE HERRAMIENTAO TOOL OFFSETS ...........................................9MODALIDAD AUTOMATICA ....................................................................................10MODALIDADDE SISTEMA .....................................................................................11GRABADORAO RECORDERDEL TOOLROOM LATHE ..................................................11OTROS TABSDEL SISTEMA ..................................................................................14
5. MANTENIMIENTO ..........................................................................................14


Suplemento para el OperadorToolroom Lathe
© 2010 Haas Automation, Inc.96-0112 Rev WJulio 2010